G 3472:2018
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類の記号 ······················································································································ 1
4 製造方法························································································································· 2
5 化学成分························································································································· 2
6 機械的性質 ······················································································································ 3
6.1 引張強さ,降伏点又は耐力,及び伸び················································································ 3
6.2 押し広げ性 ··················································································································· 3
7 寸法,質量及び寸法許容差 ································································································· 5
8 外観······························································································································· 5
9 特別品質規定 ··················································································································· 8
10 試験 ····························································································································· 8
10.1 分析試験 ····················································································································· 8
10.2 機械試験 ····················································································································· 8
11 検査及び再検査 ·············································································································· 9
11.1 検査 ··························································································································· 9
11.2 再検査 ························································································································ 9
12 表示 ····························································································································· 9
13 報告 ····························································································································· 9
附属書A(規定)特別品質規定 ······························································································ 10
G 3472:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3472:2013は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
G 3472:2018
自動車構造用電気抵抗溶接炭素鋼鋼管
Electric resistance welded carbon steel tubes for automobile
1
適用範囲
この規格は,自動車構造用に使用する電気抵抗溶接炭素鋼鋼管(以下,管という。)について規定する。
この規格は,通常,外径15.9 mm〜101.6 mmの管に適用できる。
なお,本体に規定する項目のほかに,注文者があらかじめ製造業者との協定によって指定することがで
きる特別品質規定の項目を,附属書Aに示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0582 鋼管の自動超音波探傷検査方法
JIS G 0583 鋼管の自動渦電流探傷検査方法
JIS Z 2241 金属材料引張試験方法
JIS Z 8401 数値の丸め方
3
種類の記号
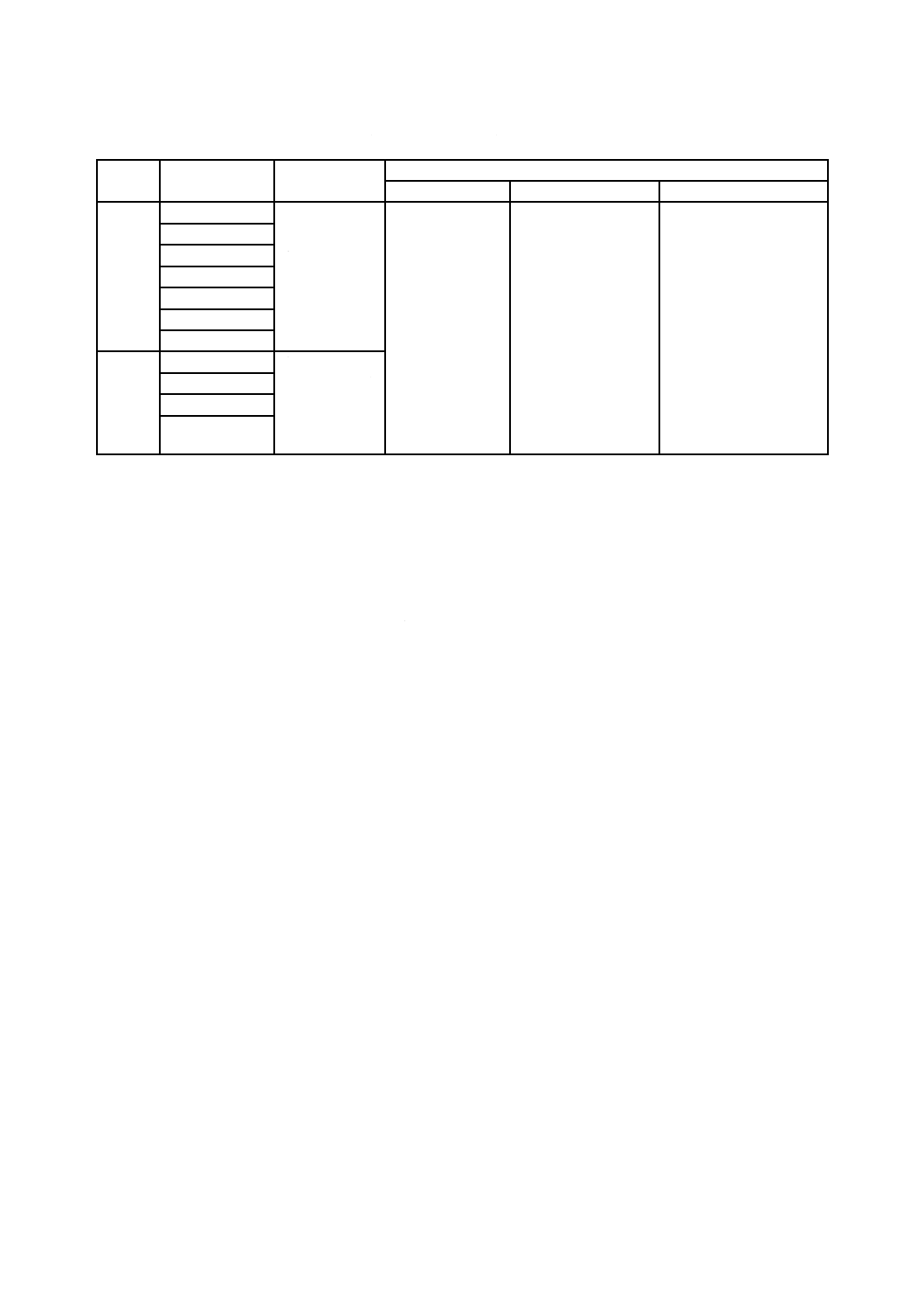
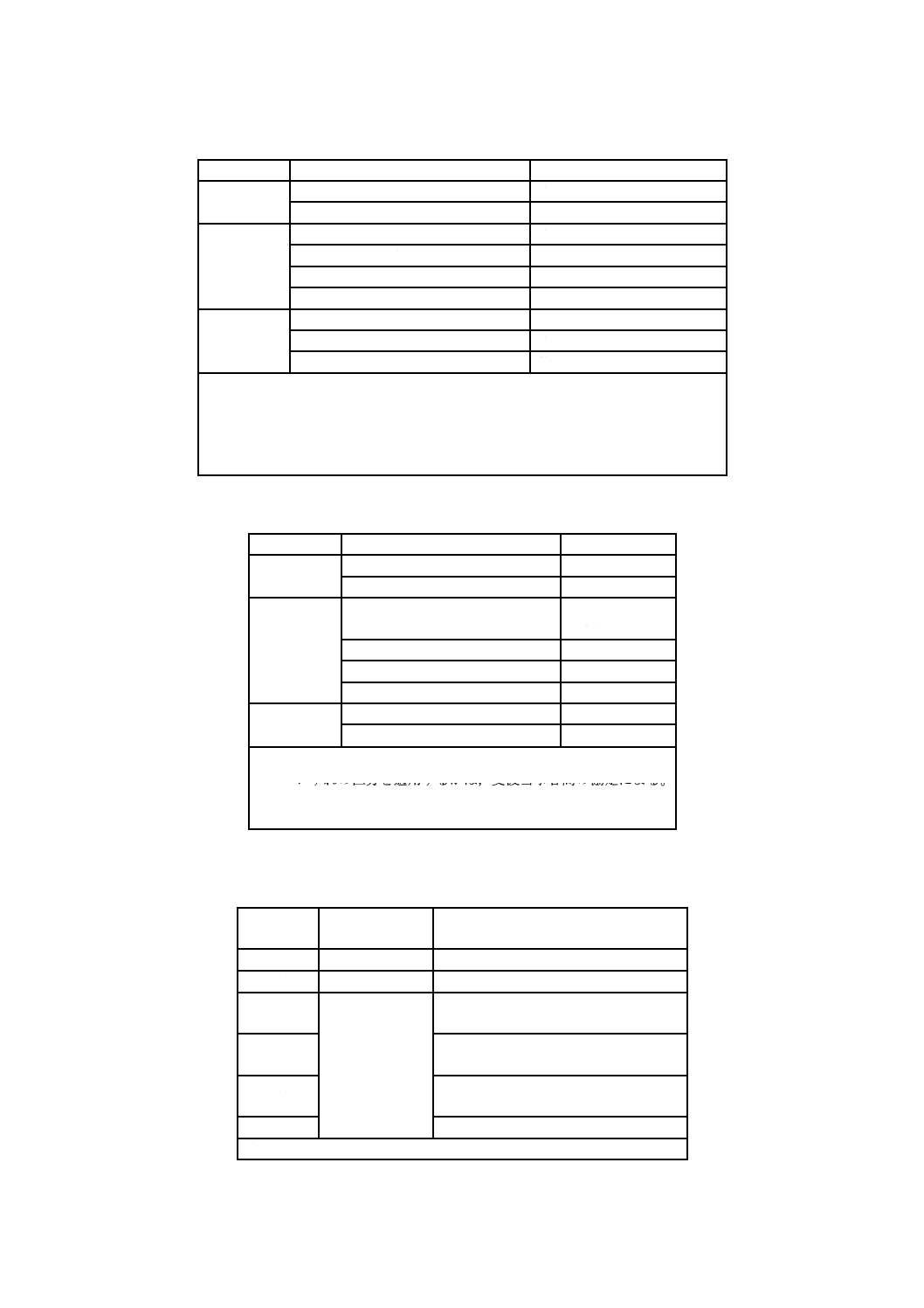
管は11種類とし,その分類及び種類の記号は表1による。
2
G 3472:2018
表1−分類及び種類の記号,並びに製造方法を表す記号
種類の
分類
種類の記号
摘要
製造方法を表す記号
製管方法
仕上方法
表示
G種
STAM290GA
自動車構造用
一般部品に用
いる管
電気抵抗溶接:E
電気抵抗溶接まま:G
熱間仕上げ:H
冷間仕上げ:C
製造方法を表す記号の
表示は,箇条12 b) によ
る。
STAM290GB
STAM340G
STAM390G
STAM440G
STAM470G
STAM500G
H種
STAM440H
自動車構造用
のうち特に降
伏強度を重視
した部品に用
いる管
STAM470H
STAM500H
STAM540H
4
製造方法
製造方法は,次による。
a) 管は,キルド鋼の熱間圧延鋼帯又は冷間圧延鋼帯を用いて,表1に示す製管方法及び仕上方法の組合
せによって製造する。製造方法を表す記号は,表1による。
b) 管は,製造のまま,又はこれに適切な熱処理を行うか,若しくは冷間仕上げ後,適切な熱処理を行う。
特に必要な場合,注文者は,冷間仕上げのままとすることを指定してもよい。
c) 管端形状は,特に指定のない場合はプレンエンドとする。
d) 外面の溶接ビードは,管の形状に滑らかに沿うように除去する。内面の溶接ビードの処理は,溶接の
まま,押しつぶし又は切削のいずれかとする(表8参照)。
5
化学成分
管は,10.1によって試験を行い,その溶鋼分析値は,表2による。注文者の要求によって製品分析を行
う場合は,10.1によって試験を行い,製品分析値は表2に対して,JIS G 0321の表3[炭素鋼鋼材の製品
分析の許容変動値(2)]の許容変動値を適用した値とする。
3
G 3472:2018
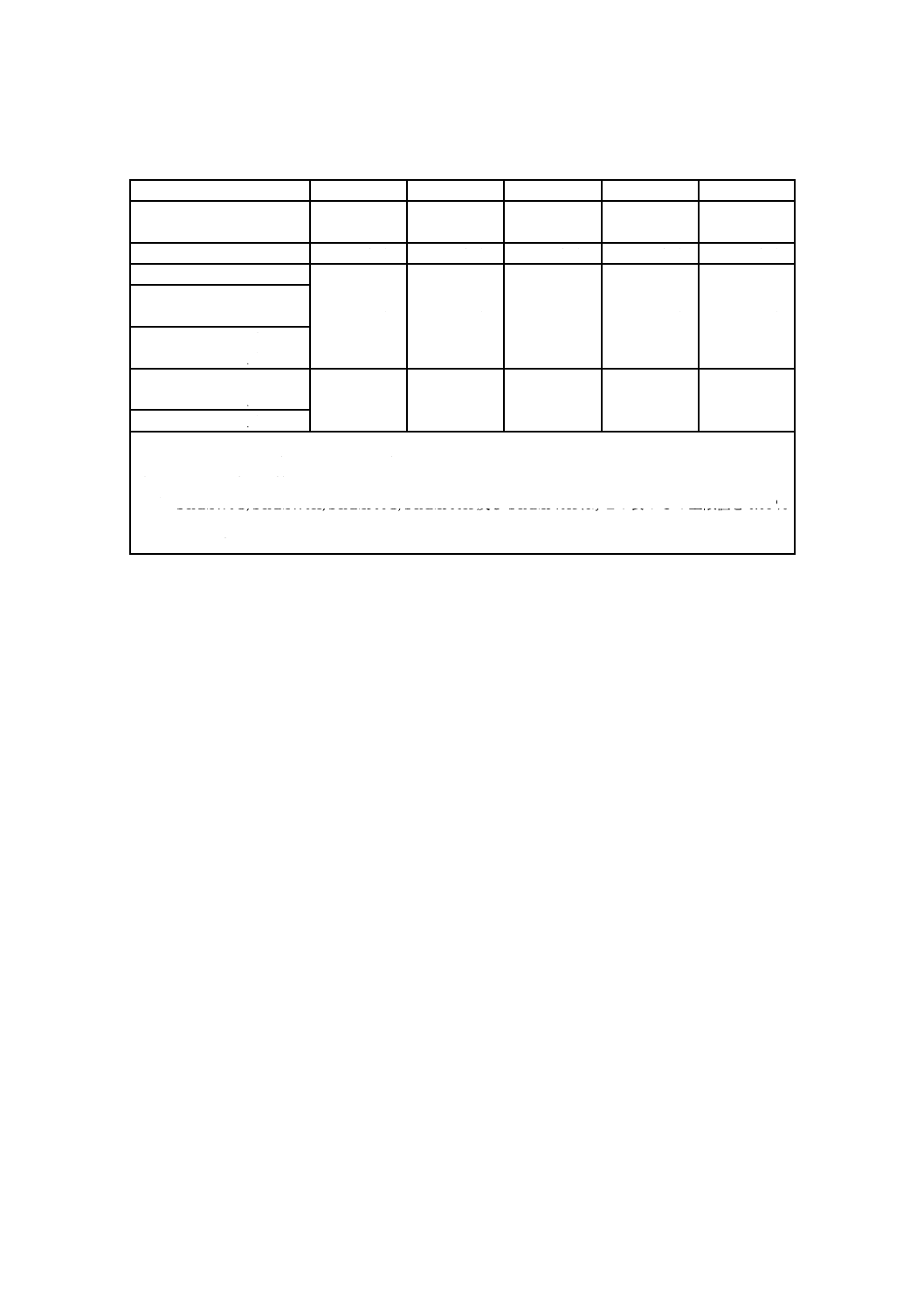
表2−化学成分
単位 %
種類の記号
C a)
Si
Mn
P
S
STAM290GA
STAM290GB
0.12以下
0.35以下
0.60以下
0.035以下
0.035以下
STAM340G
0.20以下
0.35以下
0.60以下
0.035以下
0.035以下
STAM390G
0.25以下
0.35以下
0.30〜0.90
0.035以下
0.035以下
STAM440G
STAM440H
STAM470G b)
STAM470H b)
STAM500G b)
STAM500H b)
0.30以下
0.35以下
0.30〜1.00
0.035以下
0.035以下
STAM540H b)
受渡当事者間の協定によって,Nb又はVを単独又は複合して最大0.15 %まで添加してもよい。必要に
応じて,Nb及びVを除くこの表以外の合金元素を添加してもよい。
注a) 受渡当事者間の協定によって,必要に応じてCの下限値を設定してもよい。
b) STAM470G,STAM470H,STAM500G,STAM500H及びSTAM540Hは,この表のCの上限値を0.01 %
減じるごとにMnの上限値を0.06 %増加してもよい。ただし,この場合のMnの上限値は,1.50 %
までとする。
6
機械的性質
6.1
引張強さ,降伏点又は耐力,及び伸び
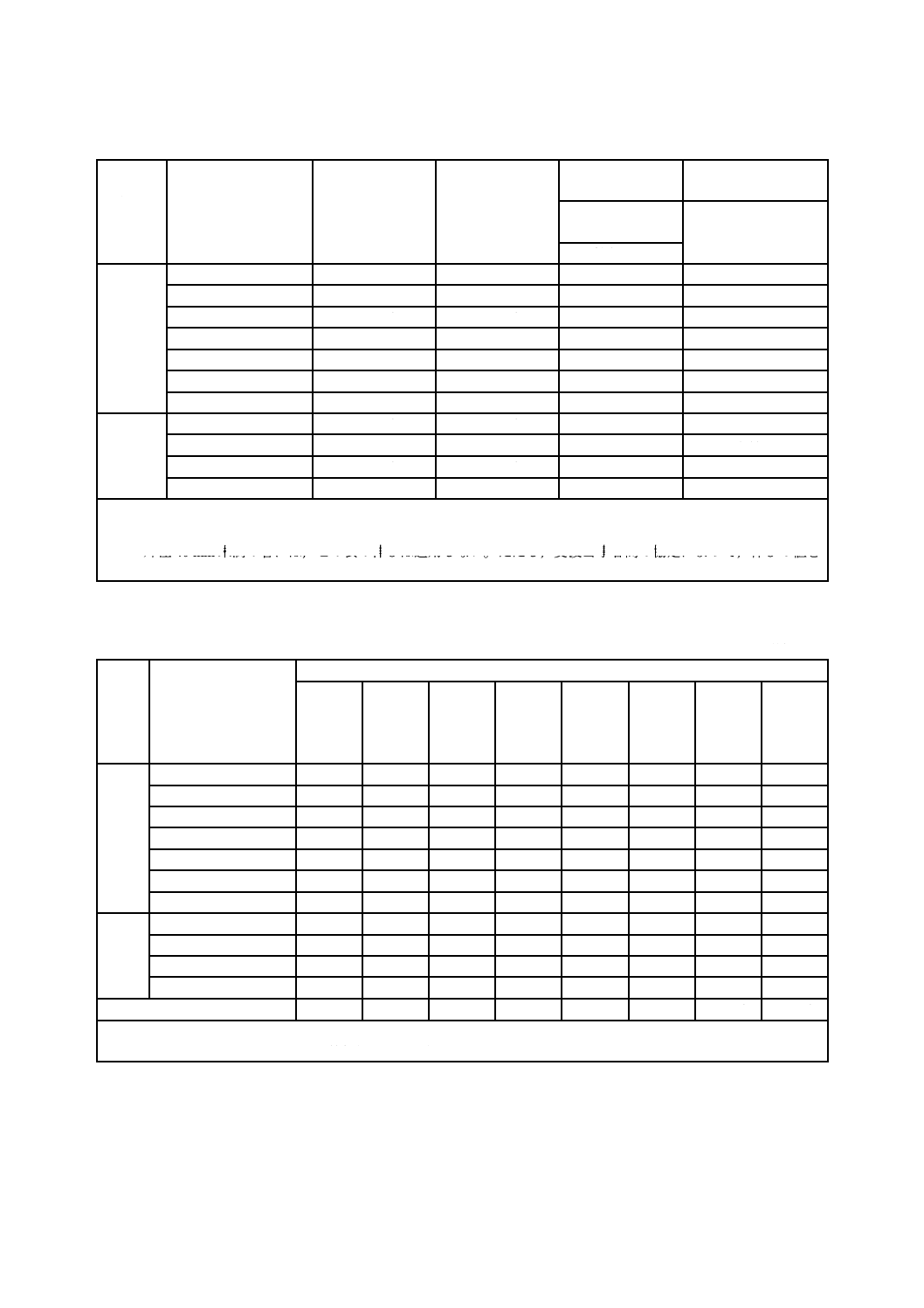
管は,10.2.3によって引張試験を行い,その引張強さ,降伏点又は耐力,及び伸びは,表3による。た
だし,厚さ8 mm未満の管で,12号試験片を用いて引張試験を行う場合の伸びは,表4による。
6.2
押し広げ性
管は,10.2.4によって試験を行い,表3に規定する押し広げの大きさまでらっぱ形に押し広げたとき,
割れを生じてはならない。
4
G 3472:2018
表3−機械的性質a)
種類の
分類
種類の記号
引張強さ
N/mm2
降伏点又は耐力
N/mm2
伸びb)
%
押し広げ性
11号試験片又は
12号試験片
押し広げの大きさ
(Dは管の外径)
管軸方向
G種
STAM290GA
290以上
175以上
40以上
1.25 D
STAM290GB
290以上
175以上
35以上
1.20 D
STAM340G
340以上
195以上
35以上
1.20 D
STAM390G
390以上
235以上
30以上
1.20 D
STAM440G
440以上
305以上
25以上
1.15 D
STAM470G
470以上
325以上
22以上
1.15 D
STAM500G
500以上
355以上
18以上
1.15 D
H種
STAM440H
440以上
355以上
20以上
1.15 D
STAM470H
470以上
410以上
18以上
1.10 D
STAM500H
500以上
430以上
16以上
1.10 D
STAM540H
540以上
480以上
13以上
1.05 D
注記 1 N/mm2=1 MPa
注a) 冷間仕上げのままの管の場合,この表の伸びは,10 %以上とし,押し広げ性は適用しない。
b) 外径40 mm未満の管には,この表の伸びは適用しない。ただし,受渡当事者間の協定によって,伸びの値を
規定してもよい。
表4−厚さ8 mm未満の管の12号試験片(管軸方向)の場合の伸び
単位 %
種類
の
分類
種類の記号
厚さ
1 mm
以下
1 mm
を超え
2 mm
以下
2 mm
を超え
3 mm
以下
3 mm
を超え
4 mm
以下
4 mm
を超え
5 mm
以下
5 mm
を超え
6 mm
以下
6 mm
を超え
7 mm
以下
7 mm
を超え
8 mm
未満
G種
STAM290GA
30以上
31以上
32以上
34以上
36以上
37以上
38以上
40以上
STAM290GB
24以上
26以上
28以上
29以上
30以上
32以上
34以上
35以上
STAM340G
24以上
26以上
28以上
29以上
30以上
32以上
34以上
35以上
STAM390G
20以上
21以上
22以上
24以上
26以上
27以上
28以上
30以上
STAM440G
14以上
16以上
18以上
19以上
20以上
22以上
24以上
25以上
STAM470G
12以上
13以上
14以上
16以上
18以上
19以上
20以上
22以上
STAM500G
8以上
9以上
10以上
12以上
14以上
15以上
16以上
18以上
H種
STAM440H
10以上
11以上
12以上
14以上
16以上
17以上
18以上
20以上
STAM470H
8以上
9以上
10以上
12以上
14以上
15以上
16以上
18以上
STAM500H
6以上
7以上
8以上
10以上
12以上
13以上
14以上
16以上
STAM540H
2以上
4以上
6以上
7以上
8以上
10以上
12以上
13以上
冷間仕上げのままの管
−
1以上
2以上
4以上
6以上
7以上
8以上
10以上
注記 この表の厚さ区分における伸びは,厚さ8 mmから1 mm減じるごとに表3の伸びの値から1.5を減じた値を,
JIS Z 8401の規則Aによって整数値に丸めた値である。
5
G 3472:2018
7
寸法,質量及び寸法許容差
管の寸法,単位質量及び寸法許容差は,次による。
a) 管の外径,厚さ及び単位質量は,表5による。ただし,受渡当事者間の協定によって表5にない寸法
としてもよい。この場合,単位質量は,1 cm3の鋼を7.85 gとし,次の式によって計算し,JIS Z 8401
の規則Aによって有効数字3桁に丸める。
W=0.024 66 t (D−t)
ここに,
W: 管の単位質量(kg/m)
t: 管の厚さ(mm)
D: 管の外径(mm)
0.024 66: Wを求めるための単位の換算係数
注記 表5の単位質量は,上記によって求めた値である。
b) 管の外径及び厚さの許容差は,それぞれ表6及び表7による。
c) 管の偏肉の許容差(溶接部を除く。)は,厚さの許容差範囲の50 %以下とする。
d) 管の内面溶接ビード高さの許容差は,表8による。
e) 注文者は,必要に応じて製造業者と管の長さ及び曲がりの許容差を協定してもよい。
8
外観
外観は,次による。
a) 管は,実用的に真っすぐで,かつ,その両端が管軸に対し実用的に直角でなければならない。
b) 管の内外面は,仕上げが良好で,使用上有害な欠点があってはならない。
c) 外面の溶接ビード除去部は,管の形状に滑らかに沿わなければならない。
d) 表面手入れを実施する場合は,グラインダ,機械加工などによってもよいが,手入れ後の製品厚さは,
厚さの許容差内でなければならない。
e) 手入れ跡は,管の形状に滑らかに沿わなければならない。
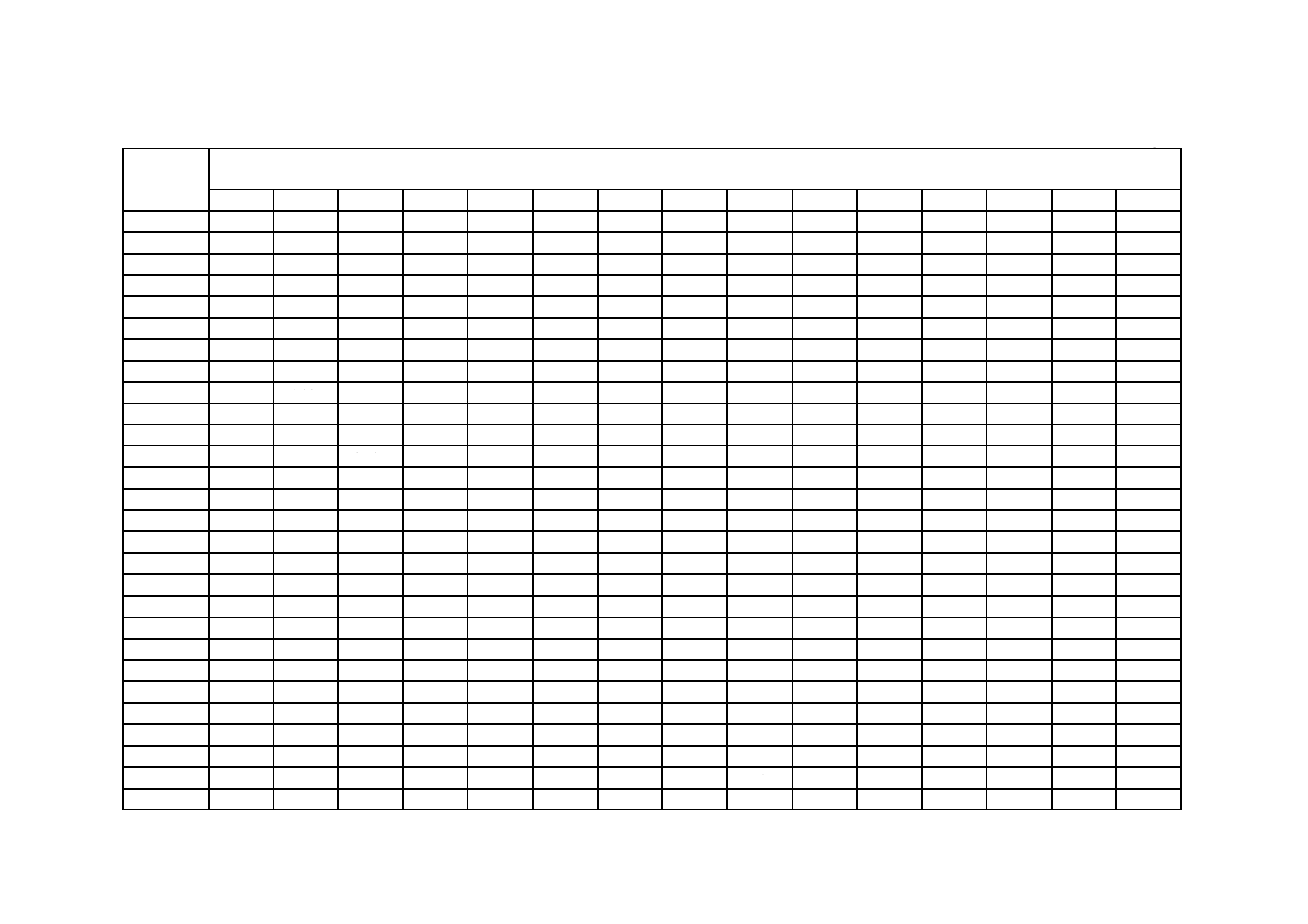
表5−管の寸法及び単位質量
単位 kg/m
外径
mm
厚さ
mm
1.0
1.2
1.6
2.0
2.3
2.6
2.8
2.9
3.2
3.4
3.5
4.0
4.5
5.0
6.0
15.9
−
0.435
0.564
0.686
−
−
−
−
−
−
−
−
−
−
−
17.3
−
−
−
0.755
0.851
−
−
−
−
−
−
−
−
−
−
19.1
0.446
0.530
0.690
0.843
0.953
−
−
−
−
−
−
−
−
−
−
22.2
0.523
0.621
0.813
0.996
1.13
−
−
−
−
−
−
−
−
−
−
25.4
−
0.716
0.939
1.15
−
1.50
−
1.61
−
−
−
−
−
−
−
28.6
−
0.811
1.07
1.31
−
1.67
−
−
−
−
−
−
−
−
−
31.8
0.760
0.906
1.19
1.47
1.67
−
−
−
2.26
−
−
−
−
−
−
34.0
−
−
1.28
−
1.80
−
−
−
2.43
−
−
2.97
−
−
−
35.0
−
1.00
1.32
1.63
−
−
2.22
2.32
−
−
−
−
−
−
−
38.1
0.915
1.09
1.44
1.78
2.03
−
−
−
−
−
−
−
−
−
−
42.7
−
1.23
1.62
2.01
2.29
2.57
−
−
3.12
−
3.38
−
−
4.65
−
45.0
1.08
1.30
1.71
2.12
2.42
2.71
−
3.01
3.30
−
−
−
4.49
4.93
5.77
47.6
−
1.37
1.81
−
2.57
−
−
3.20
−
−
−
−
−
−
−
48.6
−
1.40
1.85
2.30
2.63
−
−
3.27
3.58
−
−
−
4.89
5.38
6.30
50.8
−
1.47
1.94
2.41
2.75
3.08
3.31
3.43
−
3.97
4.08
4.63
−
−
6.63
54.0
−
1.56
2.07
−
2.93
3.29
3.54
3.65
−
4.24
4.36
4.95
−
−
−
57.0
−
−
2.19
−
3.10
3.48
3.74
3.87
4.25
4.49
4.62
−
−
−
−
60.5
−
−
2.32
−
3.30
3.71
−
4.12
4.52
−
−
5.59
−
−
−
63.5
−
−
2.44
−
−
3.90
−
−
−
−
−
−
−
−
−
65.0
−
−
2.50
−
−
−
−
−
4.88
−
5.31
−
−
−
−
68.9
−
−
2.66
−
3.78
−
−
−
−
−
−
−
−
−
−
70.0
−
−
2.70
−
−
−
−
−
5.27
−
5.74
−
−
−
−
75.0
−
−
2.90
−
4.12
4.63
−
5.16
5.67
−
−
7.03
−
−
−
80.0
−
−
3.09
−
−
4.96
−
−
6.06
−
−
−
−
−
−
82.6
−
−
−
3.98
4.55
−
−
−
−
−
−
−
−
−
−
90.0
−
−
3.49
−
4.97
5.59
−
−
6.85
−
−
8.51
−
10.5
12.4
94.0
−
−
3.65
−
−
5.86
−
−
7.17
−
−
−
−
−
−
101.6
−
−
−
−
−
−
−
−
−
−
−
9.66
−
11.9
14.1
2
G
3
4
7
2
:
2
0
1
8
7
G 3472:2018
表6−外径の許容差
区分a)
外径の区分
許容差
1号
50 mm未満
±0.25 mm
50 mm以上
±0.5 %
2号
50 mm未満
±0.20 mm
50 mm以上 80 mm未満
±0.25 mm
80 mm以上 100 mm未満
±0.30 mm
100 mm以上
±0.40 mm
3号
25 mm未満
±0.12 mm
25 mm以上 50 mm未満
±0.15 mm
50 mm以上
協定による。
注a) いずれの区分を適用するかは,受渡当事者間の協定による。ただし,通常,
表1の仕上方法に応じて次のように適用する。
区分1号:G(電気抵抗溶接まま)又はH(熱間仕上げ)
区分2号:G(電気抵抗溶接まま),H(熱間仕上げ)又はC(冷間仕上げ)
区分3号:C(冷間仕上げ)
表7−厚さの許容差a)
区分b)
厚さの区分
許容差
1号
3 mm未満
±0.30 mm
3 mm以上
±10 %
2号
1.6 mm未満
+0.20 mm
−0.15 mm
1.6 mm以上 2.3 mm未満
±0.20 mm
2.3 mm以上 3.0 mm未満
±0.25 mm
3.0 mm以上
±8 %
3号
2 mm未満
±0.10 mm
2 mm以上
±5 %
注a) 厚さの許容差は,溶接部には適用しない。
b) いずれの区分を適用するかは,受渡当事者間の協定による。
ただし,通常,区分3号は,表1の仕上方法C(冷間仕上げ)
に適用する。
表8−内面溶接ビード高さの許容差
単位 mm
区分a)
内面溶接ビード
の処理方法
内面溶接ビード高さの許容差
1号
溶接のまま
マイナス側は許容しない。
2号
押しつぶし
規定しない。
3号
切削
+0.45
0
4号
+0.25
0
5号
+0.20
−0.10
6号
±0.20
注a) いずれの区分を適用するかは,受渡当事者間の協定による。
8
G 3472:2018
9
特別品質規定
受渡当事者間の協定によって,注文者が指定することができる特別品質規定の項目は,附属書Aによる。
10
試験
10.1
分析試験
10.1.1
分析試験の一般事項及び分析用試料の採り方
溶鋼分析試験の一般事項及び分析用試料の採り方は,JIS G 0404の箇条8(化学成分)による。注文者
が製品分析を要求した場合の分析用試料の採り方は,JIS G 0321の4.1(分析用試料採取方法)による。
10.1.2
分析方法
溶鋼分析の方法は,JIS G 0320による。製品分析の方法は,JIS G 0321による。
10.2
機械試験
10.2.1
機械試験の一般事項
機械試験の一般事項は,JIS G 0404の箇条7(一般要求)及び箇条9(機械的性質)による。ただし,機
械試験に供される供試材の採り方は,JIS G 0404の7.6(試験片採取条件及び試験片)のA類とする。
10.2.2
供試材の採り方及び試験片の数
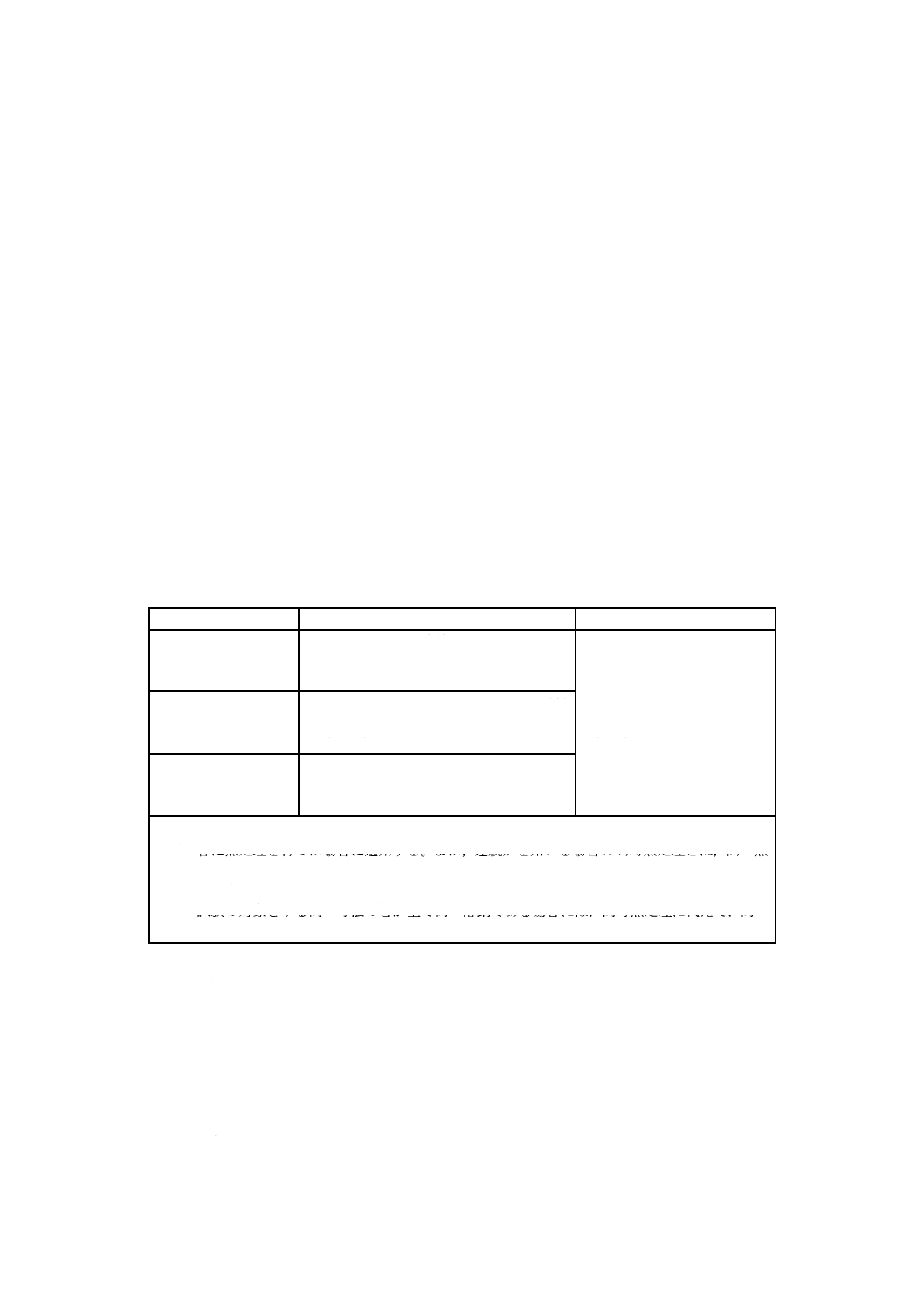
供試材の採り方及び試験片の数は,表9による。
表9−供試材の採り方及び試験片の数
外径
供試材の採り方
試験片の数
65 mm以下
同一寸法a) 及び同時熱処理b) c) の管2 000
mごと,及びその端数からそれぞれ一つの
供試材を採取する。
それぞれの供試材から引張試
験片1個及び押し広げ試験片
1個を採取する。
65 mmを超え
100 mm以下
同一寸法a) 及び同時熱処理b) c) の管1 000
mごと,及びその端数からそれぞれ一つの
供試材を採取する。
100 mm超え
同一寸法a) 及び同時熱処理b) c) の管500 m
ごと,及びその端数からそれぞれ一つの供
試材を採取する。
注a) 同一寸法とは,同一外径及び同一厚さをいう。
b) 管に熱処理を行った場合に適用する。また,連続炉を用いる場合の同時熱処理とは,同一熱
処理条件での連続した熱処理をいい,連続炉を停止した場合は,停止後の熱処理は同時熱処
理に含まない。
c) 試験の対象とする同一寸法の管が全て同一溶鋼である場合には,同時熱処理に代えて,同一
熱処理条件としてもよい。
10.2.3
引張試験
引張試験は,次による。
a) 試験片 引張試験片は,JIS Z 2241の11号又は12号(12A号又は12B号)試験片のいずれかとし,
管軸方向から採取する。引張試験片を採取する場合,12号試験片は,溶接部を含まない部分から採取
する。
b) 試験方法 試験方法は,JIS Z 2241による。
10.2.4
押し広げ試験
押し広げ試験は,次による。
9
G 3472:2018
a) 試験片 供試材から適切な長さを切り取り,試験片とする。
b) 試験方法 試験温度は,常温(5〜35 ℃)とし,試験片の端を60°の角度の円すい形の工具で,6.2
に規定する大きさ以上までらっぱ形に押し広げたとき,割れが生じたかどうかを調べる。
11
検査及び再検査
11.1
検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 機械的性質は,箇条6に適合しなければならない。
d) 寸法は,箇条7に適合しなければならない。
e) 外観は,箇条8に適合しなければならない。
f)
受渡当事者間の協定によって,附属書Aに規定する特別品質規定の一部又は全部の項目を適用する場
合には,該当する規定に適合しなければならない。
11.2
再検査
機械試験で合格とならなかった管は,JIS G 0404の9.8(再試験)によって再試験を行い合否を決定して
もよい。
12
表示
検査に合格した管には,管ごとに,次の事項を表示しなければならない。ただし,外径が小さく管ごと
の表示が困難な場合及び注文者の要求がある場合は,これを結束して一束ごとに適切な方法で表示しても
よい。表示の順序は定めない。また,注文者の承認を得た場合には,製品識別が可能な範囲でその一部を
省略してもよい。
a) 種類の記号
b) 製造方法を表す記号
製造方法を表す記号は,次による。ただし,−は空白でもよい。
1) 電気抵抗溶接まま鋼管 −E−G
2) 熱間仕上電気抵抗溶接鋼管 −E−H
3) 冷間仕上電気抵抗溶接鋼管 −E−C
例 電気抵抗溶接まま鋼管STAM290GAの場合:STAM290GA−E−G
c) 寸法。寸法は,外径及び厚さを表示する。
d) 製造業者名又はその略号
e) 特別品質規定の指定を表す記号Z(指定があった場合)
13
報告
製造業者は,特に指定のない限り,検査文書を注文者に提出しなければならない。報告は,JIS G 0404
の箇条13(報告)による。検査文書の種類は,注文時に特に指定がない場合,JIS G 0415の5.1(検査証
明書3.1)による。
10
G 3472:2018
附属書A
(規定)
特別品質規定
A.1 超音波探傷試験及び検査(Z3)1)
超音波探傷試験及び検査は,次による。
a) 超音波探傷試験は,JIS G 0582による。
b) 超音波探傷試験における探傷感度の基準は,JIS G 0582の7.4.2(区分UO〜UEに対応する人工きず)
の人工きず区分UD又はこれより浅い人工きず寸法区分(より厳しい感度区分)からの信号を警報レ
ベルとし,警報レベル以上の信号を発生してはならない。ただし,冷間仕上方法以外の仕上方法によ
って製造された管の試験に用いる角溝の最小深さは,0.3 mmとする。
c) 超音波探傷試験は,管1本ごとに行い,b) に適合しなければならない。
注1) 管の取引においては,超音波探傷試験の要求指定をZ3と表記することがある。
A.2 渦電流探傷試験及び検査(Z4)2)
渦電流探傷試験及び検査は,次による。
a) 渦電流探傷試験は,JIS G 0583による。
b) 渦電流探傷試験における探傷感度の基準は,JIS G 0583の7.4.3(区分EU〜EZに対応する人工きず寸
法)の人工きず区分EY又はこれより浅い人工きず寸法区分(より厳しい感度区分)からの信号を警
報レベルとし,警報レベル以上の信号を発生してはならない。
c) 渦電流探傷試験は,管1本ごとに行い,b) に適合しなければならない。
注2) 管の取引においては,渦電流探傷試験の要求指定をZ4と表記することがある。
A.3 G種の管の曲げ試験及びへん平試験並びに検査(Z11)3)
G種の管の曲げ試験及びへん平試験並びに検査は,次による。
a) 外径50 mm以下の管は,曲げ試験又はへん平試験のいずれかを,また,外径50 mmを超える管は,
へん平試験を行う。
b) 曲げ試験は,表A.1によって行い,試験片に割れを生じてはならない。
c) へん平試験は,表A.1によって行い,試験片に割れを生じてはならない。
d) 試験片,試験方法,供試材の採り方及び試験片の数は,表A.1による。
11
G 3472:2018
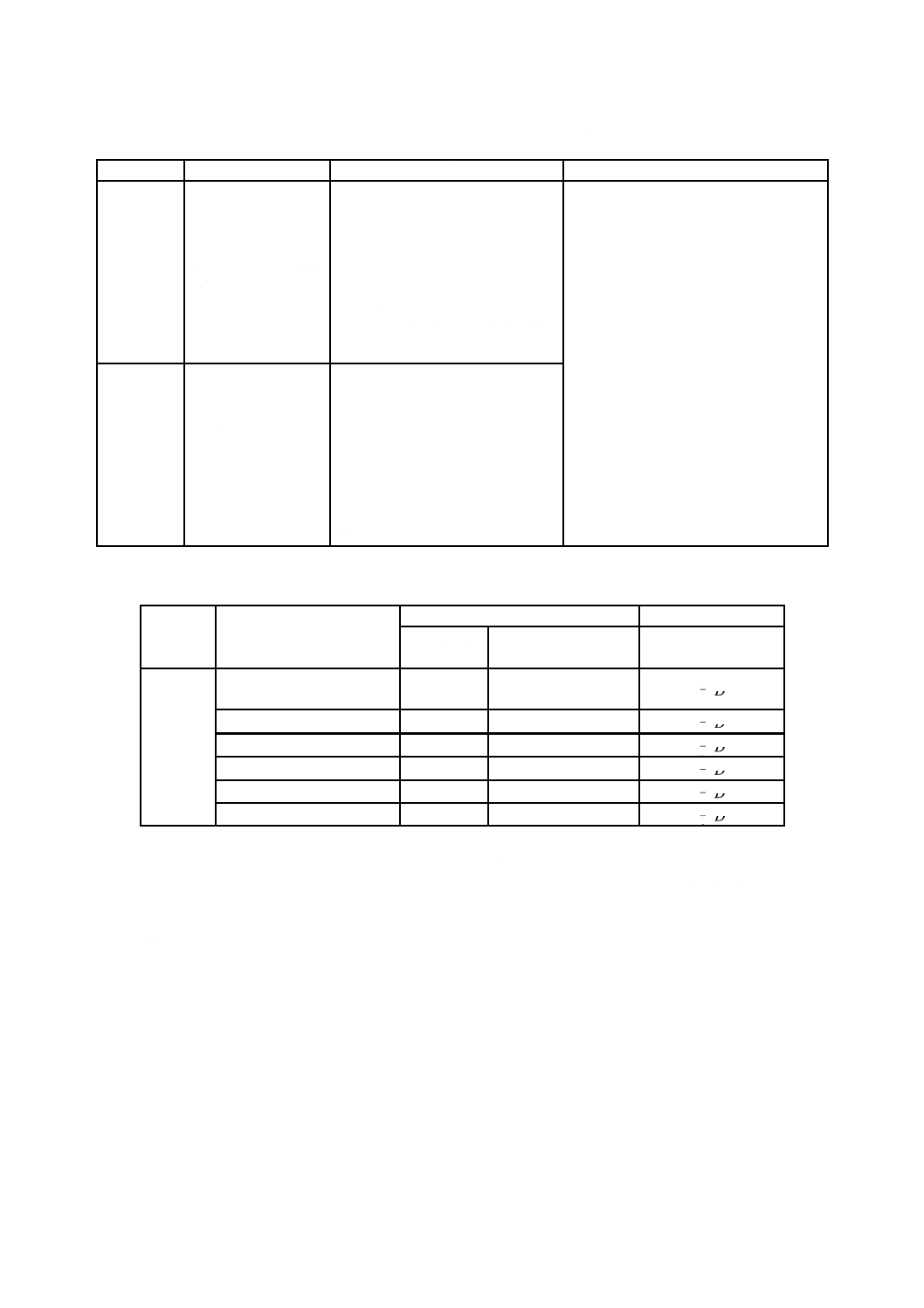
表A.1−試験片,試験方法,供試材の採り方及び試験片の数
区分
試験片
試験方法
供試材の採り方及び試験片の数
曲げ試験
供試材から適切な長
さを切り取り,試験
片とする。
試験温度は,常温(5〜35 ℃)とし,
試験片を,表A.2に規定する曲げ角
度を下限としてそれ以上の曲げ角
度で,また,表A.2に規定する曲げ
の内側半径を上限としてそれ以下
の内側半径で円筒の周りに曲げた
とき,割れが生じたかどうかを調べ
る。この場合,溶接部は曲げの最外
部から約90度の位置に置く。
供試材の採り方は,表9による。それぞ
れの供試材から,外径50 mm以下の管
は,へん平試験片又は曲げ試験片を1個,
外径50 mmを超える管は,へん平試験
片を1個採取する。
へん平試験
供試材から50 mm以
上の長さを切り取
り,試験片とする。
試験温度は,常温(5〜35 ℃)とし,
試験片を2枚の平板間に挟み,平板
間の距離が表A.2に規定する値以
下になるまで圧縮し,へん平にした
とき,試験片に割れが生じたかどう
かを調べる。この場合,試験片は,
管の中心と溶接部とを結ぶ線が,圧
縮方向に対して直角になるように
置く。
表A.2−曲げ試験及びへん平試験の条件
種類の
分類
種類の記号
曲げ試験
へん平試験
曲げ角度
内側半径
(Dは管の外径)
平板間の距離(H)
(Dは管の外径)
G種
STAM290GA
STAM290GB
180°
4 D
2
1 D
STAM340G
90°
6 D
3
2 D
STAM390G
90°
6 D
3
2 D
STAM440G
90°
6 D
4
3 D
STAM470G
90°
8 D
8
7 D
STAM500G
90°
8 D
8
7 D
e) 管は,曲げ試験又はへん平試験を行ったとき,b) 又はc) に適合しなければならない。
f)
再検査 曲げ試験又はへん平試験で合格とならなかった管は,JIS G 0404の9.8(再試験)によって再
試験を行い,合否を決定してもよい。
注3) 管の取引においては,G種の管の曲げ試験又はへん平試験の要求指定をZ11と表記することが
ある。