G 3470:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類,波形状及び記号 ······································································································· 2
5 材料······························································································································· 3
6 製造方法························································································································· 3
7 溶融亜鉛めっき ················································································································ 3
8 寸法······························································································································· 3
8.1 一般 ···························································································································· 3
8.2 1形の標準寸法及びボルト穴の数 ······················································································ 3
8.3 2形の標準寸法及びボルト穴の数 ······················································································ 5
9 寸法許容差 ······················································································································ 6
9.1 1形の寸法許容差 ··········································································································· 6
9.2 2形の寸法許容差 ··········································································································· 7
10 外観 ····························································································································· 8
11 付着量試験 ···················································································································· 8
12 検査 ····························································································································· 8
13 表示 ····························································································································· 8
14 報告書 ·························································································································· 8
G 3470:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,コルゲート・ライナー技術協会(CLTA)及
び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出が
あり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,JIS G 3471:1977を改正し,その一部を分割して制定された。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3470:2012
コルゲートセクション
Corrugated steel section
1
適用範囲
この規格は,JIS G 3471の鋼製のコルゲートパイプ(以下,パイプという。)に用いるコルゲートセクシ
ョン(以下,セクションという。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3101 一般構造用圧延鋼材
JIS G 3131 熱間圧延軟鋼板及び鋼帯
JIS G 3471 コルゲートパイプ
JIS H 0401 溶融亜鉛めっき試験方法
JIS H 8641 溶融亜鉛めっき
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
コルゲートシート
鋼板に規定の形状寸法で波付けし,湾曲されていないもの。
3.2
コルゲートセクション
コルゲートシートを波と直角方向に湾曲させたもの。継手がフランジ方式の1形タイプ及びラップ方式
の2形タイプがある。
3.3
コルゲートパイプ
水路,通路,その他各種土木・建築構造物の敷設現場においてセクションを円形,エロンゲーション形,
パイプアーチ形,アーチ形及びESカルバートに組み立てたもの。
3.4
波形状
規定の波の高さ及び間隔をもつコルゲートシートの波状の形状。1形及び2形がある。
2
G 3470:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5
波の山
パイプの内側から見て内側に凸の部分。
3.6
波の谷
パイプの内側から見て外側へ凹の部分。
3.7
波の間隔
波の山〜山及び波の谷〜谷の長さ。
3.8
ピッチ
セクションの円周方向における穴間隔の数。
4
種類,波形状及び記号
セクションの種類は,1形及び2形の2種類とし,その波形状及び記号は,表1による。
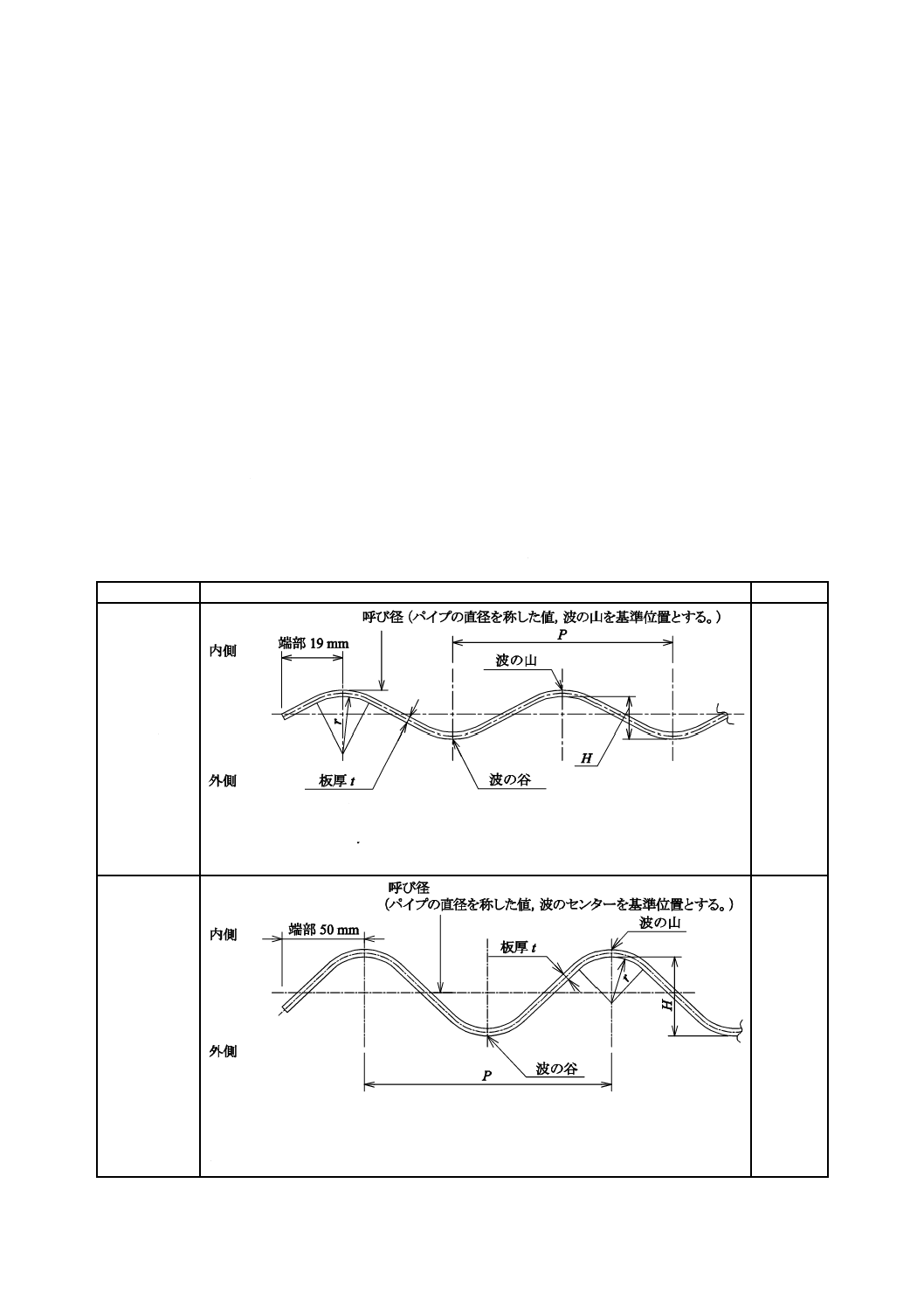
表1−種類,波形状及び記号
種類
波形状
記号
1形
SCP1
波の間隔
P :68 mm
波の高さ
H :13 mm
波の曲げ半径 r :17.5 mm
板厚
t :1.6 mm,2.0 mm,2.7 mm,3.2 mm,4.0 mm
2形
SCP2
波の間隔
P :150 mm
波の高さ
H :48 mm又は50 mm
波の曲げ半径
r :28 mm
板厚
t :2.7 mm,3.2 mm,4.0 mm,4.5 mm,5.3 mm,6.0 mm,7.0 mm
3
G 3470:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
材料
セクションに用いる材料は,JIS G 3131のSPHC又はJIS G 3101のSS330とする。
6
製造方法
セクションは,箇条5に規定する鋼材を規定の形状寸法に冷間で成形を行って製造し,特に指定のない
限り,成形後溶融亜鉛めっきを施す。また,用途により塗装を行ってもよい。
7
溶融亜鉛めっき
溶融亜鉛めっきの種類,記号及び付着量は,JIS H 8641に規定する溶融亜鉛めっきの2種45又はこれと
同等以上のものとし,表2による。付着量試験は,箇条11によって試験を行う。
表2−めっきの種類,記号及び付着量
めっきの種類
記号
付着量
2種45
HDZ 45
450 g/m2以上(片面)
8
寸法
8.1
一般
セクションの標準寸法及びボルト穴の数は,表3〜表6による。ただし,これ以外の寸法については,
受渡当事者間の協議による。
8.2
1形の標準寸法及びボルト穴の数
1形の標準寸法は,表3による。
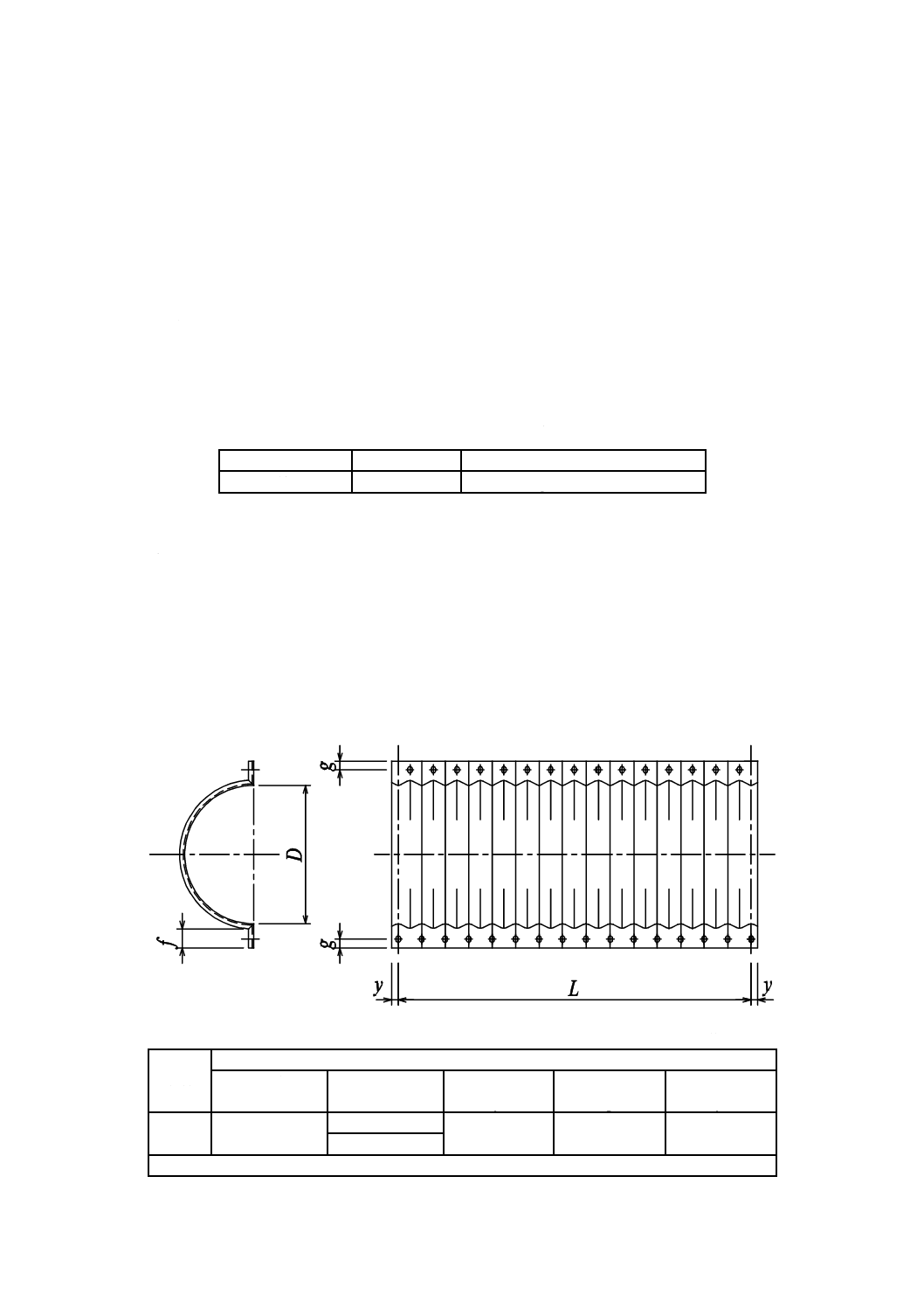
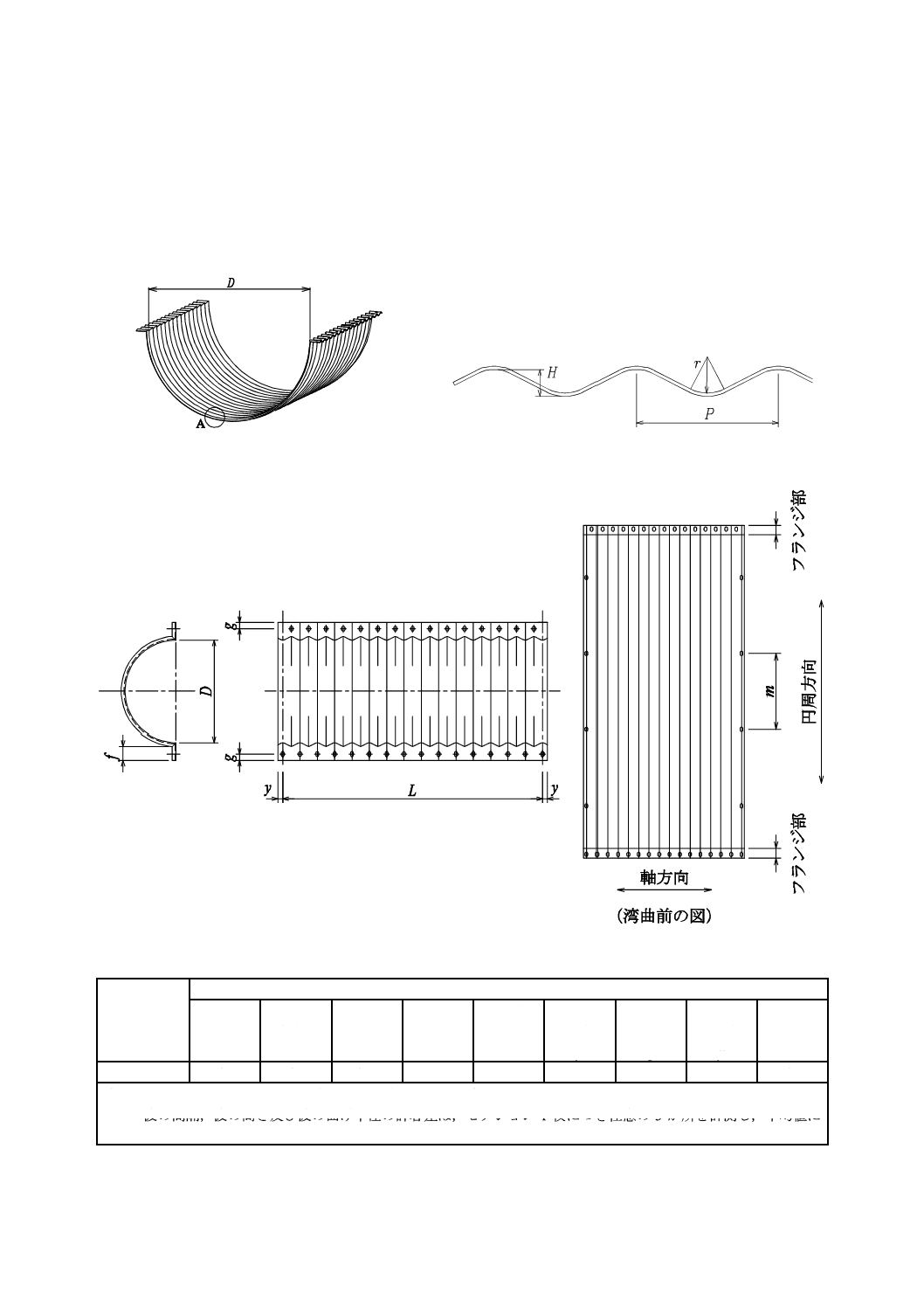
表3−1形の標準寸法
単位 mm
種類の
記号
寸法a)
呼び径
D
有効長
L
フランジ長さ
f
軸方向穴位置
g
軸方向重ね代
y
SCP1
300〜1 800
510 a)
55
25
19
1 020
注a) パイプの端部に使用する。
4
G 3470:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1形のボルト穴の数は,表4による。
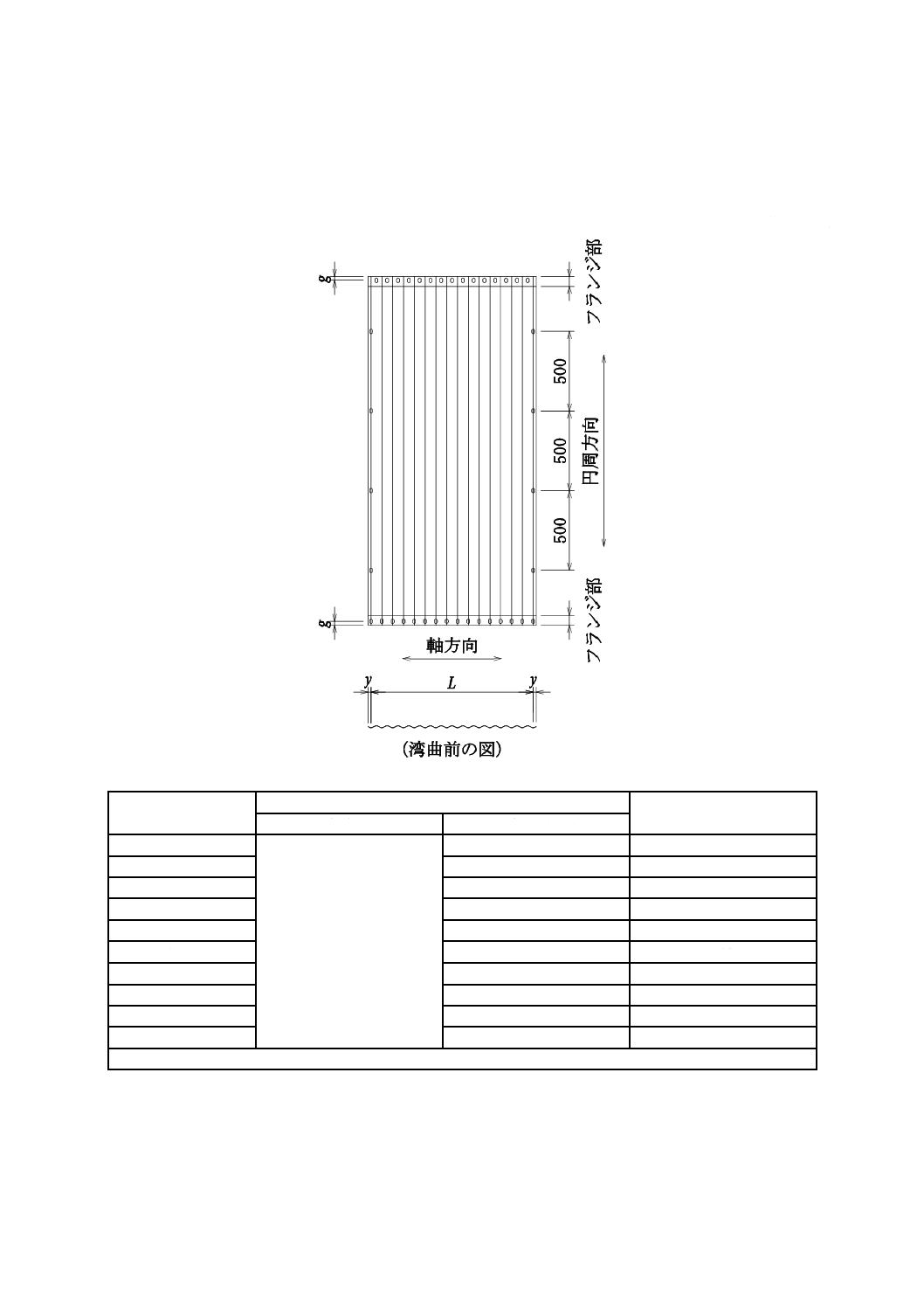
表4−1形のボルト穴の数
単位 mm
呼び径a)
D
ボルト穴の数
円周方向穴間隔
軸方向
円周方向(両側)
300
波1間隔につき1個
なし
−
400
なし
−
600
なし
−
800
なし
−
1 000
なし
−
1 200
8
500
1 350
8
500
1 500
10
500
1 650
10
500
1 800
10
500
注a) 呼び径1 000 mm以下については,めっき時のつり穴として円周方向に1〜2個,穴を設けてもよい。
5
G 3470:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3
2形の標準寸法及びボルト穴の数
2形の標準寸法は,表5による。
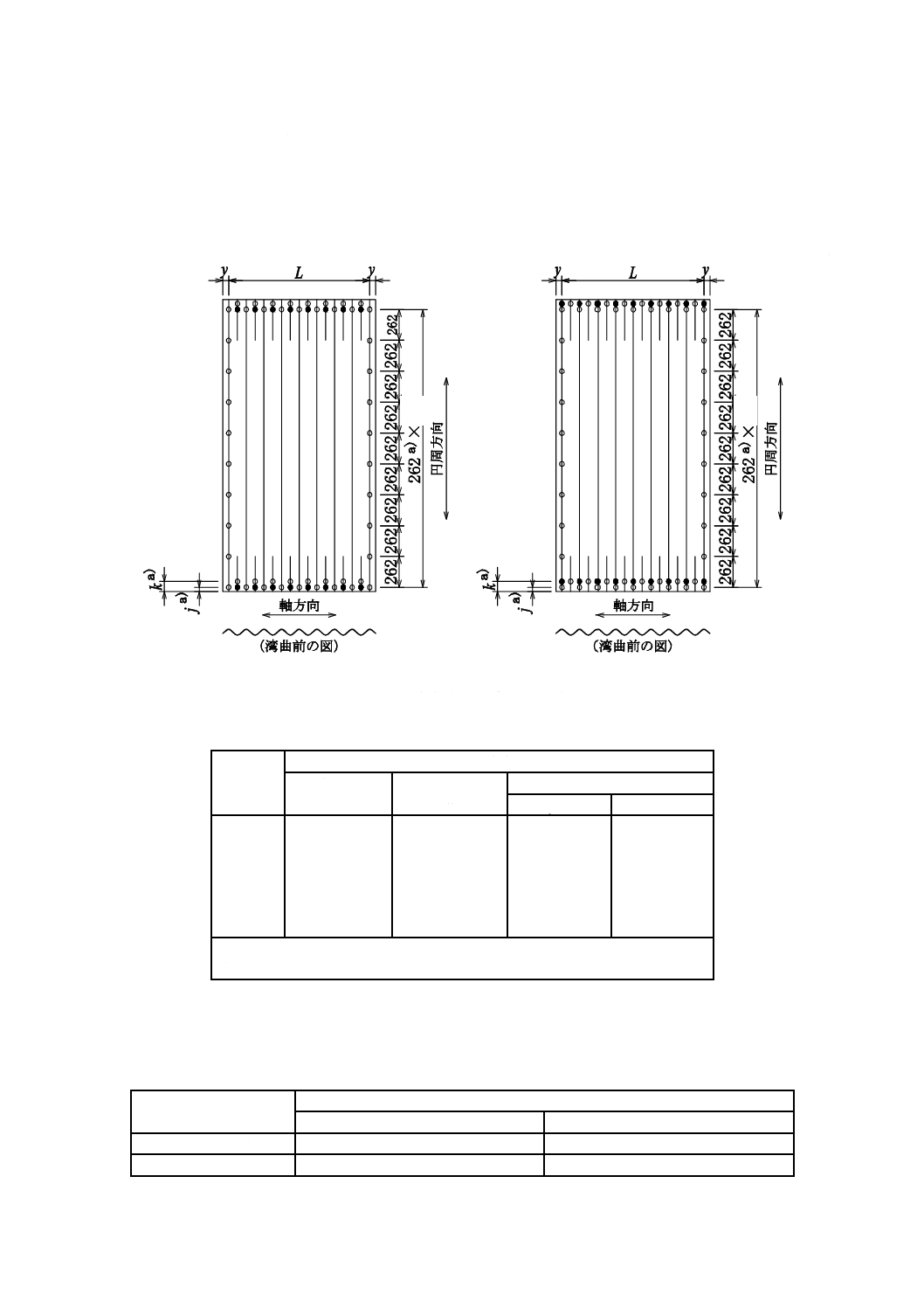
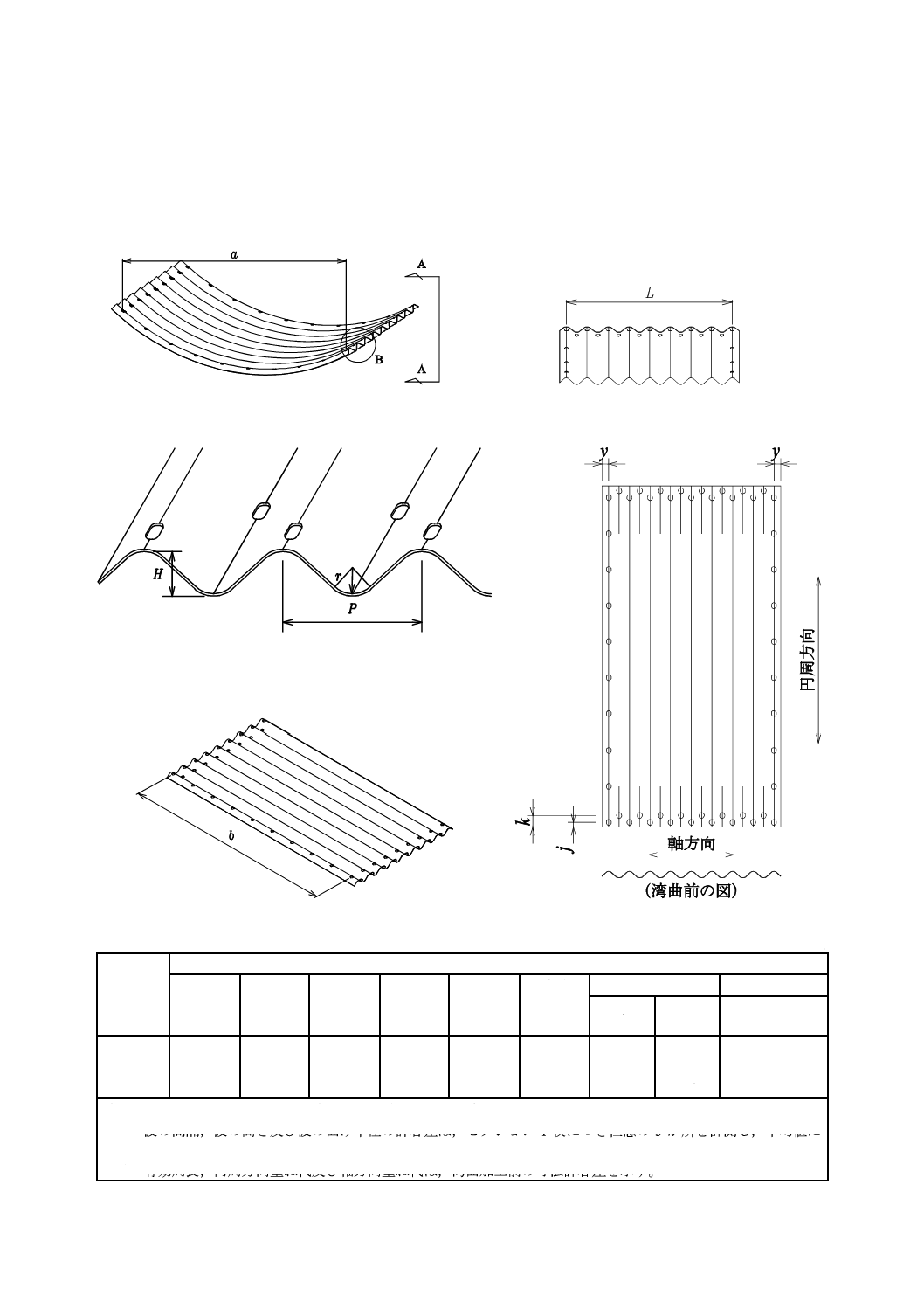
表5−2形の標準寸法
単位 mm
注記1 ○印は,ボルト穴の位置を示す。
注記2 ●印は,板厚6.0 mm及び7.0 mmのときに付加されるボルト穴の位置を示す。
注記3 円周方向の穴間隔数nは,3,6及び9の3種類を基本とし,それぞれ3ピッチ,6ピッチ,9ピッチという。
種類の
記号
寸法
有効長
L
軸方向重ね代
y
円周方向重ね代
j a)
k a)
SCP2
450
600
750
900
1 050
1 200
50
35
85
2形の呼び径は,JIS G 3471の表6〜表13による。
注a) j,k及び円周方向の穴間隔(262 mm)は,湾曲前の寸法とする。
2形のボルト穴の数は,表6による。
表6−2形のボルト穴の数
セクションの板厚
ボルト穴の数
軸方向
円周方向
5.3 mm以下
波1間隔につき2個以上
262 mmにつき1個
6.0 mm以上
波1間隔につき3個以上
262 mmにつき1個
n
n
6
G 3470:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
寸法許容差
9.1
1形の寸法許容差
1形の寸法許容差は,表7による。
表7−1形の寸法許容差
A部詳細図
単位 mm
種類の記号
寸法許容差a)
波の
間隔b)
P
波の
高さb)
H
波の曲げ
半径b)
r
有効長
L
呼び径
D
(%)
フランジ
長さ
f
軸方向
穴位置
g
軸方向
重ね代
y
円周方向
穴間隔
m
SCP1
±2
±2
±10
±8
±5
±5
±3
±5
±4
注a) 寸法許容差は,めっき又は塗装を行う前の工場検査時の寸法値を示す。
b) 波の間隔,波の高さ及び波の曲げ半径の許容差は,セクション1枚につき任意の3か所を計測し,平均値に
適用する。
7
G 3470:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2
2形の寸法許容差
2形の寸法許容差は,表8による。
表8−2形の寸法許容差
A−A矢視図
B部詳細図
単位 mm
種類の
記号
寸法許容差a)
波の
間隔b)
P
波の
高さb)
H
波の曲げ
半径b)
r
有効長
L
有効
周長c)
b
弦長
a
(%)
円周方向重ね代c) 軸方向重ね代c)
j
k
y
SCP2
±3
±3
±10
±8
±9
±2
+規定
せず
−2
+規定
せず
−2
±10
注a) 寸法許容差は,めっき又は塗装を行う前の工場検査時の寸法値を示す。
b) 波の間隔,波の高さ及び波の曲げ半径の許容差は,セクション1枚につき任意の3か所を計測し,平均値に
適用する。
c) 有効周長,円周方向重ね代及び軸方向重ね代は,湾曲加工前の寸法許容差を示す。
8
G 3470:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10 外観
セクションは,組立てに支障をきたすような有害な欠点があってはならない。
11 付着量試験
付着量試験は,JIS H 0401の直接法,間接法,又は磁力式厚さ試験のいずれかとする。
12 検査
検査は,次による。
なお,検査の頻度は,材料の切り替えを行う,1ロットごとに行う。
a) 外観は,箇条10に適合しなければならない。
b) 寸法及びその許容差は,箇条8及び箇条9に適合しなければならない。
c) 溶融亜鉛めっきの付着量は,箇条7に適合しなければならない。
13 表示
箇条12の全ての要求事項に適合したセクションは,結束ごとに次の項目を表示する(例1及び例2参照)。
a) 規格番号及び種類の記号
b) 溶融亜鉛めっきの記号
c) 寸法(板厚×呼び径)
d) 製造業者名又はその略号
例1
JIS G 3470 SCP1 HDZ 45 3.2×1 500 ○
例2
JIS G 3470 SCP2 クロ 3.2×1 500 ○
14 報告書
注文者の要求があった場合には,製造業者は検査項目の報告書を提出しなければならない。
報告書は,電子媒体としてもよい。
1形
溶融亜鉛めっき
の記号
寸法
製造業者名又はその略号
2形
溶融亜鉛めっきなし
寸法
製造業者名又はその略号
規格番号
規格番号