G 3468:2016
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類及び記号 ··················································································································· 2
4 製造方法························································································································· 2
5 化学成分························································································································· 3
6 機械的性質 ······················································································································ 3
6.1 母材の引張強さ,耐力及び伸び ························································································ 3
6.2 溶接部の引張強さ ·········································································································· 4
7 水圧試験特性及び非破壊試験特性 ························································································ 4
8 寸法,質量及び寸法許容差 ································································································· 5
8.1 寸法及び単位質量 ·········································································································· 5
8.2 寸法許容差 ··················································································································· 8
8.3 溶接ビード高さ ············································································································· 8
9 外観······························································································································· 9
10 特別品質規定 ················································································································· 9
11 試験 ····························································································································· 9
11.1 分析試験 ····················································································································· 9
11.2 機械試験 ····················································································································· 9
11.3 水圧試験及び非破壊試験 ······························································································· 10
12 検査及び再検査 ············································································································· 10
12.1 検査 ·························································································································· 10
12.2 再検査 ······················································································································· 11
13 表示 ···························································································································· 11
14 報告 ···························································································································· 11
附属書JA(規定)特別品質規定 ····························································································· 12
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 16
G 3468:2016
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3468:2011は改正され,この規格に置き換えられた。
なお,平成29年9月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS G 3468:2011によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
G 3468:2016
配管用溶接大径ステンレス鋼鋼管
Large diameter welded stainless steel pipes
序文
この規格は,1997年に第1版として発行されたISO 9330-6を基に,技術的内容を変更して作成した日
本工業規格である。
また,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,耐食用,低温用,高温用などの配管に用いる溶接大径ステンレス鋼鋼管(以下,管という。)
について規定する。この規格は,外径の範囲が主として165〜1 016 mmの管に適用できる。
なお,本体に規定する項目のほかに,注文者があらかじめ製造業者との協定によって指定することがで
きる特別品質規定の項目を,附属書JAに規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 9330-6:1997,Welded steel tubes for pressure purposes−Technical delivery conditions−Part 6:
Longitudinally welded austenitic stainless steel tubes(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0567 鉄鋼材料及び耐熱合金の高温引張試験方法
JIS G 0571 ステンレス鋼のしゅう酸エッチング試験方法
JIS G 0572 ステンレス鋼の硫酸・硫酸第二鉄腐食試験方法
JIS G 0573 ステンレス鋼の65 %硝酸腐食試験方法
JIS G 0575 ステンレス鋼の硫酸・硫酸銅腐食試験方法
JIS Z 2241 金属材料引張試験方法
JIS Z 2343-1 非破壊試験−浸透探傷試験−第1部:一般通則:浸透探傷試験方法及び浸透指示模様の
分類
2
G 3468:2016
JIS Z 3106 ステンレス鋼溶接継手の放射線透過試験方法
JIS Z 3121 突合せ溶接継手の引張試験方法
JIS Z 3122 突合せ溶接継手の曲げ試験方法
JIS Z 8401 数値の丸め方
3
種類及び記号
管の種類は,15種類とし,その記号は,表1による。
表1−種類の記号及び固溶化熱処理
分類
種類の記号
固溶化熱処理
℃
分類
種類の記号
固溶化熱処理
℃
オーステナイト
系
SUS304TPY
1 010以上,急冷
オーステナイト
系
SUS317TPY
1 010以上,急冷
SUS304LTPY
SUS317LTPY
SUS309STPY
1 030以上,急冷
SUS321TPY a)
920以上,急冷
SUS310STPY
SUS347TPY a)
980以上,急冷
SUS315J1TPY
1 010以上,急冷
オーステナイ
ト・フェライト系
SUS329J1TPY
950以上,急冷
SUS315J2TPY
SUS329J3LTPY
SUS316TPY
SUS329J4LTPY
SUS316LTPY
注a) SUS321TPY及びSUS347TPYについては,安定化熱処理を指定してもよい。この場合の熱処理温度は,850
〜930 ℃とする。
4
製造方法
管の製造方法は,次による。
a) 管は,自動アーク溶接又はレーザ溶接によって製造する。ただし,自動アーク溶接の場合の溶加材の
使用は,製造業者の選択による。製造方法を表す記号は,箇条13 b) による。
b) 管は,表1の固溶化熱処理を行った鋼帯又は鋼板を用いる場合には,通常,製造のままとする。鋼帯
又は鋼板で熱処理を行う場合には,注文者の承認のもとに,圧延ライン上で熱間圧延後ただちに急冷
する固溶化熱処理を行ってもよい。この場合,熱間仕上げ温度は,表1の条件による。ただし,酸洗
又はこれに準じる処理を行う。
c) 注文者の要求によって管に熱処理を行う場合には,表1の固溶化熱処理を行い,酸洗又はこれに準じ
る処理を行う。ただし,表1以外の熱処理については,受渡当事者間の協定による。また,管で固溶
化熱処理を行った場合の熱処理の記号として,Sを表示する[箇条13 c) 参照]。
なお,管で固溶化熱処理を行う場合には,鋼板又は鋼帯での熱処理を省略してもよい。
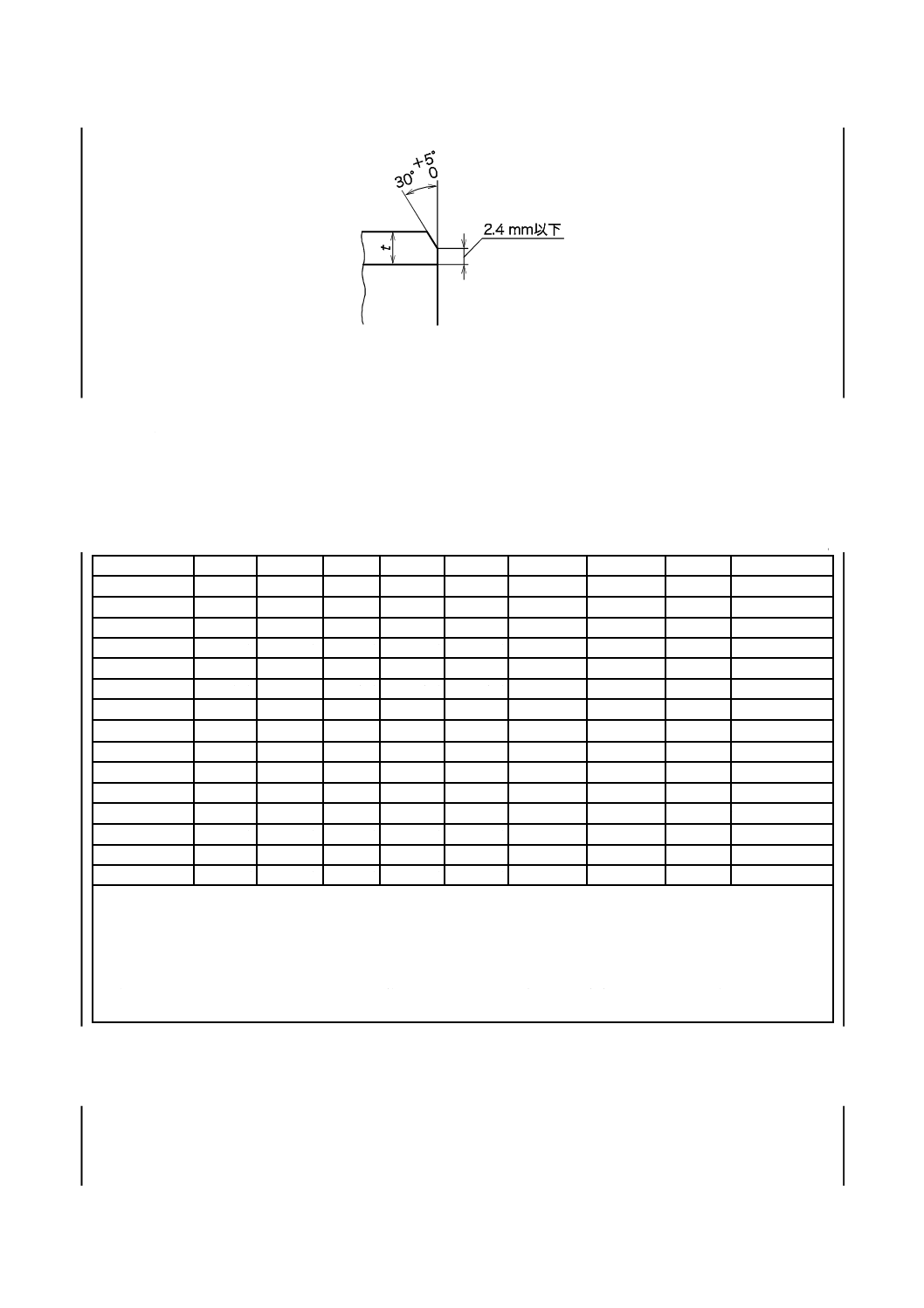
d) 管端形状は,特に指定のない場合はプレンエンドとする。注文者がベベルエンドを指定する場合には,
その形状は受渡当事者間の協定による。ただし,厚さ22 mm以下の管で,特に形状の指定のないとき
には,図1による。
3
G 3468:2016
t:厚さ22 mm以下
図1−ベベルエンドの形状
5
化学成分
管は,11.1によって試験を行い,その溶鋼分析値は,表2による。
表2−化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Mo
その他の元素a)
SUS304TPY
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下 8.00〜10.50 18.00〜20.00
b)
−
SUS304LTPY
0.030以下 1.00以下 2.00以下 0.045以下 0.030以下 9.00〜13.00 18.00〜20.00
b)
−
SUS309STPY
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下 12.00〜15.00 22.00〜24.00
b)
−
SUS310STPY
0.08以下 1.50以下 2.00以下 0.045以下 0.030以下 19.00〜22.00 24.00〜26.00
b)
−
SUS315J1TPY
0.08以下 0.50〜2.50 2.00以下 0.045以下 0.030以下 8.50〜11.50 17.00〜20.50 0.50〜1.50 Cu:0.50〜3.50
SUS315J2TPY
0.08以下 2.50〜4.00 2.00以下 0.045以下 0.030以下 11.00〜14.00 17.00〜20.50 0.50〜1.50 Cu:0.50〜3.50
SUS316TPY
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下 10.00〜14.00 16.00〜18.00 2.00〜3.00
−
SUS316LTPY
0.030以下 1.00以下 2.00以下 0.045以下 0.030以下 12.00〜15.00 16.00〜18.00 2.00〜3.00
−
SUS317TPY
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下 11.00〜15.00 18.00〜20.00 3.00〜4.00
−
SUS317LTPY
0.030以下 1.00以下 2.00以下 0.045以下 0.030以下 11.00〜15.00 18.00〜20.00 3.00〜4.00
−
SUS321TPY
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下 9.00〜13.00 17.00〜19.00
b)
Ti:5×C %以上
SUS347TPY
0.08以下 1.00以下 2.00以下 0.045以下 0.030以下 9.00〜13.00 17.00〜19.00
b)
Nb:10×C %以上
SUS329J1TPY c)
0.08以下 1.00以下 1.50以下 0.040以下 0.030以下
3.00〜6.00
23.00〜28.00 1.00〜3.00
−
SUS329J3LTPY d) 0.030以下 1.00以下 2.00以下 0.040以下 0.030以下
4.50〜6.00
21.00〜24.00 2.50〜3.50
N:0.08〜0.20
SUS329J4LTPY d) 0.030以下 1.00以下 1.50以下 0.040以下 0.030以下
5.50〜7.50
24.00〜26.00 2.50〜3.50
N:0.08〜0.30
必要に応じて,この表以外の合金元素を添加してもよい。
注a)
必要に応じて合金元素を添加する場合は,当該種類が他の種類の規定値を満たして種類の区別ができなくなるほど添加して
はならない。
b)
必要に応じてMoを添加する場合は,当該種類が他の種類の規定値を満たして種類の区別ができなくなるほど添加してはな
らない。
c)
必要に応じてCu,W及びNのうち一つ又は複数の元素を添加する場合は,その含有率を報告しなければならない。
d)
必要に応じてCu及び/又はWを添加する場合は,その含有率を報告しなければならない。
6
機械的性質
6.1
母材の引張強さ,耐力及び伸び
母材(管の溶接部を含まない部分,又は管に使用する鋼帯若しくは鋼板)は,11.2.2によって試験を行
い,引張強さ,耐力及び伸びは,表3による。ただし,厚さ8 mm未満の管で,12号試験片又は5号試験
片を用いて引張試験を行う場合の伸びの規定値は,厚さ1 mm減じるごとに表3の伸びの値から1.5を減
4
G 3468:2016
じたものを,JIS Z 8401の規則Aによって整数値に丸めた値とし,表4による。
表3−機械的性質
種類の記号
引張強さ
耐力
溶接部
引張強さ
伸び
%
管
鋼板又は鋼帯
12号試験片
5号試験片
13B号,14B号
又は5号試験片
N/mm2
N/mm2
N/mm2
管軸方向
管軸直角方向
a)
SUS304TPY
520以上
205以上
520以上
35以上
25以上
40以上
SUS304LTPY
480以上
175以上
480以上
SUS309STPY
520以上
205以上
520以上
SUS310STPY
SUS315J1TPY
SUS315J2TPY
SUS316TPY
SUS316LTPY
480以上
175以上
480以上
SUS317TPY
520以上
205以上
520以上
SUS317LTPY
480以上
175以上
480以上
SUS321TPY
520以上
205以上
520以上
SUS347TPY
SUS329J1TPY
590以上
390以上
590以上
18以上
13以上
18以上
SUS329J3LTPY
620以上
450以上
620以上
SUS329J4LTPY
注記 1 N/mm2=1 MPa
注a) 圧延方向又は圧延方向に直角の方向
表4−厚さ8 mm未満の管の12号試験片(管軸方向)及び5号試験片(管軸直角方向)の場合の伸び
単位 %
種類の記号
試験片
厚さ
2 mm
を超え
3 mm
以下
3 mm
を超え
4 mm
以下
4 mm
を超え
5 mm
以下
5 mm
を超え
6 mm
以下
6 mm
を超え
7 mm
以下
7 mm
を超え
8 mm
未満
SUS329J1TPY
SUS329J3LTPY
SUS329J4LTPY
12号試験片
10以上
12以上
14以上
15以上
16以上
18以上
5号試験片
6以上
7以上
8以上
10以上
12以上
13以上
上記以外
12号試験片
28以上
29以上
30以上
32以上
34以上
35以上
5号試験片
18以上
19以上
20以上
22以上
24以上
25以上
6.2
溶接部の引張強さ
管は,11.2.3によって試験を行い,その溶接部の引張強さは,表3による。
7
水圧試験特性及び非破壊試験特性
管は,11.3によって試験を行い,その水圧試験特性及び非破壊試験特性は,次による。いずれによるか
は,注文者が指定する場合は,その指定による。注文者の指定がない場合は,製造業者の選択とする。
5
G 3468:2016
a) 水圧試験特性
注文者は,表5と異なる水圧試験圧力を指定してもよい。ただし,この場合の水圧試験圧力は,受渡当
事者間の協定による。注文者が試験圧力を指定した場合,協定した圧力を水圧試験下限圧力とし,管は,
水圧試験下限圧力を加えたとき,これに耐え,漏れがあってはならない。注文者が試験圧力を指定しない
場合には,管は,表5に示す水圧試験下限圧力を加えたとき,これに耐え,漏れがあってはならない。
なお,表6以外の寸法の管の水圧試験下限圧力は,受渡当事者間の協定による。
表5−水圧試験下限圧力
単位 MPa
スケジュール番号:Sch
5S
10S
20S
40
水圧試験下限圧力
1.5
2.0
2.5
b) 非破壊試験特性
管は,放射線透過試験による非破壊試験を行い,JIS Z 3106の附属書4表1(きずの種別)のきずの種
別に対し,JIS Z 3106の附属書4の6.(きずの像の分類)によって,きずが1類〜3類に該当する場合を
合格とする。ただし,受渡当事者間の協定によって,放射線透過試験に代えて日本工業規格による他の非
破壊試験によってもよい。この場合の合否判定基準は,放射線透過試験と同等以上とする。
8
寸法,質量及び寸法許容差
8.1
寸法及び単位質量
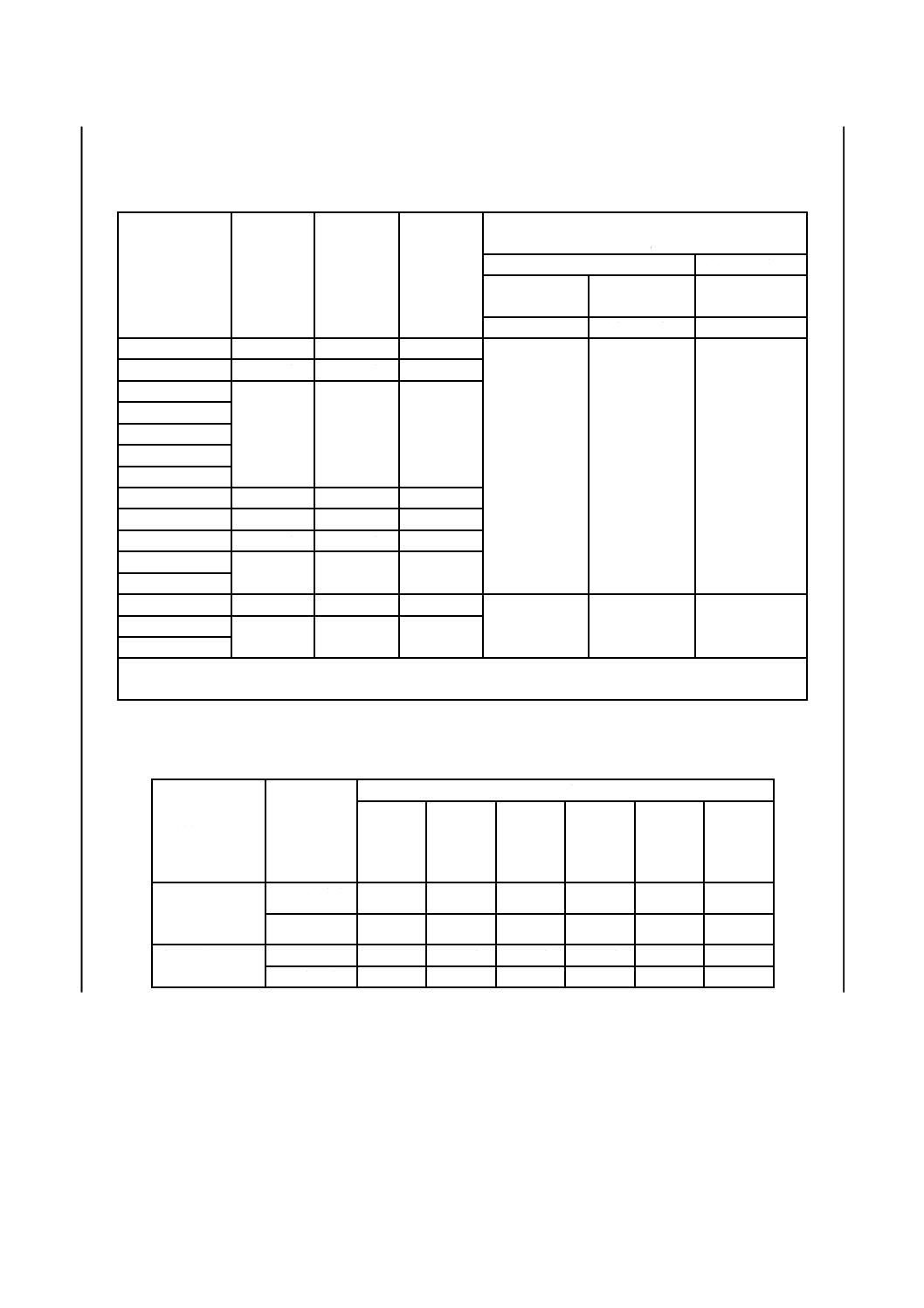
管の外径,厚さ及び単位質量は,表6による。
なお,受渡当事者間の協定によって表6にない寸法としてもよい。この場合,単位質量は,表7の算出
式によって計算し,JIS Z 8401の規則Aによって有効数字3桁に丸める。ただし,単位質量が1 000 kg/m
を超える場合にはkg/mの整数値に丸める。
7
G 3468:2016
表6−配管用溶接大径ステンレス鋼鋼管の寸法及び単位質量
呼び径a)
外径
mm
呼び厚さa)(スケジュール番号:Sch)
5S
10S
20S
40
厚さ
mm
単位質量 kg/m
厚さ
mm
単位質量 kg/m
厚さ
mm
単位質量 kg/m
厚さ
mm
単位質量 kg/m
A
B
SUS304TPY
SUS304LTPY
SUS321TPY
SUS309STPY
SUS310STPY
SUS315J1TPY
SUS315J2TPY
SUS316TPY
SUS316LTPY
SUS317TPY
SUS317LTPY
SUS347TPY
SUS329J1TPY
SUS329J3LTPY
SUS329J4LTPY
SUS304TPY
SUS304LTPY
SUS321TPY
SUS309STPY
SUS310STPY
SUS315J1TPY
SUS315J2TPY
SUS316TPY
SUS316LTPY
SUS317TPY
SUS317LTPY
SUS347TPY
SUS329J1TPY
SUS329J3LTPY
SUS329J4LTPY
SUS304TPY
SUS304LTPY
SUS321TPY
SUS309STPY
SUS310STPY
SUS315J1TPY
SUS315J2TPY
SUS316TPY
SUS316LTPY
SUS317TPY
SUS317LTPY
SUS347TPY
SUS329J1TPY
SUS329J3LTPY
SUS329J4LTPY
SUS304TPY
SUS304LTPY
SUS321TPY
SUS309STPY
SUS310STPY
SUS315J1TPY
SUS315J2TPY
SUS316TPY
SUS316LTPY
SUS317TPY
SUS317LTPY
SUS347TPY
SUS329J1TPY
SUS329J3LTPY
SUS329J4LTPY
150
200
250
300
350
400
450
500
550
600
650
700
750
800
850
900
1 000
6
8
10
12
14
16
18
20
22
24
26
28
30
32
34
36
40
165.2
216.3
267.4
318.5
355.6
406.4
457.2
508.0
558.8
609.6
660.4
711.2
762.0
812.8
863.6
914.4
1 016.0
2.8
2.8
3.4
4.0
4.0
4.5
4.5
5.0
5.0
5.5
5.5
5.5
6.5
−
−
−
−
11.3
14.9
22.4
31.3
35.0
45.1
50.7
62.6
69.0
82.8
89.7
96.7
122
−
−
−
−
11.4
15.0
22.5
31.5
35.3
45.3
51.1
63.1
69.4
83.3
90.3
97.3
123
−
−
−
−
11.1
14.6
22.0
30.8
34.5
44.3
49.9
61.6
67.8
81.4
88.2
95.1
120
−
−
−
−
3.4
4.0
4.0
4.5
5.0
5.0
5.0
5.5
5.5
6.5
8.0
8.0
8.0
8.0
8.0
8.0
9.5
13.7
21.2
26.2
35.2
43.7
50.0
56.3
68.8
75.8
97.7
130
140
150
160
171
181
238
13.8
21.3
26.4
35.4
43.9
50.3
56.7
69.3
76.3
98.3
131
141
151
161
172
182
240
13.5
20.8
25.8
34.6
42.9
49.2
55.4
67.7
74.6
96.0
128
138
148
158
168
178
234
5.0
6.5
6.5
6.5
8.0
8.0
8.0
9.5
9.5
9.5
12.7
12.7
12.7
12.7
12.7
12.7
14.3
20.0
34.0
42.2
50.5
69.3
79.4
89.5
118
130
142
205
221
237
253
269
285
357
20.1
34.2
42.5
50.8
69.7
79.9
90.1
119
131
143
206
222
239
255
271
287
359
19.6
33.4
41.5
49.7
68.1
78.1
88.0
116
128
140
202
217
233
249
265
281
351
7.1
8.2
9.3
10.3
11.1
12.7
14.3
15.1
15.9
17.5
−
−
−
−
−
−
−
28.0
42.5
59.8
79.1
95.3
125
158
185
215
258
−
−
−
−
−
−
−
28.1
42.8
60.2
79.6
95.9
125
159
187
216
260
−
−
−
−
−
−
−
27.5
41.8
58.8
77.8
93.7
122
155
182
211
254
−
−
−
−
−
−
−
注記1 この表のSch5S,Sch10S及びSch20Sと呼び厚さに“S”が表記されているのは,これらのスケジュール番号がASME/ANSI B36.19[1]から引用されたものであり,呼び厚さがASME/ANSI B36.10[2]から引用されているSch40と区別するためである。
注記2 単位質量は,表7によって求めたものである。
注a) 管の呼び方は,外径及び厚さによる。ただし,受渡当事者間の協定によって呼び径及び厚さを用いてもよい。この場合,呼び径はA又はBのいずれかを用い,Aによる場合にはA,Bによる場合にはBの符号を,それぞれの数字の後に付ける。
表7−管の単位質量の算出式
種類の記号
基本質量a)
kg
算出式b)
SUS304TPY,SUS304LTPY,SUS321TPY
7.93
W=0.024 91 t (D−t)
SUS309STPY,SUS310STPY,SUS315J1TPY,SUS315J2TPY,
SUS316TPY,SUS316LTPY,SUS317TPY,SUS317LTPY,SUS347TPY
7.98
W=0.025 07 t (D−t)
SUS329J1TPY,SUS329J3LTPY,SUS329J4LTPY
7.80
W=0.024 50 t (D−t)
注a) 基本質量は,厚さ1 mm,面積1 m2の質量とする。
b) 算出式に用いる記号は,次による。
W:管の単位質量(kg/m),t:管の厚さ(mm),D:管の外径(mm)
それぞれの算出式の係数は,単位の変換係数である。
8
G 3468:2016
8.2
寸法許容差
管の寸法許容差は,次による。
a) 管の外径及び厚さの許容差は,表8による。
なお,溶接部の厚さの許容差は,次による。
1) 管をレーザ溶接によって製造し外面及び内面の溶接ビードを切削する場合には,表8の厚さの許容
差を適用する。
2) 管をレーザ溶接によって製造し溶接ビードを切削しない場合には,表8の厚さの許容差の下限値を
適用し,上限値は適用しない。
3) 管を自動アーク溶接によって製造する場合には,表8の厚さの許容差の下限値を適用し,上限は8.3
による。
b) 管の長さに指定がある場合,管の長さは,指定長さとし,長さの許容差は,マイナス側は0 mm,プ
ラス側は規定しない。
表8−管の外径及び厚さの許容差
区分
呼び径
許容差
%
外径a)
300 A以下
±1
300 A超えb)
±0.5
厚さ
500 A以下
8 mm未満
+15
−12.5
8 mm以上
+15
−10
500 A超え
8 mm未満
+規定しない。
−12.5
8 mm以上
+規定しない。
−10
注a) 局所的な手入れ部には,この表の外径の許容差を適用しない。
b) 呼び径300 A超えの外径許容差は,周長測定による。外径の測定に
周長を用いる場合の外径と周長との相互換算は,次の式による。
D=l / π
ここに,D:外径(mm),l:周長(mm),π:3.141 6
8.3
溶接ビード高さ
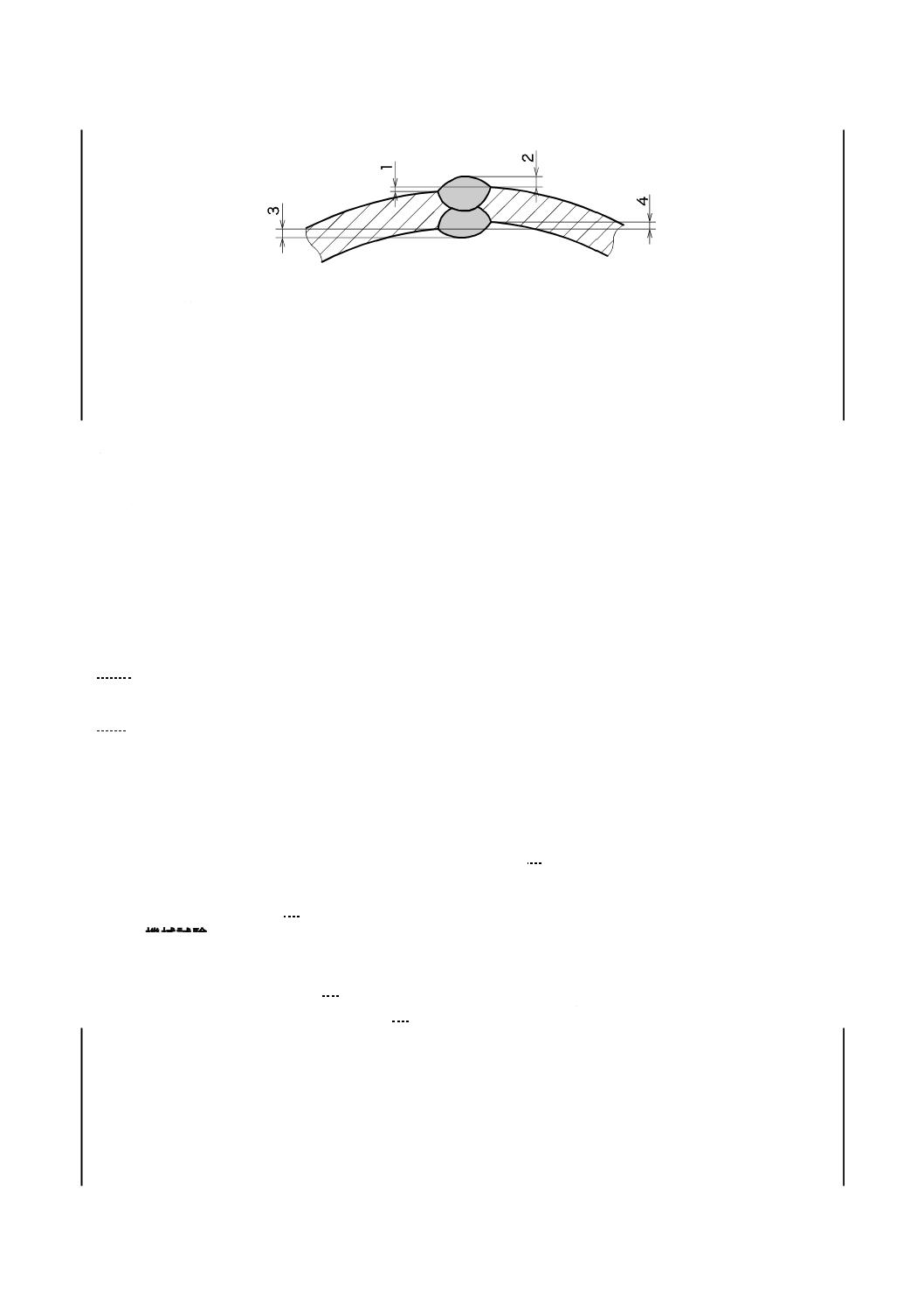
管を自動アーク溶接によって製造した場合の外面及び内面の溶接ビード高さは,隣接する鋼管表面から
の高さとし,溶接ビード高さは,3.0 mm以下とする。ただし,鋼帯又は鋼板のエッジのオフセットがある
場合の溶接ビード高さは,図2による。
9
G 3468:2016
記号
1 外面オフセット
2 外面溶接ビードの高さ
3 内面溶接ビードの高さ
4 内面オフセット
図2−溶接ビード高さ
9
外観
管の外観は,次による。
a) 管は,実用的に真っすぐ,かつ,その両端が管軸に対して実用的に直角でなければならない。
b) 管の内外面は,仕上げが良好で,使用上有害な欠点があってはならない。
c) 表面手入れを実施する場合は,グラインダ,機械加工などによってもよいが,手入れ後の厚さは,厚
さの許容差内でなければならない。
d) 手入れ跡は,管の形状に滑らかに沿わなければならない。
10
特別品質規定
受渡当事者間の協定によって,注文者が指定することができる特別品質規定の項目は,附属書JAによ
る。
11
試験
11.1
分析試験
11.1.1
分析試験の一般事項及び分析用試料の採り方
分析試験の一般事項及び溶鋼分析用試料の採り方は,JIS G 0404の箇条8(化学成分)による。
11.1.2
分析方法
溶鋼分析の方法は,JIS G 0320による。
11.2
機械試験
11.2.1
機械試験の一般事項
機械試験の一般事項は,JIS G 0404の箇条7(一般要求)及び箇条9(機械的性質)による。ただし,機
械試験に供される供試材の採り方は,JIS G 0404の7.6(試験片採取条件及び試験片)のA類とする。
11.2.2
母材引張試験
母材引張試験は,次による。
a) 供試材の採り方及び試験片の数 供試材の採り方及び試験片の数は,次による。
1) 鋼板又は鋼帯から供試材を採る場合は,同一溶鋼,同一熱処理条件ごとに供試材を1個採取し,そ
れぞれの供試材から引張試験片を1個採取する。
2) 管から供試材を採る場合は,同一寸法,及び同時熱処理の管120 mごと及びその端数からそれぞれ
10
G 3468:2016
一つの供試材を採取し,それぞれの供試材から引張試験片を1個採取する。ここで,同一寸法とは,
外径及び厚さが同一のものをいう。また,連続炉を用いる場合の同時熱処理とは,同一熱処理条件
での連続した熱処理をいい,連続炉を停止した場合,停止後の熱処理は同時熱処理に含まない。
試験の対象とする同一寸法の管が全て同一溶鋼単位である場合には,同時熱処理に代えて,同一
熱処理条件としてもよい。
管体と同時熱処理の管端の供試材から採取する場合は,管120 m相当量ごと及びその端数からそ
れぞれ一つの供試材を採取し,それぞれの供試材から引張試験片を1個採取する。
b) 試験片 鋼板又は鋼帯による場合は,JIS Z 2241の13B号,14B号又は5号試験片のいずれかとし,
管による場合は,JIS Z 2241の12号(12B号又は12C号)又は5号試験片のいずれかとする。また,
採取方法は,次のいずれかによる。ただし,管から引張試験片を採取する場合,溶接部を含まない部
分から採取する。
1) 製造のままの場合は,管又は管に使用する鋼板若しくは鋼帯から採取する。
2) 管に熱処理を行った場合は,管又は管体と同時熱処理を行った同じ厚さの管端の供試材から採取す
る。
c) 試験方法 試験方法は,JIS Z 2241による。
11.2.3
溶接部引張試験
溶接部引張試験は,次による。
a) 供試材の採り方及び試験片の数 供試材の採り方は,管から採取する場合,同一寸法及び同時熱処理
の管120 mごと及びその端数からそれぞれ一つの供試材を採取する。
管体と同一条件で溶接された管端の供試材から採取する場合,同一寸法及び同時熱処理の管120 m
相当量ごと及びその端数からそれぞれ一つの供試材を採取する。
それぞれの供試材から溶接部引張試験片1個を採取する。
b) 試験片 試験片は,JIS Z 3121の1号試験片とし,管又は管体と同一条件で溶接された管端の供試材
から採取する。
c) 試験方法 試験方法は,JIS Z 2241による。
11.3
水圧試験及び非破壊試験
水圧試験及び非破壊試験は,次による。
a) 試験の頻度 水圧試験又は非破壊試験のいずれかについて,管1本ごとに行う。ただし,試験の本数
は,受渡当事者間の協定としてもよい。
b) 試験方法 水圧試験及び非破壊試験は,次による。
1) 水圧試験 管に箇条7 a) に規定する水圧試験下限圧力以上の圧力を加え5秒間以上保持したとき,
これに耐え,漏れが生じたかどうかを調べる。
2) 非破壊試験 非破壊試験方法は,JIS Z 3106による。ただし,受渡当事者間の協定によって日本工
業規格による他の非破壊試験を行う場合の試験方法は,受渡当事者間の協定による。
12
検査及び再検査
12.1
検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
11
G 3468:2016
c) 機械的性質は,箇条6に適合しなければならない。
d) 水圧試験特性又は非破壊試験特性は,箇条7に適合しなければならない。
e) 寸法は,箇条8に適合しなければならない。
f)
外観は,箇条9に適合しなければならない。
g) 受渡当事者間の協定によって箇条10に規定する特別品質規定の一部又は全部の項目を適用する場合
には,該当する規定に適合しなければならない。
12.2
再検査
機械試験に合格とならなかった管は,JIS G 0404の9.8(再試験)の再試験によって再試験を行い,合否
を決定してもよい。
13
表示
検査に合格した管には,管ごとに,次の事項を表示しなければならない。ただし,表示の順序は,指定
しない。また,注文者の承認を得た場合には,製品識別が可能な範囲でその一部を省略してもよい。
a) 種類の記号
b) 製造方法を表す記号
製造方法を示す記号は,次による。ただし,−は空白でもよい。
1) 自動アーク溶接鋼管−A
2) レーザ溶接鋼管−L
c) 熱処理の記号S(管で固溶化熱処理を行った場合)
d) 寸法。寸法は,外径及び厚さ,又は呼び径及び厚さを表示する。
例 508.0×5.5,又は500A×5.5
e) 製造業者名又はその略号
f)
特別品質規定の指定を表す記号Z(指定があった場合)
14
報告
製造業者は,特に指定のない限り,検査文書を注文者に提出しなければならない。報告は,JIS G 0404
の箇条13(報告)による。検査文書の種類は,注文時に特に指定がない場合,JIS G 0415の5.1(検査証
明書3.1)とする。
12
G 3468:2016
附属書JA
(規定)
特別品質規定
JA.1 高温引張試験における耐力(Z2)1)
高温引張試験における耐力は,次による。
a) 管の高温引張試験における耐力の値及び試験温度は,受渡当事者間の協定による。
b) 供試材の採り方及び試験片の数は,同一溶鋼ごとに1本の供試材を採取し,これから,試験温度ごと
に1個の試験片を採取する。
c) 試験片及び試験方法は,JIS G 0567による。
なお,JIS G 0567の形状の試験片の採取が困難な管については,試験片の形状は,受渡当事者間の
協定による。
注1) 管の取引においては,高温引張試験における耐力の要求指定をZ2と表記することがある。
JA.2 腐食試験(Z6)2)
JA.2.1 腐食試験方法
腐食試験方法は,特に注文者の要求がある場合,b)〜d) に示す方法による。ただし,受渡当事者間の協
定によって,これらの試験を実施する前に,a) に示す10 %しゅう酸エッチング試験(JIS G 0571)を実施
し,得られたエッチング組織によって,b)〜d) の粒界腐食試験を行う必要があるかどうかを判別してもよ
い。
a) 10 %しゅう酸エッチング試験は,JIS G 0571によって行い,JIS G 0571の8.(エッチング組織の分類)
に従って判定を行う。溝状組織及び/又はピット組織IIが検出されない場合は,合格とする。エッチ
ング組織が溝状組織及び/又はピット組織IIの場合,表JA.1に示す判定に従って,b)〜d) の粒界腐
食試験を行う。ただし,いずれの粒界腐食試験を行うかは,受渡当事者間の協定による。
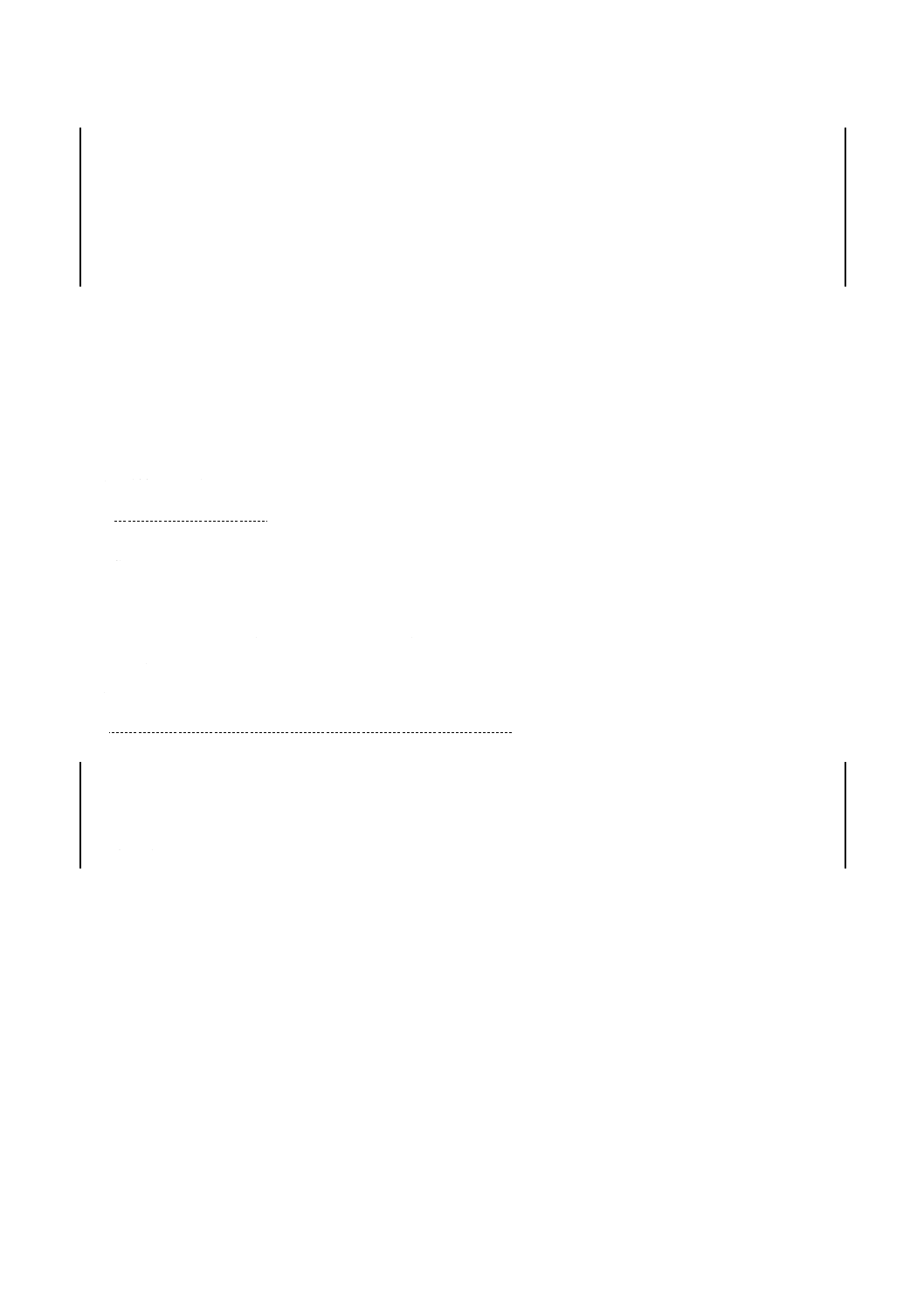
表JA.1−10 %しゅう酸エッチング試験による組織と適用する腐食試験
種類の記号
状態
硫酸・硫酸第二
鉄腐食試験
(JIS G 0572)
を行う組織
65 %硝酸腐食
試験(JIS G
0573)を行う組
織
硫酸・硫酸銅腐
食試験(JIS G
0575)を行う組
織
SUS304TPY
受入れのまま
(固溶化熱処理)
溝状組織
溝状組織
ピット組織II
溝状組織
SUS315J1TPY
SUS315J2TPY
SUS316TPY
SUS317TPY
−
SUS304LTPY
鋭敏化熱処理
溝状組織
ピット組織II
SUS316LTPY
−
SUS317LTPY
SUS321TPY
−
SUS347TPY
13
G 3468:2016
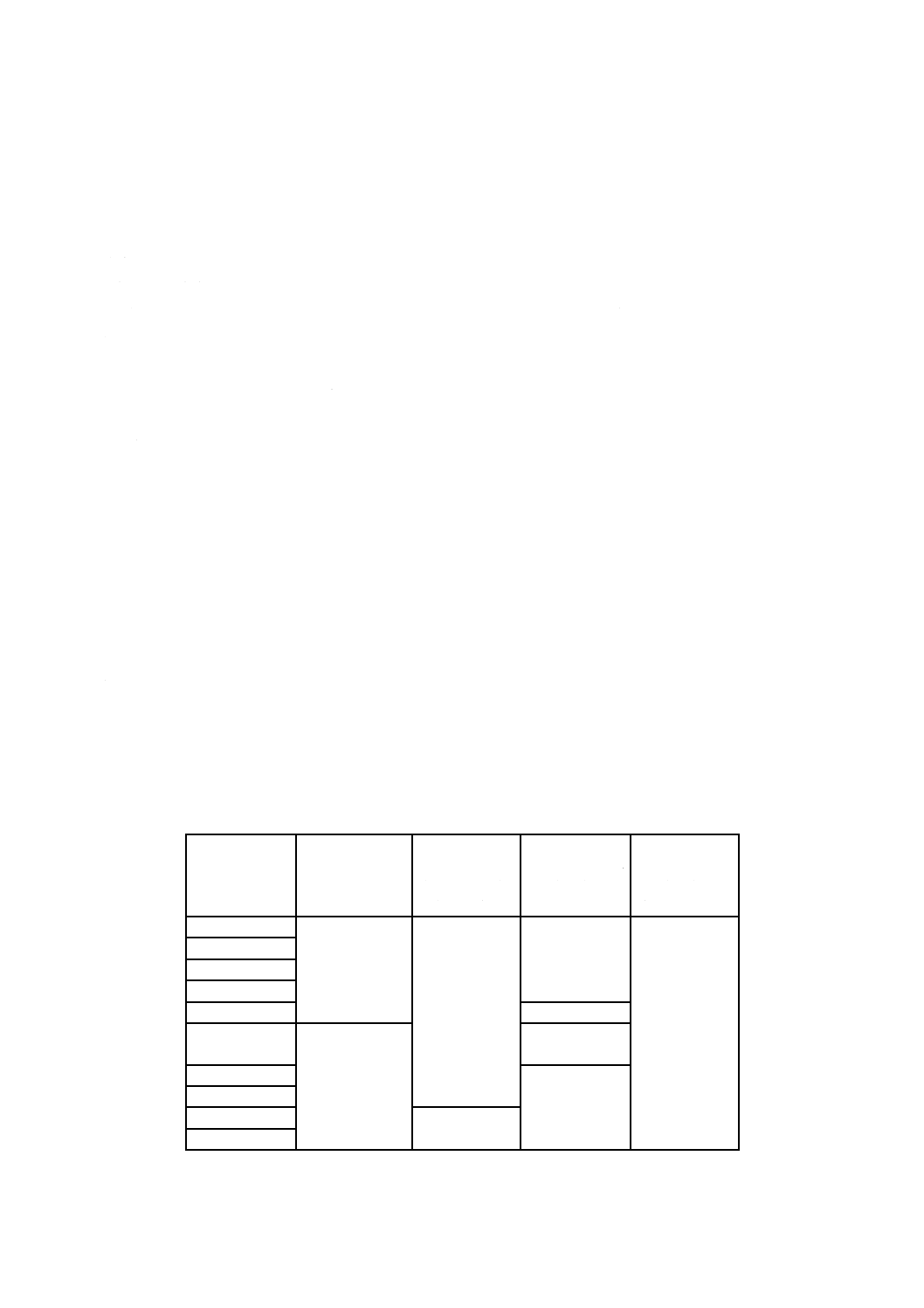
b) 硫酸・硫酸第二鉄腐食試験は,JIS G 0572による。腐食減量は,表JA.2による。
表JA.2−硫酸・硫酸第二鉄腐食試験による腐食減量
種類の記号
状態
腐食減量
SUS304TPY
SUS315J1TPY
SUS315J2TPY
SUS316TPY
SUS317TPY
受入れのまま
(固溶化熱処理)
受渡当事者間の
協定による。
SUS304LTPY
SUS316LTPY
SUS317LTPY
鋭敏化熱処理
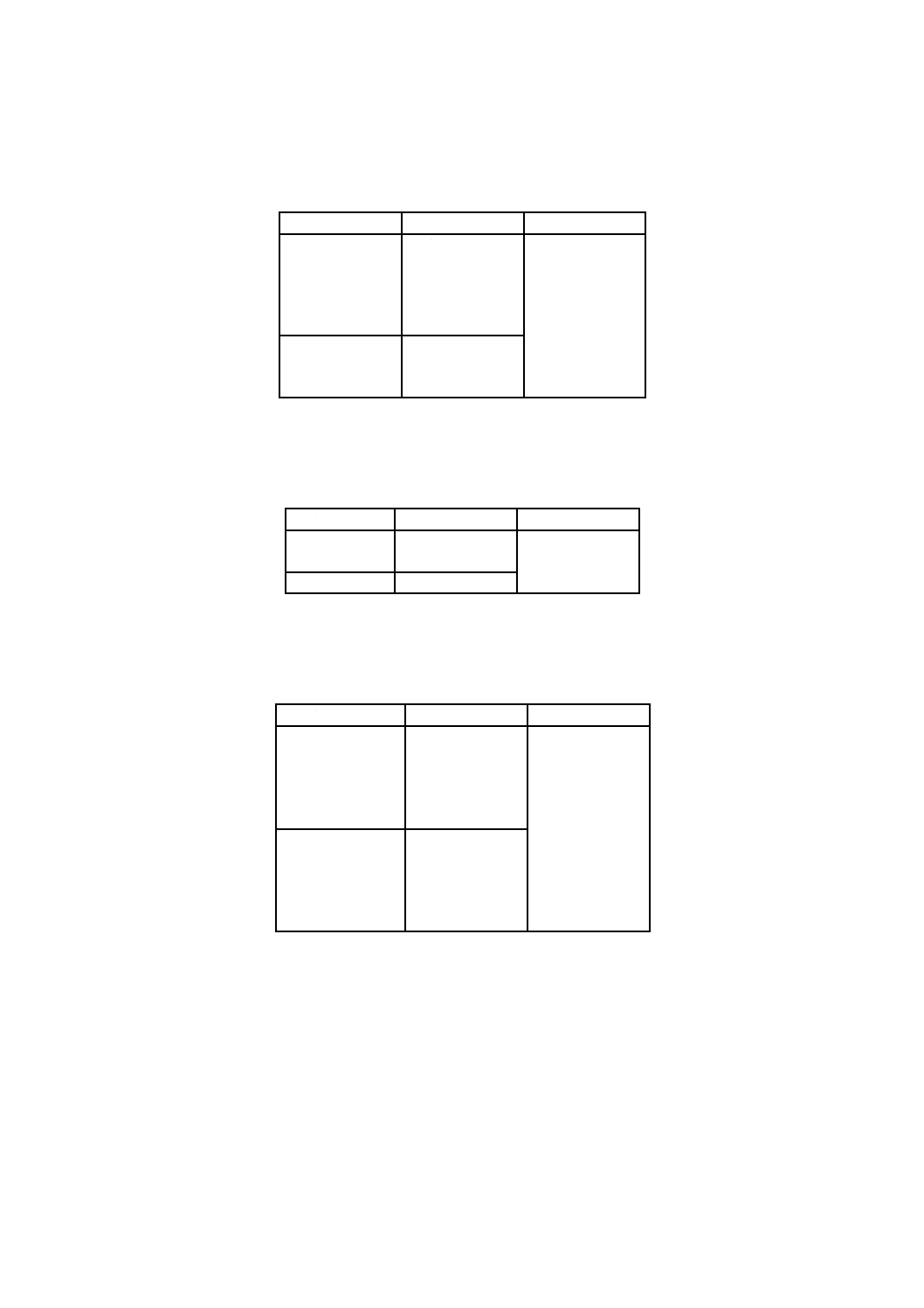
c) 65 %硝酸腐食試験は,JIS G 0573による。腐食減量は,表JA.3による。
表JA.3−65 %硝酸腐食試験による腐食減量
種類の記号
状態
腐食減量
SUS304TPY
受入れのまま
(固溶化熱処理)
受渡当事者間の
協定による。
SUS304LTPY
鋭敏化熱処理
d) 硫酸・硫酸銅腐食試験は,JIS G 0575による。曲げ面の状態は,表JA.4による。
表JA.4−硫酸・硫酸銅腐食試験による曲げ面の状態
種類の記号
状態
曲げ面の状態
SUS304TPY
SUS315J1TPY
SUS315J2TPY
SUS316TPY
SUS317TPY
受入れのまま
(固溶化熱処理)
粒界腐食割れが
あってはならな
い。
SUS304LTPY
SUS316LTPY
SUS317LTPY
SUS321TPY
SUS347TPY
鋭敏化熱処理
JA.2.2 供試材の採り方及び試験片の数
供試材の採り方及び試験片の数は,11.2.2 a) の引張試験の場合による。ただし,注文者の要求がある場
合には,同一溶鋼及び同時熱処理の管ごとに試験片を採取する。
JA.2.3 試験片
供試材の端から適切な長さを切り取り,試験片とする。
JA.2.4 試験方法
試験方法は,次のいずれかによる。
JIS G 0571,JIS G 0572,JIS G 0573,JIS G 0575
14
G 3468:2016
JA.2.5 検査
試験の結果は,JA.2.1に適合しなければならない。
注2) 管の取引においては,腐食試験の要求指定をZ6と表記することがある。
JA.3 溶接部放射線透過試験及び検査(Z7)3)
溶接部放射線透過試験及び検査は,次による。
a) 溶接部放射線透過試験における透過写真の分類は,注文者の指定によってJIS Z 3106の附属書4表1
のきずの種別に対し,きずの分類が1類又は2類のいずれかとする。
b) 放射線透過試験の方法は,JIS Z 3106の附属書1による。この場合の透過写真の像質の種類は,A級
とする。ただし,特に必要のある場合,注文者は,透過写真の像質の種類をB級と指定してもよい。
c) 放射線透過検査は,管1本ごとに溶接部全長について行い,a) に適合しなければならない。
注3) 管の取引においては,溶接部放射線透過試験の要求指定をZ7と表記することがある。
JA.4 溶接部浸透探傷試験及び検査(Z8)4)
溶接部浸透探傷試験及び検査は,次による。
a) 溶接部浸透探傷試験における浸透指示模様は,JIS Z 2343-1によって,次のいずれにも適合しなけれ
ばならない。
1) 割れ及び線状欠陥があってはならない。
2) 円形状欠陥の合否判定基準は,受渡当事者間の協定による。
3) 分散欠陥の合否判定基準は,受渡当事者間の協定による。
b) 溶接部浸透探傷試験の方法は,JIS Z 2343-1による。
c) 溶接部浸透探傷検査は,管1本ごとに,通常,外面溶接部全長について行い,a) に適合しなければな
らない。
注4) 管の取引においては,溶接部浸透探傷試験の要求指定をZ8と表記することがある。
JA.5 溶接部型曲げ試験(Z9)5)
JA.5.1 溶接部型曲げ試験
溶接部型曲げ試験は,次による。
a) 管の溶接部型曲げ試験は,厚さ12 mmを超える場合及び突合せ両側溶接を行った場合には側曲げを行
う。また,厚さ12 mm以下の場合(突合せ両側溶接を行った場合を除く。)には裏曲げを行う。JIS Z
3122によって溶接部型曲げ試験を行った場合,次のいずれにも適合しなければならない。
1) 溶接部の外側に3 mm以上の割れ(縁,かどに生じる小さな割れを除く。)を生じてはならない。
2) 溶接部の外側の割れが3 mm未満の場合,割れの長さの合計が7 mmを超えてはならない。
3) 割れ及びブローホールの個数の合計が,10個を超えてはならない。
b) 試験片及び試験方法は,JIS Z 3122の5.6(試験片の形状及び寸法)及びJIS Z 3122の箇条6(試験方
法)による。
c) 供試材の採り方及び試験片の数は,11.2.3による。
JA.5.2 検査
溶接部型曲げ試験の結果は,JA.5.1 a) に適合しなければならない。
15
G 3468:2016
JA.5.3 再検査
溶接部の欠陥以外の原因で試験に合格しなかった場合には,再試験を行って合否を決定してもよい。
注5) 管の取引においては,溶接部型曲げ試験の要求指定をZ9と表記することがある。
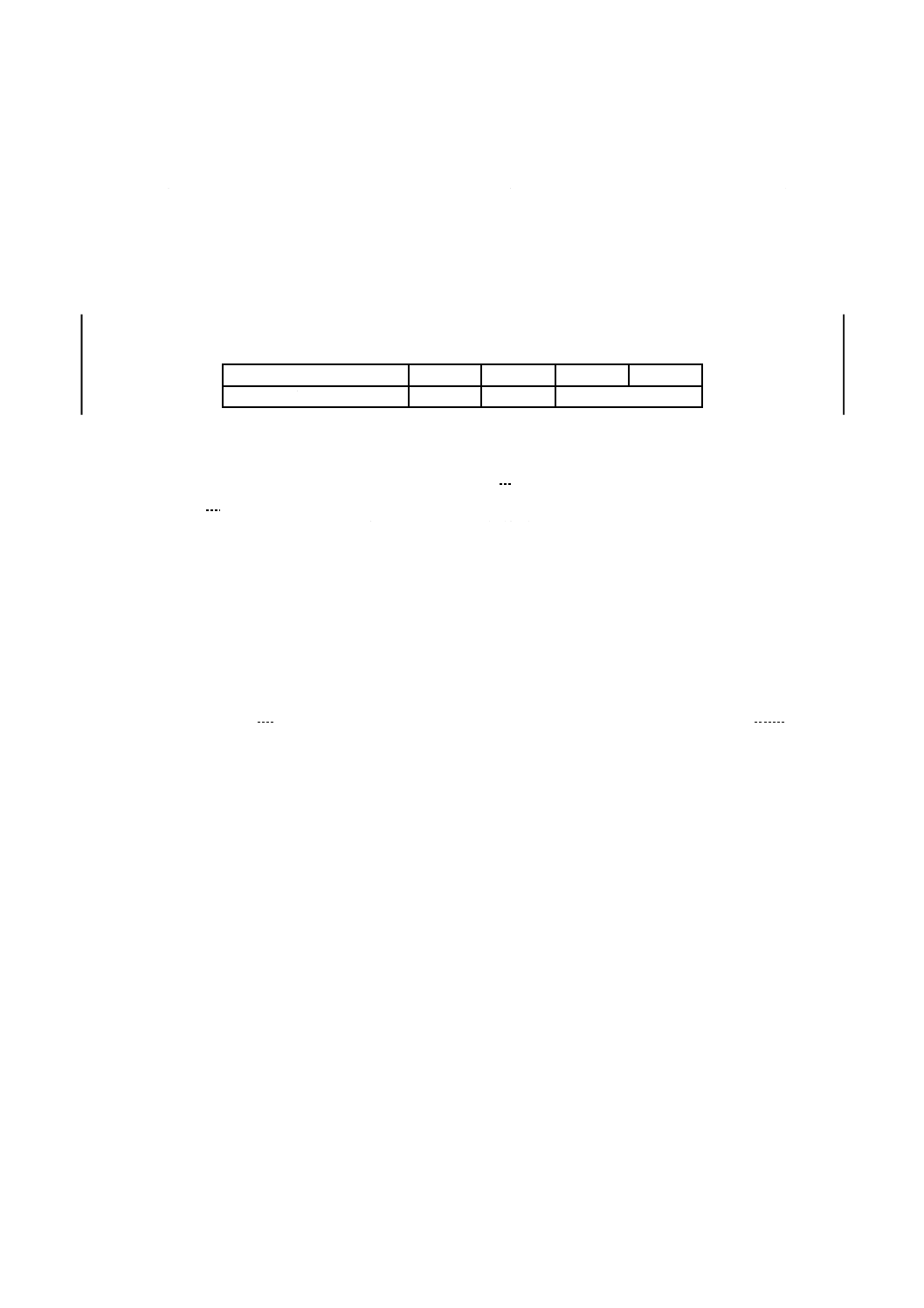
JA.6 余盛り高さ(Z10)6)
余盛り高さは次による。
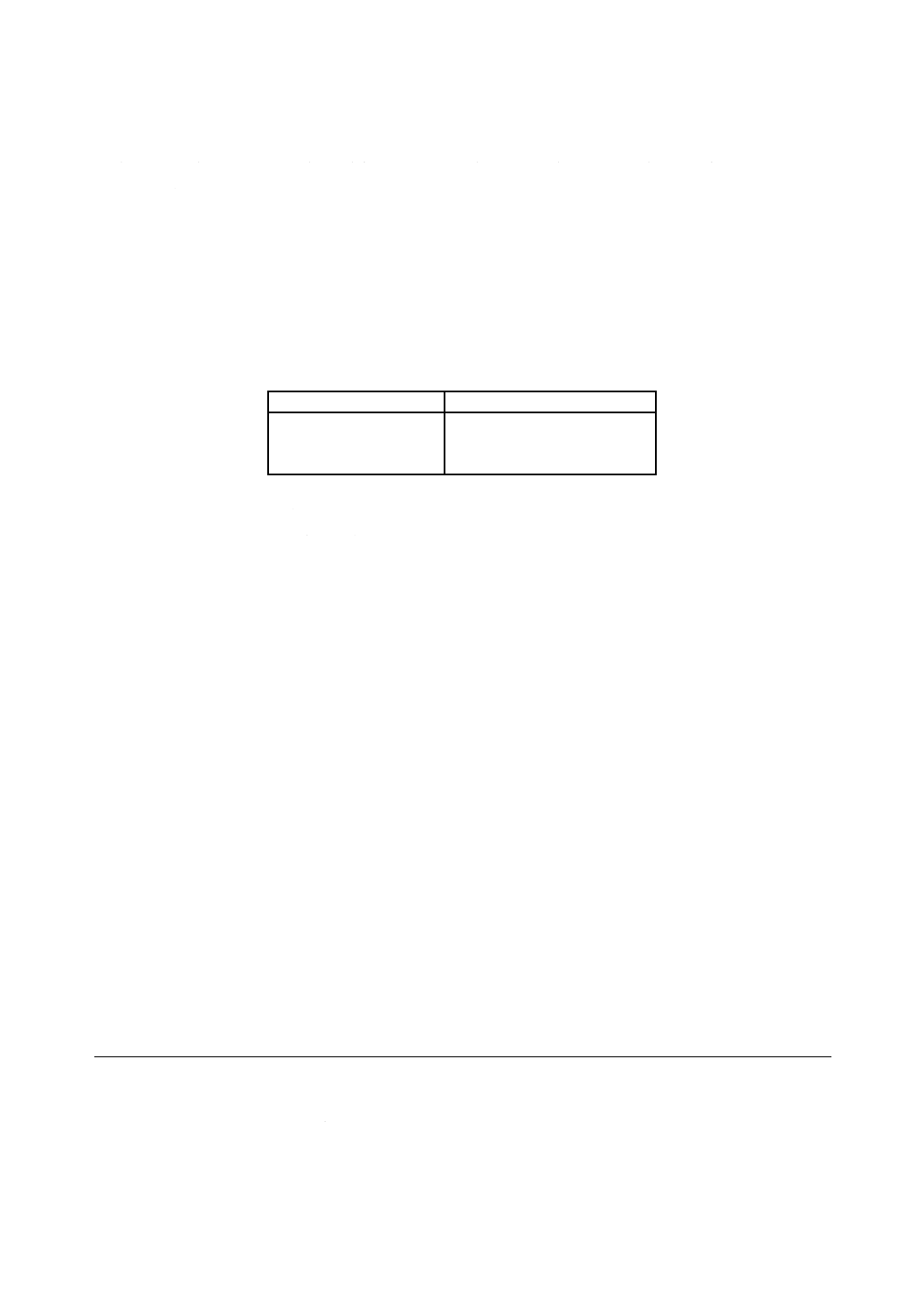
a) 溶接部の余盛り高さの値は,表JA.5による。
表JA.5−余盛り高さ
単位 mm
母材の厚さ
余盛り高さ
12以下
12超え 25以下
25超え 50以下
1.5以下
2.5以下
3.0以下
b) 余盛り面は平滑で,溶着金属の厚さは,母材の厚さ以上でなければならない。
c) 余盛りは,その一部又は全部を除去してもよい。
注6) 管の取引においては,溶接部の余盛り高さの要求指定をZ10と表記することがある。
参考文献
[1] ASME/ANSI B36.19,Stainless Steel Pipe
[2] ASME/ANSI B36.10,Welded and Seamless Wrought Steel Pipe
16
G 3468:2016
附属書JB
(参考)
JISと対応国際規格との対比表
JIS G 3468:2016 配管用溶接大径ステンレス鋼鋼管
ISO 9330-6:1997,Welded steel tubes for pressure purposes−Technical delivery
conditions−Part 6: Longitudinally welded austenitic stainless steel tubes
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
耐食用,低温用,高温
用などの配管用ステ
ンレス鋼鋼管
1
室温,低温及び高温におけ
る圧力用途用及び耐食用
途用オーステナイトステ
ンレス鋼管を規定してい
る。
変更
削除
JISは圧力用途を規定してい
ない。
圧力用はJIS B 8265及びJIS B
8266に規定されているためこの規
格には,規定していない。
2 引用規
格
3 種類及
び記号
オーステナイト系12
種類及びオーステナ
イト・フェライト系3
種類を規定している。
4.1
オーステナイト系12種類
を規定している。
追加
変更
JISはオーステナイト・フェラ
イト系を追加している。
ISO規格がJISに包含されるので
問題ない。
4 製造方
法
製造方法として溶接
方法,熱処理及び端面
を規定している。
5.2
5.3.1
8.2
細分箇条に分けて溶接方
法,熱処理及び端面を規定
している。
追加
変更
JISは熱処理なしを認めてい
るが,ISO規格では熱処理は必
須としている。
JISとして必要な内容を規定して
いる。
5 化学成
分
オーステナイト系12
種類及びオーステナ
イト・フェライト系3
種類の化学成分を規
定している。
6.1
オーステナイト系12種類
の化学成分を規定してい
る。
変更
追加
JISはオーステナイト・フェラ
イト系を追加している。オース
テナイト系の成分は,他のJIS
と整合しており,ISO規格とは
若干異なる。
ISO規格とJISとの整合が必要で
あり,現状のままとする。
6 機械的
性質
引張強さ,耐力及び伸
びを規定している。
6.2.1
9.9.2.1
引張強さ,耐力,伸び,衝
撃値,へん平性及び押し広
げ性を規定している。
削除
JISは衝撃値,へん平性及び押
し広げ性を規定していない。
JISでは圧力用を規定していない
ため衝撃値及び押し広げ性を削除
しており,現状のままとする。
2
G
3
4
6
8
:
2
0
1
6
17
G 3468:2016
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 水圧試
験特性及
び非破壊
試験特性
水圧試験特性又は非
破壊試験特性のいず
れかを適用する。
9.5
水圧試験特性又は非破壊
試験特性のいずれかを適
用する。
追加
JISは注文者が水圧試験圧力
を指定してよいことを追加し
ている。
JISとして必要な内容を追加して
いる。
8.1 寸法
及び単位
質量
管の寸法及び質量を
規定している。
7.1
管の外径,厚さ及び質量は
ISO 4200及びISO 1127か
ら選択することを規定し
ている。
変更
JISとISO規格とは寸法体系
が異なる。
寸法体系の変更は市場の混乱を招
くため現状のままとする。
8.2 寸法
許容差
管の外径,厚さ及び長
さの許容差を規定し
ている。
7.3.1
7.3.2
管の外径,厚さ及び長さの
許容差を規定している。
変更
JISの許容差はISO規格に比
べ同等又は厳しい値となって
いる。
寸法許容差の変更は市場の混乱を
招くため現状のままとする。
8.3 溶接
ビード高
さ
自動アーク溶接の溶
接ビード高さを規定
している。
8.1.8
自動アーク溶接の溶接ビ
ード高さを規定している
変更
JISとISO規格とはビード高
さが異なる。
JISは特別品質規定と合わせて二
つの許容差を規定している。
9 外観
外観について規定し
ている。
8.1
外観及び健全性について
規定している。
一致
10 特別品
質規定
特別品質規定を規定
している。
−
規定なし。
追加
JISとして必要な内容を追加
している。
国内の商取引で使用されているた
め,JISとして規定している。
11.1 分析
試験
分析試験を規定して
いる。
9.3
分析試験を規定している。 一致
11.2 機械
試験
引張試験及び溶接部
引張試験を規定して
いる。
9.4
9.9.2
9.9.3.2
試験片の採取方法及び形
状を規定している。
変更
追加
削除
JISとISO規格とは試験項目,
試験片形状及び試験頻度が異
なる。
JISとして必要な内容を規定して
いる。
11.3 水圧
試験及び
非破壊試
験
試験方法を規定して
いる。
9.9.7
水圧試験及び非破壊試験
を規定している。
削除
JISは非破壊試験を1種類,
ISO規格は3種類を規定して
いる。
JISとして必要な内容を規定して
いる。
2
G
3
4
6
8
:
2
0
1
6
18
G 3468:2016
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
12 検査及
び再検査
検査及び再検査を規
定している。
9.9
試験方法及び結果:試験方
法と結果とを同時に規定
している。
削除
JISは試験方法と結果とを分
けて規定している。
規格体系が異なっている。
9.11
再検査:再検査の方法を規
定している。
一致
13 表示
表示する事項を規定
している。
10.1
表示する事項を規定して
いる。
削除
変更
追加
JISでは,製造方法を表す記号
及び寸法,特別品質規定の指定
を表す記号の表示が追加され
ている。表示する事項はISO
規格が多い。
表示事項の変更は市場の混乱を招
く。
14 報告
報告について規定し
ている。
9.1
報告について規定してい
る。
変更
検査文書の種類をJISは1種
類,ISO規格は4種類としてい
る。
JISとして必要な内容を規定して
いる。
附属書JA
(規定)
特別品質
規定
特別品質規定として6
項目を附属書として
規定している。
6.2.2
9.9.8
9.9.6
9.9.8.1
9.9.8.1
細分箇条として5項目を
規定している
追加
JISは余盛り高さの規定を追
加している。
JISとして必要な内容を規定して
いる。
JISと国際規格との対応の程度の全体評価:ISO 9330-6:1997,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
G
3
4
6
8
:
2
0
1
6