G 3461:2019
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類の記号 ······················································································································ 2
4 製造方法························································································································· 2
5 化学成分························································································································· 3
6 機械的性質 ······················································································································ 3
6.1 引張強さ,降伏点又は耐力,及び伸び················································································ 3
6.2 へん平性 ······················································································································ 4
6.3 押し広げ性 ··················································································································· 4
6.4 展開性 ························································································································· 4
7 水圧試験特性又は非破壊試験特性 ························································································ 4
8 寸法,単位質量及び寸法許容差 ··························································································· 5
8.1 寸法及び単位質量 ·········································································································· 5
8.2 寸法許容差 ··················································································································· 5
9 外観······························································································································· 8
10 特別品質規定及びU字曲げ加工管 ······················································································ 8
11 試験 ····························································································································· 8
11.1 分析試験 ····················································································································· 8
11.2 機械試験 ····················································································································· 8
11.3 水圧試験又は非破壊試験 ······························································································· 10
12 検査及び再検査 ············································································································· 10
12.1 検査 ·························································································································· 10
12.2 再検査 ······················································································································· 11
13 表示 ···························································································································· 11
14 報告 ···························································································································· 11
附属書JA(規定)特別品質規定 ····························································································· 12
附属書JB(規定)U字曲げ加工管 ·························································································· 14
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 16
G 3461:2019
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,一般社団法人
日本鉄鋼連盟(JISF)から,産業標準原案を添えて日本産業規格を改正すべきとの申出があり,日本産業
標準調査会の審議を経て,経済産業大臣が改正した日本産業規格である。これによって,JIS G 3461:2012
は改正され,この規格に置き換えられた。
なお,令和2年11月19日までの間は,産業標準化法第30条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS G 3461:2012を適用してもよい。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
注記 工業標準化法に基づき行われた申出,日本工業標準調査会の審議等の手続は,不正競争防止法
等の一部を改正する法律附則第9条により,産業標準化法第12条第1項の申出,日本産業標準
調査会の審議等の手続を経たものとみなされる。
日本産業規格 JIS
G 3461:2019
ボイラ・熱交換器用炭素鋼鋼管
Carbon steel tubes for boiler and heat exchanger
序文
この規格は,1997年に第1版として発行されたISO 9329-2及びISO 9330-2を基とし,技術的内容を変
更して作成した日本産業規格である。
なお,本体に規定する項目のほかに,受渡当事者間の協定によって適用する特別品質規定及び注文者の
指定がある場合に適用するU字曲げ加工管の規定を,それぞれ附属書JA及び附属書JBに示す。また,
この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,管の内外で熱の授受のために使用する炭素鋼鋼管(以下,管という。),例えば,ボイラの
水管,煙管,過熱器,空気予熱器など,化学工業・石油工業の熱交換器,コンデンサ管,触媒管などに用
いる管について規定する。ただし,加熱炉用鋼管及び低温熱交換器用鋼管には適用しない。
この規格は,通常,外径15.9 mm〜139.8 mmの管に適用される。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 9329-2:1997,Seamless steel tubes for pressure purposes−Technical delivery conditions−Part 2:
Unalloyed and alloyed steels with specified elevated temperature properties
ISO 9330-2:1997,Welded steel tubes for pressure purposes−Technical delivery conditions−Part 2:
Electric resistance and induction welded unalloyed and alloyed steel tubes with specified elevated
temperature properties(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0567 鉄鋼材料及び耐熱合金の高温引張試験方法
JIS G 0582 鋼管の自動超音波探傷検査方法
2
G 3461:2019
JIS G 0583 鋼管の自動渦電流探傷検査方法
JIS Z 2241 金属材料引張試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 8401 数値の丸め方
3
種類の記号
管は,3種類とし,種類の記号は,表1による。
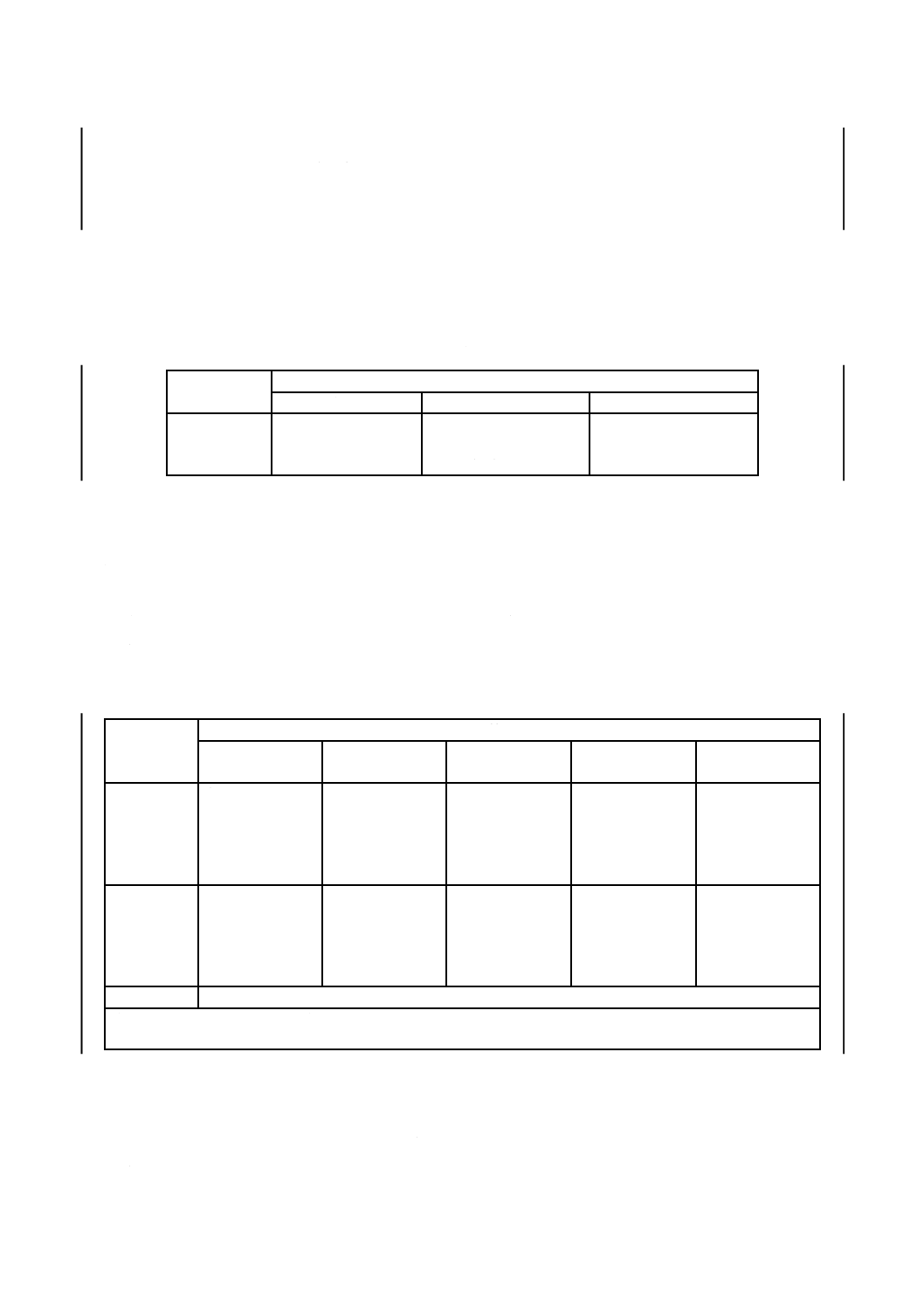
表1−種類の記号及び製造方法を表す記号
種類の記号
製造方法を表す記号
製管方法
仕上方法
表示
STB340
STB410
STB510
継目無し:S
電気抵抗溶接:E
熱間仕上げ:H
冷間仕上げ:C
電気抵抗溶接まま:G
製造方法を表す記号の
表示は,箇条13 b)によ
る。
4
製造方法
製造方法は,次による。
a) 管は,キルド鋼を用いて,表1に示す製管方法及び仕上方法の組合せによって製造する。製造方法を
表す記号は,表1による。
b) 管は,表2の熱処理を施す。ただし,受渡当事者間の協定によって,表2以外の熱処理を行ってもよ
い。
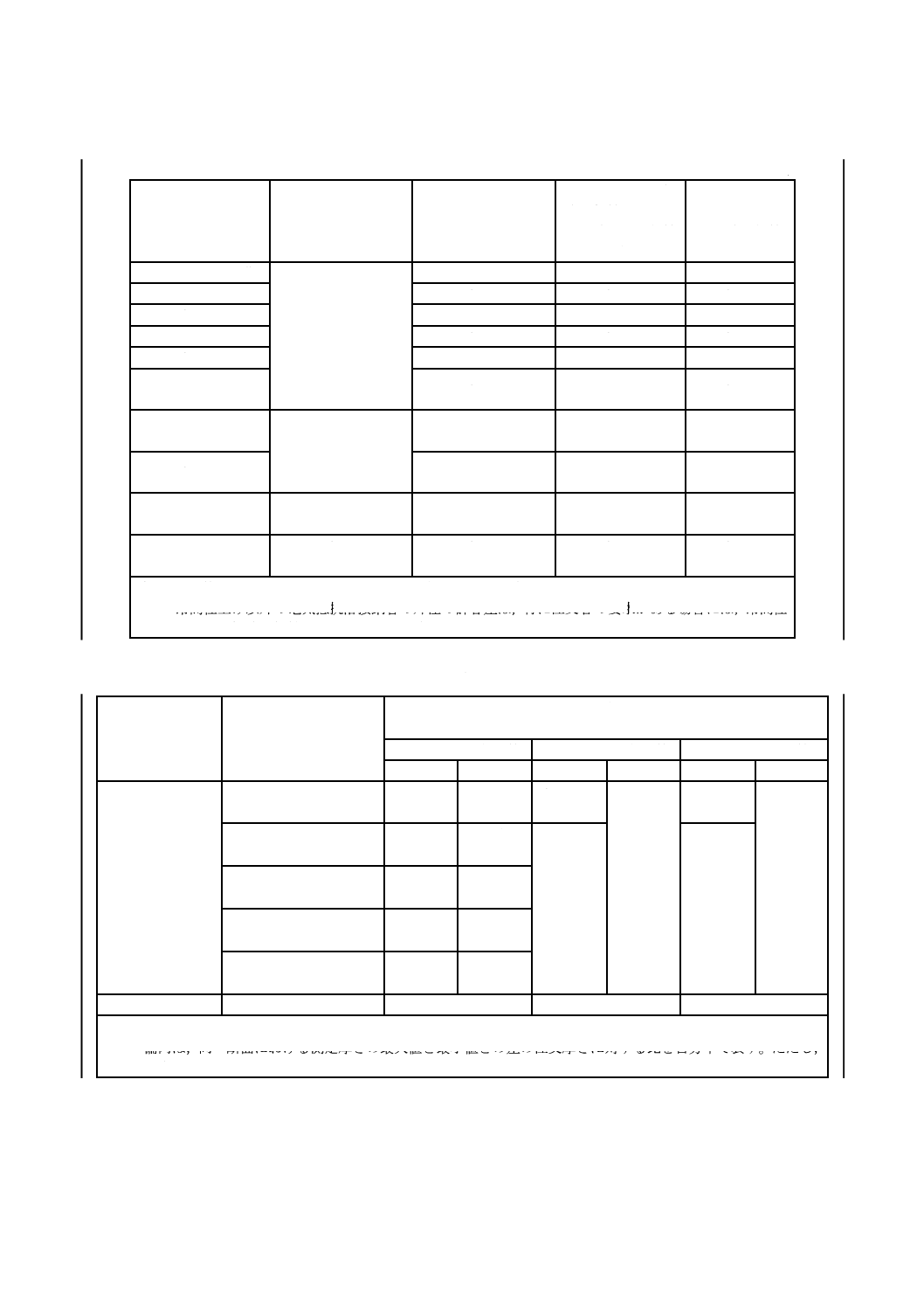
表2−熱処理
種類の記号
熱処理
熱間仕上継目無
鋼管
冷間仕上継目無
鋼管
電気抵抗溶接ま
ま鋼管
熱間仕上電気抵
抗溶接鋼管
冷間仕上電気抵
抗溶接鋼管a)
STB340
製造のまま。ただ
し,必要に応じて
低温焼なまし又
は焼ならしを行
ってもよい。
低温焼なまし,
焼ならし又は
完全焼なまし
焼ならし
製造のまま。ただ
し,必要に応じて
低温焼なまし又
は焼ならしを行
ってもよい。
焼ならし
STB410
製造のまま。ただ
し,必要に応じて
低温焼なまし又
は焼ならしを行
ってもよい。
低温焼なまし,
焼ならし又は
完全焼なまし
焼ならし
低温焼なまし
焼ならし
STB510
焼ならし
注a) 冷間仕上電気抵抗溶接鋼管において,冷間仕上前に焼ならしを行ったものは,低温焼なまし又は完全焼き
なましで仕上げてもよい。
c) 管端形状は,特に指定のない場合は,プレンエンドとする。
d) 管を電気抵抗溶接によって製造する場合,外面及び内面の溶接ビードは,管の形状に滑らかに沿うよ
うに除去する。ただし,受渡当事者間の協定によって,内面の溶接ビードは,溶接のままとしてもよ
い。
3
G 3461:2019
5
化学成分
管は,11.1によって試験を行い,その溶鋼分析値は,表3による。ただし,必要に応じて表3以外の合
金元素を添加してもよい。注文者の要求によって製品分析を行う場合は,11.1によって試験を行い,その
製品分析値は,表3に対して,継目無鋼管はJIS G 0321の表3[炭素鋼鋼材の製品分析の許容変動値(2)]
の許容変動値を,電気抵抗溶接鋼管はJIS G 0321の表2[炭素鋼鋼材の製品分析の許容変動値(1)]の許
容変動値を適用した値とする。
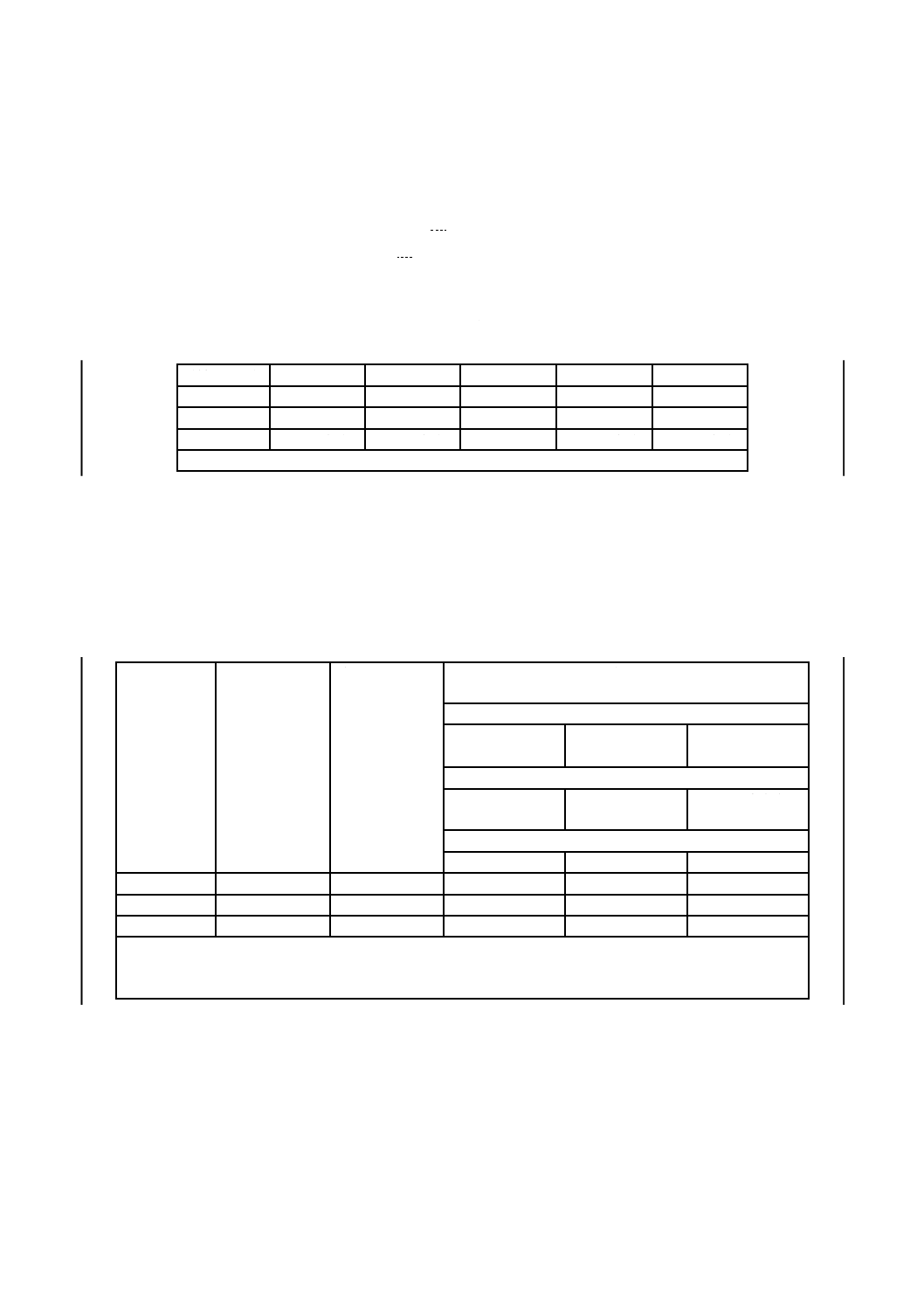
表3−化学成分
単位 %
種類の記号
C
Si
Mn
P
S
STB340
0.18以下
0.35以下
0.30〜0.60
0.035以下
0.035以下
STB410
0.32以下
0.35以下
0.30〜0.80
0.035以下
0.035以下
STB510
0.25以下
0.35以下
1.00〜1.50
0.035以下
0.035以下
注文者は,Siを0.10 %〜0.35 %に指定してもよい。
6
機械的性質
6.1
引張強さ,降伏点又は耐力,及び伸び
管は,11.2.3によって試験を行い,その引張強さ,降伏点又は耐力,及び伸びは,表4による。ただし,
厚さ8 mm未満の管で,12号試験片を用いて引張試験を行う場合の伸びは,表5による。
表4−引張強さ,降伏点又は耐力,及び伸び
種類の記号
引張強さa)
降伏点又は耐力
伸び
%
外径
10 mm未満
10 mm以上
20 mm未満
20 mm以上
試験片
11号試験片
11号試験片
11号試験片
12号試験片
引張試験方向
N/mm2
N/mm2
管軸方向
管軸方向
管軸方向
STB340
340以上
175以上
27以上
30以上
35以上
STB410
410以上
255以上
17以上
20以上
25以上
STB510
510以上
295以上
17以上
20以上
25以上
注記 1 N/mm2=1 MPa
注a) 熱交換器用に限り,必要がある場合には,注文者は,引張強さの上限を指定してもよい。この場合の引
張強さの上限値は,この表の値に120 N/mm2を加えた値とする。
4
G 3461:2019
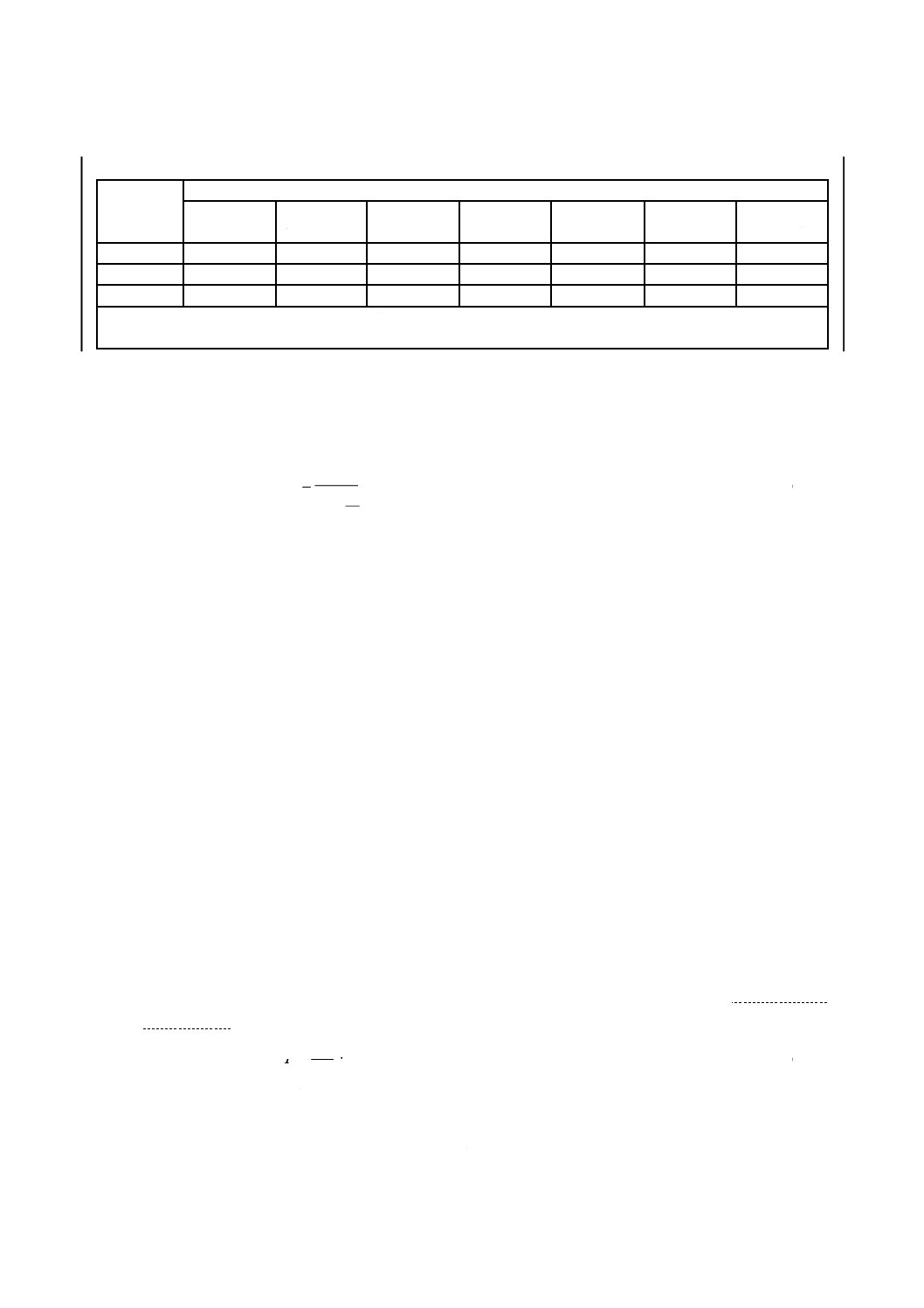
表5−厚さ8 mm未満の管の12号試験片(管軸方向)の場合の伸び
単位 %
種類の記号
厚さ
1 mmを超え
2 mm以下
2 mmを超え
3 mm以下
3 mmを超え
4 mm以下
4 mmを超え
5 mm以下
5 mmを超え
6 mm以下
6 mmを超え
7 mm以下
7 mmを超え
8 mm未満
STB340
26以上
28以上
29以上
30以上
32以上
34以上
35以上
STB410
16以上
18以上
19以上
20以上
22以上
24以上
25以上
STB510
16以上
18以上
19以上
20以上
22以上
24以上
25以上
注記 この表の伸びは,管の厚さが8 mmから1 mm減じるごとに表4の伸びの値から1.5を減じた値を,JIS Z 8401
(数値の丸め方)の規則Aによって整数値に丸めた値である。
6.2
へん平性
管は,11.2.4によって試験を行い,平板間の距離Hを式(1)による値にへん平にしたとき,試験片に割れ
を生じてはならない。
D
t
e
t
e
H
+
+
=
)
(1
············································································ (1)
ここに,
H: 平板間の距離(mm)
t: 管の厚さ(mm)
D: 管の外径(mm)
e: 管の種類によって異なる定数で,
STB340では0.09,STB410では0.08,STB510では0.07
注記 へん平性の試験の実施については,11.2.4を参照。
6.3
押し広げ性
管は,11.2.5によって試験を行い,外径の1.2倍にらっぱ形に押し広げたとき,試験片に割れを生じては
ならない。ただし,外径101.6 mmを超える管は,注文者の要求がある場合に適用する。
注記 押し広げ性の試験の実施については,11.2.5を参照。
6.4
展開性
電気抵抗溶接鋼管は,11.2.6によって試験を行い,溶接部に割れを生じてはならない。
注記 展開性の試験の実施については,11.2.6を参照。
7
水圧試験特性又は非破壊試験特性
管は,11.3によって試験を行い,その水圧試験特性又は非破壊試験特性は,次による。いずれの特性に
よるかは,注文者の指定による。注文者の指定がない場合は,製造業者の選択とする。
a) 水圧試験特性 水圧試験特性は,次による。
1) 注文者が圧力を指定しない場合,管は,式(2)によって算出される試験圧力(P)(10 MPaを超える
場合には10 MPa)を水圧試験下限圧力とし,これに耐え,漏れがあってはならない。
D
st
P2
=
··················································································· (2)
ここに,
P: 試験圧力(MPa)
t: 管の厚さ(mm)
D: 管の外径(mm)
s: 表4の降伏点又は耐力の規定最小値の60 %(N/mm2)
5
G 3461:2019
2) 注文者が試験圧力を指定した場合,管は,その圧力を水圧試験下限圧力とし,これに耐え,漏れが
あってはならない。ただし,注文者の指定する圧力が,式(2)によって算出される試験圧力(P)又
は10 MPaのいずれかを超える場合には,試験圧力は受渡当事者間の協定による。指定する試験圧
力は,10 MPa未満は0.5 MPa刻み,10 MPa以上は1 MPa刻みとする。
b) 非破壊試験特性 管は,超音波探傷試験又は渦電流探傷試験のいずれかの非破壊試験を行い,その非
破壊試験特性は,次による。ただし,受渡当事者間の協定によって超音波探傷試験又は渦電流探傷試
験に代えて,日本産業規格に定める他の非破壊試験によってもよい。この場合の合否判定基準は,超
音波探傷試験又は渦電流探傷試験と同等以上とする。
注記 日本産業規格による他の非破壊試験として,JIS G 0586[鋼管の自動漏えい(洩)磁束探傷
検査方法]などがある。
1) 超音波探傷試験特性は,JIS G 0582の人工きず区分UDの対比試験片の人工きずからの信号を警報
レベルとし,警報レベル以上の信号があってはならない。ただし,冷間仕上方法以外の仕上方法に
よって製造された管の試験に用いる角溝の最小深さは,0.3 mmとする。
2) 渦電流探傷試験特性は,JIS G 0583の人工きず区分EYの対比試験片の人工きずからの信号を警報
レベルとし,警報レベル以上の信号があってはならない。
8
寸法,単位質量及び寸法許容差
8.1
寸法及び単位質量
管の外径,厚さ及び単位質量は,表6による。ただし,受渡当事者間の協定によって表6にない寸法と
してもよい。この場合,単位質量は,1 cm3の鋼を7.85 gとし,式(3)によって計算し,JIS Z 8401の規則A
によって有効数字3桁に丸める。ただし,1 000 kg/mを超える場合は,4桁の整数値に丸める。
W=0.024 66 t (D−t) ··································································· (3)
ここに,
W: 管の単位質量(kg/m)
t: 管の厚さ(mm)
D: 管の外径(mm)
0.024 66: Wを求めるための単位の変換係数
注記 表6の単位質量は,上記によって求めたものである。
8.2
寸法許容差
管の寸法許容差は,次による。
a) 管の外径の許容差は,表7による。
b) 管の厚さ及び偏肉の許容差は,表8による。
c) 管の長さの許容差は,表9による。
6
G 3461:2019
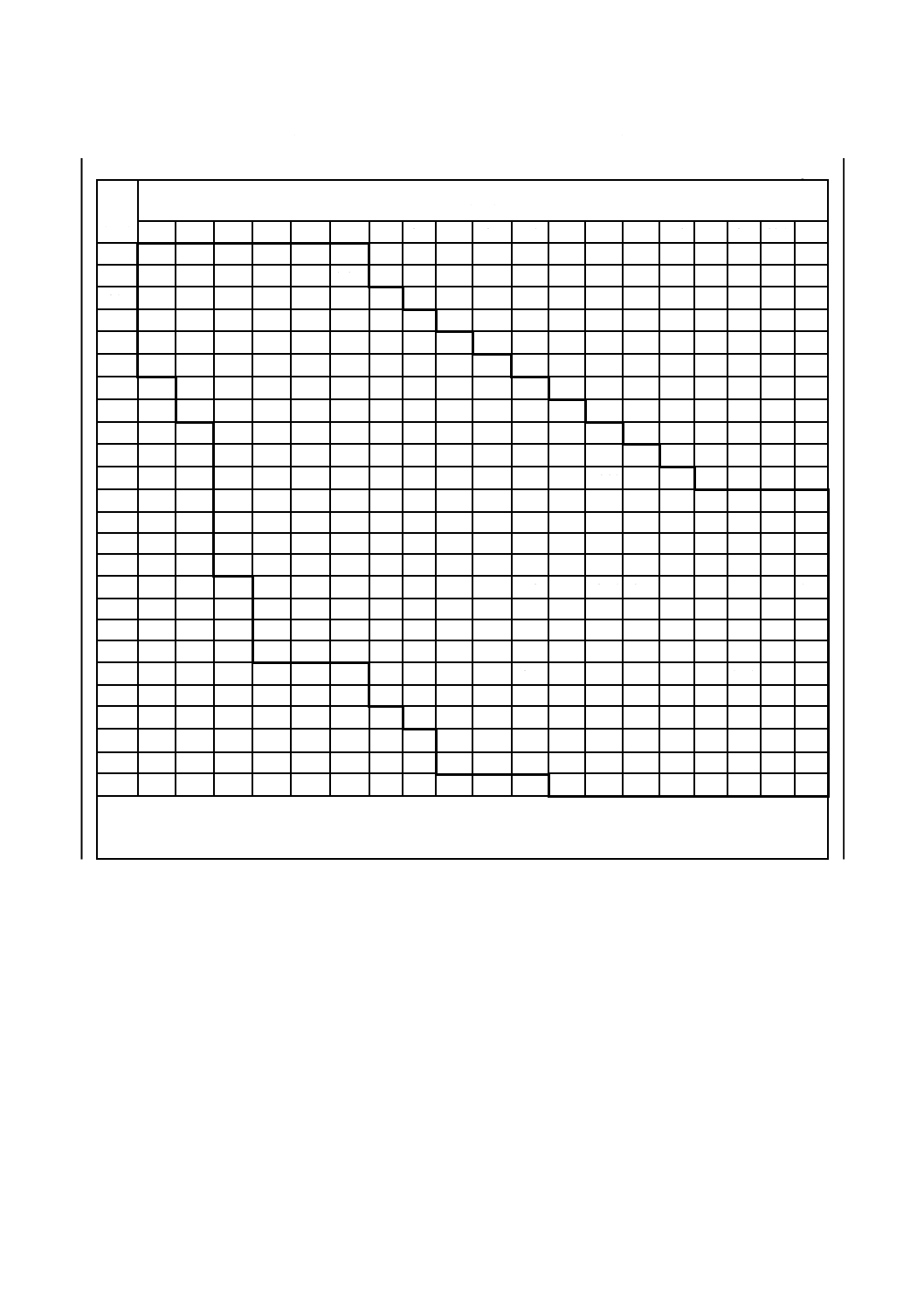
表6−ボイラ・熱交換器用炭素鋼鋼管の外径,厚さ及び単位質量
単位 kg/m
外径
(mm)
厚さ
(mm)
1.2
1.6
2.0
2.3
2.6
2.9
3.2 3.5 4.0
4.5
5.0
5.5
6.0
6.5
7.0 8.0 9.5 11.0 12.5
15.9 0.435 0.564 0.686 0.771 0.853 0.930
19.0 0.527 0.687 0.838 0.947 1.05 1.15
21.7 0.607 0.793 0.972 1.10 1.22 1.34 1.46
25.4 0.716 0.939 1.15 1.31 1.46 1.61 1.75 1.89
27.2 0.769 1.01 1.24 1.41 1.58 1.74 1.89 2.05 2.29
31.8 0.906 1.19 1.47 1.67 1.87 2.07 2.26 2.44 2.74 3.03
34.0
1.28 1.58 1.80 2.01 2.22 2.43 2.63 2.96 3.27 3.58
38.1
1.44 1.78 2.03 2.28 2.52 2.75 2.99 3.36 3.73 4.08 4.42
42.7
2.01 2.29 2.57 2.85 3.12 3.38 3.82 4.24 4.65 5.05 5.43
45.0
2.12 2.42 2.72 3.01 3.30 3.58 4.04 4.49 4.93 5.36 5.77 6.17
48.6
2.30 2.63 2.95 3.27 3.58 3.89 4.40 4.89 5.38 5.85 6.30 6.75 7.18
50.8
2.41 2.75 3.09 3.43 3.76 4.08 4.62 5.14 5.65 6.14 6.63 7.10 7.56 8.44 9.68 10.8 11.8
54.0
2.56 2.93 3.30 3.65 4.01 4.36 4.93 5.49 6.04 6.58 7.10 7.61 8.11 9.07 10.4 11.7 12.8
57.1
2.72 3.11 3.49 3.88 4.25 4.63 5.24 5.84 6.42 7.00 7.56 8.11 8.65 9.69 11.2 12.5 13.7
60.3
2.88 3.29 3.70 4.10 4.51 4.90 5.55 6.19 6.82 7.43 8.03 8.62 9.20 10.3 11.9 13.4 14.7
63.5
3.47 3.90 4.33 4.76 5.18 5.87 6.55 7.21 7.87 8.51 9.14 9.75 10.9 12.7 14.2 15.7
65.0
3.56 4.00 4.44 4.88 5.31 6.02 6.71 7.40 8.07 8.73 9.38 10.0 11.2 13.0 14.6 16.2
70.0
3.84 4.32 4.80 5.27 5.74 6.51 7.27 8.01 8.75 9.47 10.2 10.9 12.2 14.2 16.0 17.7
76.2
4.19 4.72 5.24 5.76 6.27 7.12 7.96 8.78 9.59 10.4 11.2 11.9 13.5 15.6 17.7 19.6
82.6
6.27 6.83 7.75 8.67 9.57 10.5 11.3 12.2 13.1 14.7 17.1 19.4 21.6
88.9
6.76 7.37 8.37 9.37 10.3 11.3 12.3 13.2 14.1 16.0 18.6 21.1 23.6
101.6
8.47 9.63 10.8 11.9 13.0 14.1 15.2 16.3 18.5 21.6 24.6 27.5
114.3
10.9 12.2 13.5 14.8 16.0 17.3 18.5 21.0 24.6 28.0 31.4
127.0
12.1 13.6 15.0 16.5 17.9 19.3 20.7 23.5 27.5 31.5 35.3
139.8
18.2 19.8 21.4 22.9 26.0 30.5 34.9 39.2
注記 取引においては,標準単位質量を用いている。熱間仕上継目無鋼管については,この表の数値の15 %増,冷
間仕上継目無鋼管については,この表の数値の10 %増,電気抵抗溶接鋼管についてはこの表の数値の9 %増
をもって標準単位質量としている。
7
G 3461:2019
表7−外径の許容差a)
単位 mm
外径の区分
熱間仕上継目無鋼管 冷間仕上継目無鋼管
熱間仕上電気抵抗
溶接鋼管及び電気
抵抗溶接まま鋼管
b)
冷間仕上電気
抵抗溶接鋼管
25未満
+0.4
−0.8
±0.10
±0.15
±0.10
25以上 40未満
±0.15
±0.20
±0.15
40以上 50未満
±0.20
±0.25
±0.20
50以上 60未満
±0.25
±0.30
±0.25
60以上 80未満
±0.30
±0.40
±0.30
80以上 100未満
±0.40
+0.40
−0.60
±0.40
100以上 120未満
+0.4
−1.2
+0.40
−0.60
+0.40
−0.80
+0.40
−0.60
120以上 160未満
+0.40
−0.80
+0.40
−1.00
+0.40
−0.80
160以上 200未満
+0.4
−1.8
+0.40
−1.20
+0.40
−1.20
+0.40
−1.20
200以上
+0.4
−2.4
+0.40
−1.60
+0.40
−1.60
+0.40
−1.60
注a) 局所的な手入部については,この表の外径の許容差を適用しない。
b) 冷間仕上げ以外の電気抵抗溶接鋼管の外径の許容差は,特に注文者の要求がある場合には,冷間仕
上電気抵抗溶接鋼管の外径の許容差を適用してもよい。
表8−厚さ及び偏肉の許容差
許容差
厚さ
mm
外径
mm
熱間仕上継目無鋼管
冷間仕上継目無鋼管
電気抵抗溶接鋼管
100未満
100以上
40未満
40以上
40未満
40以上
厚さの許容差
2未満
a)
0
a)
0
+0.4 mm
0
+22 %
0
+0.3 mm
0
+18 %
0
2以上
2.4未満
+40 %
0
a)
0
+20 %
0
+18 %
0
2.4以上
3.8未満
+35 %
0
+35 %
0
3.8以上
4.6未満
+33 %
0
+33 %
0
4.6以上
+28 %
0
+28 %
0
偏肉の許容差b)
5.6以上
厚さの22.8 %以下
−
−
注a) プラス側の許容差は,規定しない。
b) 偏肉は,同一断面における測定厚さの最大値と最小値との差の注文厚さに対する比を百分率で表す。ただし,
厚さ5.6 mm未満の管には適用しない。
8
G 3461:2019
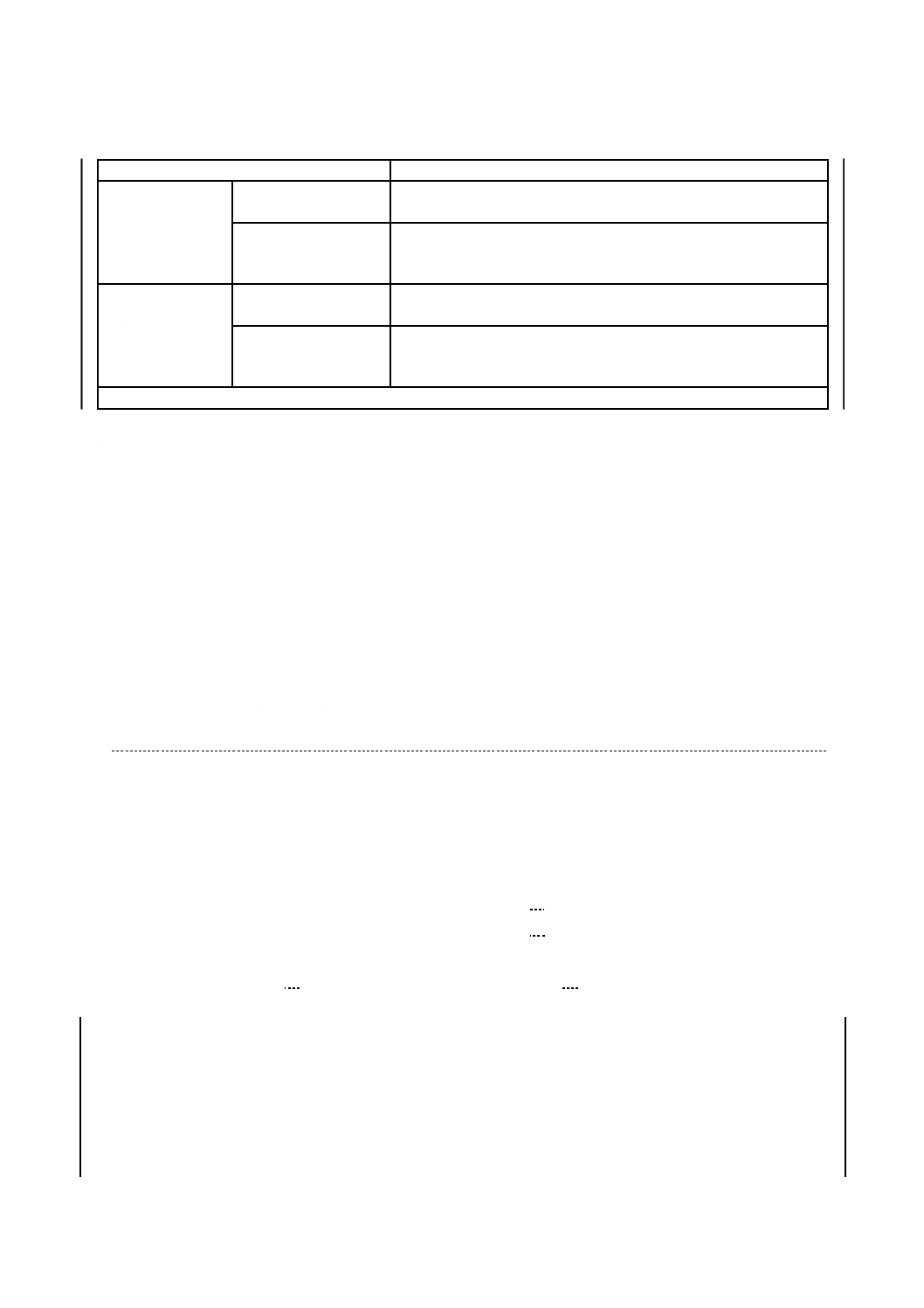
表9−長さの許容差
区分
長さの許容差
外径50 mm以下
長さ7 m以下
+7 mm
0
長さ7 mを超えるもの
長さ3 mごと及びその端数を増すごとに,上記のプラス側の許容差
に3 mmを加える。ただし,プラス側の許容差の最大値は,+15 mm
とする。
外径50 mmを超え
るもの
長さ7 m以下
+10 mm
0
長さ7 mを超えるもの
長さ3 mごと及びその端数を増すごとに,上記のプラス側の許容差
に3 mmを加える。ただし,プラス側の許容差の最大値は,+15 mm
とする。
長さの許容差は,受渡当事者間の協定によって0,+30 mmとしてもよい。
9
外観
外観は,次による。
a) 管は,実用的に真っすぐ,かつ,その両端が管軸に対して実用的に直角でなければならない。
b) 管の内外面は,仕上げ良好で,使用上有害な欠点があってはならない。電気抵抗溶接鋼管の溶接部内
面の盛り上がりは,0.25 mm以下とする。ただし,外径50.8 mm以下で,かつ,厚さ3.5 mm以下の管
の場合には,注文者は,内面の盛り上がりを0.15 mm以下と指定してもよい。
c) 表面を手入れする場合,グラインダ,機械加工などによってもよいが,手入れ後の厚さは,厚さの許
容差内でなければならない。
d) 手入れ跡は,管の形状に滑らかに沿っていなければならない。
10
特別品質規定及びU字曲げ加工管
受渡当事者間の協定によって適用する特別品質規定及び注文者の指定がある場合に適用するU字曲げ加
工管の規定は,それぞれ附属書JA及び附属書JBによる。
11
試験
11.1
分析試験
11.1.1
一般事項及び分析用試料の採り方
分析試験の一般事項及び溶鋼分析用試料の採り方は,JIS G 0404の箇条8(化学成分)による。注文者
が製品分析を要求した場合の製品分析用試料の採り方は,JIS G 0321の箇条4(製品分析用試料)による。
11.1.2
分析方法
溶鋼分析の方法は,JIS G 0320による。製品分析の方法は,JIS G 0321による。
11.2
機械試験
11.2.1
一般事項
機械試験の一般事項は,JIS G 0404の箇条7(一般要求)及び箇条9(機械的性質)による。ただし,JIS
G 0404の7.6(試験片採取条件及び試験片)のうち,機械試験に供される供試材の採り方は,A類とする。
11.2.2
供試材の採り方及び試験片の数
供試材の採り方及び試験片の数は,熱処理を施さない製造のままの管は,同一寸法の管50本ごと及びそ
の端数から,また熱処理を施す管は,同一寸法及び同時熱処理の管50本ごと及びその端数から,それぞれ
9
G 3461:2019
一つの供試材を採取し,それぞれの供試材から,引張試験片1個,へん平試験片1個及び押し広げ試験片
1個を採取する。ここで,同一寸法とは,外径及び厚さが同一のものをいう。また,連続炉を用いる場合
の同時熱処理とは,同一熱処理条件での連続した熱処理をいい,連続炉を停止した場合は,停止後の熱処
理は同時熱処理に含まない。同一溶鋼単位で供試材を採取する場合には,同時熱処理に代えて,同一熱処
理条件としてもよい。
また,電気抵抗溶接鋼管は,上記試験片のほかに,更に展開試験用試験片を採取する。供試材の採取方
法は,熱処理を施さない製造のままの管の場合は,同一寸法の管100本ごと及びその端数から,また,熱
処理を施す管の場合は,同一寸法及び同時熱処理の管100本ごと及びその端数から,一つの供試材を採取
し,それぞれから展開試験片1個を採取する。
11.2.3
引張試験
引張試験の試験片及び試験方法は,次による。
a) 試験片 試験片は,JIS Z 2241の11号又は12号(12A号,12B号又は12C号)試験片とし,管軸方
向から採取する。ただし,12号試験片は,外径20 mm以上の管に適用する。
なお,電気抵抗溶接鋼管から12A号,12B号又は12C号試験片を採取する場合には,試験片は,溶
接部を含まない部分から採取する。
b) 試験方法 試験方法は,JIS Z 2241による。
11.2.4
へん平試験
へん平試験の試験片及び試験方法は,次による。
なお,へん平試験は,継目無鋼管の場合には,特に注文者の指定がない限り省略してもよい1)。
注1) 試験は,製造業者の判断によって省略してもよいが,へん平性は規定を満足しなければならな
いことを意味する。
a) 試験片 試験片の長さは,50 mm以上とする。ただし,厚さが外径の15 %以上の管では,環状試験片
の円周の一部を取り除いたC形試験片としてもよい。
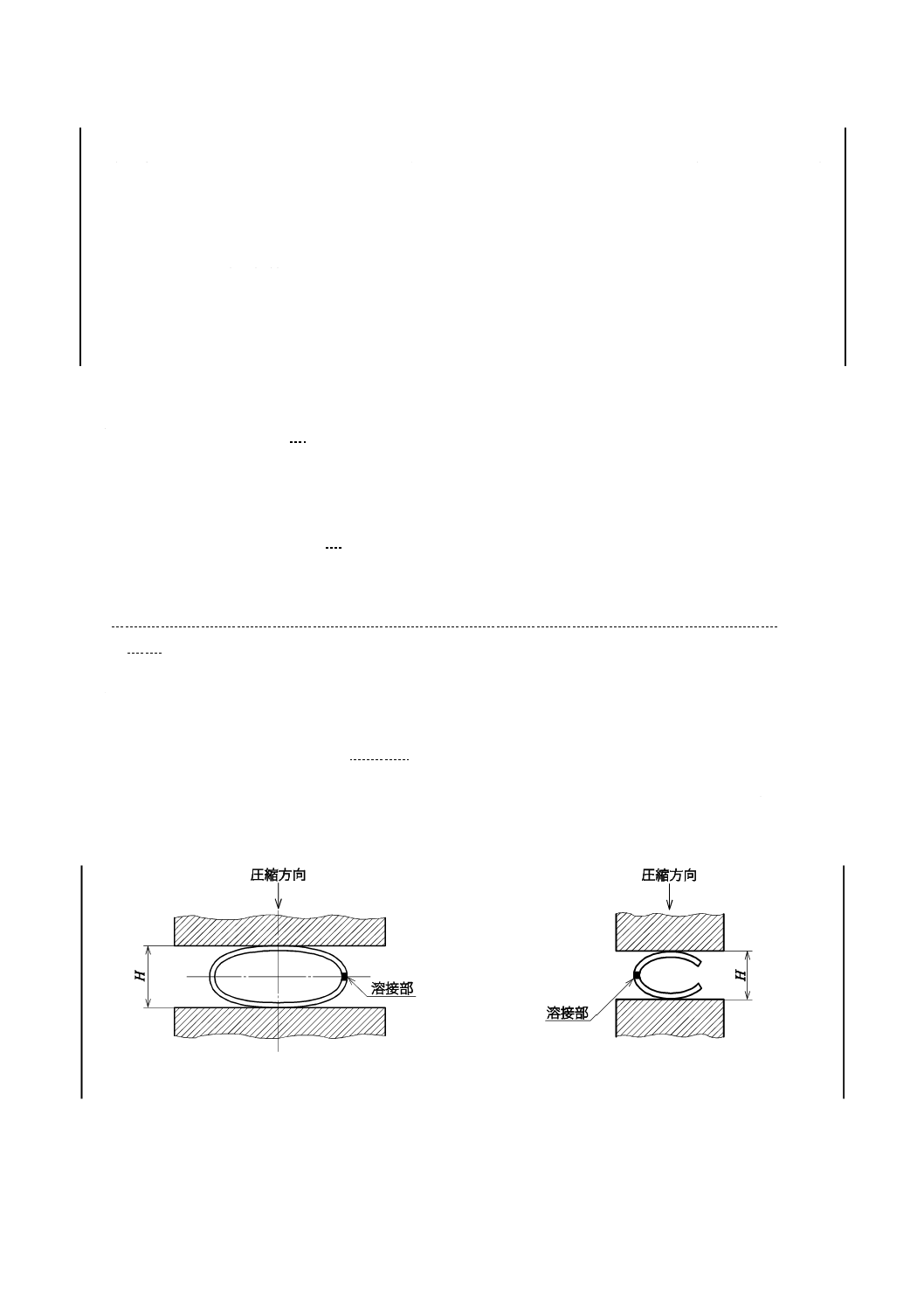
b) 試験方法 試験温度は,常温(5 ℃〜35 ℃)とし,試験片を2枚の平板間に挟み,平板間の距離Hが
6.2の規定の値以下になるまで圧縮し,へん平にしたとき,試験片に割れが生じたかどうかを調べる。
ただし,電気抵抗溶接鋼管の場合は,溶接部を図1のように,管の中心と溶接部とを結ぶ線が圧縮方
向に対し直角になるように,また,C形試験片は図2のように置く。
図1−へん平試験(環状試験片の場合)
図2−へん平試験(C形試験片の場合)
11.2.5
押し広げ試験
押し広げ試験の試験片及び試験方法は,次による。
10
G 3461:2019
なお,押し広げ試験は,継目無鋼管の場合には,特に注文者の指定がない限り省略してもよい2)。
注2) 試験は,製造業者の判断によって省略してもよいが,押し広げ性は規定を満足しなければなら
ないことを意味する。
a) 試験片 試験片の長さは,押し広げ試験を行うのに適した長さとする。
b) 試験方法 試験温度は,常温(5 ℃〜35 ℃)とし,試験片の端を60°の角度の円すい形の工具で,6.3
に規定する大きさ以上までらっぱ形に押し広げたとき,割れが生じたかどうかを調べる。
11.2.6
展開試験
展開試験の試験片及び試験方法は,次による。
なお,展開試験は,押し広げ試験を行う場合には,特に注文者の指定がない限り省略してもよい3)。
注3) 試験は,製造業者の判断によって省略してもよいが,展開性は規定を満足しなければならない
ことを意味する。
a) 試験片 管から長さ100 mmを切り取り供試材とする。供試材の溶接線の両側周方向90°の位置で切
断し,溶接部を含み半割りとしたものを試験片とする。
b) 試験方法 試験温度は,常温(5 ℃〜35 ℃)とし,試験片の溶接線を頂点として展開し平板としたと
き,溶接部に割れが生じたかどうかを調べる。
11.3
水圧試験又は非破壊試験
水圧試験又は非破壊試験は,次による。
a) 試験の頻度 水圧試験又は非破壊試験は,いずれかについて管1本ごとに行う。
b) 試験方法 水圧試験又は非破壊試験の方法は,次による。
1) 水圧試験 水圧試験は,管に,箇条7 a)に規定する水圧試験下限圧力以上の圧力を加えて5秒間以
上保持したとき,これに耐え,漏れが生じたかどうかを調べる。
2) 非破壊試験 試験方法は,次による。ただし,受渡当事者間の協定によって日本産業規格によるこ
れら以外の非破壊試験を行う場合の試験方法は,適用する日本産業規格による。
2.1) 超音波探傷試験方法は,JIS G 0582による。ただし,人工きず区分UDより浅い人工きず寸法区
分(より厳しい区分)の試験に置き換えてもよい。また,製造業者の判断によって,警報レベル
は,人工きずからの信号より低く設定してもよい。
2.2) 渦電流探傷試験方法は,JIS G 0583による。ただし,人工きず区分EYより浅い人工きず寸法区分
(より厳しい区分)の試験に置き換えてもよい。また,製造業者の判断によって,警報レベルは,
人工きずからの信号より低く設定してもよい。
12
検査及び再検査
12.1
検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 機械的性質は,箇条6に適合しなければならない。
d) 水圧試験特性又は非破壊試験特性は,箇条7に適合しなければならない。
e) 寸法は,箇条8に適合しなければならない。
f)
外観は,箇条9に適合しなければならない。
g) 受渡当事者間の協定によって特別品質規定を適用する場合,及び/又はU字曲げ加工管の指定がある
11
G 3461:2019
場合には,箇条10に適合しなければならない。
12.2
再検査
機械試験で合格とならなかった管は,JIS G 0404の9.8(再試験)の再試験を行って合否を決定してもよ
い。
13
表示
検査に合格した管には,管ごとに,次の事項を表示しなければならない。ただし,外径が小さく管ごと
の表示が困難な場合又は注文者の要求がある場合は,これを結束して,一束ごとに適切な方法で表示して
もよい。表示の順序は指定しない。また,受渡当事者間の協定によって,製品識別が可能な範囲で項目の
一部を省略してもよい。
a) 種類の記号
b) 製造方法を表す記号
製造方法を表す記号は,次による。ただし,“−”は空白でもよい。
熱間仕上継目無鋼管 −S−H
冷間仕上継目無鋼管 −S−C
電気抵抗溶接まま鋼管 −E−G
熱間仕上電気抵抗溶接鋼管 −E−H
冷間仕上電気抵抗溶接鋼管 −E−C
c) 寸法。寸法は,外径及び厚さを表示する。
d) 製造業者名又はその略号
e) 特別品質規定の指定を表す記号Z(指定があった場合)
14
報告
製造業者は,特に指定のない限り,検査文書を注文者に提出しなければならない。報告は,JIS G 0404
の箇条13(報告)による。検査文書の種類は,注文時に特に指定がない場合,JIS G 0415の5.1(検査証
明書3.1)による。
なお,表3に規定のない合金元素を意図的に添加した場合は,添加した合金元素の含有率を,検査文書
に付記する。
12
G 3461:2019
附属書JA
(規定)
特別品質規定
JA.1 硬さ(Z1)1)
硬さは,次による。
a) 管の硬さは,表JA.1による。
表JA.1−硬さ
種類の記号
ロックウェル硬さ
(3か所の平均値)
HRBW
STB340
77以下
STB410
79以下
STB510
92以下
b) 供試材の採り方及び試験片の数は,11.2.2の引張試験の場合による。
c) 試験片は,管から適切な長さを切り取り,試験片とする。
d) 試験方法は,JIS Z 2245によって,試験片の断面又は内面の硬さを,1個の試験片につき3か所測定
する。
なお,厚さ2 mm以下の管については,試験を行わない。電気抵抗溶接鋼管においては,溶接部及
び熱影響部以外の箇所で試験する。
注1) 管の取引においては,硬さの要求指定をZ1と表記することがある。
JA.2 高温引張試験における降伏点又は耐力(Z2)2)
高温引張試験における降伏点又は耐力は,次による。
a) 管の高温引張試験における降伏点又は耐力の値及び試験温度は,受渡当事者間の協定による。
b) 供試材の採り方及び試験片の数は,同一溶鋼ごとにそれぞれ一つの供試材を採取し,それぞれの供試
材から試験温度ごとに1個の試験片を採取する。
c) 試験片及び試験方法は,JIS G 0567による。
なお,JIS G 0567の試験片の採取が困難な管については,試験片の形状は,受渡当事者間の協定に
よる。
注2) 管の取引においては,高温引張試験における降伏点又は耐力の要求指定をZ2と表記することが
ある。
JA.3 超音波探傷試験及び検査(Z3)3)
超音波探傷試験及び検査は,次による。
a) 超音波探傷検査における探傷感度の基準は,JIS G 0582の区分UA又はUCとし,対比試験片の人工
きずからの信号と同等以上の信号があってはならない。適用する探傷感度区分は,注文者の指定によ
る。特に注文者の指定がない場合は,製造業者による。
13
G 3461:2019
b) 超音波探傷試験の方法は,JIS G 0582による。
c) 超音波探傷検査は,管1本ごとに行い,a)に適合しなければならない。
注3) 管の取引においては,超音波探傷試験及び検査の要求指定をZ3と表記することがある。
JA.4 渦電流探傷試験及び検査(Z4)4)
渦電流探傷試験及び検査は,次による。
a) 渦電流探傷検査における探傷感度の基準は,JIS G 0583の区分EU,EV,EW又はEXとし,対比試験
片の人工きずからの信号と同等以上の信号があってはならない。適用する探傷感度区分は,注文者の
指定による。特に注文者の指定がない場合は,製造業者による。
b) 渦電流探傷試験の方法は,JIS G 0583による。
c) 渦電流探傷試験は,管1本ごとに行い,a)に適合しなければならない。
注4) 管の取引においては,渦電流探傷試験及び検査の要求指定をZ4と表記することがある。
14
G 3461:2019
附属書JB
(規定)
U字曲げ加工管
JB.1 製造方法
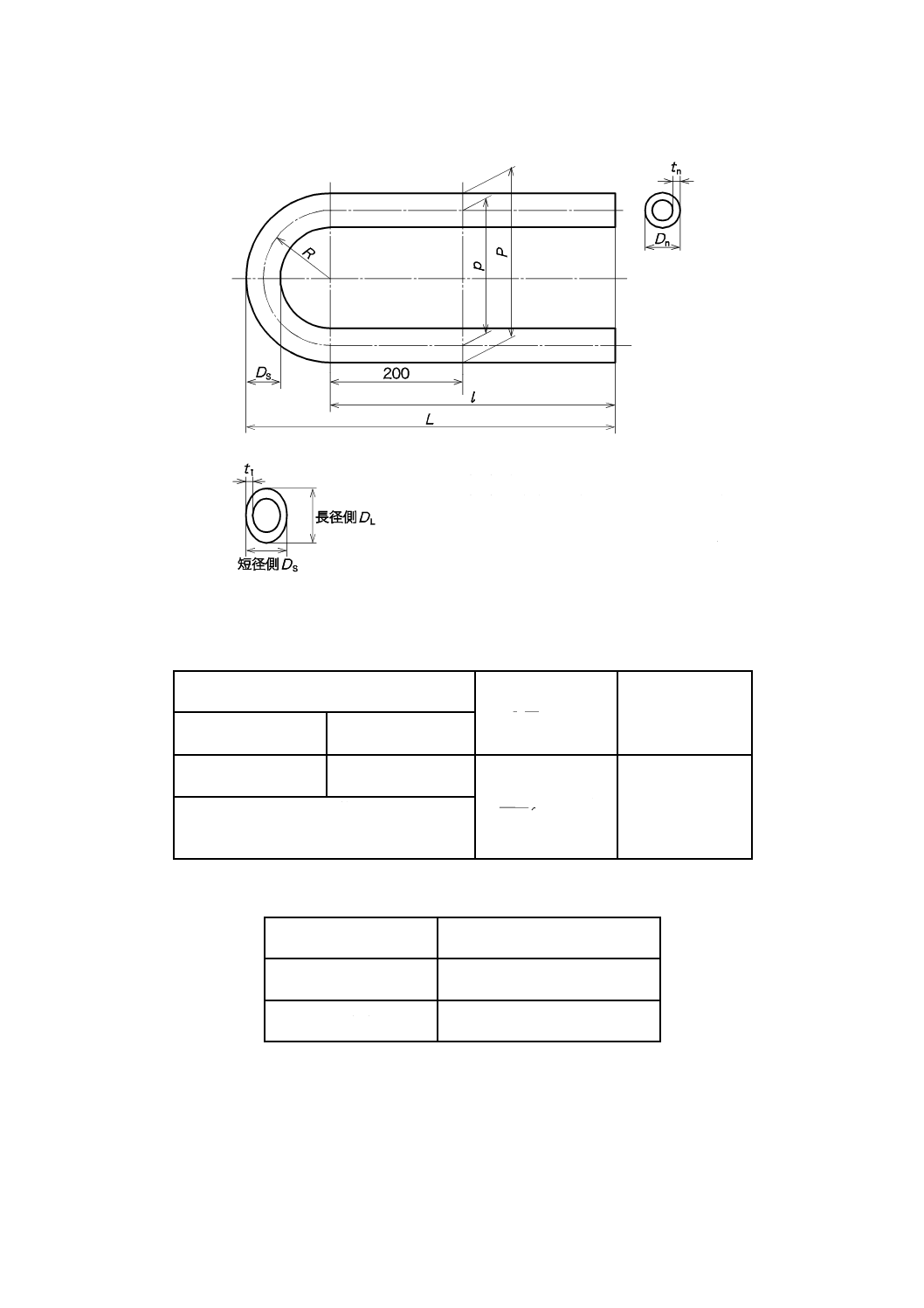
製造方法は,次による(図JB.1参照)。
a) U字曲げ加工管は,冷間曲げ加工によって製造し,その曲げ半径は,管の外径の1.5倍以上とする。
b) 曲げ部の熱処理は,通常,行わない。ただし,注文者からの要求がある場合は,熱処理について協定
してもよい。
JB.2 外観
曲げ部には,使用上有害な欠点があってはならない。
JB.3 曲げ加工管の寸法許容差
曲げ部の外径変化量,厚さ減少率,及びピッチ(p)又はP(p+Dn)の許容差は,表JB.1による。曲げ
後の長さの許容差は,表JB.2による。
JB.4 曲げ加工管の寸法測定方法
曲げ部の寸法測定は,同一時期に曲げ加工を行った同一寸法の管のうち,最小曲げ半径のものから供試
製品を1本採取し,曲げ部の90°位置(図JB.1のDS寸法部)における円周2方向(短径側及び長径側)
の外径を測定し外径変化量を求める。また,その位置における円周4点の厚さを測定し,その最小値から
厚さ減少率を求める。
JB.5 水圧試験特性
製造業者は,水圧試験を行う場合,直管に代えてU字曲げ加工管を用いて,11.3 b) 1)による水圧試験を
行ってもよい。この場合,U字曲げ加工管の水圧試験特性は,箇条7 a)に適合しなければならない。
15
G 3461:2019
単位 mm
図JB.1−U字曲げ加工管
表JB.1−曲げ加工管の寸法許容差
曲げ部の外径変化量
mm
曲げ部の厚さ減少率
100
n
1
n
×
−
t
t
t
%
ピッチ(p)又は
Pの許容差
mm
短径側
Dn−DS
長径側
DL−Dn
(Dn/4R)×Dn
以下
(Dn/8R)×Dn
以下
100
5.2
n×
R
D
以下
±1.5
ただし,外径変化量の計算値による規定値が
0.5 mm未満となった場合は,この規定値は0.5
mm以下とする。
表JB.2−曲げ加工管の長さの許容差
曲げ後の直管部長さ
長さ(l又はL)の許容差
mm
7 m以下
+7
0
7 m超え
+10
0
R: 曲げ半径
L: l+R+DS/2
DS: 曲げ部の短径側外径
Dn: 呼び外径
DL: 曲げ部の長径側外径
tn: 呼び厚さ
t1: 曲げ部の最小厚さ
p: ピッチ
P: p+Dn
l: 直管部の長さ
16
G 3461:2019
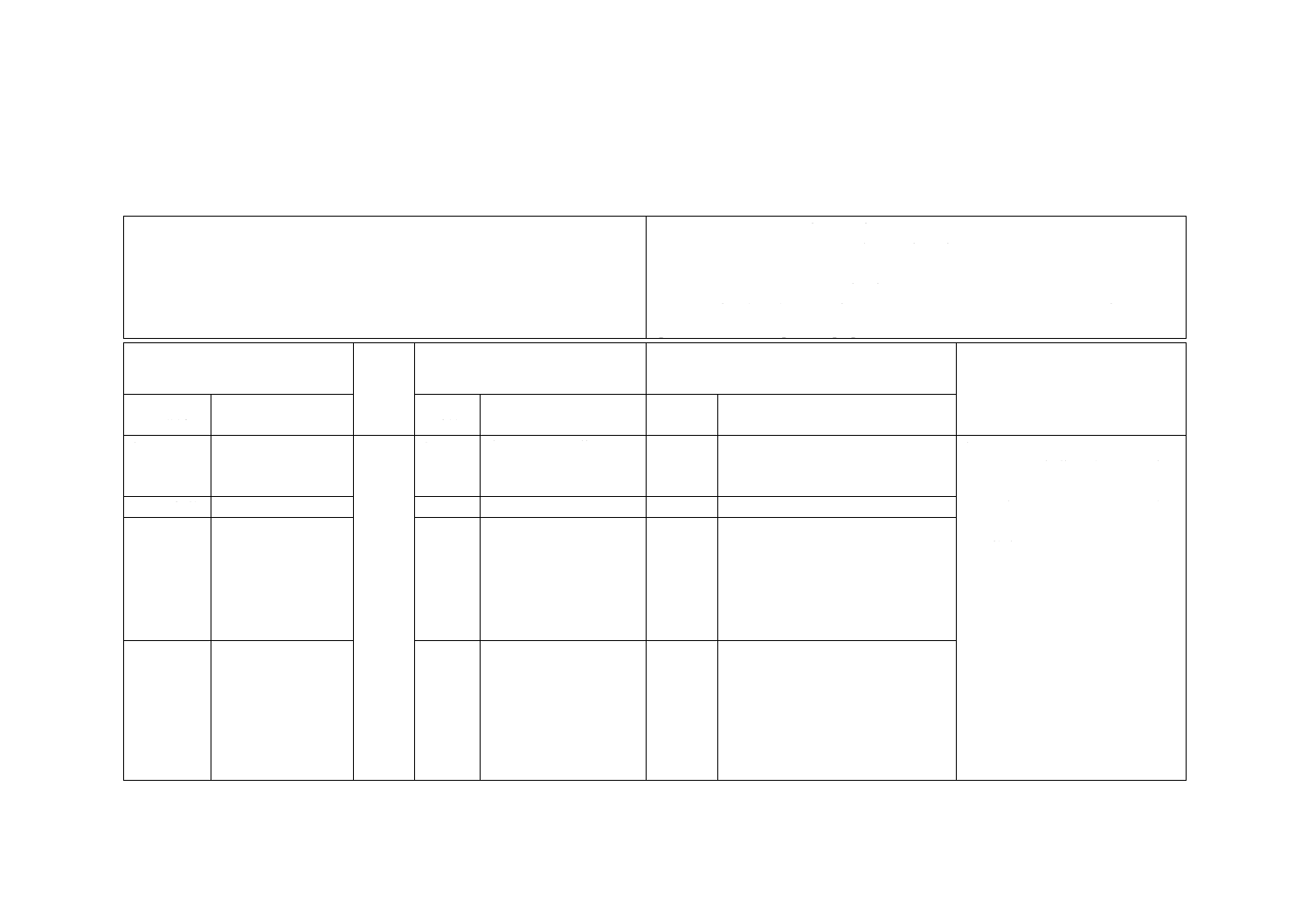
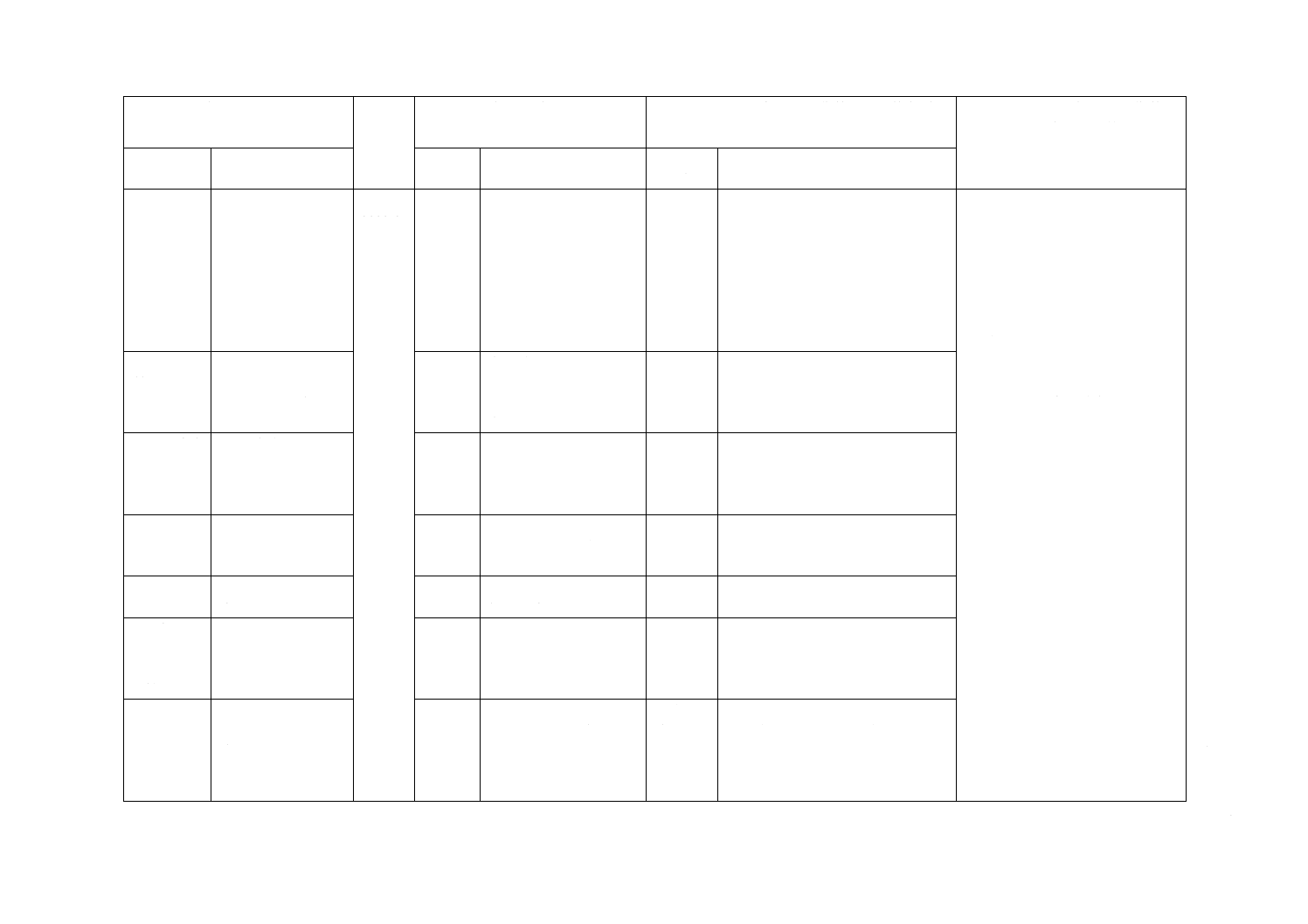
附属書JC
(参考)
JISと対応国際規格との対比表
JIS G 3461:2019 ボイラ・熱交換器用炭素鋼鋼管
ISO 9329-2:1997,Seamless steel tubes for pressure purposes−Technical delivery
conditions−Part 2: Unalloyed and alloyed steels with specified elevated temperature
properties
ISO 9330-2:1997,Welded steel tubes for pressure purposes−Technical delivery conditions
−Part 2: Electric resistance and induction welded unalloyed and alloyed steel tubes with
specified elevated temperature properties
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 ボイラ・熱交換器な
どで使用する炭素
鋼鋼管としている。
ISO
9329-2
ISO
9330-2
1
高温圧力下で使用する
炭素鋼管及び合金鋼管
としている。
削除
追加
JISは,炭素鋼だけを特定している。
合金鋼は他のJISで規定している。
1
当該JISは,対応ISO規格と
比べ,規格体系(JISは用途別
/ISO規格は製法別)及び寸
法体系が異なり,かつ,強制
法規に引用されているので,
整合化することは困難であっ
た。
2
上記対策として,対応ISO規
格を翻訳JISとして発行し
(JIS G 7220,JIS G 7224),
ISO規格と一致したJISを整
え,国際規格との整合化を図
るとともにISO規格の製品普
及促進を図った。
3
一方,当該JISは,特定用途
用の規格としてISO規格とは
別個に必要とされている。
2 引用規格
3 種類の記
号
炭素鋼3種類を規定
している。
4.1
ISO 9329-2:炭素鋼4種
類及び合金鋼14種類を
規定している。
ISO 9330-2:炭素鋼4種
類及び合金鋼3種類を
規定している。
削除
変更
JISは,炭素鋼だけを規定し,成分
を変更している。
4 製造方法 製管方法,熱処理及
び管端形状を規定
している。
5
製管方法及び熱処理を
規定している。
追加
変更
JISは,管端形状を追加し,熱処理
の種類だけを規定している。
3
G
3
4
6
1
:
2
0
1
9
17
G 3461:2019
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 化学成分 炭素鋼3種類の化学
成分を規定してい
る。
ISO
9329-2
ISO
9330-2
6.1
ISO 9329-2:炭素鋼4種
類及び合金鋼14種類の
化学成分を規定してい
る。
ISO 9330-2:炭素鋼4種
類及び合金鋼3種類の
化学成分を規定してい
る。
削除
変更
JISとISO規格とは,炭素鋼の化学
成分及び製品分析の許容変動値が
異なる。
4
当該JISは,従来JISを踏襲
することによって,市場の安
定を図った。
5
今後の課題:
・ 対応ISO規格(翻訳JIS)の
規定内容を当該JISへできる
だけ取り入れ整合性の向上を
図る。
・ ISO規格にない当該JISの規
定内容を市場の要請に基づき
ISOへ提案し整合性の向上を
図る。
6 機械的性
質
引張特性,へん平
性,押し広げ性及び
展開性を規定して
いる。
6.2
室温(引張特性,へん平
性,押し広げ性及び衝撃
特性)及び高温試験を規
定している。
削除
追加
変更
JISは,高温特性値を削除し,展開
性を追加し,機械的性質の規定値及
び押し広げ性の適用寸法を変更し
ている。
7 水圧試験
特性又は非
破壊試験特
性
水圧試験特性又は
非破壊試験特性を
規定している。
9.5
水圧試験特性又は非破
壊試験特性を規定して
いる。
変更
JISは,ISO規格より低い水圧試験
圧力としている。
8 寸法,単
位質量及び
寸法許容差
寸法,単位質量及び
寸法許容差を規定
している。
7.1
管の外径,厚さ及び質量
は,ISO 4200及びISO
1129から選択している。
削除
追加
変更
JISとISO規格とは,寸法体系が異
なる。
9 外観
外観を規定してい
る。
8.1
外観及び健全性を規定
している。
変更
電気抵抗溶接鋼管の溶接部の規定
を変更している。
10 特別品
質規定及び
U字曲げ加
工管
特別品質規定及びU
字曲げ加工管を規
定している。
−
−
追加
JISは,受渡当事者間の協定によっ
て適用する特別品質規定及び注文
者の指定がある場合に適用するU
字曲げ加工管を追加している。
11 試験
分析試験,機械試
験,水圧試験及び非
破壊試験の方法を
規定している。
9.3
9.4
9.5
9.8
9.10
分析試験,機械試験,水
圧試験又は非破壊試験
の方法を規定している。
削除
追加
変更
JISは,高温引張,リング引張など
を削除し,展開試験を追加し,分析
用試料の採り方,分析方法,機械試
験の試験片採取頻度及び試験片形
状を変更している。
3
G
3
4
6
1
:
2
0
1
9
18
G 3461:2019
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
12 検査及
び再検査
検査及び再検査を
規定している。
ISO
9329-2
ISO
9330-2
9.10
9.12
検査及び再検査を規定
している。
追加
変更
JISは,検査項目を追加し,検査の
一般事項及び機械試験で合格とな
らなかった場合の取扱いを変更し
ている。
13 表示
表示を規定してい
る。
10
表示を規定している。
変更
規定項目は同じだが,内容が異な
る。
14 報告
報告を規定してい
る。
12
報告を規定している。
変更
検査文書の種類を,JISは1種類,
ISO規格は4種類としている。
附属書JA
(規定)
特別品質規
定
硬さ,高温引張試
験,超音波探傷試験
及び検査,並びに渦
電流探傷試験及び
検査を規定してい
る。
6.2.2
9.8
9.10.5.2
高温特性,非破壊試験及
び検査を規定している。
追加
JISは,硬さを追加している。
附属書JB
(規定)
U字曲げ加
工管
U字曲げ加工管を規
定している。
−
−
追加
JISは,U字曲げ加工管を追加して
いる。
JISと国際規格との対応の程度の全体評価:(ISO 9329-2:1997,ISO 9330-2:1997,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
G
3
4
6
1
:
2
0
1
9