G 3323:2019
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類の記号及び適用する表示厚さ ························································································ 1
4 化学成分························································································································· 2
5 めっき···························································································································· 3
5.1 めっき浴成分 ················································································································ 3
5.2 めっきの付着量 ············································································································· 3
5.3 スキンパス処理 ············································································································· 4
5.4 めっき密着性 ················································································································ 4
6 化成処理························································································································· 5
7 塗油······························································································································· 6
8 機械的性質 ······················································································································ 6
8.1 適用する機械的性質 ······································································································· 6
8.2 曲げ性 ························································································································· 7
8.3 引張試験特性 ················································································································ 7
9 寸法······························································································································· 8
9.1 寸法の表し方 ················································································································ 8
9.2 標準寸法 ······················································································································ 9
9.3 寸法の許容差 ················································································································ 9
10 形状 ···························································································································· 12
10.1 横曲がり ···················································································································· 12
10.2 直角度 ······················································································································· 13
10.3 平たん度 ···················································································································· 13
11 質量 ···························································································································· 14
11.1 板及び波板の質量 ········································································································ 14
11.2 コイルの質量 ·············································································································· 14
11.3 質量の計算方法 ··········································································································· 14
11.4 板及び波板の計算質量の許容差 ······················································································ 15
12 外観 ···························································································································· 15
13 試験 ···························································································································· 16
13.1 化学成分分析試験 ········································································································ 16
13.2 めっき浴成分の試験 ····································································································· 16
13.3 めっき試験 ················································································································· 16
13.4 機械試験 ···················································································································· 17
14 検査及び再検査 ············································································································· 18
G 3323:2019 目次
(2)
ページ
14.1 検査 ·························································································································· 18
14.2 再検査 ······················································································································· 18
15 表示 ···························································································································· 18
16 注文時の確認事項 ·········································································································· 19
17 報告 ···························································································································· 20
附属書A(規定)屋根用・建築外板用の板及びコイルのめっきの付着量 ········································· 21
附属書B(規定)波板のめっきの付着量及び標準寸法 ································································· 22
附属書C(規定)溶融亜鉛−アルミニウム−マグネシウム合金めっき鋼板及び鋼帯の蛍光X線法による
オフラインめっき付着量試験方法 ····················································································· 23
附属書D(規定)溶融亜鉛−アルミニウム−マグネシウム合金めっき鋼帯の蛍光X線法による
オンラインめっき付着量試験方法 ····················································································· 26
附属書E(規定)重量法によるめっき付着量試験方法 ································································· 29
G 3323:2019
(3)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3323:2017は改正され,この規格に置き換えられた。
なお,平成32年3月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS G 3323:2017を適用してもよい。
この規格は,著作権法で保護対象となっている著作物である。
この規格に従うことは,次に示す特許権等の使用に該当するおそれがあるので,留意する。
特許番号
発明の名称
登録日
第3179446号
耐食性に優れためっき鋼板と塗装鋼板及びその製造方法
平成13年4月13日
第4064634号
光沢保持性の良好な溶融Zn基めっき鋼板およびその製造法
平成20年1月11日
第4171232号
表面平滑性に優れる溶融めっき鋼材
平成20年8月15日
第4555491号
化成処理性に優れた溶融亜鉛−アルミニウム合金めっき鋼板と
その製造方法
平成22年7月23日
上記の,特許権等の権利者は,非差別的かつ合理的な条件でいかなる者に対しても当該特許権等の実施
の許諾等をする意思のあることを表明している。ただし,この規格に関連する他の特許権等の権利者に対
しては,同様の条件でその実施が許諾されることを条件としている。
この規格に従うことが,必ずしも,特許権の無償公開を意味するものではないことに注意する必要があ
る。
この規格の一部が,上記に示す以外の特許権等に抵触する可能性がある。経済産業大臣及び日本工業標
準調査会は,このような特許権等に関わる確認について,責任はもたない。
なお,ここで“特許権等”とは,特許権,出願公開後の特許出願又は実用新案権をいう。
日本工業規格 JIS
G 3323:2019
溶融亜鉛−アルミニウム−マグネシウム
合金めっき鋼板及び鋼帯
Hot-dip zinc-aluminium-magnesium alloy-coated steel sheet and strip
1
適用範囲
この規格は,溶融亜鉛−アルミニウム−マグネシウム合金めっき鋼板(以下,板という。)及び溶融亜鉛
−アルミニウム−マグネシウム合金めっき鋼帯(以下,コイルという。)並びに板をJIS G 3316に規定す
る形状及び寸法に加工した波板(以下,波板という。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 3316 鋼板製波板の形状及び寸法
JIS K 0119 蛍光X線分析通則
JIS K 8847 ヘキサメチレンテトラミン(試薬)
JIS Z 2241 金属材料引張試験方法
JIS Z 8401 数値の丸め方
3
種類の記号及び適用する表示厚さ1)
種類の記号及び適用する表示厚さは,次による。
注1) 表示厚さは,めっき前の原板厚さをいう[9.1.1 a)参照]。
a) 板及びコイルの種類は,熱間圧延鋼帯(以下,熱延原板という。)を用いた8種類,及び冷間圧延鋼帯
(以下,冷延原板という。)を用いた13種類とし,種類の記号及び適用する表示厚さは,表1及び表
2による。
b) 波板は,表2のうち一般用,硬質一般用及び高強度一般用の9種類とし,種類の記号及び適用する表
示厚さは,表2による。
c) 屋根用及び建築外板用に適用する場合,その記号は,表3による。
d) 波板の形状の種類及び記号は,表4による。
2
G 3323:2019
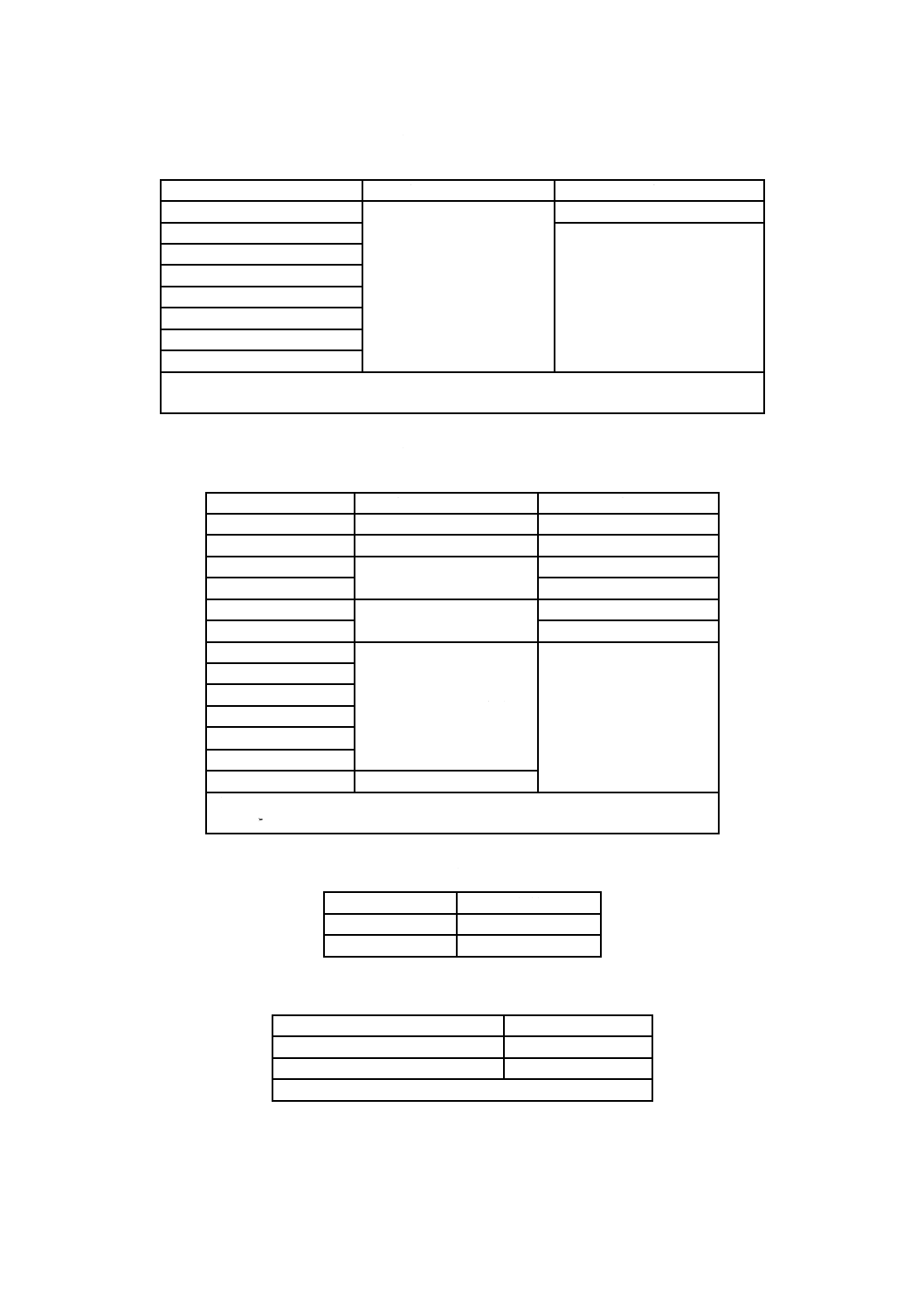
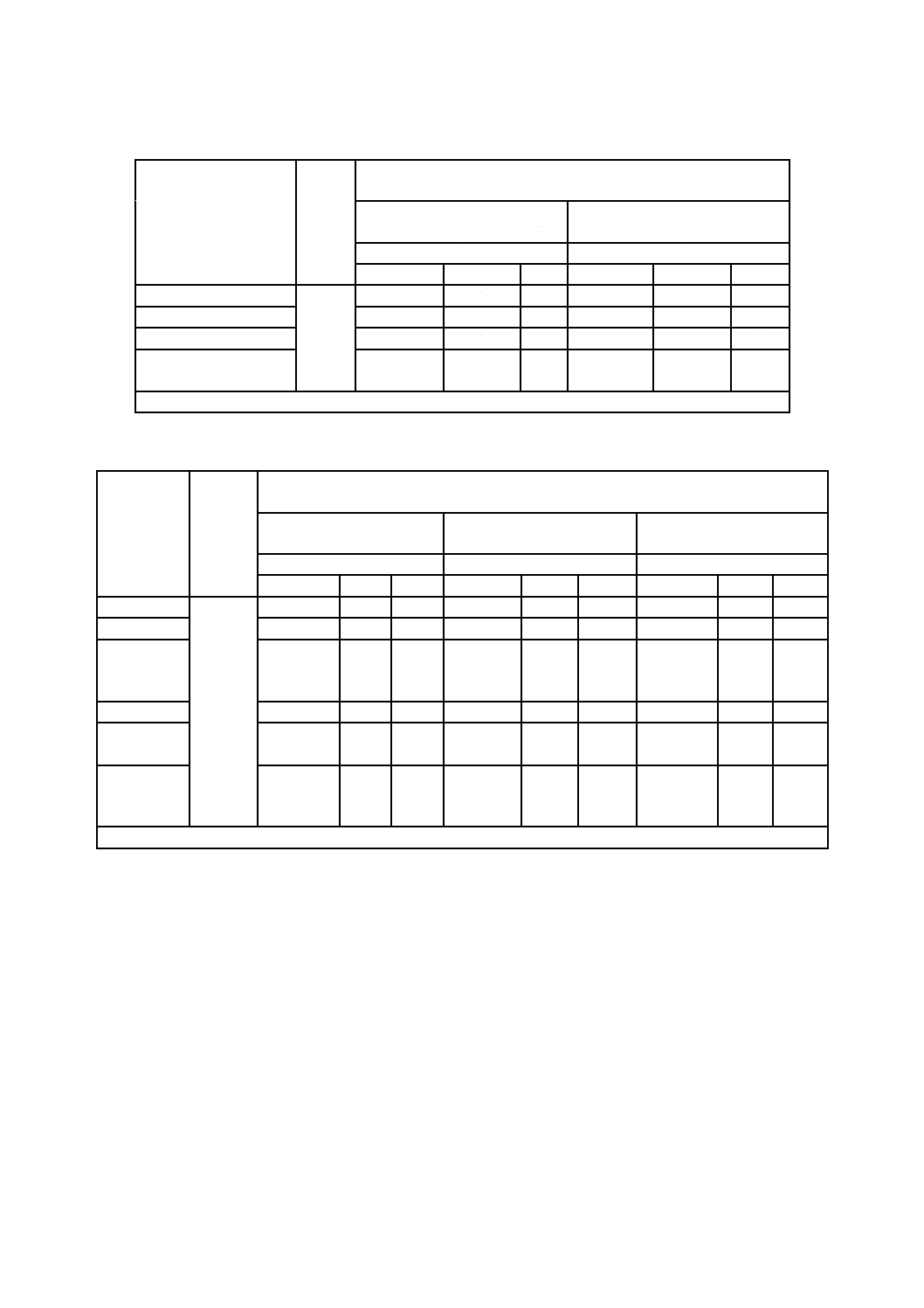
表1−種類の記号及び適用する表示厚さ(熱延原板の場合)
単位 mm
種類の記号
適用する表示厚さ
適用
SGMHC
1.6以上 9.0以下
一般用
SGMH340
高強度一般用
SGMH400
SGMH400Y
SGMH440
SGMH440Y
SGMH490
SGMH540
表示厚さ1.6 mm以上3.2 mm以下に対して,特に熱延原板の指定がない場合は,熱延原板の
仕様を満たす冷延原板を使用してもよい。
表2−種類の記号及び適用する表示厚さ(冷延原板の場合)
単位 mm
種類の記号
適用する表示厚さ
適用
SGMCC
0.20以上 3.2以下
一般用
SGMCH
0.20以上 1.2以下
硬質一般用
SGMCD1
0.40以上 2.3以下
絞り用1種
SGMCD2
絞り用2種
SGMCD3
0.40以上 2.3以下
絞り用3種
SGMCD4
絞り用4種 非時効性a)
SGMC340
0.25以上 3.2以下
高強度一般用
SGMC400
SGMC400Y
SGMC440
SGMC440Y
SGMC490
SGMC570
0.25以上 2.0以下
注a) 非時効性とは,加工の際にストレッチャストレインを発生しない性質をい
う。
表3−屋根用及び建築外板用の記号
用途
記号
屋根用
R
建築外板用
A
表4−波板の形状の種類及び記号
波板の形状の種類
記号
波板1号(大波)a)
W1
波板2号(小波)a)
W2
注a) 大波及び小波の形状及び寸法は,JIS G 3316による。
4
化学成分
板,コイル及び波板の原板の化学成分は,13.1によって試験を行い,その溶鋼分析値は,表5による。
3
G 3323:2019
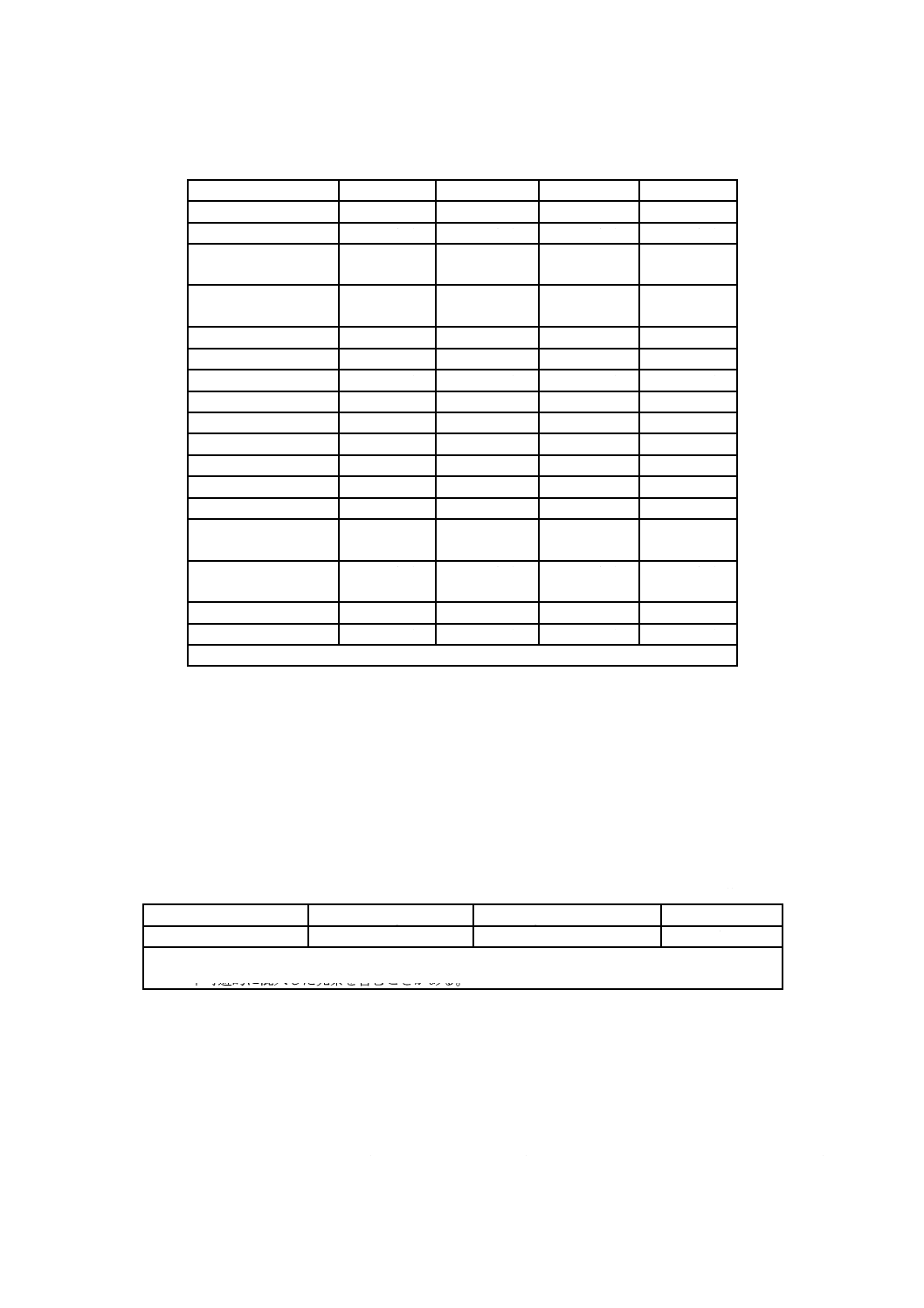
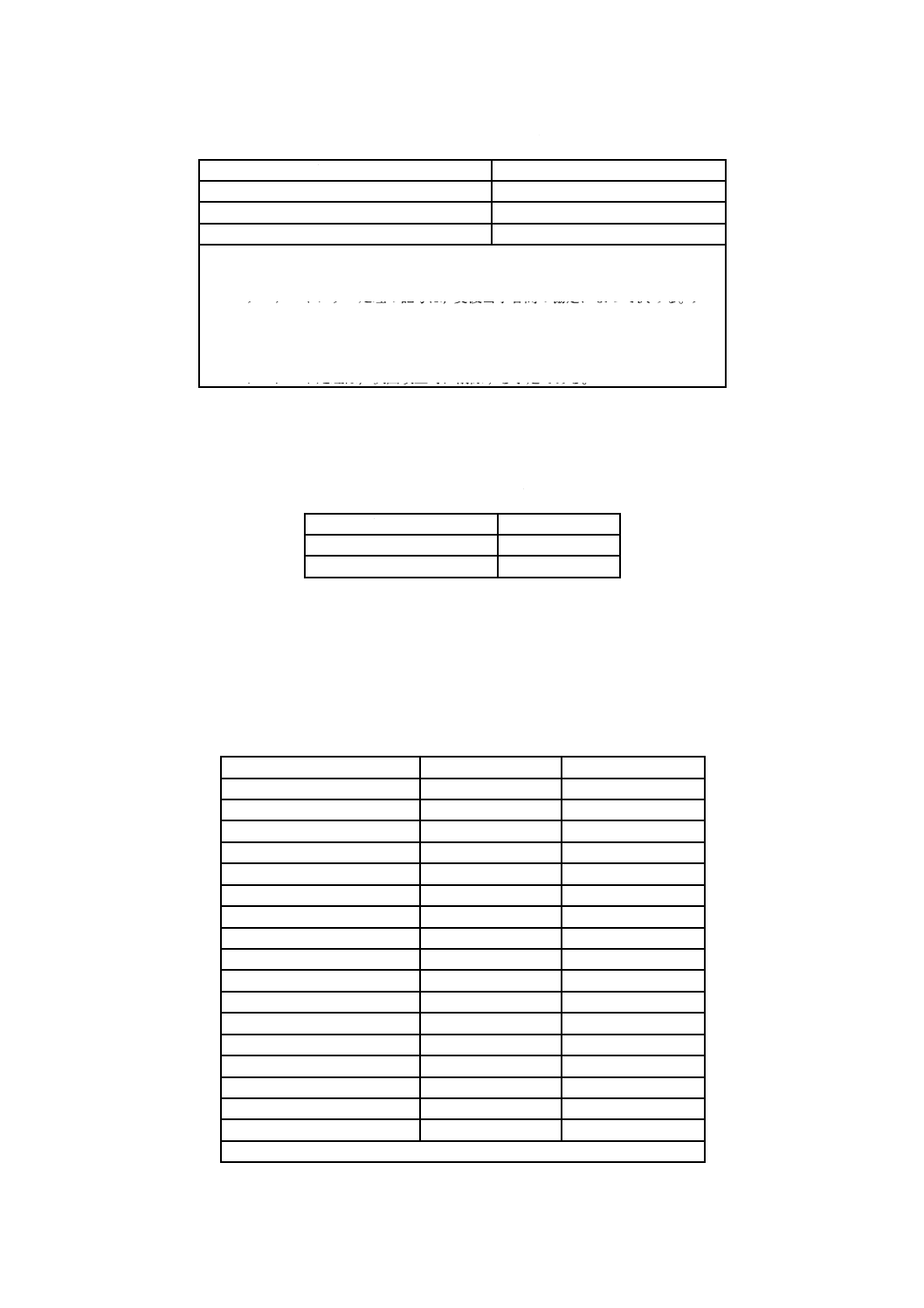
表5−化学成分
単位 %
種類の記号
C
Mn
P
S
SGMHC
0.15以下
0.80以下
0.05以下
0.05以下
SGMH340
0.25以下
1.70以下
0.20以下
0.05以下
SGMH400
SGMH400Y
0.25以下
1.70以下
0.20以下
0.05以下
SGMH440
SGMH440Y
0.25以下
2.00以下
0.20以下
0.05以下
SGMH490
0.30以下
2.00以下
0.20以下
0.05以下
SGMH540
0.30以下
2.50以下
0.20以下
0.05以下
SGMCC
0.15以下
0.80以下
0.05以下
0.05以下
SGMCH
0.18以下
1.20以下
0.08以下
0.05以下
SGMCD1
0.12以下
0.60以下
0.04以下
0.04以下
SGMCD2
0.10以下
0.45以下
0.03以下
0.03以下
SGMCD3
0.08以下
0.45以下
0.03以下
0.03以下
SGMCD4
0.06以下
0.45以下
0.03以下
0.03以下
SGMC340
0.25以下
1.70以下
0.20以下
0.05以下
SGMC400
SGMC400Y
0.25以下
1.70以下
0.20以下
0.05以下
SGMC440
SGMC440Y
0.25以下
2.00以下
0.20以下
0.05以下
SGMC490
0.30以下
2.00以下
0.20以下
0.05以下
SGMC570
0.30以下
2.50以下
0.20以下
0.05以下
必要に応じて,この表以外の合金元素を添加してもよい。
5
めっき
5.1
めっき浴成分
めっき浴成分は,13.2によって試験を行い,表6による。
注記 溶融めっき工程では,高温で溶融した金属浴に原板を浸せきした後,冷却して,原板表面にめ
っき層を形成する。この溶融金属浴を,めっき浴という。
表6−めっき浴成分
単位 %
Al
Mg
Al,Mg,Zn以外の元素
Zn
5.0以上 13.0以下
2.0以上 4.0以下
1.0以下a)
残部b)
注a) 意図的に添加した元素の合計。
b) 不可避的に混入した元素を含むことがある。
5.2
めっきの付着量
5.2.1
めっきの付着量表示記号
めっきは,両面等厚めっきとし,めっきの付着量表示記号は,表7による。
5.2.2
めっきの付着量
板,コイル及び波板のめっきの付着量は,13.3.2によって試験を行い,次による。
a) 板,コイル及び波板のめっきの付着量は,両面の合計付着量によって表し,表7の3点平均最小付着
4
G 3323:2019
量及び1点最小付着量の規定値以上とする。ここで,3点平均最小付着量は,供試材から採取した3
個の試験片の測定値の平均値に対して適用し,1点最小付着量は,平均値を求めた3個の試験片の測
定値のうち最小の値に対して適用する。ただし,附属書Dによってめっきの付着量を測定する場合に
は,D.6.5によって求めた平均付着量及び最小付着量にそれぞれ適用する。
注記 片面のめっきの付着量は,1点最小付着量(両面の合計)の規定値の40 %以上であることが
望ましい。
表7−めっきの付着量(両面の合計)
単位 g/m2
めっきの付着量表示記号
3点平均最小付着量
1点最小付着量
K06 a)
60
51
K08
80
68
K10
100
85
K12
120
102
K14
140
119
K18
180
153
K20
200
170
K22
220
187
K25
250
213
K27
275
234
K35 a)
350
298
K45 a)
450
383
SGMCD1,SGMCD2,SGMCD3及びSGMCD4には,K35及びK45による
めっきの付着量は適用しない。
注a) 受渡当事者間の協定によって適用する。
b) 屋根用及び建築外板用に適用するめっきの付着量は,表A.1による。
c) 波板のめっきの付着量は,波付け前の板に適用する。波板に適用するめっきの付着量は,表B.1によ
る。
d) 板,コイル及び波板のめっきの付着量(両面の合計)の上限値は,受渡当事者間で協定してもよい。
5.3
スキンパス処理
注文者の指定がある場合は,スキンパス処理を実施する。スキンパス処理の記号は,Sとする。
注記 スキンパス処理は,通常,表面を滑らかにするために実施する。
5.4
めっき密着性
めっき密着性は,次による。
a) 板及びコイルのめっき密着性は,13.3.3の試験を行い,表8及び表9によって,試験片の外側表面(試
験片の幅の両端からそれぞれ7 mm以上内側の部分)にめっき剝離を生じてはならない。
b) めっき密着性は,SGMCH及びSGMC570には適用しない。
c) 波板は,a) 及びb) を波付け前の板に適用する。
d) 製造業者の判断によって,a) に代えて13.3.3以外の試験方法で,めっき密着性を評価してもよい。こ
の場合の評価は,13.3.3の試験方法によるめっき密着性と同等以上でなければならない。
5
G 3323:2019
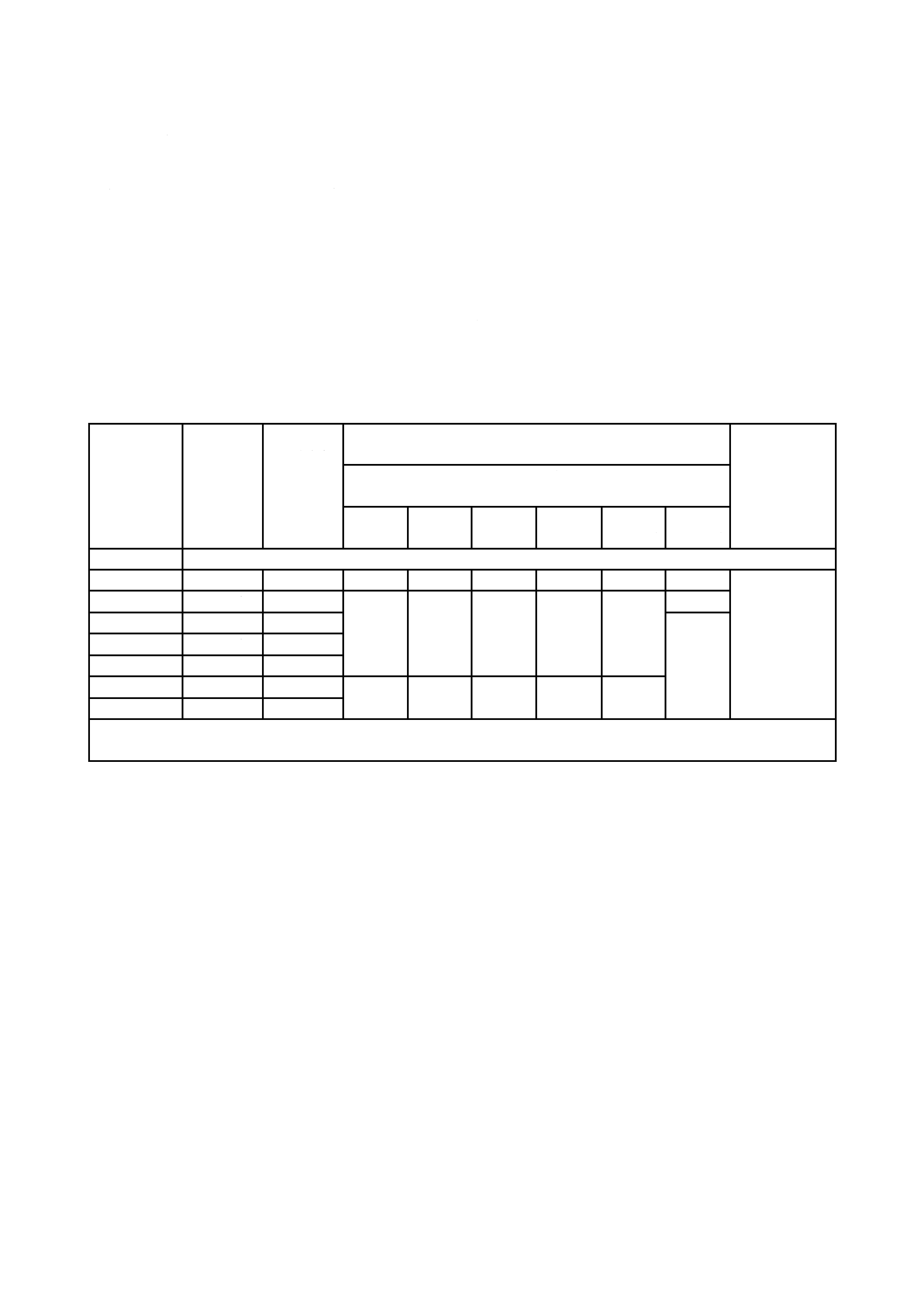
表8−めっき密着性及び曲げ性(熱延原板の場合)
曲げ
角度
内側間隔a)
枚
種類の
記号
表示厚さ
1.6 mm以上 3.0 mm未満
表示厚さ
3.0 mm以上
めっきの付着量表示記号
めっきの付着量表示記号
K06〜K27
K35
K45
K06〜K27
K35
K45
SGMHC
180°
1
2
2
2
2
2
SGMH340
1
1
2
2
2
3
SGMH400,SGMH400Y
2
2
2
3
3
3
SGMH440,SGMH440Y
SGMH490,SGMH540
3
3
3
3
3
3
注a) 表示厚さの板の枚数。この枚数の厚さ以下の内側間隔で曲げる。
表9−めっき密着性及び曲げ性(冷延原板の場合)
種類の
記号
曲げ
角度
内側間隔a)
枚
表示厚さ
1.6 mm未満
表示厚さ
1.6 mm以上 3.0 mm未満
表示厚さ
3.0 mm以上
めっきの付着量表示記号
めっきの付着量表示記号
めっきの付着量表示記号
K06〜K27
K35
K45
K06〜K27
K35
K45
K06〜K27
K35
K45
SGMCC
180°
1
1
2
1
2
2
2
2
2
SGMCD1
1
−
−
1
−
−
−
−
−
SGMCD2
SGMCD3
SGMCD4
0(密着)
−
−
0(密着)
−
−
−
−
−
SGMC340
1
1
2
1
1
2
2
2
3
SGMC400
SGMC400Y
2
2
2
2
2
2
3
3
3
SGMC440
SGMC440Y
SGMC490
3
3
3
3
3
3
3
3
3
注a) 表示厚さの板の枚数。この枚数の厚さ以下の内側間隔で曲げる。
6
化成処理
板,コイル及び波板の化成処理の種類及び記号は,表10による。特に指定がない場合は,クロメートフ
リー処理とする。
なお,表10以外の化成処理の種類については,受渡当事者間で協定してもよい。また,クロメートフリ
ーとは,化成処理による被膜に六価クロムを含まないことをいう。
6
G 3323:2019
表10−化成処理の種類及び記号
化成処理の種類
記号
クロメートフリー処理a)
b)
クロメート処理c)
C
無処理
M
注a) JIS G 3323:2012の“クロメートフリー処理”及び“クロメートフリーのり
ん酸塩処理”を合わせて,“クロメートフリー処理”という。
b) クロメートフリー処理の記号は,受渡当事者間の協定によって決める。クロ
メートフリー処理の記号として,JIS G 3323:2012のクロメートフリー処理
の記号である“NC”及びクロメートフリーのりん酸塩処理の記号である“NP”
を使用してもよい。
c) クロメート処理は,次回改正時に削除する予定である。
7
塗油
板,コイル及び波板の塗油の種類及び記号は,表11による。特に指定がない場合は,無塗油とする。
表11−塗油の種類及び記号
塗油の種類
記号
塗油
O
無塗油
X
8
機械的性質
8.1
適用する機械的性質
板及びコイルに適用する機械的性質は,表12による。波板の機械的性質は,波付け前の板に適用し,表
12による。
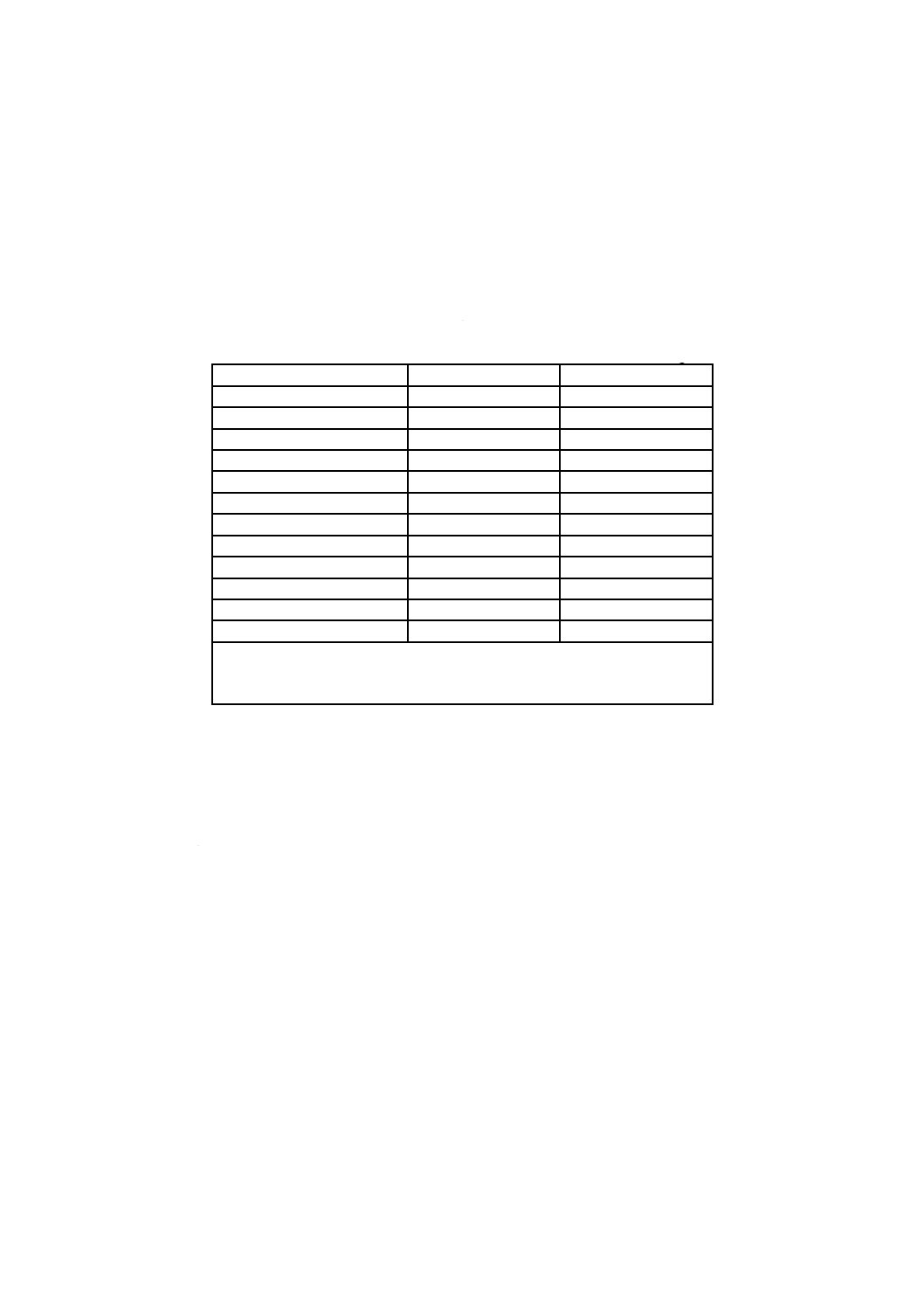
表12−適用する機械的性質
種類の記号
曲げ性
引張試験特性
SGMHC
○
−
SGMH340
○
○
SGMH400,SGMH400Y
○
○
SGMH440,SGMH440Y
○
○
SGMH490
○
○
SGMH540
○
○
SGMCC
○a)
−
SGMCH
−
−
SGMCD1
○
○
SGMCD2
○
○
SGMCD3
○
○
SGMCD4
○
○
SGMC340
○
○
SGMC400,SGMC400Y
○
○
SGMC440,SGMC440Y
○
○
SGMC490
○
○
SGMC570
−
○
注a) 波板用に使用する場合は,曲げ性は適用しない。
7
G 3323:2019
8.2
曲げ性
板,コイル及び波板の曲げ性は,13.4.2の試験を行い,試験片の外側表面(試験片の幅の両端からそれ
ぞれ7 mm以上内側の部分)に,肉眼で認められる素地のき裂及び破断を生じてはならない。
注記 曲げ性試験の実施については,13.4.2参照。
8.3
引張試験特性
板,コイル及び波板の引張試験特性は,13.4.3によって試験を行い,表13又は表14による。表13又は
表14は,受渡検査に適用する2)。
注2) 板,コイル及び波板は,時効硬化によって降伏点又は耐力の上昇,及び伸びの低下が生じるこ
とがある。
表13−引張試験特性(熱延原板の場合)
種類の
記号
降伏点
又は耐力
N/mm2
引張強さ
N/mm2
伸び
%
試験片
及び方向
表示厚さ
mm
1.6以上
2.0未満
2.0以上
2.5未満
2.5以上
3.2未満
3.2以上
4.0未満
4.0以上
6.0以下
6.0 超
9.0以下
SGMHC
−
SGMH340
245以上
340以上
20以上
20以上
20以上
20以上
20以上
20以上
5号,圧延方向
又は圧延方向
に直角
SGMH400
295以上
400以上
18以上
18以上
18以上
18以上
18以上
18以上
SGMH400Y
235以上
400以上
−
SGMH440
335以上
440以上
SGMH440Y
275以上
440以上
SGMH490
365以上
490以上
16以上
16以上
16以上
16以上
16以上
SGMH540
400以上
540以上
注記1 SGMHCでは,降伏点又は耐力として205 N/mm2以上,引張強さとして270 N/mm2以上が使われることがある。
注記2 1 N/ mm2=1 MPa
8
G 3323:2019
表14−引張試験特性(冷延原板の場合)
降伏点
又は耐力
N/mm2
引張強さ
N/mm2
伸び
%
試験片
及び方向
種類の
記号
表示厚さ
mm
0.25以上
0.40未満
0.40以上
0.60未満
0.60以上
1.0未満
1.0以上
1.6未満
1.6以上
2.5未満
2.5以上
3.2以下
SGMCC
−
SGMCH
−
SGMCD1
−
270以上
−
30以上
33以上
36以上
38以上
−
5号
圧延方向
SGMCD2
−
270以上
−
36以上
38以上
39以上
40以上
−
SGMCD3
−
270以上
−
38以上
40以上
41以上
42以上
−
SGMCD4a)
−
270以上
−
40以上
42以上
43以上
44以上
−
SGMC340
245以上
340以上
20以上
20以上
20以上
20以上
20以上
20以上
5号,圧延方
向又は圧延
方向に直角
SGMC400
295以上
400以上
18以上
18以上
18以上
18以上
18以上
18以上
SGMC400Y
235以上
400以上
18以上
18以上
18以上
18以上
18以上
18以上
SGMC440
335以上
440以上
18以上
18以上
18以上
18以上
18以上
18以上
SGMC440Y
275以上
440以上
18以上
18以上
18以上
18以上
18以上
18以上
SGMC490
365以上
490以上
16以上
16以上
16以上
16以上
16以上
16以上
SGMC570
560以上
570以上
−
注記1 SGMCCでは,降伏点又は耐力として205 N/mm2以上,引張強さとして270 N/mm2以上が使われることがある。
注記2 SGMCHは,焼なましを行わないため,通常,ロックウェル硬さ85 HRBW以上,又はビッカース硬さ170 HV
以上になる。
注記3 1 N/mm2=1 MPa
注a) SGMCD4の板及びコイルは,製造後6か月間,加工の際にストレッチャストレインを生じてはならない。
9
寸法
9.1
寸法の表し方
9.1.1
厚さの名称
板,コイル及び波板の厚さの名称は,次による。波板の場合は,次の名称を,波付け前の板の厚さに適
用する。
a) めっきを施す前の原板の厚さを,表示厚さとする。
b) 原板にめっきを施した後の厚さを,製品厚さとする。許容差の基準となる製品厚さは,表示厚さに相
当めっき厚さを加えたものであって,表示厚さを小数点以下3桁で表した数値に,表15に規定する相
当めっき厚さを加え,JIS Z 8401の規則Aによって小数点以下2桁に丸めた数値とする。
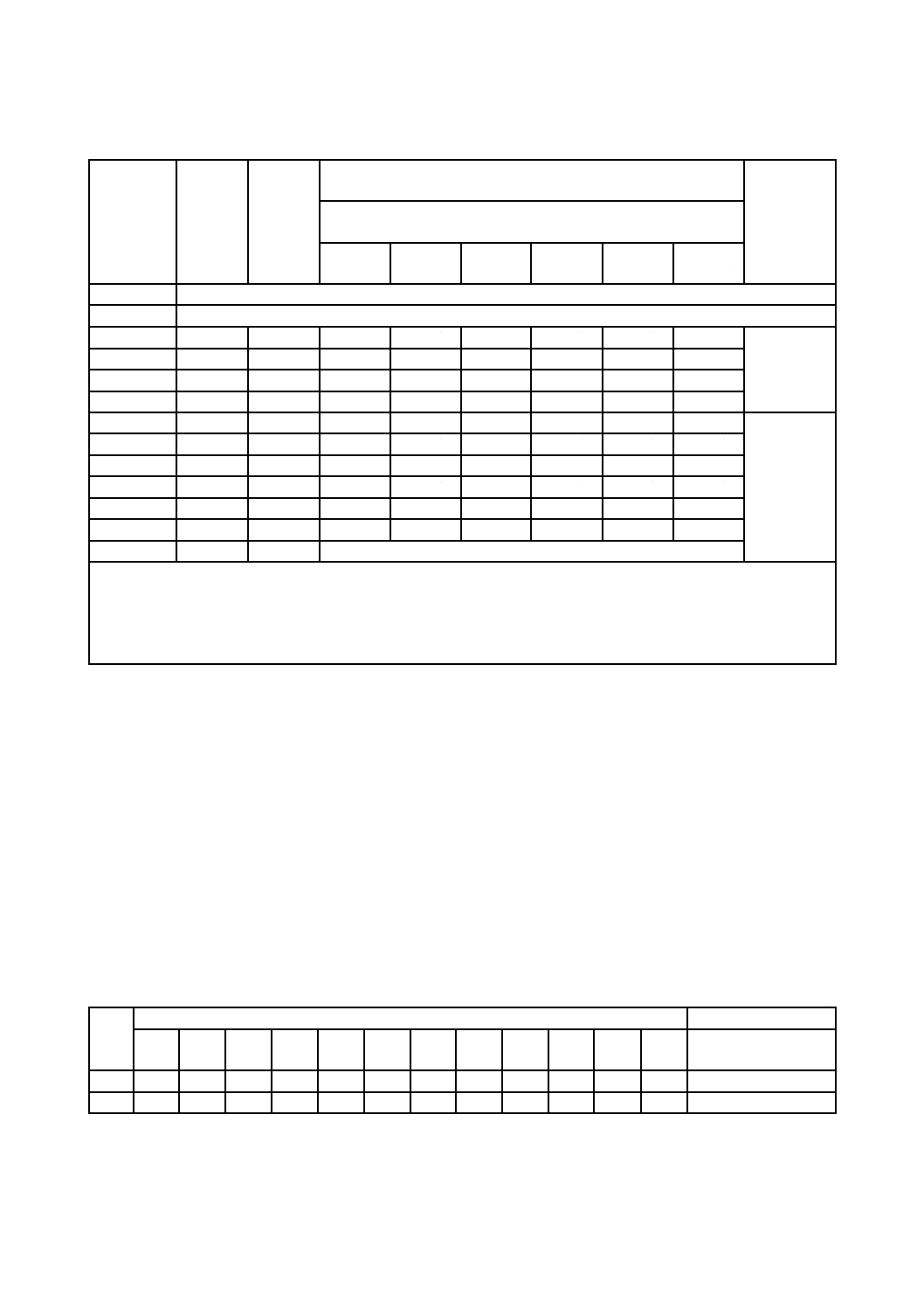
表15−相当めっき厚さ
単位 mm
区分
めっきの付着量表示記号
参考
K06
K08
K10
K12
K14
K18
K20
K22
K25
K27
K35
K45
めっきのアルミニウ
ム質量分率
1
0.015 0.020 0.025 0.031 0.034 0.041 0.048 0.051 0.059 0.064 0.076 0.094 5.0 %以上 9.0 %以下
2
0.016 0.021 0.027 0.033 0.036 0.044 0.051 0.054 0.062 0.068 0.082 0.101 9.0 %超 13.0 %以下
9
G 3323:2019
9.1.2
寸法の単位
板,コイル及び波板の寸法の単位は,次による。
a) 板及び波板の寸法は,表示厚さ,幅及び長さをミリメートルで表す。
b) コイルの寸法は,表示厚さ及び幅をミリメートルで表す。コイルの長さについては,コイルの質量が
計算質量による場合,長さをメートルで表す。
9.2
標準寸法
9.2.1
板及びコイルの標準寸法
板及びコイルの標準寸法は,次による。
a) 標準表示厚さ 板及びコイルの標準表示厚さは,表16による。
表16−標準表示厚さ
単位 mm
標準表示厚さ
0.25
0.27
0.30
0.35
0.40
0.50
0.60
0.70
0.80
0.90
1.0
1.2
1.4
1.6
1.8
2.0
2.3
2.8
3.2
3.6
4.0
4.5
5.0
5.6
6.0
7.0
b) 標準幅及び板の標準長さ 板及びコイルの標準幅並びに板の標準長さは,表17による。
表17−標準幅及び板の標準長さ
単位 mm
標準幅
板の標準長さ
762
1 829 2 134 2 438 2 743 3 048 3 353 3 658
914
1 829 2 134 2 438 2 743 3 048 3 353 3 658
1 000
2 000
1 219
2 438 3 048 3 658
1 524
3 048
1 829
3 658
コイルの場合は,この表のほか610 mmも標準幅とする。
9.2.2
波板の標準寸法
波板の標準寸法は,B.2による。
9.3
寸法の許容差
9.3.1
製品厚さの許容差
板,コイル及び波板の製品厚さの許容差は,次による。
a) 製品厚さの許容差は,9.1.1 b)に規定する厚さに適用する。
b) 製品厚さの許容差は,表18,表19又は表20による。
c) 製品厚さの許容差は,縁(幅方向端部)から25 mm以上内側に適用する。
d) コイルの場合,表面きず,折れなどの欠点部分には,厚さの許容差を適用しない。
10
G 3323:2019
表18−製品厚さの許容差(SGMHCに適用)
単位 mm
表示厚さ
幅
1 200未満
1 200以上
1 500未満
1 500以上
1 800未満
1 800以上
2 000未満
1.60以上 2.00未満
±0.17
±0.18
±0.19
±0.22
2.00以上 2.50未満
±0.18
±0.20
±0.22
±0.26
2.50以上 3.15未満
±0.20
±0.22
±0.25
−
3.15以上 4.00未満
±0.22
±0.24
±0.27
−
4.00以上 5.00未満
±0.25
±0.27
±0.29
−
5.00以上 6.00未満
±0.27
±0.29
−
−
6.00以上 8.00未満
±0.30
±0.31
−
−
8.00以上 9.00以下
±0.33
−
−
−
表19−製品厚さの許容差(SGMHCを除く表1の種類の記号に適用)
単位 mm
表示厚さ
幅
1 600未満
1 600以上 2 000未満
1.60以上 2.00未満
±0.20
±0.24
2.00以上 2.50未満
±0.21
±0.26
2.50以上 3.15未満
±0.23
±0.30
3.15以上 4.00未満
±0.25
−
4.00以上 5.00未満
±0.46
−
5.00以上 6.30未満
±0.51
−
6.30以上 9.00以下
±0.56
−
表20−製品厚さの許容差(表2の種類の記号に適用)
単位 mm
表示厚さ
幅
630未満
630以上
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
0.20以上 0.25未満
±0.04
±0.04
±0.04
−
−
0.25以上 0.40未満
±0.05
±0.05
±0.05
±0.06
−
0.40以上 0.60未満
±0.06
±0.06
±0.06
±0.07
±0.08
0.60以上 0.80未満
±0.07
±0.07
±0.07
±0.07
±0.08
0.80以上 1.00未満
±0.07
±0.07
±0.08
±0.09
±0.10
1.00以上 1.25未満
±0.08
±0.08
±0.09
±0.10
±0.12
1.25以上 1.60未満
±0.09
±0.10
±0.11
±0.12
±0.14
1.60以上 2.00未満
±0.11
±0.12
±0.13
±0.14
±0.16
2.00以上 2.50未満
±0.13
±0.14
±0.15
±0.16
±0.18
2.50以上 3.15未満
±0.15
±0.16
±0.17
±0.18
±0.21
3.15以上 3.20以下
±0.17
±0.18
±0.20
±0.21
−
9.3.2
幅の許容差
板及びコイルの幅の許容差は,次による。
a) 幅の許容差は,表21,表22又は表23による。
11
G 3323:2019
b) 幅の許容差は,コイルの欠点部分には適用しない。
c) 表22の幅の許容差は,受渡当事者間の協定によって,表22に規定する全許容差範囲と同一の範囲で
マイナス側に移動してもよい。ただし,協定した許容差の上限値は,ゼロを下回ってはならない。
d) 波板の仕上がり幅の許容差は,JIS G 3316の4.5(寸法許容差)による。
表21−幅の許容差 A
単位 mm
幅
適用する種類の記号
表1の種類の記号
表2の種類の記号
許容差1
許容差 2
1 500以下
+25
0
+10
0
+7
0
1 500超
+10
0
注記1 この表は,通常,ミルエッジ又は一般の切断方法によったものに適用している。
注記2 通常,許容差1はミルエッジに適用し,許容差2は一般の切断方法に適用している。
表22−幅の許容差 B
単位 mm
幅
1 250未満
1 250以上
+3
+4
0
0
注記 この表は,通常,再切断又は精密切断を行
ったものに適用している。
表23−幅の許容差 C
単位 mm
表示厚さ
幅
160未満
160以上 250未満
250以上 400未満
400以上 630未満
0.20以上 0.60未満
±0.15
±0.20
±0.25
±0.30
0.60以上 1.00未満
±0.20
±0.25
±0.25
±0.30
1.00以上 1.60未満
±0.20
±0.30
±0.30
±0.40
1.60以上 2.50未満
±0.25
±0.35
±0.40
±0.50
2.50以上 3.20未満
±0.30
±0.40
±0.45
±0.50
3.20以上
±0.50
±0.50
±0.50
±0.50
注記 この表は,通常,スリットを行ったものに適用している。
9.3.3
長さの許容差
板及び波板の長さの許容差は,表24による。
12
G 3323:2019
表24−長さの許容差
単位 mm
長さの許容差
+15
0
10 形状
10.1 横曲がり
板,コイル及び波板の横曲がりは,次による。
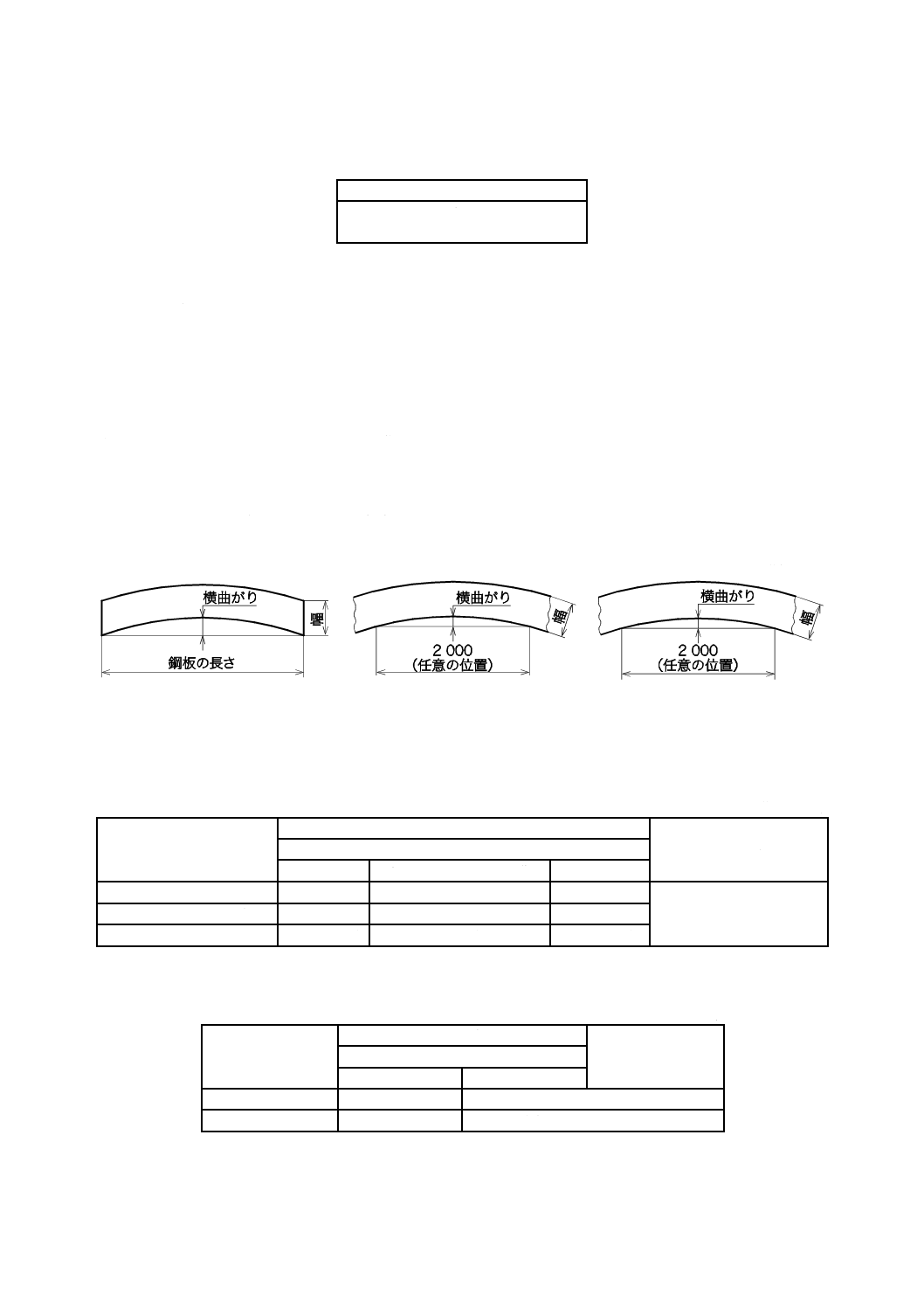
a) 横曲がりの測定は,図1による。
b) 横曲がりは,表25又は表26による。波板の場合は,波付け前の板に適用する。
c) 横曲がりは,コイルの欠点部分には,適用しない。
d) 横曲がりの測定は,省略してもよい3)。ただし,特に注文者の指定がある場合には,測定しなければ
ならない。
注3) 横曲がりの測定は,製造業者の判断によって省略してもよいが,横曲がりは規定値を満足し
なければならないことを意味する。
単位 mm
a) 長さ2 000 mm未満の板の場合
b) 長さ2 000 mm以上の板の場合
c) コイルの場合
図1−横曲がり
表25−横曲がり(表1の種類の記号に適用)
単位 mm
幅
板
コイル
長さ
2 500未満
2 500以上 4 000未満
4 000以上
630未満
5以下
8以下
12以下
長さ2 000につき5以下
630以上 1 000未満
4以下
6以下
10以下
1 000以上
3以下
5以下
8以下
表26−横曲がり(表2の種類の記号に適用)
単位 mm
幅
板及び波板
コイル
長さ
2 000未満
2 000以上
630未満
4以下
長さ2 000につき4以下
630以上
2以下
長さ2 000につき2以下
13
G 3323:2019
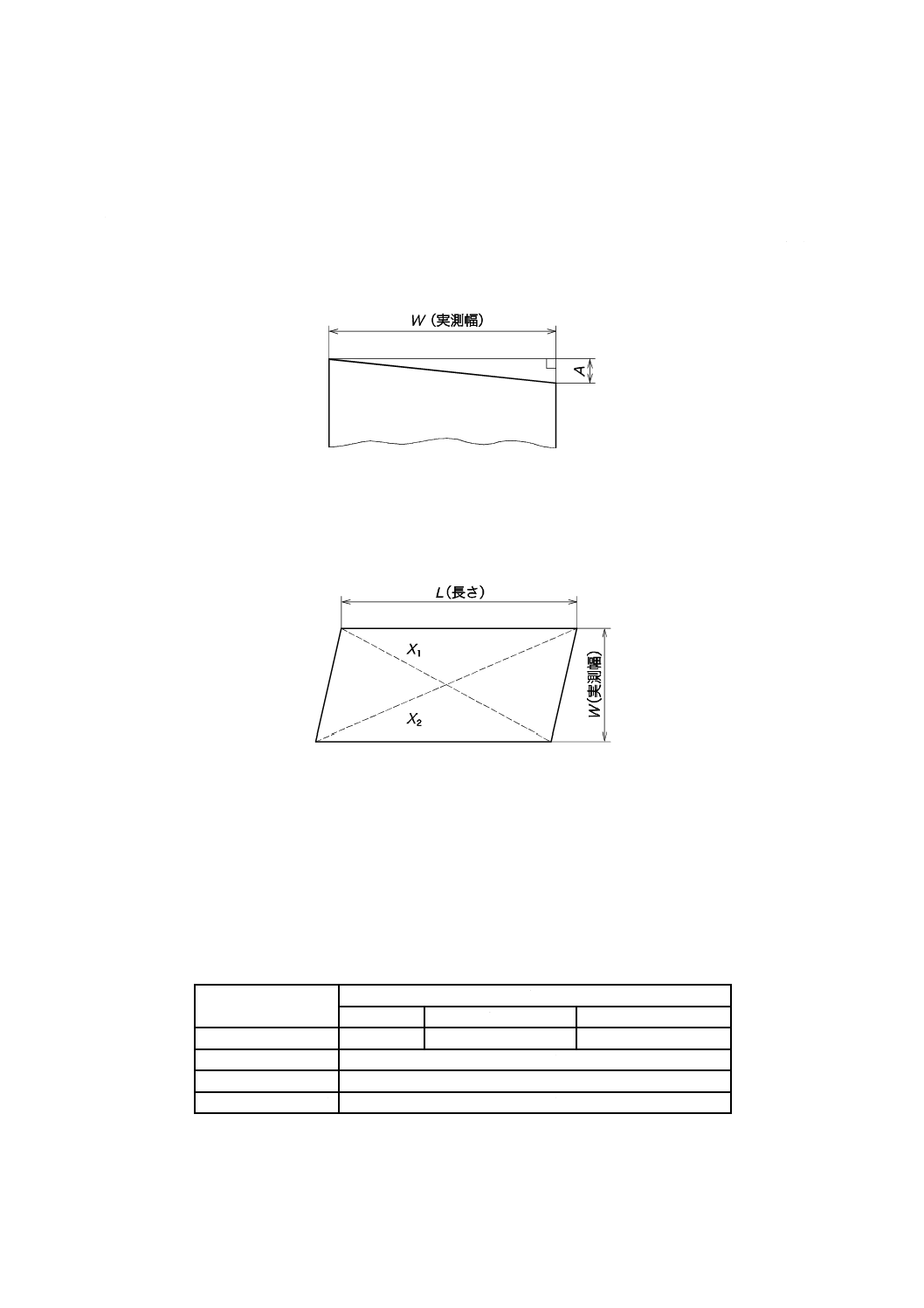
10.2 直角度
板及び波板の直角度は,次のいずれかによる。ただし,波板の場合は,波付け前の板に適用する。
なお,疑義が生じた場合には,a)の方法による。
a) 垂線を用いる方法 板及び波板の直角度は,1隅点において,一辺に垂線を立てたとき,図2に示す
ように反対の隅点との距離(A)と垂線の長さ(W)との比(A/W)で表し,この値は,1.0 %を超えて
はならない。
図2−板及び波板の直角度(垂線を用いる方法)
b) 対角線を用いる方法 板及び波板の2本の対角線の長さ(図3のX1及びX2)の差の絶対値の1/2を求
め,この値(|X1−X2|/2)が板及び波板の実測幅Wの0.7 %を超えてはならない。
図3−板及び波板の直角度(対角線を用いる方法)
10.3 平たん度
板及びコイルの平たん度は,次による。
a) 板の平たん度 板の平たん度は,表27又は表28による。平たん度は,定盤上に置いて測定し,その
値は,ひずみの最大値から板の製品厚さを減じたものとし,板の上側の面に適用する。
表27−板の平たん度(表1の種類の記号に適用)
単位 mm
表示厚さ
幅
1 250未満
1 250以上 1 600未満
1 600以上
1.60以上 3.15未満
16以下
18以下
20以下
3.15以上 4.00未満
16以下
4.00以上 6.00未満
14以下
6.00以上 9.00以下
13以下
14
G 3323:2019
表28−板の平たん度(表2の種類の記号に適用)
単位 mm
幅
ひずみの種類a)
反り
耳のび
中のび
1 000未満
12以下
8以下
6以下
1 000以上 1 250未満
15以下
9以下
8以下
1 250以上 1 600未満
15以下
11以下
8以下
1 600以上
20以下
13以下
9以下
注a) ひずみの種類は,その形状及び発生部位によって,次のように分類される。
反り:鋼板全体がわん曲した状態。圧延方向にわん曲した反り及び圧延方向に直角に
わん曲した反りがある。
耳のび:鋼板の縁(幅方向端部)に波のある状態。
中のび:鋼板の中央部に波のある状態。
b) コイルの平たん度 コイルの平たん度は,表27又は表28による。ただし,反りは適用しない。また,
コイルの平たん度は,コイルの欠点部分には,適用しない。コイルの平たん度は,製造ラインに設置
した検査台で検査する。ただし,測定値の報告が必要な場合には,受渡当事者間で測定方法を含め協
定した後,測定しなければならない。
なお,コイルの平たん度の測定は,省略してもよい4)。
注4) 平たん度の測定は,製造業者の判断によって省略してもよいが,平たん度は規定値を満足
しなければならないことを意味する。
11 質量
11.1 板及び波板の質量
板及び波板の質量は,特に指定のない場合,計算質量とし,キログラムで表す。
11.2 コイルの質量
コイルの質量は,実測質量又は計算質量とし,キログラムで表す。
11.3 質量の計算方法
板,コイル及び波板の質量の計算方法は,表29による。
15
G 3323:2019
表29−質量の計算方法
計算順序
計算方法
結果の桁数a)
原板の基本質量
kg/(mm・m2) 7.85 b)
−
原板の単位質量
kg/m2 原板の基本質量 [kg/(mm・m2)]×表示厚さ (mm)
有効数字4桁に丸める。
めっき後の単位質量
kg/m2 原板の単位質量 (kg/m2)+めっき量定数 (kg/m2) c)
有効数字4桁に丸める。
板
・
波
板
板及び波板d)の面積 m2 幅 (mm)×長さ (mm)×10−6
有効数字4桁に丸める。
1枚の質量
kg めっき後の単位質量 (kg/m2)×面積 (m2)
有効数字3桁に丸める。
1結束の質量e)
kg 1枚の質量 (kg)×同一寸法の1結束内の枚数
kgの整数値に丸める。
総質量
kg 各結束質量 (kg) の総和
kgの整数値。
コ
イ
ル
コイルの単位質量 kg/m めっき後の単位質量 (kg/m2)×幅 (mm)×10−3
有効数字3桁に丸める。
1コイルの質量
kg コイルの単位質量 (kg/m)×長さ (m)
kgの整数値に丸める。
総質量
kg 各コイルの質量 (kg) の総和
kgの整数値。
注a) 数値の丸め方は,JIS Z 8401の規則Aによる。
b) 厚さ1 mm×面積1 m2当たりの原板の基本質量
c) めっき量定数は,表30による。
d) 波板の面積の計算に用いる幅は,波付け前の寸法による。
e) 結束質量が指定された場合の枚数は,指定質量を同一形状,同一寸法,同一めっき付着量ごとに板1枚の質量
で除して求め,整数値に丸める。
表30−質量の計算に用いるめっき量定数
単位 kg/m2
めっきの付着量
表示記号
K06
K08
K10
K12
K14
K18
K20
K22
K25
K27
K35
K45
めっき量定数
0.090 0.120 0.150 0.183 0.203 0.244 0.285 0.305 0.350 0.381 0.458 0.565
11.4 板及び波板の計算質量の許容差
板及び波板の計算質量の許容差は,11.3によって求めた計算質量と実測質量との差を計算質量で除して
百分率で表し,表31による。
表31−計算質量の許容差
一組a)の計算質量
kg
許容差
%
600未満
±10
600以上 2 000未満
±7.5
2 000以上
±5
注a) 同一材質,同一形状,同一寸法及び同一めっき付着量のも
のを一組として計算する。
12 外観
板,コイル及び波板は,使用上有害となる程度の欠点があってはならない。ただし,コイルは,一般に
検査によって全長にわたっての欠点の検出は困難であり,また,欠点を除去する機会がないため,若干の
欠点部分又は溶接部を含むことがある。コイルの欠点部分の処置が必要な場合は,その方法を受渡当事者
間で協定してもよい。
なお,表面の欠点は,特に指定のない場合,板,コイル及び波板の片側の面5)に適用する。
注記 欠点には,孔,ラミネーション,表面きずなどがある。
16
G 3323:2019
注5) 片側の面とは,通常,板及び波板の場合は,包装で上側にある面をいい,コイルの場合は,コ
イルの外側の面をいう。
13 試験
13.1 化学成分分析試験
13.1.1 分析試験の一般事項及び分析用試料の採り方
板,コイル及び波板の化学成分は,溶鋼分析によって求め,分析試験の一般事項及び分析用試料の採り
方は,JIS G 0404の箇条8(化学成分)による。
13.1.2 分析方法
分析方法は,JIS G 0320による。
13.2 めっき浴成分の試験
めっき浴成分の試験方法は,製造業者による。めっき浴成分の試験は,省略してもよい6)。ただし,注
文者の要求がある場合には,受渡当事者間で試験方法を協定した後,試験を行う。
注6) 試験は,製造業者の判断によって省略してもよいが,めっき浴成分は規定値を満足しなければ
ならないことを意味する。
13.3 めっき試験
13.3.1 供試材の採り方
供試材は,同一寸法かつ同一めっき付着量の製品50 tごと及びその端数から1枚を採る。
なお,波板の場合は,波付け前の板から供試材を採取する。
13.3.2 めっきの付着量試験
めっきの付着量試験は,次による。
a) 試験方法 めっきの付着量は,両面について測定し,その試験方法は,附属書C,附属書D又は附属
書Eのいずれかによる。ただし,疑義が生じた場合は,附属書Eによる。
附属書Dによる方法の場合には,同一寸法かつ同一めっき付着量の製品50 tごと及びその端数につ
いて測定する。
b) 試験片の採取 試験片の採取は,次による。
1) 附属書Cによる場合,試験片の採取位置,大きさ及び数は,C.5による。
2) 附属書Dによる場合,試験片は採取することなく,オンラインで測定する。
3) 附属書Eによる場合,試験片の採取位置及び数はC.5.2による。試験片の大きさは,1 200 mm2以上
とする。
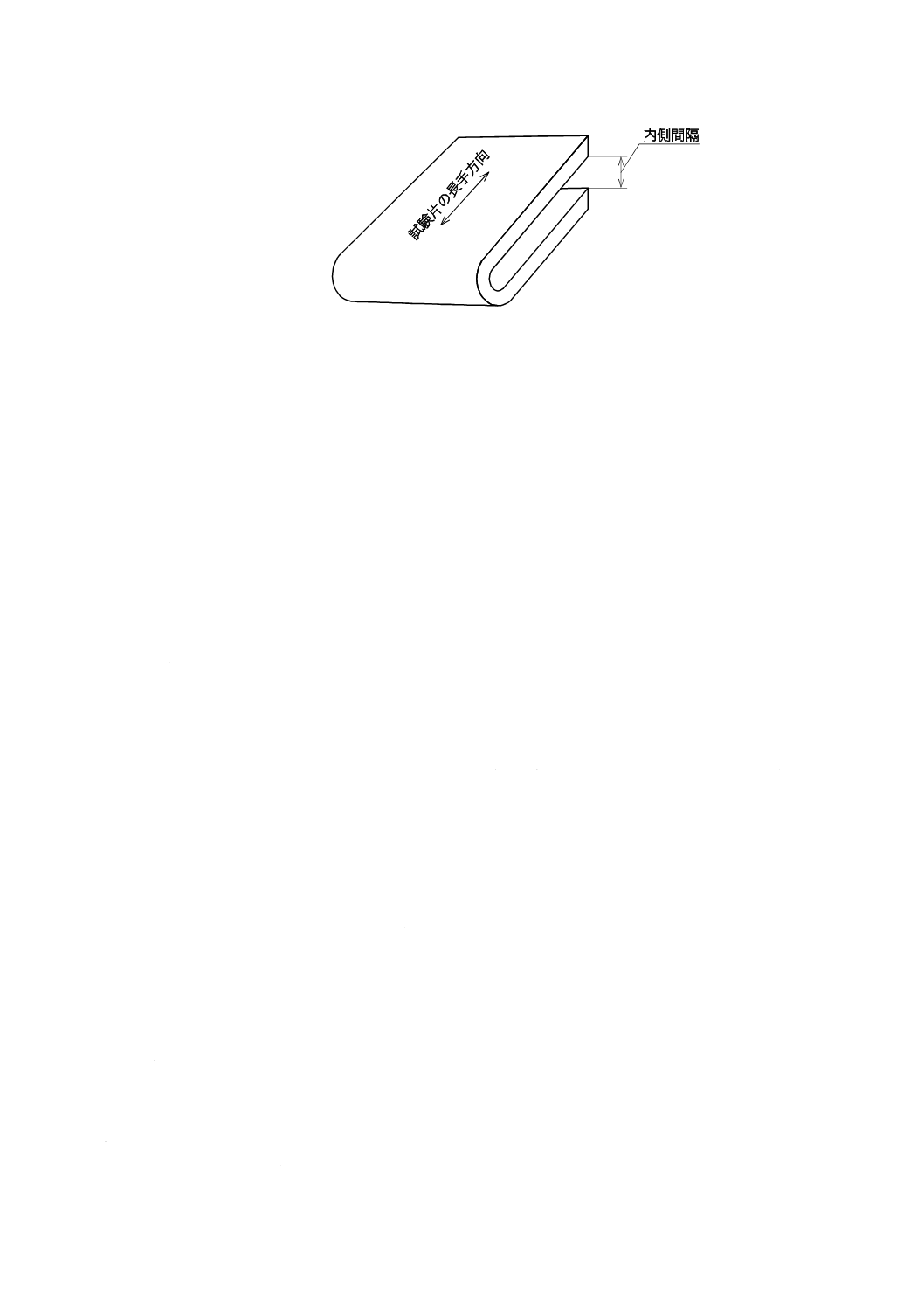
13.3.3 めっきの密着性試験
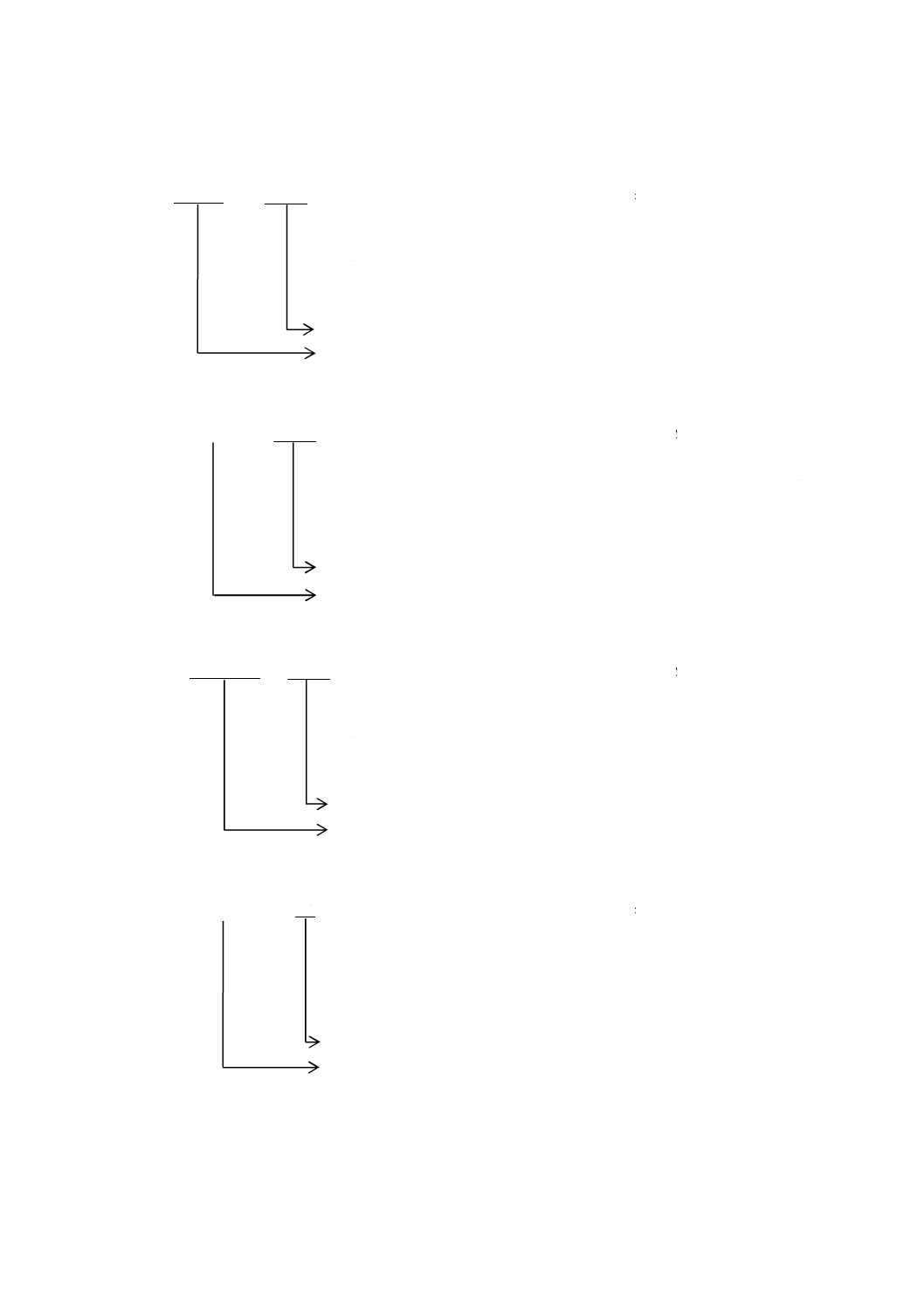
曲げ試験によるめっきの密着性試験は,次による。
a) 試験片の採取位置及び大きさ 試験片の採取位置は,供試材の任意の位置とする。試験片は,幅75〜
125 mmで幅の2倍程度の適切な長さのものとし,特に指定がない場合,原板の圧延方向と平行に供
試材から1個を採る。
b) 試験方法 試験片の曲げ操作は,手動の万力(バイス)を用い,表8又は表9に内側間隔として規定
する枚数の板を挟んで図4のように試験片の長手方向に180°曲げる。ただし,万力を用いることが
できない場合は,その他の適切な方法で試験してもよい。曲げた後,めっき剝離を生じたかどうか調
べる。
17
G 3323:2019
図4−曲げ試験の方向
13.3.4 めっきの耐食性試験
受渡当事者間の協定によって,めっきの耐食性試験を実施してもよい。試験を実施する場合の評価基準
は,受渡当事者間の協定による。
注記 めっきの耐食性試験の例として,次の試験方法がある。
例 − JIS G 0594
− JIS H 8502の7.3(キャス試験方法)
− JIS H 8502の8.(サイクル試験方法)
− JIS K 5600-7-9の附属書1(サイクルD)
− JIS Z 2371の中性塩水噴霧試験
− ISO 16539のmethod B
13.4 機械試験
13.4.1 一般事項
機械試験の一般事項は,JIS G 0404の箇条7(一般要求)及び箇条9(機械的性質)による。この場合,
供試材の採り方は,JIS G 0404の7.6(試験片採取条件及び試験片)のA類とし,波板の場合は,波付け
前の板から採取する。試験片の数及び採取位置は,次による。
a) 試験片の数 同一種類,同一厚さ及び同一めっき付着量の製品50 tごと及びその端数から曲げ試験片
及び引張試験片を1個ずつ採取する。
b) 試験片の採取位置 試験片の中心は,幅の1/4の位置又はそれに近い位置とする。
13.4.2 曲げ試験
曲げ試験は,13.3.3による。ただし,曲げた後,肉眼で認められる素地のき裂及び破断を生じたかどう
か調べる。
なお,曲げ性の試験は,省略してもよい7)。ただし,特に注文者の指定がある場合には,試験を行わな
ければならない。
注7) 試験は,製造業者の判断によって省略してもよいが,曲げ性は規定を満足しなければならない
ことを意味する。
13.4.3 引張試験
引張試験は,次による。
a) 試験片 試験片は,JIS Z 2241の5号試験片とし,表13及び表14に規定する方向に供試材から1個
を採る。
b) 試験方法 試験方法は,JIS Z 2241による。
c) 降伏点又は耐力,及び引張強さの算出に用いる厚さ 降伏点又は耐力,及び引張強さの算出に用いる
18
G 3323:2019
厚さは,次のいずれかによる。
− めっき層除去後の実測厚さ
− めっき層を含めた実測厚さから,相当めっき厚さを減じたもの
− めっき層を含めた実測厚さから,実測しためっきの付着量の換算めっき厚さ8)を減じたもの
注8) 換算めっき厚さとは,実測しためっきの付着量をめっきの密度(表15の区分1は6.0 g/cm3,区
分2は5.6 g/cm3)で除して,mmの単位で小数点以下3桁まで求めたものである。
14 検査及び再検査
14.1 検査
検査は,次による。
a) 化学成分は,箇条4に適合しなければならない。
b) めっき浴成分は,5.1に適合しなければならない。
c) めっきの付着量は,5.2に適合しなければならない。
d) めっき密着性は,5.4に適合しなければならない。
e) 機械的性質は,箇条8に適合しなければならない。
f)
寸法は,箇条9に適合しなければならない。
g) 形状は,箇条10に適合しなければならない。
h) 質量は,箇条11に適合しなければならない。
i)
外観は,箇条12に適合しなければならない。
14.2 再検査
めっきの付着量試験,めっき密着性の試験,曲げ性の試験又は引張試験で合格とならなかった板,コイ
ル及び波板は,JIS G 0404の9.8(再試験)によって再試験を行い,合否を決定してもよい。
15 表示
検査に合格した板,コイル及び波板は,1包装ごと又は1結束ごとに次の項目を適切な方法で表示する。
ただし,受渡当事者間の協定によって板及び波板1枚ごとに,次の項目を適切な方法で表示してもよい。
a) 種類の記号
b) 屋根用又は建築外板用の場合,表3の記号。表3の記号は,種類の記号に続けて表示する。
c) 波板の場合,表4の記号。表4の記号は,種類の記号に続けて表示する。ただし,屋根用又は建築外
板用の場合は,表3の記号に続けて表示する。
d) スキンパス処理の記号及び/又は化成処理の記号,塗油の記号。これらの記号は,注文者の指定があ
る場合に表示する。
e) めっきの付着量表示記号
f)
寸法(9.1参照。ただし,板1枚の場合は,表示厚さだけでよい。)
g) 製品の識別番号
h) 枚数又は質量(板1枚の場合は,省略してもよい。)
i)
製造業者名又はその略号
19
G 3323:2019
表示例は,次による。
例1 板の場合
SGMCC ○○○
K18
0.27 × 914 × 1 829
↓
↓ ↓ ↓
めっきの付着量
表示厚さ
幅 長さ
表示記号
(mm) (mm) (mm)
スキンパス記号,化成処理記号及び塗油記号
種類の記号(一般用)
例2 コイルの場合
SGMCC ○○○
K22
0.60 × 914 × C
↓
↓ ↓ ↓
めっきの付着量
表示厚さ
幅 長さの表示が必要な場合は,
表示記号
(mm) (mm) 長さ(m)とする。
スキンパス記号,化成処理記号及び塗油記号
種類の記号(一般用)
例3 屋根用(コイル)の場合
SGMC340R ○○○
K27
0.60 × 914 × C
↓
↓ ↓ ↓
めっきの付着量
表示厚さ
幅 長さの表示が必要な場合は,
表示記号
(mm) (mm) 長さ(m)とする。
スキンパス記号,化成処理記号及び塗油記号
種類の記号(高強度一般用)及び屋根用の記号
例4 硬質一般用の板を用いた建築外板用波板の場合
SGMCHA W2
K18
0.27 × 762 × 1 829
↓
↓ ↓ ↓
めっきの付着量
表示厚さ
幅 長さ
表示記号
(mm) (mm) (mm)
波板の記号(波板2号,小波)
種類の記号(硬質一般用)及び建築外板用の記号
16 注文時の確認事項
この規格に規定する事項を適切に指定するために,受渡当事者は,注文時に次の事項を確認する。
a) 種類の記号(表1及び表2)
20
G 3323:2019
b) 寸法(箇条9)
c) スキンパス処理の要否又は記号(5.3)
d) めっきの付着量表示記号(表7)
e) 化成処理の種類又は記号(表10)
f)
塗油の種類又は記号(表11)
g) 幅の許容差(表21,表22又は表23)
17 報告
あらかじめ注文者の要求のある場合には,製造業者は,検査文書を注文者に提出しなければならない。
この場合,報告は,JIS G 0404の箇条13(報告)による。ただし,化学成分のうち,炭素,りん及び硫黄
は,小数点以下3桁まで報告してもよい。相当めっき厚さに適用した表14の区分を報告する。検査文書
の種類は,特に指定のない場合は,JIS G 0415の5.1(検査証明書3.1)による。
21
G 3323:2019
附属書A
(規定)
屋根用・建築外板用の板及びコイルのめっきの付着量
A.1 めっきの付着量
屋根用・建築外板用の板及びコイルでは,表示厚さによって,適用するめっきの付着量が異なる。表示
厚さの区分及びその区分に適用するめっきの付着量表示記号は,表A.1による。
表A.1−表示厚さ及びめっきの付着量表示記号(表2の種類の記号に適用)
用途
表示厚さ
mm
めっきの付着量表示記号a)
屋根用
0.35以上 1.0以下
K14,K18,K20,K22,K25,K27
1.0超
K18,K20,K22,K25,K27
建築外板用
0.27以上 0.50以下
K08,K10,K12,K14,K18,K20,
K22,K25,K27
0.50超 1.0以下
K12,K14,K18,K20,K22,K25,K27
1.0超
K18,K20,K22,K25,K27
注a) 受渡当事者間の協定によって,K35及びK45を適用してもよい。
22
G 3323:2019
附属書B
(規定)
波板のめっきの付着量及び標準寸法
B.1
めっきの付着量
波板では,表示厚さによって,適用するめっきの付着量が異なる。表示厚さの区分及びその区分に適用
するめっきの付着量表示記号は,表B.1による。
表B.1−表示厚さ及びめっきの付着量表示記号(表2の種類の記号に適用)
表示厚さ
mm
めっきの付着量表示記号a)
0.20以上 0.27未満
K06,K08,K10,K12
0.27以上 0.50以下
K08,K10,K12,K14,K18,K20,K22,K25,K27
0.50超 1.0以下
K12,K14,K18,K20,K22,K25,K27
注a) 受渡当事者間の協定によって,K35及びK45を適用してもよい。
B.2
標準寸法
B.2.1 標準表示厚さ
波板の標準表示厚さは,表B.2による。
表B.2−標準表示厚さ
単位 mm
標準表示厚さ
0.20
0.25
0.27
0.30
0.35
0.40
0.50
0.60
0.80
1.0
B.2.2 波付け前の標準幅及び標準長さ
波板の波付け前の標準幅及び標準長さは,表B.3による。
表B.3−標準幅及び標準長さ
単位 mm
波付け前の標準幅
標準長さ
762
1 829 2 134 2 438 2 743 3 048 3 353 3 658
914
1 829 2 134 2 438 2 743 3 048 3 353 3 658
1 000
2 000
B.2.3 標準仕上がり幅
波板の標準仕上がり幅は,JIS G 3316の4.3(標準仕上がり幅)による。
23
G 3323:2019
附属書C
(規定)
溶融亜鉛−アルミニウム−マグネシウム合金めっき鋼板及び鋼帯の
蛍光X線法によるオフラインめっき付着量試験方法
C.1 概要
試験片のめっきの付着量を,オフラインに設置された蛍光X線装置によって測定する。
C.2 測定原理
X線を試料に照射したときに放出されるめっきからの蛍光X線の強度を測定して,めっきの付着量が既
知の試料からの蛍光X線強度と比較して,めっきの付着量を求める。
C.3 試験装置
試験装置は,JIS K 0119の箇条5(装置)による。
C.4 測定蛍光X線
測定する蛍光X線は,ZnKα(波長0.143 5 nm)の一次線とする。
C.5 試験片
C.5.1 試験片の大きさ
試験片は,試験片への一次X線の照射面積が314 mm2以上の大きさになるよう調整された蛍光X線分析
装置の試料室にセットできる大きさとする。
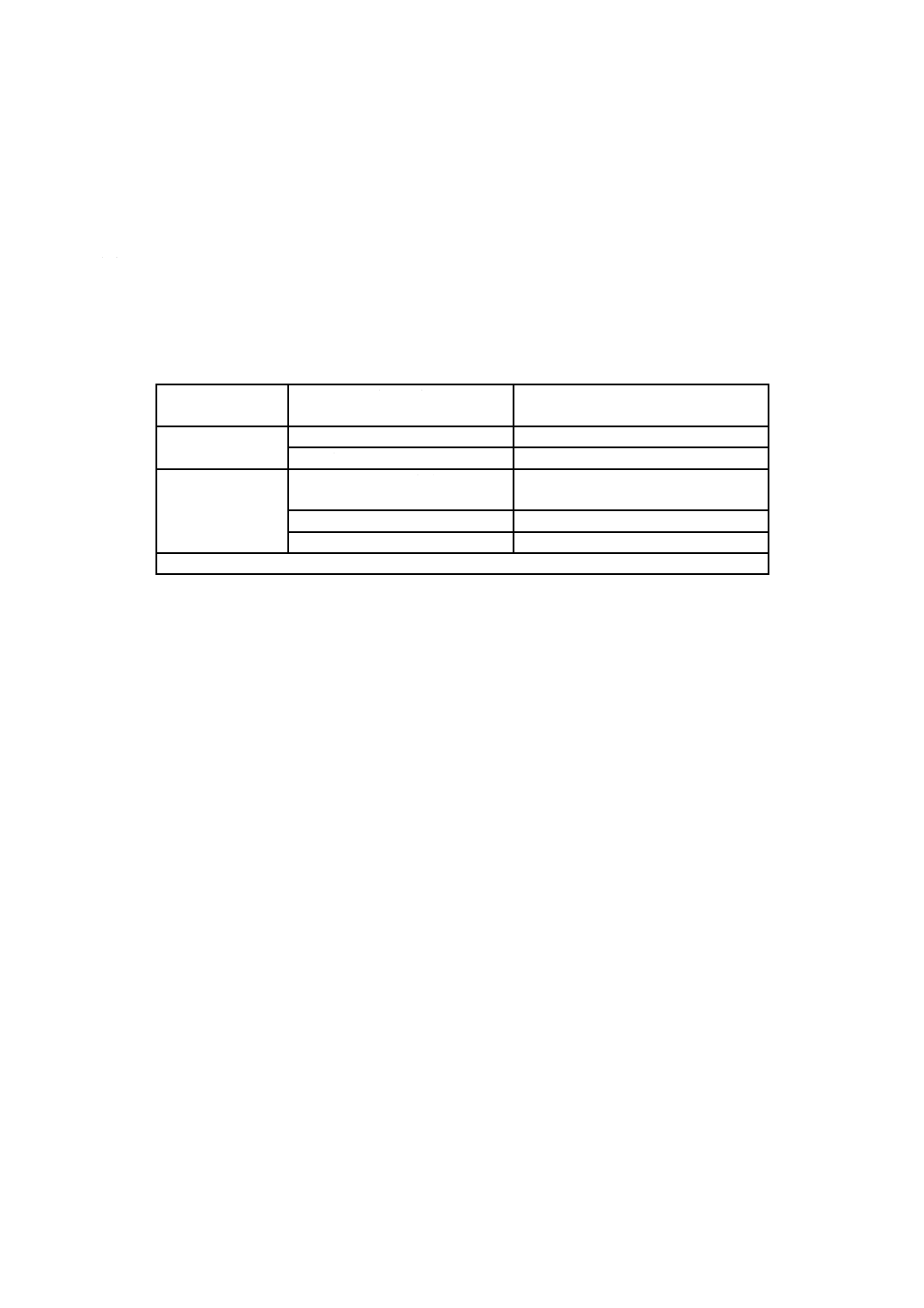
C.5.2 試験片の採取位置及び数
試験片は,13.3.1によって採取した供試材から,図C.1に示す3か所の位置又はその近傍からそれぞれ1
個採取する。
単位 mm
図C.1−試験片の採取位置
24
G 3323:2019
C.6 検量線の作成及び校正
C.6.1 検量線の作成方法
C.6.1.1 一般
検量線の作成は,3枚採取法又は2枚採取法による。
C.6.1.2 3枚採取法
3枚採取法による検量線の作成は,次による。
a) 試験片 蛍光X線測定用の試験片(以下,試験片Aという。)及びめっきの付着量を決定するための
試験片(以下,試験片Bという。)を採取する。それぞれの試験片は,測定対象と同一のめっきの種
類の板又はコイルから採取する。試験片Aの大きさは,試料室に収まる大きさとし,1個採取する。
試験片Bの大きさは,1 200 mm2以上とし,試験片Aを挟んで2個採取する。
b) 蛍光X線強度の測定 試験片Aのいずれの面にX線を照射するかをあらかじめ決め,この面を測定
面とする。C.7 a)で設定された条件によって,試験片Aの測定面にX線を照射し,その蛍光X線強度
を測定する。
c) めっきの付着量の測定 試験片Bは,測定面以外からのめっき層の溶出を防止するよう前処理する。
溶出の防止には,測定面の反対側にラッカーを塗装して乾燥させる,幅広のテープを貼り付けるなど
の方法を用いる。前処理の後,2個の試験片Bのめっきの付着量を附属書Eによって測定する。2個
の試験片Bのめっきの付着量の平均値を,試験片Aの測定面のめっきの付着量とする。
d) 検量線の作成 3水準以上のめっきの付着量においてa)〜c)を行い,蛍光X線強度とめっきの付着量
との関係から,検量線を作成する。
C.6.1.3 2枚採取法
2枚採取法による検量線の作成は,次による。
a) 試験片 検量線用供試材から,1 200 mm2以上の大きさの試験片を2個採取する。
b) 蛍光X線強度の測定 1個の試験片のいずれの面にX線を照射するかをあらかじめ決め,この面を測
定面とする。C.7 a)で設定された条件によって,試験片の測定面にX線を照射し,その蛍光X線強度
を測定する。続けて,もう1個の試験片についても,同じ面を同様に測定し,2個の試験片の蛍光X
線強度の平均値を求めて,測定面の蛍光X線強度とする。
c) めっきの付着量の測定 試験片は,測定面以外からのめっき層の溶出を防止するよう前処理する。溶
出の防止には,測定面の反対側にラッカーを塗装して乾燥させる,幅広のテープを貼り付けるなどの
方法を用いる。前処理の後,2個の試験片のめっきの付着量を附属書Eによって測定する。2個の試
験片のめっきの付着量の平均値を,測定面のめっきの付着量とする。
d) 検量線の作成 3水準以上のめっきの付着量においてa)〜c)を行い,蛍光X線強度とめっきの付着量
との関係から,検量線を作成する。
注記 検量線は,亜鉛の管理濃度に応じて作成されている。
C.6.2 検量線の校正
校正用の試験片を装置にセットし,定期的1)に蛍光X線の強度又はめっきの付着量換算値を測定し,検
量線を校正する。
注1) 例えば,8時間ごと,日ごとなどに測定することが望ましい。
C.7 操作
操作は,次による。
25
G 3323:2019
a) 測定するめっきの付着量のうち,最小となるめっきの付着量表示記号の試験片を装置にセットし,連
続10回測定したときの相対標準偏差2)が1 %以下,かつ,めっきの付着量を0.1 g/m2の単位まで読み
取ることのできる条件を設定する。ただし,X線強度をカウントで測定し,カウント数が10 000以上
の場合は,繰返し測定は不要とする。
注2) 測定値の標準偏差(分散の平方根の絶対値)を平均値によって除した値をいう[JIS K 0211 の
3.10(測定の信頼性)参照]。
なお,条件を設定したときに使用しためっきの付着量表示記号より少ないめっきの付着量を測定す
る場合には,該当するめっきの付着量表示記号の試験片を用いて上記の条件を満たしていることを確
認する。上記の条件を満たしていないときには,改めて条件を設定し直す。
b) 試験片を装置の試料室に正しく取り付ける。
c) 設定された条件によって,試験片にX線を照射し,蛍光X線強度を測定する。
d) 検量線によって,蛍光X線強度を1 m2当たりのめっきの付着量(片面,g/m2)に換算する。
e) b)〜d)の操作を試験片の裏面についても繰り返してめっきの付着量を求め,表面及び裏面のめっきの
付着量を合計したものを試験片のめっきの付着量(両面,g/m2)とする。
C.8 装置の点検
装置の点検は,適切に行わなければならない。点検を行う事項は,JIS K 0119の箇条15(装置の点検)
によるほか,付着量測定結果と附属書Eによって測定した結果とを比較し,異常がないことを確認しなけ
ればならない。
26
G 3323:2019
附属書D
(規定)
溶融亜鉛−アルミニウム−マグネシウム合金めっき鋼帯の
蛍光X線法によるオンラインめっき付着量試験方法
D.1 概要
コイルから試験片を採取することなく,製造ラインに設置されたオンライン蛍光X線装置によって,め
っきの付着量を測定する。
警告 この附属書に基づいて測定及び設備の保守を行う場合には,適切な安全対策を施す必要がある。
特に,放射線による被ばくを防止するため,安全管理を徹底しなければならない。
注記 この附属書で用いる装置の設置及び取扱いに関係する法令として,労働安全衛生法,電離放射
線障害防止規則などがある。
D.2 測定原理
X線(ガンマ線を含む。)をコイルに照射したときに放出されるめっきからの蛍光X線の強度を測定し
て,めっきの付着量が既知の試料からの蛍光X線強度と比較して,めっきの付着量を求める。
D.3 装置 装置は,X線発生部,分光部・検出部・計数部及び装置制御部・データ処理部によって構成
され,次による。装置は,測定結果に有意な影響を及ぼすような温度・湿度の変動のない場所に設置する。
D.3.1 X線発生部 X線発生部は,コイルのD.6.3に規定する位置に励起X線(ガンマ線を含む。)を直
接照射できなければならない。
D.3.2 分光部・検出部・計数部 分光部・検出部・計数部は,D.6.3に規定する測定位置で発生する蛍光
X線の強度を測定できる機能をもたなければならない。
D.3.3 装置制御部・データ処理部 装置制御部・データ処理部は,D.6.3に規定する位置に励起X線(ガ
ンマ線を含む。)を照射して発生する蛍光X線の強度を測定するようX線発生部及び分光部・検出部・計
数部を制御し,照射位置と測定結果とを対応させて記録できなければならない。
D.4 測定蛍光X線
測定する蛍光X線は,ZnKα(波長0.143 5 nm)の一次線とする。ただし,測定面と装置との距離の補正
などに,他の波長のX線を同時に測定して用いてもよい。
D.5 検量線の作成及び校正
D.5.1 検量線の作成方法
検量線の作成方法は,C.6.1による。
注記 検量線は,亜鉛の管理濃度に応じて作成されている。
D.5.2 検量線の校正
検量線の校正は,C.6.2による。
27
G 3323:2019
D.6 測定方法
D.6.1 測定面
コイルのめっきの付着量を測定する面は,測定結果に有意な影響を及ぼすような汚れ,金属粉の付着が
あってはならない。測定する面と装置との距離及び傾きは,X線測定用試験片測定時と同一の距離及び傾
きとする。測定結果に有意な影響を及ぼすようなコイルと装置との距離及び傾きの差が生じた場合には,
その影響を補正しなければならない。
D.6.2 測定モード
めっきの付着量の測定モードは,コイルのめっきの付着量を測定するためにX線を照射する間,装置を
コイルの定められた幅方向位置に固定して測定する方法(以下,定点測定モードという。)又は装置をコイ
ルの幅方向に一定速度で移動しながら測定する方法(以下,スキャンモードという。)のいずれかとする。
いずれの方法とするかは,製造業者による。
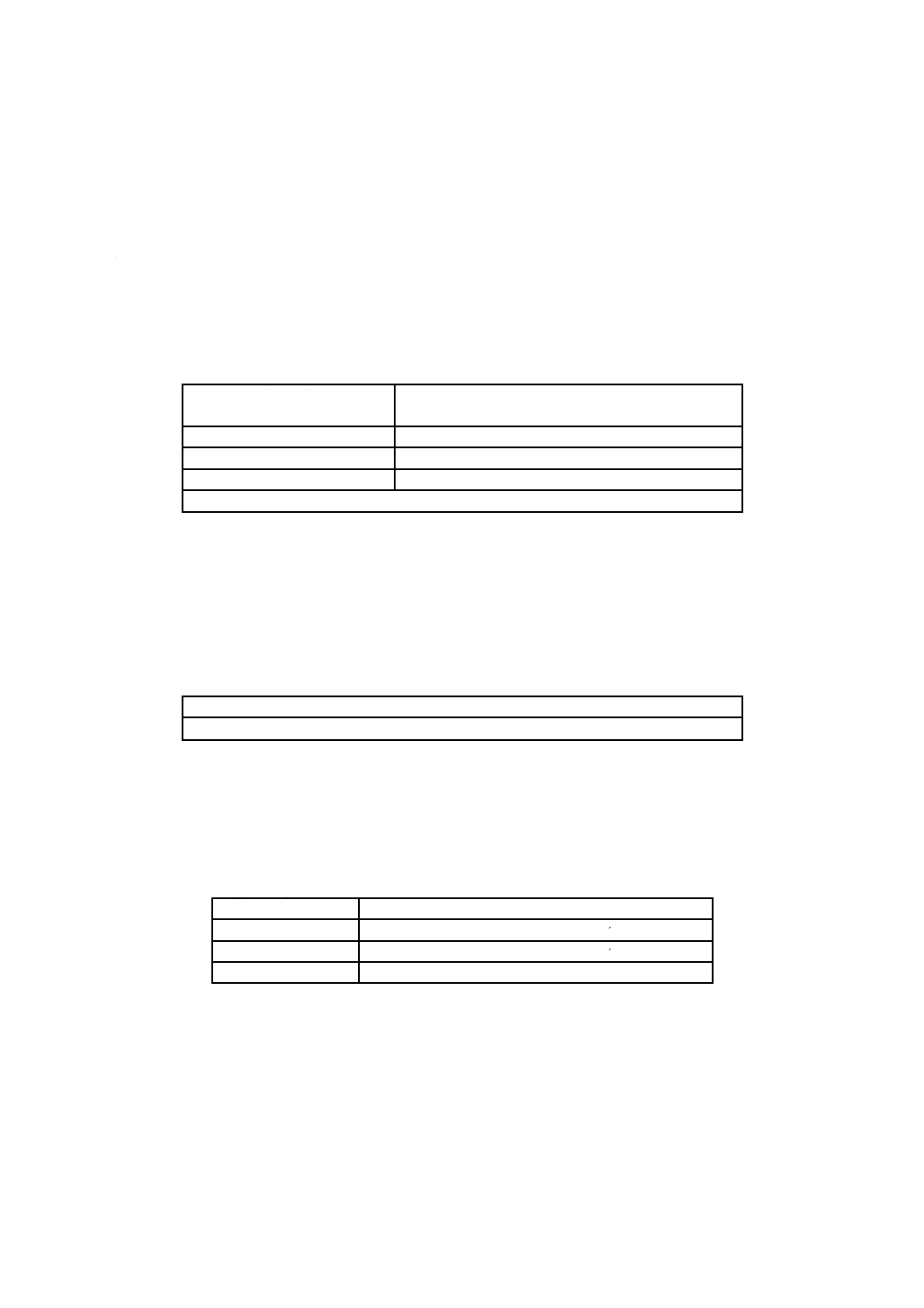
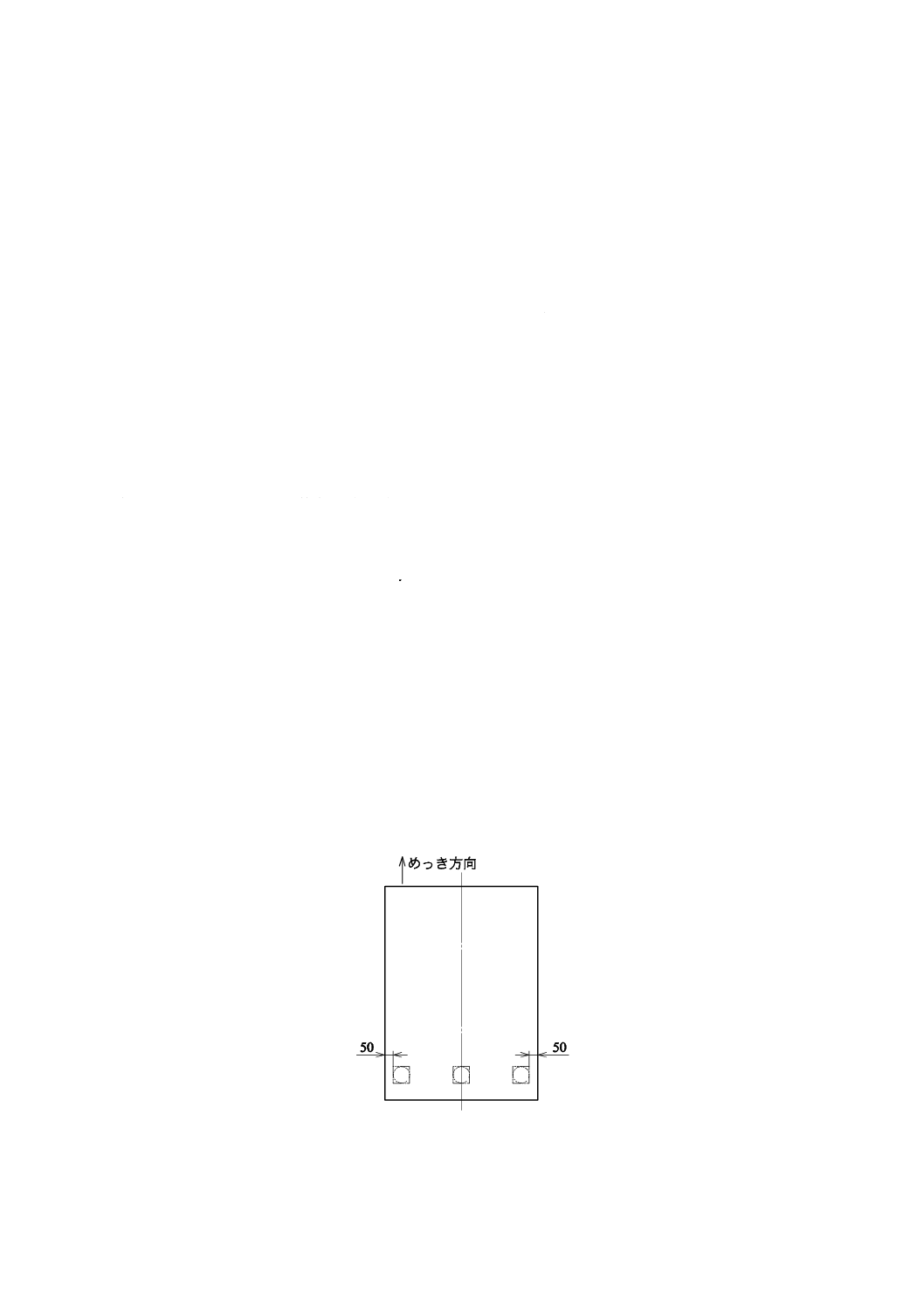
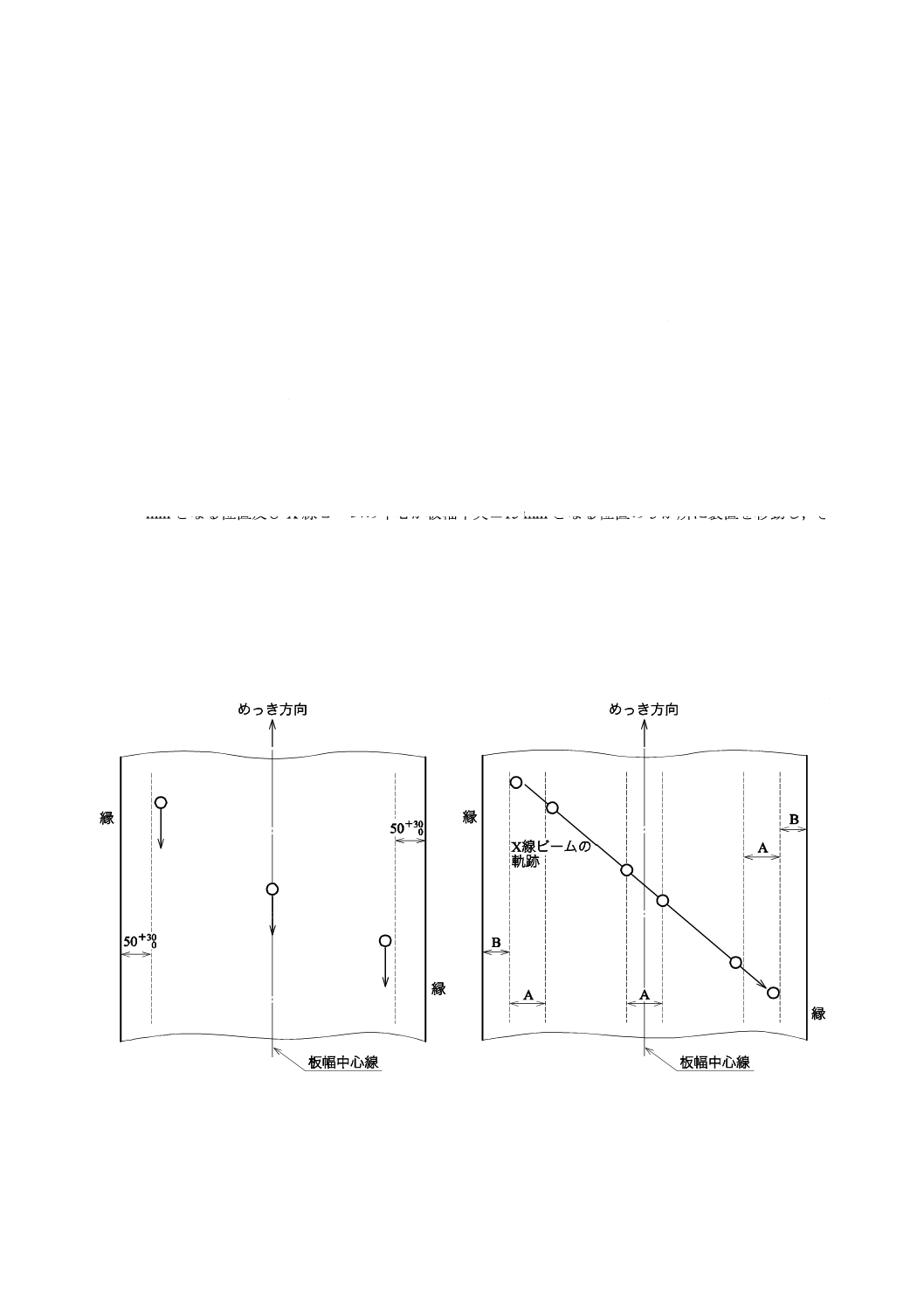
D.6.3 めっきの付着量の測定位置
コイルの幅方向の測定位置は,定点測定モードの場合は図D.1 a)によって,スキャンモードの場合は,
図D.1 b) による。定点測定モードの場合は,X線ビームの外側の縁がコイルの両縁(幅方向端部)から
50
0
30
+ mmとなる位置及びX線ビームの中心が板幅中央±15 mmとなる位置の3か所に装置を移動し,そ
れぞれの位置でめっきの付着量を測定する。スキャンモードの場合は,装置をコイルの幅方向に一定速度
で移動し,図D.1 b)に示す3か所それぞれの測定範囲(A)でめっきの付着量を測定する。この場合,縁
側の測定範囲は,X線ビームの外側の縁の位置を示し,板幅中心のときはX線ビームの中心の位置を示す。
付着量は,コイルの表裏を測定する。コイルの幅方向の測定位置は,コイルの表裏では同一とし,長さ
方向の表裏での測定位置は,できるだけ近接した位置とする。
単位 mm
A:測定範囲(30〜120)
B:測定開始位置までの距離(50〜110)
a) 定点測定モードの場合
b) スキャンモードの場合
図D.1−めっきの付着量の測定位置
28
G 3323:2019
D.6.4 測定
測定は,次による。
a) 1か所の測定時間は,4秒以下とする。装置を設置した製造ラインで測定するめっきの付着量のうち,
最小となるめっきの付着量表示記号の試験片を装置にセットし,規定の測定時間で連続10回測定した
ときの相対標準偏差1)が1 %以下,かつ,めっきの付着量を0.1 g/m2の単位まで読み取ることのできる
条件を設定する。ただし,X線強度をカウントで測定し,カウント数が10 000以上の場合は,繰返し
測定は不要とする。
注1) 測定値の標準偏差(分散の平方根の絶対値)を平均値によって除した値をいう[JIS K 0211 の
3.10(測定の信頼性)参照]。
なお,条件を設定したときに使用しためっきの付着量表示記号より少ないめっきの付着量を測定す
る場合には,該当するめっきの付着量表示記号の試験片を用いて上記の条件を満たしていることを確
認する。上記の条件を満たしていないときには,改めて条件を設定し直す。
b) 設定された条件によって,コイルにX線を照射し,蛍光X線強度を測定する。
c) 検量線によって,蛍光X線強度を1 m2当たりのめっきの付着量(片面,g/m2)に換算する。
なお,コイルの面積が,めっきの付着量測定後にスキンパスなどによって変化する場合には,面積
の変化率を用いてめっきの付着量を補正する。
d) 表面及び裏面のめっきの付着量を合計してコイル1か所のめっきの付着量(両面,g/m2)とする。
D.6.5 付着量の測定値
任意の1パス2)の3か所における付着量を用いて,めっきの平均付着量及び最小付着量を求める。ただ
し,パス数は複数としてもよく,複数のパスを用いる場合のめっきの平均付着量は,全てのめっきの付着
量測定値の平均とし,最小付着量は,全てのめっきの付着量測定値のうち最小の値とする。
注2) 1パスとは,X線発生部をコイルの任意の位置におけるコイルの縁から反対側の縁まで一方向
に移動させる間での測定をいう。
D.7 装置の点検
装置の点検は適切に行わなければならない。点検を行う事項は,JIS K 0119の箇条15(装置の点検)に
よるほか,次による。
a) 装置の設置場所の温度・湿度が測定に影響を及ぼさないこと。
b) 測定するときの装置と鋼帯との距離及び角度が一定であること。
c) 校正を行うときの試験片と装置との距離及び角度がコイルを測定するときと同じであること。
d) スキャンモードのときに,装置が一定速度で移動すること。
e) 装置が設定された条件で,コイルのめっきの付着量を測定していること。
f)
装置の汚れが測定に影響を及ぼさないこと。
g) この方法による付着量測定結果と他の測定方法(附属書C又は附属書E)で測定した結果とを比較し,
装置による測定結果に異常がないこと。
29
G 3323:2019
附属書E
(規定)
重量法によるめっき付着量試験方法
E.1
概要
めっきされた試験片をひょう量した後,試験液でめっき層を溶解除去し,再びひょう量し,その質量の
差からめっきの付着量を求める。
E.2
試験液
密度1.18 g/cm3[35 %(質量分率)]以上の塩酸500 mLに対し,JIS K 8847に規定するヘキサメチレン
テトラミンを3.5 gの割合で溶かし,その溶液を水で2倍に希釈したものを,試験液とする。
E.3
試験片の洗浄
必要に応じて,有機溶剤で試験片を脱脂し,乾燥する。使用する有機溶剤は,めっきに害があってはな
らない。
E.4
操作
操作は,次による。
a) めっき層溶解前に,試験片の質量を測定する。質量の測定精度は,推定する付着量(見込み付着量)
の±1 %以内の精度で測定する。
b) 試験液の量は,試験片のめっき部分(片面)の表面積100 mm2当たり10 mL以上になるように溶液量
を決める。
c) 試験片を常温の試験液に完全に浸して,めっき層が完全に溶けるまで放置する。試験液1)中の水素の
盛んな発生が止まると,溶解が終了したことを示す。次いで,試験片を流水でゆすぎ,綿布などでよ
く拭った後,十分に乾燥するか,又は試験片をアルコールに浸してすぐ乾燥させ,再び質量を測定す
る。質量の測定精度は,推定する付着量(見込み付着量)の±1 %以内の精度で測定する。
d) ひょう量後,試験片のめっき部分(片面)の表面積S(mm2)を求める。表面積の測定精度は,±1 %
以内の精度で測定する。
なお,打抜きなど表面積が既知の場合には,測定を省略してもよい。
注1) 試験液は,めっき層が容易に除去される範囲内で繰り返し用いてよい。
E.5
めっきの付着量の計算
めっきの付着量は,小数点以下1桁まで算出し,これをJIS Z 8401の規則Aによって整数に丸めて表す。
6
2
1
10
×
−
=
S
W
W
M
ここに,
M: めっきの付着量(g/m2)
W1: 試験片のめっき層を除去する前の質量(g)
W2: 試験片のめっき層を除去した後の質量(g)
S: 試験片のめっき部分(片面)の表面積(mm2)
30
G 3323:2019
参考文献 JIS G 0594 無機被覆鋼板のサイクル腐食促進試験方法
JIS H 8502 めっきの耐食性試験方法
JIS K 0211 分析化学用語(基礎部門)
JIS K 5600-7-9 塗料一般試験方法−第7部:塗膜の長期耐久性−第9節:サイクル腐食試験方
法−塩水噴霧/乾燥/湿潤
JIS Z 2371 塩水噴霧試験方法
ISO 16539,Corrosion of metals and alloys−Accelerated cyclic corrosion tests with exposure to
synthetic ocean water salt-deposition process−“Dry” and “wet” conditions at constant absolute
humidity