2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3203-1988
高温圧力容器用合金鋼鍛鋼品
Alloy Steel Forgings for Pressure Vessels
for High−Temperature Service
1. 適用範囲 この規格は,高温で使用される圧力容器及びその部品に用いる溶接性を考慮した合金鋼鍛
鋼品(以下,鍛鋼品という。)について規定する。
備考 この規格の中で{ }を付けて示してある単位及び数値は,国際単位系 (SI) によるものであ
って,参考として併記したものである。
なお,この規格の中の従来単位及び数値は,昭和66年1月1日からSI単位及び数値に切り
換える。
2. 種類の記号 鍛鋼品の種類の記号は,表1による。
表1 種類の記号
種類の記号
SFVA F 1
SFVA F 2
SFVA F 12
SFVA F 11 A
SFVA F 11 B
SFVA F 22 A
SFVA F 22 B
SFVA F 21 A
SFVA F 21 B
SFVA F 5 A
SFVA F 5 B
SFVA F 5 C
SFVA F 5 D
SFVA F 9
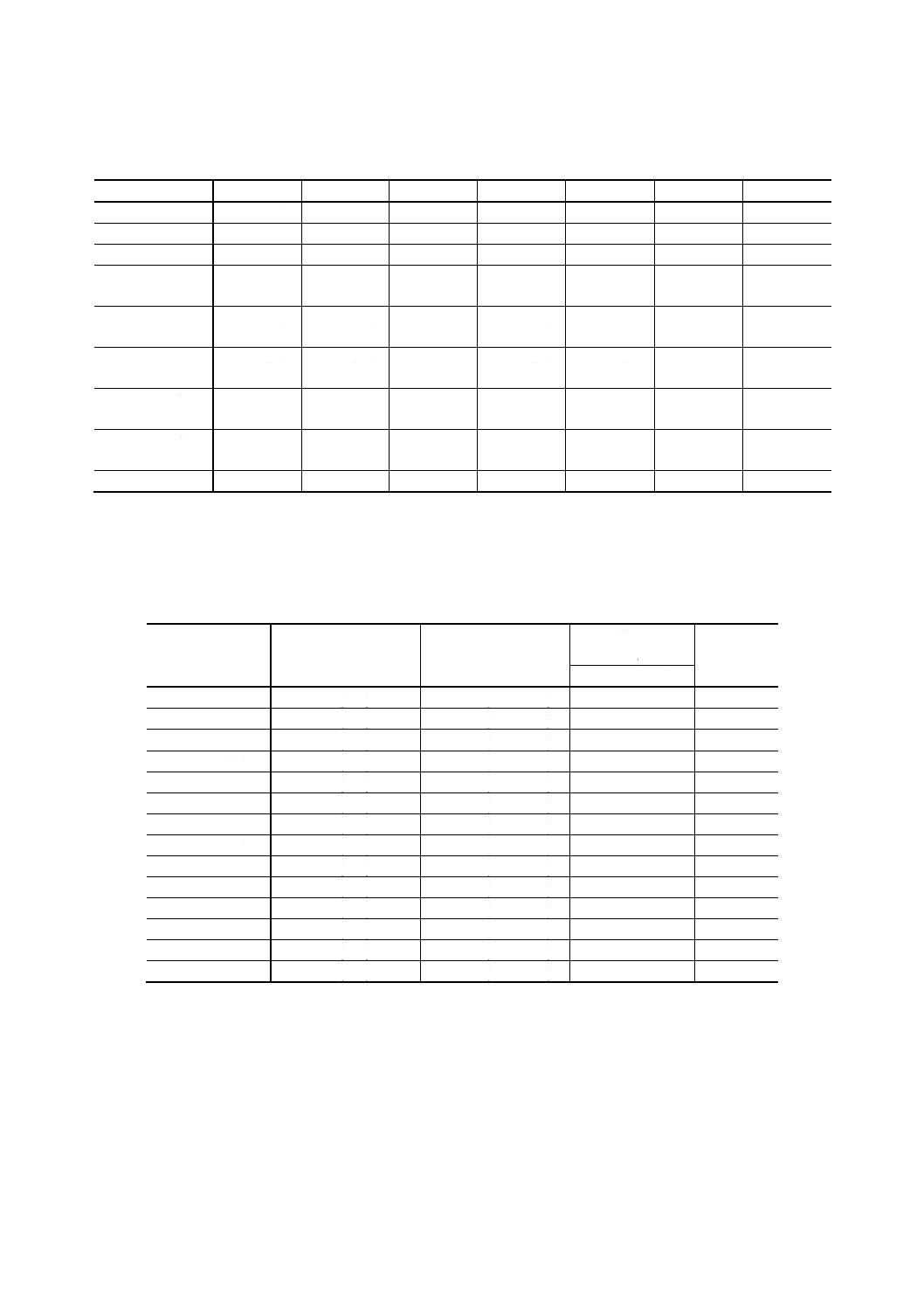
3. 化学成分 鍛鋼品は,9.2の試験を行い,その化学成分は,次による。
(1) 鍛鋼品の化学成分は,溶鋼分析値とし表2による。
(2) 注文者の要求によって鍛鋼品の製品分析を行う場合には,その許容変動値は,JIS G 0321(鋼材の製
品分析方法及びその許容変動値)の表3による。
引用規格及び対応国際規格:6ページに示す。
2
G 3203-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Cr
Mo
SFVA F 1
0.30以下
0.35以下
0.60〜0.90
0.030以下
0.030以下
−
0.45〜0.65
SFVA F 2
0.20以下
0.60以下
0.30〜0.80
0.030以下
0.030以下
0.50〜0.80
0.45〜0.65
SFVA F 12
0.20以下
0.60以下
0.30〜0.80
0.030以下
0.030以下
0.80〜1.25
0.45〜0.65
SFVA F 11 A
SFVA F 11 B
0.20以下
0.50〜1.00
0.30〜0.80
0.030以下
0.030以下
1.00〜1.50
0.45〜0.65
SFVA F 22 A
SFVA F 22 B
0.15以下
0.50以下
0.30〜0.60
0.030以下
0.030以下
2.00〜2.50
0.90〜1.10
SFVA F 21 A
SFVA F 21 B
0.15以下
0.50以下
0.30〜0.60
0.030以下
0.030以下
2.65〜3.35
0.80〜1.00
SFVA F 5 A
SFVA F 5 B
0.15以下
0.50以下
0.30〜0.60
0.030以下
0.030以下
4.00〜6.00
0.45〜0.65
SFVA F 5 C
SFVA F 5 D
0.25以下
0.50以下
0.30〜0.60
0.030以下
0.030以下
4.00〜6.00
0.45〜0.65
SFVA F 9
0.15以下
0.50〜1.00
0.30〜0.60
0.030以下
0.030以下
8.00〜10.0
0.90〜1.10
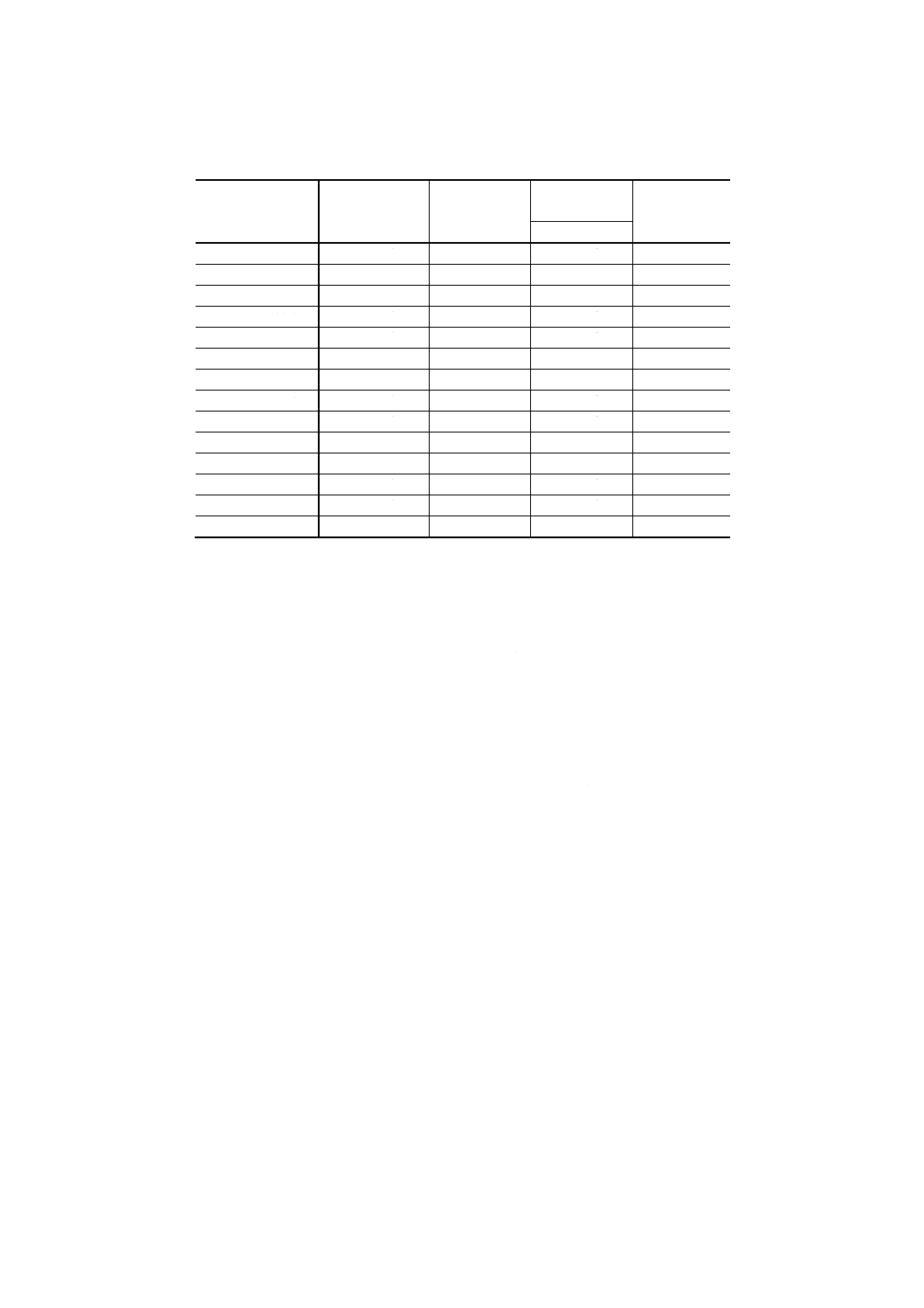
4. 機械的性質 鍛鋼品は,9.3の試験を行い,その降伏点又は耐力,引張強さ,伸び及び絞りは,表3-1
又は表3-2による。
表3-1 機械的性質
(昭和65年12月31日まで適用)
種類の記号
降伏点又は耐力
kgf/mm2 {N/mm2}
引張強さ
kgf/mm2 {N/mm2}
伸び
%
絞り
%
14A号試験片
SFVA F 1
28以上 {275} 以上
49〜67 {481〜657}
18以上
35以上
SFVA F 2
28以上 {275} 以上
49〜67 {481〜657}
18以上
35以上
SFVA F 12
28以上 {275} 以上
49〜67 {481〜657}
18以上
35以上
SFVA F 11 A
28以上 {275} 以上
49〜67 {481〜657}
18以上
35以上
SFVA F 11 B
32以上 {314} 以上
53〜70 {520〜686}
18以上
35以上
SFVA F 22 A
21以上 {206} 以上
42〜60 {412〜588}
18以上
40以上
SFVA F 22 B
32以上 {314} 以上
53〜70 {520〜686}
18以上
35以上
SFVA F 21 A
21以上 {206} 以上
42〜60 {412〜588}
18以上
40以上
SFVA F 21 B
32以上 {314} 以上
53〜70 {520〜686}
18以上
35以上
SFVA F 5 A
25以上 {245} 以上
42〜60 {412〜588}
18以上
40以上
SFVA F 5 B
28以上 {275} 以上
49〜67 {481〜657}
18以上
35以上
SFVA F 5 C
35以上 {343} 以上
56〜74 {549〜726}
18以上
35以上
SFVA F 5 D
46以上 {451} 以上
63〜80 {618〜785}
18以上
35以上
SFVA F 9
39以上 {382} 以上
60〜77 {588〜755}
18以上
40以上
3
G 3203-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3-2 機械的性質
(昭和66年1月1日から適用)
種類の記号
降伏点又は耐力
N/mm2
引張強さ
N/mm2
伸び
%
絞り
%
14A号試験片
SFVA F 1
275以上
480〜660
18以上
35以上
SFVA F 2
275以上
480〜660
18以上
35以上
SFVA F 12
275以上
480〜660
18以上
35以上
SFVA F 11 A
275以上
480〜660
18以上
35以上
SFVA F 11 B
315以上
520〜690
18以上
35以上
SFVA F 22 A
205以上
410〜590
18以上
40以上
SFVA F 22 B
315以上
520〜690
18以上
35以上
SFVA F 21 A
205以上
410〜590
18以上
40以上
SFVA F 21 B
315以上
520〜690
18以上
35以上
SFVA F 5 A
245以上
410〜590
18以上
40以上
SFVA F 5 B
275以上
480〜660
18以上
35以上
SFVA F 5 C
345以上
550〜730
18以上
35以上
SFVA F 5 D
450以上
620〜780
18以上
35以上
SFVA F 9
380以上
590〜760
18以上
40以上
5. 形状,寸法及びその許容差 鍛鋼品は,9.4の試験を行い,その形状,寸法及び許容差は,受渡当事者
間の協定による。
6. 外観 鍛鋼品は,9.5の試験を行い,その外観は,仕上げ良好で,使用上有害な割れ,きずなどがあっ
てはならない。
7. 健全性 鍛鋼品は,注文者が要求する場合,9.6又は適当な方法によって超音波探傷試験を行い,その
健全性は,使用上有害な欠陥があってはならない。
なお,鍛鋼品の健全性の合否判定基準については,受渡当事者間の協定による。
8. 製造方法
8.1
製造方法の一般事項 製造方法の一般事項は,JIS G 0306(鍛鋼品の製造,試験及び検査の通則)の
3.による。ただし,溶鋼の真空処理は,受渡当事者間の協定による。
8.2
熱処理 鍛鋼品の熱処理は,次による。
(1) 鍛鋼品は,予備熱処理を行う。この場合の熱処理は,鍛造後の再加熱前の過程で,オーステナイトが
変態を終了するように冷却する。
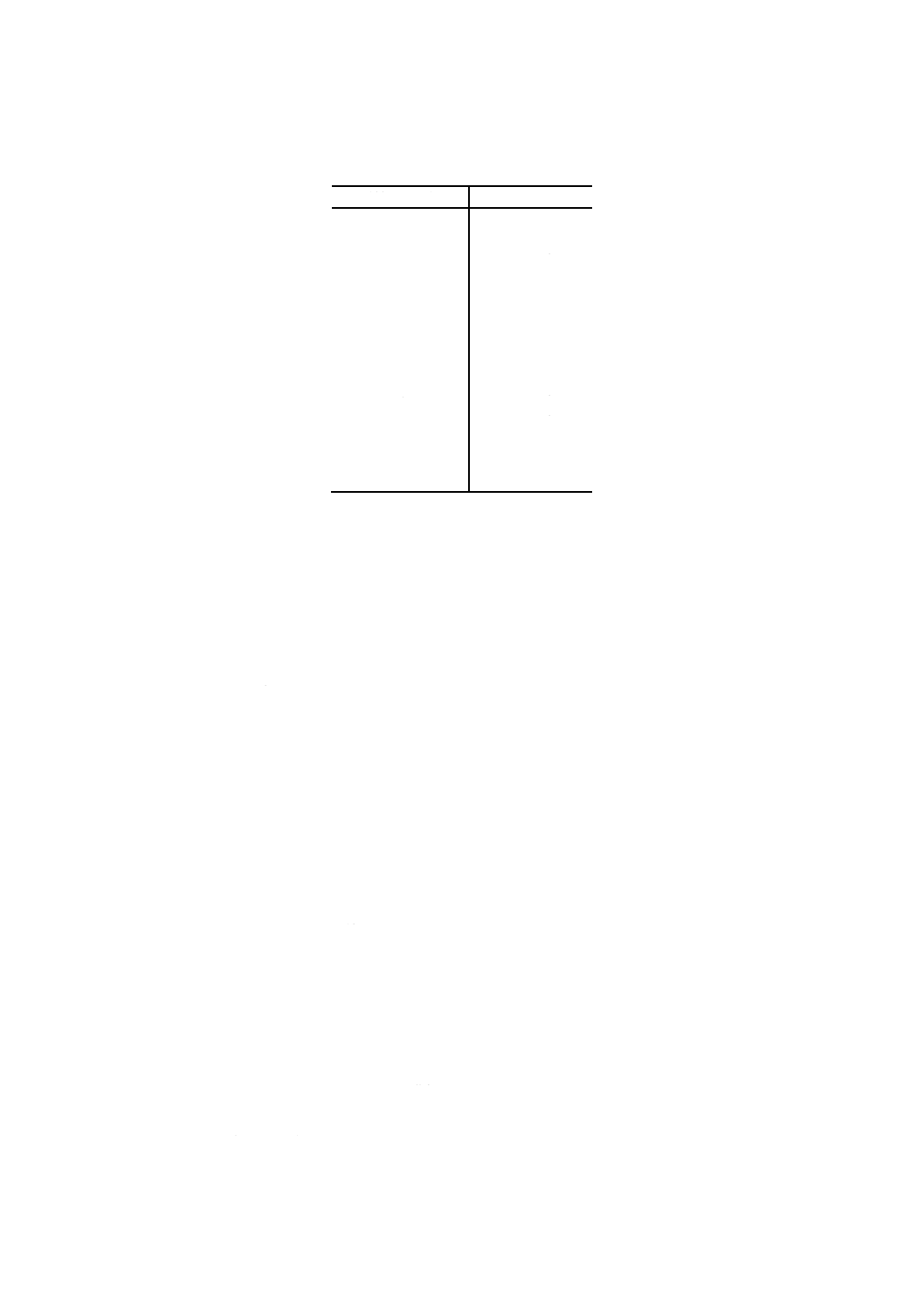
(2) 鍛鋼品は,焼なまし又は焼ならし焼戻しの熱処理を行う。ただし,規定の機械的性質を得るために,
製造業者は,注文者との協議によって液体冷却,衝風又はその他の適当な方法によって,焼ならし時
加速冷却を行うことができる。いずれの場合も,焼戻温度は表4によって,その保持時間は,最大厚
さに対し,25mmにつき30分以上の割合とする。
(3) 注文者が,応力除去などの熱処理を試験片について行うように指定した場合には,製造業者は,9.3
によって供試材から試験片を切り出し,更に,注文者からの指示に従って熱処理を行わなければなら
ない。この場合,注文者は熱処理温度,保持時間,冷却速度,熱処理回数などの熱処理条件の詳細を
4
G 3203-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
指示するものとする。
表4 焼戻温度
種類の記号
焼戻温度 ℃
SFVA F 1
590以上
SFVA F 2
590以上
SFVA F 12
590以上
SFVA F 11 A
620以上
SFVA F 11 B
620以上
SFVA F 22 A
675以上
SFVA F 22 B
590以上
SFVA F 21 A
675以上
SFVA F 21 B
590以上
SFVA F 5 A
675以上
SFVA F 5 B
675以上
SFVA F 5 C
590以上
SFVA F 5 D
590以上
SFVA F 9
675以上
8.3
溶接補修 検査によって検出された欠陥の補修は,JIS G 0306の3.4による。
9. 試験
9.1
試験場所 試験場所は,原則として当該製造所とする。
また,注文者の要求がある場合,製造業者は,その試験に注文者を立ち会わせる。
9.2
分析試験
9.2.1
分析試験の一般事項 分析試験の一般事項は,JIS G 0306の4.1による。
9.2.2
分析方法 分析方法は,次のいずれかによる。
JIS G 1211(鉄及び鋼中の炭素定量方法)
JIS G 1212(鉄及び鋼中のけい素定量方法)
JIS G 1213(鉄及び鋼中のマンガン定量方法)
JIS G 1214(鉄及び鋼中のりん定量方法)
JIS G 1215(鉄及び鋼中の硫黄定量方法)
JIS G 1217(鉄及び鋼中のクロム定量方法)
JIS G 1218(鉄及び鋼中のモリブデン定量方法)
JIS G 1253(鉄及び鋼の光電測光法による発光分光分析方法)
JIS G 1256(鉄及び鋼の蛍光X線分析方法)
JIS G 1257(鉄及び鋼の原子吸光分析方法)
9.3
機械試験
9.3.1
供試材の採り方 供試材の採り方は,JIS G 0306の4.2.2(1.1)による。
9.3.2
試験片の採り方 試験片の採り方は,JIS G 0306の4.2.2(1.2)による。
9.3.3
供試材及び試験片の数 供試材及び試験片の数は,JIS G 0306の4.2.2(1.3)による。
9.3.4
引張試験方法 引張試験方法は,JIS G 0306の4.2.2(1.4)による。
9.4
形状及び寸法 鍛鋼品の形状及び寸法の測定は,JIS G 0306の4.5による。
9.5
外観試験 鍛鋼品の外観試験は,JIS G 0306の4.3による。
5
G 3203-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.6
超音波探傷試験 注文者は,超音波探傷試験を指定することができる。その試験方法は,JIS G 0587
(炭素鋼及び低合金鋼鍛鋼品の超音波探傷試験方法及び試験結果の等級分類方法)に準じる。
10. 再試験
10.1 機械試験 機械試験の再試験は,JIS G 0306の5.1による。
10.2 溶接補修後の試験 8.3によって溶接補修を行う場合,その試験は,JIS G 0306の5.2による。
11. 検査
11.1 鍛鋼品の検査は,次による。
(1) 検査の一般事項は,JIS G 0306の6.による。
(2) 化学成分は,3.に適合しなければならない。
(3) 機械的性質は,4.に適合しなければならない。
(4) 形状及び寸法は,5.に適合しなければならない。
(5) 外観は,6.に適合しなければならない。
(6) 健全性は,7.に適合しなければならない。
11.2 11.1の検査のほか,注文者は次に列挙する検査を指定することができる。この場合,検査項目,試
料の採り方,試験方法及び合否判定基準について,あらかじめ受渡当事者間で協定しなければならない。
硬さ試験(1),衝撃試験(2),磁粉探傷検査(3),浸透探傷検査(4),マクロ組織検査(5),結晶粒度検査(6),非
金属介在物検査(7),顕微鏡組織検査
注(1) JIS Z 2243(ブリネル硬さ試験方法)又はJIS Z 2246(ショア硬さ試験方法)による。
(2) 試験片は,JIS Z 2202(金属材料衝撃試験片)の4号試験片を用い,試験方法は,JIS Z 2242
(金属材料衝撃試験方法)による。
(3) JIS G 0565(鉄鋼材料の磁粉探傷試験方法及び欠陥磁粉模様の等級分類)による。
(4) JIS Z 2343(浸透探傷試験方法及び欠陥指示模様の等級分類)による。
(5) JIS G 0553(鋼のマクロ組織試験方法)による。
(6) JIS G 0551(鋼のオーステナイト結晶粒度試験方法)による。
(7) JIS G 0555(鋼の非金属介在物の顕微鏡試験方法)による。
12. 表示 検査に合格した鍛鋼品の表示は,JIS G 0306の7.による。
13. 報告 報告は,JIS G 0306の8.による。
6
G 3203-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
引用規格:
JIS G 0306 鍛鋼品の製造,試験及び検査の通則
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0551 鋼のオーステナイト結晶粒度試験方法
JIS G 0553 鋼のマクロ組織試験方法
JIS G 0555 鋼の非金属介在物の顕微鏡試験方法
JIS G 0565 鉄鋼材料の磁粉探傷試験方法及び欠陥磁粉模様の等級分類
JIS G 0587 炭素鋼及び低合金鋼鍛鋼品の超音波探傷試験方法及び試験結果の等級分類方法
JIS G 1211 鉄及び鋼中の炭素定量方法
JIS G 1212 鉄及び鋼中のけい素定量方法
JIS G 1213 鉄及び鋼中のマンガン定量方法
JIS G 1214 鉄及び鋼中のりん定量方法
JIS G 1215 鉄及び鋼中の硫黄定量方法
JIS G 1217 鉄及び鋼中のクロム定量方法
JIS G 1218 鉄及び鋼中のモリブデン定量方法
JIS G 1253 鉄及び鋼の光電測光法による発光分光分析方法
JIS G 1256 鉄及び鋼の蛍光X線分析方法
JIS G 1257 鉄及び鋼の原子吸光分析方法
JIS Z 2202 金属材料衝撃試験片
JIS Z 2242 金属材料衝撃試験方法
JIS Z 2243 ブリネル硬さ試験方法
JIS Z 2246 ショア硬さ試験方法
JIS Z 2343 浸透探傷試験方法及び欠陥指示模様の等級分類
対応国際規格:
ISO 2604-1 Steel products for pressure purposes−Quality requirements−Part 1 : Forgings
7
G 3203-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
鉄鋼部会 鍛鋼専門委員会 構成表(昭和57年6月15日制定のとき)
氏名
所属
(委員会長)
工 藤 英 明
横浜国立大学工学部
島 弘 志
通商産業省機械情報産業局
卯 木 稔
工業技術院標準部
加 藤 宣 弘
財団法人日本海事協会
佐 藤 克 郎
日本鋳鍛鋼会
森 定 祝 雄
株式会社日立製作所勝田工場
高 野 正 義
株式会社神戸製鋼所鋳鍛鋼事業部
進 藤 弓 弦
株式会社日本製鋼所鉄鋼重機事業本部
和 中 宏 樹
川崎製鉄株式会社水島製鉄所
永 田 茂 雄
住友金属工業株式会社製鋼所
森 俊 雄
大同特殊鋼株式会社技術サービス部
西 山 英 喜
日本鋳鍛鋼株式会社鍛鋼部
丸 山 武 志
バブコック日立株式会社呉工場
野 島 陸 郎
石川島播磨重工業株式会社原子力事業部
薄 田 寛
三菱重工業株式会社
成 田 勝 彦
三井造船株式会社玉野事業所
森 忠 夫
東京芝浦電気株式会社
大 橋 正 昭
トヨタ自動車工業株式会社
残 間 淳
東洋エンジニアリング株式会社
森 脇 啓
全日本鍛造工業会
(事務局)
村 里 利 明
工業技術院標準部材料規格課
田 中 利 穂
工業技術院標準部材料規格課
(事務局)
穐 山 貞 治
工業技術院標準部材料規格課(昭和63年11月1日改正のとき)
坂 元 耕 三
工業技術院標準部材料規格課(昭和63年11月1日改正のとき)