G 3126:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類及び記号並びに適用厚さ ······························································································ 2
4 製造方法及び熱処理 ·········································································································· 2
4.1 製造方法 ······················································································································ 2
4.2 熱処理及び熱処理の記号 ································································································· 2
5 化学成分························································································································· 3
6 熱加工制御を行った鋼板の炭素当量及び溶接割れ感受性組成 ···················································· 3
7 機械的性質 ······················································································································ 4
7.1 降伏点又は耐力,引張強さ,伸び及び曲げ性 ······································································· 4
7.2 シャルピー吸収エネルギー ······························································································ 4
8 形状,寸法,質量及びその許容差 ························································································ 5
9 外観······························································································································· 6
10 試験 ····························································································································· 6
10.1 分析試験 ····················································································································· 6
10.2 機械試験 ····················································································································· 6
11 検査 ····························································································································· 7
12 再検査 ·························································································································· 7
13 表示 ····························································································································· 8
14 報告 ····························································································································· 8
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 9
G 3126:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき一般社団法人日本鉄
鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調
査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3126:2009は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3126:2015
低温圧力容器用炭素鋼鋼板
Carbon steel plates for pressure vessels for low temperature service
序文
この規格は,2011年に第3版として発行されたISO 9328-1,ISO 9328-3,ISO 9328-5及び2011年に第2
版として発行されたISO 9328-6を基とし,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,低温で使用する圧力容器及び圧力設備に用いる熱間圧延炭素鋼鋼板(以下,鋼板という。)
について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 9328-1:2011,Steel flat products for pressure purposes−Technical delivery conditions−Part 1:
General requirements
ISO 9328-3:2011,Steel flat products for pressure purposes−Technical delivery conditions−Part 3:
Weldable fine grain steels, normalized
ISO 9328-5:2011,Steel flat products for pressure purposes−Technical delivery conditions−Part 5:
Weldable fine grain steels, thermomechanically rolled
ISO 9328-6:2011,Steel flat products for pressure purposes−Technical delivery conditions−Part 6:
Weldable fine grain steels, quenched and tempered(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 3193 熱間圧延鋼板及び鋼帯の形状,寸法,質量及びその許容差
JIS Z 2241 金属材料引張試験方法
JIS Z 2242 金属材料のシャルピー衝撃試験方法
JIS Z 2248 金属材料曲げ試験方法
2
G 3126:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
種類及び記号並びに適用厚さ
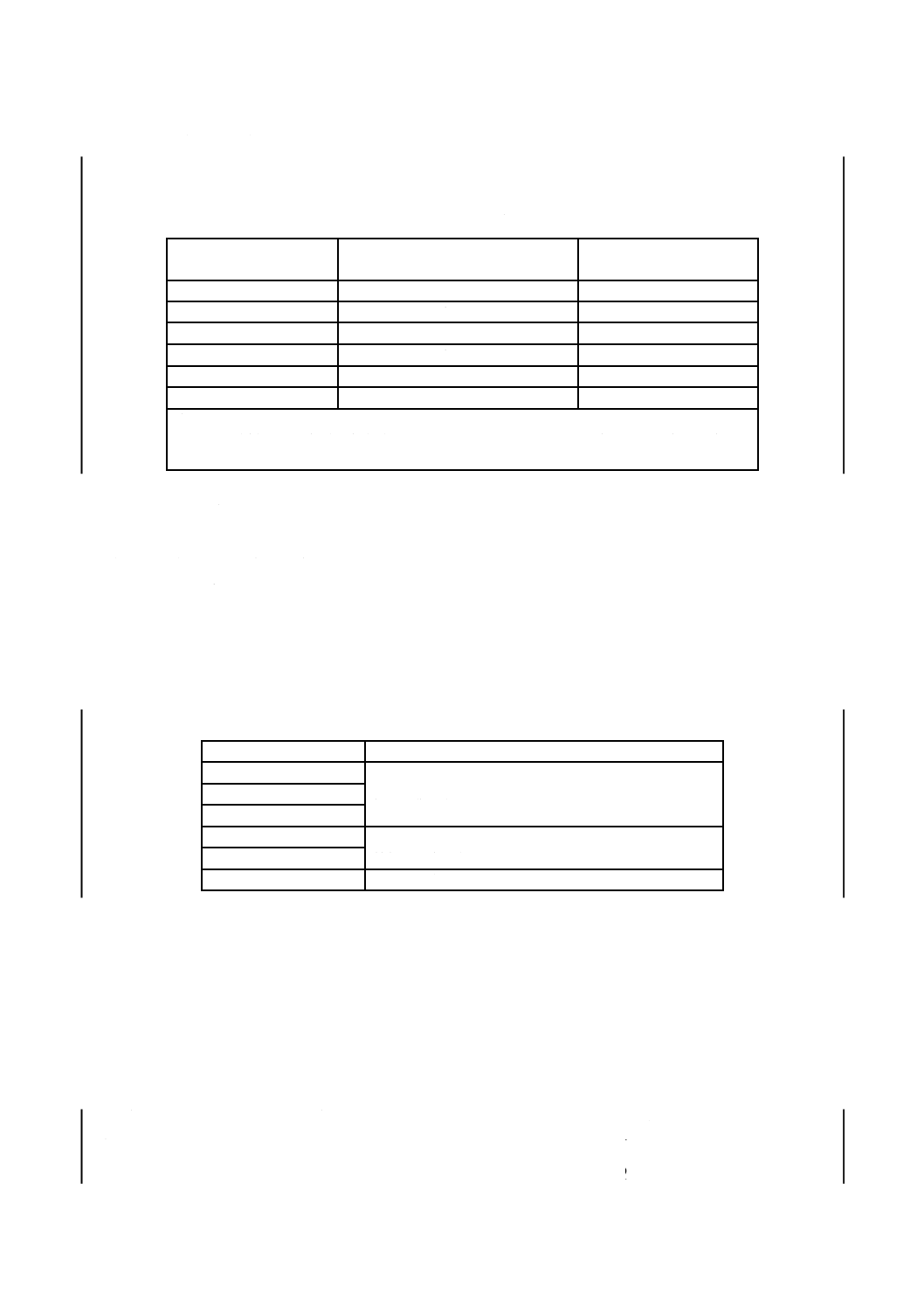
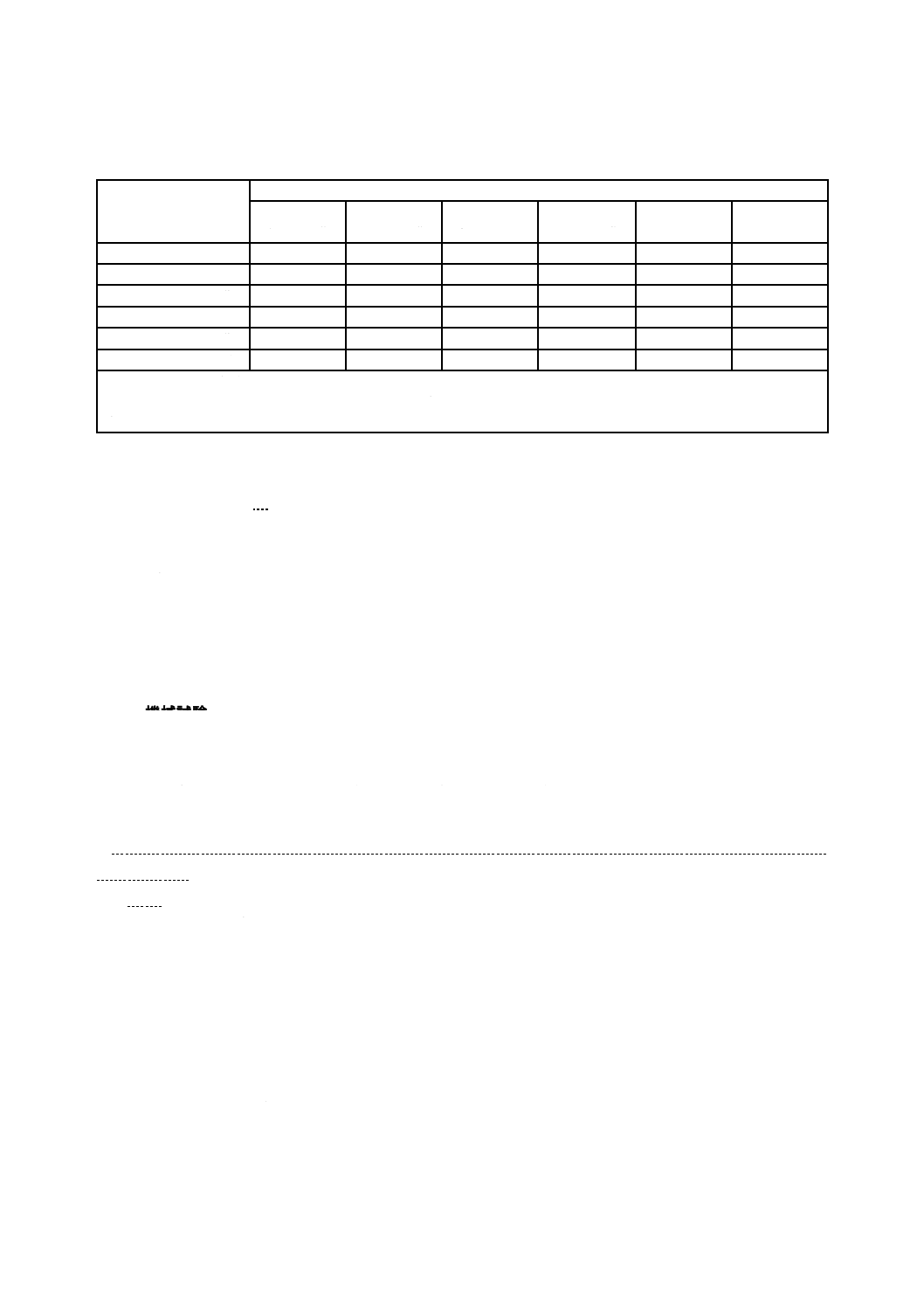
鋼板の種類は,6種類とし,その記号及び適用厚さは,表1による。
表1−種類の記号及び適用厚さ
種類の記号
適用厚さ
mm
最低使用可能温度a)
℃
SLA235A
6以上50以下
−30
SLA235B
6以上50以下
−45
SLA325A
6以上38以下
−45
SLA325B
6以上38以下
−60
SLA365
6以上38以下
−60
SLA410
6以上38以下
−60
注a) この表の最低使用可能温度は,通常の使用条件に対して適用されるものであって,ぜ
い(脆)性き裂の伝ぱ(播)を阻止するなど特殊な性能が要求される場合には適用し
ない。
4
製造方法及び熱処理
4.1
製造方法
鋼板は,細粒キルド鋼から製造する。
4.2
熱処理及び熱処理の記号
4.2.1
熱処理
4.2.1.1
鋼板の熱処理
鋼板の熱処理は,表2による。
表2−熱処理
種類の記号
熱処理
SLA235A
焼ならし。ただし,受渡当事者間の協定によって,熱
加工制御を行ってもよい。
SLA235B
SLA325A
SLA325B
焼入焼戻し。ただし,受渡当事者間の協定によって,
熱加工制御を行ってもよい。
SLA365
SLA410
熱加工制御又は焼入焼戻し。
4.2.1.2
熱処理の指示
注文者は,注文書に製造業者が行う鋼板の熱処理,及び必要な場合には,試験片の熱処理条件及び熱処
理回数を明示する。
4.2.1.3
試験片の熱処理
試験片の熱処理は,鋼板から採取した供試材の状態で行い,試験片は,熱処理後の供試材から採取する。
4.2.2
熱処理の記号
注文書に記入する鋼板及び試験片の熱処理を示す記号は,次による。
a) 鋼板に熱加工制御を行う場合
: TMC
b) 鋼板に焼ならしを行う場合
: N
c) 鋼板に焼入焼戻しを行う場合
: Q
3
G 3126:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 試験片の熱処理として溶接後熱処理に相当する熱処理を行う場合 : SR
例 SLA235BTMC :鋼板に熱加工制御を行う場合
SLA325AN
:鋼板に焼ならしを行う場合
SLA365Q
:鋼板に焼入焼戻しを行う場合
SLA235BN3SR :鋼板に焼ならしを行い.更に試験片の熱処理として溶接後熱処理に相当する熱
処理を3回行う場合
5
化学成分
鋼板は,10.1の試験を行い,その溶鋼分析値は,表3による。
表3−化学成分a)
単位 %
種類の記号
C
Si
Mn
P
S
SLA235A
SLA235B
0.15以下
0.30以下
0.70〜1.50
0.015以下
0.010以下
SLA325A
SLA325B
0.16以下
0.55以下
0.80〜1.60
0.015以下
0.010以下
SLA365
0.18以下
0.55以下
0.80〜1.60
0.015以下
0.010以下
SLA410
0.18以下
0.55以下
0.80〜1.60
0.015以下
0.010以下
注a) 必要に応じて,この表以外の合金元素を添加することができる。
6
熱加工制御を行った鋼板の炭素当量及び溶接割れ感受性組成
SLA325A,SLA325B,SLA365及びSLA410の熱加工制御を行った鋼板の炭素当量,及び受渡当事者間
の協定によって炭素当量の代わりに適用する溶接割れ感受性組成は,次による。
a) 炭素当量 炭素当量は,式(1)によって,10.1の溶鋼分析値を用いて算出し,その値は,表4による。
14
V
4
Mo
5
Cr
40
Ni
24
Si
6
Mn
C
eq
+
+
+
+
+
+
=
C
··········································· (1)
ここに,
Ceq: 炭素当量(%)
b) 溶接割れ感受性組成 溶接割れ感受性組成は,式(2)によって,10.1の溶鋼分析値を用いて算出し,そ
の値は,表5による。
B
5
10
V
15
Mo
20
Cr
60
Ni
20
Cu
20
Mn
30
Si
C
CM
+
+
+
+
+
+
+
+
=
P
······························ (2)
ここに,
PCM: 溶接割れ感受性組成(%)
表4−炭素当量
単位 %
種類の記号
炭素当量
SLA325A
SLA325B
0.38以下
SLA365
0.38以下
SLA410
0.39以下
4
G 3126:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−溶接割れ感受性組成
単位 %
種類の記号
溶接割れ感受性組成
SLA325A
SLA325B
0.23以下
SLA365
0.23以下
SLA410
0.24以下
7
機械的性質
7.1
降伏点又は耐力,引張強さ,伸び及び曲げ性
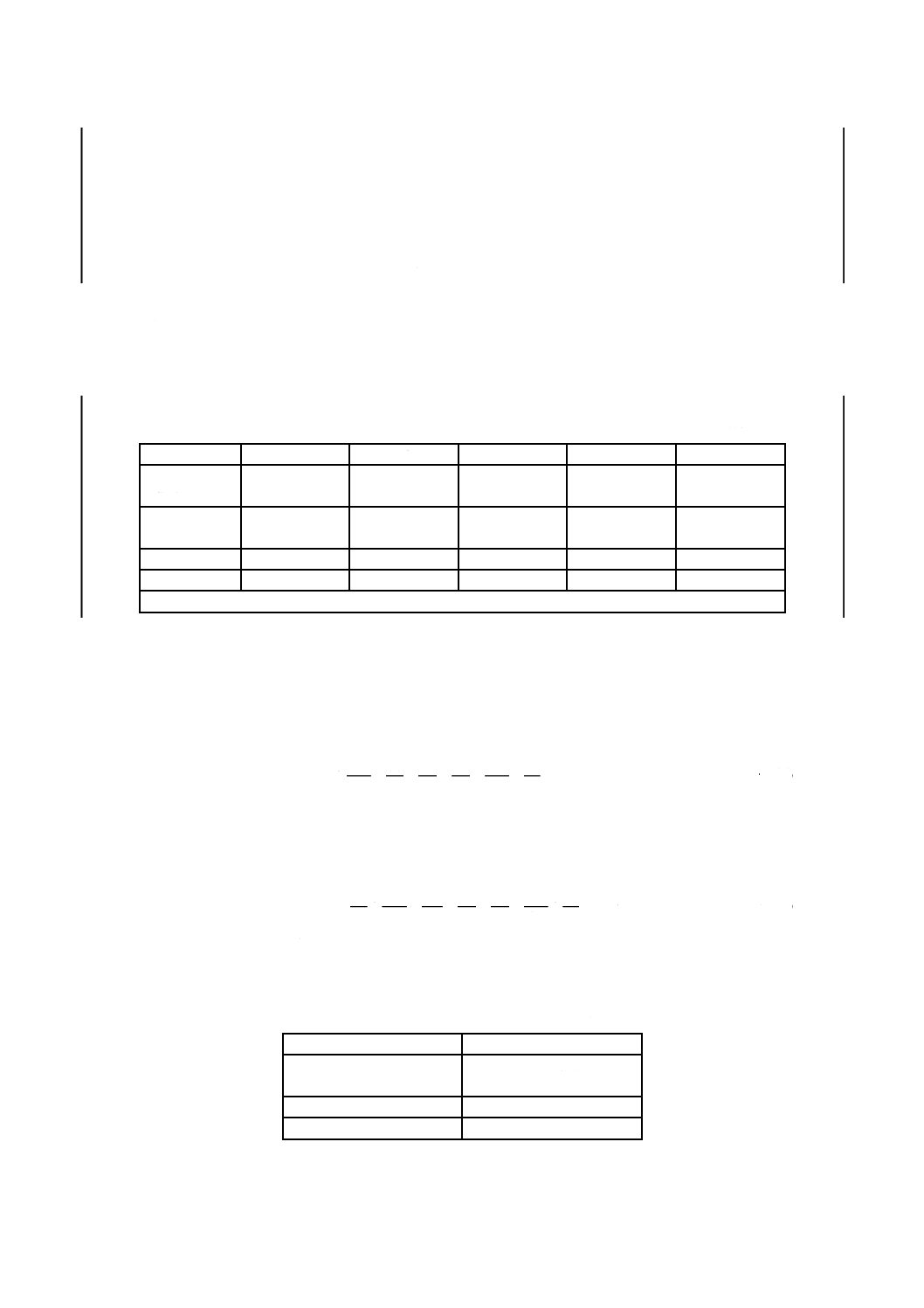
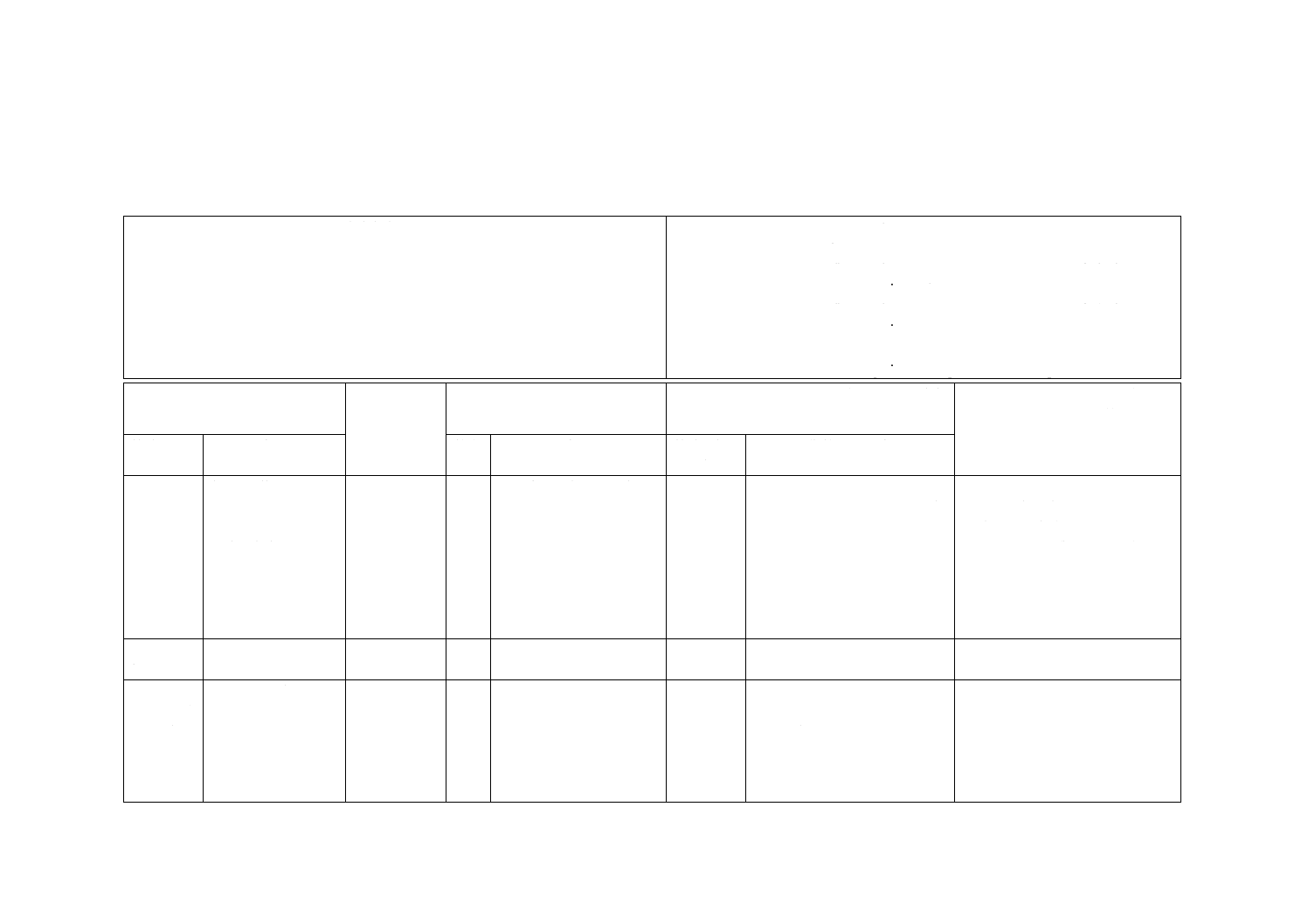
鋼板は,10.2の試験を行い,その降伏点又は耐力,引張強さ,伸び及び曲げ性は,表6による。
なお,曲げ性の場合は,曲げ試験片の外側にき裂を生じてはならない。
注記 曲げ性の試験の実施については,10.2.1を参照。
7.2
シャルピー吸収エネルギー
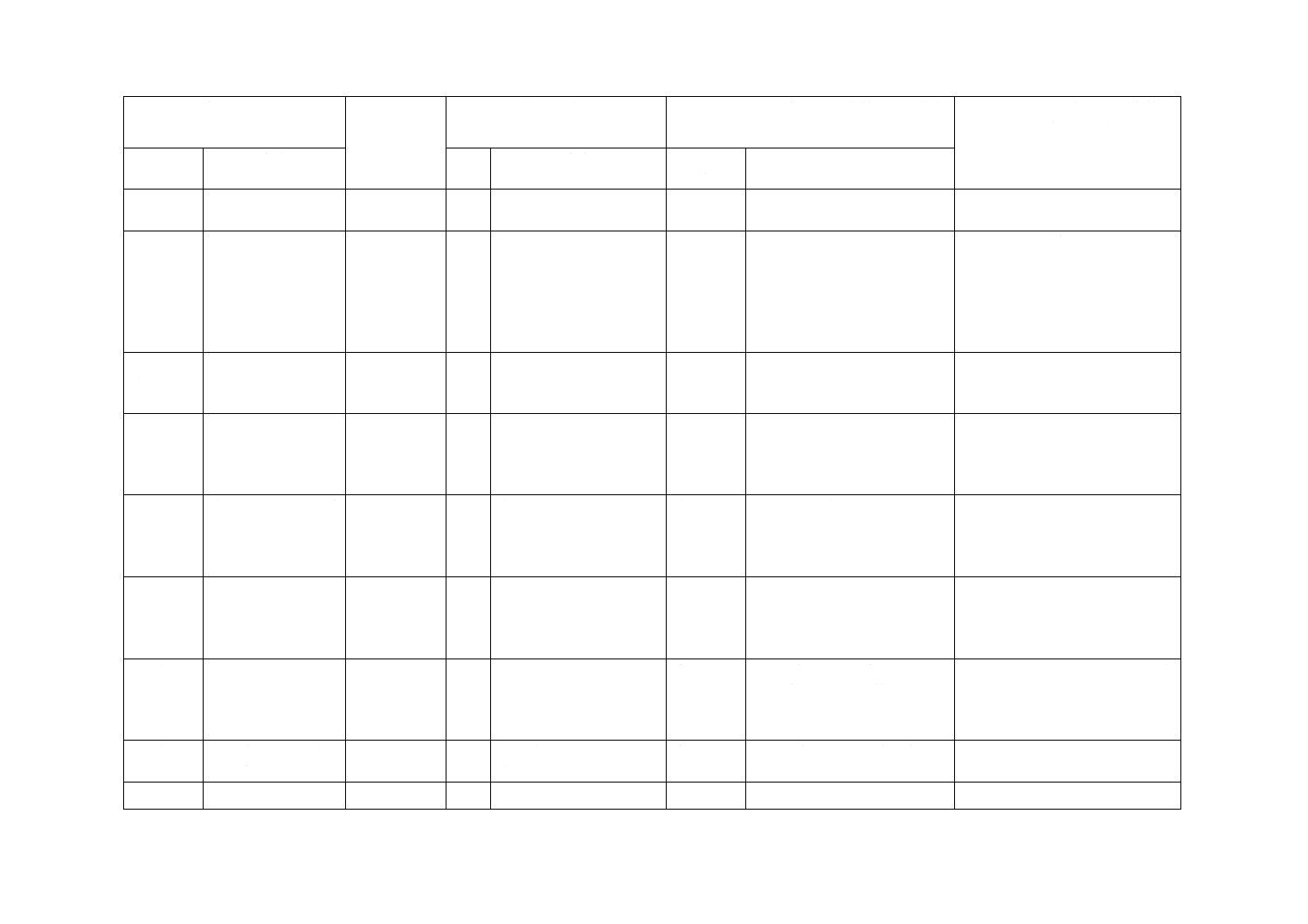
鋼板は,10.2の試験を行い,そのシャルピー吸収エネルギーの下限値は,表7による。この場合,シャ
ルピー吸収エネルギーは,3個の試験片の平均値とする。
なお,個々の吸収エネルギーが試験機能力の80 %を超えることが想定される場合は,製造業者の判断に
よってJIS Z 2242の6.(試験片)のVノッチサブサイズ試験片で試験を行ってもよい。この場合,その試
験温度は,表7の試験温度に対して,それぞれ次の温度とする。
− 標準試験片(10×10 mm)から幅7.5 mmのサブサイズ試験片(10×7.5 mm)に変更する場合:10 ℃
低い温度
− 標準試験片(10×10 mm)から幅5 mmのサブサイズ試験片(10×5 mm)に変更する場合:20 ℃低い
温度
− 幅7.5 mmのサブサイズ試験片(10×7.5 mm)から幅5 mmのサブサイズ試験片(10×5 mm)に変更
する場合:10 ℃低い温度
注記 JIS Z 2242の8.4(試験機の能力超過)に,吸収エネルギーが初期位置エネルギーの80 %を超
える場合の扱いについて記載されている。
5
G 3126:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−降伏点又は耐力,引張強さ,伸び及び曲げ性
種類の記号 降伏点又は耐力
N/mm2
引張強さ
N/mm2
伸び
曲げ性
厚さ mm
試験片
%
曲げ角度
内側半径
試験片
SLA235A
SLA235B
厚さ40 mm以下
235以上
厚さ40 mmを超
えるもの
215以上
400〜510
6以上16以下
1A号
18以上
180°
厚さの
1.0倍
1号
圧延方向
に直角
16を超えるもの
1A号
22以上
40を超えるもの
4号
24以上
SLA325A
SLA325B
325以上
440〜560
6以上16以下
5号
22以上
180°
厚さの
1.5倍
1号
圧延方向
に直角
16を超えるもの
5号
30以上
20を超えるもの
4号
22以上
SLA365
365以上
490〜610
6以上16以下
5号
20以上
180°
厚さの
1.5倍
1号
圧延方向
に直角
16を超えるもの
5号
28以上
20を超えるもの
4号
20以上
SLA410
410以上
520〜640
6以上16以下
5号
18以上
180°
厚さの
1.5倍
1号
圧延方向
に直角
16を超えるもの
5号
26以上
20を超えるもの
4号
18以上
表7−衝撃試験温度及びシャルピー吸収エネルギーの下限値
厚さ
mm
衝撃試験温度a)
℃
シャルピー吸収エ
ネルギーの下限値
J
試験片
及び
試験片採取方向
6以上
8.5未満
8.5以上
12以下
12を超え
20以下
20を超え
るもの
試験片
高さ×幅
mm
10×5
10×7.5
10×10
10×10
種類の
記号
SLA235A
−5
−5
−5
−10
最高吸収
エネルギー値
の1/2 b)
Vノッチ
圧延方向c)
SLA235B
−30
−20
−15
−30
SLA325A
−40
−30
−25
−35
SLA325B
−60
−50
−45
−55
SLA365
−60
−50
−45
−55
SLA410
−60
−50
−45
−55
注a) 受渡当事者間の協定によって,これらの試験温度より低い温度で試験を行う場合は,その試験温度に置き換
えてもよい。
b) 最高吸収エネルギー値とは,3個の試験片のぜい性破面率がいずれも0 %となる温度における吸収エネルギー
の平均値とする。通常,常温で試験を行い求める。ただし,試験片のぜい性破面率が0 %にならないときは,
温度を上げて試験をする。
c) 受渡当事者間の協定によって,圧延方向に対して直角方向での試験を行う場合には,注文者の承認があれば,
圧延方向試験を省略してもよい。
8
形状,寸法,質量及びその許容差
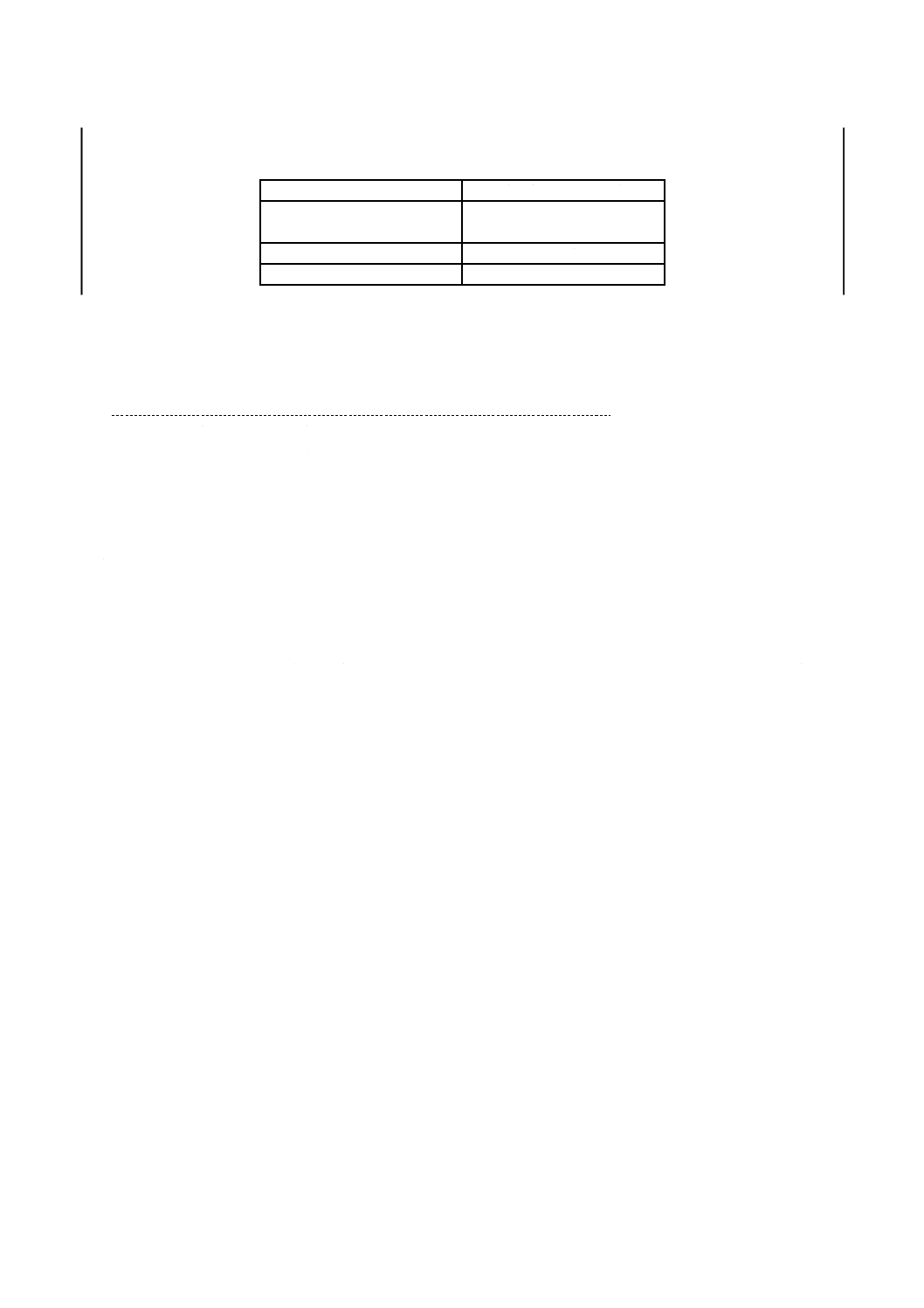
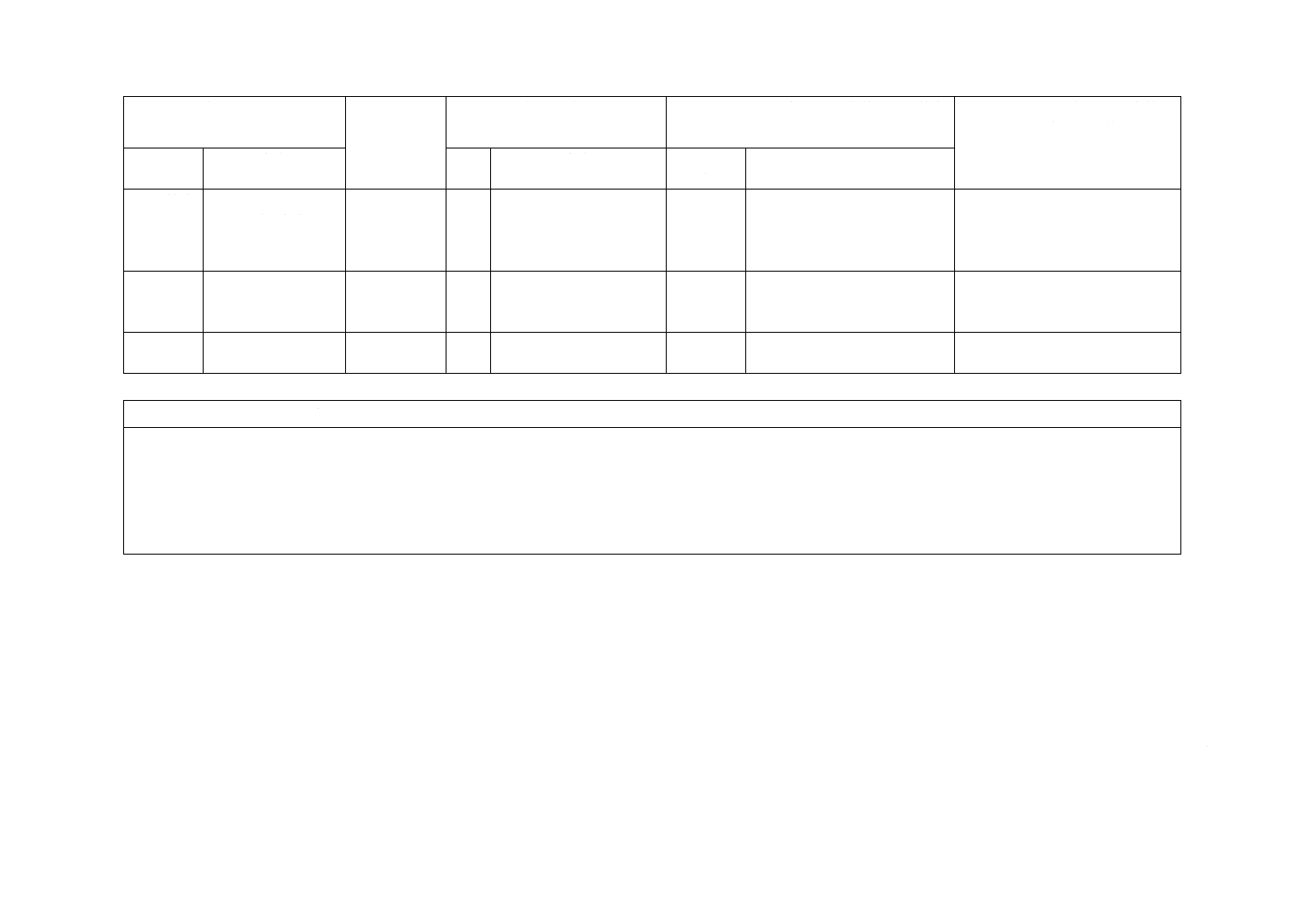
鋼板の形状,寸法,質量及びその許容差は,JIS G 3193による。ただし,鋼板の長さ及びカットエッジ
の幅の許容差は,特に指定がない限りJIS G 3193の許容差Aとし,厚さの許容差は,表8による。
6
G 3126:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−厚さの許容差
単位 mm
厚さ
幅a)
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 150未満
3 150以上
4 000未満
4 000以上
5 000未満
6.00以上 6.30未満
+0.75
+0.95
+0.95
+1.25
+1.25
−
6.30以上 10.0未満
+0.85
+1.05
+1.05
+1.35
+1.35
+1.55
10.0以上 16.0未満
+0.85
+1.05
+1.05
+1.35
+1.35
+1.75
16.0以上 25.0未満
+1.05
+1.25
+1.25
+1.65
+1.65
+1.95
25.0以上 40.0未満
+1.15
+1.35
+1.35
+1.75
+1.75
+2.15
40.0以上 50.0以下
+1.35
+1.65
+1.65
+1.95
+1.95
+2.35
マイナス側の許容差は,0.25 mmとする。受渡当事者間の協定によって,マイナス側の許容差を0 mmとした場合
のプラス側の許容差は,この表の数値に0.25 mmを加えたものとする。
注a) 幅5 000 mm以上の場合の許容差は,受渡当事者間の協定による。
9
外観
鋼板の外観は,JIS G 3193の箇条7(外観)による。ただし,溶接補修は,事前に注文者の承認を得な
ければならない。
10
試験
10.1
分析試験
分析試験は,次による。
a) 分析試験の一般事項及び溶鋼分析用試料の採り方は,JIS G 0404の箇条8(化学成分)による。
b) 溶鋼分析方法は,JIS G 0320による。
10.2
機械試験
10.2.1
試験一般
機械試験の一般事項は,JIS G 0404の箇条7(一般要求)及び箇条9(機械的性質)による。ただし,供
試材の採り方は,JIS G 0404の7.6(試験片採取条件及び試験片)のA類とし,試験片の数及び採取位置
は,次による。
なお,曲げ試験は,省略してもよい1)。ただし,特に注文者の指定がある場合には,試験を行わなけれ
ばならない。
注1) 試験は,製造業者の判断によって省略してもよいが,曲げ性は規定を満足しなければならない
ことを意味する。
a) 引張試験片及び曲げ試験片の数 同一スラブ又は同一鋼塊から直接圧延し,同一熱処理条件ごとの鋼
板を一括して試験単位とし,最終圧延方向に直角にそれぞれ1個採取する。
b) 衝撃試験片の数
1) 表7の温度による衝撃試験片 同一スラブ又は同一鋼塊から直接圧延し,同一熱処理条件ごとの鋼
板を一括して試験単位とし,供試材1個を採取し,これから試験片3個を,特に指定がない限り,
最終圧延方向に採取する。
2) 最高吸収エネルギーを決定する衝撃試験片 同一溶鋼,同一厚さ及び同一熱処理条件に属する鋼板
について供試材1個を採取し,これから試験片3個を,特に指定がない限り,最終圧延方向に採取
する。
7
G 3126:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 引張試験片及び曲げ試験片の採取位置 試験片の中心は,板幅の1/4又はそれに近い位置とする。引
張試験片に4号試験片を用いる場合は,試験片の軸は,鋼板の表面から厚さの1/4とする。ただし,
厚さの1/4の位置に採れない場合には,それに近い位置とする。
d) 衝撃試験片の採取位置 試験片の中心は,鋼板の表面から厚さの1/4の位置で,かつ,板幅の1/4の
位置とする。ただし,この位置から採れない場合には,なるべくこれに近い位置とする。
10.2.2
試験片
引張試験片,曲げ試験片及び衝撃試験片は,次による。
a) 引張試験片は,JIS Z 2241の1A号,4号又は5号試験片による。
b) 曲げ試験片は,JIS Z 2248の1号試験片による。
c) 衝撃試験片は,JIS Z 2242のVノッチ試験片又はそのサブサイズ試験片による。ただし,試験片切欠
きの長さ方向は,圧延面に垂直とする。
10.2.3
試験方法
引張試験,曲げ試験及び衝撃試験の方法は,次による。
a) 引張試験方法は,JIS Z 2241による。
b) 曲げ試験方法は,JIS Z 2248による。
c) 衝撃試験方法は,JIS Z 2242による。
注記 この規格に規定する以外の試験として,受渡当事者間の協定によってJIS G 0801などの非破壊
試験が行われることがある。この場合,事前に試験方法,合否判定基準などについて,受渡当
事者間で協定される。
11
検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 炭素当量又は溶接割れ感受性組成は,箇条6に適合しなければならない。
d) 機械的性質は,箇条7に適合しなければならない。
e) 形状,寸法及び質量は,箇条8に適合しなければならない。
f)
外観は,箇条9に適合しなければならない。
12
再検査
再検査は,次による。
a) 引張試験又は曲げ試験で合格にならなかった鋼板は,JIS G 0404の9.8(再試験)によって,合格にな
らなかった試験について再試験を行って合否を決定してもよい。
b) 衝撃試験で合格にならなかった鋼板で,3個の平均値が規定値の85 %以上の場合は,同一供試材から
更に3個の試験片を採取して再試験を行い,合否を決定してもよい。この場合,6個の平均値が表7
に適合すれば合格とする。
c) 試験で合格とならなかった鋼板は,再熱処理を行った後,改めて試験を行い,合否を決定してもよい。
8
G 3126:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13
表示
検査に合格した鋼板は,鋼板ごとに次の項目を適切な方法で表示する。ただし,受渡当事者間の協定に
よって,製品識別が可能な範囲で項目の一部を省略してもよい。
a) 種類の記号及び4.2.2の熱処理の記号
b) 溶鋼番号又は検査番号
c) 寸法。寸法の表示は,JIS G 3193の箇条3(寸法の表し方)による。
d) 製造業者名又はその略号
14
報告
製造業者は,検査文書を注文者に提出しなければならない。報告は,JIS G 0404の箇条13(報告)によ
る。ただし,注文時に特に指定がない場合,検査文書の種類はJIS G 0415の表1(検査文書の総括表)の
記号3.1(検査証明書3.1)とする。
なお,化学成分は,表3の注a) によった場合は,成績表に添加元素の含有率を付記する。また,炭素当
量又は溶接割れ感受性組成が適用された場合は,それらの計算式に含まれる合金元素の含有率を報告しな
ければならない。
参考文献 JIS G 0801 圧力容器用鋼板の超音波探傷検査方法
9
G 3126:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
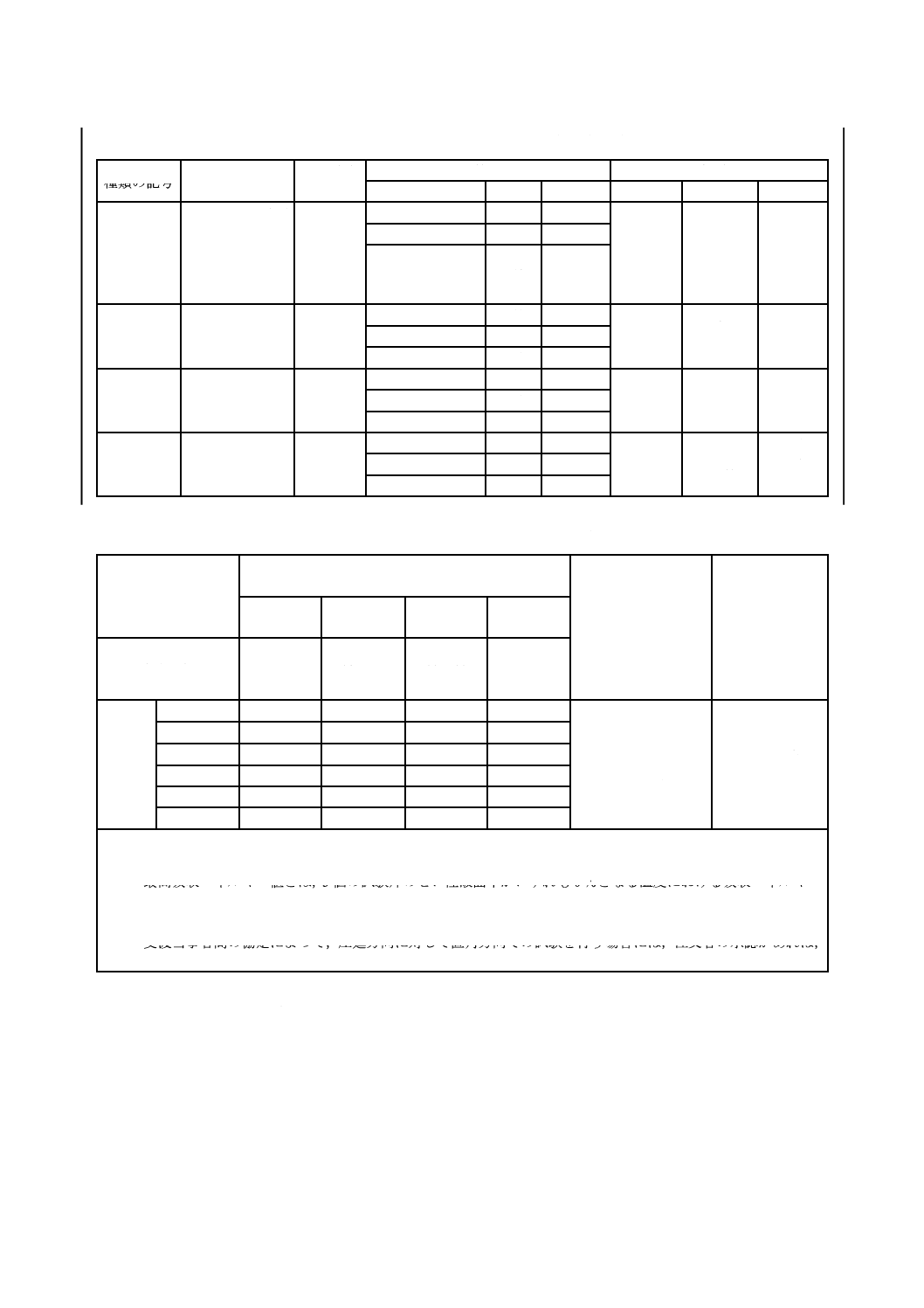
附属書JA
(参考)
JISと対応国際規格との対比表
JIS G 3126:2015 低温圧力容器用炭素鋼鋼板
ISO 9328-1:2011,Steel flat products for pressure purposes−Technical delivery
conditions−Part 1: General requirements
ISO 9328-3:2011,Steel flat products for pressure purposes−Technical delivery
conditions−Part 3: Weldable fine grain steels, normalized
ISO 9328-5:2011,Steel flat products for pressure purposes−Technical delivery
conditions−Part 5: Weldable fine grain steels, thermomechanically rolled
ISO 9328-6:2011,Steel flat products for pressure purposes−Technical delivery
conditions−Part 6: Weldable fine grain steels, quenched and tempered
(I)JISの規定
(II)
国際規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
低温で使用する圧
力容器及び圧力設
備に用いる熱間圧
延炭素鋼鋼板
ISO 9328-1
1
圧力容器用鋼板及び鋼帯
変更
適用範囲について,JISでは,
低温で使用する圧力容器用鋼
板に限定。ISO規格は,対象の
温度を規定していない。
規格体系の相違。日本は,米国
ASME規格の体系と同じように,
用途別の規格体系としている。
ISO規格では,製造法別の体系と
している。本質的な問題ではない
こと,また,この体系の変更は,
影響が大きいため,当面は静観す
る。
2 引用規
格
3 種類及
び記号並
びに適用
厚さ
6種類を規定
ISO 9328-3
ISO 9328-5
ISO 9328-6
4.2
Part 3で10種類,Part 5
で9種類,Part 6で8種類
を規定。
変更
JISの種類は,Part 3に2種類,
Part 5に3種類,Part 6に3種
類が記載されている。
圧力容器の技術基準は,ASME規
格及び欧州基準の2種類が主流。
ISO規格は,双方に対応できる共
存規格にしたもの。製造法別の各
Partに対応するJISの種類を記
載。
4
G
3
1
2
6
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
G 3126:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4.1 製造
方法
ISO 9328-1
6.1
一致
製造方法は,キルド鋼を明記して
ISO規格と整合。
4.2 熱処
理及び熱
処理の記
号
焼ならし,焼入焼戻
し又は熱加工制御
ISO 9328-3
ISO 9328-5
ISO 9328-6
6.2
Part 3が焼ならし,Part 5
が熱加工制御,Part 6が焼
入焼戻しを規定。
変更
JISの熱処理は,ISO規格の各
パートにそれぞれ記載されて
いる。
規格体系の相違。日本は,米国
ASME規格の体系と同じように,
用途別の規格体系としている。
ISO規格では,製造法別の体系と
している。この体系の変更は影響
が大きいため,当面は静観する。
5 化学成
分
溶鋼分析値を規定
ISO 9328-3
ISO 9328-5
ISO 9328-6
6.3
溶鋼分析値を規定。
変更
ISO規格は,JISを包含する規
定内容になっている。
本質的な相違はない。現行を踏襲
する。
6 炭素当
量及び溶
接割れ感
受性組成
熱加工制御を行っ
た鋼板の炭素当量
及び溶接割れ感受
性組成
ISO 9328-5
6.3.3 ISO規格では,熱加工制
御を行った鋼板の炭素当
量を規定。
追加
JISでは,溶接割れの指標とし
て有用な溶接割れ感受性組成
についても規定。
溶接割れ感受性組成の採用を提
案する。
7 機械的
性質
常温引張特性,曲げ
特性及び衝撃特性
について規定
ISO 9328-3
ISO 9328-5
ISO 9328-6
6.4
常温引張特性,衝撃特性
を規定。
追加
JISは,曲げ特性も規定してい
る。
JISは,従来から規定している曲
げ特性要求も保持している。要求
性能として規定し,試験は省略で
きるとした現行を踏襲する。
8 形状,寸
法,質量及
びその許
容差
JIS G 3193による。
ただし,板厚下限公
差は,−0.25 mm。
ISO 9328-1
6.7
受渡当事者間で協定。協
定の際,ISO 7452を参照。
変更
JIS G 3193とISO 7452とは,
整合。ただし,板厚下限公差は,
ISO規格は,−0.30 mmで相違。
板厚下限公差は,国内実績,法
規・技術基準の動向を見て対応す
る。
9 外観
JIS G 3193による。 ISO 9328-1
6.5
ISO 7788による。
変更
ISO規格は,選択肢として表面
きず除去部の局部的な板厚不
足を認めているが,JISは認め
ていない。
現行の板厚不足を認めない規定
を踏襲。
10 試験
分析試験,機械試験
を規定
ISO 9328-1
9
分析試験,機械試験を規
定。
変更
ISO規格は,引張試験片に通
常,比例試験片を採用。
ISO規格は,JISとの共存規格と
なっており現行どおりとする。
11 検査
ISO 9328-1
9
一致
4
G
3
1
2
6
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
G 3126:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
12 再検査 引張試験,曲げ試験
及び衝撃試験の再
検査を規定
ISO 9328-1
9.3
引張試験及び衝撃試験の
再検査を規定
変更
JISは,曲げ試験についても規
定している。また,衝撃試験の
条件について,より厳しく規定
している。
JISの方が,厳しい規定であり,
現行どおりとする。
13 表示
種類の記号,溶鋼番
号,寸法,製造業者
名など表示
ISO 9328-1
10
種類の記号,製造業者名
を表示。これ以外は協定
又は製造業者の任意。
追加
JISは,溶鋼番号,寸法も表示。 ISO規格はJISとの共存規格とな
っており現行どおりとする。
14報告
報告について規定。 ISO 9328-1
7.1
報告について規定。
追加
JISは,溶接割れ感受性組成に
ついても規定している。
溶接割れ感受性組成の採用を提
案する。
JISと国際規格との対応の程度の全体評価:(ISO 9328-1:2011,ISO 9828-3:2011,ISO 9828-5:2011,ISO 9828-6:2011,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
4
G
3
1
2
6
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。