G 3123:2004
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人 日本鉄
鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会
の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3123:1987は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 683-18:1996,Heat-treatable steels,
alloy steels and free-cutting steels - Part 18: Bright products of unalloyed and low alloy steelsを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS G 3123には,次に示す附属書がある。
附属書1(参考)JISと対応する国際規格との対比表
G 3123:2004
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類及び記号 ·················································································································· 1
4. 製造方法 ························································································································ 2
5. 機械的性質 ····················································································································· 2
5.1 炭素鋼みがき棒鋼の機械的性質 ························································································ 2
5.2 合金鋼みがき棒鋼の機械的性質 ························································································ 2
6. 寸法及び寸法許容差 ········································································································· 2
6.1 標準寸法 ······················································································································ 2
6.2 寸法許容差 ··················································································································· 3
7. 外観 ······························································································································ 4
8. 機械試験 ························································································································ 4
8.1 試験一般 ······················································································································ 4
8.2 試験片 ························································································································· 4
8.3 試験方法 ······················································································································ 4
9. 検査 ······························································································································ 4
10. 表示 ···························································································································· 4
附属書1(参考)JISと対応する国際規格との対比表 ··································································· 6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3123:2004
みがき棒鋼
Cold finished carbon and alloy steel bars
序文 この規格は,1996年に第2版として発行されたISO 683-18:1996,Heat-treatable steels, alloy steels and
free-cutting steels - Part 18: Bright products of unalloyed and low alloy steelsを翻訳し,技術的内容を変更して作
成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書1(参考)に示す。
1. 適用範囲 この規格は,機械構造及び各種部品に用いる断面形状が丸・六角・角・平の炭素鋼及び合
金鋼のみがき棒鋼(以下,みがき棒鋼という。)について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 683-18:1996,Heat-treatable steels alloy steels and free-cutting steels - Part 18: Bright products of
unalloyed and low alloy steels (MOD)
2. 引用規格 付表1に示す規格は,この規格に引用されることによって,この規格の規定の一部を構成
する。これらの引用規格は,その最新版(追補を含む。)を適用する。
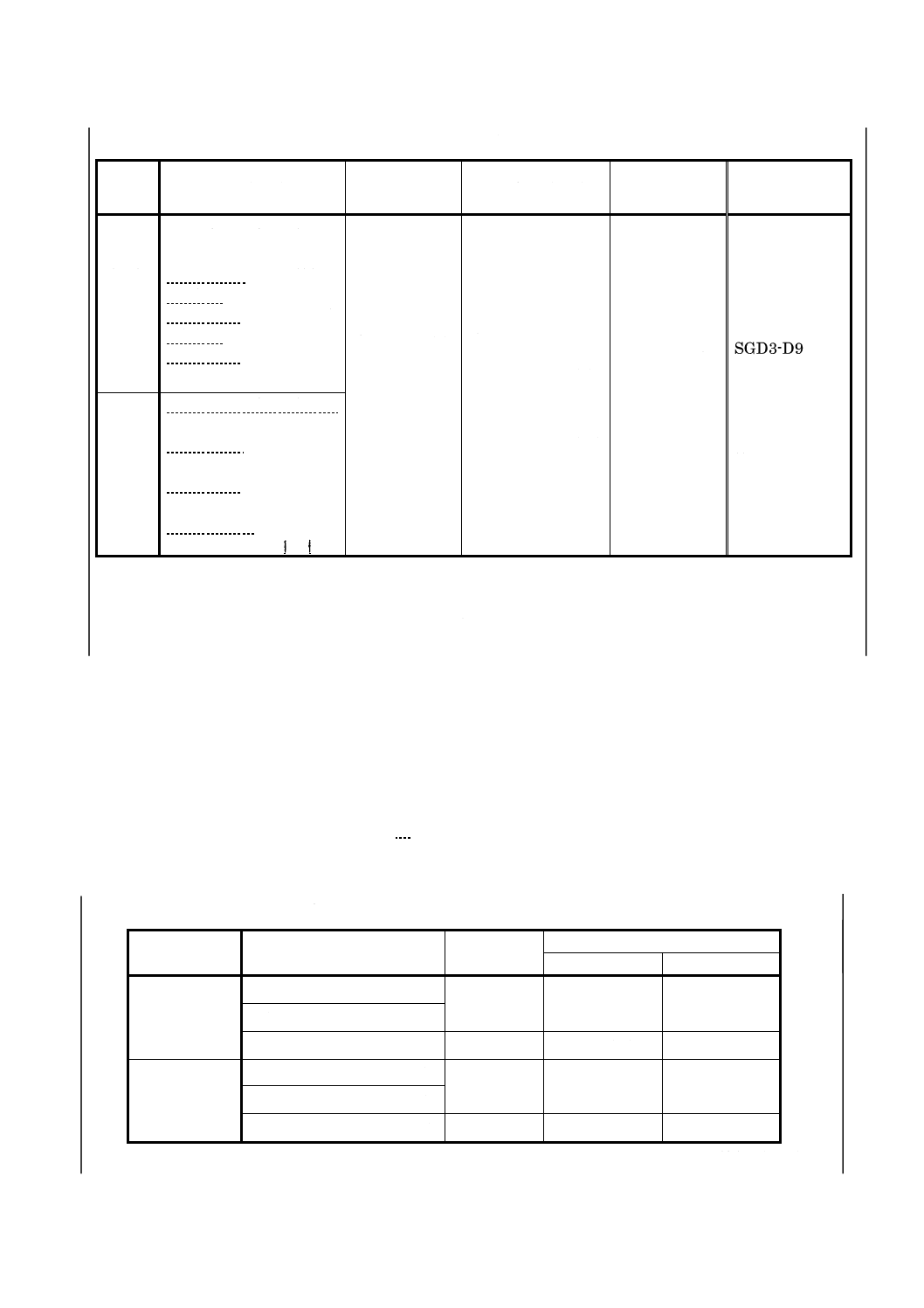
3. 種類及び記号 みがき棒鋼の種類及び記号は,使用する材料,加工方法,熱処理方法及び寸法の許容
差によって組み合わせ,表1のとおりとする。
G 3123:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 種類及び記号
分類
材料(記号)
加工方法(記号) 熱処理方法(記号)
寸法の許容差
(記号)
(参考)
種類(3)(記号)
炭素鋼
みがき
棒鋼
次の規格に規定する鋼材及
びその記号(1)を用いる。
JIS G 3108 みがき棒鋼用
一般鋼材
JIS G 4051 機械構造用炭
素鋼鋼材
JIS G 4804 硫黄及び硫黄
複合快削鋼鋼材
冷間引抜き (D)
研削 (G)
切削 (T)
焼ならし (N)
焼入焼戻し (Q)
焼なまし (A)
球状化焼なまし (AS)
表6に規定す
る公差等級(2)
SGD3-D9
SGD400-T12
SGD290-D9
S45C-DQG7
S35C-DAS10
SNC836-AT12
等
合金鋼
みがき
棒鋼
次の規格に規定する鋼材及
びその記号(1)を用いる。
JIS G 4052 焼入性を保証
した構造用鋼鋼材(H鋼)
JIS G 4053 機械構造用合
金鋼鋼材
JIS G 4202 アルミニウム
クロムモリブデン鋼鋼材
注(1) JIS G 3108に規定する鋼材を用い冷間引抜きして製造したみがき棒鋼のうち機械的性質を保
証するSGDA及びSGDBの記号は,それぞれSGD290-D及びSGD400-Dとする。(表2参照)
(2) 寸法許容差は,公差等級の実数で表す。 例 IT11の場合 11
(3) 種類の記号の表示例の説明を10.表示の注(7) に示す。
4. 製造方法 みがき棒鋼は,3. の表1の材料を,冷間引抜き,研削,切削又はこれらの組合せによって
製造する。ただし,必要によって熱処理を施してもよい。
5. 機械的性質
5.1
炭素鋼みがき棒鋼の機械的性質 炭素鋼みがき棒鋼の機械的性質は,受渡当事者間の協定による。
なお,炭素鋼みがき棒鋼材を用いて冷間引抜き及び熱処理を行わずに製造したみがき棒鋼の機械的性質
は,加工前の材料規格による。ただし,JIS G 3108に規定する鋼材を用いて冷間引抜きをして製造したみ
がき棒鋼のうち,機械的性質を保証するSGD290-D及びSGD400-Dの丸及び六角のみがき棒鋼は,8.の試
験を行い,機械的性質は表2による。
表 2 炭素鋼みがき棒鋼の機械的性質(丸・六角)
種類の記号
径又は対辺距離(4)
mm
引張強さ
N/mm2
硬さ(参考値)
HRB(HRC)(5)
HB(6)
SGD 290−D
丸
5以上 20以下
380〜740
58〜99(21)
−
六角 5.5以上 80以下
丸 20を超え 100以下
340〜640
50〜94(−)
90〜204
SGD 400−D
丸
5以上 20以下
500〜850
74〜103(28)
−
六角 5.5以上 80以下
丸 20を超え 100以下
450〜760
69〜100(22)
121〜240
注(4) 径が100 mmを超えるみがき棒鋼(丸)及び対辺距離が80 mmを超えるみがき棒鋼(六角)の
G 3123:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
機械的性質は,受渡当事者間の協定による。
(5) 硬さHRBの上限付近の測定には,HRCを使用することが望ましい。
この場合の硬さの上限値は,表中の括弧で示す。
(6) 径又は対辺距離25 mm以下のみがき棒鋼の硬さ測定には,HBを使用しないことが望ましい。
備考 1 N/mm2 = 1 MPa
5.2
合金鋼みがき棒鋼の機械的性質 合金鋼みがき棒鋼の機械的性質は,受渡当事者間の協定による。
6. 寸法及び寸法許容差
6.1
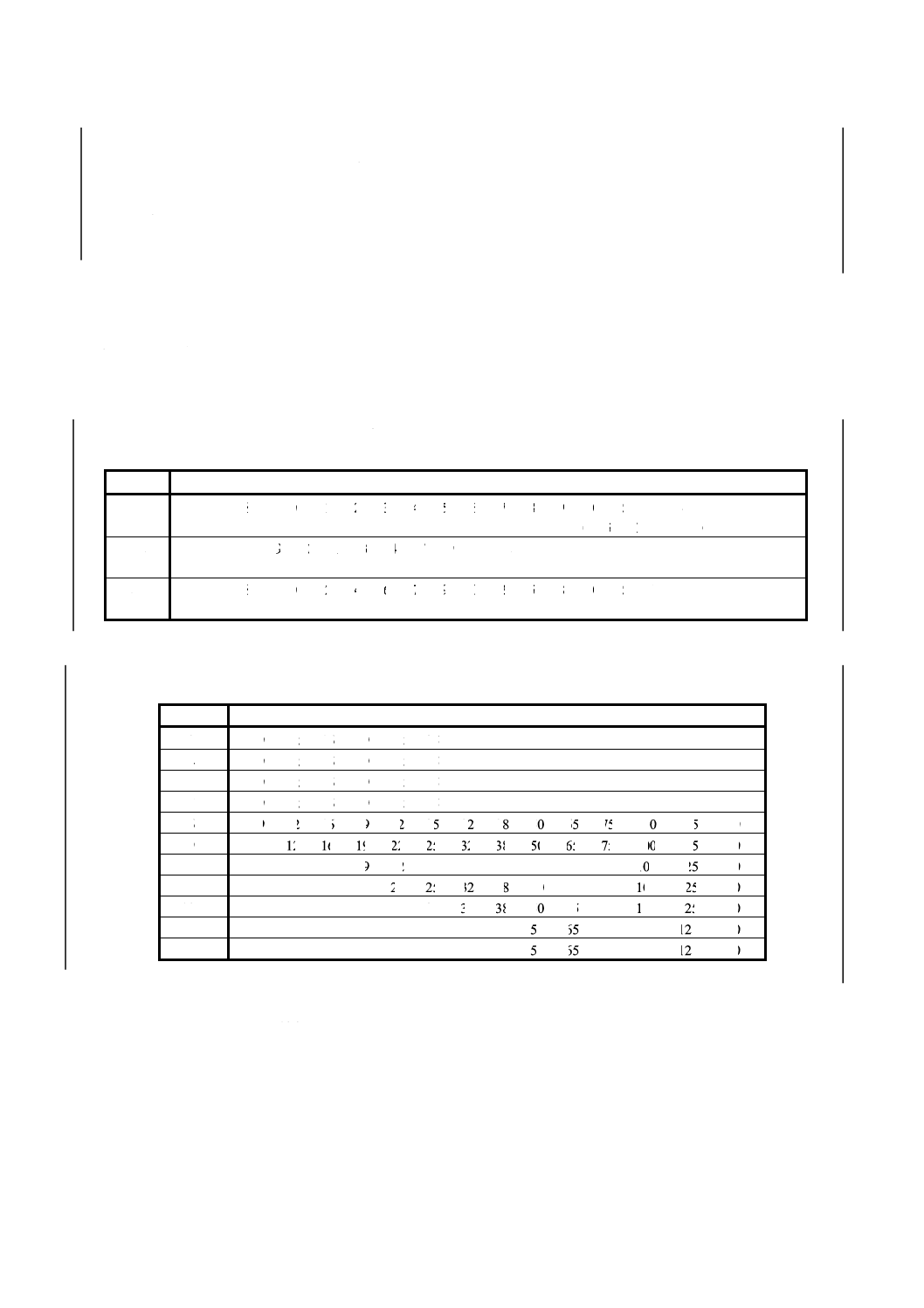
標準寸法 みがき棒鋼の標準寸法は,表3及び表4による。
表 3 標準寸法(丸・六角・角)
単位 mm
形状
径・対辺距離
丸
5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 22 23 24 25 26 28 30
32 35 36 38 40 42 45 48 50 55 60 65 70 75 80 85 90 95 100
六角
5.5 6 7 8 9 10 11 13 14 17 19 21 22 24 26 27 30 32 36 41 46 50 55
60 65 70 75 80
角
5 6 7 8 9 10 12 14 16 17 19 20 22 25 28 30 32 35 38 40 45 50 55
60 65 70 75 80
表 4 標準寸法(平)
単位 mm
厚さ
幅
3
9 12 16 19 22 25 32 38 50
4
9 12 16 19 22 25 32 38 50
4.5
9 12 16 19 22 25 32 38 50
5
9 12 16 19 22 25 32 38 50
6
9 12 16 19 22 25 32 38 50 65 75 100 125 150
9
12 16 19 22 25 32 38 50 65 75 100 125 150
12
19 22 25 32 38 50 65 75 100 125 150
16
22 25 32 38 50 65 75 100 125 150
19
25 32 38 50 65 75 100 125 150
22
32 38 50 65 75 100 125 150
25
32 38 50 65 75 100 125 150
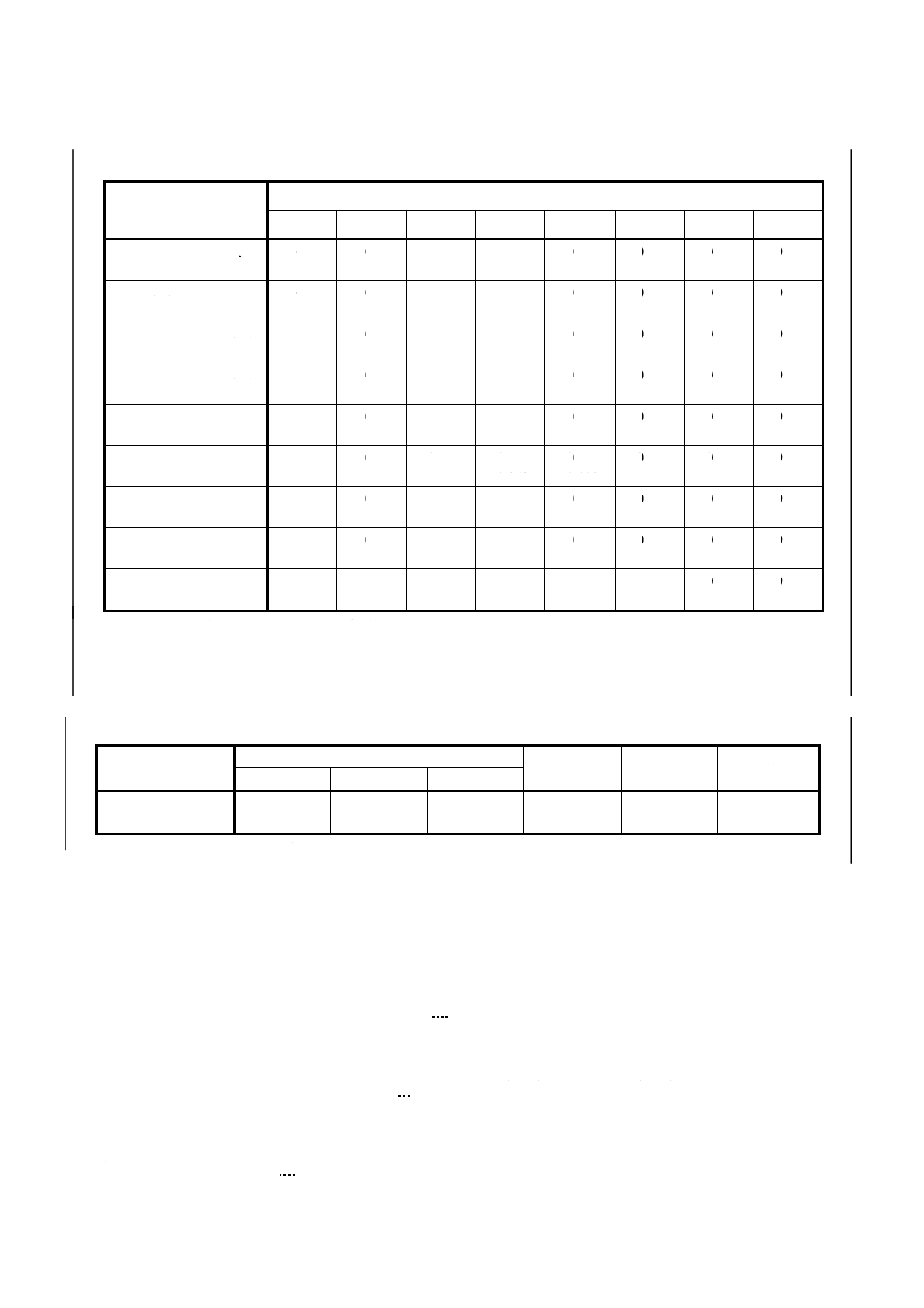
6.2
寸法許容差 みがき棒鋼の寸法許容差は,JIS B 0401-2の表22に基づき,軸hに対する公差等級を
適用し,その値は表5による。形状及び加工方法別に適用する公差等級は表6による。
G 3123:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 5 寸法許容差
単位 mm
径・対辺距離・厚さ及び
幅
軸hに対する公差等級
IT 6
IT 7
IT 8
IT 9 IT 10 IT 11 IT 12 IT 13
3以下
0
−0.006
0
−0.010
0
−0.014
0
−0.025
0
−0.040
0
−0.060
0
−0.10
0
−0.14
3を超え 6以下
0
−0.008
0
−0.012
0
−0.018
0
−0.030
0
−0.048
0
−0.075
0
−0.12
0
−0.18
6を超え 10以下
−
0
−0.015
0
−0.022
0
−0.036
0
−0.058
0
−0.090
0
−0.15
0
−0.22
10を超え 18以下
−
0
−0.018
0
−0.027
0
−0.043
0
−0.070
0
−0.11
0
−0.18
0
−0.27
18を超え 30以下
−
0
−0.021
0
−0.033
0
−0.052
0
−0.084
0
−0.13
0
−0.21
0
−0.33
30を超え 50以下
−
0
−0.025
0
−0.039
0
−0.062
0
−0.100
0
−0.16
0
−0.25
0
−0.39
50を超え 80以下
−
0
−0.030
0
−0.046
0
−0.074
0
−0.12
0
−0.19
0
−0.30
0
−0.46
80を超え 120以下
−
0
−0.035
0
−0.054
0
−0.087
0
−0.14
0
−0.22
0
−0.35
0
−0.54
120を超え 180以下
−
−
−
−
−
−
0
−0.40
0
−0.63
備考1. 偏径差又は偏差は,許容差の30 % 以下とする。
2. 注文者の指定によって,軸h以外(例えば,軸g,jなど)の寸法許容差を採用してもよい。
その場合の寸法許容差の数値は,JIS B 0401-2の表17から表32による。
表 6 形状及び加工方法別公差等級
形状及び加工方法
丸
角
六角
平
研削
引抜き
切削
適用する公差等級
IT6・IT7
IT8・IT9
IT8・IT9
IT10
IT11・IT12
IT13
IT10・IT11
IT11・IT12
IT12・IT13
備考 受渡当事者間の協定によって,表6以外の等級を用いてもよい。
7. 外観 みがき棒鋼は,まっすぐでねじれがなく,各部の断面形状が正しく,表面は滑らかで,使用上
有害なきずがあってはならない。
8. 機械試験
8.1
試験一般 機械試験の一般事項は,JIS G 0404の7.(一般要求)による。ただし,試験片の数は,
同種,同一断面寸法のみがき棒鋼につき同一溶鋼ごとに1個とする。
8.2
試験片 試験片は,次による。
a) 引張試験片は特に指定のない限り,JIS Z 2201の2号試験片又は14 A号試験片を用いる。
b) 硬さ試験片は特に指定のない限り,みがき棒鋼の端部又は引張試験片の一部を用いる。
8.3
試験方法 試験方法は,次による
a) 引張試験方法は,JIS Z 2241による。
G 3123:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 硬さ試験方法は,JIS Z 2245及びJIS Z 2243による。ただし,硬さ測定位置は,受渡当事者間の協定
による。
9. 検査 検査は,次による。
a) 機械的性質,寸法及び外観は,5.,6.及び7.に適合しなければならない。ただし,機械的性質は,
注文者の承認を得た場合は,これを省略してもよい。
b) 注文者は脱炭検査を指定することができる。ただし,試験方法及び合否判定基準は,受渡当事者間の
協定による。
10. 表示 みがき棒鋼は結束又は包装ごとに,次の項目を適切な方法で表示しなければならない。ただし,
受渡当事者間の協定によって,次の項目中の一部を省略してもよい。
a) 種類の記号(7)
b) 溶鋼番号又はこれ以外の製造番号
c) 寸法
d) 本数又は質量
e) 製造業者名又はその略号
注(7) 種類の記号の表示例の説明を次に示す。
例1. SGD 3−D 9
みがき棒鋼用一般鋼材SGD 3を用いて化学成分を保証し,許容差の公差等級IT9に冷間引抜き
仕上げしたもの。
例2. SGD 400−T 12
みがき棒鋼用一般鋼材SGD Bを用いて許容差の公差等級IT12に切削仕上げを行い,機械的性
質を保証したもの。
例3. SGD 290−D 9
みがき棒鋼用一般鋼材SGD A を用いて機械的性質を保証し,許容差の公差等級IT9に冷間引
抜き仕上げしたもの。
例4. S 45 C−DQG 7
機械構造用炭素鋼鋼材S 45 Cを用いて冷間引抜きを行い,焼入焼戻しを施した後,許容差の公
差等級IT7に研削仕上げしたもの。
例5. S 35 C−DAS 10
機械構造用鋼鋼材S 35 Cを用いて冷間引抜きを行い,その後球状化焼なましを施し,許容差の
公差等級IT10にしたもの。
例6. SNC 836−AT 12
ニッケルクロム鋼鋼材SNC 836を用いて焼なましを施した後,許容差の公差等級IT12に切削
仕上げしたもの。
G 3123:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 1 引用規格
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
JIS G 0404 鋼材の一般受渡し条件
JIS G 3108 みがき棒鋼用一般鋼材
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4052 焼入性を保証した構造用鋼鋼材(H鋼)
JIS G 4053 機械構造用合金鋼鋼材
JIS G 4202 アルミニウムクロムモリブデン鋼鋼材
JIS G 4804 硫黄及び硫黄複合快削鋼鋼材
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 2243 ブリネル硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
G 3123:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)JISと対応する国際規格との対比表
JIS G 3123:2004 みがき棒鋼
ISO 683-18:1996,熱処理鋼,合金鋼及び快削鋼−第18部:みがき棒鋼
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的差異
の理由及び今後の対策
項目番号 内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
1.適用範
囲
機械構造用及び各種部
品に用いる断面形状
が,丸・六角・角・平
の炭素鋼及び合金鋼の
みがき棒鋼。
ISO
683-18
1
機械部品のような機械的用
途に用いる,炭素鋼及び合
金鋼のみがき棒鋼
1) 肌焼き鋼
2) 焼入焼戻し鋼(steel for
quenching and tempering)
MOD/変更
対象の鋼種,形状ともほぼ同
じである。ただし,ISOは,
肌焼き鋼,焼入焼戻し鋼の熱
処理材に限定している。JISは
熱処理なしの鋼材もみがき棒
鋼に含む。
用途によって熱処理なしのものも
あるのでJISは適用範囲を拡げて
規定した。次期ISO定期見直しの
際改正提案を検討する。
2.引用規
格
関連JISを引用
(付表1)
2
関連ISO規格を引用
―
引用する事項はほぼ同等であ
り内容的な差異はない。
−
3.種類及
び記号
みがき棒鋼に適用する
材料,加工方法及び熱
処理並びに寸法公差の
記号を表1に記載。
7
8
肌焼き鋼
焼入焼戻し鋼
Table 3 肌焼き鋼
Table 11 焼入焼戻し鋼
MOD/変更
JISでは,みがき棒鋼用の鋼種
は,表1に規定する炭素鋼3
規格及び合金用3規格を対象
としている。ISOは肌焼き鋼,
焼入焼戻し鋼の熱処理材と規
定しており,やや異なる。
用途によって熱処理なしのものも
あるのでJISは適用範囲を拡げて
規定した。次期ISO定期見直しの
際改正提案を検討する。
4.製造方
法
表1の材料を,冷間引
抜き,研削,切削又は
これらの組合せによっ
て製造する。ただし,
必要によって熱処理を
施す。
3
3.1みがき棒鋼
MOD/変更
製造方法は内容的にはほぼ同
じ。ただし,ISOはすべて熱
処理鋼材である。
7
G
3
1
2
3
:
0
0
0
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
G 3123:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的差異
の理由及び今後の対策
項目番号 内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
5.機械的
性質
5.1炭素鋼みがき棒鋼
の機械的性質
5.2合金鋼みがき棒鋼
の機械的性質
5
7
8
5.6~5.9
肌焼き鋼
焼入焼戻し鋼
MOD/削除
JISでは,みがき棒鋼用途に引
張試験及び硬さ試験(参考)
を規定している。
ISOでは,肌焼き鋼に焼入性,
引張強度,衝撃値,清浄度,
表面性状,脱炭など,焼入焼
戻し鋼については被削性及び
せん断性(shearability)を規定
している。
JISではみがき棒鋼の引張試験及
び硬さ試験以外の品質要求事項に
ついては,みがき棒鋼に適用する
材料のそれぞれの規格において規
定されており,それらの品質要求
事項を満足した材料をみがき棒鋼
に採用するため,内容的には大き
な差はない。
6.寸法及
び寸法許
容差
6.1標準寸法
6.2寸法許容差
5
5.10 寸法及び寸法許容差
MOD/追加
ISOでは5.10寸法及び寸法許
容差について記載あるが,具
体的でない。
2002年のISO定期見直しにおい
て,①標準寸法,②寸法許容差,
③許容差の等級を適用するよう提
案した。
7.外観
まっすぐでねじれがな
く,各部の断面形状が
正しく,表面は滑らか
で,使用上有害な欠陥
があってはならない。
5
5.8外観
MOD/変更
ISOはきず深さについて
5.8.1.3で,きず深さは軸h
に対する公差等級h11より深
くてはいけないとしている。
(きず深さとh11とは直接関
係ない。)
2002年のISO定期見直しにおい
て,冷間引抜用棒鋼のきず手入れ
限度(JISの表1の鋼種は全て同一
値)を規定するよう提案した。
−
8.機械試
験
8.1試験一般
8.2試験片
8.3試験方法
6
試験
MOD/削除
JISでは,引張試験及び硬さ試
験を規定。一方,ISOでは焼
入性,引張試験,衝撃値,組
織,清浄度,表面性状及び脱
炭試験について規定してい
る。
JISではみがき棒鋼は,材料のもつ
機械的性質については,みがき棒
鋼に使用する炭素鋼及び合金用の
それぞれの規格において規定した
機械的性質を満足したものを採用
し,冷間加工後に引張試験及び硬
さ試験を実施するので,内容的に
は大きな差はない。
8
G
3
1
2
3
:
0
0
0
0
G 3123:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ)JISと国際規格との技術的差異
の理由及び今後の対策
項目番号 内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
9.検査
検査条件について記載
1.2
鋼材の一般引渡し条件
MOD/変更
ISOは,ISO 0404(鋼材の一
般引渡し条件)を引用
JISもJIS G 0404を引用しており
内容は同じである。
10.表示
1.2
鋼材の一般引渡し条件
MOD/変更
ISOはISO 0404(鋼材の一般
引渡し条件)を引用
同上
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2.
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
9
G
3
1
2
3
:
0
0
0
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。