G 0951:2020
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 2
5 品質······························································································································· 2
5.1 鋳鋼製ショット(SS) ···································································································· 2
5.2 コンディションドカットワイヤショット(CCW) ······························································· 3
5.3 コンディションドステンレスカットワイヤショット(SCCW) ··············································· 3
6 試験······························································································································· 4
6.1 ショットの試験項目 ······································································································· 4
6.2 化学成分試験 ················································································································ 4
6.3 外観試験 ······················································································································ 4
6.4 質量試験 ······················································································································ 4
6.5 累積残留粒度分布試験 ···································································································· 4
6.6 ショット硬さ試験 ·········································································································· 4
6.7 寿命試験 ······················································································································ 5
6.8 密度試験 ······················································································································ 5
7 検査······························································································································· 5
8 表示······························································································································· 5
附属書A(規定)耐久性試験機 ······························································································· 6
G 0951:2020
(2)
まえがき
この規格は,産業標準化法第12条第1項の規定に基づき,一般社団法人日本鋼構造物循環式ブラスト技
術協会(JSCB)及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を制定
すべきとの申出があり,日本産業標準調査会の審議を経て,経済産業大臣が制定した日本産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
G 0951:2020
鋼構造物への循環式ショットピーニング用ショット
Shot media of circulation type shot peening for steel structure
1
適用範囲
この規格は,鋼構造物の表面に主として圧縮残留応力を付与するなどの表面改質によって,溶接部及び
溶接部周辺熱影響部の疲労強度向上を図ることを目的とした循環式ショットピーニング加工に用いるショ
ットについて規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0103 ばね用語
JIS B 2711 ばねのショットピーニング
JIS G 3502 ピアノ線材
JIS G 3506 硬鋼線材
JIS G 3560 ばね用オイルテンパー線
JIS G 3561 弁ばね用オイルテンパー線
JIS G 4308 ステンレス鋼線材
JIS G 5903 鋳鉄製又は鋳鋼製のショット及びグリット
JIS Z 0311 ブラスト処理用金属系研削材
JIS Z 8801-1 試験用ふるい−第1部:金属製網ふるい
3
用語及び定義
この規格で用いる主な用語及び定義は,次によるほか,JIS B 0103による。
3.1
ショットピーニング
金属表面に球形又は球形に近い硬質粒子を高速度で衝突させ,表面近傍を塑性変形させる加工方法。
ショットピーニング効果には,疲労強度向上,耐応力腐食割れ性向上などがある。
3.2
循環式ショットピーニング
エアブラスト工法(噴射加工)で,噴射材を回収して再利用するシステムを使用して,鋼構造物へショ
ットピーニングを施す方法。
3.3
ショット
2
G 0951:2020
循環式ショットピーニングに用いる,球形又は球形に近い硬質粒子。
3.4
表面改質
ショットピーニングによる圧縮残留応力の付与,組織の微細化及び変態,加工硬化など。
3.5
粒径
コンディションドカットワイヤショット(CCW)及びコンディションドステンレスカットワイヤショッ
ト(SCCW)の場合は鋼線の公称径。呼び径ともいう。
3.6
寿命
循環式ショットピーニングにおいて,品質,作業性及び経済性が確保できるショットの耐久性を示す指
標。
3.7
円形度
コンディションドカットワイヤショット(CCW)及びコンディションドステンレスカットワイヤショッ
ト(SCCW)の場合に用いる球形の程度。
4
種類
ショットの種類は3種類とし,その種類及び記号は,表1による。以下,ショットの種類は記号で表す。
表1−種類及び記号
種類
記号
説明
鋳鋼製ショット
SS
溶鋼を噴霧することによって球形とする鋳造プロセスで
製造する鋳鋼製のショット
コンディションドカットワ
イヤショット
CCW
鋼線を線径と同等の長さに切断した円柱形状のカットワ
イヤの角の部分を丸めたショット
コンディションドステンレ
スカットワイヤショット
SCCW
ステンレス鋼線を線径と同等の長さに切断した円柱形状
のカットワイヤの角の部分を丸めたショット
5
品質
5.1
鋳鋼製ショット(SS)
SSの品質は,次による。
a) 化学成分 化学成分は,6.2.1によって試験したとき,JIS Z 0311の表2(品質)の“高炭素鋳鋼ショ
ット”の“化学組成(質量分率)”による。
b) 累積残留粒度分布 累積残留粒度分布は,6.5によって試験したとき,JIS G 5903の表2(ショットの
累積残留粒度分布)の粒度番号30から粒度番号120までのいずれかとする。
c) ショット硬さ ショット硬さは,6.6.1によって試験したとき,600 HV以上とする。
d) 寿命 寿命は,6.7.1及び6.7.2によって試験したとき,JIS Z 0311の表2の“高炭素鋳鋼ショット”
の“欠陥粒子数”及び“金属組織”による。
e) 見掛け密度 見掛け密度は,6.8によって試験したとき,7.0 g/cm3以上とする。
3
G 0951:2020
5.2
コンディションドカットワイヤショット(CCW)
CCWの品質は,次による。
a) 外観 外観は,6.3によって試験したとき,その円形度は,JIS B 2711のJA.2.3(コンディションドカ
ットワイヤショット)による。
b) 化学成分 化学成分は,6.2.2によって試験し,JIS G 3502の箇条6(化学成分),JIS G 3506の箇条5
(化学成分),JIS G 3560の3.(化学成分)又はJIS G 3561の3.(化学成分)のいずれかによる。種
類の記号は製造業者の選定による。
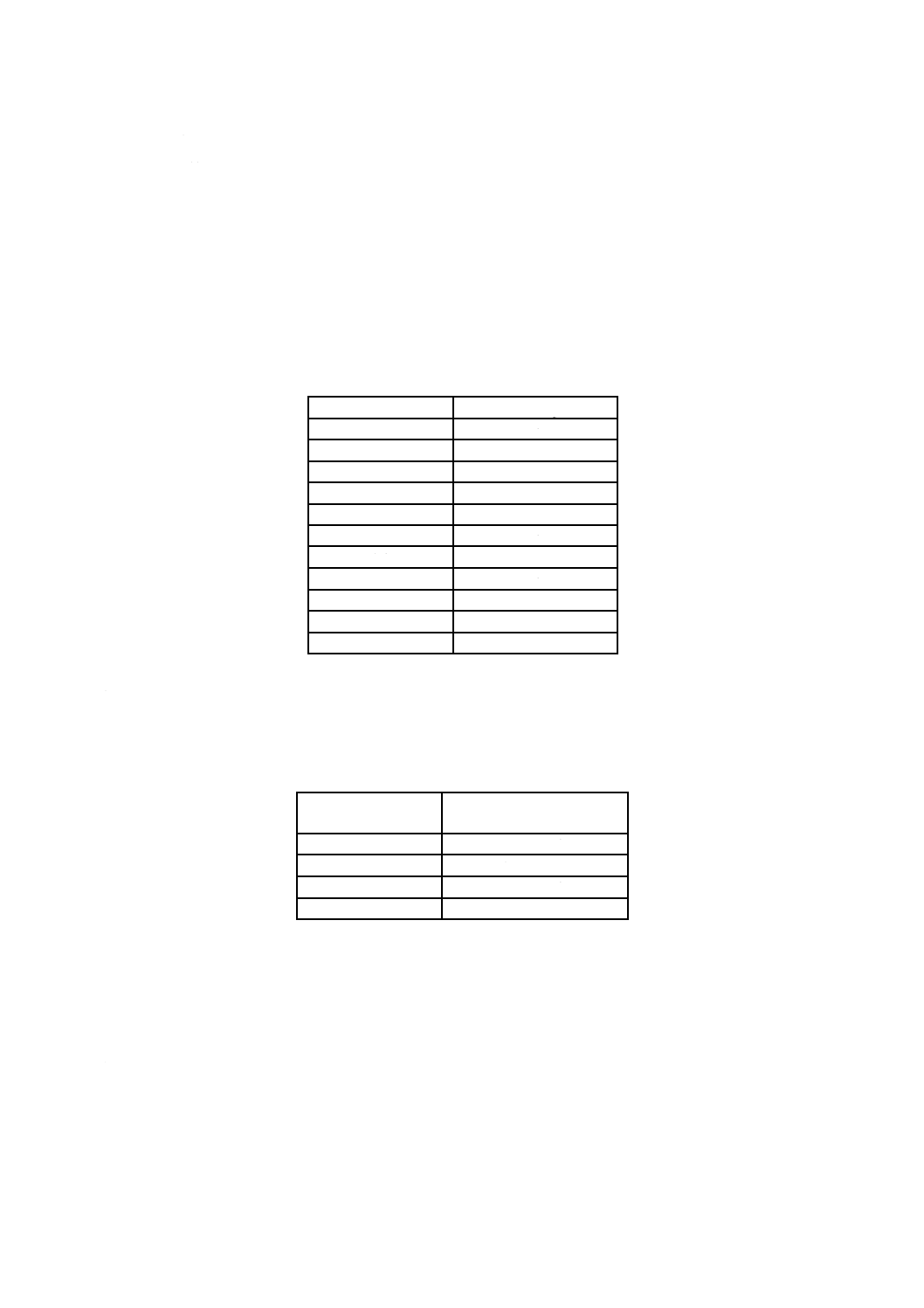
c) 質量 質量は,6.4によって試験したとき,表2による。
表2−CCW及びSCCWの質量
呼び径(mm)
質量(mg)
0.3
0.12 〜
0.22
0.4
0.28 〜
0.52
0.5
0.57 〜
1.00
0.6
1.0 〜
1.7
0.7
1.6 〜
2.6
0.8
2.4 〜
3.9
0.9
3.5 〜
5.6
1.0
4.8 〜
7.7
1.1
6.3 〜
10.4
1.2
8.2 〜
13.4
1.3
10.4 〜
17.0
d) ショット硬さ ショット硬さは,6.6.2によって試験したとき,600 HV以上とする。
e) 寿命 寿命は,6.7.3によって試験したとき,寿命となる繰返し数は表3による。
表3−CCWの寿命
呼び径
(mm)
繰返し数
(回)
0.3〜0.5
2 400 以上
0.6〜0.8
1 900 以上
0.9〜1.1
1 400 以上
1.2〜1.3
1 100 以上
5.3
コンディションドステンレスカットワイヤショット(SCCW)
SCCWの品質は,次による。
a) 外観 外観は,6.3によって試験したとき,その円形度は,JIS B 2711のJA.2.3(コンディションドカ
ットワイヤショット)による。
b) 化学成分 化学成分は,6.2.3によって試験し,JIS G 4308の5.1(溶鋼分析値)による。種類の記号
は製造業者の選定による。
c) 質量 質量は,6.4によって試験したとき,表2による。
d) ショット硬さ ショット硬さは,6.6.2によって試験したとき,600 HV以上とする。
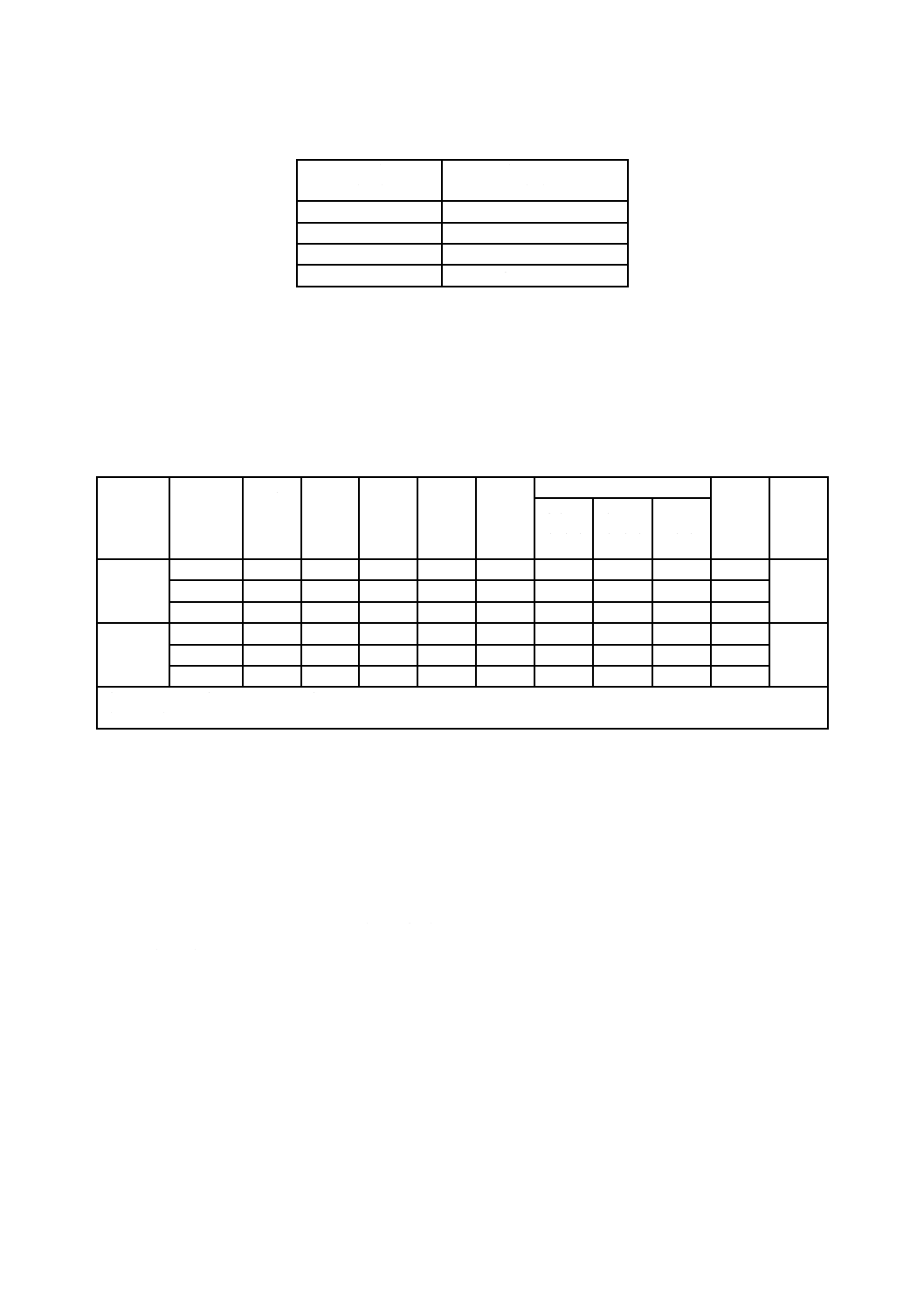
e) 寿命 寿命は,6.7.3によって試験したとき,寿命となる繰返し数は表4による。
4
G 0951:2020
表4−SCCWの寿命
呼び径
(mm)
繰返し数
(回)
0.3〜0.5
6 100 以上
0.6〜0.8
4 300 以上
0.9〜1.1
2 500 以上
1.2〜1.3
1 300 以上
6
試験
6.1
ショットの試験項目
ショットの試験項目は,表5による。試料は,製造業者が定めるロットから採取し,そのロットを代表
する測定用試料となるようにする。
表5−ショットの試験項目
検査
種類
(記号)
化学
成分
試験
外観
試験
質量
試験
累積残
留粒度
分布試
験
ショッ
ト硬さ
試験
寿命試験
密度
試験
表示a)
内部欠
陥試験
金属組
織試験
耐久性
試験
形式
検査
SS
〇
−
−
〇
○
〇
○
−
〇
〇
CCW
〇
〇
○
−
○
−
−
〇
−
SCCW
〇
〇
○
−
○
−
−
〇
−
出荷
検査
SS
−
−
−
−
−
−
−
−
−
〇
CCW
−
−
−
−
−
−
−
−
−
SCCW
−
−
−
−
−
−
−
−
−
注記 “〇”は該当,“−”は非該当を表す。
注a) 箇条8で規定する表示事項を確認する。
6.2
化学成分試験
6.2.1
SSの化学成分
化学成分試験は,JIS Z 0311の7.8(化学組成)による。
6.2.2
CCWの化学成分
化学成分試験は,JIS G 3502の12.1(分析試験)又はJIS G 3506の9.1(分析試験)による。
6.2.3
SCCWの化学成分
化学成分試験は,JIS G 4308の9.1(分析試験)による。
6.3
外観試験
外観試験は,JIS B 2711のJA.3.4.1(円形度試験)による。
6.4
質量試験
質量試験は,JIS B 2711のJA.3.3(質量試験)による。
6.5
累積残留粒度分布試験
累積残留粒度分布試験は,JIS G 5903の箇条6(測定方法)による。
6.6
ショット硬さ試験
6.6.1
SSの硬さ試験
SSの硬さ試験は,JIS Z 0311の7.2[ビッカース硬さ(HV)]による。
5
G 0951:2020
6.6.2
CCW及びSCCWの硬さ試験
CCW及びSCCWの硬さ試験は,JIS B 2711のJA.3.6(硬さ試験)による。試験荷重は,4.9 Nとする。
6.7
寿命試験
6.7.1
内部欠陥試験
内部欠陥試験は,JIS Z 0311の7.5(欠陥粒子)による。
6.7.2
金属組織試験
金属組織試験は,JIS Z 0311の7.7(金属組織)による。
6.7.3
耐久性試験
耐久性試験は,次による。
a) 耐久性試験機は,附属書Aによる。また,試験で用いるふるいは,包装に表示した呼び径の値に0.6
を乗じた値に最も近いJIS Z 8801-1に規定する公称目開きのふるいとする。
b) 製品の1包装から100.0 g ±0.1 gの試料をはかりとり,耐久性試験機に投入して繰り返し投射する。
c) 試料を試験機から取り出し,ふるいにかけ,ふるい上に残留した試料をひょう(秤)量する。これを
繰り返し,ふるい上に残留したショットが45.0 g以下になるまで試験を繰り返す。
d) ふるいの上に残留する試料が45.0 g以下になったときの投射の繰返し数を寿命とし,その求め方は,
次の式による。
(
)
x
x
y
x
x
y
45.0
W
Ln
n
n
WW
−
=
+
−
×
−
ここに,
L: 寿命(回)
nx: 残留量が45.0 gを超えている投射回数(回)
ny: 残留量が45.0 g以下になる投射回数(回)
Wx: nx回投射時の残留量(g)
Wy: ny回投射時の残留量(g)
6.8
密度試験
密度試験は,JIS Z 0311の7.3(見掛け密度)による。
7
検査
箇条6の試験を実施し,箇条5に適合しなければならない。
8
表示
この規格の全ての要求事項に適合したショットは,1包装単位ごとに次の事項を表示する。ただし,表
示項目は,受渡当事者間の協定によって変更してもよい。
a) この規格の番号
b) 種類の名称又はその記号
c) 呼び径又は粒度番号
d) 内容物質量
e) 製造業者名又はその略号
f)
製造年月又はその略号
6
G 0951:2020
附属書A
(規定)
耐久性試験機
A.1 一般
この附属書は,CCW及びSCCWの耐久性試験に使用する試験機について規定する。
A.2 耐久性試験機
A.2.1 耐久性試験機の機能
耐久性試験機は,次の機能を備えていなければならない。
a) ショットの投射機能 回転翼車式であって,試験機内に投入した全量のショットを投射する機能。
b) 投射するショットの回収機能 投射するショットは,粉じんを除き全量を回収し,次の投射に備える
機能。
c) 投射回数の計測機能 投射回数を計測し,設定した回数に到達すると停止する機能。
d) 投射速度を調整する機能 ショットの投射速度を変更する機能。
e) 集じん機能 試験機内で発生する粉じんを排出する機能。
A.2.2 耐久性試験機の性能
耐久性試験機は,次の性能を備えていなければならない。
a) 回転翼車の直径 回転翼車の直径は,300 mm±10 mmとする。
b) 回転翼車の回転数 試験回転数は,7 500 rpm±800 rpmとする。
c) 被投射面の硬さ ショットが投射される表面の硬さは,700 HV以上とする。
d) 回転翼先端と被投射面との距離 回転翼先端と被投射面との距離は,30 mm以下とする。
A.2.3 耐久性試験機の校正
耐久性試験機は,試験機製造業者が定める手順及び頻度で校正する。