G 0582:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
追補1のまえがき
このJIS G 0582の追補1は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣
がJIS G 0582:2012を改正した内容だけを示すものである。
JIS G 0582:2012は,この追補1の内容の改正がされ,JIS G 0582:2015となる。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 0582:2015
鋼管の自動超音波探傷検査方法
(追補1)
Automated ultrasonic examination of steel pipes and tubes
(Amendment 1)
JIS G 0582:2012を,次のように改正する。
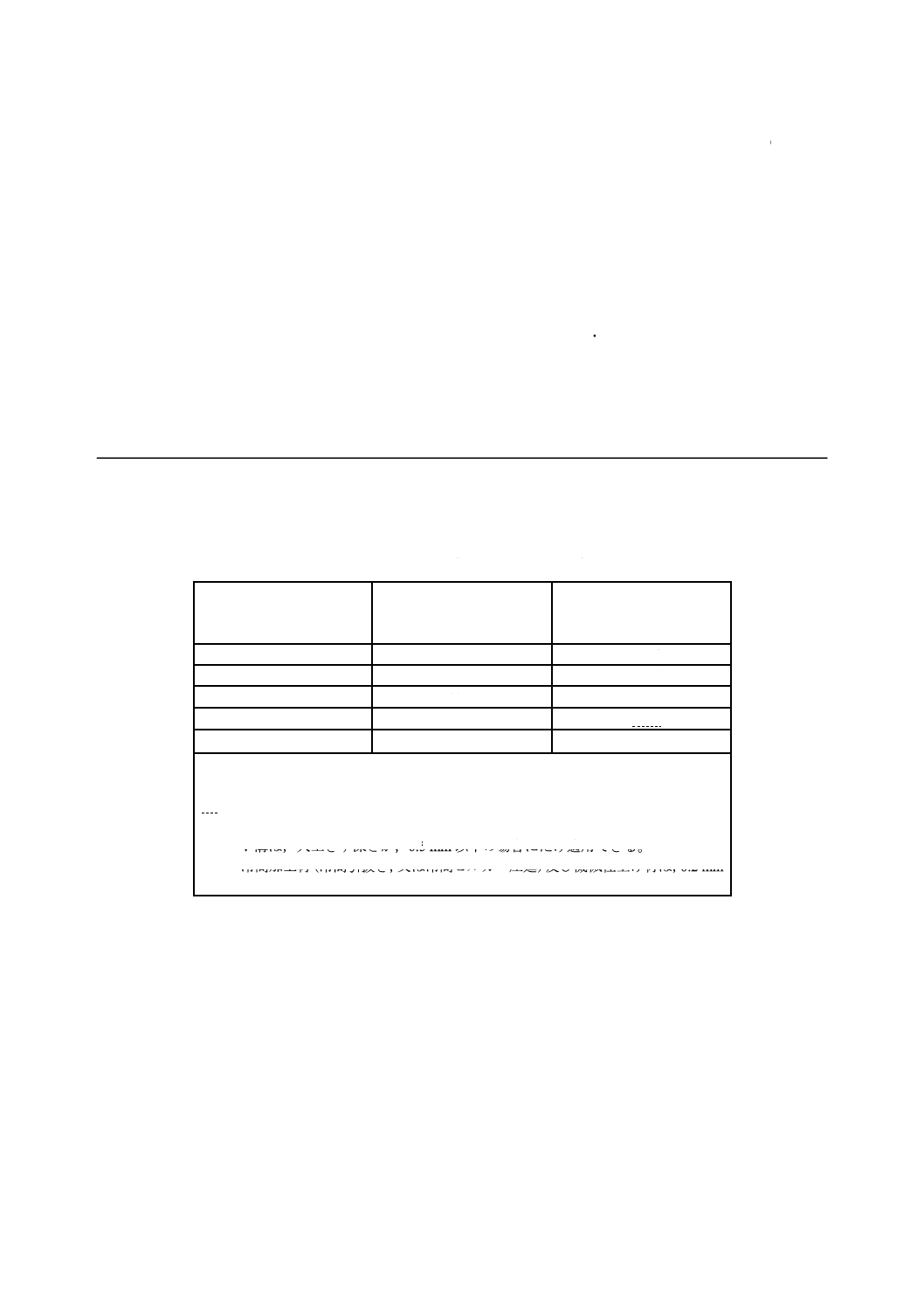
7.4.1(許容レベルU1〜U5に対応する角溝及びV溝)の表2(許容レベル及び対応する人工きず深さ)を,
次の表に置き換える。
表2−許容レベル及び対応する人工きず深さ
許容レベル
角溝又はV溝深さb)
公称厚さに対する比
%
最小溝深さ
mm
U1 a)
3
0.3 c)
U2
5
0.3 c)
U3
10
0.3 c)
U4
12.5
0.5 c)
U5
15.0
0.5
注記 ISO 10893-10では,この表に加えて,最小角溝深さを規定したサブカテゴリ
A〜Dが規定されている。
注a) 区分U1は,継目無鋼管で表面性状の極めて良好な特殊用途の鋼管で,受渡当
事者間の協定のある場合にだけ適用する。
b) V溝は,人工きず深さが,0.5 mm以下の場合にだけ適用できる。
c) 冷間加工材(冷間引抜き,又は冷間ピルガー圧延)及び機械仕上げ材は,0.2 mm
とする。
2
G 0582:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
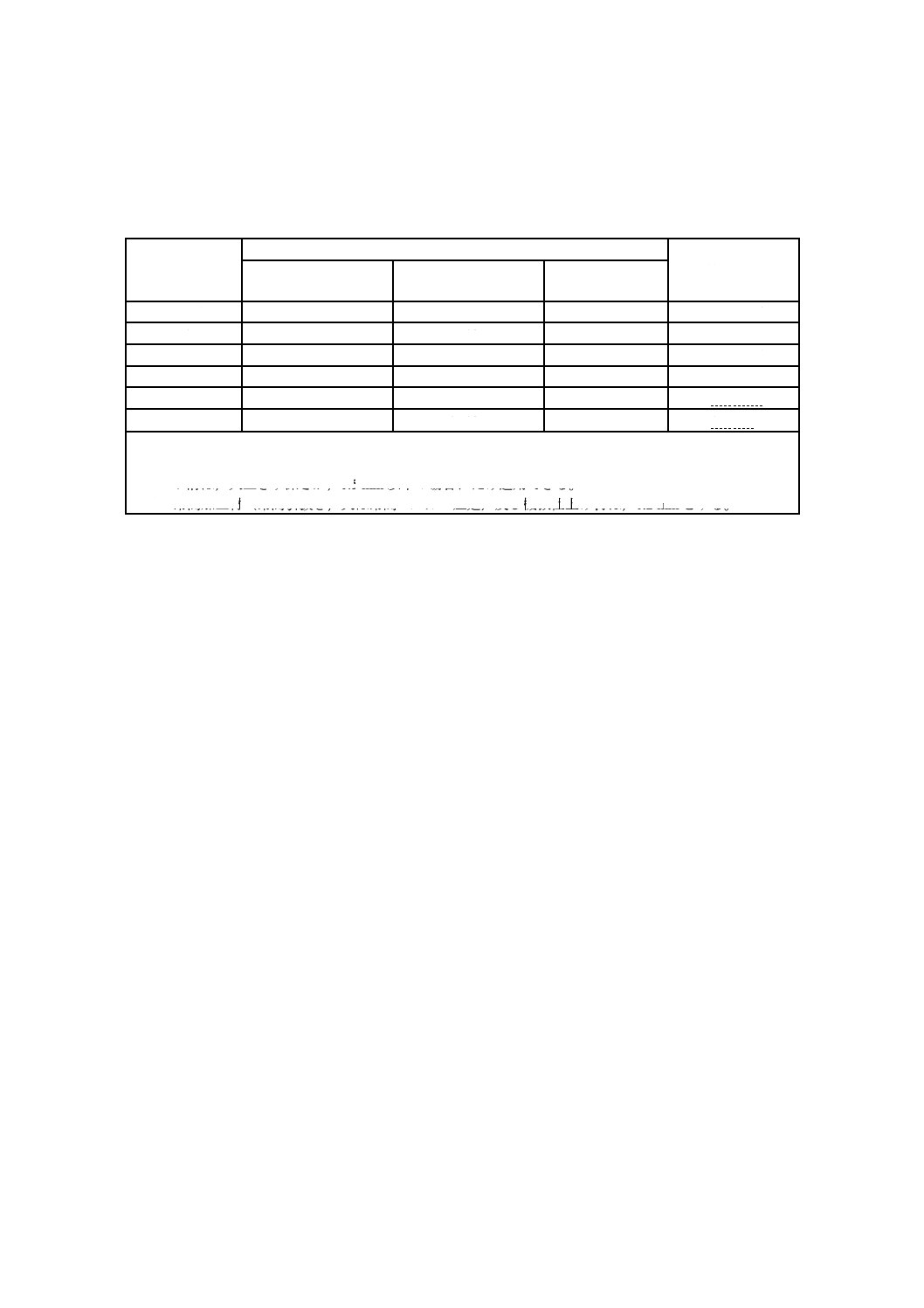
7.4.2(区分UO〜UEに対応する人工きず)の表3(区分UO〜UEに対応する人工きず)を,次の表に置き
換える。
表3−区分UO〜UEに対応する人工きず
区分
使用する人工きずの種類
角溝及びV溝の
最小深さ
角溝深さ
公称厚さに対する比
V溝深さb)
公称厚さに対する比
ドリル穴径
UO a)
3 %
3 %
−
0.3 mm c)
UA
5 %
5 %
−
0.3 mm c)
UB
8 %
8 %
−
0.3 mm c)
UC
10 %
10 %
3.2 mm
0.3 mm c)
UD
12.5 %
12.5 %
3.2 mm
0.5 mm c)
UE
15 %
15 %
3.2 mm
0.5 mm
注a) 区分UOは,継目無鋼管で表面性状の極めて良好な特殊用途の鋼管で,受渡当事者間の協定のある
場合にだけ適用する。
b) V溝は,人工きず深さが,0.5 mm以下の場合にだけ適用できる。
c) 冷間加工材(冷間引抜き,又は冷間ピルガー圧延)及び機械仕上げ材は,0.2 mmとする。
注記 表3の区分は,従来から日本工業規格の製品規格に引用されている。