G 0560:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 試験の目的及び原理 ·········································································································· 2
3.1 目的 ···························································································································· 2
3.2 原理 ···························································································································· 2
4 印画紙及び試薬 ················································································································ 2
4.1 印画紙 ························································································································· 2
4.2 腐食液 ························································································································· 2
4.3 定着液 ························································································································· 2
5 試験片···························································································································· 2
5.1 一般 ···························································································································· 2
5.2 試験片採取 ··················································································································· 2
5.3 試験片加工 ··················································································································· 3
6 試験方法························································································································· 3
7 試験結果の分類 ················································································································ 3
8 報告······························································································································· 5
附属書JA(参考)JISと対応する国際規格との対比表 ································································· 6
G 0560:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鉄鋼
連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の
審議を経て,経済産業大臣が改正した日本工業規格である。これによってJIS G 0560:1998は改正され,こ
の規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 0560:2008
鋼のサルファプリント試験方法
Method of sulphur print for steel
序文
この規格は,1979年に第1版として発行されたISO 4968を基に,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,通常,硫黄含有率が0.100 %以下の鋼のサルファプリント試験方法について規定する。た
だし,硫黄含有率が0.100 %を超える場合には,腐食液の濃度を薄めることによって試験を行うことがで
きる。
なお,この規格は,鋳鋼品にも適用できる。
注記1 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4968:1979,Steel−Macrographic examination by sulphur print (Baumann method) (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを
示す。
注記2 サルファプリント試験は,本来,定性的試験であるので,サルファプリントだけで,対象と
する鋼材の硫黄含有率の評価を行うのは適切でない。
注記3 次のような場合,サルファプリントの現れ方が変化することがあるので,注意が必要である。
a) チタンを含有した鋼材の場合,サルファプリントが現れにくいことがある。
b) 冷間加工を施した面を被検面にした場合,サルファプリントの現れ方が変化することが
ある。
c) 印画紙の感度によっては,サルファプリントの現れ方が変化することがある。
注記4 試験の適用及び得られた結果の評価は,鋼材の種類,用途などによって異なるので,材料規
格によって詳細を規定するか,又は受渡当事者間の協定によって決める。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
注記 対応国際規格:ISO 4287:1997,Geometrical Product Specification (GPS)−Surface texture:Profile
2
G 0560:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
method−Terms, definitions and surface texture parameters (IDT)
JIS K 1321 硫酸
3
試験の目的及び原理
3.1
目的
サルファプリントによるマクロ試験は,硫酸を含有する腐食液の中に,前もって浸せきした黒白写真印
画紙1)に硫黄含有率が高く分布する部分を焼きつけすることによって,様々な化学的形態で材料の中に存
在する硫化物の位置及び面積を検出することを目的とする。この試験によって検出される硫化物のサイズ
及び分布から材料の均質性を評価することができる。サルファプリントは,化学的不均一性(例えば,快
削鋼の偏析)を明らかにし,また,物理的不均一性(例えば,クラック及び孔)を示すこともある。さら
に,リムド鋼とキルド鋼とを区別するために使われることもある。機械試験又は化学分析試験の採取位置
の判別に用いることもある。
注1) ISO 4968では,写真印画紙に代えて,フラット・フィルムの適用を認めている。
3.2
原理
硫黄含有率が高く分布する部分に,硫化水素を発生させ,その結果として,ハロゲン化銀が硫化銀に変
化し,印画紙の感光乳剤が黒ずむ。その印画紙の黒ずみの濃淡を観察することによって,硫化物の分布を
判定する。
4
印画紙及び試薬
印画紙及び試薬は,次による。
4.1
印画紙 適切な大きさに切断した低感度密着用印画紙(又はフラット・フィルム)。感光側を使用し
てサルファプリントを作成する。
注記 通常,印画紙は,薄いゼラチン層をもった薄いマット紙を使用する。例えば,ブロマイド紙が
ある。このタイプの明らかな利点は,適用したときに滑りにくいということである。
4.2
腐食液 JIS K 1321の濃硫酸又は相当のものと水とを体積分率で1 %〜5 %に混合2)したもの。
注2) 濃硫酸と水とを体積比で1:99から1:19の比で混合する。
4.3
定着液 市販の写真用印画紙定着液又は質量分率15 %〜40 %のチオ硫酸ナトリウム水溶液。
5
試験片
5.1
一般
試験は,鋼材又は鋼材から切り取った試験片に対して行う。鍛造又は圧延した鋼材は,鍛造方向又は圧
延方向と直角な面を試験する。
なお,受渡当事者間の協議によって,このほかの適切な表面を選択してもよい。
5.2
試験片採取
試験片を採取する個数及び試験する被検面の位置は,材料規格による。ただし,材料規格に規定がない
場合には,受渡当事者間の協定による。
熱間シャー切断を行った部分は,介在物,組織の流れ,偏析などに影響があり,また,ガス切断を行っ
た部分は硬化したり収縮割れを起こしたりするので,試験片はその切断面から離れた部分から採取すると
よい。
3
G 0560:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
試験片加工
試験片の被検面は,JIS B 0601の算術平均粗さRa3.2 μm以下に仕上げ,試験に先だって被検面の油脂
類を除く。
注記 例えば,調整不良の加工機による深削り,旋盤又は形削り機の過大な送りなどによる切削など
の跡が目立つのはよくない。良好な被検面を得るには,通常,0.1 mm程度の送りが好ましい。
材料に適した工具及びと(砥)石を使用し,できる限り冷間加工の影響のない表面に仕上げる。
通常,使われている機械加工で,良好なサルファプリントを得る方法としては,研磨機(事前
の機械加工の有無にかかわらず),形削り機及び旋盤(速度調整が可能なもの)による加工方法
がある。鏡面研磨は,試験片上の印画紙がすべりやすくなる。
6
試験方法
試験は,次の手順によって行う。
a) 印画紙(4.1)を常温の腐食液(4.2)中に浸し,十分に腐食液をしみ込ませる(約5分間)。
b) 印画紙を,引き上げて紙に挟むか,又は脱脂綿などで過剰な腐食液を取り除いた後,まだ湿った状態
の感光面を,清浄で油脂などがない被検面に密着させる。小さな試験片のサルファプリントを得る場
合は,腐食液を十分にしみ込ませた印画紙の上に試験片を密着させるとよい。
c) 十分に密着させるために,印画紙がずれないようにして,脱脂綿,ゴムローラーなどで押さえながら
気泡及び液を除く。
d) 印画紙が鋼に含まれている硫化物と反応して適切な濃度に着色するのに十分な時間(通常,1〜3分間)
を経過した後,印画紙を被検面からはがす。
e) 被検面からはがした印画紙は,ぬれた脱脂綿などで軽くこすった後,約10分間水洗する。定着液(4.3)
に5〜10分間浸し,定着した後,30分間以上,流水で洗浄する。
f)
定着,水洗の後,乾燥した印画紙について,硫化物の分布状況を調べる。
g) 試験片の同一面について再び試験する場合,その被検面は前の試験の影響がなくなるまで削りとる。
7
試験結果の分類
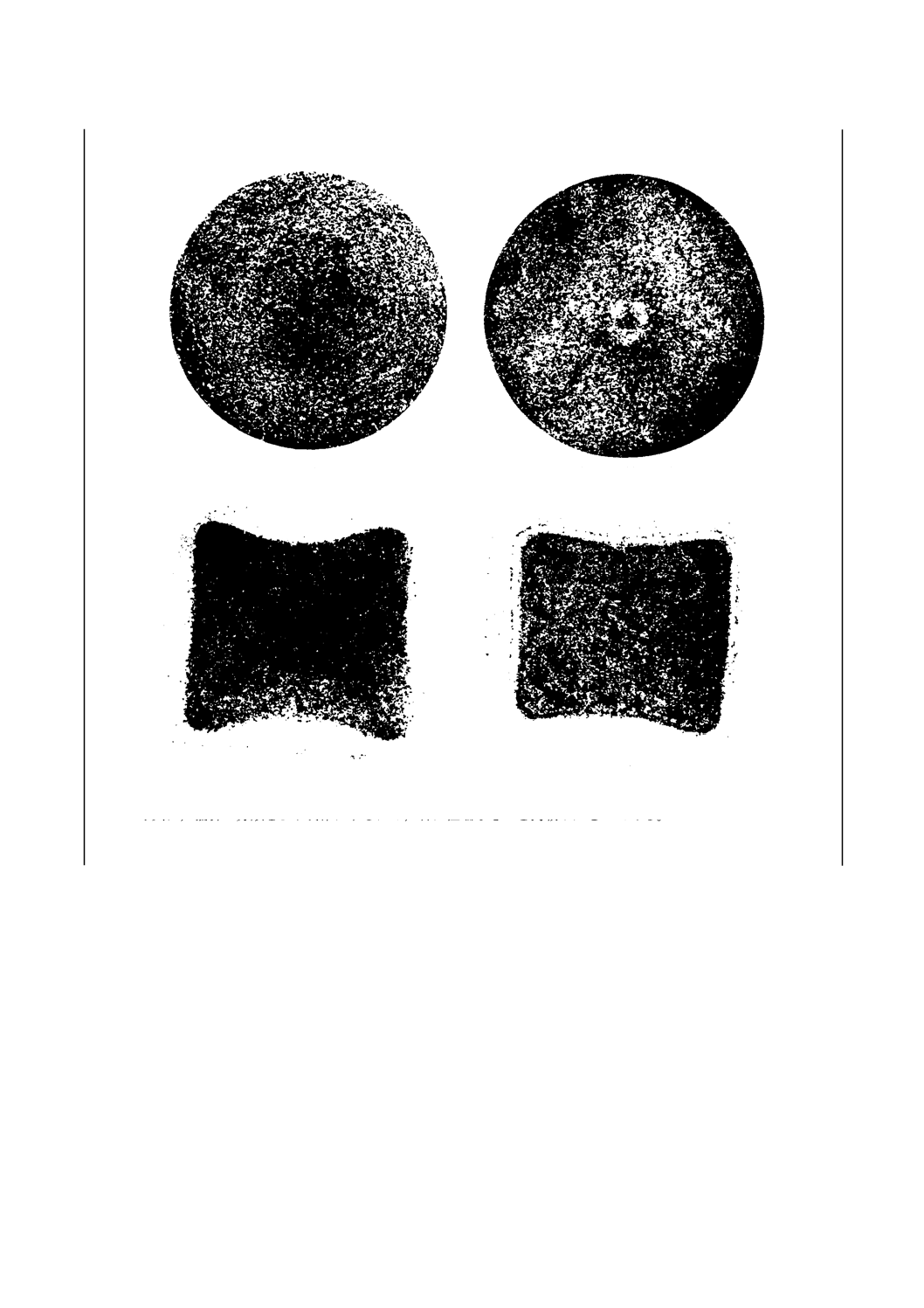
サルファプリント試験において,硫化物の分布状況の分類及び記号は,表1による。図1にサルファプ
リント分類例を示す。
表1−硫化物の分布状況の分類及び記号
分類
記号
摘要
正偏析
SN
一部の鋼材に普通に見られる偏析であって,硫化物が鋼材の外周部から中心部に向
かって増加して分布し,外周部より中心部の方が濃く着色されて現れたもの。
リムド鋼のリム部は,特に着色度が低い。
逆偏析(負偏析)
SI
硫化物が鋼材の外周部から中心部に向かって減少して分布し,外周部より中心部の
方が淡く着色されて現れたもの。
中心部偏析
SC
硫化物が鋼材の中心部に集中して分布し,特に濃厚な着色部が現れたもの。
点状偏析
SD
硫化物の偏析が,濃厚に着色した点状をなして現れたもの。
線状偏析
SL
硫化物の偏析が,濃厚に着色した線状をなして現れたもの。
柱状偏析
SCO
形鋼などに見られる偏析であって,中心部偏析が柱状をなして現れたもの。
記号は,すべて大文字で表示してもよい。
4
G 0560:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この写真は,偏析の分類をより明確にするため,特に極端なものを掲載したものである。
図1−サルファプリント分類例
中心部偏析
正偏析
逆偏析(負偏析)
点状偏析
5
G 0560:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
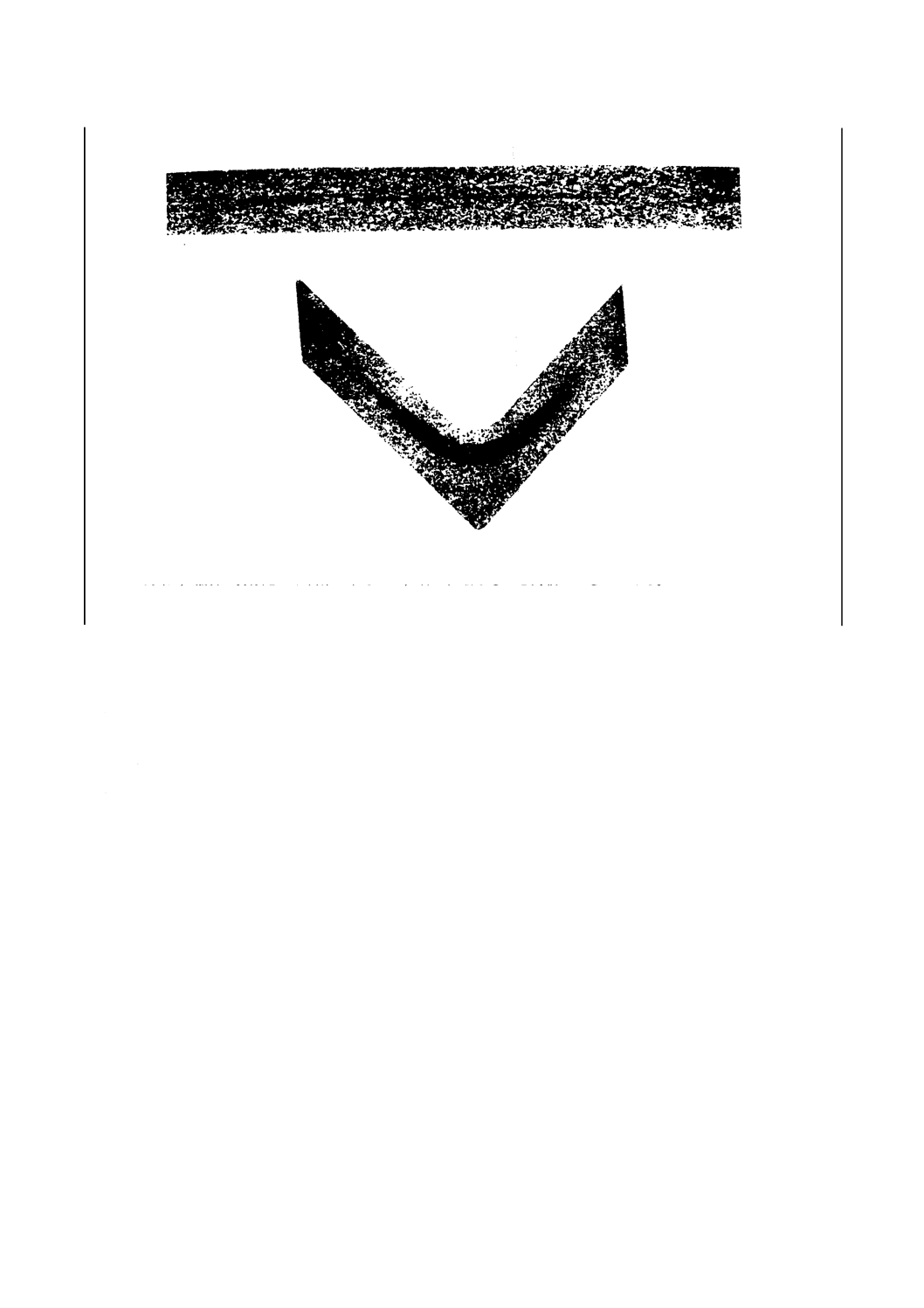
この写真は,偏析の分類をより明確にするため,特に極端なものを掲載したものである。
図1−サルファプリント分類例(続き)
8
報告
試験報告書が必要な場合には,報告する事項は,次のうちから受渡当事者間の協定によって選択する。
a) 鋼種
b) 溶鋼番号
c) 被検面の位置
d) 試験結果
e) この規格によって試験した旨の表示
線状偏析
柱状偏析
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS G 0560 : 2008 鋼のサルファプリント試験方法
ISO 4968 : 1979,Steel−Macrographic examination by sulphur print (Baumann method)
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
硫黄0.100 %以下の
鋼を対象とする。た
だし,0.100 %を超
えるものも腐食液
を薄めて用いるこ
とができる。
1
2
一致
2 引用規
格
3 試験の
目的及び
原理
硫酸と鋼中の硫黄
によって硫化水素
が発生し,印画紙の
ハロゲン化銀が変
色することによる。
鋼の物理的,化学的
性質の不均一性を
検出する。
3
一致
4 印画紙
及び試薬
低感度密着用印画
紙を使用。腐食液と
して硫酸を薄めた
ものを用いる。
定着液として,チ
オ硫酸ナトリウム
又は,市販の定着液
を用いる。
4
腐食液の硫酸の体積分率
3 %
定着液のチオ硫酸ナトリ
ウムの質量分率は,15〜
20 %
変更
JISの腐食液の硫酸の体積分率
は,実態に合わせてISOを中
心値とし±2 %の範囲を許容
した。また,定着液についても,
チオ硫酸ナトリウムの上限を
40 %とした。
技術的な差異は,軽微である。
3
G
0
5
6
0
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 試験片
試験片の一般事項,
採取方法及び試験
片の調製方法及び
加工の注意点を記
載。
5
試験片に一般事項,採取
方法及び試験片の調製方
法及び加工の注意点を規
定している。
変更
JISでは,加工の注意点は,注
記とした。
技術的な差異は,軽微である。
6 試験方
法
試験の手順を規定。
6
試験の手順を規定。
追加
JISには,印画紙の推奨密着時
間,定着時間の下限及びその他
の留意事項を規定した。
技術的な差異は,軽微である。
7 試験結
果の分類
偏析の種類の分類
及び分類記号を規
定。
追加
ISOには,規定はないが,国内
の取引で使用している分類記
号をJISでは規定した。
ISOへの提案を検討する。
8 報告
報告事項を規定。
7
報告事項を規定。
変更
JISでは,報告事項は,受渡当
事者間で選択できるものとし
た。また,この規格で試験した
旨の表示を行うことを追加し
た。
技術的な差異は,軽微である。
JISと国際規格との対応の程度の全体評価:ISO 4968:1979,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
G
0
5
6
0
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。