G 0555:2020
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
1A 引用規格 ······················································································································ 1
2 原理······························································································································· 1
3 サンプリング ··················································································································· 3
4 試験片の調製 ··················································································································· 5
5 介在物の測定 ··················································································································· 6
5.1 観察法 ························································································································· 6
5.2 試験 ···························································································································· 7
6 結果の表示 ······················································································································ 8
6.1 一般事項 ······················································································································ 8
6.2 試験方法Aの場合 ·········································································································· 8
6.3 試験方法Bの場合 ·········································································································· 8
7 試験報告························································································································· 9
附属書A(規定)グループA,B,C,D及びDS介在物の標準図 ················································· 10
附属書B(参考)視野の評価及びサイズオーバー介在物の評価 ····················································· 25
附属書C(参考)典型的な結果の表示例(介在物の種類ごとに指数付けした,測定した全視野) ········ 27
附属書D(参考)標準図の指数と介在物計測値との関係 ····························································· 30
附属書JA(規定)点算法による非金属介在物の顕微鏡試験方法 ··················································· 36
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 40
G 0555:2020
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,一般社団法人
日本鉄鋼連盟(JISF)から,産業標準原案を添えて日本産業規格を改正すべきとの申出があり,日本産業
標準調査会の審議を経て,経済産業大臣が改正した日本産業規格である。これによって,JIS G 0555:2015
は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
G 0555:2020
鋼の非金属介在物の顕微鏡試験方法
Microscopic testing method for the non-metallic inclusions in steel
序文
この規格は,2013年に第3版として発行されたISO 4967を基とし,対応する部分“標準図による非金
属介在物の顕微鏡試験方法”については技術的内容を変更しないで規定し,“点算法による非金属介在物の
顕微鏡試験方法”を独自に追加した,日本産業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格にはない事項である。変更の
一覧表にその説明を付けて,附属書JBに示す。また,附属書JAは,対応国際規格にはない事項である。
1
適用範囲
この規格は,圧延比が3以上の圧延又は鍛造された鋼製品中の非金属介在物(以下,介在物という。)を,
標準図及び点算法を用いて測定する顕微鏡試験方法について規定する。この方法は,鋼の使用目的に対す
る適性を評価するのに広く使われている。ただし,測定者の影響によって,非常に多数の試験片を用いた
場合であっても,再現性のある試験結果を得るのは困難であるため,この方法を使用するときは注意が必
要である。
注記1 ある種の鋼(例えば,快削鋼)においては,この規格の標準図は適用できない場合がある。
この規格は,画像処理技術による介在物の測定についても,附属書Dに参考として示す。
なお,顕微鏡で鋼の介在物の種類及び数量を測定し,その清浄度を判定する顕微鏡試験方法は,附属書
JAによる。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4967:2013,Steel−Determination of content of nonmetallic inclusions−Micrographic method
using standard diagrams(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
1A 引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS G 0202 鉄鋼用語(試験)
2
原理
この方法は,観察視野とこの規格で定義する標準図とを比較すること,及び介在物のそれぞれの系を個々
に考察することから構成する。画像処理の場合には,各視野は,附属書Dに示す関係に従い格付けする。
2
G 0555:2020
標準図は,縦断面の0.50 mm2を100倍の倍率で観察した正方形視野に相当する。
介在物の形状及び分布によって,標準図は,A,B,C,D及びDSの5種類の主要グループに分ける。
これら5種類のグループは,次のように,最も一般的に観察される介在物の種類及び形態を表している。
− グループA(硫化物系):高延伸性で,一般的に端が丸く,アスペクト比(長さ/厚さ)が広い範囲を
とる灰色の個別の粒子。
− グループB(アルミナ系):単体粒子は,変形しないで,角張っており,低アスペクト比(一般的に3
未満)をとる,変形方向に整列した,(三つ以上の)黒又は青みがかった粒子群。
− グループC(シリケート系):高延伸性で,一般的に端が鋭く,広い範囲のアスペクト比(一般的に3
を超え)をとる,黒又は濃い灰色の個別の粒子。
− グループD(粒状酸化物系):変形しないで,角張っているか又は円形で,低アスペクト比(一般的に
3未満)をとり,ランダムに分布する,黒又は青みがかった粒子。
− グループDS(個別粒状介在物系):円形又は円形に近く,直径が13 µm以上の単独の粒子。
一般的ではない介在物の系についても,これら五つの形態と比較して,及び化学的性質に基づいて分類
してもよい。例えば,粒状硫化物はグループDとして分類し,説明の添字(例えばDsulf)を試験報告書に
定義する。Dcasは硫化カルシウムを,DRESは希土類の硫化物を,DDupは硫化カルシウムの周囲をアルミナ
で覆われているような2相の粒状介在物を示す。
ほう素化物,炭化物,窒化炭素又は窒化物のように析出する系の場合,前項で示したように,前述の五
つの形態と比較して,及び化学的性質に関する記述に基づいて分類してもよい。
それぞれの主要グループの標準図は,二つのサブグループからなり,その各サブグループは,介在物の
量の増加程度を表す6段階の標準図からなる。このサブグループへの分類は,単に介在物の厚さの違いに
よって類別する。
介在物グループごとの標準図は,附属書Aによる。
これらの図は,表1に定義する0.5から3までの指数番号iと,表2に定義する厚さとで表される。そ
の指数番号は,グループA,B及びCでは介在物の合計長さによって,グループDでは介在物の個数によ
って,及びグループDSでは介在物の直径によって決める。例えば,A2とは,顕微鏡で観察された介在物
の形状はグループAに一致し,介在物の分布と量とが指数番号2に一致していることを示す。
表1−格付け
標準図
の指数
番号
i
介在物グループb)
A a)
合計長さ
µm
B a)
合計長さ
µm
C a)
合計長さ
µm
D
個数
DS
直径
µm
0.5
37以上 127未満
17以上
77未満
18以上
76未満
1以上 4未満
13以上 19未満
1
127以上 261未満
77以上 184未満
76以上 176未満
4以上 9未満
19以上 27未満
1.5
261以上 436未満
184以上 343未満
176以上 320未満
9以上 16未満
27以上 38未満
2
436以上 649未満
343以上 555未満
320以上 510未満
16以上 25未満
38以上 53未満
2.5
649以上 898未満
555以上 822未満
510以上 746未満
25以上 36未満
53以上 76未満
3
898以上 1 181未満
822以上 1 147未満
746以上 1 029未満
36以上 49未満
76以上 107未満
注a) グループA,B及びCの合計長さは,附属書Dの式で計算された値を最も近い整数値に丸めたものである。
b) 表の範囲を超える介在物は,附属書Dによって格付けすることが可能である。
3
G 0555:2020
表2−介在物厚さパラメータ
単位 μm
グループ
薄いシリーズ
厚さ
厚いシリーズb)
厚さ
A
B
C
D a)
2以上 4以下
2以上 9以下
2以上 5以下
2以上 8以下
4超え 12以下
9超え 15以下
5超え 12以下
8超え 13以下
注a) グループDにおいては,介在物粒子の最大長さを径とみなす。
b) 厚いシリーズの最大厚さを超える介在物は,個別に記載する。
試験に先立ち,一般的ではない介在物の特徴を識別するため,100倍よりも高い倍率で観察してもよい。
3
サンプリング
介在物の形状は,鋼の圧延比の程度に大きく左右されるため,比較試験を行うときは同程度の変形量を
受けたサンプルから採取する試験片の断面だけで実施してよい。
介在物の測定に用いる試験片の被検面は,約200 mm2(20 mm×10 mm)とし,被検面は,製品の圧延方
向又は鍛錬軸に平行で,外面と中心との間に位置していなければならない。
サンプリング方法は,製品規格で定義するか,又は受渡当事者間の協定による。ただし,板材の場合の
被検面は,おおよそ幅方向の1/4とする。
そのような仕様が取り交わされていない場合,サンプリング方法は,次による。
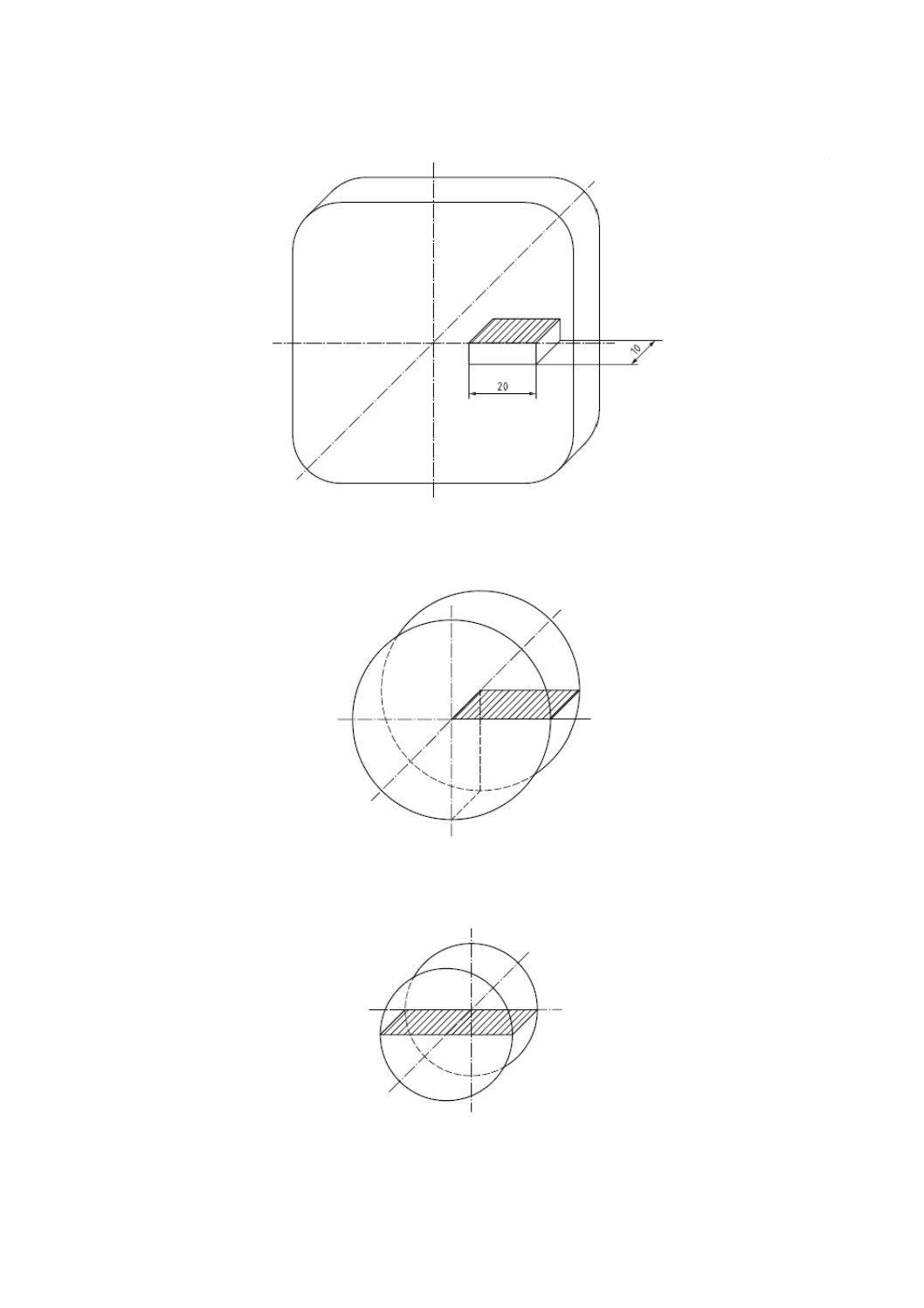
− 直径又は断面の辺が40 mmを超える棒鋼又は角鋼:被検面は,中心を通る断面で,外面と中心の間と
する(図1参照)。
− 直径又は断面の辺が25 mmを超え40 mm以下の棒鋼又は角鋼:被検面は,中心を通る断面で,中心
から試験片の端までとする(図2参照)。
− 直径が25 mm以下の棒鋼:被検面は,中心を通る断面全部から構成され,約200 mm2の面を得るのに
十分な長さとする(図3参照)。
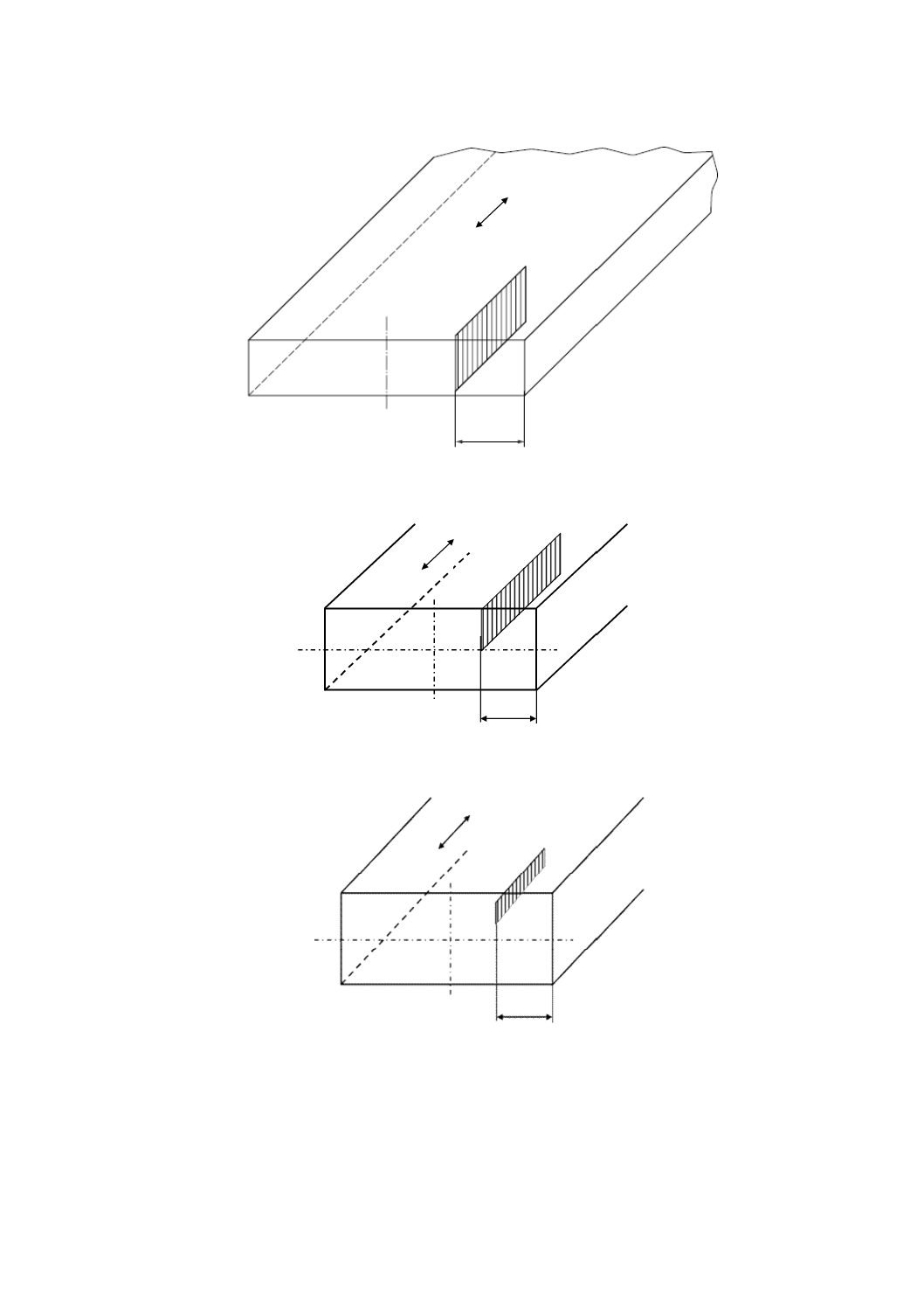
− 厚さが25 mm以下の板:幅方向1/4の板厚方向断面で,全板厚を含む面とする(図4参照)。
− 厚さが25 mmを超え50 mm以下の板:幅方向1/4の板厚方向断面で,表面から板厚中心までとする(図
5参照)。
− 厚さが50 mmを超える板:幅方向1/4の板厚方向断面で,表面と板厚中心の間の位置で,かつ,板厚
の1/4の幅とする(図6参照)。
採取する試験片の数は,製品規格又は受渡当事者間の協定によって規定する。
これら以外の製品に対してのサンプリング方法は,受渡当事者間の協定による。
4
G 0555:2020
単位 mm
図1−直径又は断面の辺が40 mmを超える棒鋼又は角鋼の試験片
図2−直径又は断面の辺が25 mmを超え40 mm以下の棒鋼又は角鋼の試験片
図3−直径が25 mm以下の棒鋼の試験片
5
G 0555:2020
図4−厚さが25 mm以下の板の試験片
図5−厚さが25 mmを超え50 mm以下の板の試験片
図6−厚さが50 mmを超える板の試験片
4
試験片の調製
被検面が得られるように試験片を切断する。平らな表面を得るため及び試験片端面のだれを防止するた
めに,研磨時に試験片を機械的に保持するか,又は埋め込む。
a
r/4
r 幅
a 圧延方向
r 幅
a 圧延方向
r/4
a
r 幅
a 圧延方向
r/4
a
6
G 0555:2020
試験片の研磨時には,表面を可能な限り清浄に保って介在物の形状に影響を及ぼさないようにするため
に,介在物の脱落,変形又は研磨面の汚れを避けることが重要である。介在物が小さい場合には,これら
に特に注意することが大切である。研磨には,ダイヤモンドペーストを使うのがよい。場合によっては,
試験片に可能な限りの硬さを与えるために,研磨前に熱処理を施してもよい。
5
介在物の測定
5.1
観察法
顕微鏡による観察は,次のいずれかによる。
− すりガラス上に投影
− 接眼鏡による観察
選んだ観察法は,測定中,それを継続しなければならない。
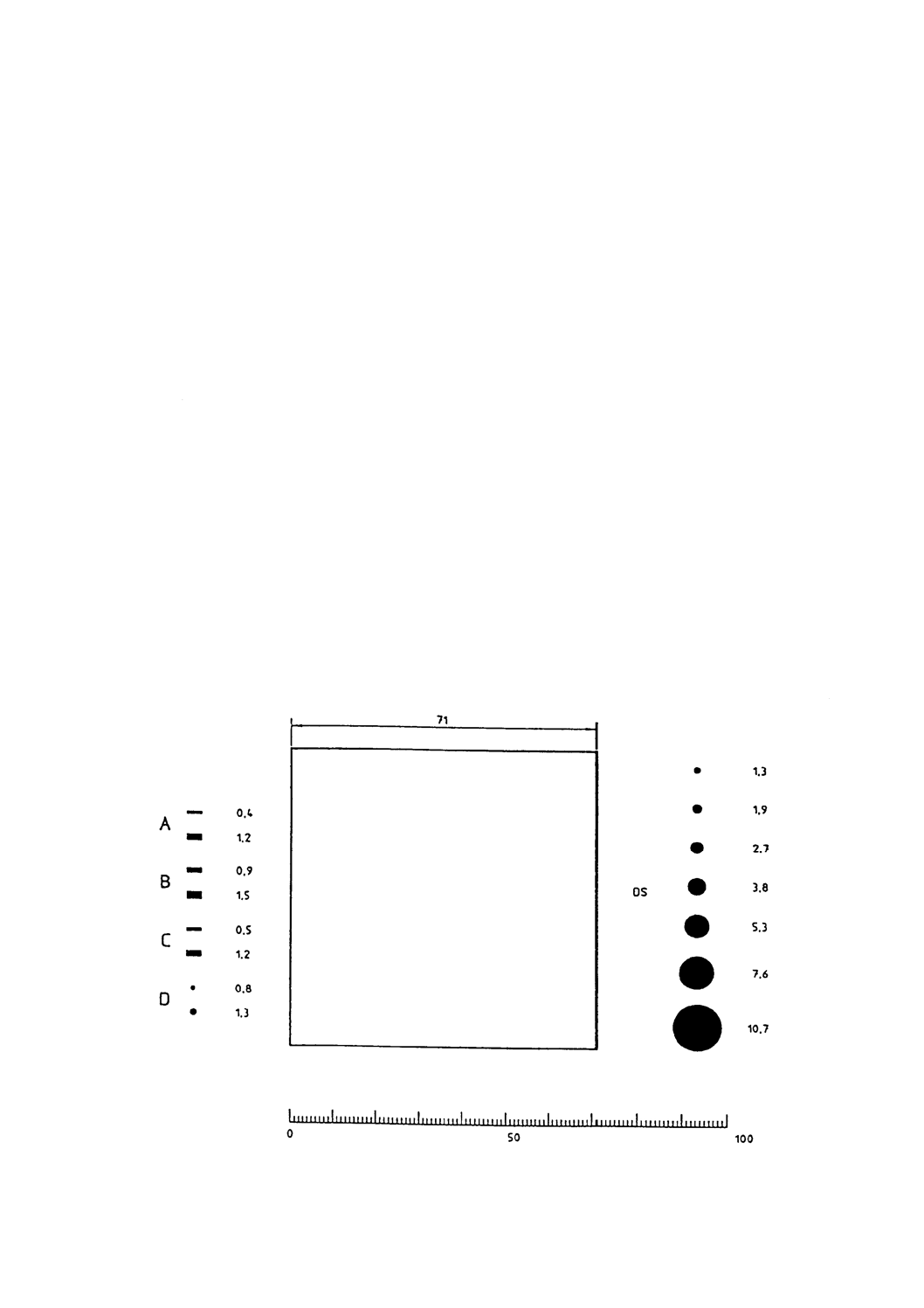
像がすりガラス又は同等の装置に投影されるとき,投影面での倍率は,100倍±2倍でなければならない。
すりガラスの投影面の上又は下に,一辺71 mmの正方形(実面積0.50 mm2)の透明なプラスチック板(図
7)を置く。標準図(附属書A)と,この正方形内の像とを比較する。
顕微鏡で接眼鏡を使用して介在物を測定する場合には,顕微鏡の適切な場所に図7に示すパターンの焦
点板を装着し,視野面積が0.50 mm2になるようにする。
あらかじめ測定方法の正確さについて,十分な範囲で相関性が立証されていることを条件として,適用
される材料の介在物を評価するために,自動画像解析を利用してもよい。
特別な場合においては,100倍を超える倍率を使用し,その倍率で標準図を適用してよい。その場合に
は,試験報告書にその旨を記載しなければならない。
単位 mm
図7−格子状プラスチック板又は焦点板のテストパターン
7
G 0555:2020
5.2
試験
5.2.0A 一般事項
試験方法は,5.2.1及び5.2.2に規定する二つとする。
5.2.1
試験方法A
研磨された全被検面を試験し,介在物の各系に対し,薄いシリーズ又は厚いシリーズごとに,介在物レ
ベルが最も悪い視野に相当する標準図の指数番号1)を記入する。
注1) 標準図の指数番号は標準図の横に示している。
5.2.2
試験方法B
研磨された全被検面を試験し,試験片の各視野と標準図とを比較する。観察した各視野について,介在
物の各形態に対し,薄いシリーズ又は厚いシリーズごとに最も相当する標準図の指数番号を記入する。
協定によって,定められた手順に従って,視野の削減及び視野の配分を行い,試験片の部分測定を行っ
てもよい。試験される視野の数及びこれらの配置は,あらかじめ受渡当事者間で協定しなければならない。
5.2.3
試験方法A及び試験方法Bの共通規定
それぞれの視野を,標準図と比較する。介在物のある視野が二つの標準図の間に位置するときは,小さ
いほうの指数番号とする。
単一の介在物で視野の範囲(0.710 mm)より長い介在物,又は厚いシリーズの最大値(表2参照)を超
える厚さ又は直径をもつ介在物は,長さ,厚さ又は直径のサイズオーバーとする。サイズオーバーの介在
物は,寸法を別に記載する。ただし,その視野の指数番号付けをするときは,サイズオーバーの介在物を
含める。
グループA,B及びCは介在物の長さ,グループDSは介在物の直径,グループDは介在物の個数をそ
れぞれ実測又は計数すれば,測定の再現性が改善される。その手順は,図7の格子状プラスチック板又は
焦点板を用いて,表1及び表2の区分値並びに附属書Aの標準図に模式化された箇条2の形態分類の記述
に従う。
一般的ではない介在物の系の場合は,図で形態が最も似ているグループ(A,B,C,D及びDS)に従
って指数番号を決める。その介在物の合計の長さ,数及び厚さ又は直径を決めるために,それらを附属書
Aの各グループと比較するか,又は表1及び表2を用いて,最も適切な介在物の指数番号及び厚さの分類
(薄いシリーズ,厚いシリーズ又はサイズオーバー)を決める。その場合は,一般的ではない介在物の組
成をグループ記号に添字として付ける。その添字の定義を試験報告書に含める。
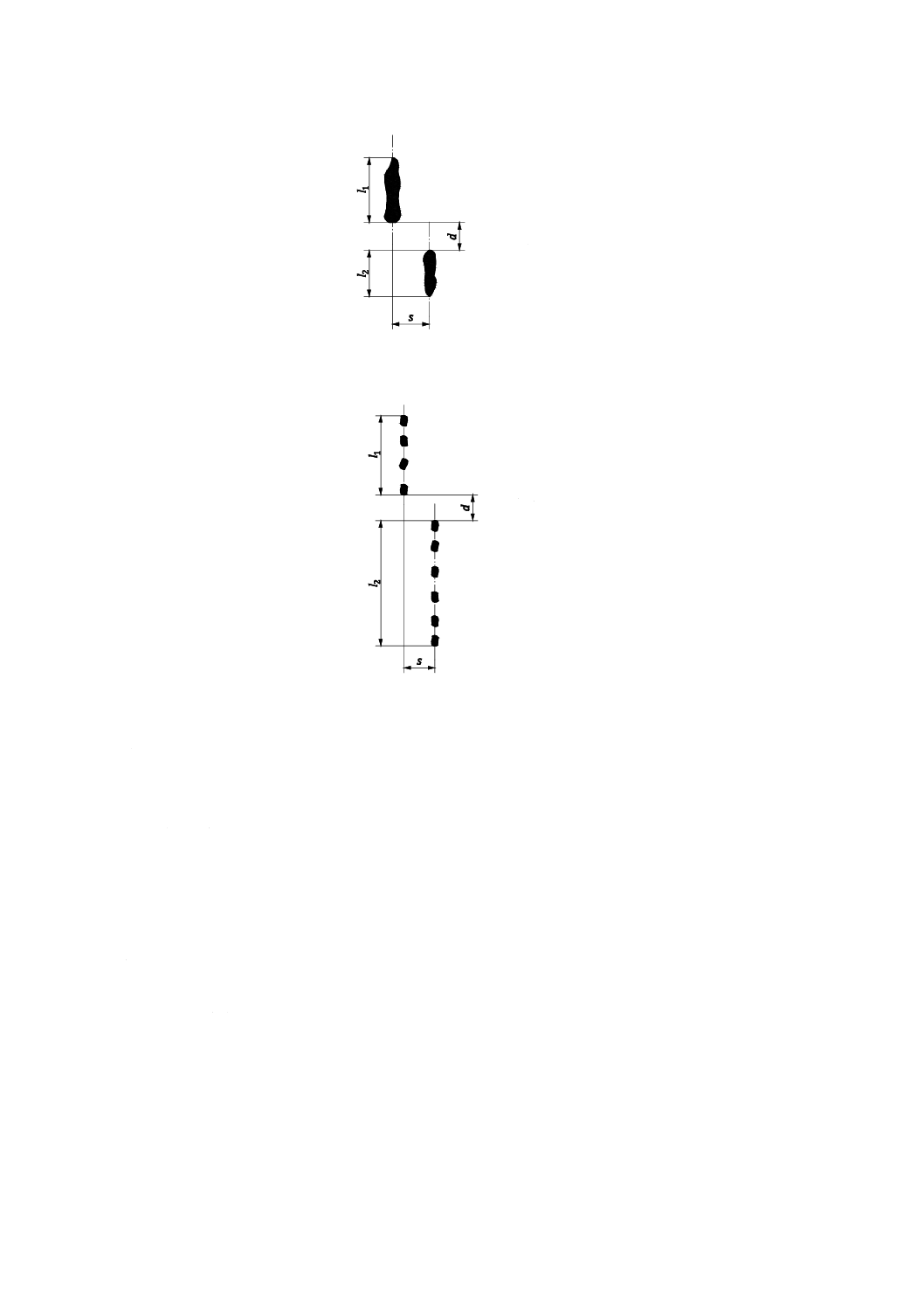
グループA,B及びCの介在物では,長さl1とl2との二つの個別の介在物が直線上にあろうとなかろう
と,その間隔dが40 µm以下かつ介在物の中心間距離sが10 µm以下のときは,一つの介在物とみなす(図
8及び図9参照)。
連なっている介在物が異なった厚さを示すときには,最も大きい介在物の厚さを採用する。
8
G 0555:2020
図8−グループA及びC介在物
図9−グループB介在物
6
結果の表示
6.1
一般事項
材料規格に規定がない限り,結果は,適用した方法(試験方法A又は試験方法B)で決められた6.2又
は6.3に従って表示する。
6.2
試験方法Aの場合
介在物のグループごとかつ厚さシリーズごとに(附属書B参照),介在物のグループを示す記号に引き
続き,観察した視野数Nの中から最も悪い視野に相当する標準図の指数番号を付ける。サイズオーバーの
介在物が存在する場合,厚さサイズオーバーの場合は文字eを,それ以外のサイズオーバーの場合は文字
sを付けて示す。
例 A2,B1e,C3,D1,B2s,DS0.5
一般的でない介在物を表す添字は,定義したうえで用いる。
各試験片に付けられた指数番号に基づいて,各介在物のグループごとかつ厚さシリーズごとの算術平均
値を,溶鋼単位で評価する。
6.3
試験方法Bの場合
観察した視野数Nに対し,介在物のグループごとかつ厚さシリーズごとに,同じ指数となった合計視野
数を示す。
d≦40 μm
s≦10 μm
d≦40 μm
s≦10 μm
9
G 0555:2020
介在物の種々のグループに関し,同じ指数を示す合計視野数の一組の数字から全体を表すために,例え
ば,総合指数itot又は平均指数imoyといった特別な方法で結果を表示してもよい。これらは受渡当事者間の
協定の対象とする。
例 グループAの介在物の場合: 指数0.5の視野の数として n1
指数1.0の視野の数として n2
指数1.5の視野の数として n3
指数2.0の視野の数として n4
指数2.5の視野の数として n5
指数3.0の視野の数として n6 とすると,
itot=(n1×0.5)+(n2×1.0)+(n3×1.5)+(n4×2.0)+(n5×2.5)+(n6×3.0)
N
i
i
tot
moy=
ここに,N:測定した全視野数。
結果の例を附属書Cに示す。
7
試験報告
試験報告書が必要な場合には,次の事項から報告事項を受渡当事者間の協定によって選択する。
a) この規格の引用
例 JIS G 0555
b) 材料の種類又は種類の記号,及び溶解番号
c) 製品の記号及び寸法
d) サンプリングの方法及び被検面の位置
e) 選択した方法(観察方法,試験方法,標準図及び結果の表示方法)
f)
100倍より大きい場合は,その倍率
g) 観察視野数又は観察面積
h) 試験結果(サイズオーバーの介在物の指数番号,寸法及び種類を含む。)
i)
一般的ではない介在物を定義した場合の添字の内容
j)
試験報告書の番号及び日付
k) 検査者名
10
G 0555:2020
附属書A
(規定)
グループA,B,C,D及びDS介在物の標準図
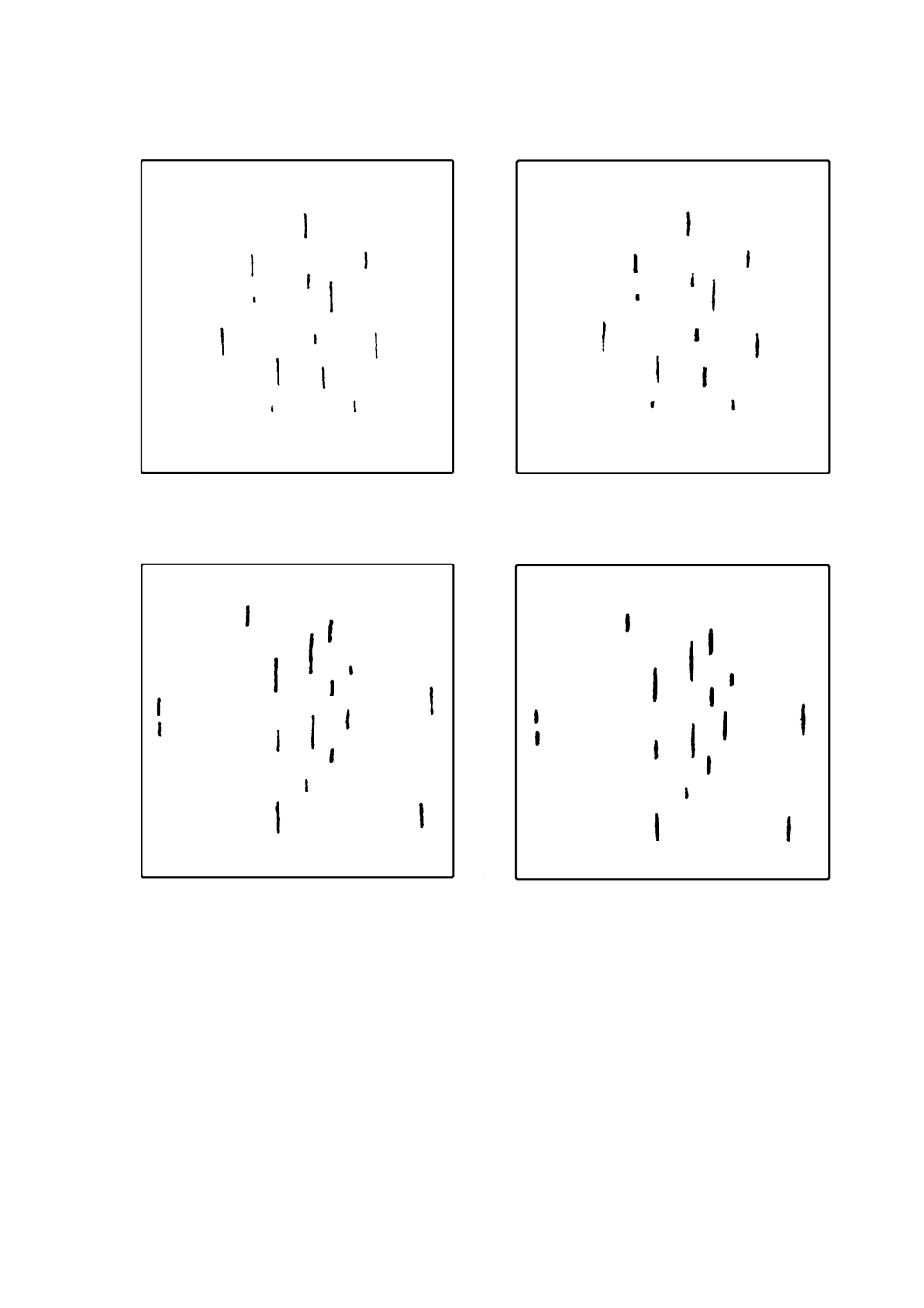
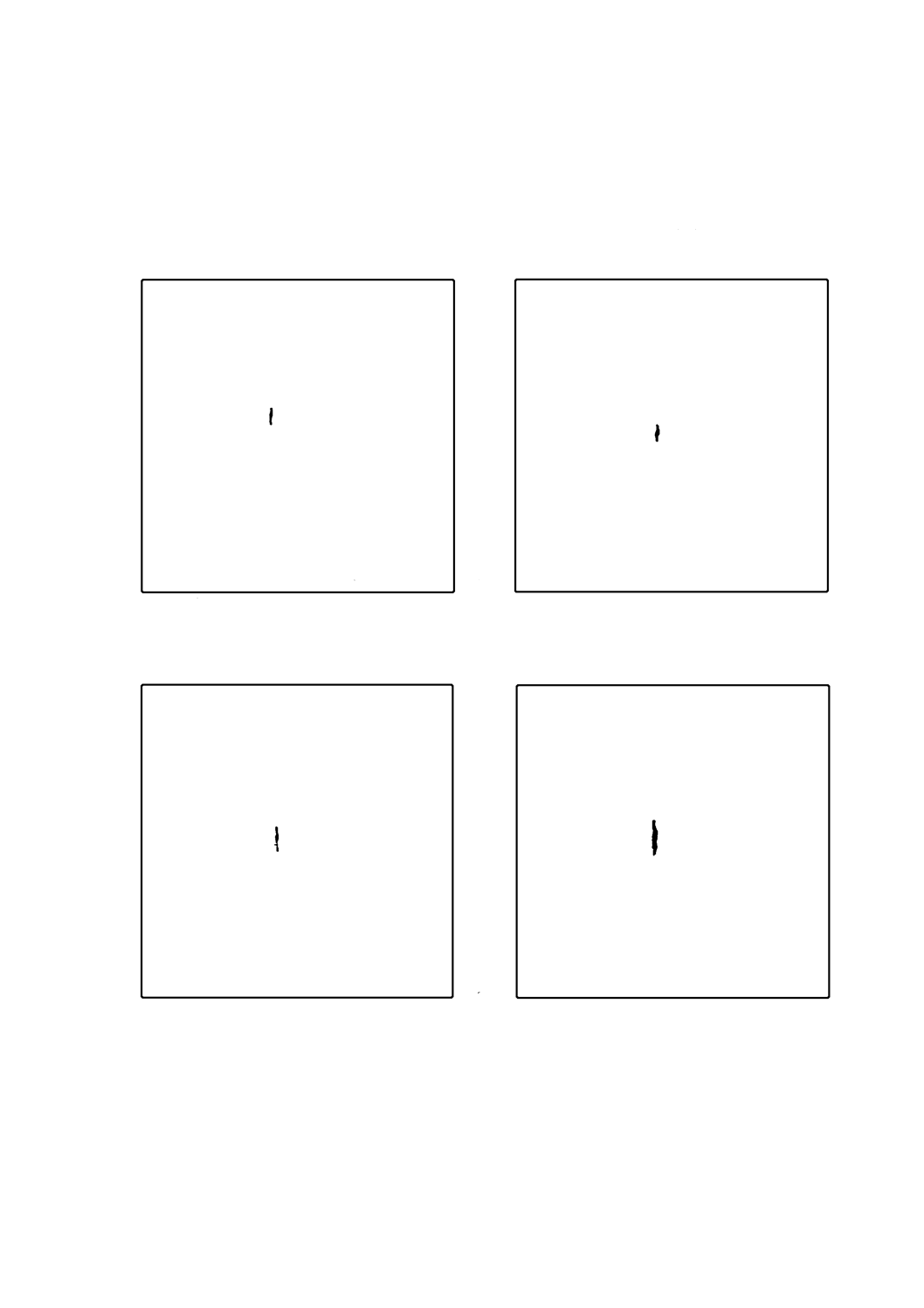
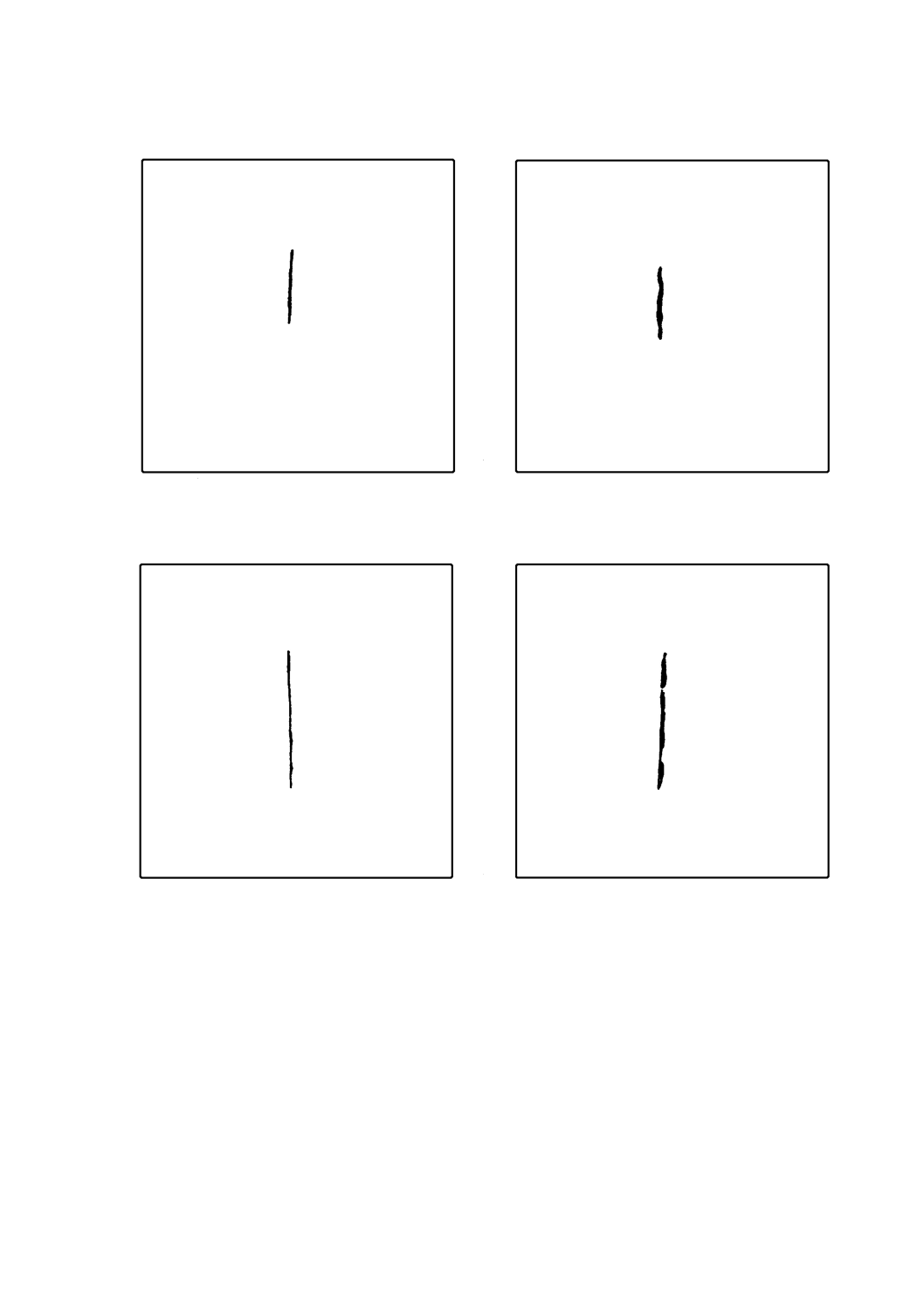
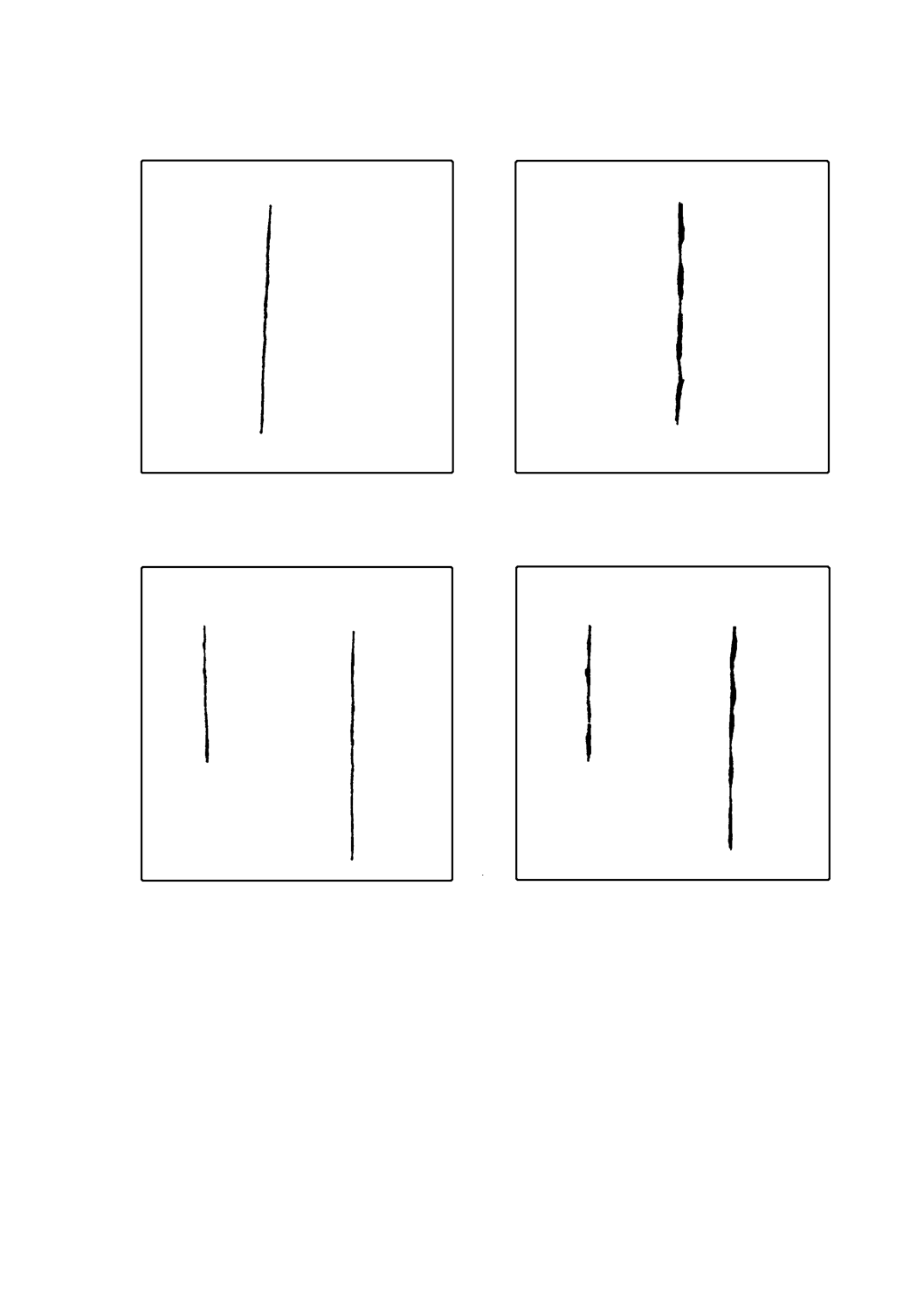
A
(硫化物系)
薄いシリーズ
厚いシリーズ
厚さ:2 µm以上4 µm以下
最小合計長さ
厚さ:4 µmを超え12 µm以下
i=0.5
37 μm
i=1
127 μm
倍率:×100
11
G 0555:2020
i=1.5
261 μm
i=2
436 μm
倍率:×100
12
G 0555:2020
i=2.5
649 μm
i=3
898 μm
倍率:×100
13
G 0555:2020
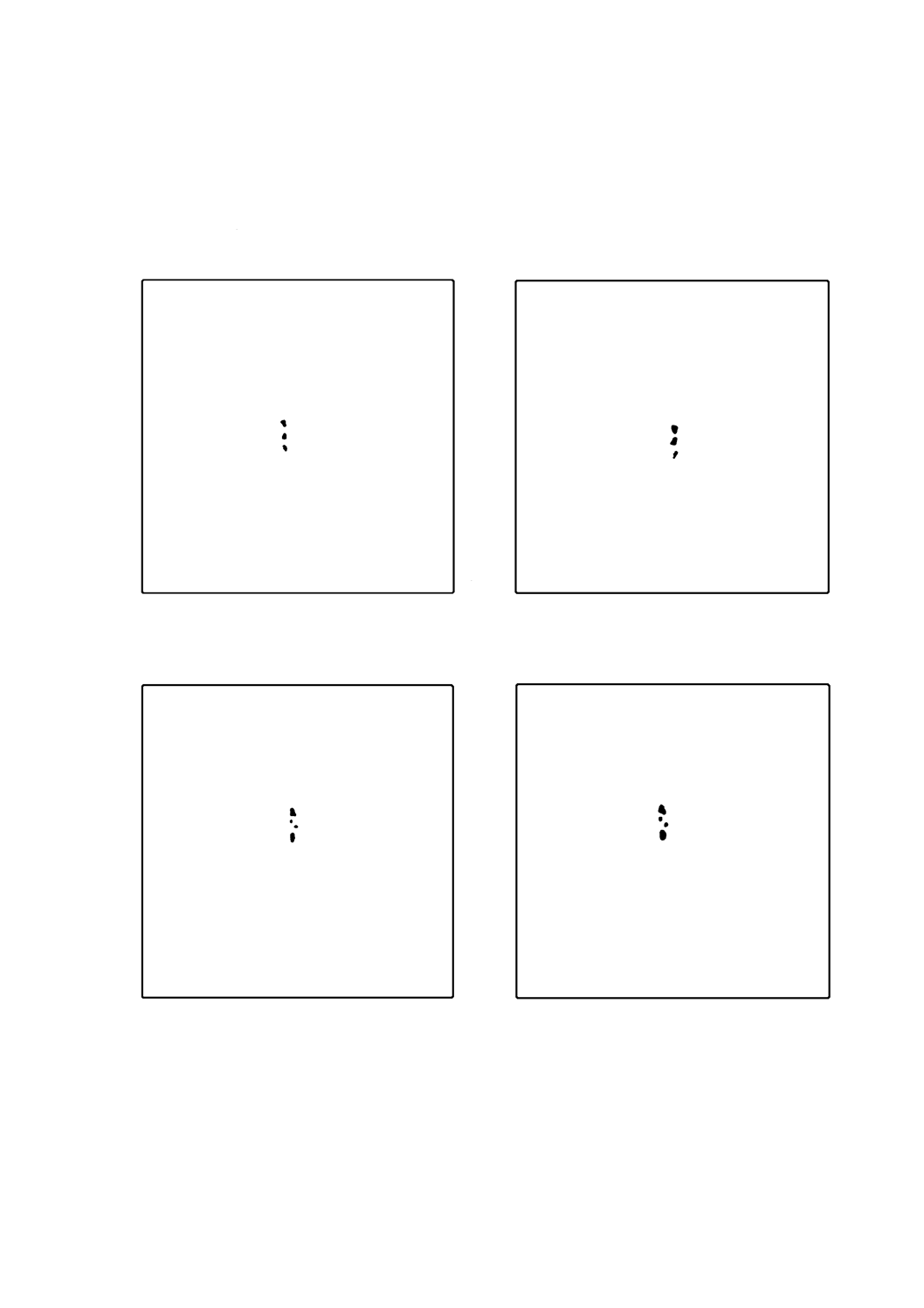
B
(アルミナ系)
薄いシリーズ
厚いシリーズ
厚さ:2 µm以上9 µm以下
最小合計長さ
厚さ:9 µmを超え15 µm以下
i=0.5
17 μm
i=1
77 μm
倍率:×100
14
G 0555:2020
i=1.5
184 μm
i=2
343 μm
倍率:×100
15
G 0555:2020
i=2.5
555 μm
i=3
822 μm
倍率:×100
16
G 0555:2020
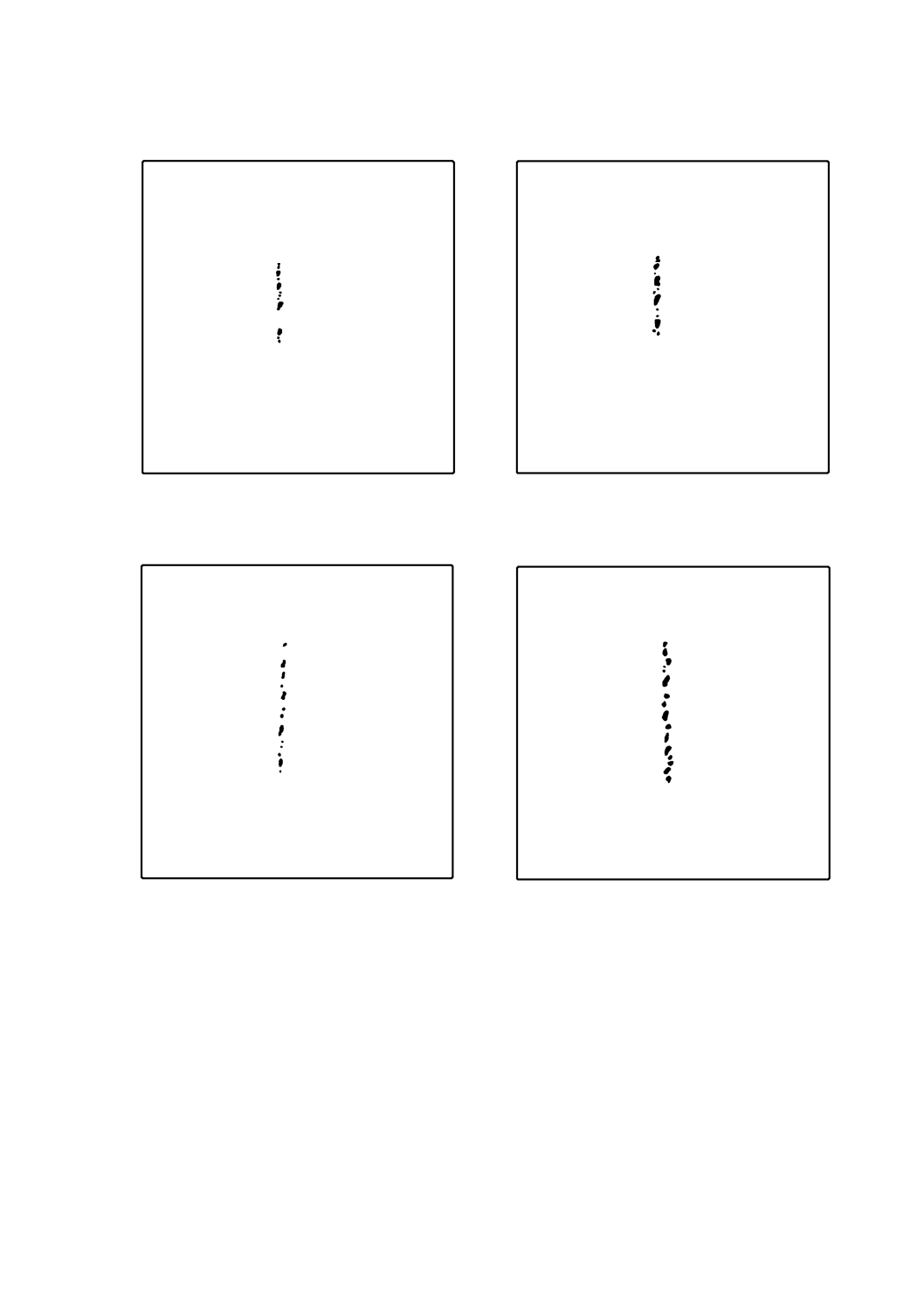
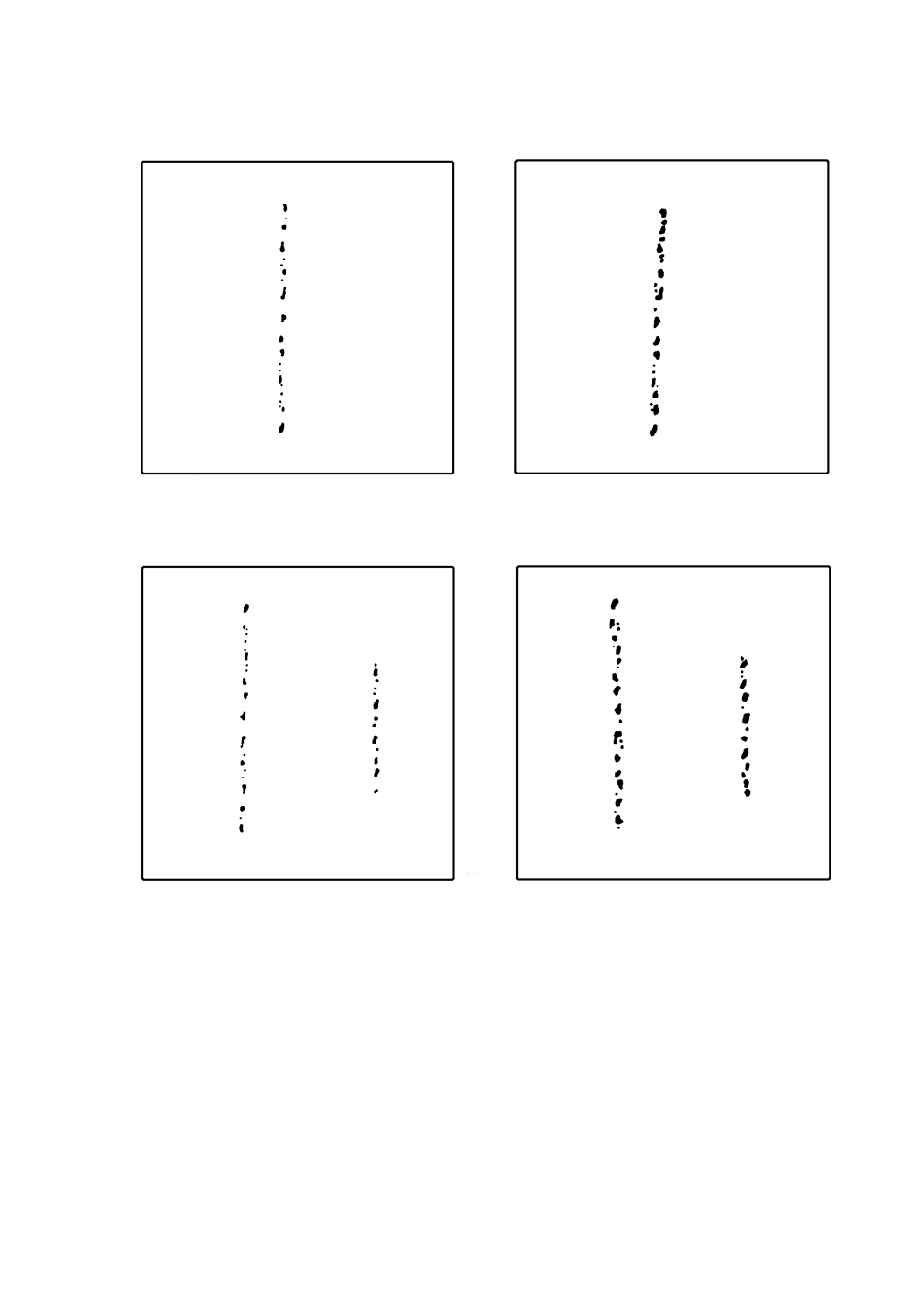
C
(シリケート系)
薄いシリーズ
厚いシリーズ
厚さ:2 µm以上5 µm以下
最小合計長さ
厚さ:5 µmを超え12 µm以下
i=0.5
18 μm
i=1
76 μm
倍率:×100
17
G 0555:2020
i=1.5
176 μm
i=2
320 μm
倍率:×100
18
G 0555:2020
i=2.5
510 μm
i=3
746 μm
倍率:×100
19
G 0555:2020
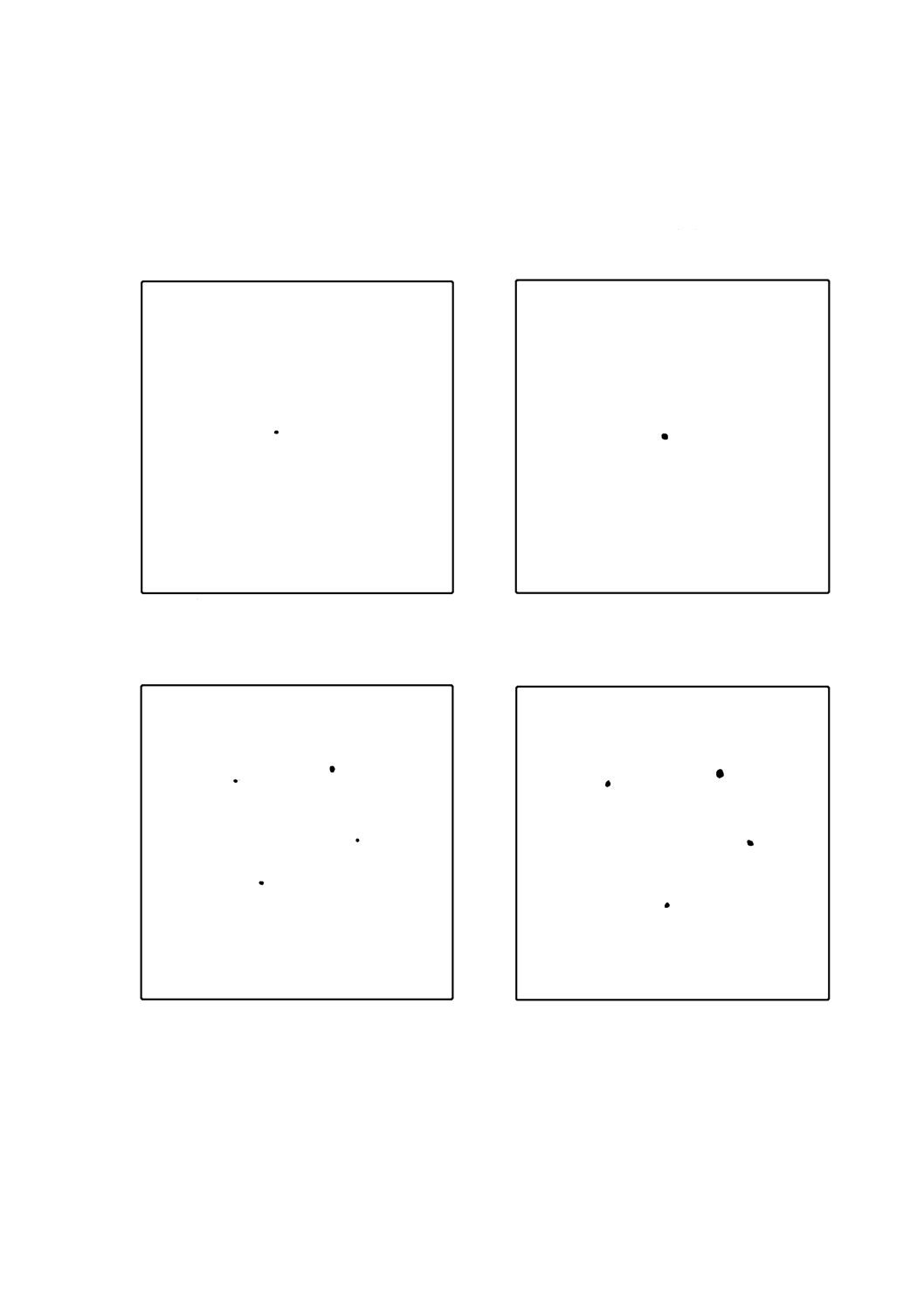
D
(粒状酸化物系)
薄いシリーズ
厚いシリーズ
厚さ:2 µm以上8 µm以下
最小合計個数
厚さ:8 µmを超え13 µm以下
i=0.5
1
i=1
4
倍率:×100
20
G 0555:2020
i=1.5
9
i=2
16
倍率:×100
21
G 0555:2020
i=2.5
25
i=3
36
倍率:×100
22
G 0555:2020
DS
(個別粒状介在物系)
最小直径
直径:13 µmを超え76 µm未満
i=0.5
13 μm
i=1
19 μm
倍率:×100
23
G 0555:2020
i=1.5
27 μm
i=2
38 μm
倍率:×100
24
G 0555:2020
i=2.5
53 μm
i=3
76 μm
倍率:×100
25
G 0555:2020
附属書B
(参考)
視野の評価及びサイズオーバー介在物の評価
B.1
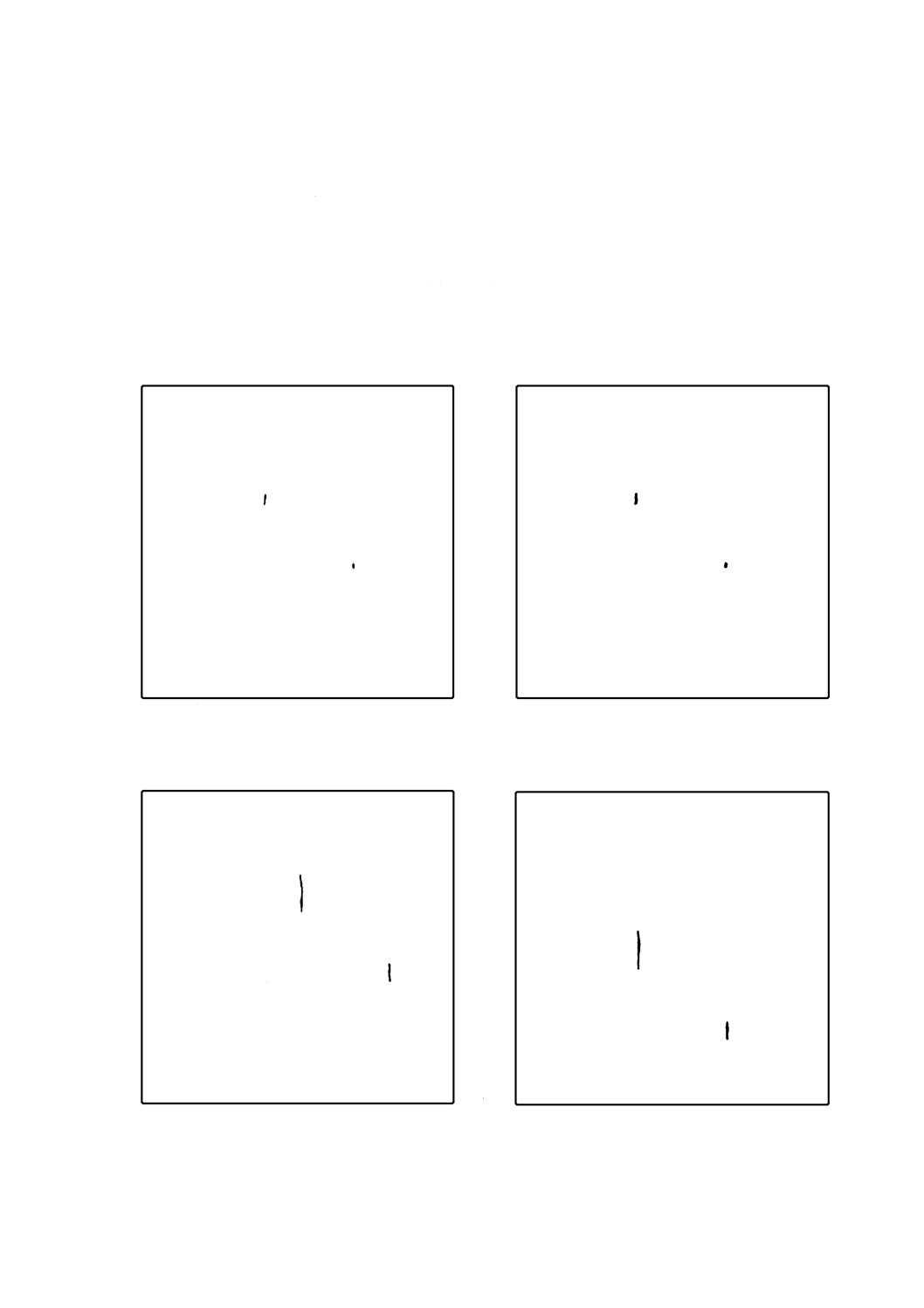
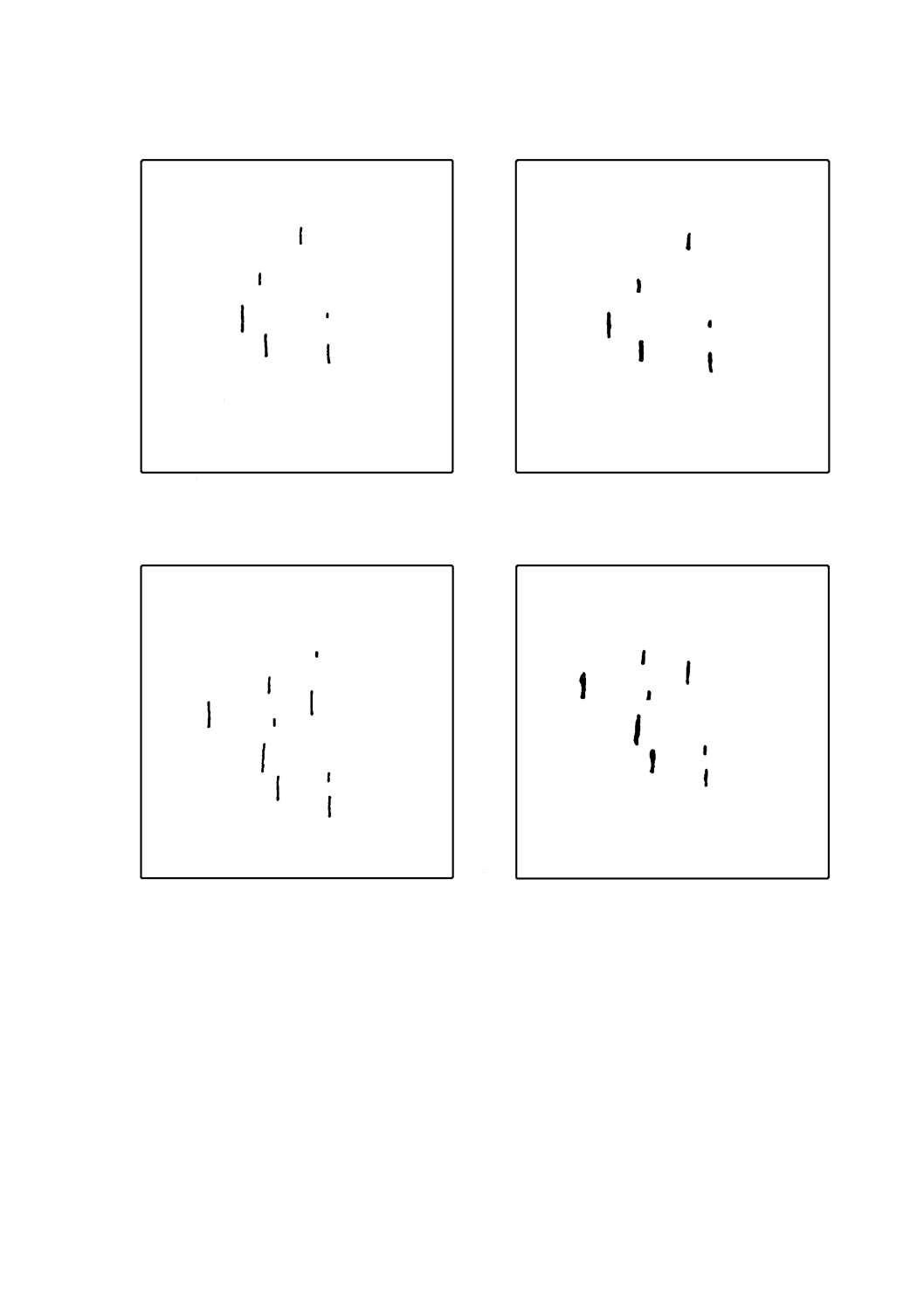
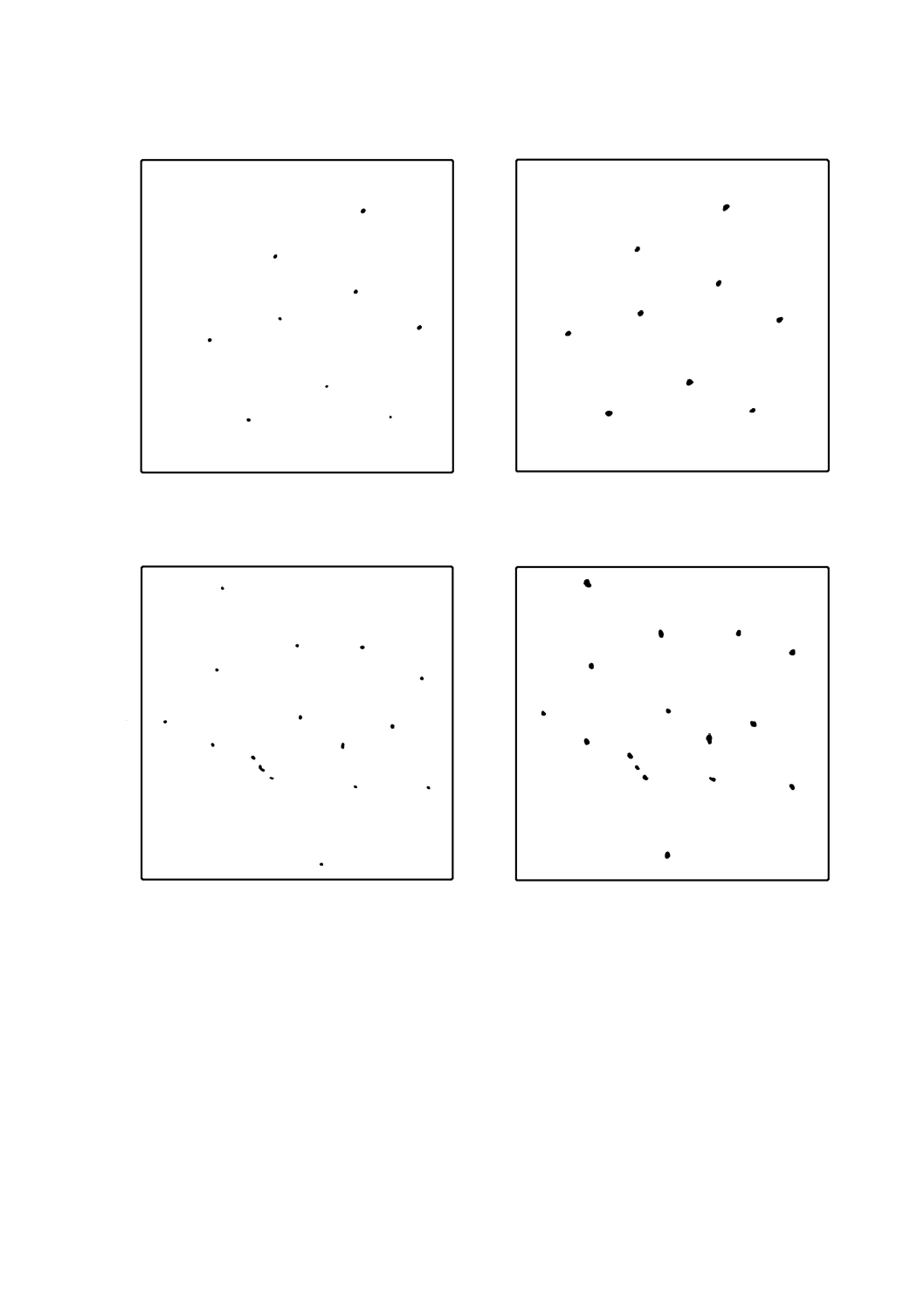
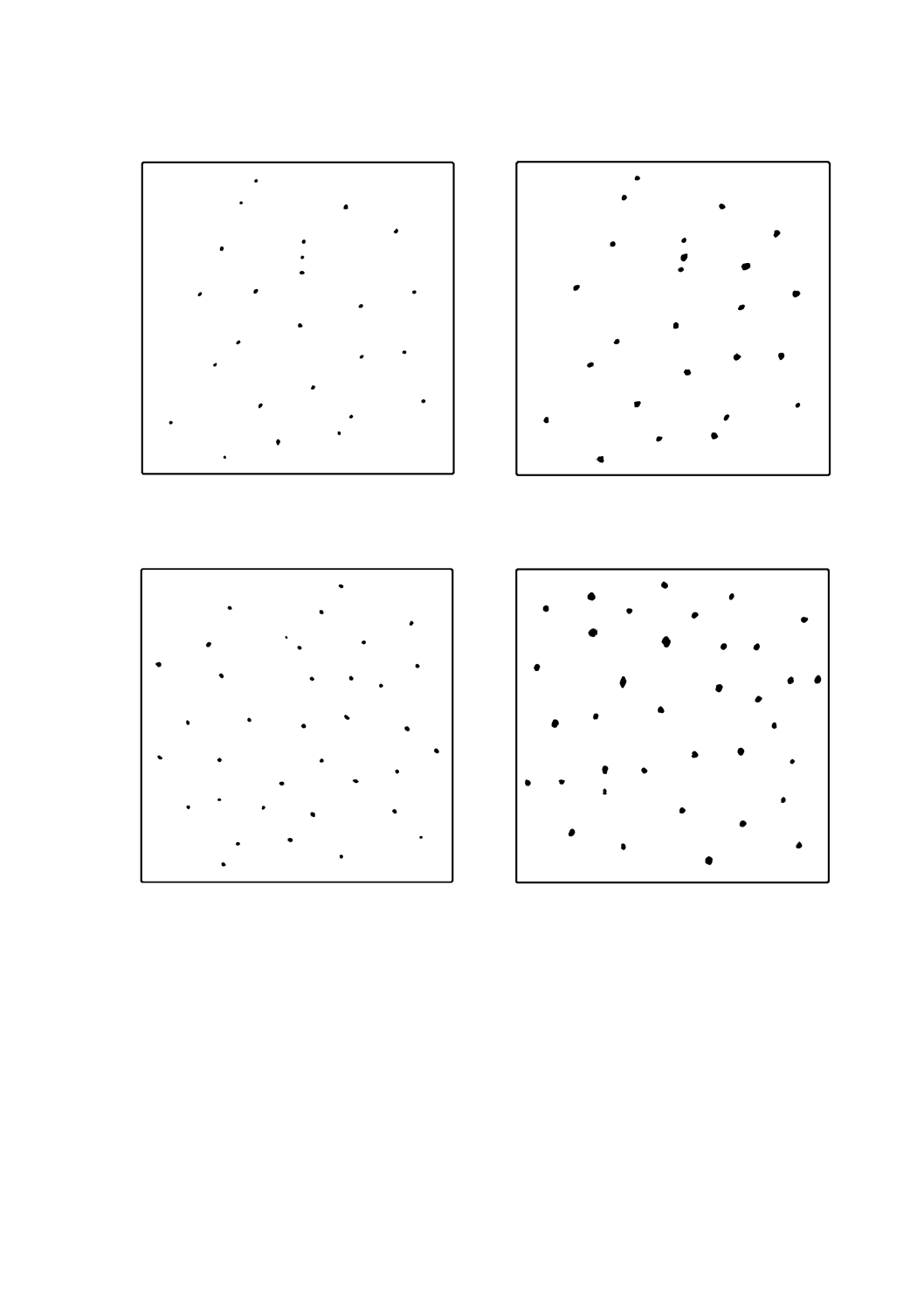
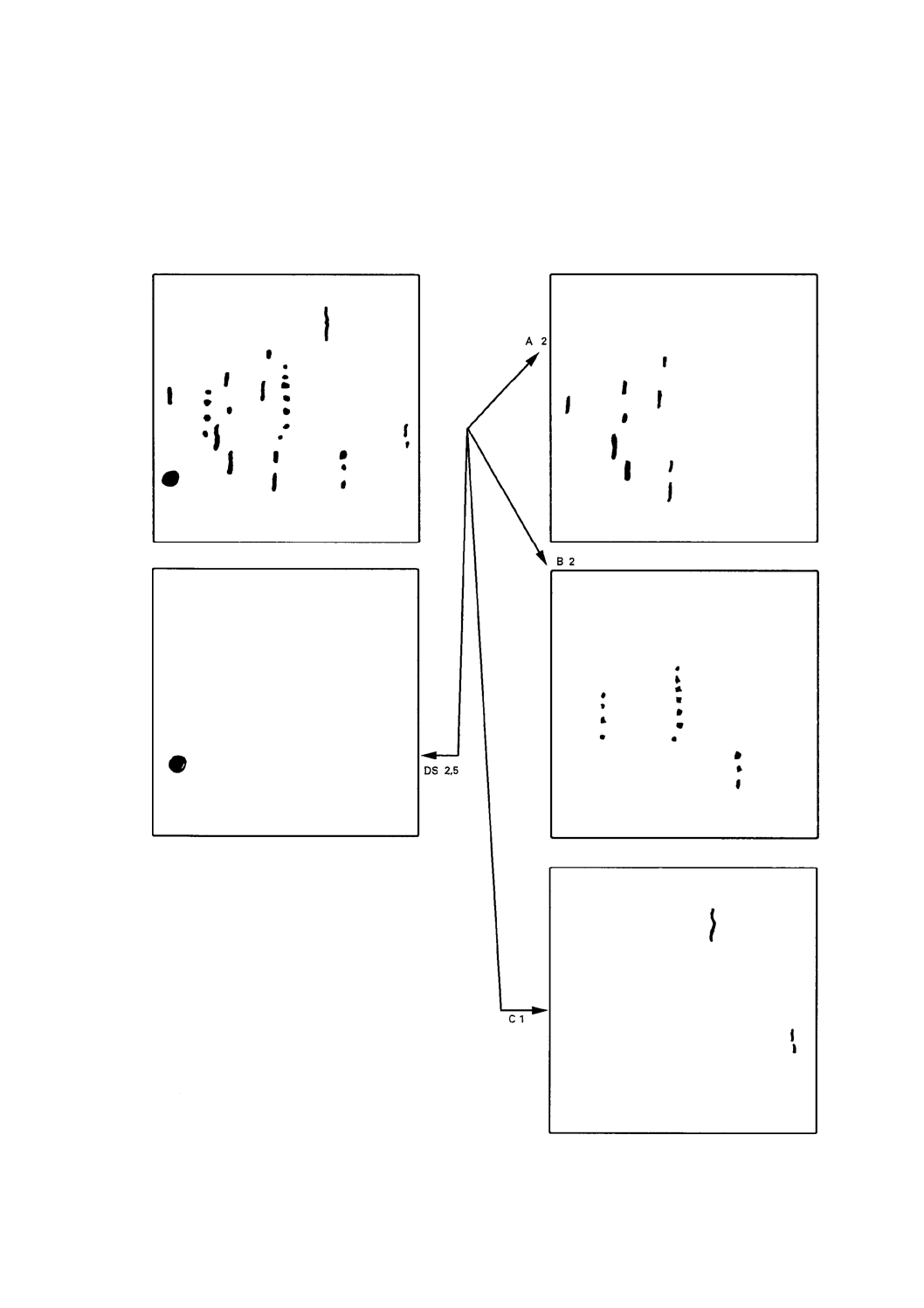
視野の評価例(図B.1参照)
図B.1−視野の評価
倍率100倍で測定した左上の視野図には,4種類の非金属
介在物が含まれている。これらの形状及び分布によって,
介在物は4種類に分類する。
− グループA,硫化物
− グループB,アルミナ(分断された介在物)
− グループC,シリケート
− グループDS,個別粒状介在物
測定した視野は,介在物のそれぞれの種類について,標
準図の中の最も近い図と比較して判定する。この際,他
の種類の介在物は考慮に入れない。
こうして,次の指数が求められる:A2,B2,C1及びDS2.5。
26
G 0555:2020
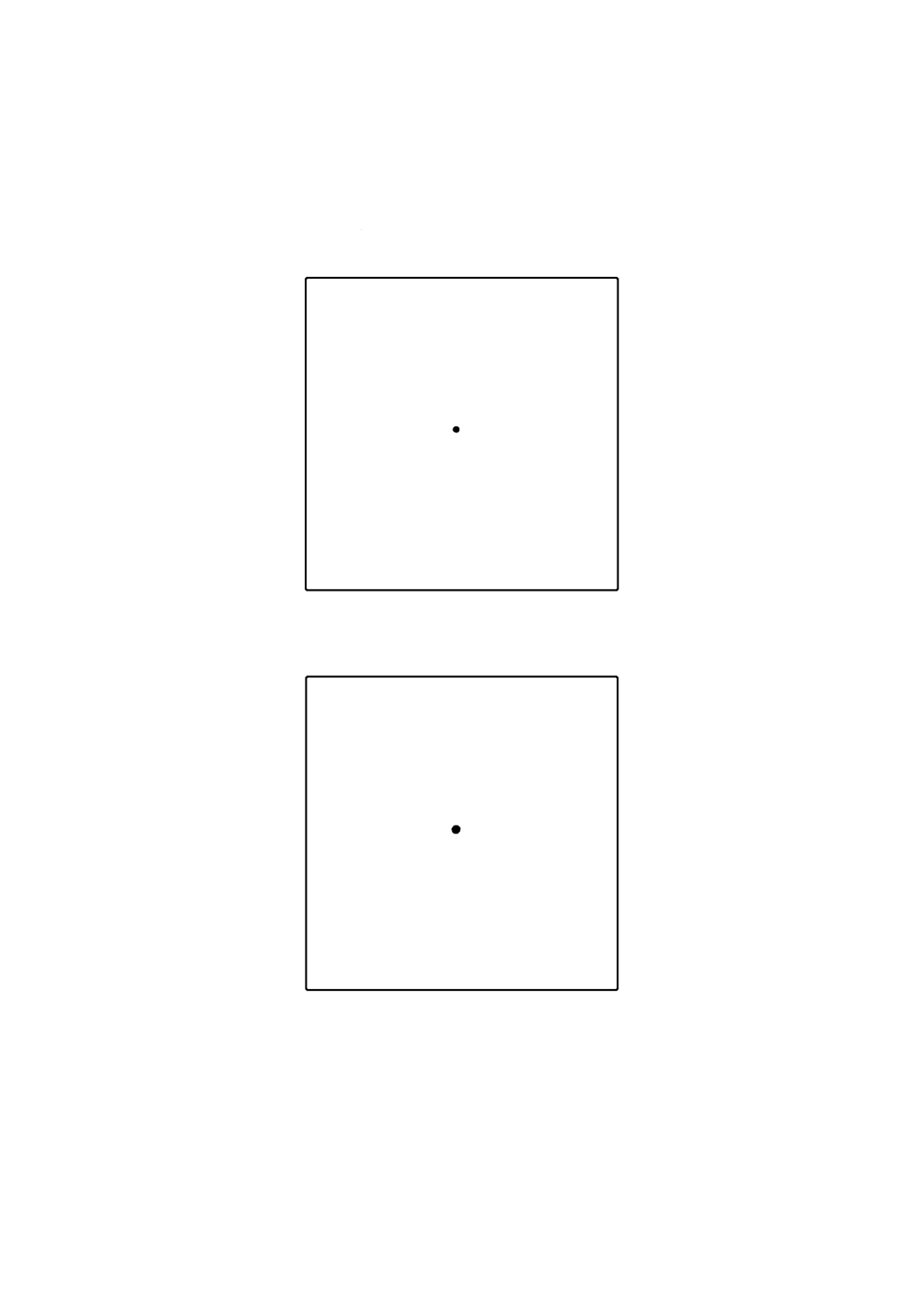
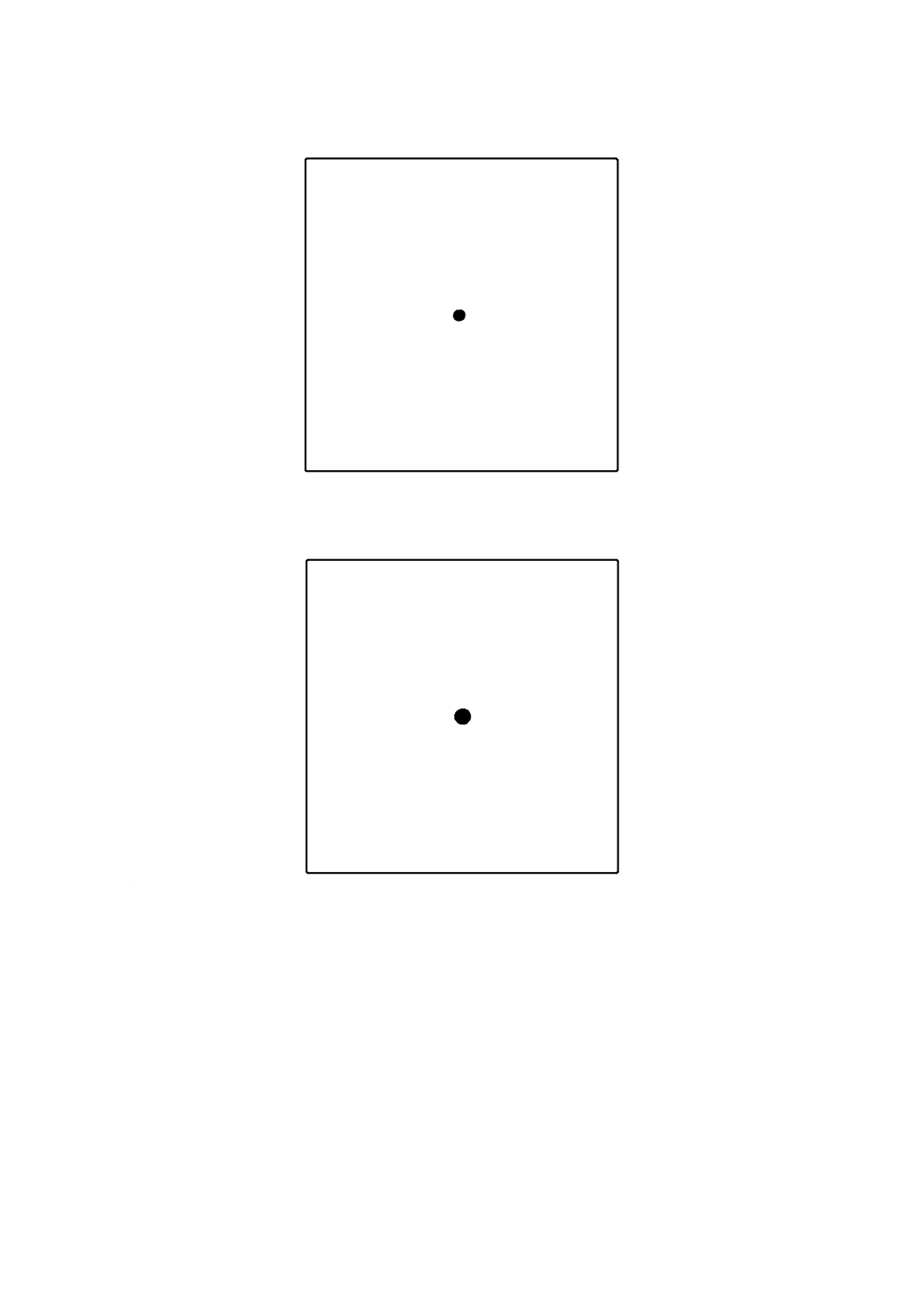
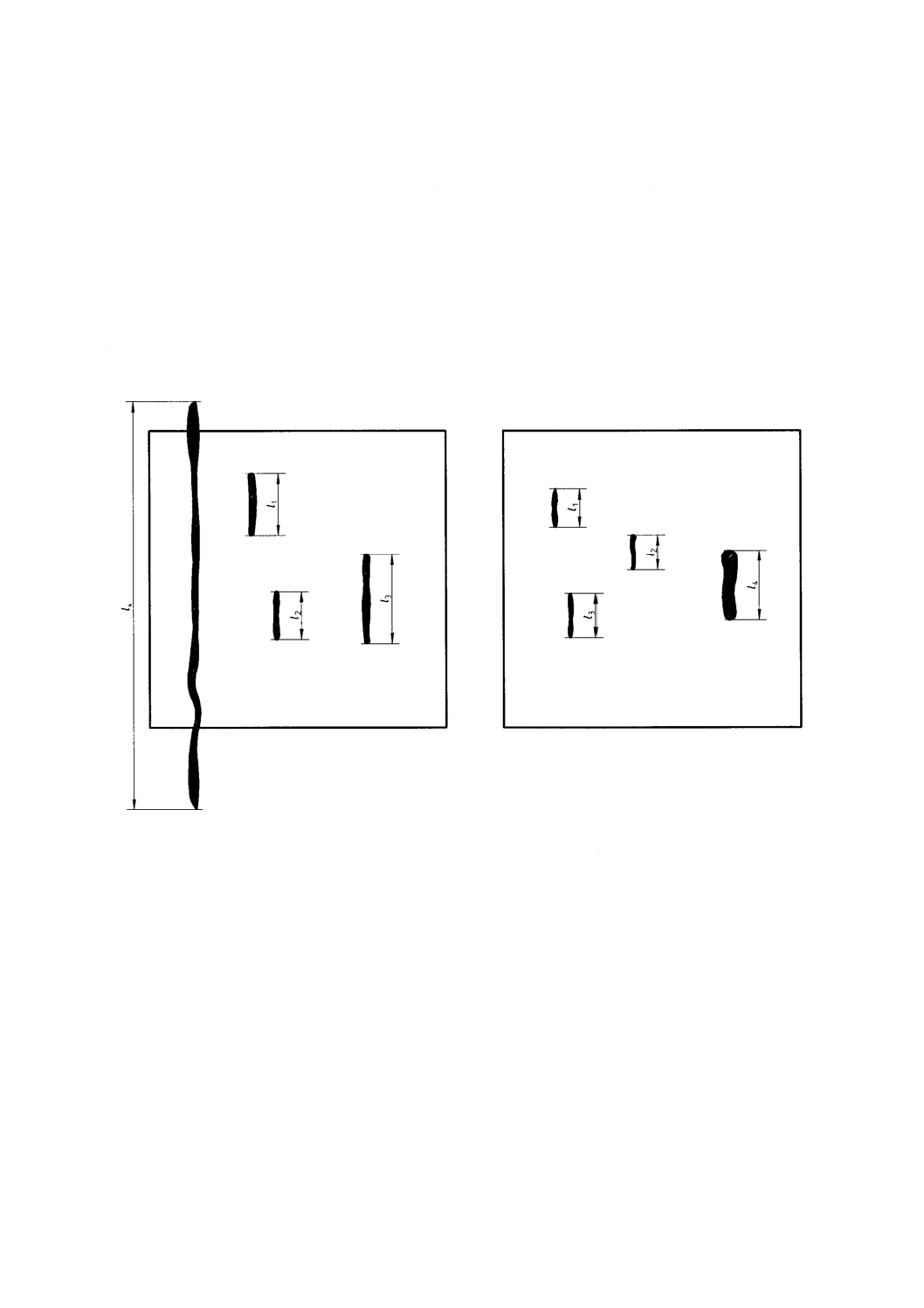
B.2
サイズオーバー介在物の評価の例
介在物の長さだけがサイズオーバーの場合,同一視野での同じ種類の介在物について,試験方法Aでは
0.710 mmを,及び試験方法Bでは視野内のその介在物の部分の長さを,残りの介在物の長さに加える[図
B.2 a) 参照]。
介在物が厚さ又は直径(グループDの場合)でサイズオーバーの場合,その視野での厚いシリーズに格
付けることが望ましい[図B.2 b) 参照]。
グループDで49よりも介在物数が多い場合,指数番号は,附属書Dの計算式によって計算可能である。
グループDSで0.107 mmを超える直径の場合,指数番号は,附属書Dの計算式によって計算可能であ
る。
視野の格付けは,合計長さLに基づく
L=0.710+l1+l2+l3
ここで,0.710は,長さがサイズオーバーした介在物の
長さ l4
視野の格付けは,合計長さLに基づく
L=l1+l2+l3+l4
ここで,厚さがサイズオーバーした介在物の長さ
l4
a) 長さだけがサイズオーバーした介在物
b) 厚さ又は直径がサイズオーバーした介在物
図B.2−サイズオーバー介在物の視野の評価
27
G 0555:2020
附属書C
(参考)
典型的な結果の表示例(介在物の種類ごとに指数付けした,測定した全視野)
C.1 視野及び介在物の種類ごとの指数番号
表C.1は,例を簡単にするため,20の視野について観察し,介在物の種類ごとに求めた結果の表示例で
ある。ただし,一般に最低100視野の試験を行う。
表C.1−結果(指数)
視野
介在物の種類
A
B
C
D
DS
薄い
シリーズ
厚い
シリーズ
薄い
シリーズ
厚い
シリーズ
薄い
シリーズ
厚い
シリーズ
薄い
シリーズ
厚い
シリーズ
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
−
0.5
0.5
1
−
1.5
−
−
0.5
−
1
0.5
−
2
−
0.5
0.5
−
−
−
0.5
−
−
−
−
−
1s
−
−
0.5
−
−
−
−
−
−
−
−
2
−
1
−
0.5
−
−
−
1.5
−
0.5
1
0.5
−
−
−
−
1
0.5
−
−
0.5
−
−
−
0.5
1.5
−
−
1
−
−
−
−
0.5
1
−
−
−
1.5
3
−
0.5
0.5
−
1.5
−
−
−
1
0.5
0.5
−
−
−
−
0.5
−
−
1
0.5
−
−
−
0.5
−
1
−
0.5
−
−
−
0.5
−
1.5
−
−
1
−
−
−
0.5
−
−
−
−
−
0.5
−
−
−
−
−
−
1
−
−
−
−
−
0.5
−
−
−
−
0.5
−
−
−
1
−
−
−
1s
−
−
−
−
0.5
−
−
−
−
−
0.5
−
−
1
−
−
−
−
1
−
−
−
−
−
1.5
−
−
−
C.2 介在物の種類ごとの合計視野数
C.1の結果に基づき,介在物の種類ごと及び指数ごとに,該当する視野数の合計を求める。表C.2は,
視野数の合計を求めたものである。
28
G 0555:2020
表C.2−視野数合計a)
視野
介在物の種類
A
B
C
D
DS
薄い
シリーズ
厚い
シリーズ
薄い
シリーズ
厚い
シリーズ
薄い
シリーズ
厚い
シリーズ
薄い
シリーズ
厚い
シリーズ
0.5
1
1.5
2
2.5
3
6
2
1
1
0
0
2
1
0
1
0
0
5
3
1
0
0
0
2
2
2
0
0
1
6
2
1
0
0
0
4
2
1
0
0
0
2
1
0
0
0
0
2
2
0
0
0
0
1
2
1
0
0
0
注a) 視野の範囲を超えた介在物又は表2よりも大きい厚さ若しくは直径をもつ介在物は,標準図に従って格付け
し,かつ,個別に試験報告書に記録する。
C.3 総合指数itot及び平均指数imoyの計算方法
C.3.0A 一般事項
表C.2の合計視野数を用いて,介在物種類ごと及びシリーズごとの総合指数及び平均指数を求めること
ができる。
C.3.1 グループA介在物について
a) 薄いシリーズ
itot=(6×0.5)+(2×1)+(1×1.5)+(1×2)=8.5
425
.0
20
5.8
tot
moy
=
=
=N
i
i
ここに,
N: 観察視野の総数
b) 厚いシリーズ
itot=(2×0.5)+(1×1)+(1×2)=4
20
.0
20
4
moy
=
=
i
(後ろに1 sの表示を付ける。)
C.3.2 グループB介在物について
a) 薄いシリーズ
itot=(5×0.5)+(3×1)+(1×1.5)=7
35
.0
20
7
moy
=
=
i
b) 厚いシリーズ
itot=(2×0.5)+(2×1)+(2×1.5)+(1×3)=9
45
.0
20
9
moy
=
=
i
C.3.3 グループC介在物について
a) 薄いシリーズ
itot=(6×0.5)+(2×1)+(1×1.5)=6.5
325
.0
20
5.6
moy
=
=
i
29
G 0555:2020
b) 厚いシリーズ
itot=(4×0.5)+(2×1)+(1×1.5)=5.5
275
.0
20
5.5
moy
=
=
i
C.3.4 グループD介在物について
a) 薄いシリーズ
itot=(2×0.5)+(1×1)=2
10
.0
20
2
moy
=
=
i
b) 厚いシリーズ
itot=(2×0.5)+(2×1)=3
15
.0
20
3
moy
=
=
i
C.3.5 グループDS介在物について
itot=(1×0.5)+(2×1)+(1×1.5)=4
20
.0
20
4
moy
=
=
i
C.4 重み係数
介在物の量を基に全体的な清浄度を計算するため,各指数番号に対して重み付けをすることができる。
重み計数は表C.3を用いる。
表C.3−重み係数
指数番号
i
重み係数
fi
0.5
1
1.5
2
2.5
3
0.05
0.1
0.2
0.5
1
2
清浄度指数Ciは,次の式で計算する。
S
n
f
C
i
000
1
3
5.0
i
i
i
×
×
=∑
=
ここに, fi: 重み係数
ni: 指数iの視野数
S: サンプルの合計検査面積(mm2)
30
G 0555:2020
附属書D
(参考)
標準図の指数と介在物計測値との関係
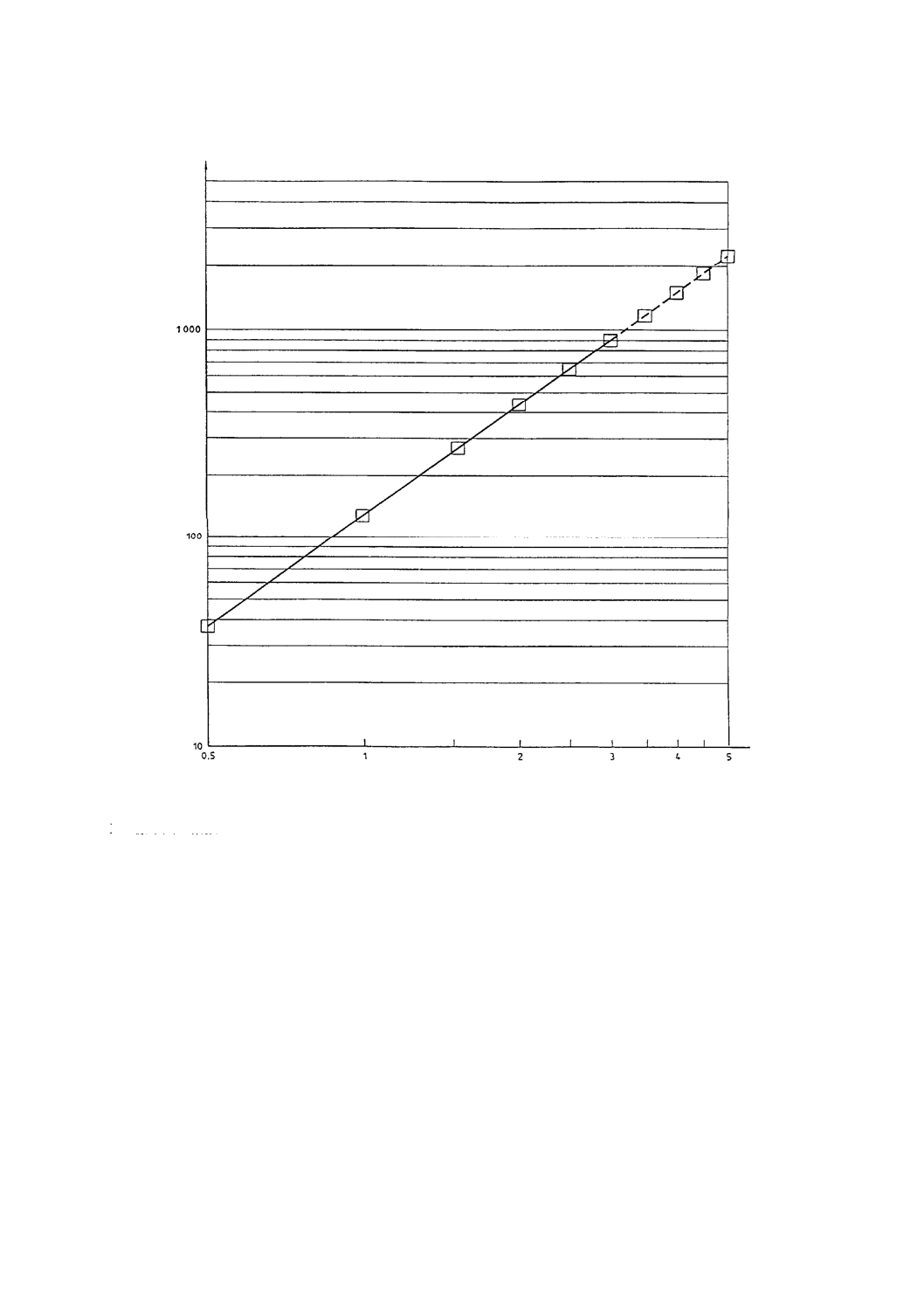
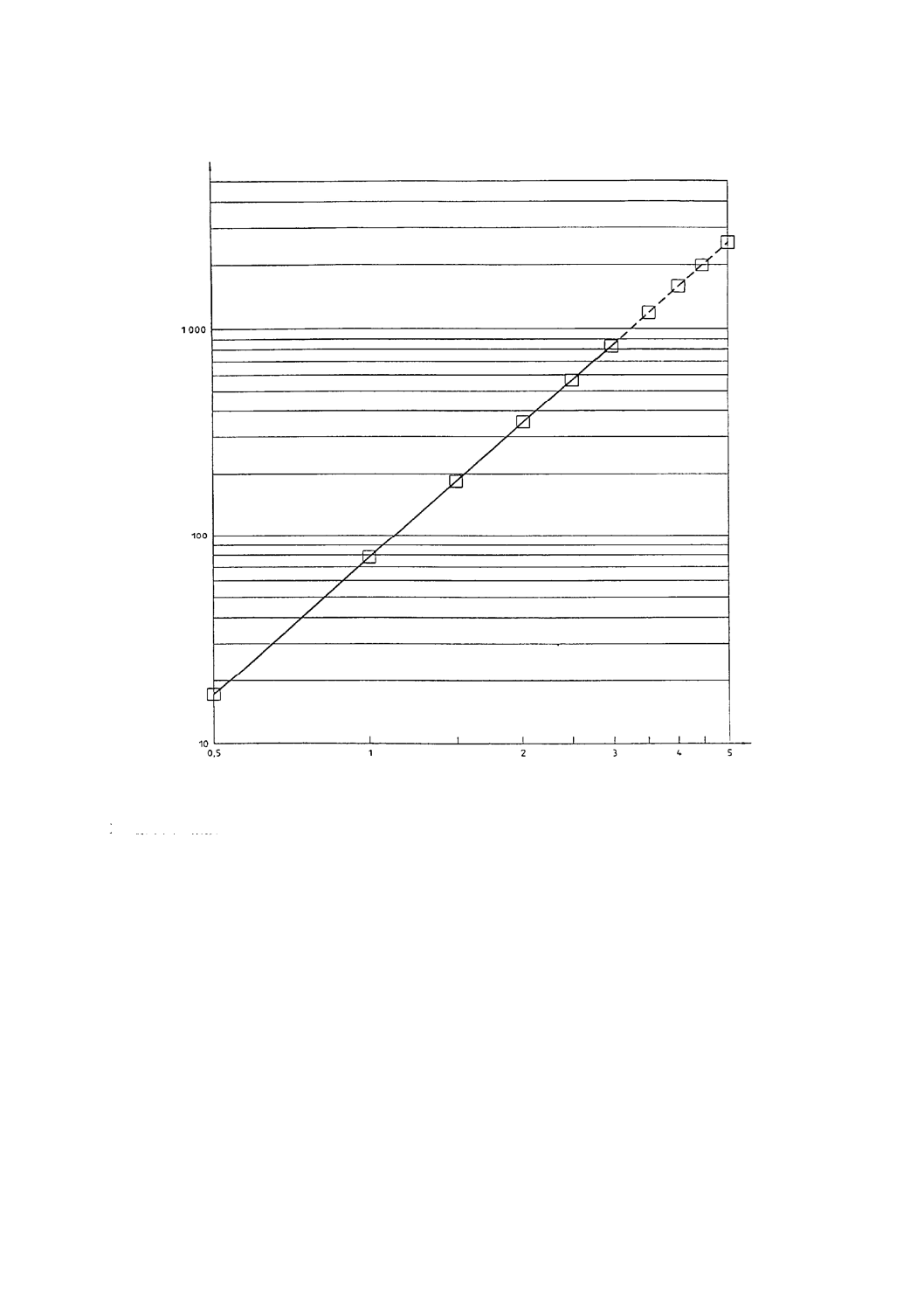
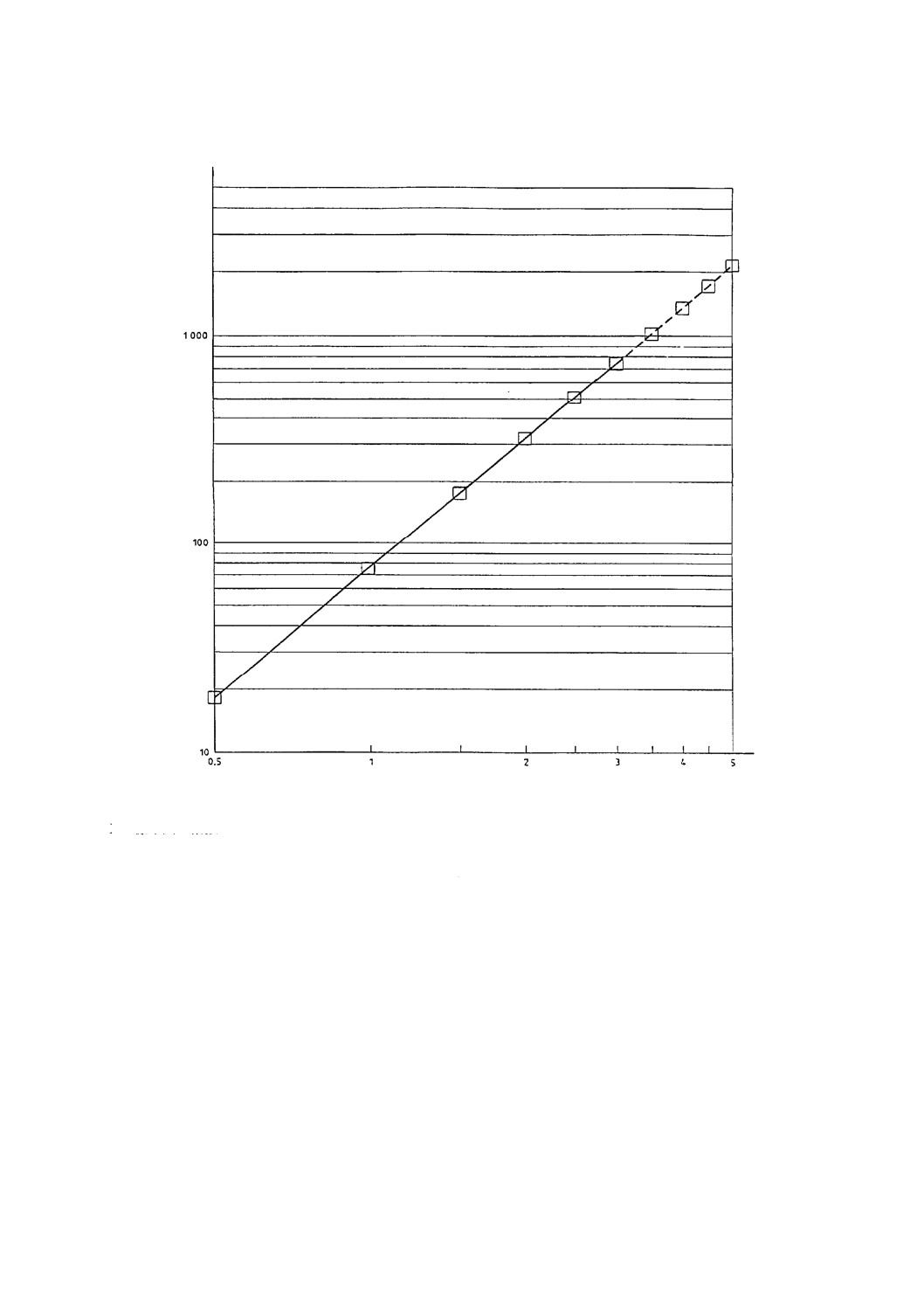
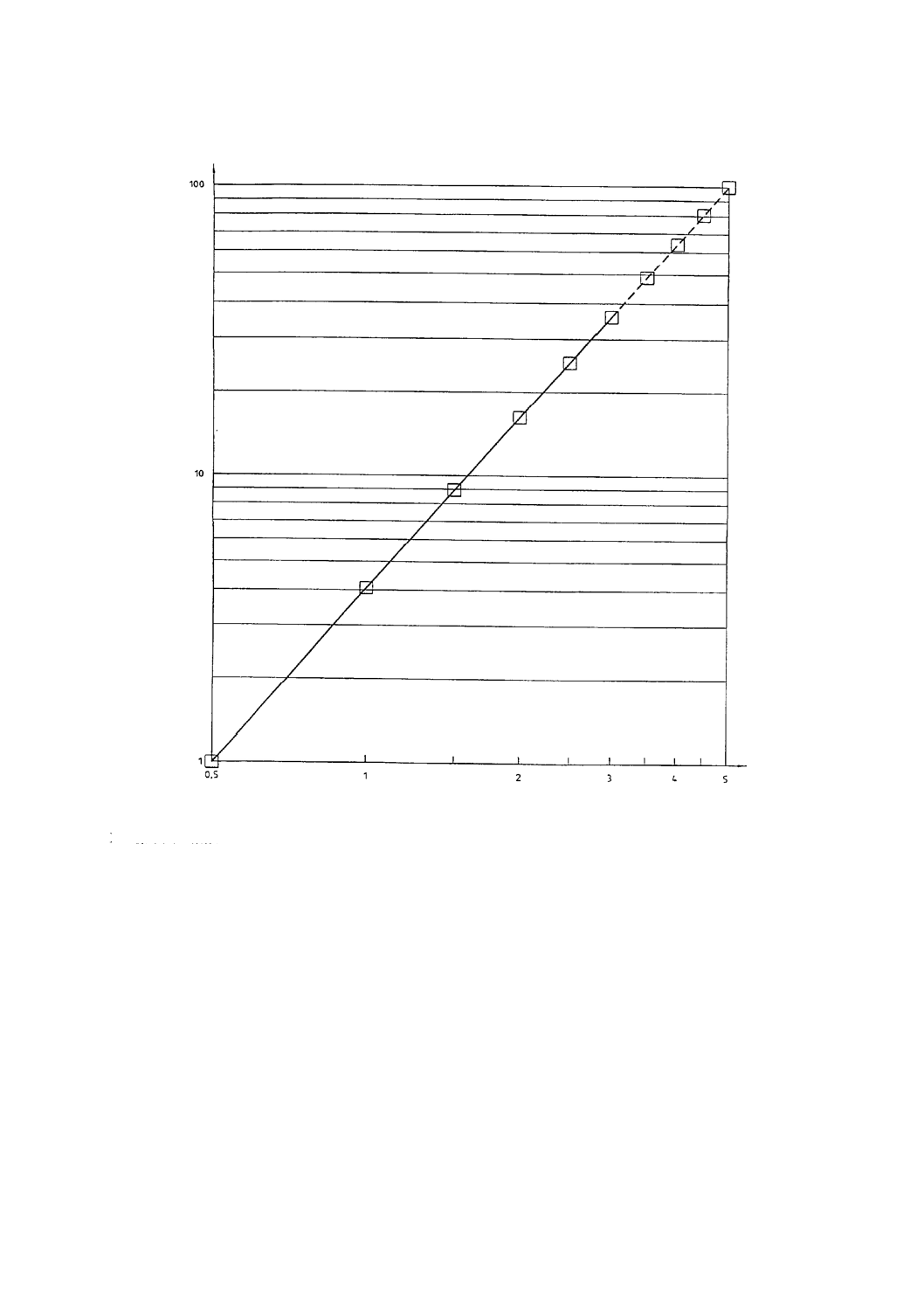
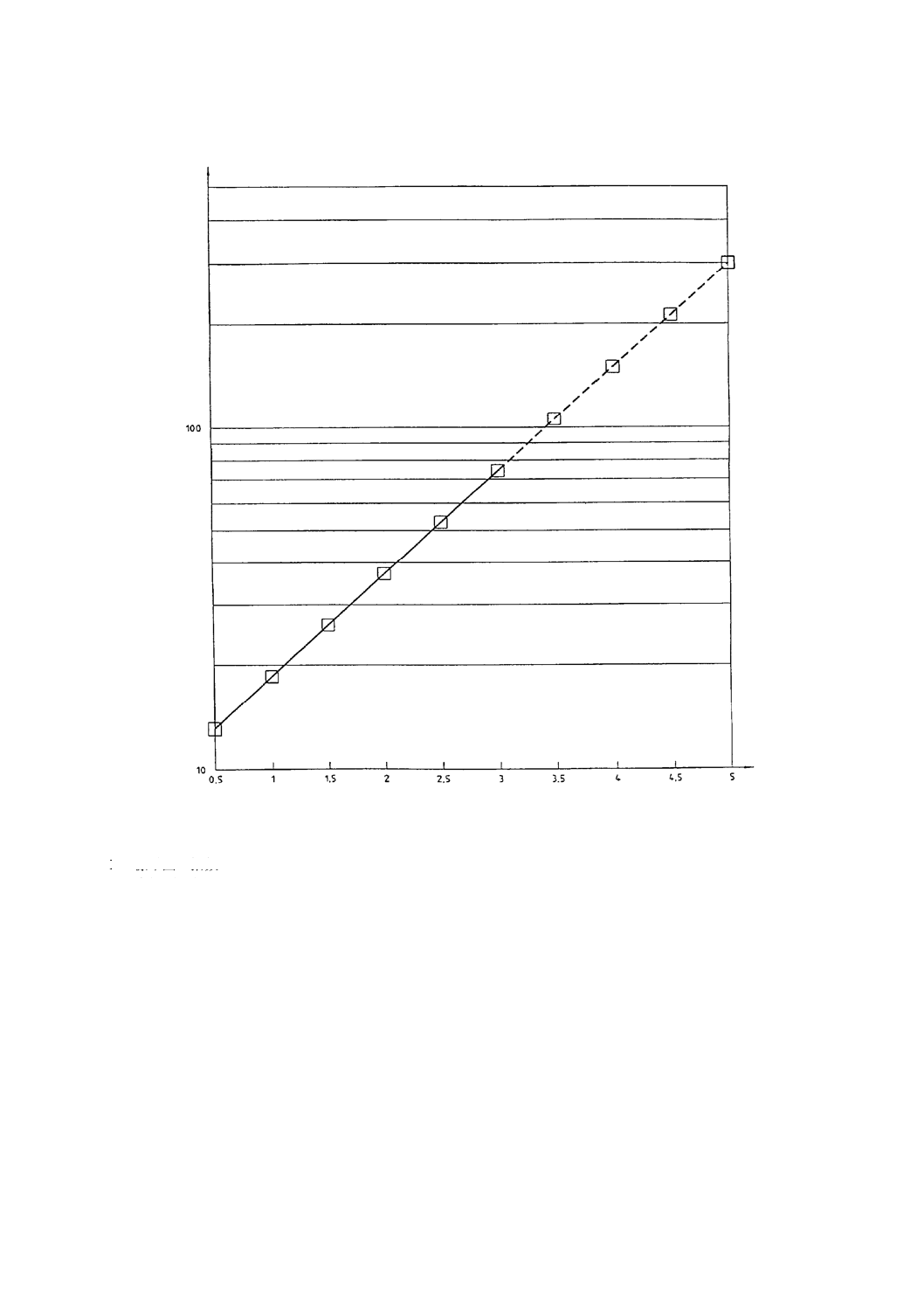
D.0A 一般事項
標準図の指数と介在物グループA,B,C,D及びDSの計測値[長さ(µm),直径(µm)又は視野当た
りの個数]との関係を,図D.1〜図D.5に示す。D.1及びD.2の式は,計測値から指数を計算する場合,又
は指数から計測値を計算する場合,例えば,3を超える標準図の指数が必要となったときに用いることが
可能である。
D.1 計測値から標準図の指数を計算する場合
グループA硫化物系,合計長さL(µm)
log (i)=[0.560 5 log (L)]−1.179
グループBアルミナ系,合計長さL(µm)
log (i)=[0.462 6 log (L)]−0.871
グループCシリケート系,合計長さL(µm)
log (i)=[0.480 7 log (L)]−0.904
グループD粒状酸化物系,視野当たりの数n
log (i)=[0.5 log (n)]−0.301
グループDS個別粒状介在物系,直径d(µm)
i=[3.311 log (d)]−3.22
グループDSを除き,iを得るためには逆対数とする。
D.2 指数から介在物の計測値を計算する場合
グループA硫化物系,合計長さL(µm)
log (L)=[1.784 log (i)]+2.104
グループBアルミナ系,合計長さL(µm)
log (L)=[2.161 6 log (i)]+1.884
グループCシリケート系,合計長さL(µm)
log (L)=[2.08 log (i)]+1.88
グループD粒状酸化物系,視野当たりの数n
log (n)=[2 log (i)]+0.602
グループDS個別粒状介在物系,直径d(µm)
log (d)=[0.302 i]+0.972
計測値を得るためには逆対数とする。
以上の線形回帰式において,R2は,全て0.999 9以上である。
(図D.1〜図D.5参照)
31
G 0555:2020
X 標準図の指数
Y 合計長さ(μm)
図D.1−グループA:硫化物系
X
Y
32
G 0555:2020
X 標準図の指数
Y 合計長さ(μm)
図D.2−グループB:アルミナ系
Y
X
33
G 0555:2020
X 標準図の指数
Y 合計長さ(μm)
図D.3−グループC:シリケート系
Y
X
34
G 0555:2020
X 標準図の指数
Y 視野当たりの数
図D.4−グループD:粒状酸化物系
Y
X
35
G 0555:2020
X 標準図の指数
Y 直径(μm)
図D.5−グループDS:個別粒状介在物系
Y
X
36
G 0555:2020
附属書JA
(規定)
点算法による非金属介在物の顕微鏡試験方法
JA.1 一般事項
この附属書は,点算法による非金属介在物の顕微鏡試験方法を規定する。
JA.2 原理
供試材から規定の試験片を切り出し,規定の寸法の被検面に研磨して仕上げた後,検鏡して介在物の種
類及びその面積百分率を測定する。
JA.3 用語及び定義
この附属書で用いる主な用語及び定義は,JIS G 0202によるほか,次による。
JA.3.1
点算法
顕微鏡の接眼鏡に規定の格子線をもつガラス板を挿入して,被検面を検鏡し,介在物によって占められ
た格子点中心の数を数える方法。
JA.4 供試材及び試験片
JA.4.1 供試材
供試材は,圧延又は鍛造された鋼材から圧延方向又は鍛錬軸に垂直に,試験片を採取するのに十分な長
さに切断して採取する。
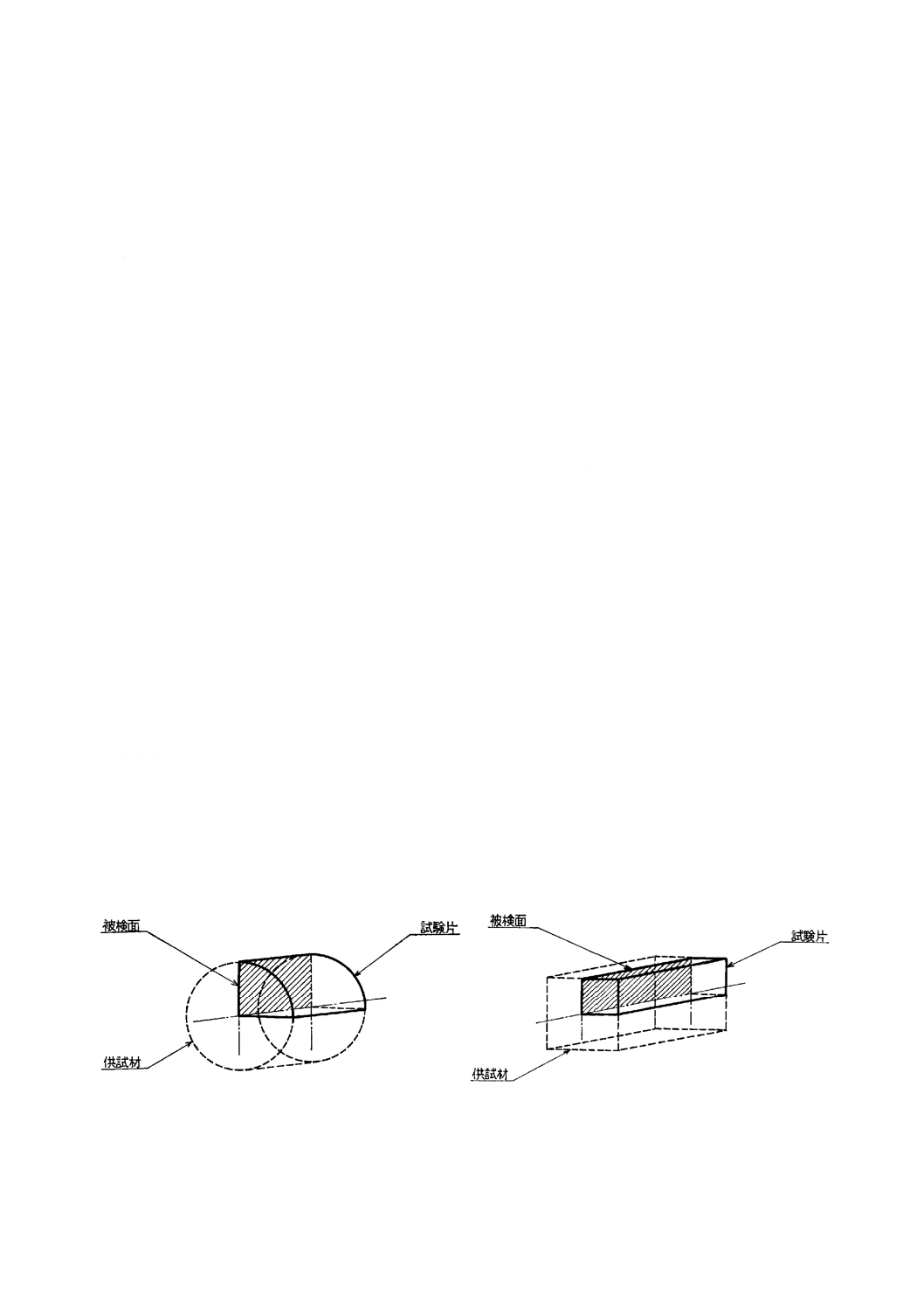
JA.4.2 試験片
試験片は,次による。
a) 試験片は,供試材を圧延方向又は鍛錬軸に平行に,その中心線を通って切断し採取する。
b) 試験片は,供試材の表面から中心線を含む面を被検面とするように作成し,被検面の面積は,通常は
300 mm2とする。
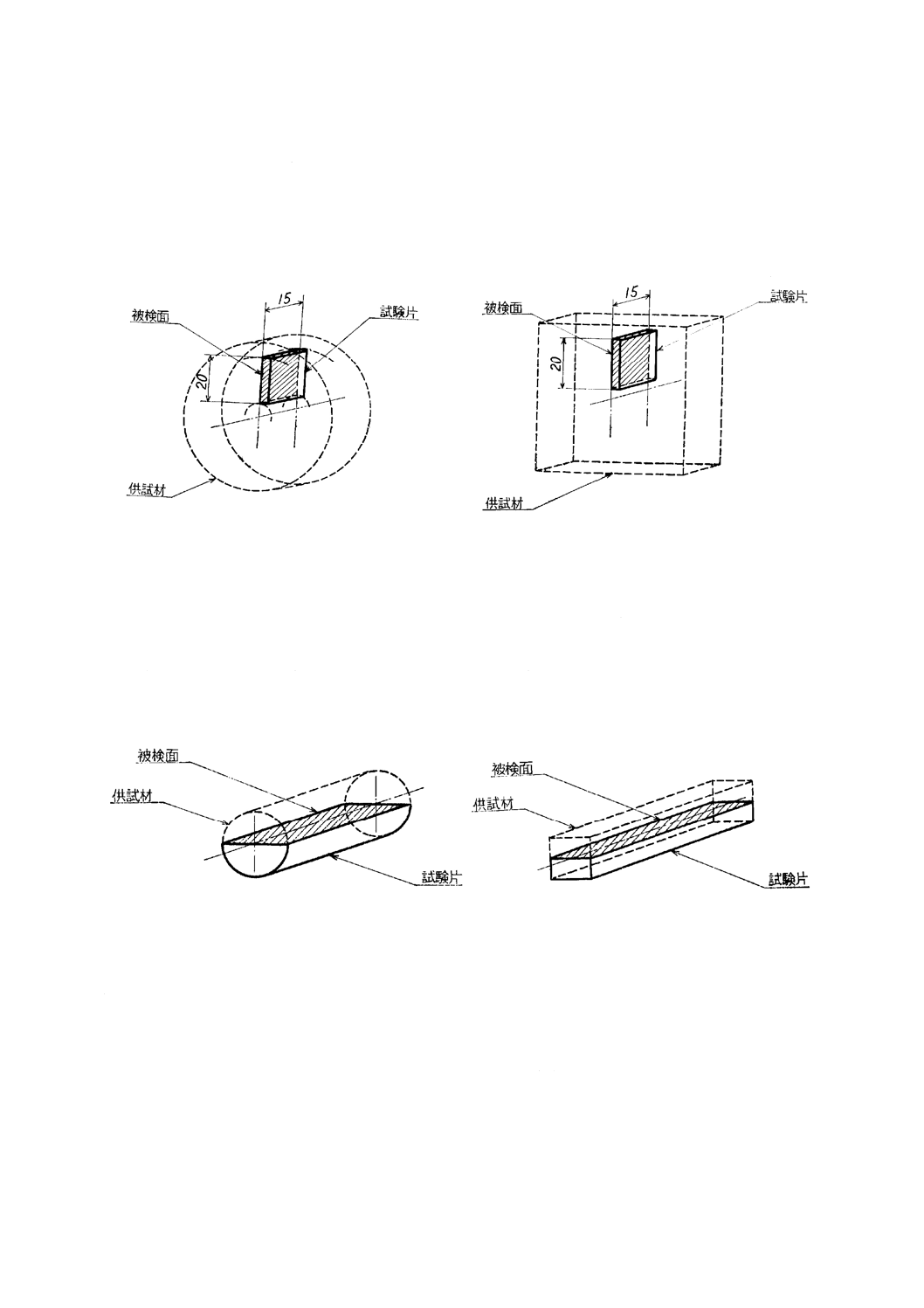
丸鋼及び角鋼の場合の試験片の採り方は,それぞれ図JA.1及び図JA.2による。
図JA.1−丸鋼の場合の試験片の採り方
図JA.2−角鋼の場合の試験片の採り方
c) 供試材の厚さ,幅,径,辺又は対辺距離が60 mm以上の場合は,供試材の表面と中心軸との間の位置
37
G 0555:2020
で試験片を採取し,圧延方向又は鍛錬軸に平行な面を被検面としてもよい。この場合の被検面の寸法
は,通常,幅15 mm,高さ20 mmとする。
径が60 mm以上の丸鋼,及び厚さ,幅,辺又は対辺距離が60 mm以上の角鋼の場合の試験片の採
り方は,それぞれ図JA.3及び図JA.4による。
単位 mm
単位 mm
図JA.3−径が60 mm以上の丸鋼の場合の
試験片の採り方
図JA.4−厚さ,幅,辺又は対辺距離が60 mm
以上の角鋼の場合の試験片の採り方
d) 供試材の厚さ,幅,径,辺又は対辺距離が20 mm以下の場合は,中心線を通る切断面を被検面とする
ように試験片を採取してもよい。この場合の被検面積は,あらかじめ定めておく。
径が20 mm以下の丸鋼,及び厚さ,幅,辺又は対辺距離が20 mm以下の角鋼の場合の試験片の採
り方は,それぞれ図JA.5及び図JA.6による。
図JA.5−径が20 mm以下の丸鋼の場合の試験片
の採り方
図JA.6−厚さ,幅,辺又は対辺距離が20 mm
以下の角鋼の場合の試験片の採り方
e) 供試材が鋼板,鋼管又は形鋼の場合は,受渡当事者間で,適宜試験片の採取方法を協定する。
f)
試験片の採取位置及び被検面積は,判定結果に必ず付記する。
g) 試験片は,必要な場合は,適切に焼入硬化するか又は被検面を浸炭焼入れした後,被検面を研磨紙及
びバフで研磨して仕上げる。この際,粗雑な研磨のため,介在物の脱落又は隠蔽,ピット,かききず
の生成,さびの発生などがないよう十分に注意する。
38
G 0555:2020
JA.5 介在物の種類
介在物は,次のように分類する。
a) A系介在物 加工によって粘性変形したもの(硫化物,シリケートなど)。必要な場合には,更に硫化
物とシリケートとに分け,前者をA1系介在物,後者をA2系介在物という。
b) B系介在物 粒状の介在物が,加工方向に集団をなして不連続的に並んだもの(アルミナなど)。Nb,
Ti及びZr(単独又は2種類以上)を含む鋼において,必要な場合には,更にアルミナなどの酸化物系
とNb,Ti及びZrの炭窒化物系とに分け,前者をB1系介在物,後者をB2系介在物という。
c) C系介在物 粘性変形をしないで不規則に分散するもの(粒状酸化物など)。Nb,Ti及びZr(単独又
は2種類以上)を含む鋼において,必要な場合には,更に酸化物系とNb,Ti及びZrの炭窒化物系と
に分け,前者をC1系介在物,後者をC2系介在物という。
JA.6 試験
試験は,次による。
a) 顕微鏡の接眼鏡に縦,横各々20本の格子線をもつガラス板を挿入して,被検面をランダムに繰り返し
検鏡し,介在物によって占められた格子点中心の数を数える。
b) 測定する視野数は,通常は60とし,少なくとも30以上でなければならない。
c) 顕微鏡の倍率は,通常,400倍とする。
JA.7 判定
視野内のガラス板上の総格子点数,視野数及び介在物によって占められた格子点中心の数によって,次
の式で介在物の占める面積百分率を算出し,その鋼の清浄度d(%)を判定する。
100
×
×
=
f
p
n
d
ここに, p: 視野内のガラス板上の総格子点数
f: 視野数
n: f個の視野における全介在物によって占められる格子点中心の数
JA.8 表示
判定結果によって,次の例に示すとおり表示する。
例1 d60×400=0.34 % (測定視野数が60,倍率が400倍で,清浄度が0.34 %の場合)
例2 dA60×400=0.15 %
dB60×400=0.02 %
dC60×400=0.09 %
JA.9 試験報告
試験報告書が必要な場合には,受渡当事者間の協定によって次の報告事項から選択する。
a) この規格の番号
b) 材料の種類又は記号及び溶解番号
c) 試験片の採取位置及び被検面積
d) 試験結果
測定視野数が60,倍率が400倍で,A系,B系及びC系介在物
の清浄度がそれぞれ0.15 %,0.02 %及び0.09 %の場合
39
G 0555:2020
e) 試験報告書の番号及び日付
40
G 0555:2020
附属書JB
(参考)
JISと対応国際規格との対比表
JIS G 0555:2020 鋼の非金属介在物の顕微鏡試験方法
ISO 4967:2013,Steel−Determination of content of nonmetallic inclusions−Micrographic
method using standard diagrams
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 ・圧延比3以上の圧
延又は鍛造された鋼
製品
・画像処理技術によ
る測定を附属書Dで
記載。
・点算法による介在
物の測定は附属書JA
で規定。
1
適用範囲
JISに同じ。
ただし,点算法による測
定は含まない。
追加
点算法を附属書JAとして規定した
ことを追加。
JIS G 0555:1998の清浄度測定方
法である点算法を附属書で引用し
ている。点算法は,標準図法に比
較し定量性に優れた測定法であ
り,適用範囲の拡大を提案する。
2 原理
・介在物の種類並び
に形態及び介在物測
定の原理を記載。
2
原理
表1及び表2の記載方法
を除きJISに同じ。
変更
技術的には差異なし。
表1は格付けに対応する最小値を
記載するのではなく,範囲で記載し
た。
表1及び表2の注b) 追加。
表1及び表2で格付けする場合に,
理解しやすいように記載内容を変
更した。
5.1 観察法
顕微鏡による観察法
−
−
追加
JISでは,あらかじめ測定方法の正
確さが十分な範囲で相関性が立証
されていることを条件として,自動
画像処理を許容した。
ISOへ提案する。
7 試験報告 報告項目を記載
7
報告項目
追加
報告事項を受渡当事者間の協定に
よって選択することを追加した。
ISOへ提案する。
7
G
0
5
5
5
:
2
0
2
0
41
G 0555:2020
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書C
典型的な結果の表示
例
附属書C
典型的な結果の表示例
JISに同じ。
変更
ISO規格の内容のエラーに伴う修
正
C.3.4 グループDの表記におい
て,国際規格はサイズオーバー1 s
表示がついているが,不要である。
附属書JA
点算法による非金属
介在物の顕微鏡試験
方法
−
−
追加
JIS G 0555:1998の清浄度測定方法
である点算法を規定している。
点算法は,標準図法に比較し定量
性に優れた測定法であり,ISOへ
適用範囲の拡大を提案する。
JISと国際規格との対応の程度の全体評価:ISO 4967:2013,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
7
G
0
5
5
5
:
2
0
2
0