G 0404:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 注文者によって提示される情報 ··························································································· 3
5 製造工程························································································································· 4
6 中間業者又は加工業者による供給 ························································································ 4
7 一般要求························································································································· 5
7.1 一般 ···························································································································· 5
7.2 立会検査 ······················································································································ 5
7.3 受渡検査及び試験 ·········································································································· 5
7.4 試験中のトレーサビリティ ······························································································ 6
7.5 試験方法及び機器 ·········································································································· 6
7.6 試験片採取条件及び試験片 ······························································································ 6
8 化学成分························································································································· 7
9 機械的性質 ······················································································································ 7
9.1 機械試験(引張試験,衝撃試験,硬さ試験,曲げ試験など) ·················································· 7
9.2 試験頻度 ······················································································································ 7
9.3 適用寸法 ······················································································································ 8
9.4 適用する製品状態 ·········································································································· 8
9.5 衝撃試験の吸収エネルギー値の評価··················································································· 8
9.6 組試験の結果の評価 ······································································································· 8
9.7 残製品の扱い ················································································································ 8
9.8 再試験 ························································································································· 8
9.9 選別又は再処理 ············································································································· 9
10 その他の性質 ················································································································· 9
11 表面及び内部品質 ··········································································································· 9
11.1 一般 ··························································································································· 9
11.2 きずの検出 ················································································································· 10
11.3 きず除去 ···················································································································· 10
11.4 溶接補修 ···················································································································· 10
12 形状,寸法及び質量 ······································································································· 10
13 報告 ···························································································································· 10
13.1 機械試験及び化学分析の結果の丸め方 ············································································· 10
13.2 検査証明書,試験及び検査の種類 ··················································································· 10
G 0404:2014 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
14 表示 ···························································································································· 10
15 係争 ···························································································································· 10
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 14
G 0404:2014
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 0404:2010は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 0404:2014
鋼材の一般受渡し条件
Steel and steel products-General technical delivery requirements
序文
この規格は,2013年に第3版として発行されたISO 404を基とし,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,JIS G 0203に定義されている鋼材の一般受渡し条件について規定する。ただし,鍛鋼品・
鋳鋼品及び粉末冶金製品を除く。
注文時に合意した受渡条件又は製品規格に規定された受渡条件が,この規格の規定と異なる場合は,そ
れを適用する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 404:2013,Steel and steel products−General technical delivery requirements(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0203 鉄鋼用語(製品及び品質)
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0416 鋼及び鋼製品−機械試験用供試材及び試験片の採取位置並びに調製
JIS G 0417 鉄及び鋼−化学成分定量用試料の採取及び調製
JIS Q 9001 品質マネジメントシステム−要求事項
注記 対応国際規格:ISO 9001,Quality management systems−Requirements(IDT)
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語の定義は,次によるほかJIS G 0203による。
2
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
検査(inspection)
製品又はサービスの特性を測定,調査,試験及び測寸し,それらを規定された要求内容と比較し,適合
するかどうかを検証する行為。
3.2
試験(testing)
材料又は製品の性質又は特性を決める操作又は行為。
3.3
受渡検査(specific inspection)
出荷品そのもの又は出荷品がその一部を構成する試験単位に対して,出荷品が注文書の要求内容を満足
するかどうかを検証するために,受渡前に製品規定に従って行われる検査。
3.4
検査代表者(inspection representative)
次のいずれかの個人又は複数の者。
a) 製造業者によって任命され,製造部門から独立した検査の代表者。
b) 注文者によって認められた検査の代表者。
c) 第三者機関によって指定された検査員。
3.5
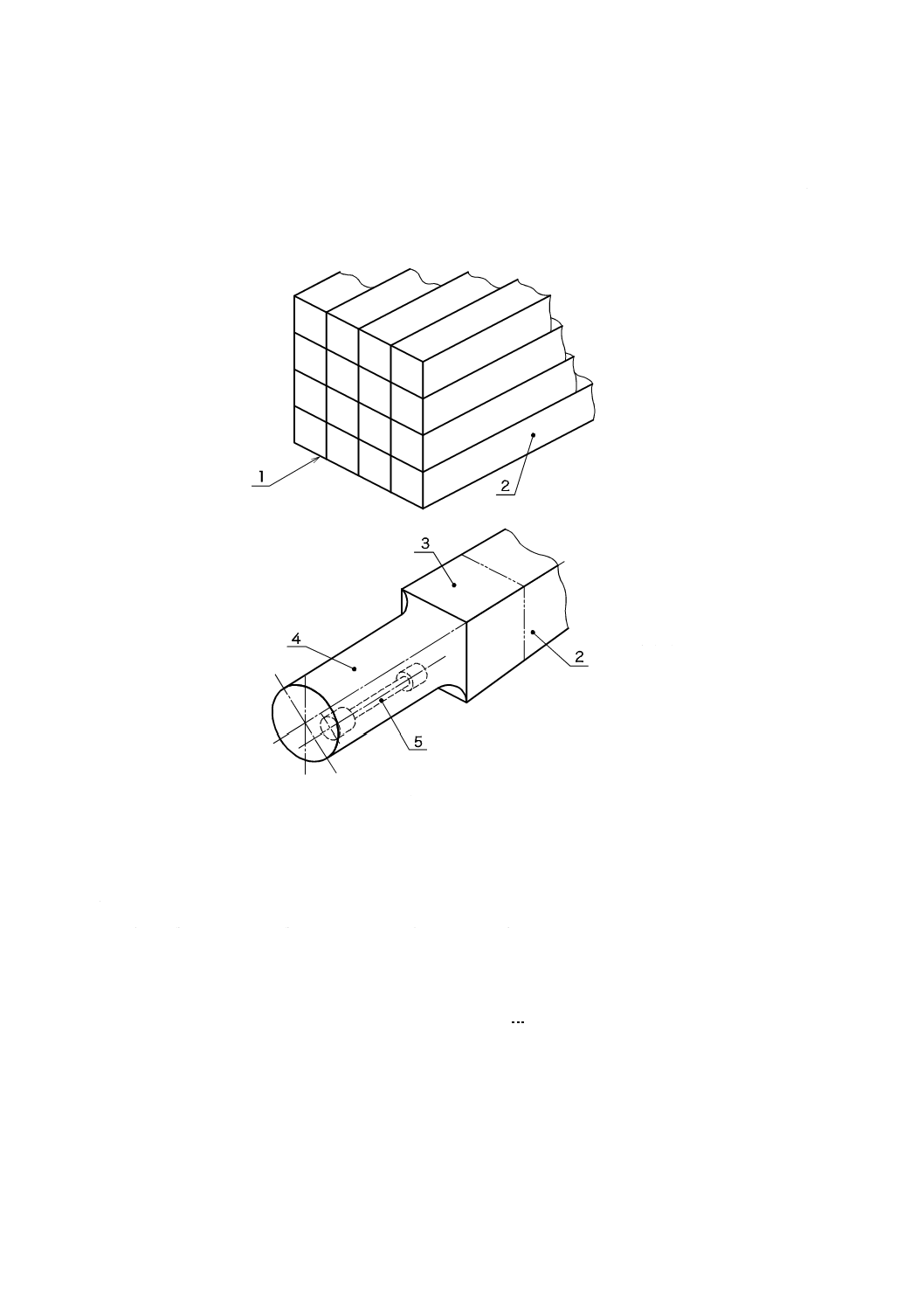
試験単位(test unit)
製品規格又は注文書の要求によって,供試製品に対して実施した試験の結果に基づいて,一括して合格
又は不合格とされる製品の集団(図1参照)。
3.6
供試製品(sample product)
検査及び/又は試験のために試験単位から選んだ製品(例 1枚の鋼板)(図1参照)。
3.7
供試材(sample)
試験片作製のために供試製品から採取した十分な量の材料(図1参照)。
注記 供試材は,供試製品そのものとなる場合がある。
3.8
粗試験片(rough specimen)
試験片を作製するために,機械加工,更に必要によって熱処理を行う供試材の一部分(図1参照)。
3.9
試験片(test piece)
規定の寸法をもち,所定の試験に供することのできる状態の供試材の一部分(図1参照)。
注記 試験片は,供試材そのもの又は粗試験片そのものとなる場合がある。
3.10
溶鋼分析[cast (heat) analysis]
日本工業規格又は文書化された一定の手順に従って,製造業者が実施する溶鋼の代表値を求める化学成
分の分析。通常,溶鋼がとりべから鋳型に注入され,凝固するまでの一連の過程において採取した分析用
試料1) について行う化学成分の分析。
3
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注1) 真空アーク溶解(VAR),エレクトロスラグ再溶解(ESR)など溶鋼から分析用試料が採取でき
ない場合は,鋼塊,鋼片又は鋼材から採取した分析用試料によって分析を行い,溶鋼分析に適
用する。
3.11
製品分析(product analysis)
製品について実施する化学成分の分析。
3.12
組試験(sequential testing)
注文者及び/又は製品規格の要求を満足していることを示すために,平均及び/又は個々の試験結果を
求める一組の試験。
3.13
製造業者(manufacturer)
注文書の要求内容,及び関連する製品規定に従って製品を製造する組織。
3.14
中間業者(intermediary)
製造業者によって製品を供給され,その製品に加工を全く加えないか,又は注文書の要求内容及び製品
規定の特性に影響を与えない範囲での切断加工などを行う組織。
注記 中間業者としては,コイルセンタ,シヤリング業,問屋などがある。
3.15
加工業者
製造業者によって製品を供給され,製品に加工を加える組織。
注記 製造業者が発行する検査文書の取扱い及び加工業者の追加文書については,箇条6を参照。
4
注文者によって提示される情報
4.1
注文者は,意図する加工方法及び用途を考慮して,鋼の種類,製品の形状及び寸法を選定しなけれ
ばならない。その選定に当たって,製造業者の助言を参考にしてもよい。
注文書は,製品及び要求特性,並びに次に示すような受渡しに関する詳細を提示しなければならない。
a) 注文製品の質量,長さ,面積,数量
b) 製品形状(場合によっては,例えば,図面番号)
c) 表示寸法
d) a) 及びc) の許容差
e) 鋼の種類の記号
f)
受渡状態(熱処理の種類,表面処理など)
g) 表面品質及び/又は内質の特別要求
h) 製品規格で規定していない場合,検査文書の種類及び検査・試験の要求内容
i)
JIS Q 9001の品質保証システムを適用する場合は,その規格番号
j)
表示,包装及び荷積みに関する要求内容
k) 製品規格のオプション(選択)要求事項
4.2
4.1の諸情報は,次のいずれかの方法で規定しなければならない。
a) 一つ又は複数の日本工業規格を引用する。
4
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 日本工業規格がない場合,要求される特性及び条件を規定する。
c) 日本工業規格を発行年の指定なしで引用した場合,注文が成立した時点での有効な最新年度版を適用
する。日本工業規格の発行年を指定する特別な場合は,適用する年度版について受渡当事者間で協定
しなければならない。
1 試験単位
2 供試製品
3 供試材
4 粗試験片
5 試験片
図1−箇条3に定義する用語の例
5
製造工程
受渡当事者間の協定がある場合又は製品規格に規定している場合を除いて,製造工程は,製造業者の選
択による。
注記 製造工程には,製品受渡しまでの全ての作業を含む。
6
中間業者又は加工業者による供給
注文者の要求がある場合,中間業者又は加工業者は,JIS G 0415に規定する製造業者の検査文書を注文
者へ提出しなければならない。
この製造業者からの文書には,製品と文書との関連性を明確にするための適切な識別手段を含んでいな
ければならない(箇条14参照)。
中間業者が製品の寸法2) に変更を加えた場合は,中間業者は,この新しい変更を示す付帯的な文書を注
文者に提出しなければならない。
加工業者は,注文書の要求内容及び製品規定内容に関して変化する特性について加工業者が自ら検査し,
5
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
追加文書に加工の種類及び検査結果を記載しなければならない。ただし,リコイリングなどの軽度な加工,
又は切断時の局部的な加熱若しくは塑性変形は含まない。
注2) ここでの寸法とは,例えば,鋼板・鋼帯の幅及び長さ,又は棒鋼の長さのことであり,板厚及
び径を含んでいない。
7
一般要求
7.1
一般
製品は,注文書の要求内容に適合しなければならない。製造業者は,要求される検査文書の種類に関係
なく,出荷品が注文書の要求内容に適合することを確かめるために,適切な工程管理,試験及び検査を行
わなければならない。試験を実施する際に,安全及び健康に対する危害の可能性がある場合には,規格の
利用者は,その責任において安全及び健康に対する適切な措置をとらなければならない。
7.2
立会検査
製造業者は,要求された場合には,出荷品の一部又は全量についての受渡試験及び検査が実施できる期
日を,検査代表者へ通知しなければならない。立会検査は,注文時に要求しなければならない。製造業者
及び検査代表者は,工場の通常の操業を妨げないように,試験・検査の日時を合意しなければならない。
製造業者は,立会検査の対象となる注文を記した検査通知書を,試験・検査作業の開始に遅れることな
く検査代表者へ届けなければならない。
製造業者は,検査代表者が,合意された試験・検査を行うために,合意された時間に試験・検査される
製品の在庫場所へ自由に行くことができるようにしなければならない。また,検査代表者は,規定に従っ
て,供試材を採取する供試製品を試験単位から選んでもよい。検査代表者は,供試材の採取,試験片の作
製(機械加工及び処理),試験などに立ち会う権利をもつ。ただし,検査代表者は,製造業者の工場内で適
用される全ての強制規則,特に安全規則を遵守しなければならない。工場は,工場の代表一人を検査代表
者に同行させる権利をもつ。試験・検査作業は,生産の通常の流れへの妨げが最小となるように,行わな
ければならない。
7.3 受渡検査及び試験
7.3.1
引合い及び注文時に提示される情報
製品規格に規定されていない場合,引合い及び注文は,次の項目を全て含んでいなければならない。
a) 要求される文書の種類,例えば,JIS G 0415の表1(検査文書の総括表)に規定する検査証明書3.1
又は検査証明書3.2など
注記1 検査証明書3.1は,JIS G 0415:1999の検査証明書3.1.Bである。
注記2 製品規格の報告の箇条で,“特に指定がない場合は,検査文書の種類は,JIS G 0415の表1
の3.1.B(検査証明書3.1.B)とする。”と記載されている場合があるが,これは,JIS G 0415
の検査証明書3.1のことを示している。
b) 試験頻度(9.2参照)
c) 供試材・試験片の採取及び作製のための要求内容(7.6参照)
d) 必要によって試験単位の識別表示
e) 試験方法(7.5参照)
f)
検査証明書又は検査報告書が外部検査員によって承認される場合には,検査団体の所在地
7.3.2
受渡検査及び試験の場所
製造業者の工場に必要な設備がない場合には,検査及び試験は,受渡当事者間で合意した場所,又は公
6
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
認組織によって認定された施設で実施しなければならない。製造業者は,試験結果が判明するまで,製品
を出荷してはならない。
7.4
試験中のトレーサビリティ
試験作業中,製造業者は,供試材及び試験片とそれらを採取した試験単位間とのトレーサビリティを確
保できるようにしなければならない。ただし,9.8.2.2によって再試験を行う場合は,製造業者は供試製品
と試験単位とのトレーサビリティを確保することなどによって,供試製品を試験単位から取り除いたり,
供試製品において再試験が行えるようにしなければならない。
7.5
試験方法及び機器
試験方法は,該当する日本工業規格による。該当する日本工業規格がない場合は,注文時に受渡当事者
間で合意したほかの試験方法による[4.1 h) 参照]。
注文書又は製品規格に規定されている特性を試験するために,製造業者は,最終検査・試験に使用する
機器を,国家標準又はそれに準じる標準がある場合は,それと有効な相関関係をもつと認定された機器に
対して校正し,かつ,調整して,その状態に維持しなければならない。そのような標準が存在しない場合
は,校正の基準(basis)を文書化しなければならない。製造業者は,それらの機器の校正記録を維持しな
ければならない。測定・試験機器の精度は,規定値及びその許容差に対して十分なものでなければならな
い。
化学組成は,化学的,物理的又は分光化学的分析方法で定量してよい。係争を調停する場合は,採用す
る分析方法を協定しなければならない。
試験に適用する主な日本工業規格を参考文献に示す。
7.6
試験片採取条件及び試験片
機械試験用供試材の調製は,JIS G 0416による。化学分析用試料の調製は,JIS G 0417による。
試験片の採取位置,方向及び調製は,JIS G 0416及びJIS G 0417,並びに製品規格の規定又は注文書の
要求による。製品規格の規定又は注文書の要求がない場合には,試験片の採取方向は,棒鋼・線材・線・
形鋼・平鋼は圧延方向(軸方向)に,鋼板・鋼帯・鋼管は,圧延方向(軸方向)又はその直角方向とする。
硬さ試験片は,特に規定のない限り,引張試験片などほかの試験片の一部を用いてもよい。
製品規格の規定で2種類以上の試験片の使用が認められている場合,特に指定がない限り,使用する試
験片は,製造業者の選択による。鋼材の全断面で試験する場合以外の試験片を採る位置は,特に規定のな
い限り,JIS G 0416による。
機械試験に供される供試材及び試験片の採り方は,鋼材の種類に応じて次のA類又はB類の方法による
ものとし,このいずれによるかは,各鋼材の規格の規定による。
a) A類は,製品からJIS G 0416によって採取した供試材から試験片を作製し,機械試験を行う場合に用
い,次のいずれかによる。
1) 製品本体又は余長部から供試材を採取し,JIS G 0416によって試験片を作製する。供試材に対して,
熱処理などの材質に影響するいかなる処理も行ってはならない。やむを得ず,供試材又は試験片を
矯正する必要があるときは,常温において矯正してもよい。
2) 製品本体又は余長部から供試材を採取する。採取した供試材に熱処理を施すよう規定している場合
は,供試材の厚さ,径などの寸法を変えずに規定の熱処理を施す。熱処理を施した供試材から,JIS
G 0416によって試験片を作製する。
b) B類は,標準供試材を作製し,これに規定の熱処理を施した後,試験片を作製し,機械試験を行う場
合に用い,次による。
7
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 標準供試材は,直径25 mmとし,鋼材又は鋼片から軸方向に鍛伸又は切削して作製する。ただし,
鋼材の寸法が25 mm以下の場合,又は連続鋳造ままの鋼片の場合は,次による。
− 鋼材の直径,対辺距離又は厚さが25 mm以下の場合は,そのまま標準供試材としてもよい。
− 連続鋳造ままの鋼片の場合は,軸方向に鍛伸して作製する。この場合,鍛錬成形比は,4以上
とする。
2) 試験片は,規定の熱処理を施した標準供試材から削り出す。
8
化学成分
化学成分は,次による。
a) 化学成分に関する要求内容は,明確に製品分析と規定していない限り,溶鋼分析を実施するものとし,
分析方法は,JIS G 0320による。
b) 溶鋼分析の試料は,溶鋼を代表する位置から採取する。試料の採り方及び調製方法は,JIS G 0417に
よる。
c) 注文者の要求のあるときは,製品分析を行う。この場合,試料の採り方は,JIS G 0417による。分析
元素及び化学成分の規格値に対する許容変動値は,各規格の規定による。各規格に許容変動値の規定
がない場合は,受渡当事者間の協定によって,JIS G 0321の許容変動値の表番号を指定し明確にする。
d) 分析値は,質量分率で表し,百分率で表す場合には,単に%と表示してよい。この場合,表に用いる
単位として,%だけとしてよい。分析値は,規定された有効桁数にJIS Z 8401の規則Aによって丸め
る。炭素当量,溶接割れ感受性組成及び溶融亜鉛めっき割れ感受性当量を表す場合は,それぞれの計
算式に規定された全ての元素について分析し,各製品規格の中に規定される炭素当量,溶接割れ感受
性組成及び溶融亜鉛めっき割れ感受性当量の式に基づいて算出した値を,規定値の有効桁数にJIS Z
8401の規則Aによって丸める。
9
機械的性質
9.1
機械試験(引張試験,衝撃試験,硬さ試験,曲げ試験など)
試験方法及び試験片の種類は,各製品規格の規定による。
9.2
試験頻度
9.2.1
試験単位の形成
試験単位は,試験の種類に応じ,注文書又は製品規格によって規定しなければならない。
通常,試験単位は,a) 及びb) による。
a) 次の要素の組合せ
1) 同一溶鋼
2) 同一鋳込み
3) 同一圧延単位
4) 同一熱処理条件又は同時熱処理
5) 同一製品形状
6) 同一厚さ又は径,辺若しくは対辺距離の範囲
b) 試験単位の質量又は個数
なお,試験単位は個々の製品の場合もある。
9.2.2 供試製品,供試材及び試験片の数
8
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
各試験について,各試験単位から採取する供試製品の数,各供試製品から採取する供試材の数,及び各
供試材から採取する試験片の数は,製品規格又は注文書の規定による。
9.3 適用寸法
製品規格の中で機械的性質が,厚さ,径などの寸法区分に分けて規定している場合,適用する寸法は,
機械試験用試験片を採取する規定位置における製品の公称寸法を用いる。
9.4 適用する製品状態
機械的性質は,注文書又は製品規格に規定されていない場合,製品の受渡状態におけるものとする。
9.5 衝撃試験の吸収エネルギー値の評価
衝撃試験の吸収エネルギー値は,特に記載がない場合,個々の試験の平均値とし,9.6によって評価する。
9.6
組試験の結果の評価
一組の組試験結果の評価は,組試験の方法による。衝撃試験の場合は,次による。ほかの組試験,例え
ば厚さ方向の引張試験の評価の場合は,衝撃試験の場合を例として類似の方法で行う。
a) 一組を構成する三つの試験片の平均値は,規定値を満足しなければならない。個々の試験片の値の一
つは,規定値以下でもよいが,規定値の70 %以上でなければならない。
b) a) を満足しない場合,規定値未満の試験片が二つ以下であり,かつ,規定値の70 %未満の試験片が
一つ以下の場合は,製造業者は一組を構成する三つの追加試験片を同じ供試材から採取して試験をし
てもよい。その試験単位を合格と判定するためには,次の条件を同時に満足しなければならない。
1) 六つの試験片の平均値は,規定値以上とする。
2) 六つの試験片の個々の値のうち,規定値未満は二つ以下とする。
3) 六つの試験片の個々の値のうち,規定値の70 %未満の試験値は,一つ以下とする。
c) a) 又はb) の条件が満たされない場合,供試製品は除かれ,試験単位の残りについて再試験を行う
(9.8.2.3参照)。
9.7
残製品の扱い
注文者が,注文寸法の鋼材から供試材を採ることを要求した場合,注文者は,供試材を採った残りの注
文寸法に満たない鋼材も注文寸法の鋼材として受け入れなければならない。
9.8
再試験
9.8.1
試験の無効
次のような不適切なサンプリング,試験片調製又は試験の実施による試験結果は,無効とする。
a) 試験前に試験片の加工不良が認められたとき,又は材質に関係がないと認められるきずがあったとき。
b) 試験操作に誤りがあったと認められるとき。
c) 引張試験において試験片が標点間の中心から標点距離の1/4より外側で破断し,伸びが規定に適合し
なかったとき。
9.8.2
再試験の方法
9.8.2.1
一般
一つ又はそれ以上の試験の結果が規定値に適合しない場合,製造業者はその試験単位を不合格とするか,
又は9.8.2.2及び9.8.2.3に規定する手順に従って再試験を行ってもよい。
注記 試験結果が対象鋼種の規定値から異常に大きく外れている場合には,異材混入が懸念されるた
め,再試験は,9.9に規定する手順に基づいて適切に行うよう注意を要する。
9.8.2.2
個々の値で判定する試験
規定値が平均値でなく個々の値に対してだけ規定されている試験(例えば,引張試験,曲げ試験又は一
9
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
端焼入試験)が不合格となった場合,次の手順を実施しなければならない。
a) 試験単位が製品1個のとき(図2参照)
規定値に適合しなかったものと同じ試験を,新たに2回実施しなければならない。2回の再試験結
果はともに規定値に適合しなければならない。規定値に適合しない場合には,製品は除かれる。
b) 試験単位が製品2個以上のとき[例 圧延ロット単位,鋳込み又は熱処理条件単位など(図3参照)]
規定値に適合しなかった試験結果が得られた供試製品を試験単位の中にとどめるかどうかは,製造
業者が判断し,次による。
1) その供試製品を試験単位から除くときは,検査代表者は,同じ試験単位の中からほかの二つの供試
製品を指定しなければならない。この二つの供試製品から各々採取した試験片で,規定値に適合し
なかった試験を前回と同じ条件で実施し,ともに規定値に適合しなければならない。
2) その供試製品を試験単位の中にとどめるときは,1) に示す手順のうち,一つの試験片は試験単位の
中にとどめられた供試製品から採取しなければならない。受渡当事者間の協議によって,2個の再
試験片とも前回規定値に適合しなかった供試製品から採取してもよい。再試験結果は,二つとも規
定値に適合しなければならない。
なお,製品規格の表示規定で,結束又はこん(梱)包ごとの表示が認められている場合は,次の
条件を満たす製品群(結束,こん包など)は,同一供試製品とみなしてもよい。
・ 溶接鋼管:同一コイル,同一成形タイミング及び同一条件で製造された製品群
・ 棒鋼,形鋼,継目無鋼管:同一鋼片から製造された製品群
9.8.2.3
組試験
9.6に規定する衝撃試験の結果が,規定値に適合しなかった場合,次の組試験を実施しなければならない
(図4参照)。
規定値に適合しなかった供試製品は,9.6の規定によって除かなければならない。この場合,9.8.2.2 b) 1)
に示す手順によって,試験単位の残りから選択された,異なる二つの供試製品から,それぞれ三つの試験
片を一組とする試験片を採取し,合計六つの試験片で試験を行い,それらの結果は二つの組とも規定値に
適合しなければならない。この場合,9.6 b) は適用しない。
9.9
選別又は再処理
製造業者は,再試験の前又は後で,製品を選別したり又は規定値に適合しなかった製品の再処理(例え
ば,熱処理,機械加工,圧延,引抜きなど)を行い,9.2に従って新しい試験単位とする権利をもつ。再処
理を行わず選別だけの場合は,最初の試験・検査で規定値に適合しなかった項目だけの試験・検査を行う。
受渡当事者間で協定した場合は,製造業者は検査代表者へ,採用した選別法又は再処理法を通知しなけれ
ばならない。
10
その他の性質
その他の性質(化学成分及び機械的性質以外)についての検査は,各製品規格の規定による。
11
表面及び内部品質
11.1
一般
製品は,使用又は加工に適した仕上げ品質をもっていなければならない。通常の製造条件で生じること
のある小さな表面きず及び内部のきずは,不採用の根拠としてはならない。
表面及び内部品質の詳細な要求内容は,必要に応じて,引合い及び注文時に,適切な日本工業規格(又
10
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は日本工業規格がないときはほかの該当規格)を引用することによって,受渡当事者間で協定しなければ
ならない。
11.2
きずの検出
きずを検出するための特別な試験(放射線透過試験,超音波探傷試験,磁気探傷試験など)の適用は,
製品規格又は注文時の受渡当事者間の協定による。その場合の試験製品数及び合否判定基準は,製品規格
又は受渡当事者間の協定による。
11.3
きず除去
きず除去後の製品の寸法及び特性が,注文書,製品規格,寸法規格又は表面品質の規格の規定を満足す
る場合は,機械的又は熱的方法で表面きずを除去してもよい。
11.4
溶接補修
注文書又は製品規格に規定がない場合,注文者は,部分的な溶接補修を許可してもよい。
12
形状,寸法及び質量
鋼材の形状,寸法及び質量の検査を行う場合,その測定は許容差に対し,適切な精度をもった測定器に
よって行う。
13
報告
13.1
機械試験及び化学分析の結果の丸め方
注文書又は製品規格に規定がない場合は,機械試験及び化学分析の結果は,規定値と同じ有効数字の最
下位の次の桁まで算出し,JIS Z 8401の規則Aによって,規定値と同じ有効桁数に丸める。
注記 デジタル表示の測定装置を使用する場合,表示される数字の桁数が試験装置及び/又は試験方
法の有効桁数以上に表示されることがある。
13.2
検査証明書,試験及び検査の種類
注文者は,注文時に,製品規格で規定する以外の検査文書が必要となる場合は,検査文書の種類(JIS G
0415)を指示しなければならない[4.1 h) 参照]。
14
表示
製造業者は,製品又は出荷品を識別するために,製品規格又は注文時の合意に従った表示内容を表示し
なければならない。要求がない場合は,識別のための表示内容は,製造業者の選択による。
検査文書が発行される場合は,製品及び受渡ロットは,検査文書と関連付けられるように,表示されな
ければならない。
注記 種類の記号などの表示は,内容が明確に識別できればよいため,文字間のブランクの有無につ
いては特に規定していない。
15
係争
係争の場合,係争対象の特性を評価するために使用される試験片採取条件及び試験方法は,7.5及び7.6
又は関連する日本工業規格による。
11
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
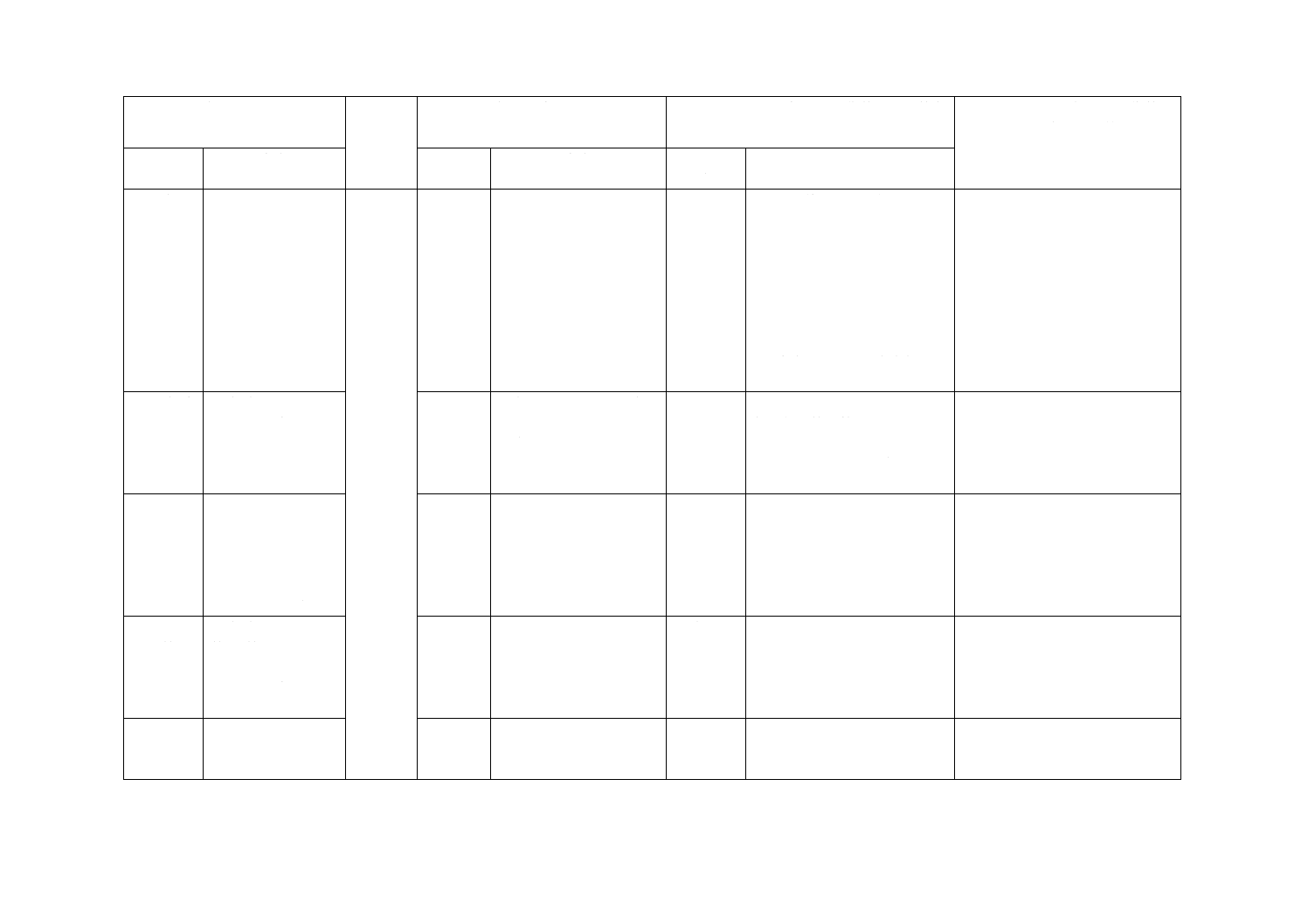
図2−試験結果の判定が試験結果の個々の値について行われ,かつ,
試験単位が1個の製品である場合のフローチャート(例:引張試験)
注a) 受渡当事者間の協議によって,元の供試製品から2個採取してもよい。
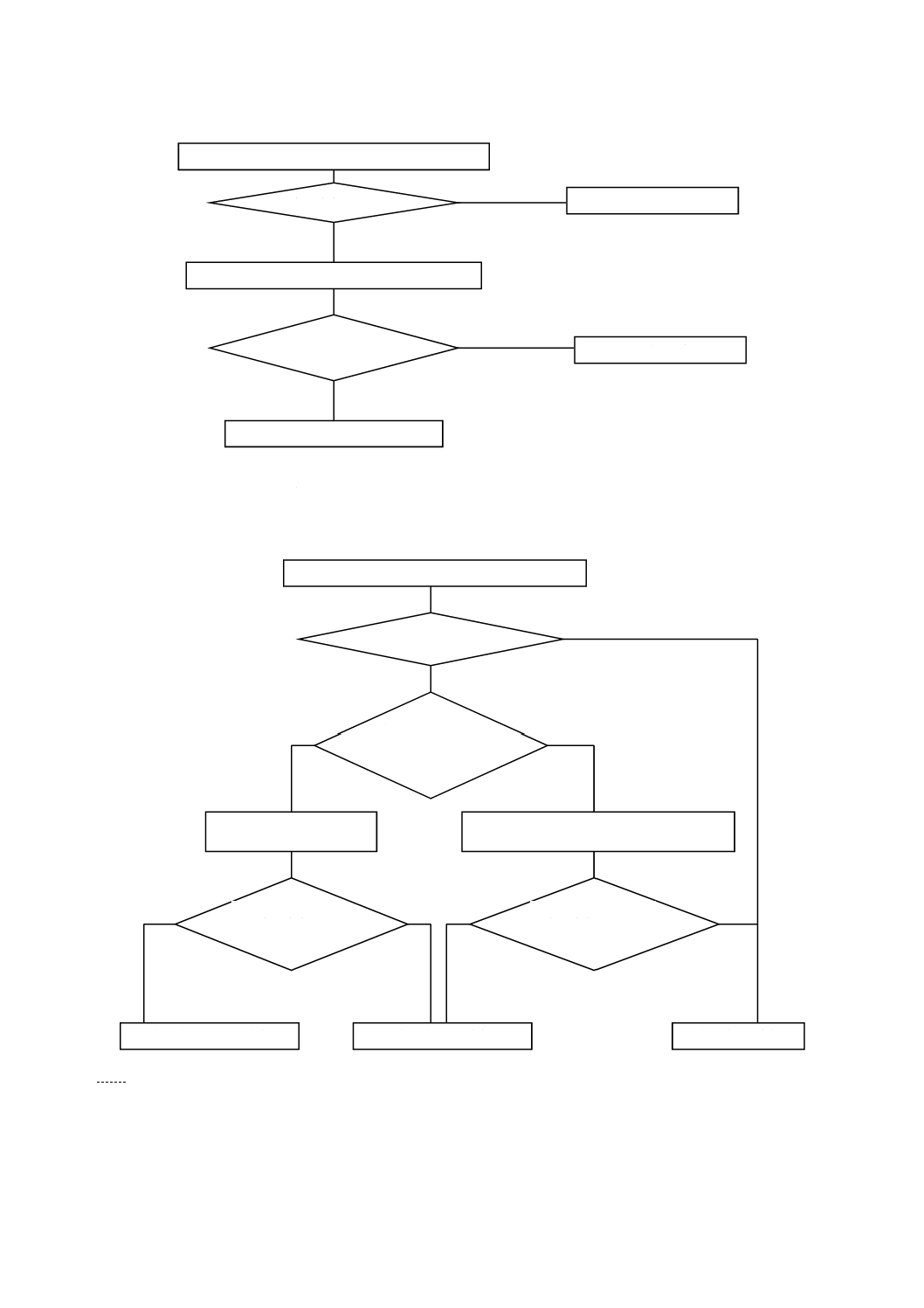
図3−試験結果の判定が試験結果の個々の値について行われ,かつ,
試験単位が2個以上の製品で成り立っている場合のフローチャート(例:引張試験)
試験単位が2個以上の製品からなる場合の試験
要求に適合するのか?
試験単位の中に選択
された供試製品を残
すか?
2個の供試製品の各々に対し
て試験を行う。
2個の供試製品の各々に対して試験を行うが,1
個は試験単位に残されたもとの供試製品a)
2個の供試製品とも
に要求に適合してい
るか?
2個の供試製品ともに
要求に適合している
か?
試験単位の残りは合格
試験単位は不合格
試験単位は合格
YES
NO
YES
YES
YES
NO
NO
NO
試験単位が1個の製品からなる場合の試験
要求に適合するか?
1個の製品から新たな供試材2個を試験する。
両供試材とも要求に
適合するか?
試験単位は不合格
試験単位は合格
試験単位は合格
YES
YES
NO
NO
12
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
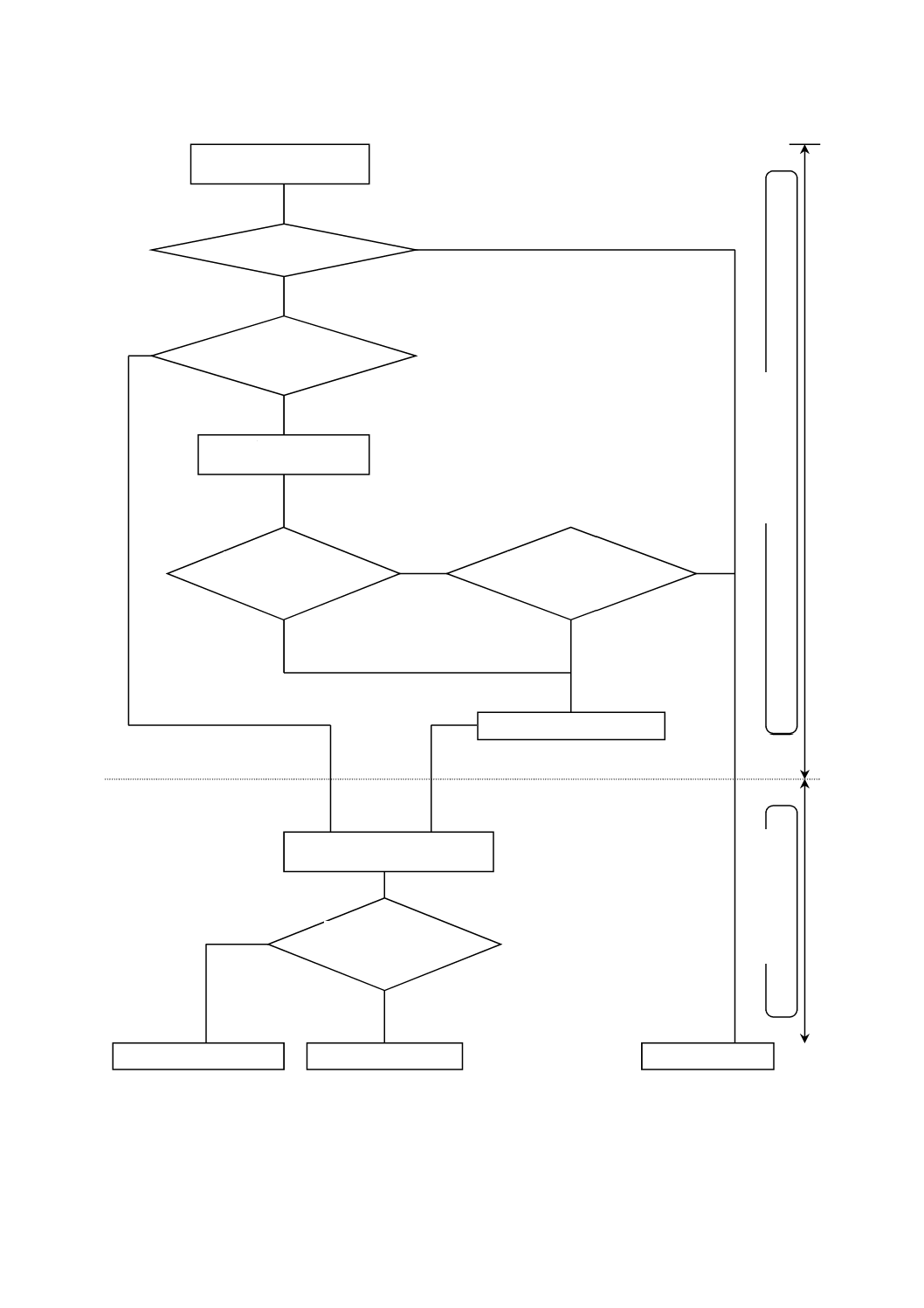
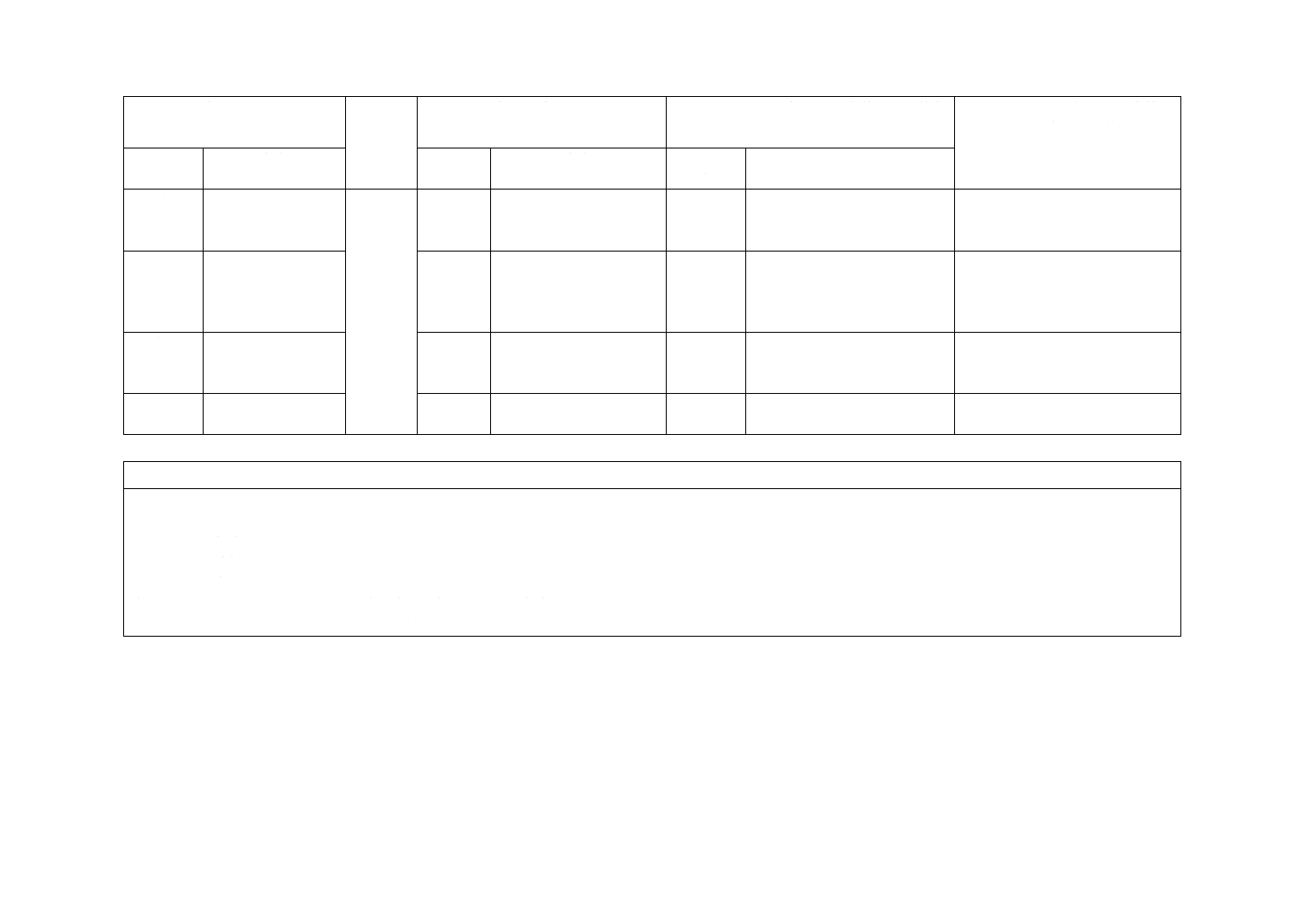
図4−組試験及びその再試験に関するフローチャート(例:シャルピー衝撃試験)
試験単位が2個以上の試験片
からなる場合の試験
要求に適合するのか?
選択された供試製品を
試験単位に残すか?
同じ供試製品からの試験片
に対して追加試験を行う。
試験単位から供試製品を除く。
二組の試験の平均値
が要求に適合してい
るか?
二組の試験の個々の
値が要求に適合して
いるか?
試験単位は不合格
試験単位は合格
YES
NO
YES
YES
NO
NO
NO
更に2個の供試製品のそれぞれに対
してn個の試験を行う。
2個の供試製品とも
に要求に適合してい
るか?
残りの試験単位は合格
NO
YES
YES
9
.8
.2
.3
に
従
っ
た
再
試
験
9
.6
に
従
う
組
試
験
手
順
衝撃試験に対してはn=3
13
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 JIS G 0567 鉄鋼材料及び耐熱合金の高温引張試験方法
JIS Z 2241 金属材料引張試験方法
JIS Z 2242 金属材料のシャルピー衝撃試験方法
JIS Z 2243 ブリネル硬さ試験−試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 2248 金属材料曲げ試験方法
14
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS G 0404:2014 鋼材の一般受渡し条件
ISO 404:2013 Steel and steel products−General technical delivery requirements
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
鍛鋼品・鋳鋼品及び
粉末冶金製品を除
く鋼材の一般受渡
し技術条件
1
鋳鋼品及び粉末冶金製品
を除く鋼材の一般受渡し
技術条件
削除
JISは鍛鋼品についても適用範
囲から削除。
鍛鋼品は,別途JISを規定。
2 引用規
格
3 用語及
び定義
ISO 404の定義。た
だし,国内で全く使
用される可能性の
ない一部の用語の
定義は削除。
3
変更
JISは,連続検査及び臨時検査
の用語は削除。溶鋼分析の用語
定義を実態に合わせて修正。加
工業者の用語を追加。
削除した用語は欧州では使用さ
れている模様。JISでは概念がな
いため静観。
4 注文者
によって
提示され
る情報
注文者によって提
示される情報につ
いて規定。
4
一致
5 製造工
程
製造工程指定の考
え方を規定。
5
製造工程指定の考え方を
規定。
一致
6 中間業
者又は加
工業者に
よる供給
中間業者又は加工
業者が供給する検
査文書について規
定。
6
中間業者が供給する検査
文書について規定。
変更
中間業者及び加工業者の用語
定義の修正に伴う変更。
国内の実態に合わせて修正。問題
となる差異ではないので静観。
1
4
G
0
4
0
4
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 一般要
求
一般的事項,立会検
査,受渡検査及び試
験について規定。試
験片の種類に応じ
た処理の仕方も詳
細規定。
8
JISの内容に加えて,随時
検査,特定検査なども規
定。
変更
JISは,使用する可能性のない
随時検査,特定検査などは削
除。また,試験片の種類に応じ
た処理の仕方も詳細規定。さら
に,JISは,試験片と試験供試
製品とのトレーサビリティに
ついて,結束ロットとしてトレ
ースできればよいとした。ま
た,安全に関する注意喚起を記
述した。
随時検査,特定検査は欧州では使
用している模様。JISでは概念が
ないため静観。
8 化学成
分
化学成分分析に関
する共通事項を規
定。試料の採取,製
品分析,分析値の丸
め方も網羅。
7.2
化学分析は,特に記述し
ていなければ溶鋼分析と
規定。
追加
JISは,共通的な内容をこの規
格で総括的に整理して提示。
ISO規格は,必要に応じて,製
品規格それぞれで規定。
体系の違いだけなので静観。
9 機械的
性質
試験方法,試験片,
試験頻度,残製品の
扱い,試験結果の評
価,再試験,不合格
になったロットの
処理などを規定。
7.2
8.3
8.4
9
試験方法及び残製品の扱
いを除いて,JISの規定内
容に同じ。
追加
JISは,取引の明確化のため追
加規定。
特に大きな差異ではないので静
観。
10 その他
の性質
化学成分及び機械
的性質以外につい
ての検査は,各製品
規格の規定による
と明確化。
8
JISに同じ。
一致
11 表面及
び内部品
質
一般事項,欠陥の検
出,きず除去,溶接
補修などを規定。
7.4
JISに同じ。
一致
1
5
G
0
4
0
4
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
16
G 0404:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
12 形状,
寸法及び
質量
測定器の精度につ
いて規定。
−
−
追加
JISは,明確に記載。
特に大きな差異ではないので静
観。
13 報告
数値の丸め方につ
いて規定。
8.5
ISO 80000-1のA法又はB
法のいずれかによる。い
ずれによるかは製造業者
の選択による。
変更
JIS Z 8401のA法によって丸
める。
統計手法上は,A法を用いるべき。
14 表示
表示の仕方につい
て規定。
10
文字間のブランク有無の
注記を除いて,JISの規定
内容に同じ。
追加
JISは,種類の記号などの表示
について誤解が生じないよう
に明確に記載。
特に大きな差異ではないので当
面は静観。
15 係争
係争の場合の試験
方法について規定。
11
JISに同じ。
一致
JISと国際規格との対応の程度の全体評価:ISO 404:2013,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
1
6
G
0
4
0
4
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。