F 2615:2006
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,財団法人日本船舶
標準協会(JMSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調
査会の審議を経て,国土交通大臣が改正した日本工業規格である。
これによって,JIS F 2615:1982は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 799:2004, Ships and marine
technology−Pilot laddersを基礎として用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。国土交通大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS F 2615には,次に示す附属書がある。
附属書A(参考)推奨される製品試験及び検査
附属書1(参考)JISと対応する国際規格との対比表
F 2615:2006
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 材料 ······························································································································ 1
3.1 木製部品 ······················································································································ 2
3.2 サイドロープ ················································································································ 2
3.3 金属材料 ······················································································································ 2
3.4 機械的固着装置 ············································································································· 2
3.5 プラスチック材料 ·········································································································· 2
3.6 材料の品質 ··················································································································· 2
3.7 シージング ··················································································································· 2
3.8 ステップ固定ピースの材料······························································································· 2
4. 構造 ······························································································································ 2
5. 承認のための試験 ············································································································ 8
6. 製品の呼び方 ·················································································································· 9
7. 表示 ······························································································································ 9
8. 製品試験及び検査 ··········································································································· 10
9. 保守 ····························································································································· 10
附属書A(参考)推奨される製品試験及び検査 ········································································· 11
附属書1(参考)JISと対応する国際規格との対比表 ·································································· 12
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
F 2615:2006
パイロットラダー
Ships and marine technology-Pilot ladders
序文 この規格は,2004年に第3版として発行されたISO 799:2004, Ships and marine techonology−Pilot
laddersを翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書1(参考)に示す。
1. 適用範囲 この規格は,パイロットが船体の垂直部分に沿って安全に乗下船するために装備するパイ
ロットラダーに対する要求事項を規定する。この規格は,パイロットが乗下船する航海に従事する船舶に
適用する。主管庁は,この規格が1974年海上における人命の安全のための国際条約(SOLAS)に十分適
合しているとして,この規格によるパイロットラダーを船舶に適用することを強く求められる。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 799:2004, Ships and marine technology‒Pilot ladders (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。
JIS G 4305:1999 冷間圧延ステンレス鋼板及び鋼帯
JIS K 7219:1998 プラスチック−直接屋外暴露,アンダーグラス屋外暴露及び太陽集光促進屋外暴露試
験方法
備考 ISO 877:1994 Plastics−Methods of exposure to direct weathering, to weathering using
glass-filtered daylight, and to intensified weathering by daylight using Fresnel mirrorsが,この規格
と一致している。
JIS L 2701:1992 麻ロープ
ISO 209-1:1989 Wrought aluminium and aluminium alloys−Chemical composition and forms of products−
Part 1 : Chemical composition
ISO 1181:1990 Ropes−Manila and sisal−Specification
ISO 1461:1999 Hot dip galvanized coatings on fabricated iron and steel articles−Specifications and test
methods
3. 材料
2
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
木製部品 各々の木製部品は,節なしの堅木(トネリコ,オーク,ニレ,ブナ,チーク,アピトン
又はチューリップウッド)で製作しなければならない。
3.2
サイドロープ
3.2.1
各々のサイドロープは,ISO 1181:1990 のQuality 1 を満たす耐かび性のマニラロープ,JIS L 2701
の1類マニラロープ1種又はポリエステルと対比する色を付けたポリプロピレン心材をもつ熱処理を施し
形づけしたポリエステルロープとする。各々のサイドロープは,少なくとも24 kNの破断強度及び呼び直
径18 mm以上(周囲57 mm以上)としなければならない。
3.2.2
代替の合成繊維製サイドロープは,次のa)〜e)のすべてに適合する場合には使用してもよい。
a) 3.2.1の破断強度及び寸法要求事項を満たす。
b) 荷重下において,少なくとも3.2.1に記述されている標準ロープと同等の最大伸び率をもつ。
c) マニラロープ又はポリエステルロープと同等の,素手で握るために適した外面をもつ。
d) 紫外線に対する耐候性をもつポリマーを材料とする。
e) 3.2.1に記述されているポリエステル/ポリプロピレン構造と同様に,過度の磨損の際に目に見える徴
候を示す構造をもつもの。
3.3
金属材料
3.3.1
各々の金属固着具は,固有の耐食性があるもの,又は耐食性の処理を施した材料で製作しなければ
ならない。
3.3.2
ステンレス鋼でない各々の鉄系金属部品は,ISO 1461に従ってコーティングしなければならない。
3.3.3
各々のステンレス鋼部品は,少なくともJIS G 4305のSUS316 又はISO 209-1のgrade 316 1)と同
等の耐食性をもつ船舶用合金とする。
3.3.4
各々のアルミニウム部品は,ISO 209-1の5254又は5652合金,又は銅含有率0.06%以下のその他
の合金としなければならない。
3.3.5
互いに接触する金属部分は,電気的に両立できるもの又は海洋環境における電気的腐食を防止する
ために絶縁されなければならない。
3.4
機械的固着装置 パイロットラダーの部分を締結する各々の機械的固着装置は,その装置のはずれ
を防止するための固定機構をもたなければならない。
3.5
プラスチック材料 各々のプラスチック材料は,JIS K 7219のA法に記述されている1年間の大気
暴露試験で,少なくとも最初の引張強さの30%及び少なくとも最初の衝撃強さの80%を維持するものでな
ければならない。
3.6
材料の品質 パイロットラダーの各々の部品は,とげ,粗い削り縁,鋭い縁,角,突起,又はパイ
ロットラダーの使用者を傷つけるその他の欠陥がないものとしなければならない。
3.7
シージング シージングを施す場合は,最小破断強度800 Nの2本又は3本よ(撚)りのマーレン
又はその他の同等の強度をもつ適切な材料で構成しなければならない。
3.8
ステップ固定ピースの材料 固定ピースは,木又はプラスチック材料としなければならない。
4. 構造
4.1
パイロットラダーの側面には,2本のサイドロープをもつものとする。パイロットラダーの各々のス
テップは,サイドロープで支持しなければならない。
1) Iron & Steel Society (ISS) 出版のStainless Steel 参照。
住所: 186 Thom Hill Road, Warrendale, PA 15090-7528, USA, 又は ホームページ: http:// www.iss.org.
3
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
サイドロープは,
a) パイロットラダーの頂部から底部まで連続とする。
b) 塗装又はコーティング若しくは被覆してはならない。
4.3
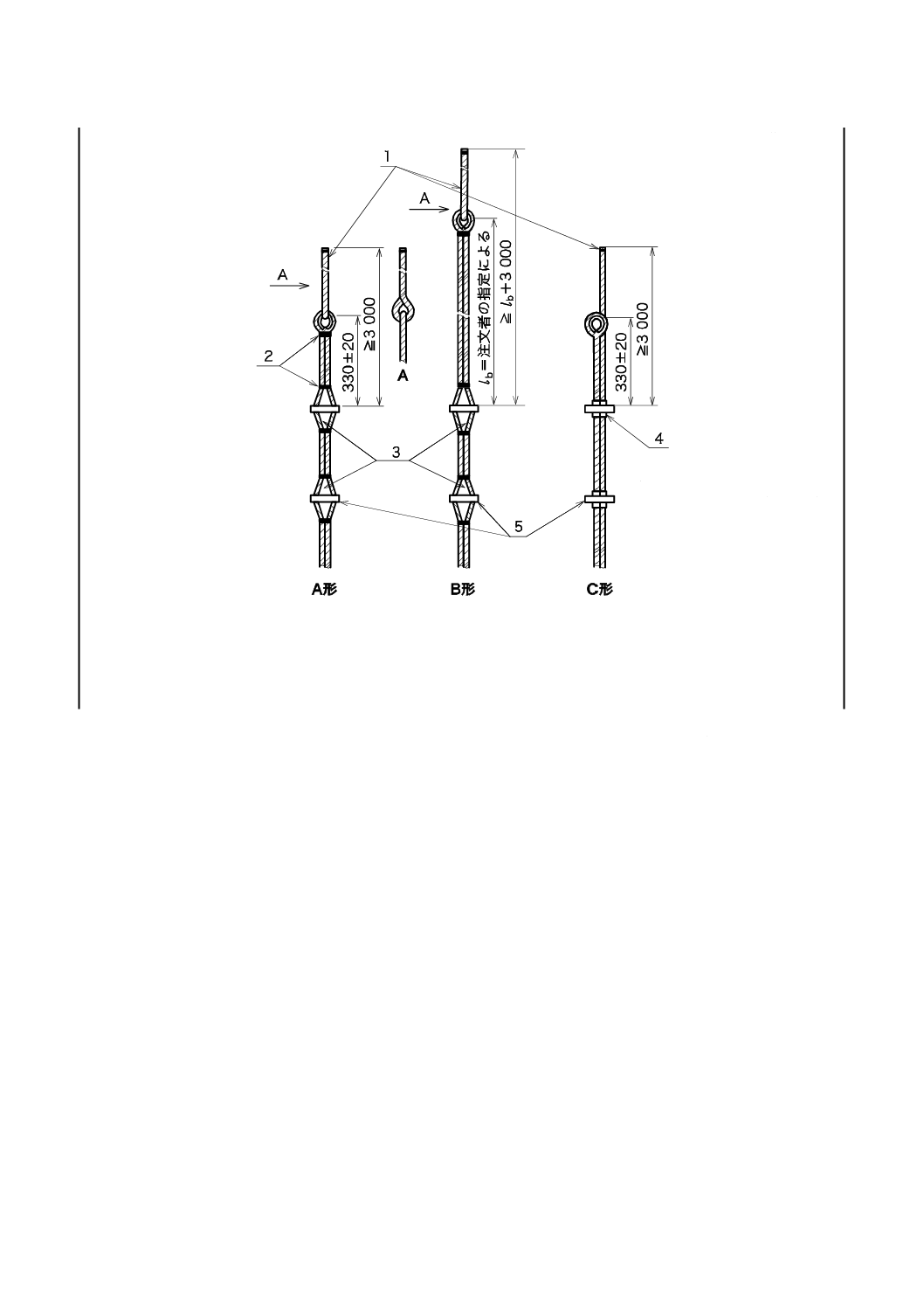
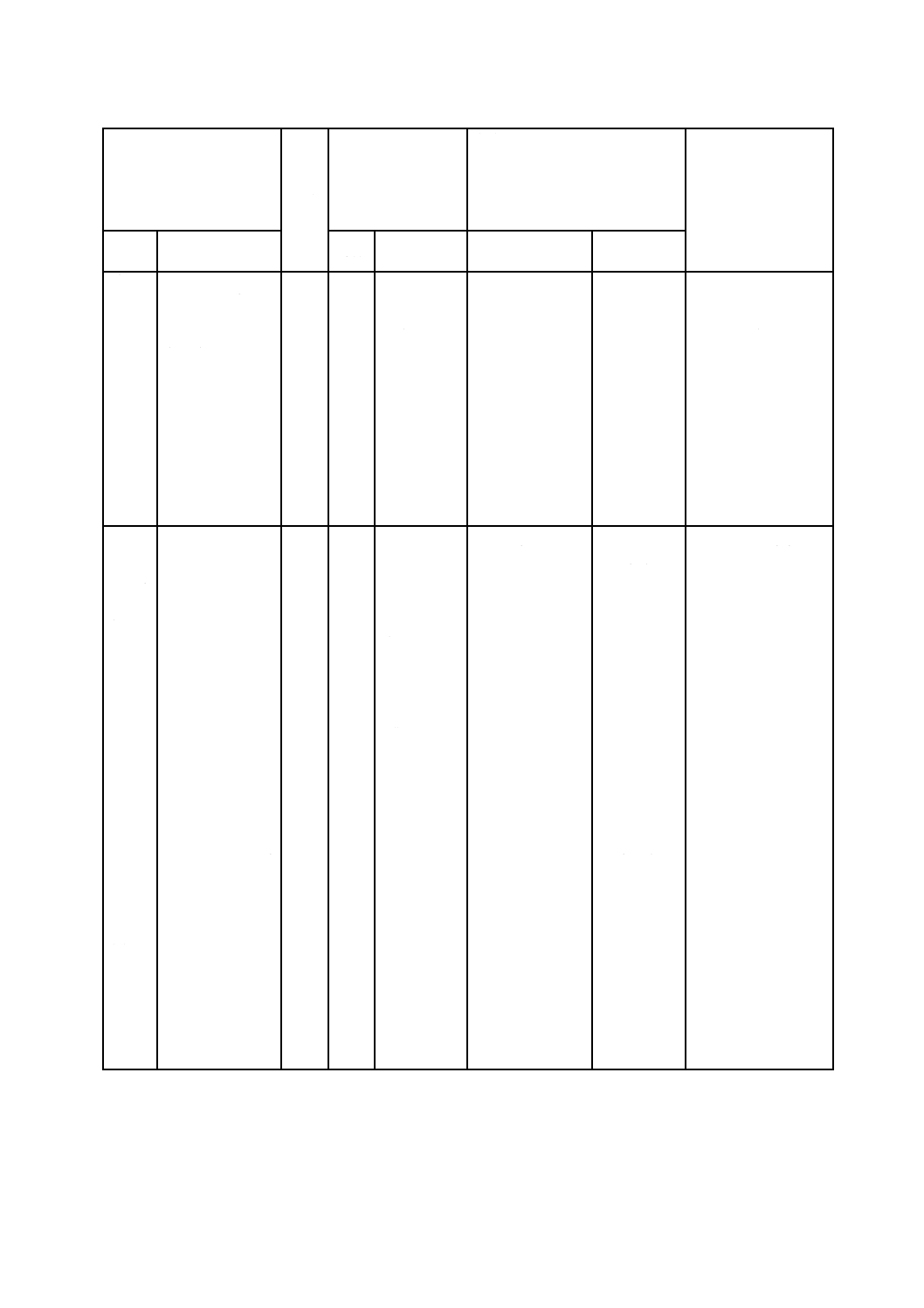
図1のA形,B形及びC形のそれぞれのサイドロープの端部は,次のa)〜d)のように仕上げなけれ
ばならない。
なお,A形及びC形は,パイロットラダーを単独で用いる場合,また,B形は船側はしご,電動式パイ
ロットホイスト,又はその他の準備された設備に取り付ける特別な配置を必要とする場合のものである。
a) 各々の側面にあるサイドロープの両方(A形,B形) 又は一つ(C形)の頂部は,少なくともサイドロー
プ2本を通過させるのに十分な長さの単眼アイスプライス又はシンブルで,最上部のステップの上部
で仕上げなければならない。
b) パイロットラダーの各々の側面にある1本のサイドロープ又は締索の上端は,A形及びC形では少な
くとも最上部のステップの上へ3 m延長する,又は締索は,図1に示すようにアイスプライス又はシ
ャックルによって,各々のサイドロープのアイスプライス又はシンブルに取り付けなければならない。
締索の直径は,少なくともサイドロープの呼び直径とする。
B形のサイドロープの上端は準備された設備との位置関係によって,最上部のステップからアイス
プライス又はシンブルまでの長さを決定するが,少なくとも3 mの締索をアイスプライス又はシャッ
クルによって各々のサイドロープのアイスプライス又はシンブルに取り付けるものとする。締索の直
径は,少なくともサイドロープの呼び直径とする。
c) 追加のパイロットラダー又はトリッピングラインを付けるために使用することがあるパイロットラダ
ーの底部において,サイドロープは,取付金具をもってはならない。また,ループを形成してはなら
ない。
d) スプライス又は取付金具で終わらない各々のサイドロープの端部は,ほつれるのを防ぐために巻きか
らげるか又は別の方法で処理しなければならない。
4
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図1 パイロットラダーの頂部における締索の配置
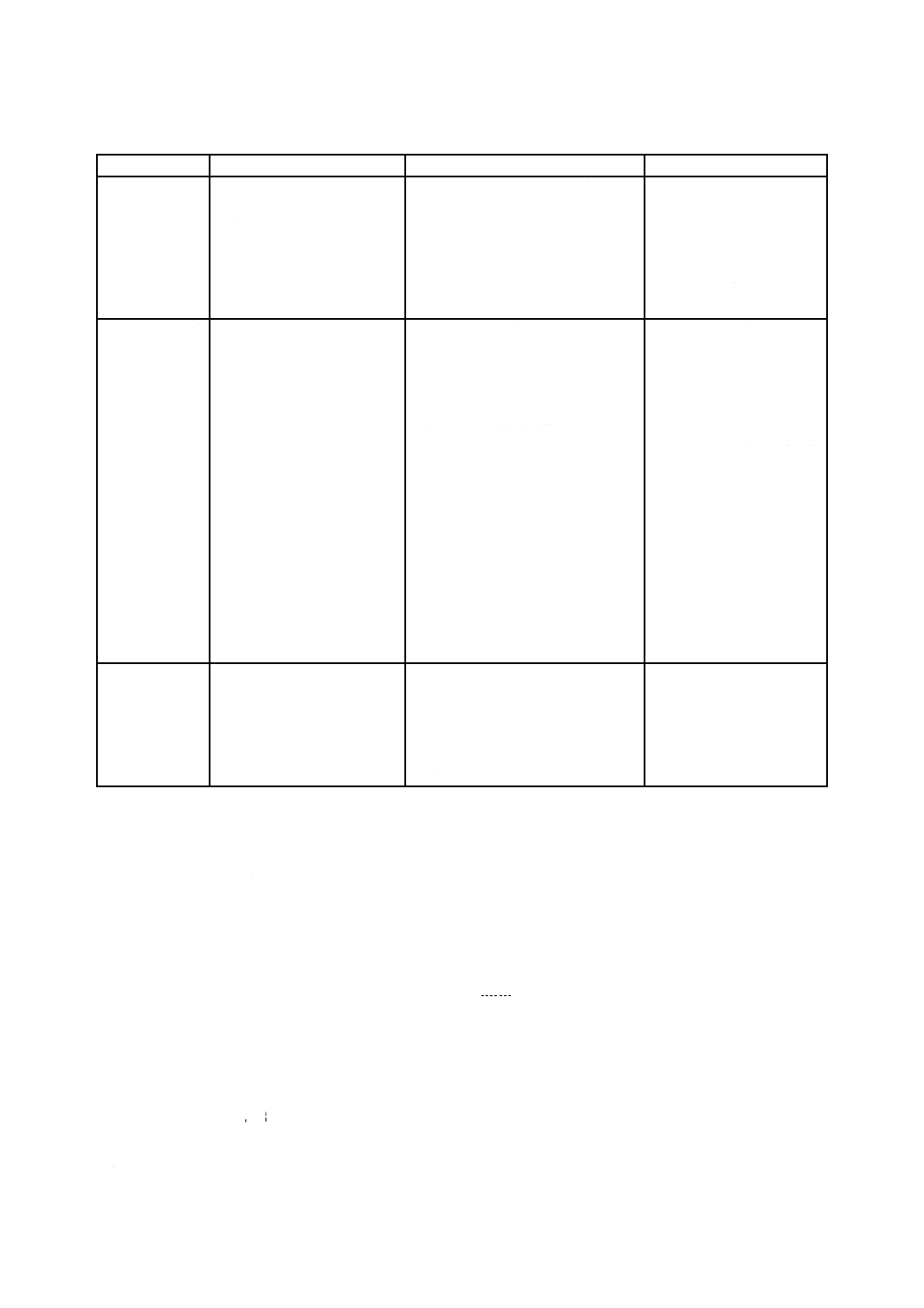
4.4
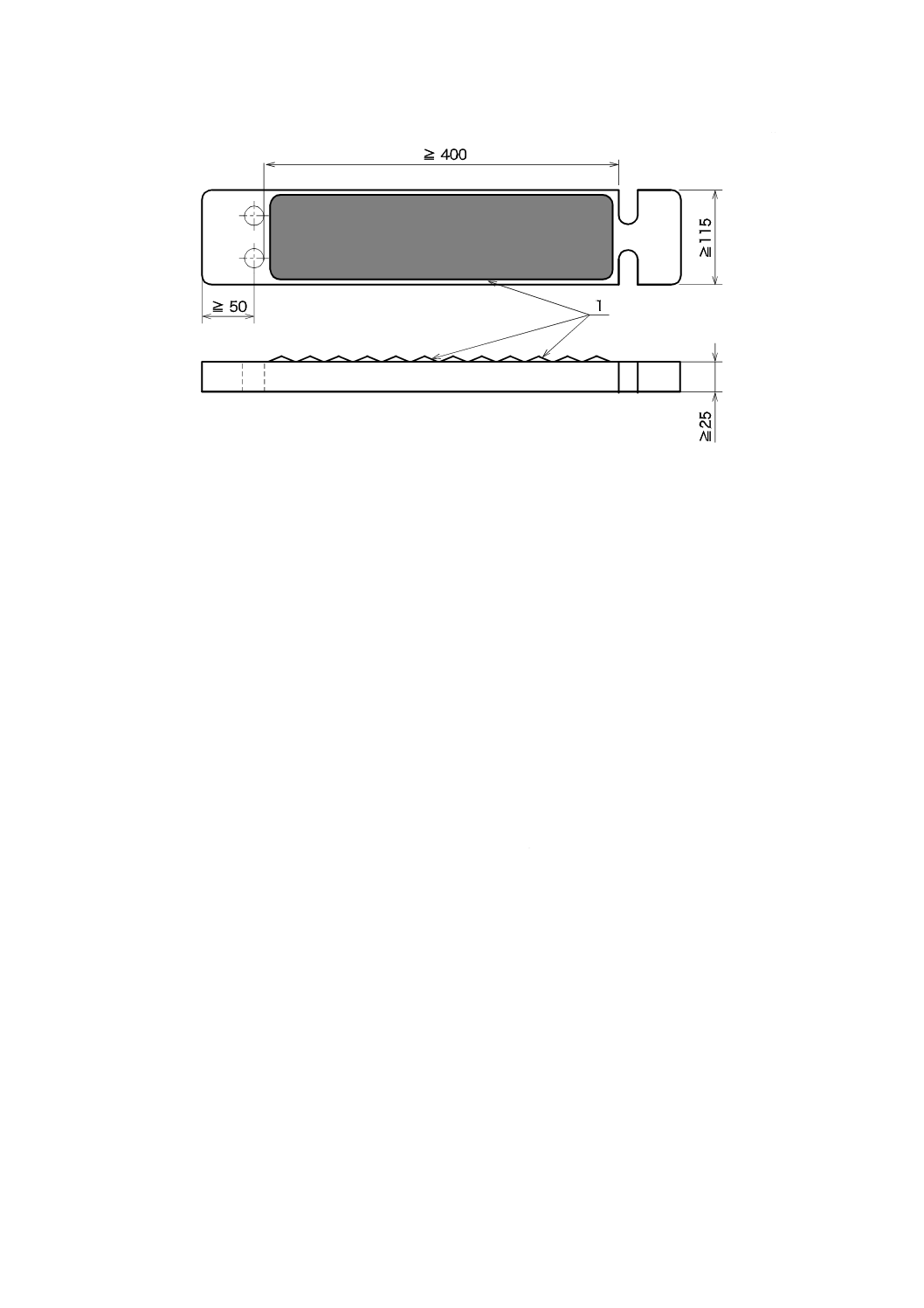
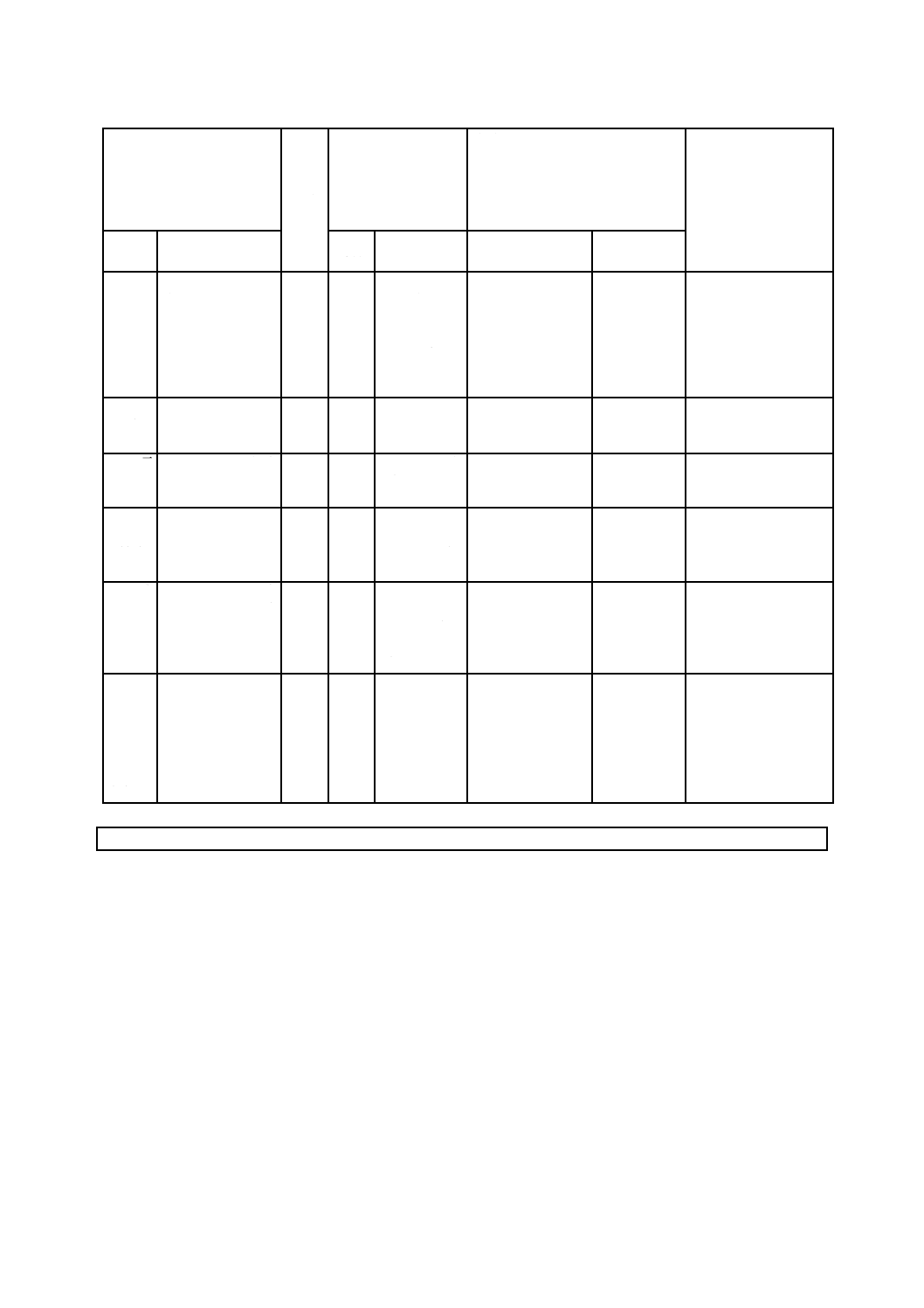
各々のサイドロープは,各々のステップの孔に通さなければならない。その孔が細長い孔の形をし
ている場合には,その孔はステップの長い方の縁に配置する。各々の孔の中心は,ステップの端部から少
なくとも50 mmとする。配置は,図2に示す。
機械的な締具を用いた場合
1 締索
2 シージングロープ(代表的な)
3 ステップ固定ピース
4 機械的な締具装置
5 ステップ
機械的な締具を用いた場合
シージング及びステップ固定ピースを用いた場合
5
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図2 サイドロープに対するステップ孔及び切りかぎ孔(取替用ステップ)を示す代表的なステップ
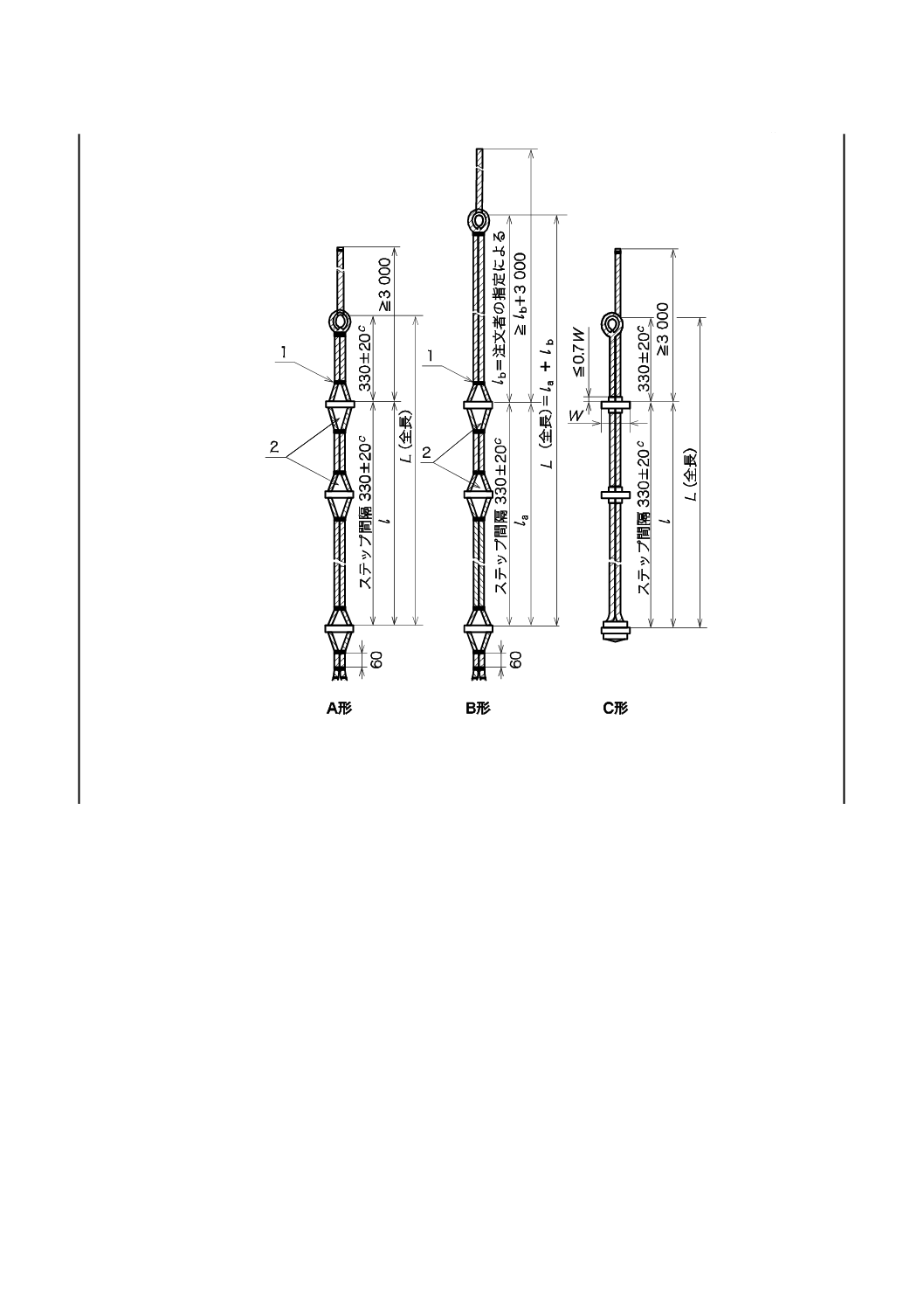
4.5
サイドロープの各々の組は,各々のステップの上と下の両方で,機械的な締具装置又はパイロット
ラダーをくくり付けることなく掛かっているとき,各ステップの位置を保つシージングによって共に締結
しなければならない。配置は,図3に示す。
4.6
機械的な締具装置がサイドロープを確保するため及びステップをその場所に保つために使用する場
合には,その装置はボートと船体との間に挟まったとき,ステップが動揺するのを妨げないように,0.7×
W(ここに,Wはステップの幅)に等しい距離以上にステップの上方向又は下方向に延長してはならない。
図3参照。
4.7
ステップ及びサイドロープを確保するためにシージングによる方法を使用する場合には,ステップ
固定ピースをステップの上下に用いなければならない。ステップ固定ピースは,ステップからサイドロー
プが一つにシージングするステップの上又は下の点までサイドロープを導き,支持することを目的に設計
しなければならない。ステップ固定ピースは,パイロットラダーが動揺するとき又はステップが回転する
ときに,それがその場所にとどまるように設計しなければならない。
4.8
サイドロープ間の内側の距離は,少なくとも400 mmとする。この距離は,パイロットラダーの長さ
を通じて同じとしなければならない。図2参照。
4.9
各々のサイドロープは,パイロットラダーを船体の垂直部分に沿って使用しているとき,サイドロ
ープが船側に接触しないように配置しなければならない。
4.10 ステップの上面から次のステップの上面までの間隔は,330±20 mmとし,パイロットラダーの長さ
を通じて同じ間隔としなければならない。図3参照。
4.11 各ステップは,一体構造とし,木,弾力のあるプラスチック又はゴム材料のいずれかとし,3.の要求
を満足しなければなならない。
1 溝,模様又は粗い浮き模様の付いた滑り止め表面区域
6
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図3 シージング及びステップ固定ピース(A形,B形)並びに機械的な締具(C形)
を用いたパイロットラダーの構造
4.12 それぞれのステップの上面は,溝,模様又は粗い浮き模様の付いた滑り止め表面をもち,少なくと
も幅115 mmの長方形表面をもたなければならない。ステップの表面は,水がたまらないように設計しな
ければならない。粗い浮き模様の付いた滑り止め表面は,型に入れてステップに直接形成するか,又はそ
れをステップに直接接着しなければならない。滑り止め接着シートは使用しないのがよい。図2参照。
4.13 それぞれのステップは,最も薄い箇所で少なくとも25 mmの厚さとする。この厚さを決めるときは,
表面の溝の深さ及びステップの片側から反対側へ延びているいずれの孔の直径も含めてはならない。図2
参照。
4.14 それぞれのステップは,パイロットラダーを使用中に船体の垂直部分に接触するように配置しなけ
ればならない。
4.15 製造業者は,パイロットラダー全体の組立てを解くことなくステップを取り替えることができるパ
イロットラダーに対し,取替用ねじれ止めステップを含め,取替用ステップを提供しなければならない。
取替用ステップは,この規格の要求事項のすべてに適合するものとし,それぞれのステップは,パイロッ
トラダーにステップを取り付けるのに必要なすべての部品を供給されなければならない。
1 シージングロープ(代表的な)
2 ステップ固定ピース
c ステップ間隔の許容値
7
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.16 それぞれのパイロットラダーは,格納のために巻くことができなければならない。それぞれのパイ
ロットラダーは,自由に開くこと及び垂直にかけることができなければならない。
4.17 パイロットラダーの最下の4段のステップは,弾力のある合成材料又はゴム材料で作られなければ
ならない。残りのステップは,木又は合成材料のいずれかとする。
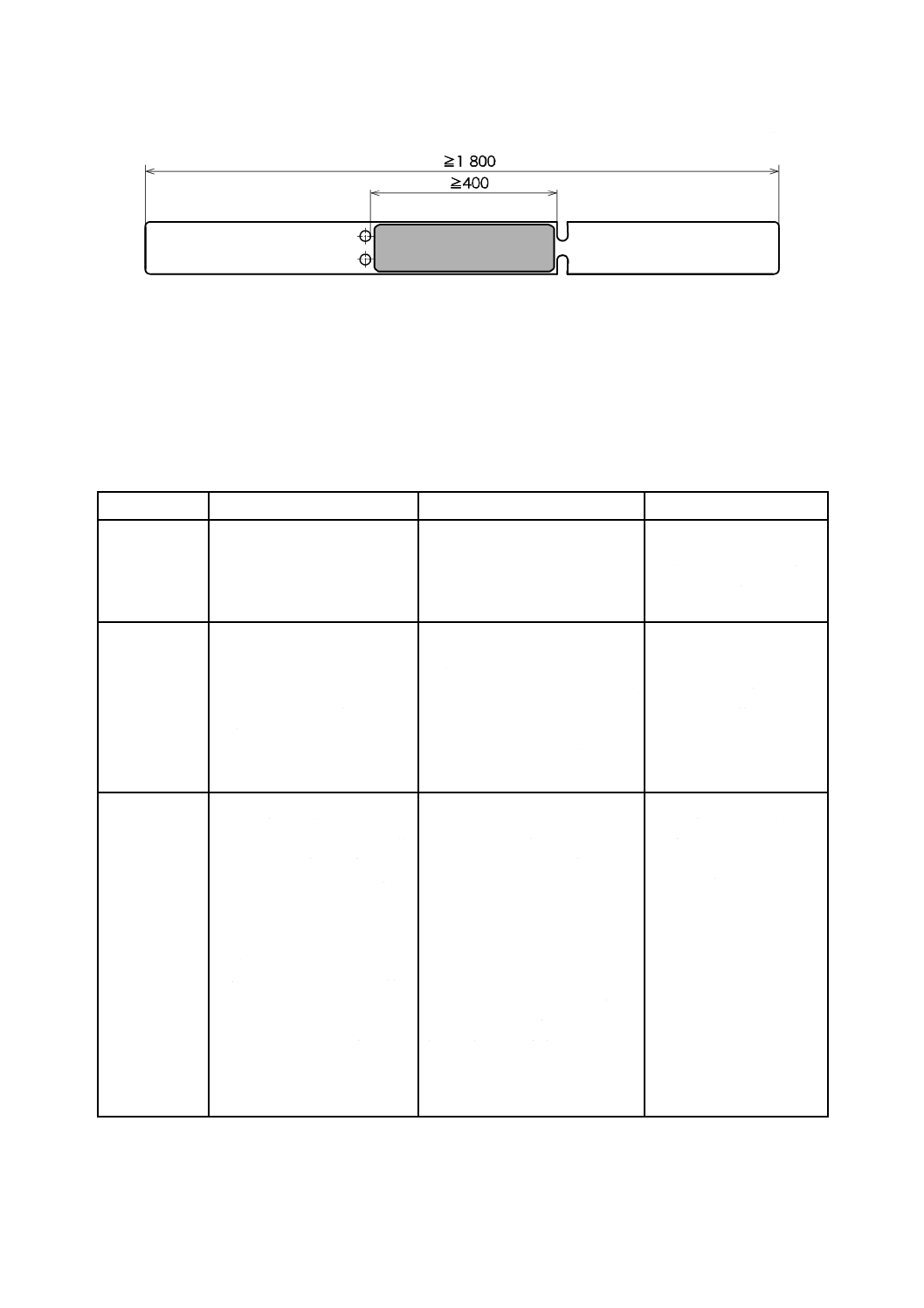
4.18 5段を超えるステップをもつそれぞれのパイロットラダーは,表1に示す位置に一つ又は複数のねじ
れ止めステップをもたなければならない。
4.19 それぞれのねじれ止めステップは,長さを少なくとも1.8 mとすることを除き,その他のステップに
対する要求事項を満足しなければならない。図4参照。
表1 ステップの数及びねじれ止めステップの位置
ステップの数
ねじれ止めステップの位置 a)
6
5
7
5
8
5
9
5
10
5
11
5
12
5
13
5
14
5,12
15
5,13
16
5,14
17
5,14
18
5,14
19
5,14
20
5,14
21
5,14
22
5,14
23
5,14,21
24
5,14,22
25
5,14,23
26
5,14,23
27
5,14,23
28
5,14,23
29
5,14,23
30
5,14,23
注a)
ねじれ止めステップの位置は,パイロットラダーの最下から数
えた段数を示す。
8
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図4 パイロットラダーのねじれ止めステップ
5. 承認のための試験 主官庁によるパイロットラダーの設計の承認の前に,原型のパイロットラダー及
びその構成部品は,試験及び表2の指定した基準を満足しなければならない。完全に組み立てられたパイ
ロットラダーは,試験に使用されなければならない。試験の結果,永久に変形したパイロットラダーのス
テップ及びその他の部品は,使用されるパイロットラダーに用いてはならない。
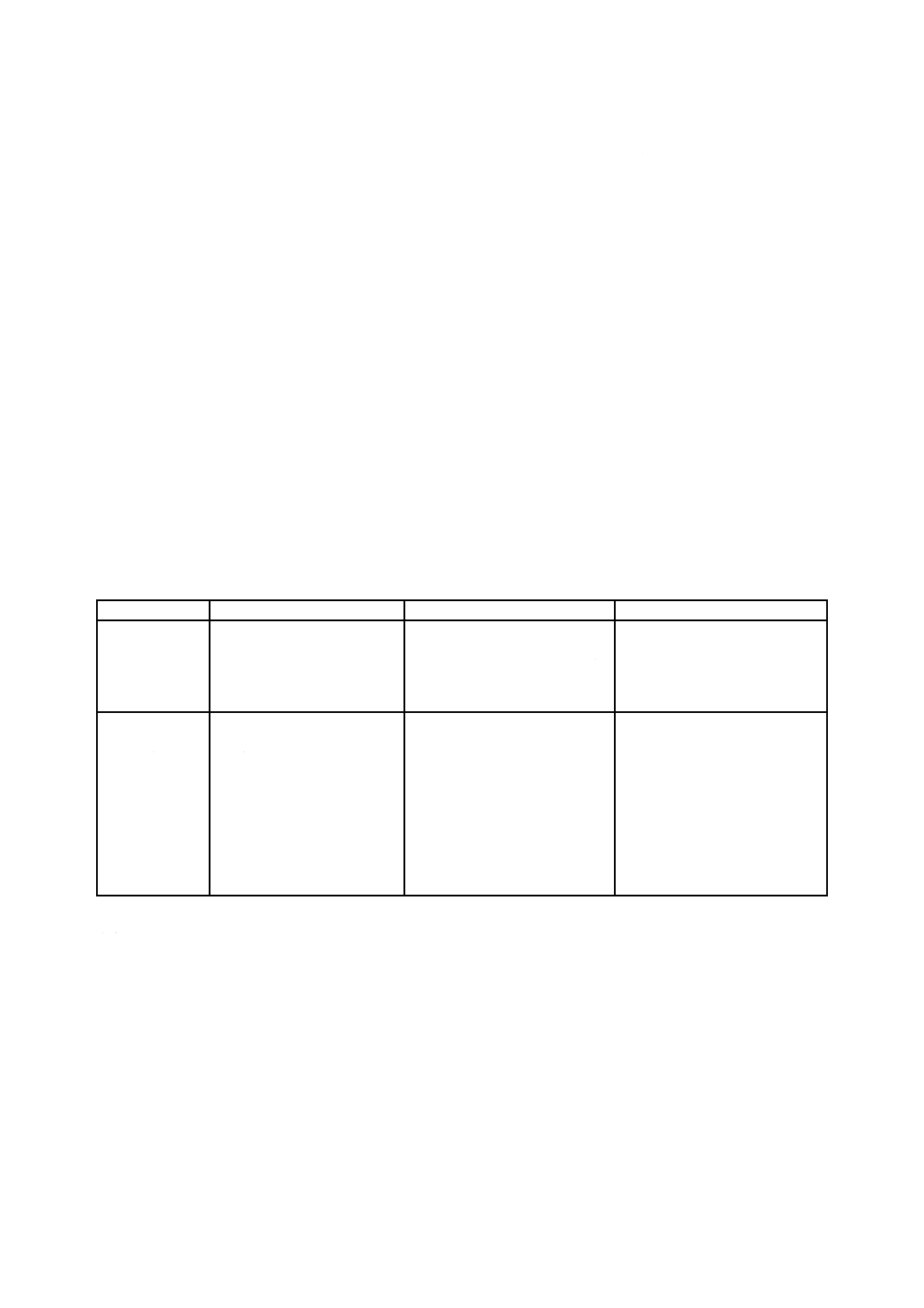
表2 型式試験
試験
試験品目
試験要領
判定基準
目視試験
完全に組み立てたパイロット
ラダー
4. に示す構造の要件及び製作図
面と照合する。
パイロットラダーは,4.に
示す構造の要件に従わなけ
ればならない。また,製作
図面に従って製作されてい
なければならない。
ステップの曲
げ強度
異なる種類のステップを少な
くとも1枚ずつ,取替用ステッ
プ, 取替用ねじれ止めステッ
プが当初の組立てに用いられ
るものと異なる場合はそれら
を含む6枚のステップ。
各段はサイドロープが通常通る位
置で2点支持とする。
静荷重を一様に1分間,ステッ
プの中心100 mmの間に置く。最
下の4段のステップの一つとして
使用を制限されるステップの荷重
は1.4 kNとすることを除き,荷重
は,3 kNとしなければならない。
ステップの中心のたわみ
が,荷重下で25 mmを超え
てはならない。
荷重を取り除いた後は
復原し,恒久的なゆがみを
生じてはならない。
ステップ摩擦
力
材質及びデザインの異なるス
テップごとに1個。
幅115 mm,長さ480 mmの節
のないオーク製の参考用ステ
ップ1個。ステップ表面は3 mm
幅,3 mm深さ及び15 mm間隔
の溝をもつものとする。溝は,
互いに平行に走らせ,ステップ
の長辺に平行とする。
1.5 kg以上3.0 kg以下の質量
をもつ金属ブロック1個。金属
ブロックは幅100 mm以下,長
さ135 mm以下の平面部分をも
つものとする。その表面には,
皮革製又は合成の靴底の材料
片をはり付けたものとする。
試験対象のステップを水平に保持
し,金属ブロックを長辺が参考用
ステップの縁を横切るようにステ
ップの中心に乗せる。ブロックを
乗せたステップの長辺側を徐々に
もち上げ,ブロックが滑り出した
角度を測定する。
基準となる参考用ステップ及び
金属ブロックを用いて,水中で同
じ試験要領を繰り返す。
それぞれの異なるステップを用
いて,乾燥した状態及びぬれた状
態の両方で同じ試験要領を繰り返
す。
乾燥した状態及びぬ(濡)
れた状態において,各々金
属ブロックが滑り始める角
度は参考用ステップで計測
された角度と等しいか又は
大きくなければならない。
9
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 型式試験(続き)
試験
試験品目
試験要領
判定基準
ステップ表面の
耐久性
材質及びデザインの異なる
ステップごとに1個。
摩擦力試験に示される金
属ブロックに垂直に380 Nの
垂直荷重をかけてステップ
上に載せ前後に摩擦できる
ようにしたもの。
ステップを水平に固定し,摩擦力試
験で使用したブロックに垂直に380
Nの荷重をかけてステップ上に載せ
前後に1 500回摩擦する。
摩擦を終えたステップを用いて,
乾湿両方の条件で摩擦力試験を繰
り返す。
乾燥した状態及びぬれた状
態において各々金属ブロッ
クが滑り始める角度は参考
用ステップを用いて計測さ
れた角度と等しいか又は大
きくなければならない。
パイロットラダ
ー及びステップ
取付強度
承認を得るための,組立てが
完全に終わった最長のパイ
ロットラダー。
パイロットラダー全長を垂直につ
(吊)り下げるか又は水平面上に展
張する。上端はパイロットラダー自
身の留め具を用いて固定する。ステ
ップ取付器具を通じてサイドロー
プ間に一様に荷重が掛かるように,
底部ステップに広く分布させた8.8
kNの静荷重を少なくとも1分間与
える。パイロットラダーは全長でつ
り下げることを要求されないこと,
並びに試験下のステップ,サイドロ
ープ留め具及びステップ取付器具
のすぐ上にあるサイドロープだけ
は荷重を受けることを求められる
ことを除いて,5個の異なるステッ
プにおいて,同じ試験要領を繰り返
す。
ステップは,破損又は割れ
たりしてはならない。
すべてのステップとサイ
ドロープとの結合がゆるん
だり,又は破損してはなら
ない。
サイドロープは,試験荷
重を取り除いた後に,目視
で確認できる損傷,伸び又
は変形があってはならな
い。
展開
承認を得るための,組立てが
完全に終わった最長のパイ
ロットラダー。
自由な落下を妨げるすべての壁又
は構造から離れた,かつ垂直につり
下げることができる場所において,
巻かれたパイロットラダーを固定
装置に取り付け,パイロットラダー
を自由に展開させる。
ステップ及び附属品が,割
れたり,破損したり又はゆ
るんだりしてはならない。
パイロットラダーの使用
上の安全性を損なう損傷を
受けてはならない。
6. 製品の呼び方
6.1
この規格に適合するパイロットラダーは,次の指示によって,示された順序で呼ぶ。
a) “パイロットラダー JIS F 2615”
b) 構造の形式(図3参照)。
c) “S”その後にステップの数(表1参照)。
d) “L”その後にメートル単位で表したパイロットラダーの全長。
例 この規格によるステップが15段で全長5 mのA形パイロットラダーの呼び方は:
“パイロットラダー JIS F 2615-A形-S 15-L5”
6.2
この規格によるパイロットラダーの予備又は追加の構成部品は,この規格を引用することによって
明示する。
例 この規格による取替用ステップの呼び方は:
“ステップ JIS F 2615”
7. 表示
7.1
パイロットラダーの少なくとも2個のステップの底部には,次に示す表示をする。
10
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 製造業者名及び所在地
b) 製造業者によるモデル
c) “JIS F 2615”及び“SOLAS”
d) パイロットラダーの組立て又は再組立ての年
e) 主官庁の要求する承認事項に対する,主官庁又は船級協会の証明。
f)
主官庁に代わって承認された機関の証明。
7.2
それぞれの取替用ステップの底部には,次に示す表示をする。
a) 製造業者名及び所在地
b) 製造業者によるモデル
c) “取替用ステップ”の文字
d) “JIS F 2615”及び“SOLAS”
e) ステップの製造年
f)
主官庁の要求する承認事項に対する,主官庁の証明。
g) 主官庁に代わって承認された機関の証明。
8. 製品試験及び検査 この規格による承認されたパイロットラダーの製品試験及び検査は,附属書Aに
記述されたとおり実行することが望ましい。
9. 保守
9.1
損傷したステップは,4.15の要求を満足し,パイロットラダー製造業者が供給又は仕様を指定した
取替用ステップと取り替えなければならない。取替用ステップは2個を超えて用いてはならない。
9.2
パイロットラダーが3個目の取替用ステップを必要とする場合には,パイロットラダーを再製作し
なければならない。パイロットラダーがポリエステルロープを用いて組み立てられており,そのポリエス
テルロープの全長のいかなる場所であっても心材が現われている場合には,そのパイロットラダーは使用
してはならない。そのようなパイロットラダーは,新しいサイドロープを使用し,すべての損傷したステ
ップ及び取替用ステップを損傷していないステップに取り替え,当初の製造業者の基準に従って再組立さ
れなければならない。
9.3
それぞれのパイロットラダーは,およそ30か月の間隔で表2に示すパイロットラダー及びステップ
の取付強度試験を受けるものとする。試験に合格しないそれぞれのパイロットラダーは,9.2に従って再組
立するか又は廃棄する。パイロットラダーは底部の近くに,試験の日付及び試験を行った人又は会社の証
明を示す表示を施すか,又はタグを付けることとする。試験を行った人又は会社は,日付を含む試験の詳
細及び試験を行った氏名又は会社名の明記された試験証明書をはしごの所有者に提出するものとする。
11
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)推奨される製品試験及び検査
この附属書(参考)は,本体及び附属書(規定)に関連する事柄を補足するもので,規定の一部ではな
い。
A.1 一般 製造業者はパイロットラダーが,承認に際して型式試験されたものと同じ基準で生産されるこ
とを保証するために,主官庁が認証する品質保証システムをもつことが望ましい。
A.2 ステップの標本選択及び試験 ステップは,100個以下のロットに分けることとする。異なる種類の
ステップは,別のロットとして扱うこととする。ロットごとに1個のステップを無作為に取り出し,表A.1
に示すステップ強度試験を行う。そのステップが試験に不合格となった場合は,更に10個のステップをそ
のロットから無作為に取り出し,表A.1に示すステップ強度試験を行うものとする。その10個のステップ
のどれかが試験に不合格となったものがある場合には,そのロットのステップは,パイロットラダーに使
用する前に全数を試験することが望ましい。
表A.1 製品試験
試験
試験品目
試験要領
判定基準
ステップ強度
ステップ
サイドロープが通過するステ
ップの端部の下に支持台を置
き,ステップの中心100 mm幅
の区域にわたって広く分布さ
れる8.8 kNの静荷重を加える。
ステップは,破損又は割れたり
してはならない。
荷重を取り除いた後は復原
し,恒久的なゆがみを生じては
ならない。
パイロットラダ
ー及びステップ
取付強度
少なくとも3 m長さの完全に
組み立てられたパイロット
ラダー
パイロットラダー全長を垂直
につり下げるか又は水平面上
に展張する。上端はパイロット
ラダー自身の留め具を用いて
固定する。ステップ取付器具を
通じてサイドロープ間に一様
に荷重が掛かるように,底部ス
テップに広く分布させた8.8 kN
の静荷重を少なくとも1分間加
える。
ステップは,破損又は割れたり
してはならない。
すべてのステップとサイドロ
ープとの結合がゆるんだり,又
は破損してはならない。
サイドロープは荷重を取り除
いた後に目視で確認できる破
損,伸び又は変形があってはな
らない。
A.3 パイロットラダーの標本選択及び試験 製造ラインから取り出したパイロットラダーについて,それ
が,4.及び5.の要求事項に適合していることを保証するために,少なくとも毎年,表2に記載の目視検査
及び表A.1の試験が,パイロットラダーを承認した主官庁,又は主官庁に代わって承認された機関によっ
て実行されることが望ましい。
12
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
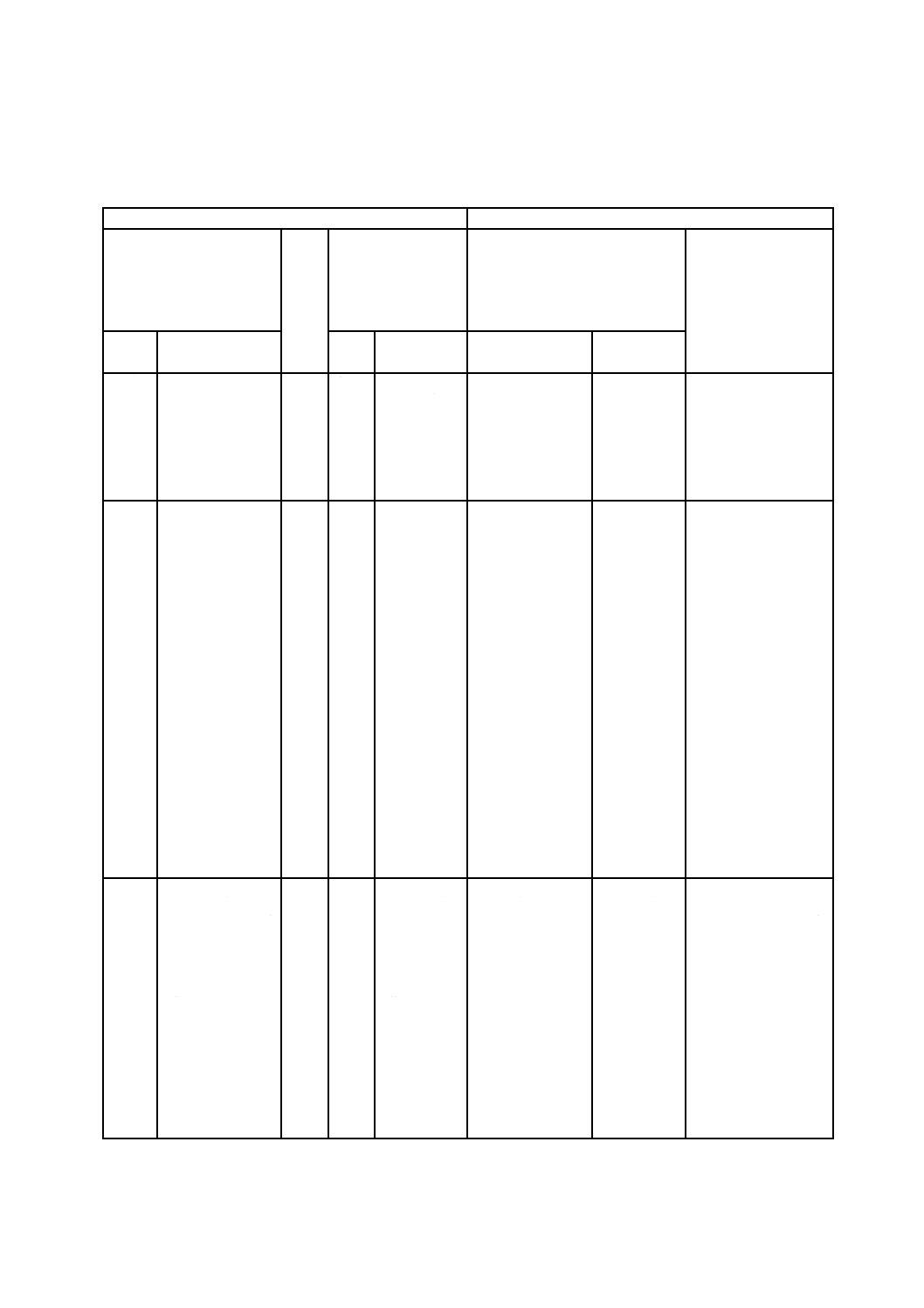
附属書1(参考)JISと対応する国際規格との対比表
JIS F 2615:2006 パイロットラダー
ISO 799:2004 Ships and marine technology−Pilot ladders
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規
定
(Ⅳ) JISと国際規格との技術的
差異の項目ごとの評価及びその
内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格
との技術的差異の理
由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごとの評価
技術的差異
の内容
1.適用
範囲
パイロットが乗
下船するときに
用いるパイロッ
トラダーについ
て規定。
ISO
799
1
パイロット
が乗下船す
るときに用
いるパイロ
ットラダー
について規
定。
IDT
−
2.引用
規格
JIS G 4305 冷間
圧延ステンレス
鋼板及び鋼帯
2
−
MOD/追加
引用規格の
追加
国内での材料入手を
容易にするためJIS
を追加した。
JIS K 7219 プラ
スチック
ISO 877
プラスチッ
ク
IDT
−
−
JIS L 2701 麻ロ
ープ
−
MOD/追加
引用規格の
追加
国内での材料入手を
容易にするためJIS
を追加した
ISO 209-1 アルミ
ニウム及びアル
ミニウム合金
ISO 209-1
アルミニウ
ム及びアル
ミニウム合
金
IDT
−
ISO 1181 マニラ
ロープ
ISO 1181 マ
ニラロープ
IDT
−
ISO 1461 めっき
加工
ISO 1461
めっき加工
IDT
−
3.材料
・木製部
品
堅木(トネリコ,
オーク,ニレ,ブ
ナ,チーク,アピ
トン,チューリッ
プウッド)
3
堅木(トネ
リコ,オー
ク,ニレ,
ブナ,チー
ク)
MOD/追加
材料の追加
国内での材料入手が
難しいため,使用実
績の多い材料を追加
した。
・サイド
ロープ
ISO1181,
JIS L 2701又は
色を付けたポリ
プロピレン心材
をもつ熱処理を
施したポリエス
テル
ISO 1181,又
は色を付け
たポリプロ
ピレン心材
をもつ熱処
理を施した
ポリエステ
ル
材料の追加
国内での材料入手を
容易にするためJIS
を追加した。
13
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規
定
(Ⅳ) JISと国際規格との技術的
差異の項目ごとの評価及びその
内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格
との技術的差異の理
由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごとの評価
技術的差異
の内容
・金属材
料
JIS G 4305の
SUS316又は
grade 316同等の
耐食性をもつ船
舶用合金
grade 316同
等の耐食性
をもつ船舶
用合金
MOD/追加
材料の追加
ISOではgrade 316と
しか規定はなく,こ
れと同等の成分をも
つJISを追加した。
・プラス
チック
材料
JIS K 7219 のA
法
ISO 877
METHOD A
−
−
・ステッ
プ固定
ピース
の材料
木又はプラスチ
ック
−
−
MOD/追加
材料の追加
ISOでは規定されて
いないため,木のほ
か国内で使用実績の
多いプラスチックを
追加した。
4.構造
・図3パ
イロッ
トラダ
ーの構
造
・A形,B形及び
C形の3種類
シージング
及びステッ
プ
固定ピース
を用いた場
合及び機械
的締具を用
いた場合の
2種類(JIS
のA形,C
形)
MOD/追加
B形の構造
を追加し
た。
B形の頂部締索の配
置が実際に多く使用
されているため。
・パイロットラダ
ーのL(全長)の
定義を図に明記。
文章にも図
にも定義な
し。
MOD/追加
パイロット
ラダーの全
長の定義を
図で明確に
した。
規格の中に“全長”の
言葉が出てくるが,
定義されていない。
・パイロットラダ
ー底部のサイド
ロープの端末処
理を図で示す。
文章だけで
定義してい
る。
IDT
文章の解釈
を図にて明
確にした。
−
・図4
パイロ
ットラ
ダーの
ねじれ
止めス
テップ
IDT
−
−
14
F 2615:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規
定
(Ⅳ) JISと国際規格との技術的
差異の項目ごとの評価及びその
内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格
との技術的差異の理
由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごとの評価
技術的差異
の内容
5.承認
のため
の試験
主官庁によって
行われる。
5
主官庁によ
って行われ
る。
IDT
−
−
・型式試
験
表2に明記され
た内容。
表2に明記
された内容
IDT
−
−
6.製品
の呼び
方
パイロットラダ
ーJIS F 2615-形
式-S15-L5
6
Pilot ladder
ISO
799-S15-L5
MOD/追加
構造の形式
を追加し
た。
国内の実状を考慮の
うえ,明確にした。
7. 表 示 JIS F 2615及び
SOLAS
7
ISO 799及
びSOLAS
IDT
−
−
8.製品
試験及
び検査
附属書Aによる
ことが望ましい。
8
ISO 799附
属書Aによ
ることが望
ましい。
IDT
−
−
9. 保 守 パイロットラダ
ー及びステップ
の定期受験義務
9
パイロット
ラダー及び
ステップの
定期受験義
務
IDT
−
−
附属書
A(参
考)推奨
される
製品試
験及び
検査
ステップの標本
選択及び試験
附属
書A
(参
考)
ステップの
標本選択及
び試験
IDT
−
−
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT…………………………技術的差異がない。
― MOD/追加…………………国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD ………………………国際規格を修正している。