F 0503:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,財団法人日本船舶
標準協会 (JMSA) から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,国土交通大臣が改正した日本工業規格である。
これによって,JIS F 0503 : 1987は改正され,この規格に置き換えられる。
F 0503:2005
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 材料 ······························································································································ 1
5. 寸法及び形状 ·················································································································· 2
6. ばねの設計に用いる記号及び計算式 ···················································································· 3
7. 許容ねじり応力 ··············································································································· 5
7.1 静荷重を受けるばね ······································································································· 5
7.2 繰返し荷重を受けるばね ································································································· 6
8. サージング ····················································································································· 6
9. 寸法及びばね特性の許容差 ································································································ 7
9.1 熱間成形ばねの寸法許容差······························································································· 7
9.2 冷間成形ばねの寸法の許容差···························································································· 8
9.3 熱間成形ばねのばね特性の許容差······················································································ 8
9.4 冷間成形ばねのばね特性の許容差······················································································ 9
9.5 その他の寸法許容差 ······································································································· 9
10. 加工方法 ····················································································································· 10
10.1 材料の表面加工 ··········································································································· 10
10.2 熱処理 ······················································································································· 10
10.3 ショットピーニング及びセッチング ················································································ 10
11. 検査 ··························································································································· 10
12. 仕様書の記載 ··············································································································· 11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
F 0503:2005
船舶機関部コイルばね
Shipbuilding-Coiled springs for marine machinery
1. 適用範囲 この規格は,船舶機関部に使用する圧縮ばね又は引張ばねのうち,円形断面の材料を使用
し,熱間又は冷間で成形される円筒形コイルばね(以下,ばねという。)について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0103 ばね用語
JIS B 2704 圧縮及び引張コイルばね−設計・性能試験方法
JIS G 3522 ピアノ線
JIS G 3561 弁ばね用オイルテンパー線
JIS G 4314 ばね用ステンレス鋼線
JIS G 4801 ばね鋼鋼材
JIS H 3270 ベリリウム銅,りん青銅及び洋白の棒及び線
3. 定義 この規格で用いる主な用語の定義は,JIS B 0103によるほか,次による。
4. 材料 ばねに用いる材料の種類,規格番号,記号,用途及び成形方法は表1による。また,ばね材料
の直径は,表2による。
なお,これ以外の材料の種類及びばね材料の直径を使用する場合は,受渡当事者間の協議による。
表 1 材料・用途・成形方法
材料の種類
規格番号
記号
用途
成形方法
ばね鋼鋼材
JIS G 4801
SUP 9
SUP 9A
SUP 10
SUP 11A
SUP 12
SUP 13
高い応力まで使用するもの,
繰返し荷重又は繰返し衝撃を
受けるもの及び強度を要する
もの。
例:逃し弁ばね
吸排気弁ばね
燃料噴射弁ばね
燃料ポンプばね
調速機ばね
始動弁ばね
チェーン緊張ばね
ブレーキシリンダばね
オイルクッションばね
熱間成形
弁ばね用オイルテンパー線
JIS G 3561
SWOCV-V
SWOSC-V
冷間成形
2
F 0503:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
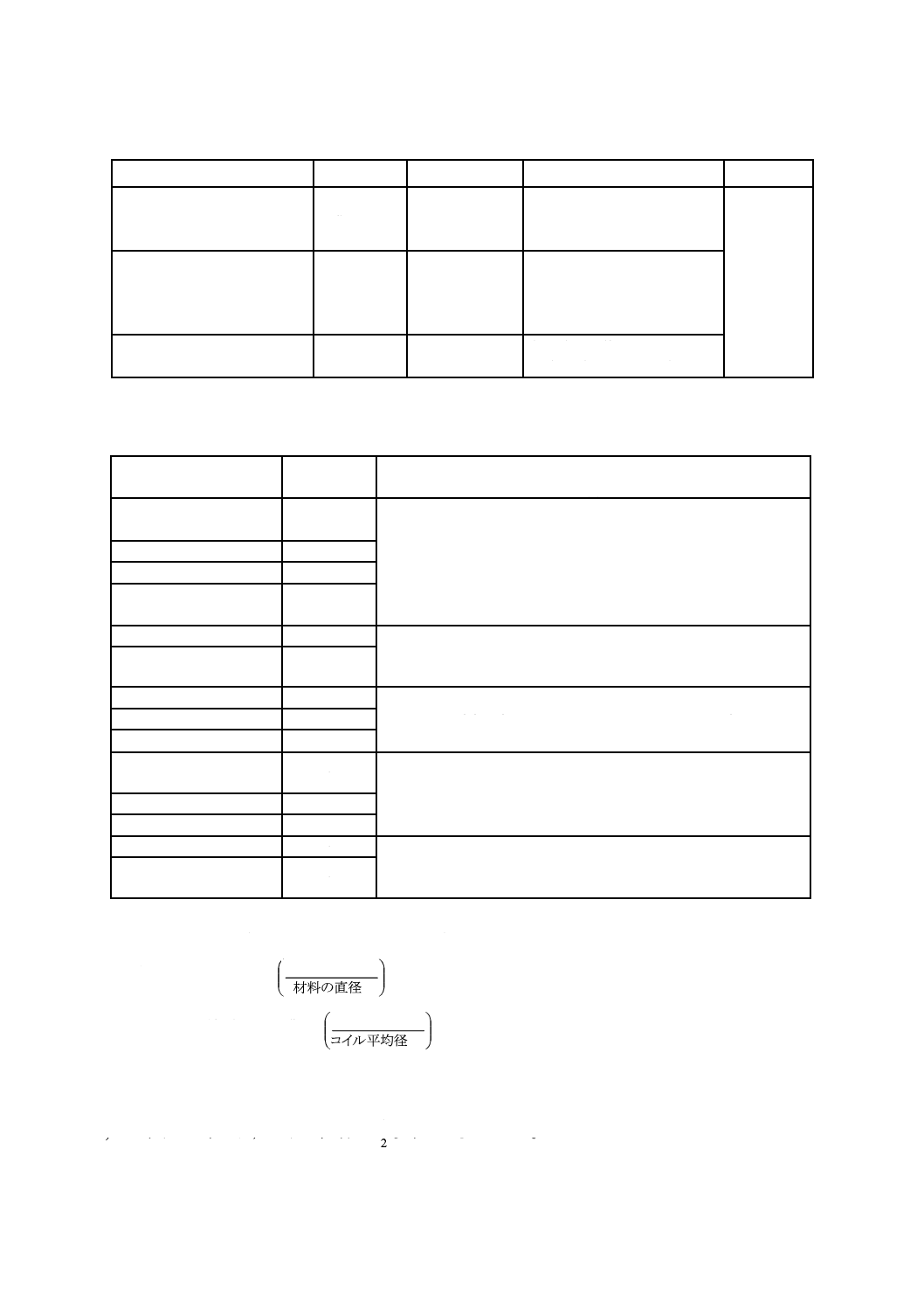
表 1 材料・用途・成形方法(続き)
材料の種類
規格番号
記号
用途
成形方法
ピアノ線
JIS G 3522
SWP-A
SWP-B
SWP-V
小形強力圧縮ばね
引張ばね
冷間成形
ばね用ステンレス鋼線
JIS G 4314
SUS 304-WPA
SUS 304-WPB
SUS 316-WPA
SUS631 J1-WPC
高い応力まで使用する
耐食性ばね
耐熱性ばね
りん青銅線
JIS H 3270
C 5191 W-H
C 5212 W-H
低い応力で使用する
耐食性ばね,非磁性ばね
表 2 ばね材料の直径
単位 mm
材料記号
寸法範囲
直径
(d)
SUP 9
SUP 12
8 〜 30
8, 8.5, 9, 9.5, 10, 10.5, 11, 12, 13, 14, 15, 16, 17,
18, 19, 20, 22, 24, 25, 26, 28, 30, 32, 34, 36, 38,
40, 42, 44, 45, 48, 50, 55, 60, 65
SUP 9A
20 〜 45
SUP 10
10 〜 45
SUP 11A
SUP 13
48 〜 65
SWOCV-V
2 〜 10
0.5, 0.6, 0.7, 0.8, 0.9, 1,1.2, 1.4, 1.6, 1.8, 2, 2.3,
2.6, 2.9, 3.2, 3.5, 4, 4.5, 5,5.5,6, 6.5, 7,7.5,8,
8.5, 9,9.5, 10
SWOSC-V
0.5 〜 8
SWP-A
0.5 〜 10
0.5, 0.6, 0.7, 0.8, 0.9, 1,1.2, 1.4, 1.6, 1.8, 2, 2.3,
2.6, 2.9, 3.2, 3.5, 4, 4.5, 5, 6, 6.5, 7, 8, 9, 10
SWP-B
0.5 〜 7
SWP-V
2 〜 6
SUS 304-WPA
SUS 316-WPA
0.5 〜 8
0.5, 0.55, 0.6, 0.65, 0.7, 0.8, 0.9, 1,1.2, 1.4, 1.6, 1.8,
2, 2.3, 2.6, 2.9, 3.2, 3.5, 4, 4.5, 5, 5.5, 6, 6.5, 7,
8, 9, 10, 12
SUS 304-WPB
0.5 〜 12
SUS 631 J1-WPC
0.5 〜 6
C 5191 W-H
0.5 〜 12
0.5, 0.6, 0.7, 0.8, 0.9, 1,1.2, 1.4, 1.6, 1.8, 2, 2.3,
2.6, 2.8, 3, 3.2, 3.5, 4, 4.5, 5, 5.5, 6, 6.5, 7, 8,
9, 10, 11, 12
C 5212 W-H
0.5 〜 8
5. 寸法及び形状 ばねの寸法及び形状は,次の各項による。
a) ばね指数 ばね指数
材料の直径
コイル平均径
は,4〜15までの範囲で選ぶのがよい。
b) 縦横比 圧縮ばねの縦横比
コイル平均径
自由高さ
は,0.8〜4までの範囲で選ぶのがよい。
c) 有効巻数及び総巻数 有効巻数は,3以上にとるのがよい。
なお,圧縮ばねで特に作用時の曲がりをきらうものは,総巻数を0.5の奇数倍にとるのがよい。
d) ピッチ ピッチは,コイル平均径の21以下にとるのがよい。
3
F 0503:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 密着高さ 圧縮ばねの密着高さは,通常指定しない。特に,密着高さの指定を必要とするときは,次
の式で求めた値を最大値として指定する。
密着高さ (Hs) =総巻数 (Nt) ×材料の直径 (dmax)
ここに,dmax:材料の直径dの許容差の最大値をとった直径
f)
圧縮ばねの両端の座巻数 圧縮ばねの両端の座巻数は,通常0.75〜1.5巻とし,繰返し荷重を受けるば
ねは,1巻以上(又は,最少巻数を1巻)とする。
g) 圧縮ばねの先端の厚さ 圧縮ばねの先端の厚さは,表3による。
表 3 先端の厚さ
端面の研削範囲
先端の厚さ
mm
270°
巻
4
3
材料の直径×0.25
300°
巻
約87
材料の直径×0.15
備考 端面の研削範囲を特に指定しないときは,
270°とする。
h) 引張ばねのフック 引張ばねのフックの曲げ半径は,できる限り大きくして,工作しやすいような形
状とするのがよい。
6. ばねの設計に用いる記号及び計算式 ばねの設計に用いる記号及び計算式は,JIS B 2704に準拠して,
次による。
a) ばねの設計に用いる記号 ばねの設計に用いる記号は,表4による。
4
F 0503:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 4 記号
記号
単位
記号の説明
d
mm
材料の直径
Di
mm
コイル内径
Do
mm
コイル外径
D
mm
コイル平均径
2
o
D
D
D
i+
=
Nt
−
総巻数
Na
−
有効巻数
Hf
mm
自由高さ(引張ばねの場合自由長さ)
Hs
mm
圧縮ばねの密着高さ
e
mm
コイル外側面の傾き
p
mm
ピッチ
c
−
ばね指数
d
D
c=
D
Hf
−
縦横比
P
N
計画の荷重
δ
mm
計画のたわみ
k
N/mm
計画のばね定数
τ0
N/mm2
ねじり応力
τ
N/mm2
ねじり修正応力
κ
−
応力修正係数
Pi
N
引張ばねの初張力
A
−
低温焼なましによる初張力の残存係数
f
Hz
固有振動数
G
N/mm2
横弾性係数
M
kg
ばねの運動部分の質量
m
kg/mm3
材料の単位体積当たりの質量
備考 1 N/mm2 = 1 MPa
b) たわみ,ばね定数及びねじり修正応力の計算式 圧縮ばね及び初張力のない引張ばねのたわみ,ばね
定数及びねじり修正応力は表5による。
表 5 たわみ,ばね定数及びねじり修正応力の計算式
たわみ
mm
ばね定数
N/mm
ねじり修正応力
N/mm2
4
3
8
Gd
P
NaD
=
δ
3
0
8
d
DP
π
τ
τ
κ
κ
=
=
c) 横弾性係数 ばねの計算に用いる横弾性係数Gの値は,表6による。
3
4
8NaD
Gd
P
k
=
=δ
5
F 0503:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 6 横弾性係数
材料の種類
Gの値
N/mm2
ばね鋼鋼材
ピアノ線
弁ばね用オイルテンパー線
7.85×104
ばね用ステンレス
鋼線
SUS 304
SUS 316
6.85×104
SUS 631 J1
7.35×104
りん青銅線
4.2×104
d) 応力修正係数 ねじり修正応力の計算に用いる応力修正係数 κ の値は,次の計算式又は表7による。
c
c
c
615
.0
4
4
1
4
+
−
−
=
κ
表 7 応力修正係数
c
4.0
4.2
4.4
4.6
4.8
5.0
5.2
5.4
5.6
5.8
6.0
κ
1.404
1.381
1.360
1.342
1.326
1.311
1.297
1.284
1.273
1.262
1.253
c
6.2
6.4
6.6
6.8
7.0
7.2
7.4
7.6
7.8
8.0
8.5
κ
1.243
1.235
1.227
1.220
1.212
1.206
1.202
1.194
1.189
1.184
1.172
c
9.0
9.5
10.0
10.5
11.0
11.5
12.0
13.0
14.0
15.0
κ
1.162
1.153
1.145
1.138
1.131
1.125
1.119
1.110
1.102
1.095
e) 初張力がある引張ばねの初張力の計算式 引張ばねのうち,密着巻の冷間成形コイルばねには,初張
力を生じるので,引き伸ばしたときの荷重はP+Piとなる。初張力Piの値は,次の経験式による。
2
4
255D
Gd
A
Pi=
なお,初張力の残存係数Aは,表8による。
表 8 低温焼なましによる初張力の残存係数
材料の種類
低温焼なましの条件
施工せず 150 ℃×15分 200 ℃×15分 230 ℃×15分 300 ℃×15分 350 ℃×15分
ピアノ線
1.00
0.88
0.77
0.70
0.49
0.32
ばね用ステンレス鋼線
1.00
0.94
0.92
0.90
0.80
0.74
7. 許容ねじり応力
7.1
静荷重を受けるばね 静荷重を受けるばねは,次による。
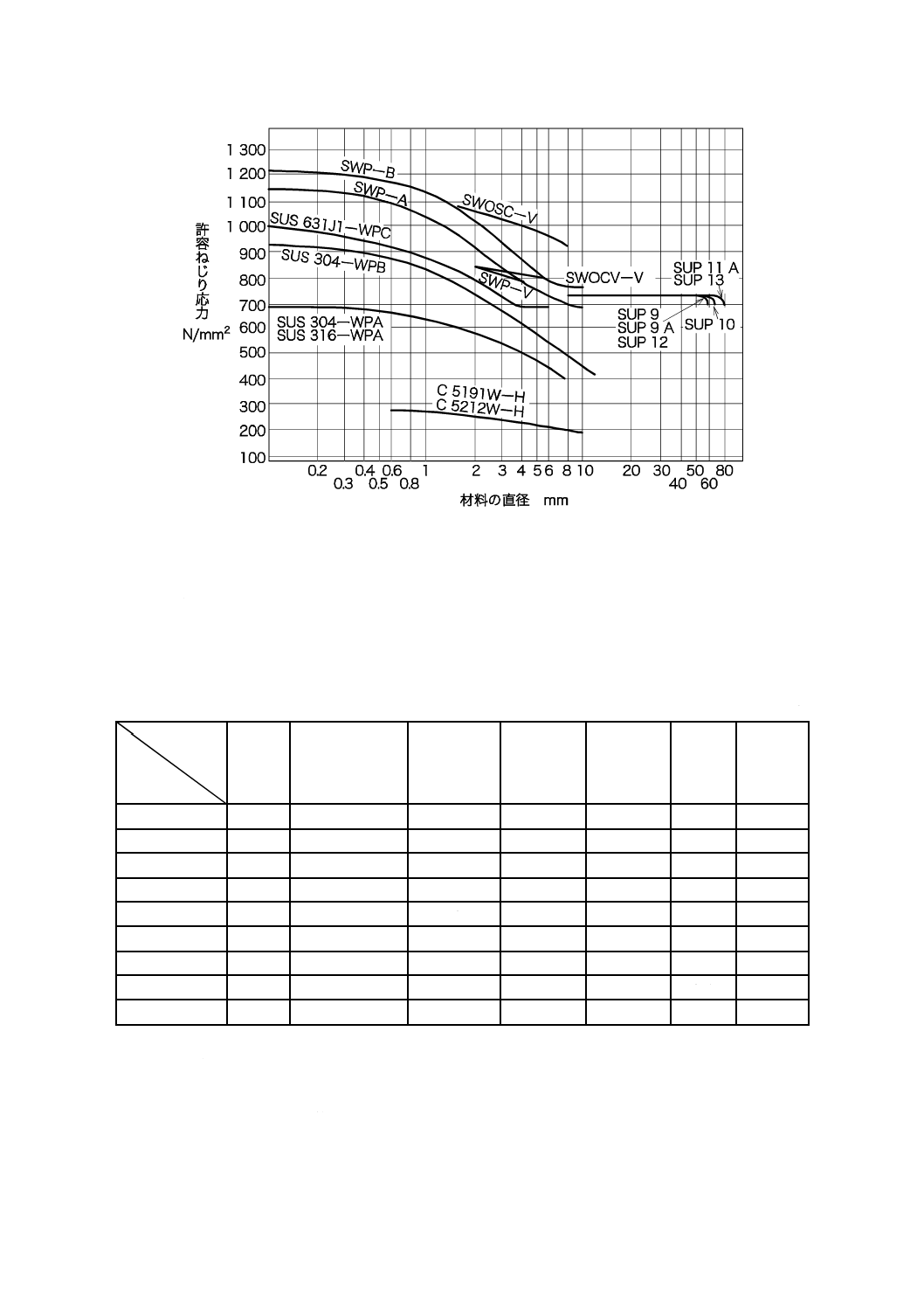
a) 圧縮ばね 静荷重を受ける圧縮ばねの試験荷重時の許容最大ねじり応力は,τ0について検討して定め
る。τ0は図1の値を超えないことが望ましく,また,ばねの使用上の最大応力は図1に示す値の80 %
以下にするのがよい。特に,逃し弁ばねなど使用中のへたりをきらうものは,応力修正係数を乗じた
ねじり修正応力 τ の値を図1の値の80 %以下にするのがよい。
b) 引張ばね 引張ばねの許容ねじり応力は,図1に示す値の80 %とし,また,ばねの使用上の最大応力
は,図1に示す値の64 %以下にするのがよい。
6
F 0503:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 1 許容ねじり応力
7.2
繰返し荷重を受けるばね 繰返し荷重を受けるばねの試験荷重時の許容最大ねじり応力は,応力修
正係数を乗じた,ねじり修正応力 τ の値が図1の値を超えないことが望ましく,また,常用荷重時 (1) の
許容ねじり修正応力 τ の値は,表9の値以下にするのがよい。
なお,応力振幅は,表9の値の30 %以下にするのがよい。
注(1) 繰返し荷重を受けるばねの使用荷重,又は,繰返し荷重の最大値。
表 9 常用荷重時の許容ねじり修正応力
単位 N/mm2
材料
材料の
直径 mm
SWP-A
SWP-B
SWP-V
SUS304-WPA
SUS304-WPB
SUS316-WPA
SUS631J1-WPC
C 5191 W-H
C 5212 W-H
SWOCV-V
SWOSC-V
SUP 9
SUP 9A
SUP 10
SUP 12
SUP 11A
SUP 13
d< 1
340
290
130
−
−
−
−
1≦ d <3
320
250
130
410
450
−
−
3≦ d ≦6
290
220
100
390
420
−
−
6< d ≦8
270
200
80
370
390
−
−
8< d ≦12
250
180
70
370
−
−
−
8≦ d ≦13
−
−
−
−
−
340
−
13< d ≦25
−
−
−
−
−
290
−
25< d ≦45
−
−
−
−
−
250
−
45< d ≦65
−
−
−
−
−
−
250
8. サージング 吸排気弁ばねなどは,サージングを避けるために,ばねに作用する加振源のすべての振
動と共振しないような,ばねの固有振動数を選ばなければならない。
なお,ばねの固有振動数の計算は,次の式による。
7
F 0503:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
m
G
NaD
d
a
M
k
a
f
2
3
36
.
22
10
π
=
=
ここに,a:両端自由又は固定の場合2i
一端固定で他端自由の場合
4
1
2−
i
i:共振の次数 1,2,3,…
鋼のG=7.85×104 N/mm2,m=7.85×10−6 kg/mm3とし,ばね両端が自由又は固定とした場合,ばねの1
次の固有振動数は,次の式によって算出する。
2
5
10
56
.3
NaD
d
f
×
=
9. 寸法及びばね特性の許容差 寸法及びばね特性の許容差は,熱間成形及び冷間成形の二つに成形方法
で大別し,それぞれ1級,2級及び3級の3等級に分類して規定する。
9.1
熱間成形ばねの寸法許容差 熱間成形によるばねの寸法許容差は,次による。
a) 自由高さ(2) ばね特性の指定がない場合の自由高さの許容差は,表10による。また,ばね特性の指定
がある場合の自由高さには,通常許容差を指定しない。
注(2) 引張ばねの場合は,以下,高さを長さといい,フック内側間の長さで表す。
表 10 自由高さの許容差
単位 mm
等級
1級
2級
3級
許容差
±0.010 Hf
最小値±1.0
±0.020 Hf
最小値±2.0
±0.030 Hf
最小値±3.0
b) コイル直径 コイル直径の許容差は,ばねの用途に応じてコイルの内径又は外径のいずれか一方を指
定する。また,その数値は表11による。
表 11 コイル直径の許容差
単位 mm
等級
1級
2級
3級
許容差
自由高さ250以下
±0.010 D
最小値±0.5
±0.015 D
最小値±1.0
±0.020 D
最小値±1.5
自由高さ250を超え500以下
±0.010 D
最小値±1.0
±0.015 D
最小値±1.5
±0.020 D
最小値±2.0
自由高さ500を超えるもの
±0.010 D
最小値±1.5
±0.015 D
最小値±2.0
±0.020 D
最小値±2.5
備考 許容差は,必要がある場合に片側にとることができる。その場合には,表中の許容差の範
囲を片側にとる。
c) コイル外側面の傾き 無荷重の状態で,各端面にそれぞれ直角な軸に対するコイル外側面の傾きを測
定し,その許容限度は,表12による。
表 12 コイル外側面の傾きの許容限度
単位 mm
等級
1級
2級
3級
許容限度
0.017 Hf (1.0°)
最小値0.5
0.035 Hf (2.0°)
最小値1.0
0.052 Hf (3.0°)
最小値2.0
備考 括弧内の数値は,傾きの角度を示す。
8
F 0503:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2
冷間成形ばねの寸法の許容差 冷間成形によるばねの寸法許容差は,次による。
a) 自由高さ ばね特性の指定がない場合の自由高さの許容差は,表13による。また,ばね特性の指定が
ある場合の自由高さには,許容差を指定しない。
表 13 自由高さの許容差
単位 mm
等級
1級
2級
3級
許容差
ばね指数4以上8以下
±0.01 Hf
最小値±0.2
±0.02 Hf
最小値±0.5
±0.03 Hf
最小値±0.7
ばね指数8を超え15以下
±0.015 Hf
最小値±0.5
±0.03 Hf
最小値±0.7
±0.04 Hf
最小値±0.8
ばね指数15を超え22以下
±0.02 Hf
最小値±0.6
±0.04 Hf
最小値±0.8
±0.06 Hf
最小値±1.0
b) コイル直径 コイル直径の許容差は,ばねの用途に応じてコイルの内径又は外径のいずれか一方を指
定する。また,その数値は表14による。
表 14 コイル直径の許容差
単位 mm
等級
1級
2級
3級
許容差
ばね指数4以上8以下
±0.01 D
最小値±0.15
±0.015 D
最小値±0.2
±0.025 D
最小値±0.4
ばね指数8を超え15以下
±0.015 D
最小値±0.2
±0.02 D
最小値±0.3
±0.03 D
最小値±0.5
ばね指数15を超え22以下
±0.02 D
最小値±0.3
±0.03 D
最小値±0.5
±0.04 D
最小値±0.7
備考 許容差は,必要がある場合に片側にとることができる。その場合には,表中の許容差の
範囲を片側にとる。
c) コイル外側面の傾き 無荷重の状態で,各端面にそれぞれ直角な軸に対するコイル外側面の傾きを測
定し,その許容限度は,表15による。
表 15 コイル外側面の傾きの許容限度
単位 mm
等級
1級
2級
3級
許容限度
0.017 Hf (1.0°)
最小値 0.5
0.035 Hf (2.0°)
最小値 1.0
0.052 Hf (3.0°)
最小値 2.0
備考 括弧内の数値は,傾きの角度を示す。
9.3
熱間成形ばねのばね特性の許容差 熱間成形によるばねのばね特性の許容差は,次による。
a) 指定高さ時の荷重の許容差 指定高さ時の荷重の許容差は,表16による。
表 16 指定高さ時の荷重の許容差
単位 N
等級
1級
2級
3級
許容差
±0.05 P
最小値 ±1.5 k
±0.08 P
最小値 ±2.5 k
±0.10 P
最小値 ±5.0 k
9
F 0503:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 指定荷重時のたわみの許容差 指定荷重時のたわみの許容差は,表17による。
表 17 指定荷重時のたわみの許容差
単位 mm
等級
1級
2級
3級
許容差
±0.05 δ
最小値 ±1.5
±0.08 δ
最小値 ±2.5
±0.10 δ
最小値 ±5.0
c) ばね定数の許容差 ばね定数の許容差は,一般的に±10 %とする。また,用途の性質上,精度を必要
とするばねには,最小±5 %まで許容差を指定することができる。ただし,ばね定数の許容差を指定
したばねには,通常,指定高さ時の荷重,及び指定荷重時のたわみには許容差を指定しない。
備考1. ばね特性は,そのときのたわみが試験荷重時のたわみの20〜80 %の間にあるように規定する。
2. ばね定数は,試験荷重時の30〜70 %の間の二つの荷重点における,荷重とたわみの差によっ
て規定する。
9.4
冷間成形ばねのばね特性の許容差 冷間成形によるばねのばね特性の許容差は,次による。
a) 指定高さ時の荷重の許容差 指定高さ時の荷重の許容差は,表18による。
表 18 指定高さ時の荷重の許容差
単位 N
等級
1級
2級
3級
許容差
有効巻数3以上10以下
±0.05 P
最小値±0.5 k
±0.08 P
最小値±0.8 k
±0.10 P
最小値±1.0 k
有効巻数10を超えるもの
±0.03 P
最小値±0.5 k
±0.05 P
最小値±0.8 k
±0.10 P
最小値1.0 k
b) 指定荷重時のたわみの許容差 指定荷重時のたわみの許容差は,表19による。
表 19 指定荷重時のたわみの許容差
単位 mm
等級
1級
2級
3級
許容差
有効巻数3以上10以下
±0.05 δ
最小値±0.5
±0.08 δ
最小値±0.8
±0.10 δ
最小値±1.0
有効巻数10を超えるもの
±0.03 δ
最小値±0.5
±0.05 δ
最小値±0.8
±0.10 δ
最小値1.0
c) ばね定数の許容差 ばね定数の許容差は,表20による。ただし,ばね定数の許容差を指定したばねに
は,通常,指定荷重時のたわみ,及び指定高さ時の荷重には許容差を指定しない。
表 20 ばね定数の許容差
等級
1級
2級
3級
許容差
有効巻数3以上10以下
±5 %
±8 %
±10 %
有効巻数10を超えるもの
±3 %
±5 %
±10 %
備考1. ばね特性は,そのときのたわみが試験荷重時のたわみの20〜80 %の間にあるように規定する。
2. ばね定数は,試験荷重時の30〜70 %の間の二つの荷重点における,荷重とたわみの差によっ
て規定する。
9.5
その他の寸法許容差
a) 総巻数 ばね特性の指定がある場合は,総巻数は参考値とし,ばね特性の指定がない場合の総巻数の
許容差は,圧縮ばねは±41巻,引張ばねは±21巻とする。
10
F 0503:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,引張ばねのフック対向角の許容差は受渡当事者間の協定による。
b) ピッチの不同 等ピッチの圧縮ばねは,全たわみ(3) の80 %を圧縮した場合,両端座巻部を除いてコ
イルが接してはならない。
注(3) 全たわみとは自由高さから密着高さまでのたわみをいう。
c) 端面の平行度 無荷重時における端面の高さの最大最小の差は,0.02(1.15度)×コイル外径とする。
ただし,最小値は0.5 mmとする。
d) 端面の平面度 定盤上に直立させたとき,がたがないこととする。特に,座面との当たりの精度を要
するものは,受渡当事者間の協議による。
10. 加工方法
10.1 材料の表面加工 高速度の繰返し荷重又は繰返し衝撃を受けるばねで,ばね鋼鋼材で作るものは,
材料表面を研削するか,又は,表面のきずを除去した後に引き抜いて磨き加工を行うとよい。
10.2 熱処理 ばねの熱処理は,次による。
a) ばね鋼鋼材を使用する熱間成形ばねは,成形後均一に熱処理しなければならない。熱処理は焼入れ・
焼戻し行う。
焼戻し後の硬さは,ブリネル硬さ388 HBW(くぼみの直径3.10 mm)〜461 HBW(くぼみの直径2.85
mm)とする。
b) 冷間成形ばねは,成形後表21に示す条件で,低温焼なましをしなければならない。
表 21 材料別低温焼なまし条件
材料記号
熱処理温度
℃
時間
分
備考
SWP-A
SWP-B
SWP-V
300〜350
20〜30
初張力を与える引張ばね及び,
静的に高応力を受けるばねは,
200〜250 ℃
SWOCV-V
SWOSC-V
380〜440
20〜30
−
SUS 304-WPA
SUS 304-WPB
SUS 316-WPA
400
20〜30
−
SUS 631 J1-WPC
480
90〜120 析出硬化処理
C 5191 W-H
C 5212 W-H
150〜200
20〜30
−
10.3 ショットピーニング及びセッチング 繰返し荷重を受けるばね及びばね鋼鋼材で作った圧縮ばねは,
熱処理後,ショットピーニング及びセッチングを行う。ただし,りん青銅を使用したばね及び線径3.5 mm
以下のばね並びに引張ばねには,通常,ショットピーニング及びセッチングを行わない。
11. 検査 ばねの検査は,次による。
なお,ロット検査を行う場合の抜取検査方式は,受渡当事者間の協議による。
a) 外観 ばねの表面には,有害な,はだ荒れ,きず,及び脱炭などの欠陥があってはならない。
b) 寸法・形状 寸法・形状は,9. のそれぞれの規定に適合しなければならない。
11
F 0503:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
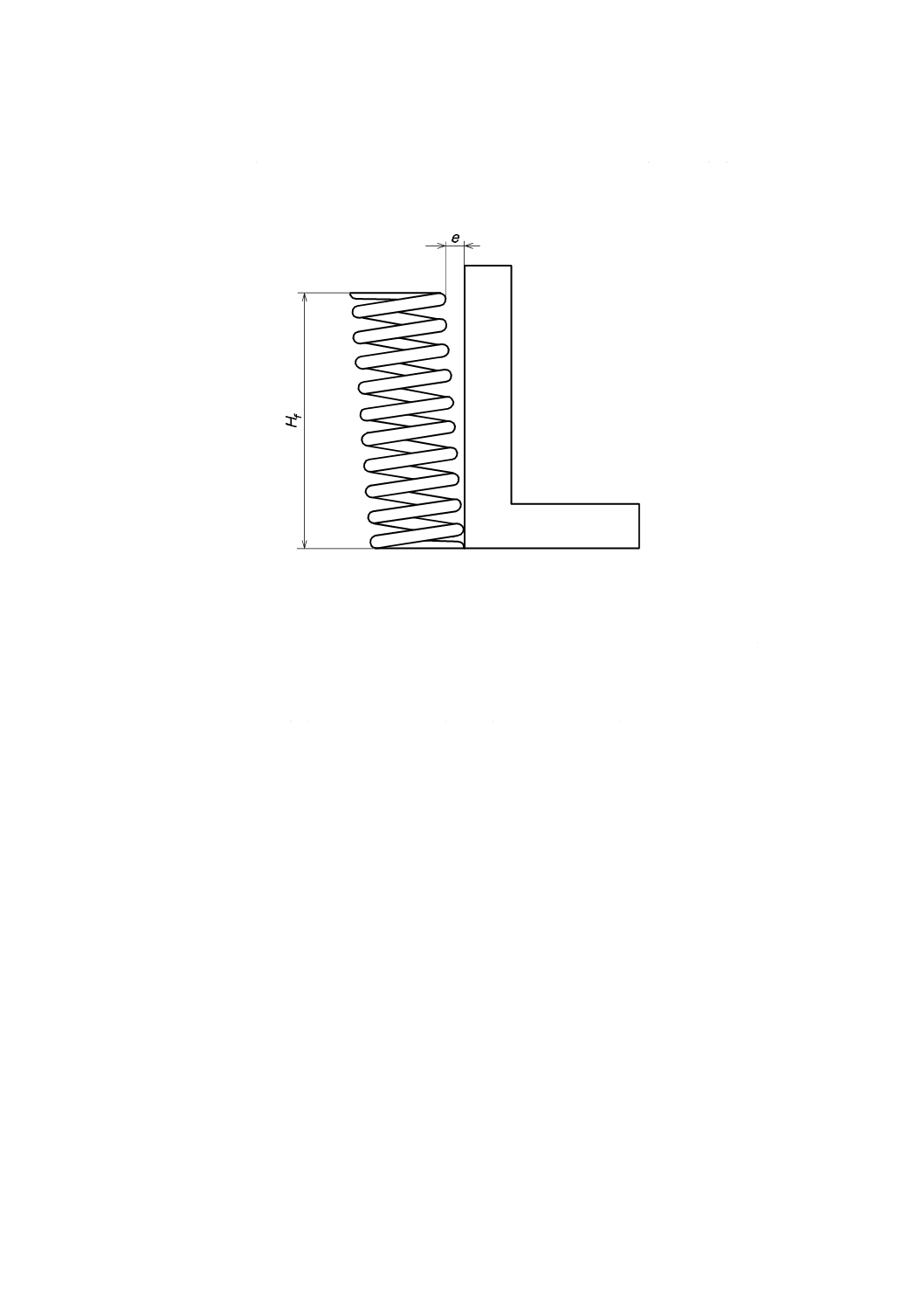
c) コイル外側面の傾き 端面の研削を行った圧縮ばねのコイル外側面の傾きは,無荷重の状態で各端面
にそれぞれ直角な軸に対するコイル外側面の傾き (e) を,図2に従って測定し,測定結果は,9. のそ
れぞれの規定に適合しなければならない。
図 2 コイル外側面の傾きの測定
d) ばね特性 ばね特性の測定は,通常試験荷重を1回負荷した後に行う。この場合の試験荷重は注文者
の指定によるが,特に指定がない場合は,静荷重を受ける圧縮ばねでは,ねじり応力 τ0が,図1の
値を生じるような荷重とし,引張ばねでは図1に示す値の80 %の値を生じるような荷重とする。また,
繰返し荷重を受けるばねでは,応力修正係数を乗じたねじり修正応力 τ が図1の値を生じるような荷
重とする。この荷重が密着荷重より大きい場合は,密着荷重をもって試験荷重とする。
なお,ばね特性の検査は,取付時及び作用時について行う。測定方法について特に指示のない場合
は,取付時及び作用時の高さにおける荷重を測定し,測定結果は9. のそれぞれの規定に適合しなけれ
ばならない。ただし,試験荷重を負荷したときの高さは参考値とし,許容差は特に指定しない。
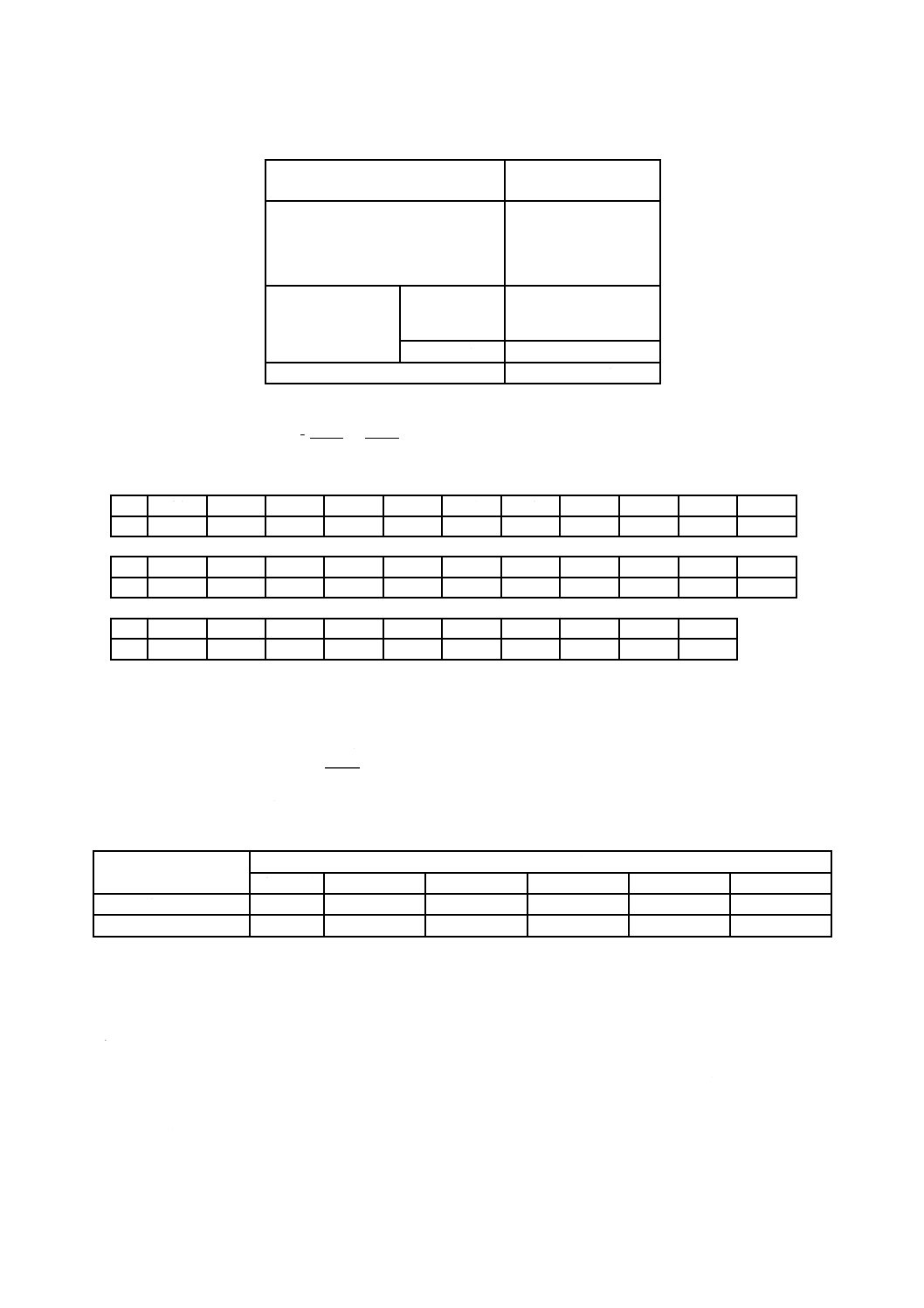
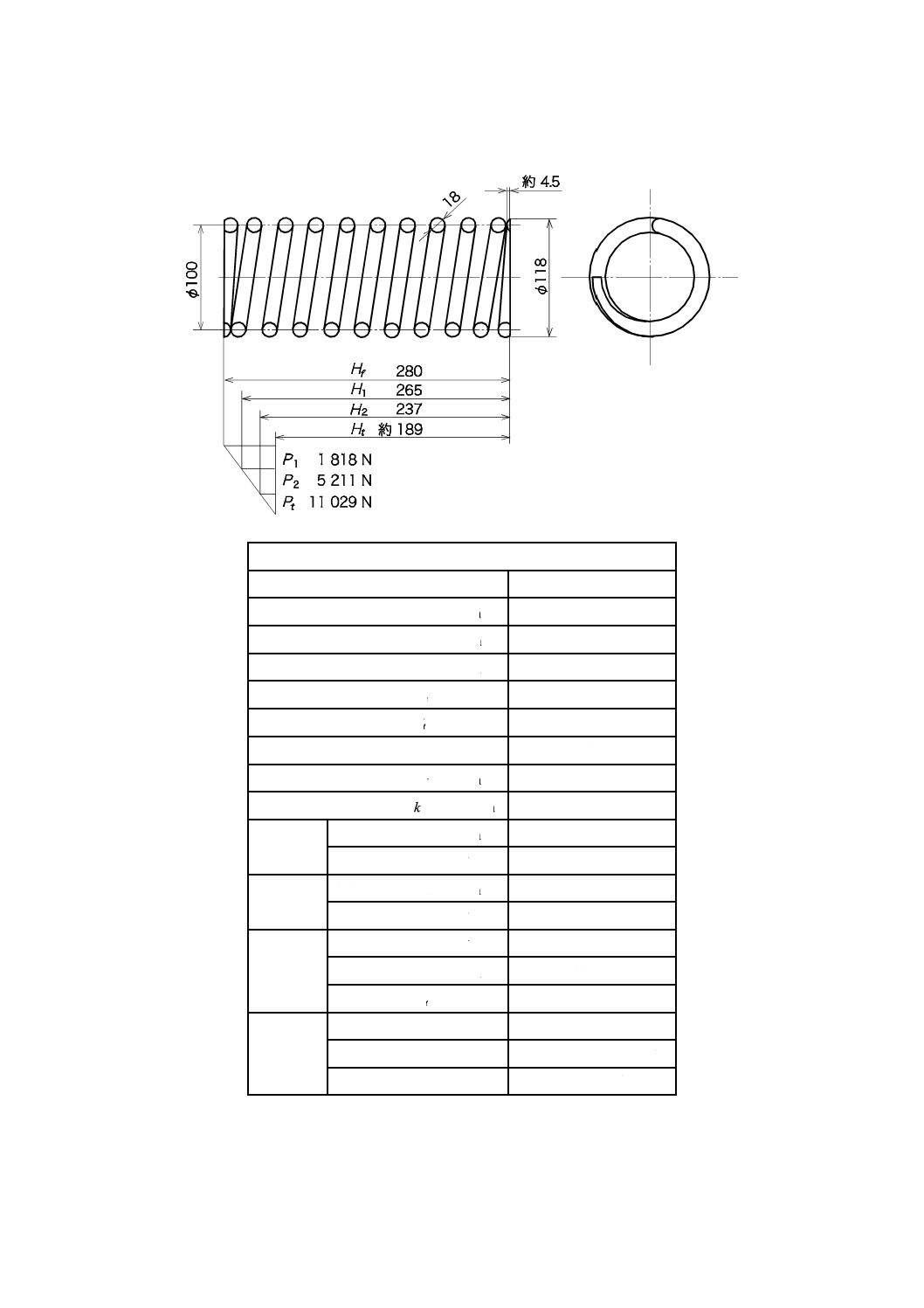
12. 仕様書の記載 仕様書の記載は,図3に示す例によるのがよい。
12
F 0503:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
要目表
材料
SUP9
材料の直径 d mm
18
コイル平均径 D mm
100
コイル外径 DO mm
118±1.5
有効巻数 Na
8.5
総巻数 Nt
10.5
巻方向
右
自由高さ Hf mm
280
ばね定数 k N/mm
121.2
取付時
高さ H1 mm
265
荷重 P1 N
1 818±150
作用時
高さ H2 mm
237
荷重 P2 N
5 211
試験時
荷重 Pt N
11 029
高さ Ht mm
約189
応力 τt N/mm2
614
表面処理
材料の表面加工
磨き
成形後の表面加工
ショットピーニング
さび止め処理
黒エナメル塗装
図 3 仕様書の記載例(圧縮ばねの場合)