E 9210 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,国土交通大臣が改正した日
本工業規格である。これによって,JIS E 9210 : 1993は改正され,この規格に置き換えられる。
今回の改正では,国際規格との整合を図るために,ISO 7595 : 1984 Socketing procedure for wire ropes−
Molten metal socketingを基礎として用いた。
JIS E 9210には,次に示す附属書がある。
附属書1(参考) JISと対応する国際規格との対比表
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 9210 : 2001
鋼索鉄道用ワイヤロープ及び
ロープソケットの定着方法
Socketing procedure for wire ropes on cable cars−Molten metal socketing
序文 この規格は,1984年に第1版として発行されたISO 7595, Socketing procedure for wire ropes−Molten
metal socketingを元に,対応する国際規格を翻訳し,作成した日本工業規格であるが,その一部を修正し,
また対応国際規格にはない事項を追加している。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にない事項である。
1. 適用範囲 この規格は,JIS G 3525に規定する又は,これと同等以上のワイヤロープ(以下,ロープ
という。)で,鋼索鉄道に用いるロープの末端を金属でロープソケット(以下,ソケットという。)に定着
する方法について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 7595 : 1984, Socketing procedure for wire ropes−Molten metal socketing (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3525 ワイヤロープ
JIS H 5401 ホワイトメタル
JIS K 1428 塩化亜鉛
JIS K 2204 軽油
3. ロープ端末の事前処理 ソケットに通す部分のロープ表面を清浄な乾燥した布か,JIS K 2204に規定
する軽油又はこれと同等以上の軽油などに浸した布で清浄にする。
a) ロープのシージング ロープを必要な長さに切断するときは,よりの緩みを防ぐために,次の箇所に
シージングを行う。
1) ロープを切断しようとする部分の両端。
2) ロープは,その切断予定部からソケットのテーパ部の長さを残し,その位置からロープ直径の約3
倍の長さをシージングする。
b) シージングする材料 標準品の亜鉛めっきの軟質ワイヤ又はストランドを使用する。
c) ロープの切断 ロープは,素線の位置を乱すことのないよう適切な方法によって,a)1)のシージング
2
E 9210 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
部分で切断する。グラインダカッタによる切断が望ましい。
4. 先端のばらしの準備
4.1
ロープの準備
a) ロープをソケットに通す前に,汚れ,グリース,スケールは,すべてソケットテーパ部の内部から取
り除く。
b) ソケットにロープを通し,ロープのストランドを解き,その繊維心をシージング箇所の根元から切断
する。
合成繊維心のロープでは,繊維心の切断端の損傷を避けるため,繊維心は適切な断熱材の栓(つめ
もの)によって熱影響を防止する。
c) ロープの端部を茶せん状に解き,素線のもつれ及び極端な曲がりを直して,ソケットのテーパ部の長
さに合わせ切りそろえる。
4.2
清浄及びグリース除去
a) 茶せん状の素線は,有機溶剤,軽油などで素線に付着したロープグリース,汚れなどを落とす。
b) 一般的な塩酸又はこれと同等以上のものを2〜3倍に薄めた希塩酸に,JIS K 1428に規定する塩化亜鉛
又はこれと同等以上のものを約10%溶解させた媒着剤をつくる。その媒着剤に茶せん状の素線を浸し,
さび,めっきなどを素早く落とす。ただし,さびがないめっきロープの場合で,金属にJIS H 5401に
規定するWJ2を用いたときの媒着剤は,約30%の塩化亜鉛の水溶液でもよい。
4.3
素線の折り曲げ 素線の折り曲げは必要ない。
5. 茶せん状部の前処理
a) 溶融した金属の中に,茶せん状の素線を浸して,めっきした後引き上げ,軽く叩いて余分な金属を落
とす。
なお,溶融金属の温度は290±10℃とする。
b) シージング箇所の根元に,約5%の一般的な固形かせいソーダ液又はこれと同等以上のものを注いで
中和させ,熱湯で洗い,乾燥させる。
なお,4.2b)のただし書きの作業を行ったときには,かせいソーダ液による中和は省略してもよい。
6. 茶せん状部,ロープ及びソケットの位置付けと並べ方
a) 茶せん状部をソケット内に引き込み固定する。
b) ソケット口元テーパ部に,シージング部をロープ直径の0.5〜1.0倍(最小15mm)入れる。また,素
線の先端はソケット上端部より2〜5mm程度下げる。
c) 固定は,完全に行い予熱,注入時に振動,移動がないようにする。
d) ソケットとロープ軸心とを一致させ,各素線にかかる張力が均等になるようにし,ソケット口元下の
ロープは,少なくともロープ直径の20倍以上は垂直にする。
e) ソケット口とロープとのすきまから金属が漏れないように,粘土などでふさぐ。
7. ソケットの予熱 注入金属の湯流れをよくするために,ソケットは一様に十分予熱する。特に口元近
い部分に重点をおく。また,予熱温度は150℃とし,茶せん状部の素線が乾くまで加熱する。
3
E 9210 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. ソケット金属の準備及び注入
8.1
準備及び注入
a) 溶融金属の表面酸化物は除去する。
b) 金属の注入を開始したら休まずに続けて行い,素線の端が隠れるまで金属を注入する。
なお,金属の注入温度は,JIS H 5401に規定するWJ2の場合は約300℃,WJ8の場合は約350℃と
する。
c) 注入作業中は,ソケットを振動させてはならない。
d) ソケット口とロープのすきまから金属の漏れがないことも確認する。
8.2
冷却及び取外し 金属注入後30分以上の自然冷却を行い,更に,水などで十分冷却した後,作業台
から取り外す。
なお,注入後金属表面の中央に収縮によるくぼみができるので,でき始めたら凝固しないうちに直ちに
追加注入する。
9. ソケット金属 定着に用いるソケット金属は,JIS H 5401に規定するWJ2,WJ8又は圧縮強さ及びロ
ープの素線に対する付着力がこれと同等以上の金属とする。
10. 点検 注入後の金属の湯流れ状態を,次の方法の一つで調べる。
a) ソケットからロープの金属注入部分を抜き出し,金属の湯流れ状態が正常であることを目視によって
調べる。
b) ソケット金属がロープとソケット口部との間の環状部分を完全に満たしている状態及びソケットがソ
ケット金属で適切に満たされている状態を目視によって調べる。また,シージング箇所には,さび止
めのためのロープグリースを塗る。
4
E
9
2
1
0
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
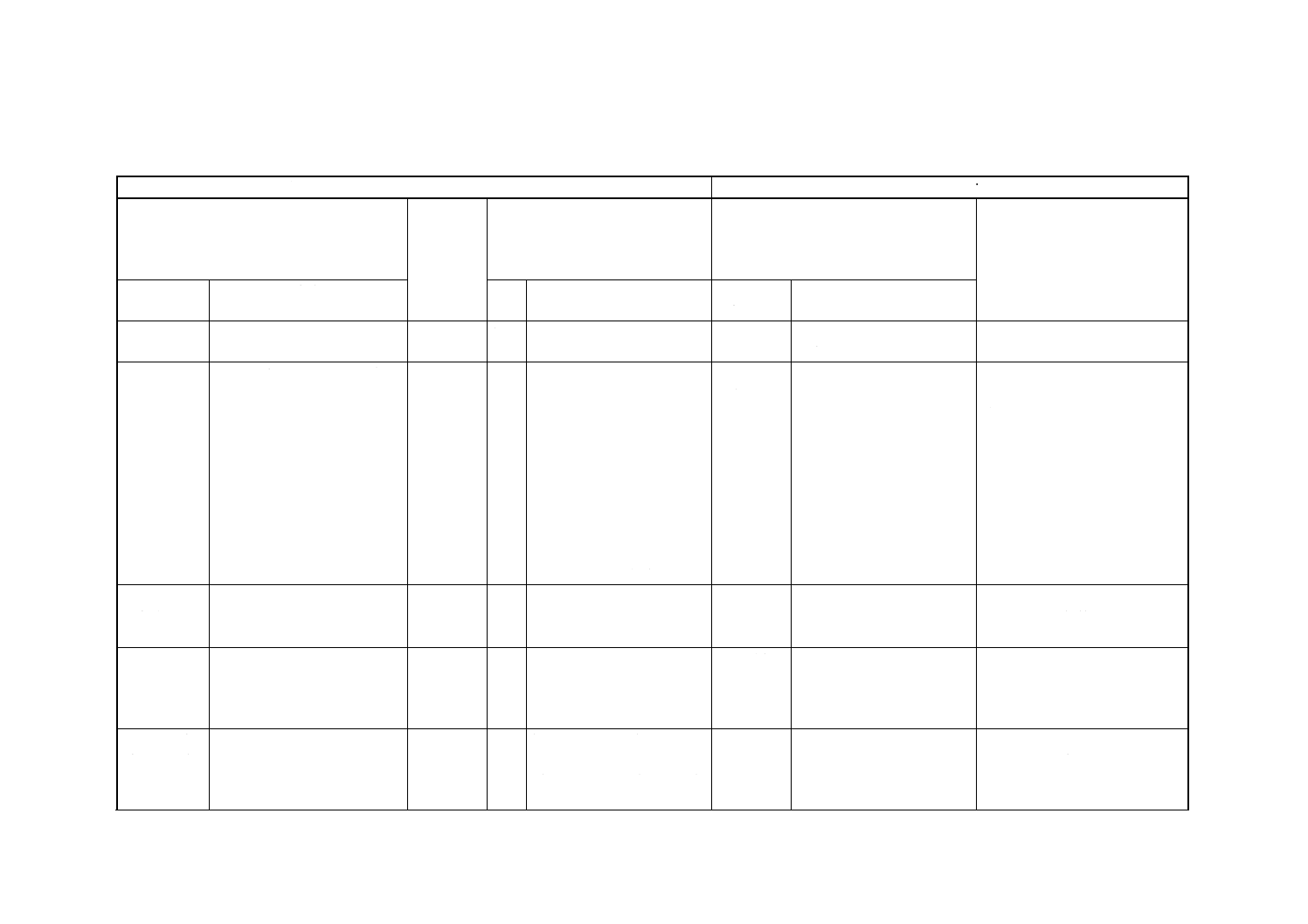
附属書1(参考) JISと対応する国際規格との対比表
JIS E 9210 : 2001 鋼索鉄道用ワイヤロープ及びロープソケットの定着方法
ISO 7595 : 1984 Socketing procedure for wire ropes−Molten metal socketing
(I) JISの規定
(II) 国際規
格番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本文,附属書
表示方法:点線の下線
(V) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
ISO 7595
: 1984
項目
番号
内容
項目ごとの
評価
技術的差異の内容
1.適用範囲
1.
Scope
MOD/変更 鋼索鉄道用ワイヤロープに
限定した。
2.引用規格
JIS G 3525 ワイヤロープ
JIS H 5401 ホワイトメタル
JIS K 1428 塩化亜鉛
JIS K 2204 軽油
2.
Normative references
ISO 2408 一般的ワイヤロ
ープ−特性
ISO 3108 一般的ワイヤロ
ープ−実破断荷重決定
ISO 3189/1 鋼索用ソケッ
ト
−第1部:容認一般条件
ISO 4381 プレーンベアリ
ング−多層プレーンベアリ
ング用鉛と錫の鋳合金
MOD/追加
削除
規定内容に相当するJISが
あるものはJISを引用した。
ISOでは,鋼索用ソケットはISO
3189を適用しているが,鋼索鉄
道用ロープのソケットには適用
できないのでJISには採用しな
かった。
3.ロープ端末
の事前処理
3.
MOD/変更 規定内容に相当するJISが
あるものはJISを引用した。
ISOでは,溶剤となっているが,
JISでは,具体的にJIS K 2204
軽油を引用した。
3.a)ロープの
シージング
3.a
MOD/追加 ISOには,シージング長さに
ついては,規定がないが,JIS
では,直径の約3倍の長さと
した。
ISOには,シージング長さにつ
いいては,規定がないが,一般
的に行われている従来の数値を
採用した。
3.b)シージン
グする材料
亜鉛めっきの軟質ワイヤ又は
ストランド
3.b
錫めっき又は亜鉛めっきの
軟質ワイヤ,亜鉛めっきロー
プのストランド,裸又は亜鉛
めっきの軟質ワイヤ,裸ロー
IDT
JISは,鋼索鉄道用ロープに適用
できるものを採用した。
5
E
9
2
1
0
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
プのストランド
6
E
9
2
1
0
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
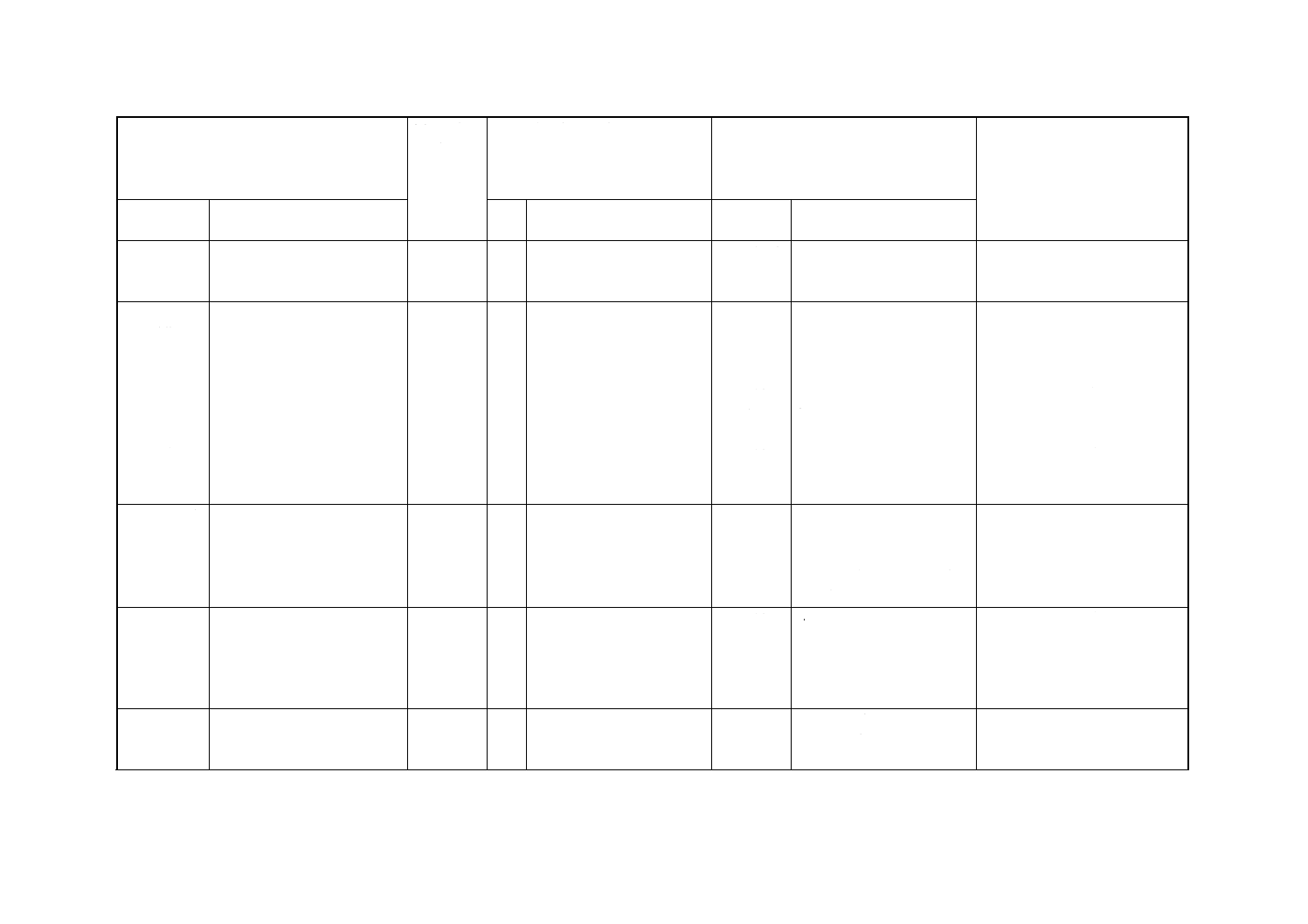
(I) JISの規定
(II) 国際規
格番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本文,附属書
表示方法:点線の下線
(V) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
ISO 7595
: 1984
項目
番号
内容
項目ごとの
評価
技術的差異の内容
3.c)ロープの
切断
3.c
MOD/削除 JISは,ISOの推奨している
グラインダカッタによる切
断だけを規定した。
4.先端のばら
しの準備
4.
MOD/削除
,変更
JISは,茶せん状部の開き角
度は規定せず。
JISは,鋼索鉄道用ロープに適用
できるものを採用した。
4.1ロープの
準備
4.2清浄及び
グリース除
去
MOD/変更
,削除
JISは,軽油,塩酸を採用し
た。
従来から鋼索鉄道用ロープで使
われていたため採用した。
4.3素線の折
り曲げ
MOD/変更 ISOは,折り曲げを規定して
いる。
JISでは,鋼索鉄道用ロープを対
象としているため,折り曲げな
いとした。
5.茶せん状部
の前処理
5.
MOD/変更 ISOでは前処理の金属は錫
はんだ(60%錫40%鉛)を使
用としているが,JISでは,
従来から行われている方法
を規定
JISでは,従来から鋼索鉄道用ロ
ープで行われている方法を採用
した。
6.茶せん状
部,ロープ及
びソケット
の位置付け
と並べ方
6.
MOD/変更 ソケットの下方のロープ長
さ
ISOではロープ径の30倍
JISではロープ径の20倍
JISでは,鋼索鉄道用ロープを対
象としているため。
7.ソケットの
予熱
MOD/変更 ISOは350℃
JISは150℃
JISでは,従来から鋼索鉄道用ロ
ープで行われている温度を採用
した。
7
E
9
2
1
0
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
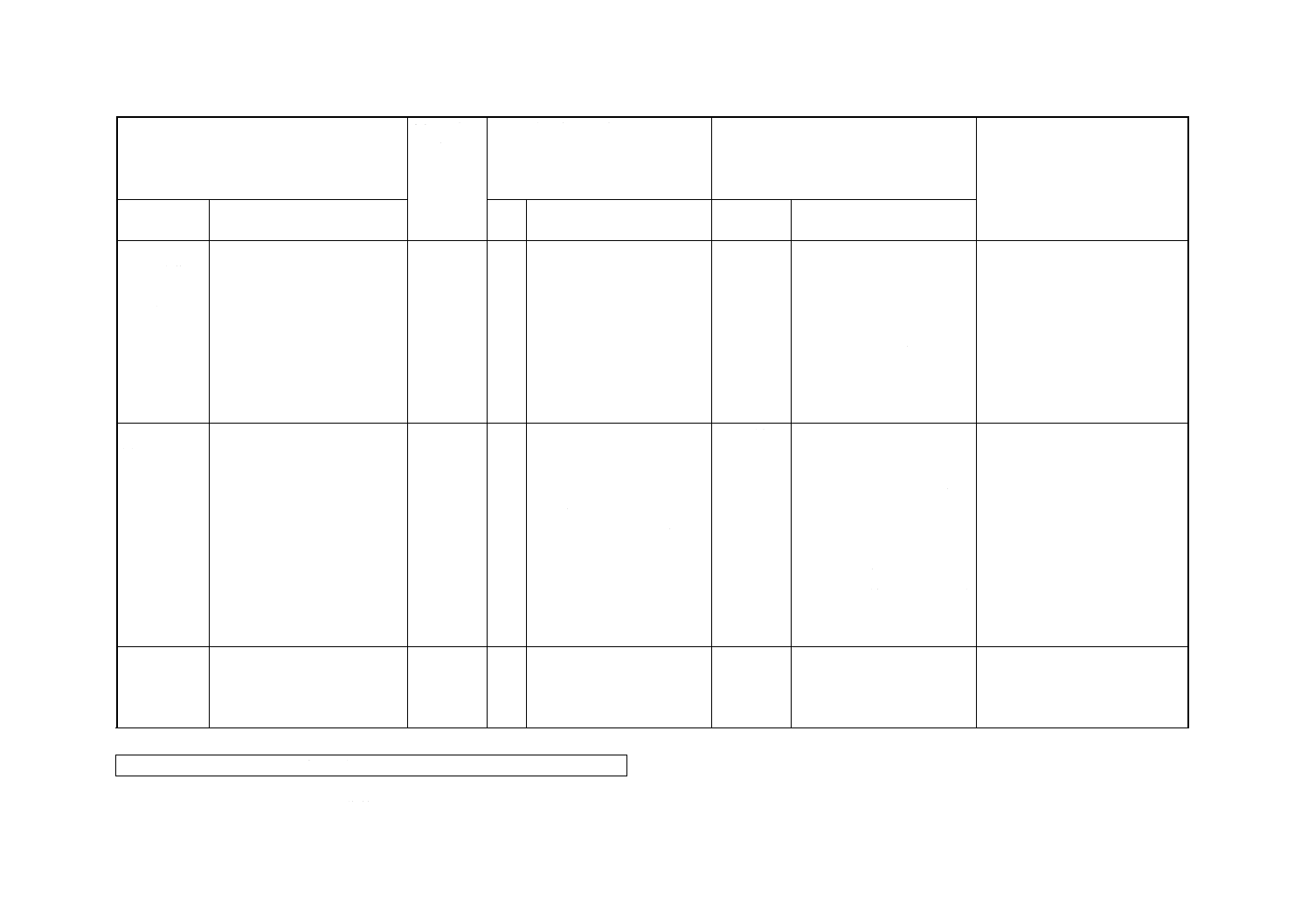
(I) JISの規定
(II) 国際規
格番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本文,附属書
表示方法:点線の下線
(V) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
ISO 7595
: 1984
項目
番号
内容
項目ごとの
評価
技術的差異の内容
8.ソケット金
属の準備及
び注入
8.1 準備及び
注入
MOD/追加 注入温度
ISOは規定なし
JISは300℃を規定
JISでは,従来から鋼索鉄道用ロ
ープで行われている温度を採用
した。
8.2 冷却及び
取外し
MOD/追加 自然冷却時間
ISOは規定なし
JISは30分以上
JISでは,従来から鋼索鉄道用ロ
ープで行われている温度を採用
した。
9.ソケット金
属
JIS H 5401のWJ2,WJ8,又は
これと同等以上
ソケット金属に通常使用さ
れる例
B1鉛系のソケット合金
B2錫系のソケット合金
B3亜鉛
B4亜鉛系のソケット合金
MOD/変更 JIS H 5401のWJ2はISOの
B2錫系のソケット合金と同
等である。
JIS H 5401のWJ8はB1鉛系
のソケット合金と同等であ
る。
ISOのB3亜鉛,B4亜鉛系
のソケット合金については,
JISでは圧縮強さ及び付着
力がこれと同等以上の金属
とした。
10.点検
MOD/削除
変更
ISOでは,荷重を負荷して点
検する方法が規定されてい
るが,実施が不可能なため
JISでは採用しなかった。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT …………………技術的差異がない
8
E
9
2
1
0
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− MOD/削除…………国際規格の規定項目又は規定内容を削除している。
− MOD/追加…………国際規格にない規定項目又は規定内容を追加している。
− MOD/変更…………国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD ………………国際規格を修正している。