E 5401-1 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣及び運輸大臣
が制定した日本工業規格である。これによって,JIS E 5401-1989は廃止された。
今回の改正では,国際規格に整合した日本工業規格を作成した。
対応する国際規格ISO 1005-1 : 1994, Railway rolling stock material−Part1:Rough-rolled tyres for tractive and
trailing stock−Technical delivery conditionsを全面的に採用するとともに,過去十数年間にわたり慣れ親しん
できた従来のJIS E 5401-1989の全面大幅改正に伴う使用者の混乱を考慮して,必要最小の範囲内で,従来
JISの規定事項を“項目追加”,“内容追加”で併記し,使用者の選択肢の幅を拡大した。
なお,この規格で附属書Aは参考である。
E 5401-1 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 発注者の指定項目 ············································································································ 2
4. 等級 ······························································································································ 2
5. 要求事項 ························································································································ 6
6. 製造 ······························································································································ 7
7. 検査 ······························································································································ 8
8. 納入 ····························································································································· 13
9. 保証 ····························································································································· 13
附属書A(参考)サルファープリント例 ·················································································· 14
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 5401-1 : 1998
鉄道車両用炭素鋼タイヤ−品質要求
Carbon steel tyres for railway rolling stock−
Quality requirements
序文 この規格は,従来のJIS E 5401-1989(鉄道車両用炭素鋼タイヤ)を,対応するISO規格との整合化
を図るとの観点に当たって全面見直しのうえ,鉄道車両用タイヤの品質要求事項を,JIS E 5401-1(鉄道車
両用炭素鋼タイヤ−品質要求)として規定したものである。
従来のJIS E 5401-1989は,品質要求事項と寸法要求事項が一つの規格にまとめられていたが,対応する
ISO規格がISO 1005-1 : 1994, Railway rolling stock material−Part1:Rough-rolled tyres for tractive and trailing
stock−Technical delivery conditions及びISO 1005-2 : 1994, Railway rolling stock material−Part2:Tyres, wheel
centres and tyred wheels for tractive and trailing stock−Dimensional, balancing and assembly requirementsの二つ
の規格に分かれているため,国際規格の体系(国際規格票様式の採用,枝番号制の導入)をベースに整合
化を進めた結果,枝番号の1として品質要求を規定し,枝番号の2として寸法及び組立要求を規定した。
この規格の附属書Aは参考用である。
現在,タイヤは補修用に使用される傾向にあり,新しい車輪は一体車輪として製造されている。
1. 適用範囲
1.1
この規格は,表1-1又は表1-2と4.(等級)に準拠した,鉄道車両用炭素鋼タイヤ素材の製造と供給
の条件を規定する。
1.2
この規格に加えISO 404 : 1992, Steel and steel products−General technical delivery requirementsの要求
事項が適用される。
2. 引用規格 この規格の本文で引用すべく指示されている引用規格の規定は,次の規格に含まれており,
この規格の規定内容は,それらの規定事項とともに構成されている。この規格の発行時点では,引用規格
はここに示す年度の版が有効であった。しかし,すべての規格は改正されるものであり,この規格の適用
に当たっては各引用規格の最新版を適用しなければならない。
JIS E 5401-2 鉄道車両用炭素鋼タイヤ−輪心及びタイヤ付車輪,寸法,釣合い及び組立の要求事項
JIS G 0303 鋼材の検査通則
JIS G 1211 鉄及び鋼−炭素定量方法
JIS G 1212 鉄及び鋼−けい素定量方法
JIS G 1213 鉄及び鋼中のマンガン定量方法
JIS G 1214 鉄及び鋼−りん定量方法
JIS G 1215 鉄及び鋼−硫黄定量方法
2
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 1219 鉄及び鋼−銅定量方法
JIS G 1253 鉄及び鋼−スパーク放電発光分光分析方法
JIS G 1257 鉄及び鋼−原子吸光分析方法
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 2242 金属材料衝撃試験方法
JIS Z 9901 品質システム−設計,開発,製造,据付け及び付帯サービスにおける品質保証モデル
JIS Z 9902 品質システム−製造,据付け及び付帯サービスにおける品質保証モデル
ISO 83 : 1976, Steel−Charpy impact test (U-notch)
ISO 377-1 : 1989, Selection and preparation of samples and test pieces of wrought steels−Part 1:Samples
and test pieces for mechanical test
ISO 377-2 : 1989, Selection and preparation of samples and test pieces of wrought steels−Part 2:Samples for
the determination of the chemical composition
ISO 404 : 1992, Steel and steel products−General technical delivery requirements
ISO 5948 : 1994, Railway rolling stock material−Ultrasonic acceptance testing
ISO 6506 : 1981, Metallic materials−Hardness test−Brinell test
ISO 6892 : 1984, Metallic materials−Tensile testing
ISO 10474 : 1991, Steel and steel products−Inspection documents (Steel Tyres for Railway Rolling stock−
Wheel centres and Tyred wheels Dimensional Balancing and Assembly requirements)
3. 発注者の指定項目 発注者は,引合い及び注文の際に,次の事項を指定する。
a) この規格の番号
b) 鋼の等級(4.1, 表1-1又は表1-2参照)
c) 熱処理の種類(4.2及び6.5参照)
d) タイヤの寸法(5.4参照)
e) ミクロ組織検査の要否(5.2.2.1及び表2-1参照)
f)
化学成分を取べ分析(5.1参照)で評価する。
g) マクロ組織検査及びマクロ写真(サルファープリント)試験の要否(5.2.2.2, 5.2.2.3及び表2-1参照)
h) 超音波検査の要否(5.2.2.4及び表2-1参照)
i)
ブリネル硬さ範囲(硬さの均一性)適用の要否(5.2.3及び表2-1参照)
j)
特別な刻印の要否(5.5参照)
k) 特別な生産工程の要否(6.参照)
l)
特別な検査の要否(7.参照)
m) 試験片の特別な準備とサンプリングの要否(7.7.2及び7.7.3.1参照)
n) 防せい(錆)処理の要否(第8項参照)
o) 保証条件合意の要否(第9項参照)
4. 等級 タイヤは,注文書又はその添付書類によって,鋼の等級,納入熱処理条件及び必要とされる追
加試験又は検査を規定する(表2-1の第2列,第3列又は表2-2の第2列参照)。
4.1
鋼種 この規格は,表1-1又は表1-2に示す特性に従って,次の鋼の等級を指定する。
3
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 表1-1の場合,C46GT-N, C55GT-N, C57GT-N, C57GT-E, C67GT-N, C67GT-E及びC77GT-E
b) 表1-2の場合,STY-R1, STY-R2, STY-N及びSTY-Q
4.2
納入時の熱処理条件 タイヤは,次のいずれかで供給する。
注文された熱処理条件にかかわらず,効果的な脱ガスが行われていない場合は,例えば,徐冷などの適
切な注意を払い,白点(水素欠陥)の発生を防止する。
4.2.1
表1-1の場合
a) 焼ならし又は焼ならし焼戻し(記号N)等級C46GT-N, C55GT-N, C57GT-N, C67GT-N
b) 全体(浸せき)焼入れ焼戻し(記号E)等級C57GT-E, C67GT-E, C77GT-E
4.2.2
表1-2の場合
a) 熱処理なし(記号なし)等級STY-R1, STY-R2
b) 焼ならし(記号N)等級STY-N
c) 焼入れ焼戻し(記号Q)等級STY-Q
4.3
仕上の程度 納入時の仕上げの程度は圧延のままか,又は注文書,図面で要求された仕上げの程度
とする(JIS E 5401-2 : 1998参照)。
4
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
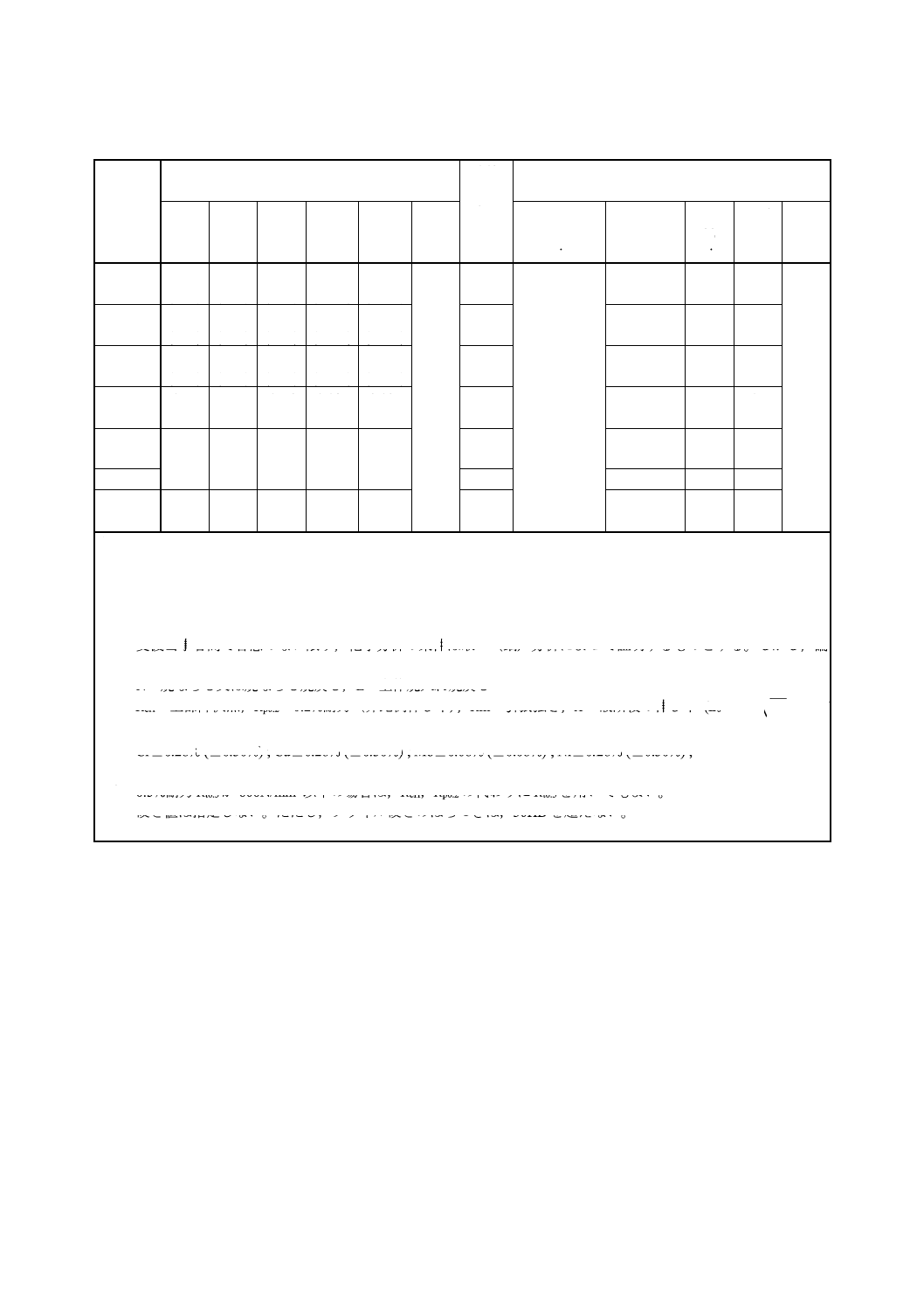
表1-1 鋼の等級,化学成分,引渡し時の熱処理条件,機械的性質
鋼種記号
取べ分析による化学成分1)2)
(製品分析)% (m/m)
納熱3)
入処
時理
の条
件
機械的性質4)
C
max
Si
max
Mn
max
P
max
S
max
その
他5)
ReH又はRp0.26)
N/mm2
min
Rm
N/mm2
A
%
min
KU
J
min8)
HB7)
C46GT−N 0.46
(0.48)
0.38
(0.40)
1.15
(1.20)
0.035
(0.040)
0.035
(0.040)
N
記録のために
600〜720
18
15
C55GT−N 0.55
(0.58)
0.38
(0.40)
0.86
(0.90)
0.035
(0.040)
0.035
(0.040)
N
700〜820
14
10
C57GT−N 0.57
(0.60)
0.38
(0.40)
1.05
(1.10)
0.035
(0.040)
0.035
(0.040)
N
750〜880
12
10
C57GT−E 0.57
(0.60)
0.38
(0.40)
0.76
(0.80)
0.035
(0.040)
0.035
(0.040)
E
800〜920
14
15
C67GT−N 0.67
(0.70)
0.38
(0.40)
0.86
(0.90)
0.035
(0.040)
0.035
(0.040)
N
800〜940
14
15
C67GT−E
E
940〜1 090
11
10
C77GT−E 0.77
(0.80)
0.38
(0.40)
0.86
(0.90)
0.035
(0.040)
0.035
(0.040)
E
1 050〜1 200
10
8
注1)
表1-1から鋼種を選択する場合,重要な要因は踏面ブレーキ,又は車輪のスリップから生じる熱き(亀)裂のリ
スクであろう。
比較的高速でブレーキを繰り返す場合には,発注者は炭素含有率の高い鋼は,炭素含有率が低い鋼より熱き裂
が生じやすいということに留意すべきである。一方,炭素含有率の高い鋼は,強度と耐摩耗性が大きいという
ことも忘れてはならない。耐摩耗性を主眼に規格値の検討を行うならば,この規格とはかなり異なるであろう。
2) 受渡当事者間で合意のない限り,化学分析の条件は取べ(鍋)分析によって証明するものとする。しかし,論
議を生じた場合には,製品分析による成分値(括弧内の値)を判断の基準とする。
3) N=焼ならし又は焼ならし焼戻し,E=全体焼入れ焼戻し
4) ReH=上部降伏点,Rp0.2=0.2%耐力(非比例伸び率),Rm=引張強さ,A=破断後の伸び率 (L0=
0
65
5
S
.
),KU
=23℃におけるISOUノッチ試験片に対する衝撃強度,1N/mm2=1MPa
5) Cr≦0.28% (≦0.30%) ; Cu≦0.28% (≦0.30%) ; Mo≦0.08% (≦0.08%) ; Ni≦0.28% (≦0.30%) ;
V≦0.05% (≦0.05%) ; Cr+Mo+Niは全等級に対して,最大0.60%
6) 0.5%耐力Rt0.5が600N/mm2以下の場合は,ReH,Rp0.2の代わりにRt0.5を用いてもよい。
7) 硬さ値は指定しない。ただし,ブリネル硬さのばらつきは,30HBを超えない。
8)
3個の平均値を示す。3個のうちの最低値が,規定値の70%以上である場合は,規定値を下回ってもよい。
5
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
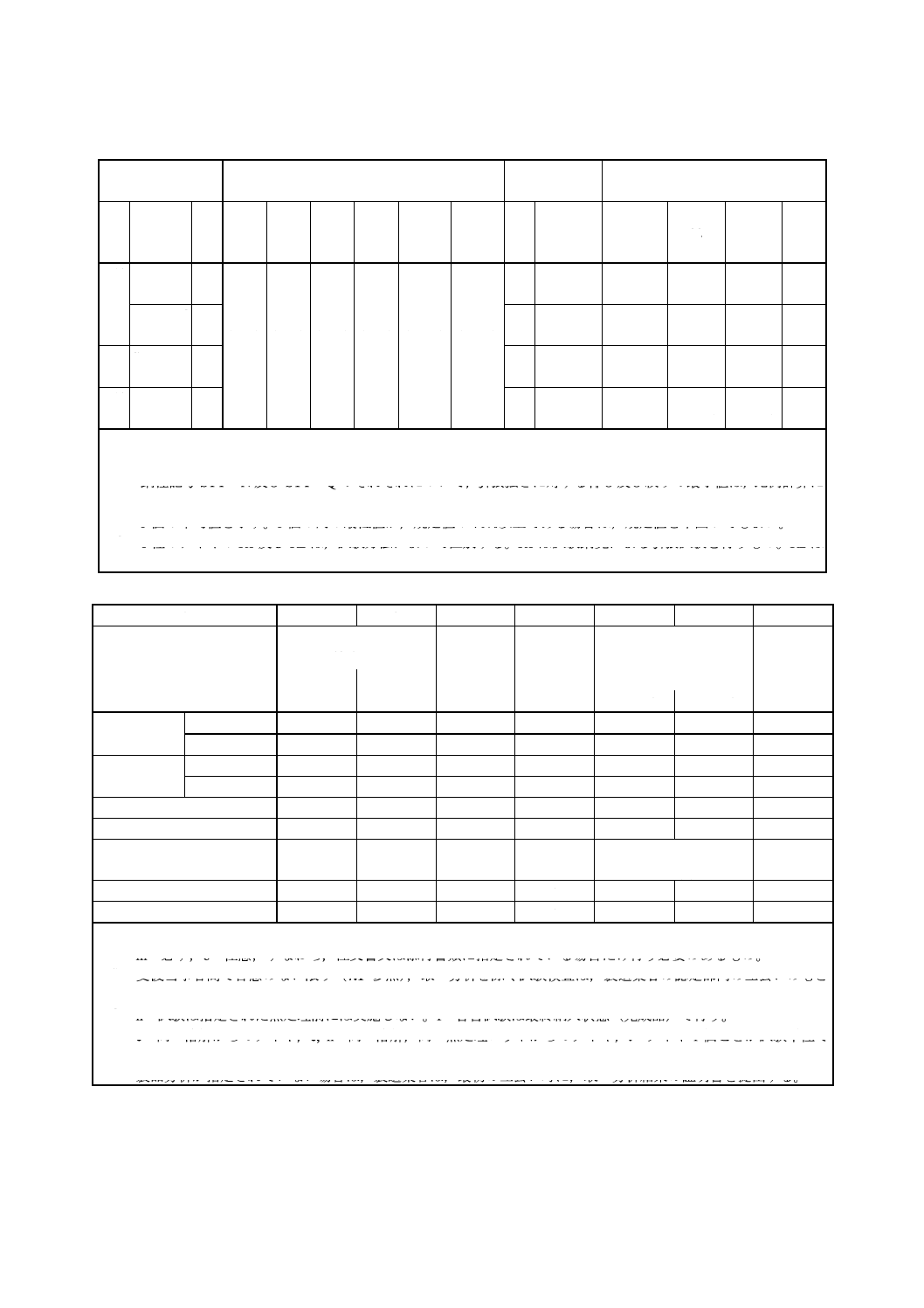
表1-2 鋼の種類,化学成分,熱処理条件,機械的性質
鋼種記号
取べ分析による化学成分1)
% (m/m)
熱処理
機械的性質
種類
記号
略号
C
Si
Mn
Cu
max
P
max
S
max
記号
摘要
引張強さ
N/mm2
伸び2)
%
絞り2)
%
衝撃値
J
min3)
1種 STY−R14) R1 0.60
〜
0.75
(0.57)
〜
(0.80)
0.15
〜
0.35
(0.13)
〜
(0.38)
0.50
〜
0.90
(0.46)
〜
(0.94)
0.30
(0.33)
0.045
(0.055)
0.050
(0.060)
− 圧延のま
まのもの
770min
8min
−
−
STY−R24) R2
− 圧延のま
まのもの
770min
8min
−
10
2種 STY−N
N
N 焼ならしを
施すもの
730min
960max
14max
9min
18max
13min
15
3種 STY−Q
Q
Q 焼入焼戻し
を施すもの
860min
1080max
16max
12min
32max
24min
15
注1)
受渡当事者間で合意のない限り,化学分析の条件は取べ分析によって証明するものとする。しかし,論議を生
じた場合には製品分析による成分値[(括弧内)の値]を判断の基準とする。
2) 鋼種記号STY−N及びSTY−Qのそれぞれについて,引張強さに対する伸び及び絞りの最小値は,比例計算に
よって求める。
3) 3個の平均値を示す。3個の内の最低値が,規定値の70%以上である場合は,規定値を下回ってもよい。
4) 1種のタイヤのR1及びR2は,試験方法によって区別する。R1は試験鋼塊による引張試験を行うもの。R2は
製品本体の引張試験を行うもの。
表2-1 試験の種類と数
1
2
3
4
5
6
7
8
試験検査
熱処理条件ごとの試験
検査1)2)
注3)4)
試験
ロット5)
試験ロットごとに試験
検査を受けるべき
タイヤの数
1個のタイ
ヤでの試験
個数
N
E
≦100タイヤ >100タイヤ
化学分析
取べ分析6)
m
m
−
c
1
1
1
製品分析6)
o
o
−
c
1
2
1
機械試験
引張試験
m
m
h
c, h
1
2
1
衝撃試験
m
m
h
c, h
1
2
3
ミクロ組織
−
o
h
c, h
1
2
1
マクロ組織観察−マクロ写真
o
o
−
c
1
2
1
ブリネル硬さ(均一性)
o
m
h
c, h
10% (N)
100% (E)
1
1
超音波探傷検査
o
o
h
t
100%
1
寸法検査
m
m
f
t
100%
1
注1)
N=焼ならし又は焼ならし焼戻し,E=全体焼入れ焼戻し
2) m=必す,o=任意,すなわち,注文書又は添付書類に指定されている場合だけ行う必要のあるもの。
3) 受渡当事者間で合意のない限り(7.1参照),取べ分析を除く試験検査は,製造業者の認定部門の立会いのもと
に行う。
4) h=試験は指定された熱処理前には実施しない。f=合否試験は最終納入状態(完成品)で行う。
5) c=同一溶解からのタイヤ,c, h=同一溶解,同一熱処理ロットからのタイヤ,t=タイヤ1個ごとが試験単位で
ある。
6) 製品分析が指定されていない場合は,製造業者は,最初の立会い時に,取べ分析結果の証明書を提出する。
6
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
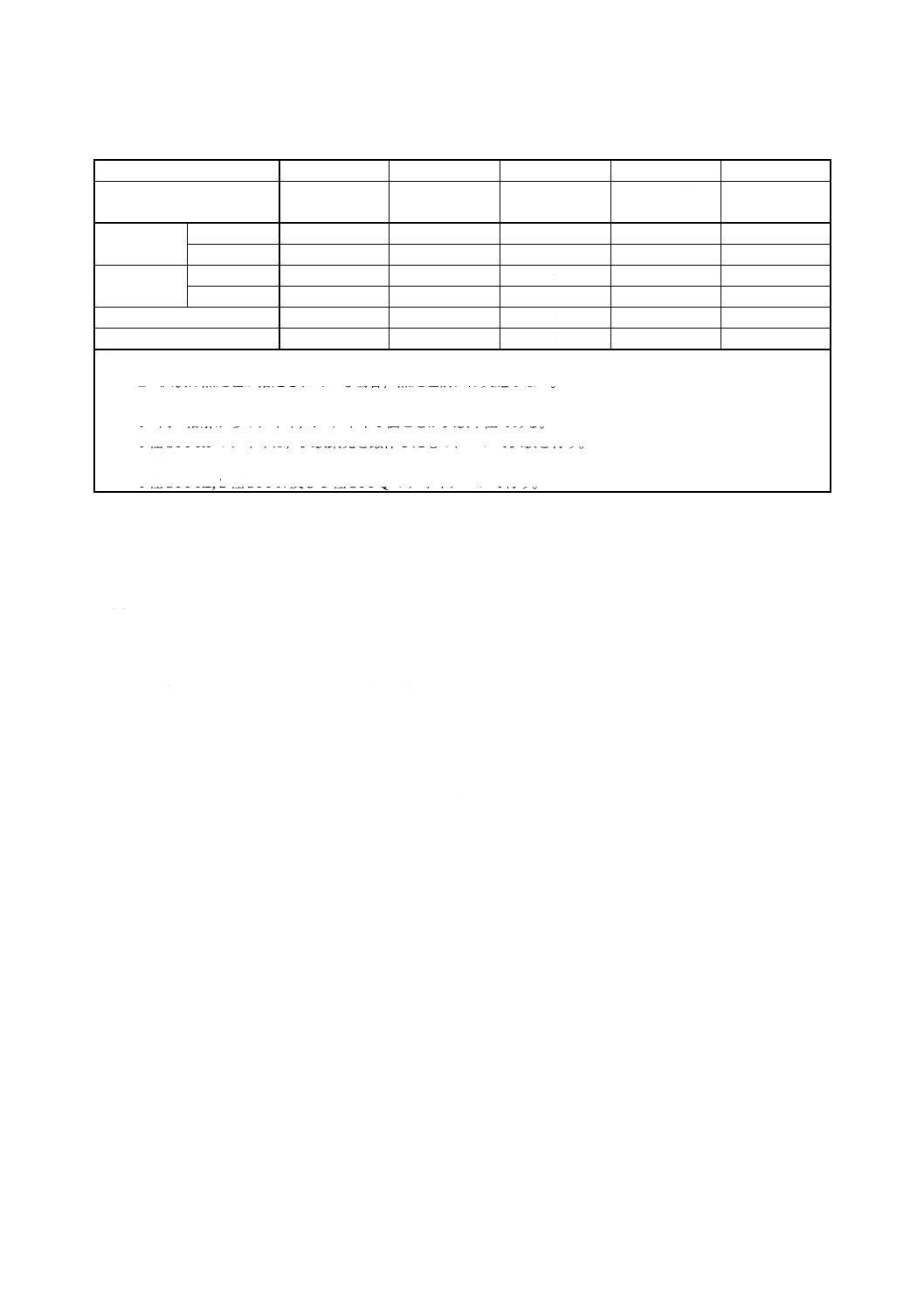
表2-2 試験の種類と数
1
2
3
4
5
6
試験検査
試験検査は必す
又は任意1)
注2)
試験
ロット3)
試験ロットごとの
供試タイヤの数
1個のタイヤで
の試験個数
化学分析
取べ分析
m
−
c
−
−
製品分析
o
−
c
1
1
機械的性質
引張試験4)
m
h
c
1
1
衝撃試験5)
m
h
c
1
3
形状及び寸法検査
m
f
t
100%
1
外観検査
m
f
t
100%
1
注1)
m=必す,o=任意
2) h=試験は熱処理が指定されている場合,熱処理前には実施しない。
f=合否試験は最終納入状態(完成品)で行う。
3) c=同一溶解からのタイヤ,t=タイヤ1個ごとが試験単位である。
4) 1種STY-R1のタイヤは,試験鋼塊を鍛伸したものについて試験を行う。
1種STY-R2, 2種STY-N及び3種STY-Qのタイヤは,タイヤ本体について試験を行う。
5) 1種STY-R2, 2種STY-N及び3種STY-Qのタイヤについて行う。
5. 要求事項
5.1
化学成分
5.1.1
タイヤの化学成分は,表1-1又は表1-2に示す要求に合致するものとする。
5.1.2
受渡当事者間で合意のない限り,取べ分析の結果が,表1-1又は表1-2の該当規定に合格している
ときは,製品分析の結果に対する要求は満足されたものとみなす。
5.2
物理的性質
5.2.1
外観 タイヤには,まくれ込みや,ばりがあってはならない。表面には,注文書又はその添付書類
で指定された位置以外に刻印がないこと。ただし,ブリネル硬さ圧こんはリム表面に残っていてもよい。
5.2.2
健全さ タイヤは全体が健全であり,使用に支障をきたす欠陥がないこと。
5.2.2.1
ミクロ組織検査 焼入れ焼戻しを施工したタイヤに対して,ミクロ組織検査(表2-1参照)が受
渡当事者間で合意されている場合は,組織に関する条件(合格基準)についても合意すること(7.7.3.4参
照)。
5.2.2.2
マクロ組織観察 マクロ組織観察が要求されている場合(表2-1参照)は,研削後表面の検査で
欠陥がないこと。
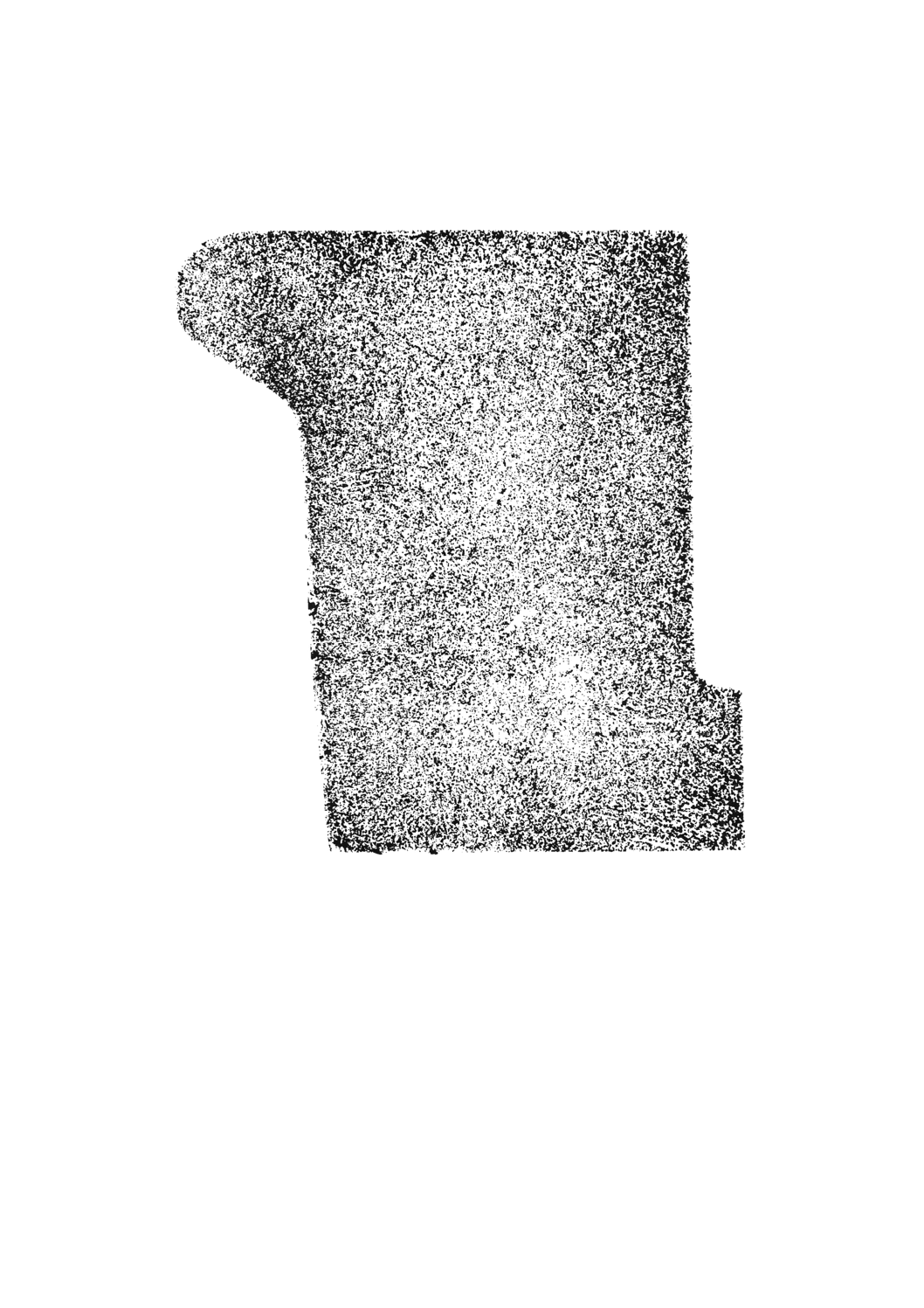
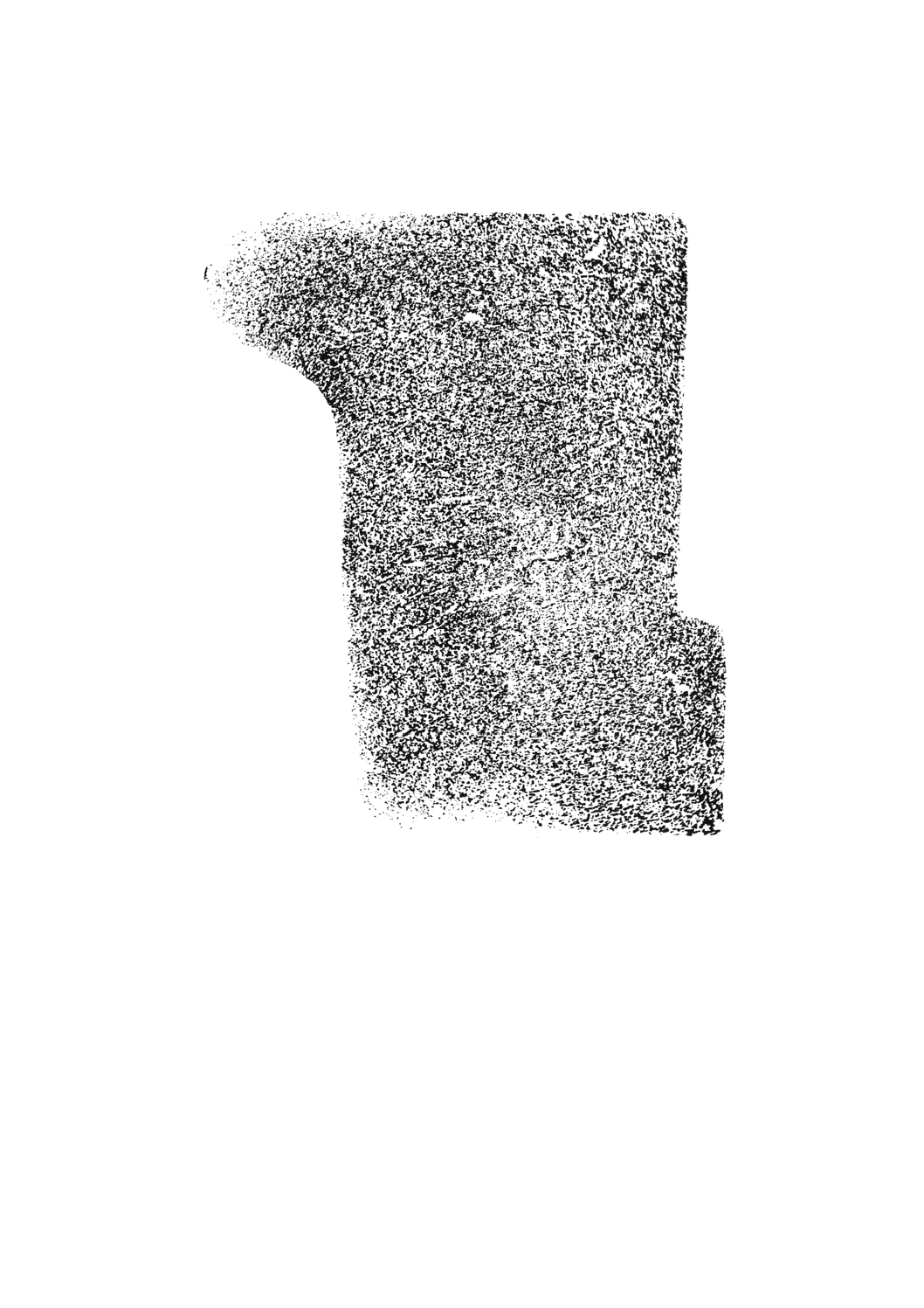
5.2.2.3
マクロ写真観察 マクロ写真観察が要求されている場合(表2-1参照)は,サルファープリント
によって,附属書Aの写真集に含まれる写真より重度の欠陥がないこと。
5.2.2.4
超音波探傷検査 超音波探傷検査を指定する場合(表2-1参照)は,ISO 5948 : 1994に規定され
た合格基準を適用する。
5.2.3
硬さの均一性 注文の際に指定されている場合には,同一バッチ,類似寸法,同一等級のタイヤか
ら得られた硬さの最大値と最小値の差は,表1-1の規定を満足する。
5.3
機械的性質 タイヤの機械的性質は,表1-1又は表1-2の規定を満足する。
5.4
寸法特性
5.4.1
タイヤの寸法は,発注時に発注者の図面によって規定する。
5.4.2
寸法と形状についての公差,及び許される加工取りしろは,JIS E 5401-2の規定による。
5.5
マーキング 指定された寸法の刻印を注文書又はその添付書類で指定された位置に行う。
7
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
特に指定のない限り,各タイヤには次の刻印を行う。
a) 表1-1,表1-2を適用して製造する場合は,次の刻印を行う。
1) 製造業者名又はその略号
2) 溶解番号
3) 鋼の等級と熱処理条件(4.2参照)
4) 製造年月(製造年の下2けたとその製造月)
5) 検査員の刻印
b) 表1-2,表2-2を適用して製造する場合は,次の刻印を行う。
1) 製造業者名又はその略号
2) 製造年月又はその略号
3) 溶解番号
4) 鋼種記号の略号(表1-2参照)
発注者の指定のない限り,刻印は圧延直後に熱間刻印する。刻印は高さ8〜10mm,深さは約4mmで,
タイヤの反フランジ側の側面に,繰り返し踏面を削正しても残るように打刻する。鋭角な文字の形をした
刻印は使わない(6.4参照)。
ただし,納入時に刻印打刻面が“仕上げ”又は“組立用”状態になっている場合は,冷間で刻印しても
構わない。
また,規定の位置に刻印できない場合には,フランジ側の側面に刻印しても差し支えない。
6. 製造
6.1
製鋼工程 タイヤは平炉,電気炉又は塩基性酸素炉(転炉)によって製造された鋼を用いて製造す
る。受渡当事者間の合意によって他の工程を用いてもよい。鋼は,炉又は取べで脱酸し,受渡当事者間で
特別な申し合わせがない限り,下注ぎ造塊又は連続鋳造で用いる。
6.2
製造工程 製造業者は,タイヤを次のいずれかによって製造する。
− 二つ以上のタイヤを製造可能なインゴット
− ブルーム
特殊な1個ごとのインゴットは,発注者との事前の申し合わせのある場合だけ使用してもよい。
切り捨てはインゴットの欠陥部分を除去するために十分に行う。表面の欠陥は製造前又は製造中に完全
に除去する。もし,これが可能でない場合は,欠陥をもつ部分は廃棄する(6.3参照)。インゴット又はブ
ルームの鋼片は,ハンマーかプレスで鍛造及びさく孔する。その後,ハンマー,プレス又は荒圧延機で荒
成形し,最終的に仕上圧延を行う。必要であればサイジング(整形)を行う。仕上げた圧延タイヤは5.4
を満足するものとする。
大きな偏析を除去するのに十分なさく孔を行う。これらの作業でまくれが生じた場合には,そのまくれ
がタイヤの以後の製造及び使用に悪影響を与えかねないため,圧延の前に除去すること。ただし,のちの
加工段階で除去できるだけの取りしろがある場合は,この限りでない。
熱間加工中は適切な注意を払い,高温での作業中断によって生じるオーバーヒートや,粗粒化による材
料の損傷を防止しなければならない。一般的に鍛造は1 260℃以上で行うべきではなく,また,850℃から
1 000℃の間で終了すべきである。鍛造や圧延,適用されている場合にはサイジング,そして識別マークの
打刻後,タイヤは静止した空気中で冷却する。もし,鋼の脱ガスが行われていない場合は,白点の発生を
避けるため適切な注意を払う(4.2参照)。
8
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
欠陥部分の除去 5.2.1及び5.2.2に指定されている健全さの特性に合格しない欠陥部分は,製造前又
は製造中に除去する。
6.4
製造中のタイヤの識別 インゴット,鋼片及びタイヤは,納入前に各タイヤが5.5の規定どおり識別
できるように,各製造段階で適切な刻印で表示する。もし,打刻する識別マークが5.5に規定の最終識別
マークと異なる場合は,仕上タイヤには残らないように,浅く打刻する。
6.5
熱処理 成形と打刻ののち,注文書又はその添付書類に指定されている場合,その指定に従って,
タイヤに熱処理を施す。一般的には,複数の異なった熱処理作業を行い,同じタイヤの相当箇所及び同一
ロットからのタイヤの組織の均一性を保証する。
6.6
表面欠陥の除去
6.6.1
許容される補修 熱き裂が発生せず,かつ,寸法公差が維持されるという条件で,チッピング(は
つり),機械加工,又は軽度のグラインダ手入れによって表面の欠陥を除去してよい。
タイヤの成形及び熱処理ののち,6mmを超えないだ(楕)円は,再熱処理せずに冷間でひずみ取りをし
てもよい。
6.6.2
許容されない補修 溶接,ガス流し,加熱,ガウジング,や(冶)金的,電気的又は化学的方法に
よる盛り金など欠陥を隠すための補修は行ってはならない。これらを行った場合は,熱処理ロット全数を
不合格とする。
7. 検査
7.1
責任及び検査の体制
7.1.1
発注者は,製造方法(6.参照)と品質要求事項(5.参照)の遵守を確認するための検査に関し,発
注時に下記のいずれかを選択する。
a) 製造業者の認定部門(1)に委任する。
b) 発注者又は発注者が委任した代理人又は機関の立会いで行う。
発注時に指定されない限り7.1.1a)が適用される。品質要求事項の検査は,表2-1の第2列,第3列又
は表2-2の第2列によるものとする。
注(1) 認定部門とは,製造部門から独立した製造業者の試験及び検査証明部門で,ISO 10474 : 1991に
規定した3.1B形式の検査証明書を発行する権限をもつ部門をいう。
7.1.2
発注者が製造業者の認定部門へ検査を委託した場合でも,発注者の製造管理,試験及び検査方法の
有効性を監視する権利は保有する。
この点において,発注者は製造業者の責任のもとに行ういかなる試験にも立会うことができ,また,検
査記録を検証することができる。
7.2
製造監査
7.2.1
製造監査が製造業者の認定部門の責任であっても,発注者の責任であっても,次の事項を適用する。
7.2.1.1
JIS Z 9901又はJIS Z 9902に関する品質システムの認証を取得していない製造業者は,注文の製
品を完成させるために用いる,主なプロセスについて発注者に通知する。その後,基本的なプロセス変更
を採用する際,それがタイヤの品質に影響を及ぼす可能性のある場合は,その旨発注者に通知し,事前の
承認を得なければならない。
監査が発注者の責任である場合,発注者の代表者は,製造プロセスがこの規格及び事前の合意事項に合
致しているか確認するために,自由に監査できなければならない。
9
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2.1.2
JIS Z 9901又はJIS Z 9902に関する品質システムの認証を取得していない製造業者は,承認申請
に際してこの規格に規定された製造上の要求事項が,満足していることを証明しなければならない(7.5
参照)。
7.3
タイヤ品質の検査
7.3.1
試験の種類 表2-1又は表2-2は,行うべき試験の種類と,それらが必すか任意であるかを規定し
ている。
7.3.2
試験ロット 各試験の種類に対して,表2-1の第5列又は表2-2の第4列は試験ロットの構成を規
定している。
それぞれの機械的性質の検査において,各試験ロットは同じ溶解から製造され,熱処理が指定されてい
る場合は,同じ熱処理を受けたタイヤから構成されるものとする。異なる寸法のタイヤを含んでも構わな
い。
7.3.3
検査供試タイヤの条件 検査に供される際には,タイヤの状態が表2-1の第4列又は表2-2の第3
列の条件に合致するものとする。
7.4
発注者立会いへの供試 発注者[7.1.1b)参照]は,書面によって(7.5.2参照)立会い日時の申請
を受ける。この申請書には,注文照合番号と機械的性質の試験を行う各ロットを構成するタイヤの数量を
記載する。
7.5
証明
7.5.1
製造監査が製造業者の認定部門の責任であろうと,発注者の責任であろうと,製造業者はこの規格
の製造要求事項が満たされていることを証明しなければならない。ISO 10474 : 1991に準拠した最終検査証
明書は,次の試験の結果も含むものとする。
− 化学成分
− 引張試験
− 衝撃試験
7.5.2
製造業者は次の時点において,製造業者が責任を負う試験検査の証明書を提出するものとする。
a) 製造業者が全試験に対し委任された責任を負う場合は,引き渡し時。
b) 製造業者が試験のある部分に関し委任された責任を負う場合は,最初の立会い時。
7.6
検査試験の個数 検査に供される試験ロットごとのタイヤの数量及び1個のタイヤでの試験個数は,
表2-1の第6列〜8列又は表2-2の第5列〜6列に示す。
7.7
供試材及び試験片の抜取り並びに準備
7.7.1
サンプル採取 熱処理ロットを確認後,検査員は試験用にタイヤを無作為に選び,消えないように
刻印する。
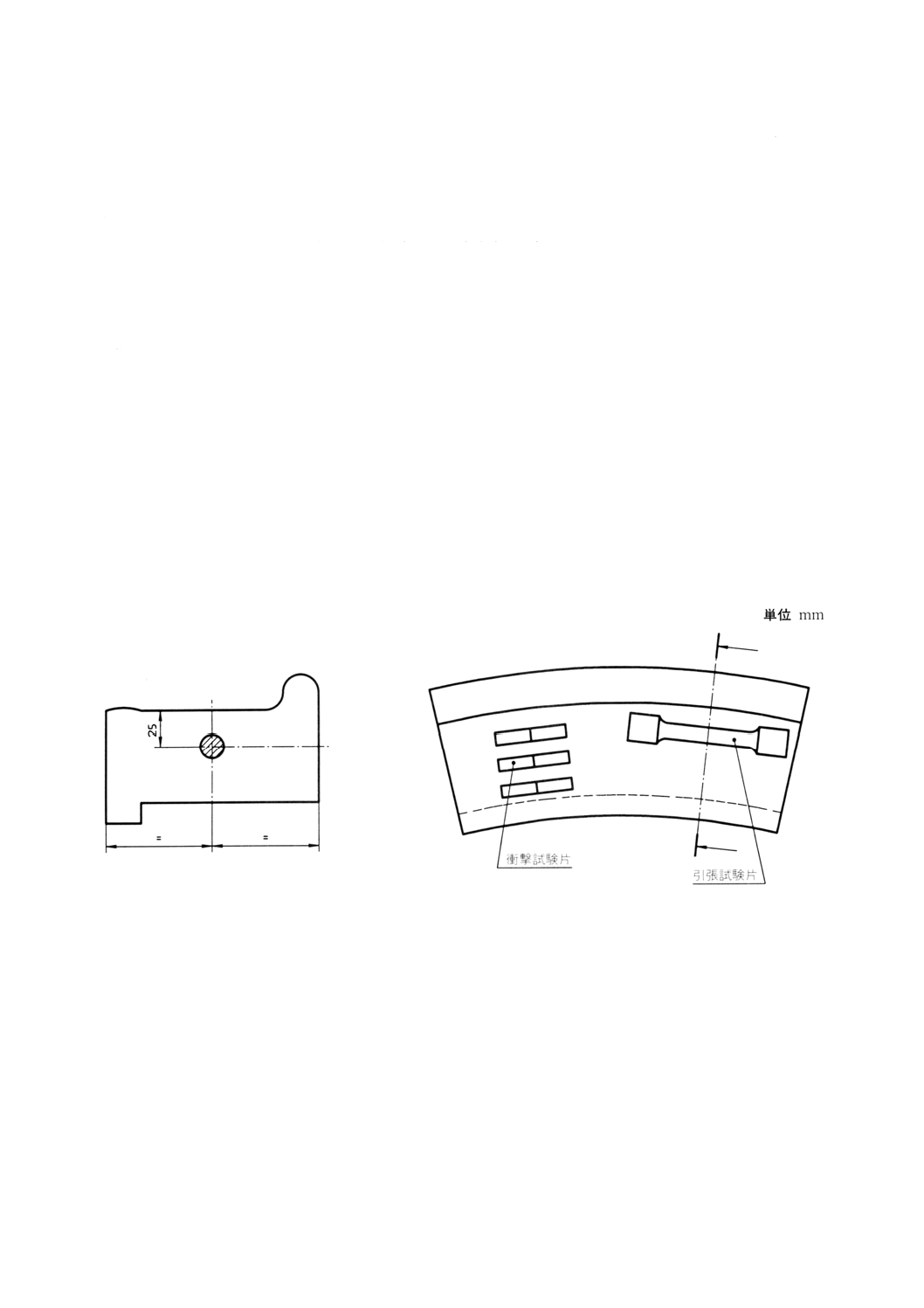
タイヤから試験片を採取する際には,試験に供される各タイヤに切り出す供試片のけがき線を引く(図
1参照)。
7.7.2
供試材と試験片の準備 特に指定されない限り,供試材と試験片の準備条件は,ISO 377-2 : 1989
又はJIS G 0303 : 1972に従う。
なお,供試材と試験片上の検査員の表示及び刻印は保存し,検査員の立会いのもと以外では変更しては
ならない。
7.7.3
試験片の数と位置 試験片は前もって刻印された供試材断面から採取し,検査員が識別のための刻
印を行う。
10
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.7.3.1
製品の分析 製品分析を行う場合には,供試材は次のいずれかの方法で,ISO 377-2又はJIS G
0303に従って採取する。
a) タイヤ径方向断面を代表する試験片から採取する。
b) 図1に従って引張試験片から採取する。
7.7.3.2
引張試験 図1に示す位置で,供試品から試験片を1個選択する。
a) 表1-1の鋼種の試験片はISO 6892 : 1984の要求事項に従って準備し,直径 (d) が少なくとも10mm,
ゲージ長さが5dが望ましい。
b) 表1-2の鋼種の場合は,次のとおりとする。
1) 1種STY-R1のタイヤについては,1溶鋼ごとに製作した1辺の長さが約70mmの方形断面で,長さ
が150mm以上の試験鋼塊を,径が30mmになるまで鍛錬したものから採取する。
2) 1種STY-R2,2種及び3種のタイヤについては,1溶鋼ごとに1個のタイヤから,図1に示す位置
から採取する。
3) 引張試験片は,JIS Z 2201に規定する4号試験片を用いる。
7.7.3.3
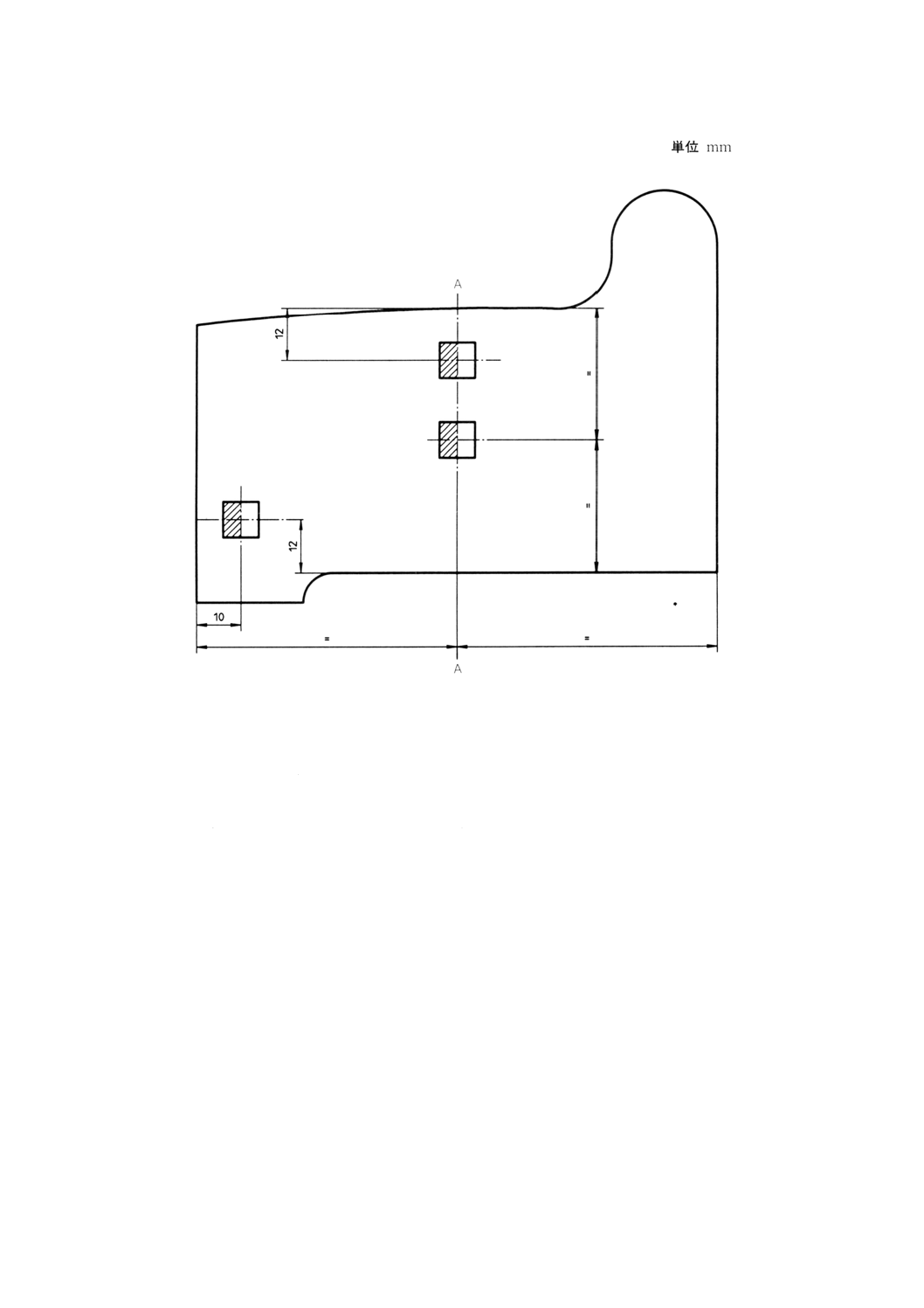
衝撃試験(Uノッチ) 図1及び図2に示す位置で,供試品から試験片を3個取り出す。
衝撃試験片は断面AAに平行な長手方向(円周方向)平面を識別するマークを付ける(図2参照)。
試験片はJIS Z 2242 : 1993[ISO 83 : 1976(備考 ISO 83 : 1976と一致している。)]の要求事項に従って
準備する。
ノッチ底の円筒の中心軸は,直径AAに平行になるものとする(図2参照)。
図1 引張試験片及び衝撃試験片の位置
11
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 衝撃試験片の位置
7.7.3.4
ミクロ組織観察 焼入れ焼戻しされたタイヤに対するミクロ組織の検査が要求されている場合
(表2-1参照)は,受渡当事者間で試験片の位置も合意しておくこと。
7.7.3.5
マクロ組織観察及びマクロ写真 マクロ組織観察及びマクロ写真が要求されている場合(表2-1
参照)試験片は,タイヤの径方向断面の薄片とし,片方の表面は加工マーク(バイト目)を除去し,明り
ょうなマクロ写真が得られるように十分に研削,研磨すること。
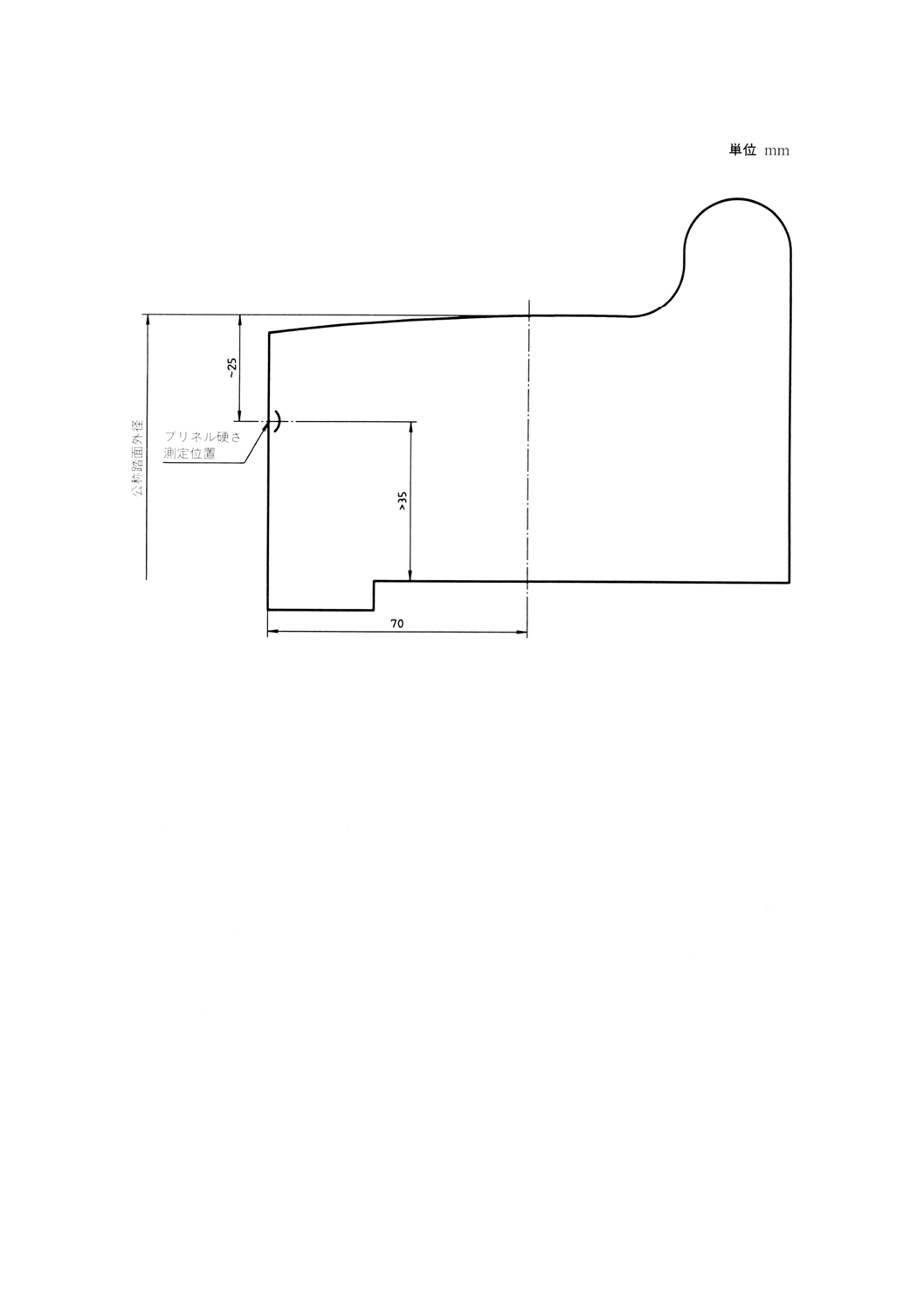
7.7.3.6
硬さ 硬さ試験が要求されている場合(表2-1参照)は,試験する各タイヤについて,反フラン
ジ側の平面上において,ブリネル硬さ試験を行う。硬さ測定の位置はタイヤの最大内径から径方向に35mm
以上離れた円周上とする(図3参照)。
この位置はグラインダー又はミーリングによって脱炭層を除去する。
12
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 ブリネル硬さ測定位置
7.7.3.7
超音波検査 超音波検査が要求されている場合(表2-1参照)は,熱処理後のタイヤで検査を行
う。受渡当事者間で合意がない場合,探傷範囲はISO 5948 : 1994に規定されるとおりとする。
7.8
試験方法
7.8.1
化学分析 化学分析は,相当する国際規格によって定義された方法か又は発注者が同意した他の方
法によって行う。疑義の生じた場合には,ISOが推奨する試験方法だけを使用する。
JISを適用して化学分析を行う場合の分析方法は,JIS G 1211,JIS G 1212,JIS G 1213,JIS G 1214,JIS
G 1215,JIS G 1219,JIS G 1253及びJIS G 1257のとおりとする。
7.8.2
引張試験 引張試験は,ISO 6892 : 1984又はJIS Z 2241 : 1993の条件によって行う。
7.8.3
衝撃試験(Uノッチ) 衝撃試験は,JIS Z 2242 : 1993(金属材料衝撃試験方法)〔ISO 83 : 1976 Steel
−Charpy impact test (U-notch).[鉄鋼−シャルピー衝撃試験(Uノッチ)]〕の条件に基づいて行う。
7.8.4
ミクロ組織観察 ミクロ組織検査が要求されている場合(表2-1参照)は,詳細について受渡当事
者間で合意すること。
7.8.5
マクロ組織観察 マクロ組織観察が要求されている場合(表2-1参照)は,試験片の研磨面を5又
はそれ以下の倍率で検査する。
7.8.6
マクロ写真観察 マクロ写真観察が要求されている場合(表2-1参照)は,7.8.5に定義された検査
に合格した後,研磨後脱脂した表面に,あらかじめ2%純硫酸溶液に浸せきしたゼラチンシルバー印画紙
をはり付ける。その後3分間放置する。この手法によって作られたプリントの例を附属書Aに示す。
13
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.8.7
ブリネル硬さ ブリネル硬さ試験が要求されている場合(表2-1参照)は,ISO 6506 : 1981, Metallic
mate-rials−Hardness test−Brinell testの条件に準拠してブリネル硬さ試験を行う。
7.8.8
超音波探傷検査 超音波探傷検査が要求されている場合(表2-1参照)は,ISO 5948 : 1994, Railway
rolling stock material−Ultrasonic acceptance testingの条件に準拠して超音波探傷試験を行う。
7.8.9
外観検査 外観は,納入前に目視によりチェックする。
7.8.10 寸法検査 寸法検査は,JIS E 5401-2 : 1998に従って行う。
7.9
合否の判定 外観又は寸法に欠陥のあるタイヤは不合格とする。超音波探傷検査によって,許容欠
陥以上の欠陥が発見された場合にも同様である。その他の検査結果が要求基準を満たさない場合はISO
404 : 1992に従い,該当するロットを不合格とする。
合格したすべてのタイヤに完成検査の後,出荷前に検査員マークを表示する。検査員のマークは製造業
者刻印に隣接して表示する。
7.10 再試験
a) 表2-1の検査を行った場合の再試験は,受渡当事者間で合意のない限りISO 404 : 1992の規定にした。
b) 表2-2の検査を行った場合の再試験は,JIS G 0303 : 1972及び次による。
1) 試験鋼塊からの引張試験で,成績の一部が規定に適合しない場合には,更に試験鋼塊から2個の試
験片を採って再試験を行うことができる。
2) 試験鋼塊からの2個の引張試験で,成績の一部が規定に適合しない場合は,この溶鋼に属するタイ
ヤ1個の所定の位置から試験片を採って再試験を行う。
3) 1種のタイヤで,2個の引張試験の成績の一部又は全部が規定に適合しない場合には,この溶鋼に属
するタイヤ全数に熱処理を施したのち,再試験を行うことができる。この場合の試験片の数は,1
溶鋼ごとに1個とする。
備考 この再試験を行う場合は,受渡当事者間の協定による。
8. 納入 検査に合格したタイヤは,発注書又は添付書類に指定されている場合に限り,保管及び出荷の
前に防せい処理を施す。
備考 防せい塗装の効果は,特に海上輸送や高湿度の地域では寿命が限られる。したがって,引き渡
しされたタイヤは目的地到着後直ちに,防せい処理の再施工の要否を確認すべきである。
9. 保証 契約書における,保証の対象とする項目は受渡当事者間で合意すること。

14
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) サルファープリント例
15
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
16
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。

18
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
19
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
E 5401-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS鉄道車両一般分野規格整合化推進委員会 構成表
氏名
所属
(委員長)
湯 川 靖 司
近畿車輛株式会社車輛事業本部
山 本 克 己
工業技術院標準部
三 塚 隆 正
財団法人日本規格協会
秋 元 孝 生
運輸省鉄道局
岡 本 勲
財団法人鉄道総合技術研究所技術開発事業本部
潤 賀 健 一
財団法人鉄道総合技術研究所技術開発事業本部
吉 田 行 廣
東日本旅客鉄道株式会社鉄道事業本部
渋 谷 進
東海旅客鉄道株式会社新幹線事業本部
田 仲 文 郎
西日本旅客鉄道株式会社鉄道本部
鈴 木 肇
社団法人日本民営鉄道協会
新 井 東 一
関東鉄道協会車両部会(西武鉄道株式会社車両部)
鈴 木 常 之
株式会社日立製作所交通事業部
(幹事)
川 端 俊 夫
東急車輛製造株式会社横浜製作所車両技術品質管理部
大 川 浩 平
日本車輛製造株式会社鉄道車両本部
工 藤 斉
株式会社東芝府中工場車両システム部
千 崎 文 雄
富士電機株式会社産業事業本部
漆 原 昭
住友金属工業株式会社関西製造所輪軸鍛鋼品製造部
(事務局)
小笠原 静 夫
社団法人日本鉄道車輛工業会
太 田 治
社団法人日本鉄道車輛工業会
JIS鉄道車両一般分野規格整合化推進委員会 構成表(機械関係小委員会)
氏名
所属
(主査)
岡 本 勲
財団法人鉄道総合技術研究所技術開発事業本部
三 塚 隆 正
財団法人日本規格協会
吉 田 行 廣
東日本旅客鉄道株式会社鉄道事業本部
田 仲 文 郎
西日本旅客鉄道株式会社鉄道本部
新 井 東 一
関東鉄道共同車両部会(西武鉄道株式会社車両部)
鈴 木 常 之
株式会社日立製作所交通事業部
日 野 毅
株式会社新潟鉄工所交通システム事業部
(幹事)
大 川 浩 平
日本車輛製造株式会社鉄道車両本部
漆 原 昭
住友金属工業株式会社関西製造所
小 山 泰
三菱重工業株式会社機械事業本部
中 栄 周 三
株式会社日本製鋼所電子・産業機械販売部
(事務局)
太 田 治
社団法人日本鉄道車輛工業会