E 4502-2:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 発注者の指定項目 ············································································································· 2
4 仕上げの程度 ··················································································································· 2
5 要求事項 ························································································································· 3
5.1 寸法 ···························································································································· 3
5.2 表面粗さ ······················································································································ 4
5.3 加工センタ ··················································································································· 4
6 検査······························································································································· 4
6.1 寸法特性 ······················································································································ 4
6.2 表面粗さ ······················································································································ 4
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 8
E 4502-2:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄道車輌工業会(JARI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,国土交通大臣が改正した日本工業規
格である。これによって,JIS E 4502-2:2001は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。国土交通大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS E 4502の規格群には,次に示す部編成がある。
JIS E 4502-1 第1部:品質要求
JIS E 4502-2 第2部:寸法要求
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 4502-2:2015
鉄道車両−車軸−第2部:寸法要求
Rolling stock-Axles-Part 2: Dimensional requirements
序文
この規格は,1986年に第1版として発行されたISO 1005-9を基とし,我が国の実情に合わせるため,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
1.1
この規格は,鉄道車両に用いる車軸の寸法に関する要求事項について規定する。
1.2
JIS E 4502-1の表1(Aシリーズ車軸の鋼種,化学成分,出荷時の熱処理及び機械的性質)に適合す
るAシリーズ車軸の寸法は,1.3以降の規定を適用する。
また,JIS E 4502-1で区分するSシリーズ車軸の寸法は,発注者から交付される図面による。ただし,
図面に寸法の公差の指定がない箇所は,JIS B 0405による。
1.3
車軸に対する寸法に関する要求事項は,次による。
a) 種々の工程における寸法要求事項1) は,5.1に示す。
注1) 寸法要求事項とは,機械加工の取り代,寸法の公差,形状及び位置の公差をいう。
b) 車軸の表面粗さは,5.2に示す。
1.4
車軸に対する品質要求事項は,JIS E 4502-1による。
1.5
車軸の受渡し条件は,この規格によるほか,ISO 404の要求事項を適用する。
1.6
重貨物車両用車軸(すなわち,軸重22 000 kg以上),又は100 km/h以下の速度用の車軸に対する寸
法要求事項及び表面仕上げについては,引合い及び発注のときに受渡当事者間で協定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 1005-9:1986,Railway rolling stock material−Part 9: Axles for tractive and trailing stock−
Dimensional requirements(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0621 幾何偏差の定義及び表示
2
E 4502-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:ISO 1101:1983,Technical drawings−Geometrical tolerancing−Tolerancing of form,
orientation, location and run-out−Generalities, definitions, symbols, indications on drawings(MOD)
JIS E 4502-1 鉄道車両−車軸−第1部:品質要求
注記 対応国際規格:ISO 1005-3:1982,Railway rolling stock material−Part 3: Axles for tractive and
trailing stock−Quality requirements(MOD)
JIS E 4504 鉄道車両−輪軸−品質要求
注記 対応国際規格:ISO 1005-7:1982,Railway rolling stock material−Part 7: Wheelsets for tractive and
trailing stock−Quality requirements(MOD)
ISO 404,Steel and steel products−General technical delivery requirements
3
発注者の指定項目
発注者は,引合い及び発注のとき,寸法及び粗さに関して次の事項を指定する。
a) この規格の規格番号
b) 寸法付き図面
c) 車軸を使用する運転最高速度範囲[通常速度(N)又は高速(H)のいずれかの速度範囲]。
d) 仕上げの程度(箇条4参照)
e) この規格と異なる場合,寸法要求及び表面仕上げ並びに表面粗さの値。
f)
最大高さRyを使用する場合は,粗さの値[表3 注a) 参照]。
g) 特定の寸法の許容差の要否(5.1.3.2及び6.1参照)。
h) 追加検査項目の要否(6.1及び表2参照)。
4
仕上げの程度
4.1
非機械加工
鍛造又は圧延車軸において,製造業者が車軸の要求規定を満足させるために行う機械加工以外には,い
かなる機械加工も伴わない黒皮車軸の状態。
4.2
粗加工
最終仕上げされていない車軸で,加工すべき部分の全体又はその一部分だけに加工が施されている状態。
4.3
半仕上げ
加工すべき部位の一部分に仕上げ加工に相当する仕上げが施工され,他の個所は粗加工で最終仕上げが
施工されていない状態。
4.4
仕上げ
注文書又は図面によって指定された全ての加工部位の機械加工が完了している状態。ただし,車輪座の
仕上加工など輪軸の製造業者が,車軸に車輪を取り付ける直前に,通常行う加工はこの限りでない。
4.5
組立用
必要な機械加工作業が全て行われた車軸の状態。
3
E 4502-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
要求事項
5.1
寸法
5.1.1
車軸の非機械加工部分についての寸法は,表1に示す。
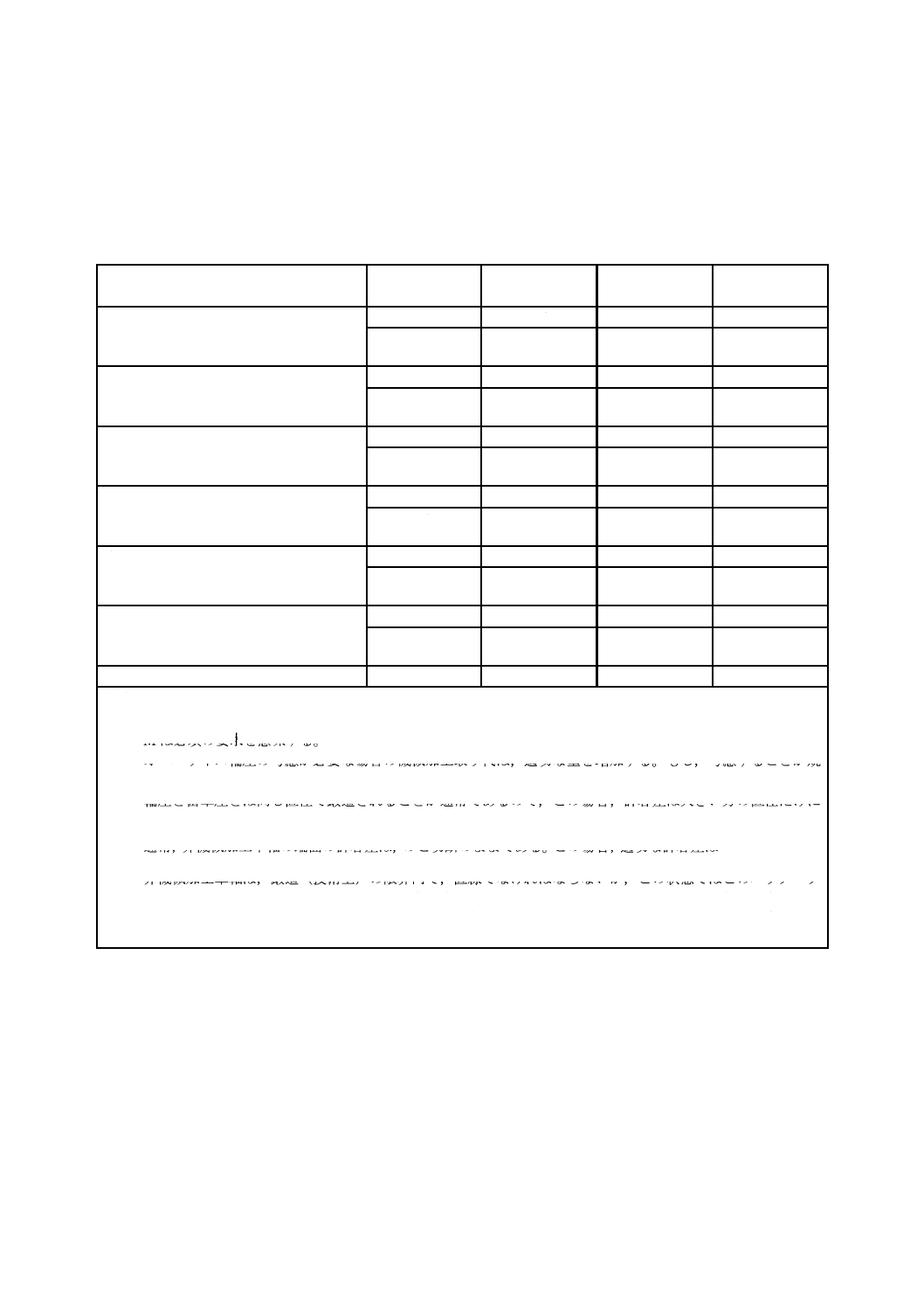
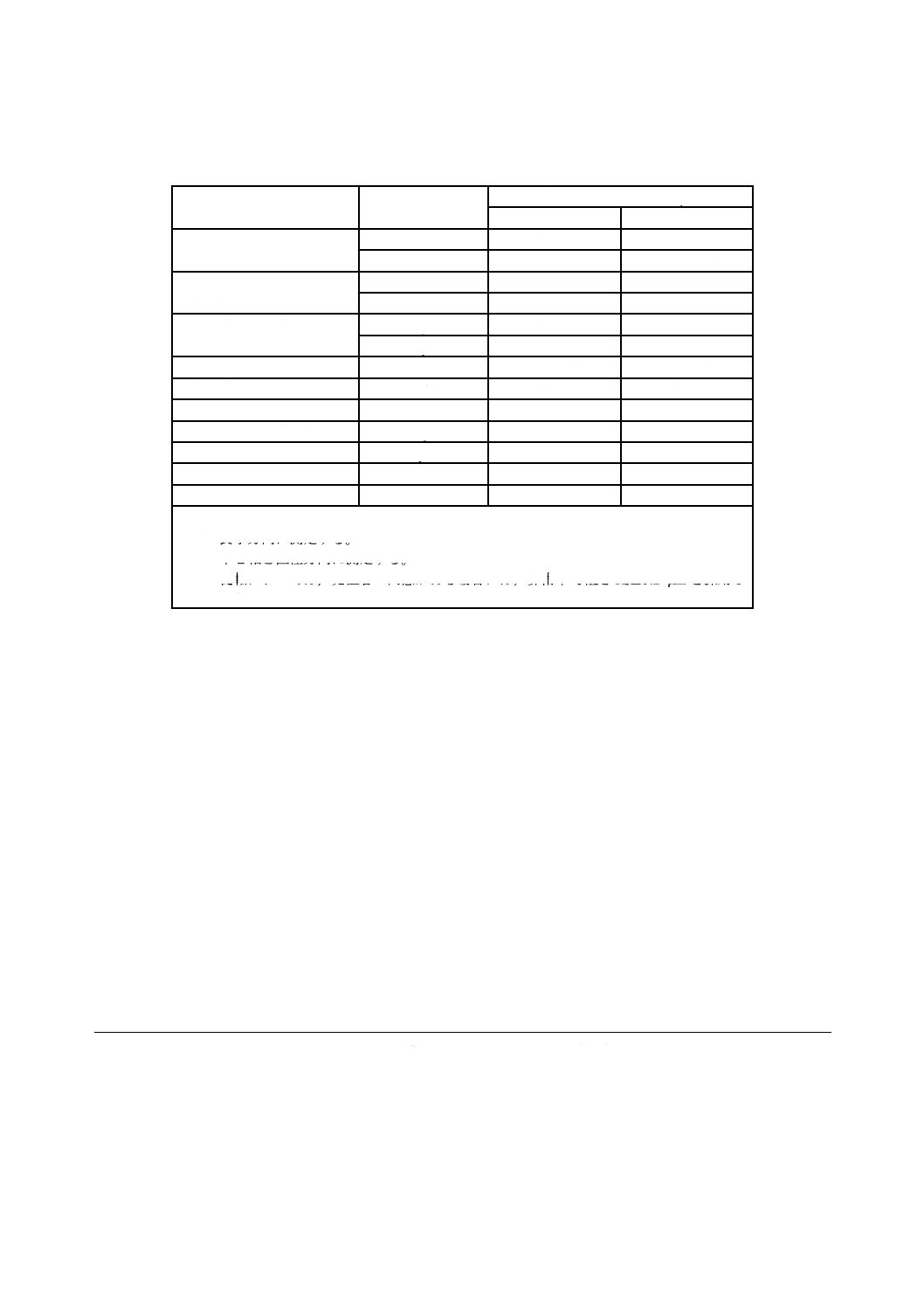
表1−非機械加工[鍛造及び圧延a)]車軸の寸法
項目
図1の記号
機械加工取り代
mm
許容差
mm
検査b)
輪座直径
A
5 c)
−
M
a d)
−
+15
0
M
歯車座,モータサスペンション軸受座な
ど
B
5
−
M
b d)
−
+15
0
M
ちりよけ座及びジャーナル直径
C
5
−
M
c
−
+15
0
M
車軸本体直径
D
5
−
M
d
−
+15
0
M
全長
F
15
−
M
f
−
+140 e)
0
M
軸座長さ(歯車座,モータサスペンショ
ン軸受座なども同様)
G
20
−
M
g
−
+30
0
M
真直度f)
−
−
−
−f)
注a) 圧延棒から製造される車軸の場合,記号A-a,B-b,C-c,D-dに対する機械加工取り代及び許容差は,大きい
方の直径に適用する。
b) Mは必須の要求を意味する。
c) オーバサイズ輪座の考慮が必要な場合の機械加工取り代は,適切な量を増加する。もし,考慮することが規
定されているが,量が指定されていない場合は,機械加工取り代は10 mmとする。
d) 輪座と歯車座とは同じ直径で鍛造されることが通常であるので,この場合,許容差は大きい方の直径だけに
適用する。
e) 通常,非機械加工車軸の端面の許容差は,のこ切断のままである。この場合,適切な許容差は
0
10
+
mmとする。
f) 非機械加工車軸は,鍛造(技術上)の限界内で,直線でなければならないが,この状態ではこのパラメータ
を正確に検査することは困難であるため,真直度に対する公差値は示していない。しかし,製造業者は粗鍛
造,又は粗圧延状態から,仕上車軸を表の許容差で製造することができるよう,非機械加工車軸の真直度を
確保しなければならない。
4
E 4502-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
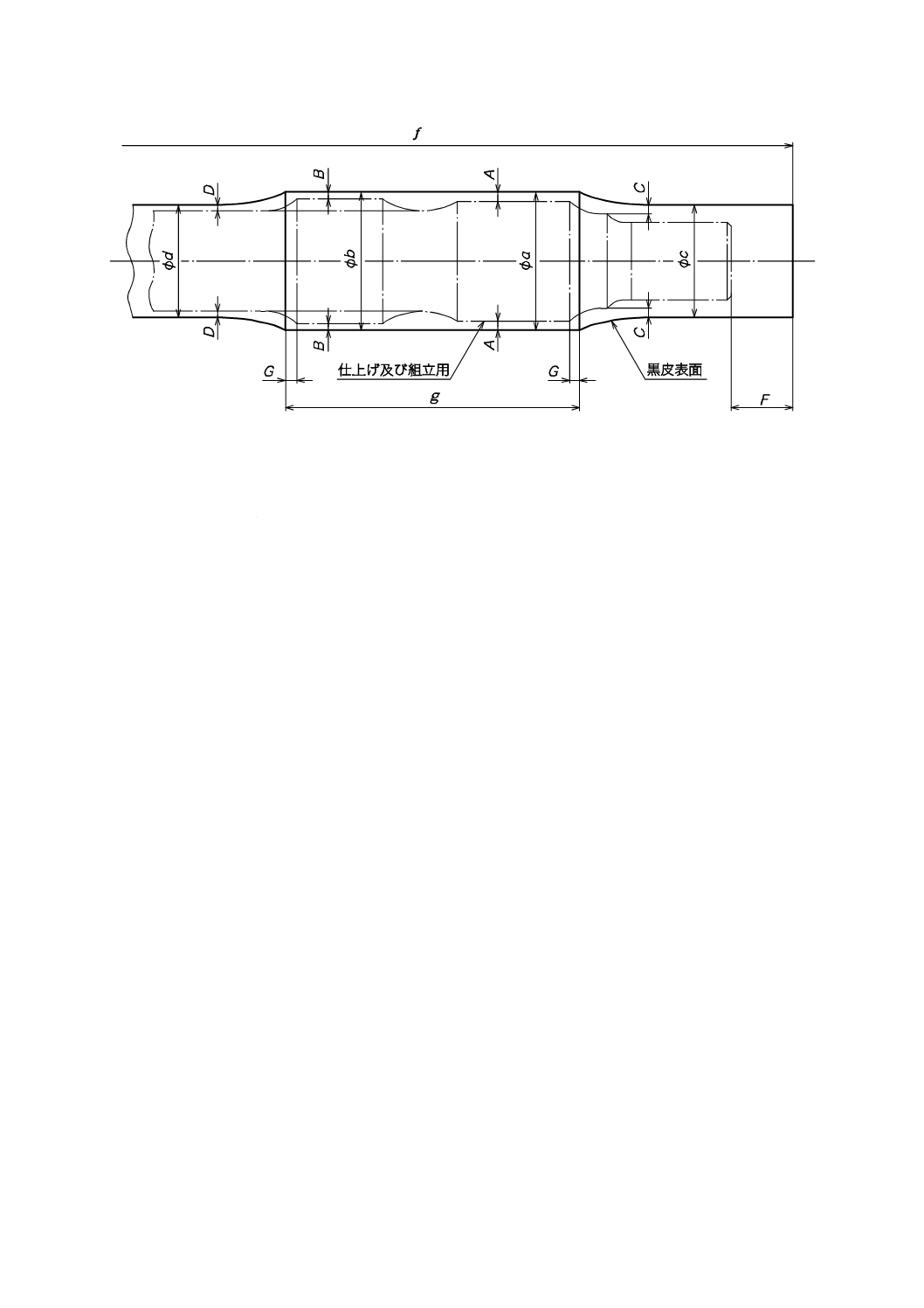
図1−表1の鍛造及び圧延の非機械加工車軸の寸法的特性を表す記号
5.1.2
車軸の粗加工及び半仕上げ部分については,引合い及び発注のときに受渡当事者間で協定する。
5.1.3
車軸の“仕上げ”部分及び“組立用”の車軸についての寸法を,表2並びに5.1.3.1及び5.1.3.2に
示す。
5.1.3.1
製造業者は関連する形状特性全てに関し,車輪を車軸に取り付けた際(JIS E 4504参照),JIS E
4504に規定された輪軸の公差を,何らの追加加工なしに満足できるよう,車軸の許容差を管理する。
5.1.3.2
特別な場合として5.1.3.1の要求の代わりに特別な許容差を適用するときは,引合いと発注の際に
協定する。この場合,受渡当事者間で協定のない限り,表2に示す幾何公差を適用する。
5.2
表面粗さ
仕上げと組立用とに加工された表面に対する算術平均粗さRaは,受渡当事者間で協定のない限り,図2
及び表3による。
5.3
加工センタ
仕上げ及び組立用の車軸は,発注者の注文書又は注文書に添付の図面に従って,旋盤用のセンタ穴を加
工する。
6
検査
6.1
寸法特性
表1及び表2の検査欄に“M”が表示されている場合は,該当する寸法特性の検査が必須である。表2
の検査欄に“O”の付いている寸法特性については,引合い及び発注のときに受渡当事者間で協定した場
合だけ検査する(5.1.3.2参照)。種々の形状,公差に関する用語の定義は,JIS B 0621による。
6.2
表面粗さ
表面粗さの合否検査を要求する場合は,受渡当事者間で引合い及び発注のときに,検査を行う車軸数及
びその他の必要な事項の詳細について協定する。
5
E 4502-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
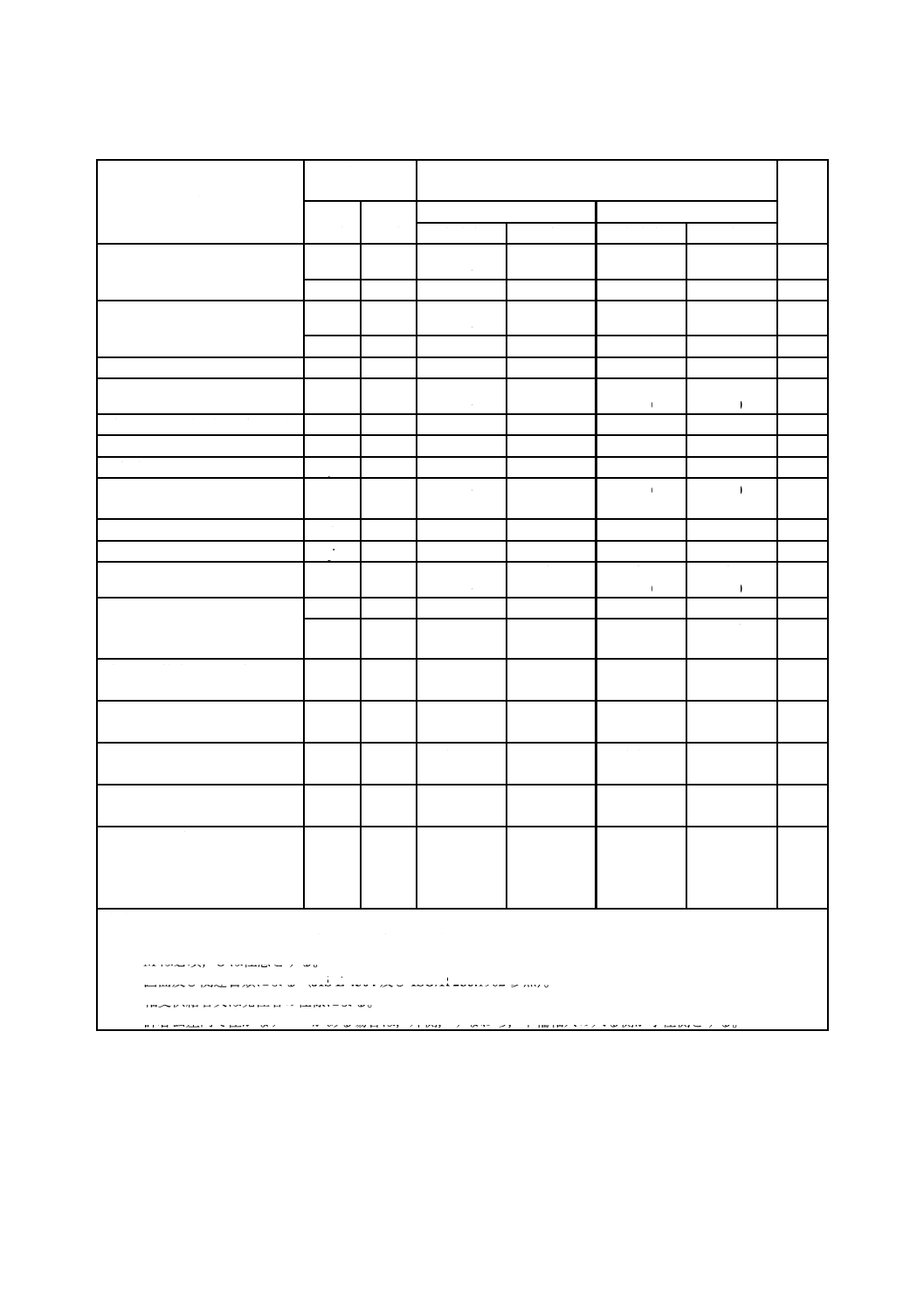
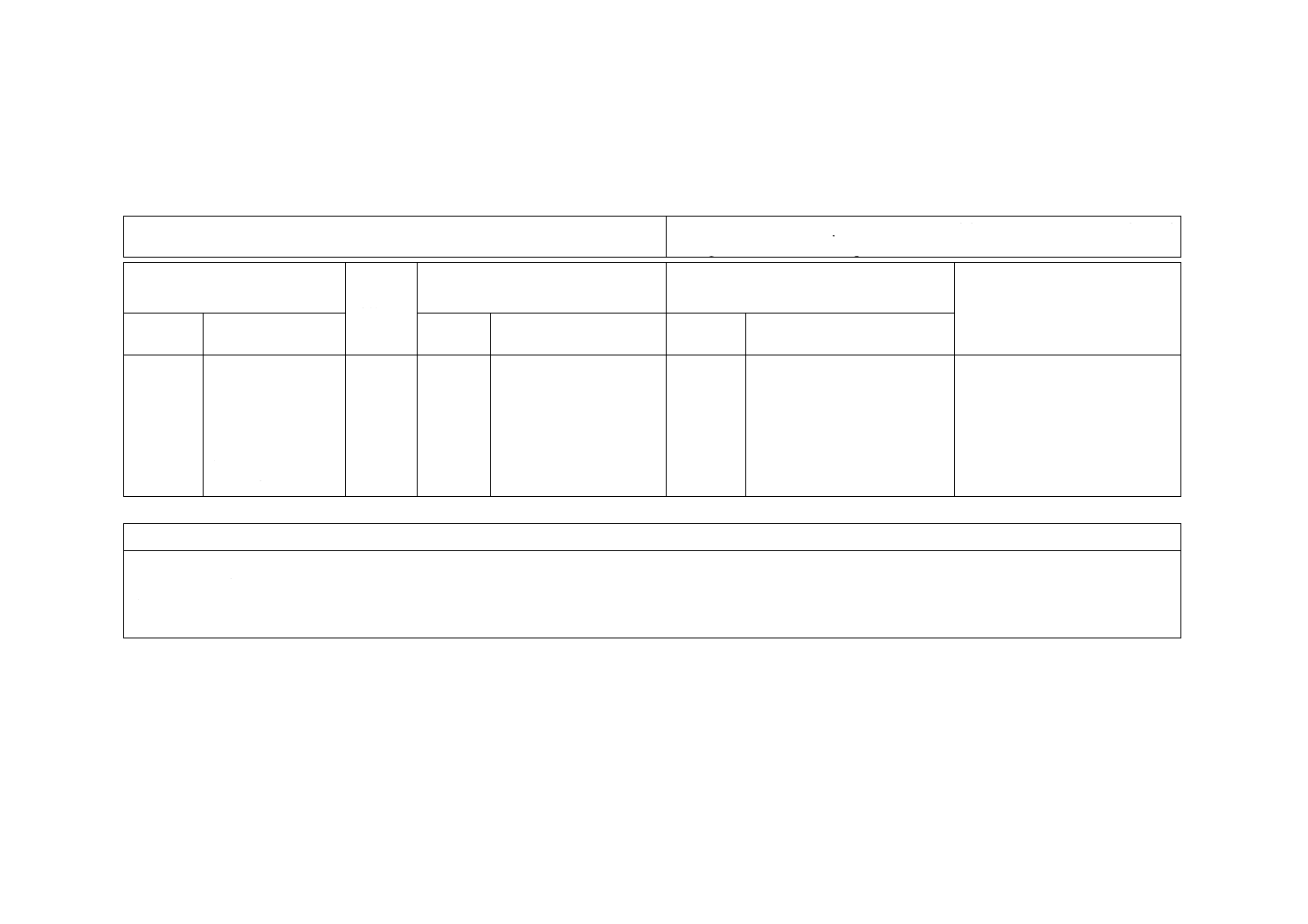
表2−車軸の仕上げ部分及び組立用に関する寸法a)
項目
図2 a) 及びb)
の対応記号
許容差
mm
検査
b)
寸法の
公差
幾何
公差
仕上げ
組立用
通常速度用
高速用
通常速度用
高速用
輪座直径
a1
−
+2
0
+2
0
−
−
M
a2
−
−
−
−c)
−c)
M
歯車座直径,モータサスペンシ
ョン軸受座直径など
b1
−
+2
0
+2
0
−
−
M
b2
−
−
−
−d)
−d)
M
ちりよけ座直径
c
−
±0.25 d)
±0.25 d)
±0.25 d)
±0.25 d)
M
車軸本体直径
d
−
+2
0
+2
0
+2
0
÷2
0
M
ジャーナル直径(ころ軸受用)
er
−
−e)
−e)
−e)
−e)
M
ジャーナル直径(平軸受用)
ep
−
±0.1
−
±0.1
−
M
車軸全長
f
−
±1
±1
±1
±1
M
輪座長さ(ちりよけ座,歯車座
など他の座も含む)
g
−
0
−1
0
−1
0
−1
0
−1
M
ちりよけ座端長さ
h
−
±0.5
±0.5
±0.5
±0.5
M
ジャーナル軸受座の長さ
j
−
±0.5 e)
±0.5 e)
±0.5 e)
±0.5 e)
M
ちりよけ座長さ
k
−
+1
0
+1
0
+1
0
+1
0
M
(施工する場合)
ジャーナル,ちりよけ座間の溝
の長さ
l
−
−c)
−c)
−c)
−c)
M
l1
−
−c)
−c)
−c)
−c)
M
輪座の円筒度(モータ軸受座も
同様)
−
m
−
−
0.015 e)
0.015 e)
M
ジャーナル,ちりよけ座の円筒
度
−
n
0.015
0.015
0.015
0.015
M
WX又はYZ基準の輪座振れ
(歯車座も同様)
−
p
1.5
1.5
0.05
0.03
O
WX又はYZ基準の車軸本体の
振れ
−
q
0.5
0.3
0.5
0.3
O
WX基準のジャーナル,ちりよ
けの振れ(WX又はYZ基準の
モータサスペンション軸受座
の振れも同様)
−
r
0.05
0.03
0.05
0.03
O
注a) 輪座の機械加工取り代A(及び,歯車座を必要とする場合はB)は3 mm,すなわち,a1−a2=6 mmとなるも
のとする。ただし,けん引車用の機械加工取り代A及びBは5 mmとする。
b) Mは必須,Oは任意とする。
c) 図面及び関連書類による(JIS E 4504及びISO/R 286:1962参照)。
d) 軸受供給者又は発注者の仕様による。
e) 許容公差内で僅かなテーパがある場合は,外側,すなわち,車輪軸穴の入る側が小径側とする。
6
E 4502-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
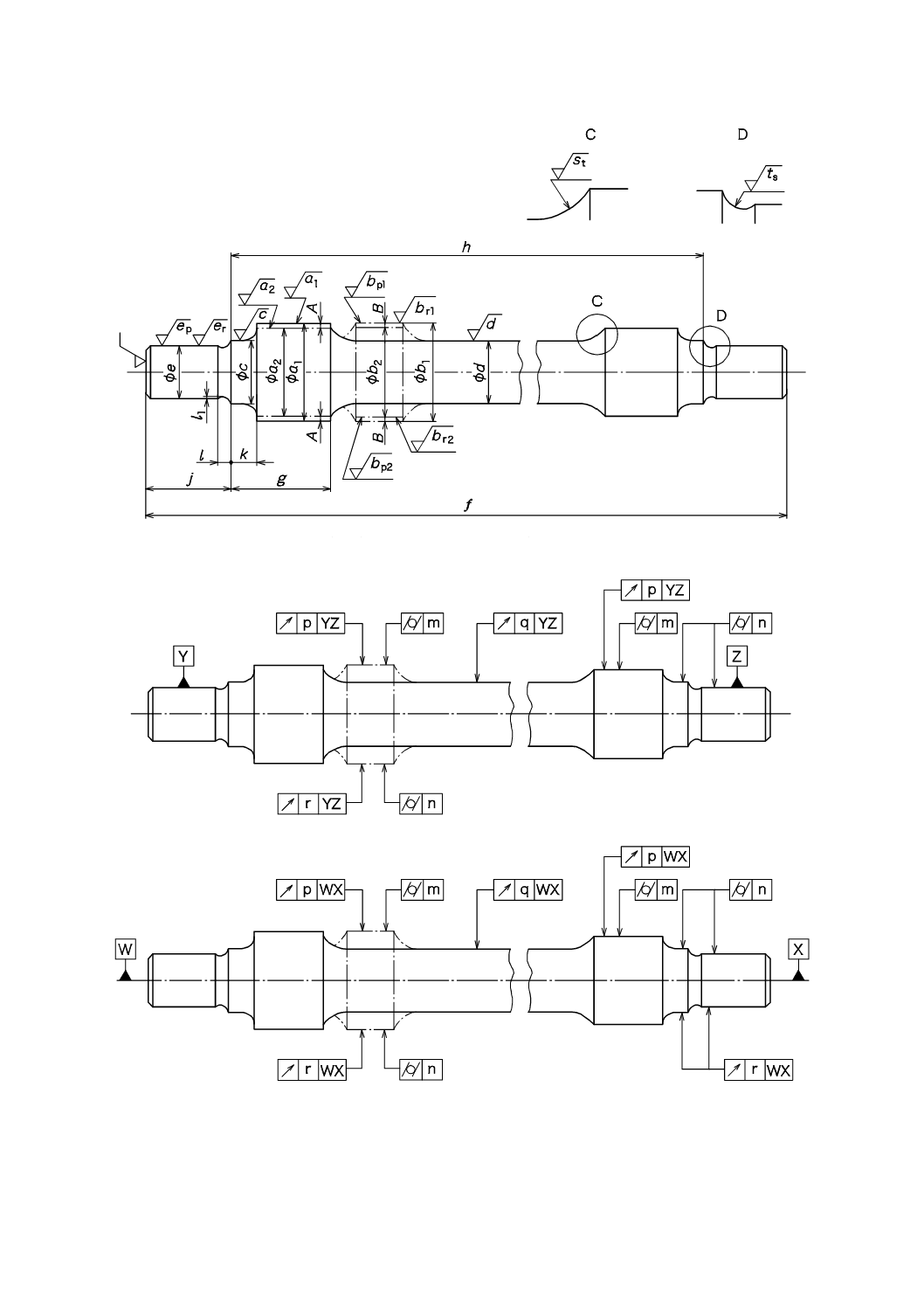
a) 仕上げ及び組立用車軸の寸法特性及び表面粗さを表す記号
b) 仕上げ及び組立用車軸のWX又はYZ基準に対する形状公差
図2
7
E 4502-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−仕上げ及び組立用車軸の算術平均粗さ
項目
記号
[図2 a) 参照]
算術平均粗さa) Ra μm
仕上げ状態
組立用状態
輪座直径
a1
≦12.5 c)
−
a2
−
0.8〜1.6 b)
歯車座又はモータ軸受(こ
ろ軸受)座
br1
0.8〜1.6 b)
−
br2
−
0.8〜1.6 b)
モータ軸受(平軸受)座
bp1
≦0.8 b)
−
bp2
−
≦0.8 b)
ちりよけ座直径
c
≦1.6 b)
≦1.6 b)
車軸本体直径
d
≦6.3 b)
≦6.3 b)
ジャーナル(ころ軸受)
er
≦0.8 b)
≦0.8 b)
ジャーナル(平軸受)
ep
≦0.8 b)
≦0.8 b)
車軸端面及び面取り
f
≦6.3 c)
≦6.3 c)
輪座内側曲面部
st
≦1.6 b) d)
≦1.6 b) d)
応力緩和溝
ts
≦0.8 b)
≦0.8 b)
注a) 最大高さRy(ISO 468:1982参照)を用いる場合は,受渡当事者間で協定する。
b) 長手方向に測定する。
c) 中心軸と直径方向に測定する。
d) 従軸においては,発注者の同意がある場合には,算術平均粗さRa≦3.2 μmを採用し
てもよい。
参考文献 ISO/R 286:1962,ISO system of limits and fits−Part 1: General, tolerances and deviations
注記 1988年に廃止。
ISO 468:1982,Surface roughness−Parameters, their values and general rules for specifying
requirements
注記 1998年に廃止。
8
E
4
5
0
2
-2
:
2
0
1
5
8
E
4
5
0
2
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS E 4502-2:2015 鉄道車両−車軸−第2部:寸法要求
ISO 1005-9:1986 Railway rolling stock material−Part 9 : Axles for tractive and
trailing stock−Dimensional requirements
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
この規格が,Aシリ
ーズ車軸に適用す
ることを明確にし,
Sシリーズ車軸の寸
法は,発注者から交
付される図面によ
ると規定。
1
JISとほぼ同じ
選択
JIS E 4502-1との整合化を図
るためSシリーズ車軸の規定
を追加し,選択とした。
Sシリーズ車軸は国内仕様である
ため,特にISOへの提案は行わな
い。
JISと国際規格との対応の程度の全体評価:ISO 1005-9:1986,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。