E 4048:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 設計指示 ························································································································· 2
5 母材······························································································································· 2
6 継手に作用する荷重 ·········································································································· 3
6.1 一般 ···························································································································· 3
6.2 継手に作用する荷重の計算······························································································· 3
6.3 許容引張せん断荷重 ······································································································· 4
7 設計細目 ························································································································· 7
附属書A(参考)溶接の等級及び対象部位 ··············································································· 10
E 4048:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鉄道
車輌工業会(JARI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,国土交通大臣が改正した日本工業規格である。
これによって,JIS E 4048:1994は改正され,この規格に置き換えられ,また,JIS E 4049:1990及びJIS E
4050:1992は廃止され,この規格及びJIS E 4047:2008に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。国土交通大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 4048:2008
鉄道車両−旅客車用構体−
スポット溶接継手の設計方法
Rolling stock−Body structure for passenger cars−
Design method for spot-welded joints
序文
この規格は,1973年に制定され,その後3回の改正を経て今日に至っている。前回の改正は1994年に
行われた。この規格の制定後の1990年にJIS E 4049,次いで,1992年にJIS E 4050が制定された。これ
ら三つの規格において共通する規定部分を統合したほうが規格を利用しやすいとの要請に対応するため,
スポット溶接以外の溶接方法についてはJIS E 4047:2008に,スポット溶接についてはこの規格にそれぞれ
統合した。
なお,対応国際規格は,現時点で制定されていない。
1
適用範囲
この規格は,鉄道車両の旅客車用構体(以下,“構体”という。)に用いるスポット溶接継手(以下,“継
手”という。)の設計方法について規定する。ただし,シーム溶接及びロールスポット溶接に関する継手は
含まない。
なお,この規格は,必要に応じて次の部位などに適用することができる。
− 機関車用構体
− 床下機器用骨組み
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS E 4001 鉄道車両用語
JIS E 7106 鉄道車両−旅客車用構体−設計通則
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS G 3125 高耐候性圧延鋼材
JIS G 3131 熱間圧延軟鋼板及び鋼帯
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 3350 一般構造用軽量形鋼
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
2
E 4048:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS H 4100 アルミニウム及びアルミニウム合金の押出形材
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3021 溶接記号
JIS Z 3140 スポット溶接部の検査方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS E 4001,JIS Z 3001-1及びJIS Z 3001-2によるほか,次によ
る。
3.1
普通鋼材
構体に使用する材料のうち,ステンレス鋼材及びアルミニウム合金材を除いた鋼材。
3.2
溶接ピッチ
隣り合うスポット溶接中心間距離。
3.3
縁距離
スポット溶接中心から,板材端面又は曲げ材接線までの距離。
4
設計指示
図面への設計指示事項は,次による。
a) 継手の設計指示は,JIS Z 3021の溶接記号を用いて図面に記入する。ただし,溶接記号による指示だ
けでは適切に表現できない場合には,略図,詳細図などを併用することが望ましい。
b) 必要な場合には,溶接作業方法,溶接前及び溶接後の処理方法,検査方法などを指示する。
c) 構体にかかわるスポット溶接の等級は,JIS Z 3140に従い,重要度が高いほうからA級,B級及びC
級に区分する。さらに,表面平滑を要するスポット継手部はそれぞれAF級,BF級及びCF級に区分
する。
注記 各等級の対象部位は,附属書Aに示す。強度評価結果によって,この区分と異なる等級(上
位の級)が必要な部位は,図面に注記することが望ましい。
5
母材
旅客車用構体におけるスポット溶接適用部に使用する母材は,表1による。ただし,受渡当事者間の協
定で,これと異なる母材を使用することができる。
3
E 4048:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−母材
構体材料の区分
JIS番号
母材の種類の記号
普通鋼材
JIS G 3101
SS330又はSS400
JIS G 3106
SM400A,SM400B,SM490A,SM490B,SM490YA,SM490YB又はSM520B
JIS G 3125
SPA-H又はSPA-C
JIS G 3131
SPHC,SPHD又はSPHE
JIS G 3141
SPCC,SPCD又はSPCE
JIS G 3350
SSC400
ステンレス鋼材
JIS G 4305
SUS301L又はSUS304
アルミニウム
合金材
JIS H 4000
A5005P,A5052P,A5083P又はA7N01P
JIS H 4100
A5052S,A5083S,A6063S,A6N01S,A7003S又はA7N01S
6
継手に作用する荷重
6.1
一般
継手に作用する静荷重及び動荷重は,JIS E 7106に規定する荷重によって構体の継手に作用する荷重を
対象とする。
なお,複数の荷重によって構体の継手に複数の荷重が作用する場合は,それらの同時性を考慮してJIS
E 7106によって合成する。
6.2
継手に作用する荷重の計算
溶接1点に作用する引張せん断荷重の計算は,次による。
a) 継手にせん断荷重が作用する場合 式 (1) によって計算する。
n
Q
R=
····················································································· (1)
ここに,
R: 溶接1点に作用するせん断荷重(kN)
Q: 継手に作用するせん断荷重(kN)
n: 継手の溶接点の数
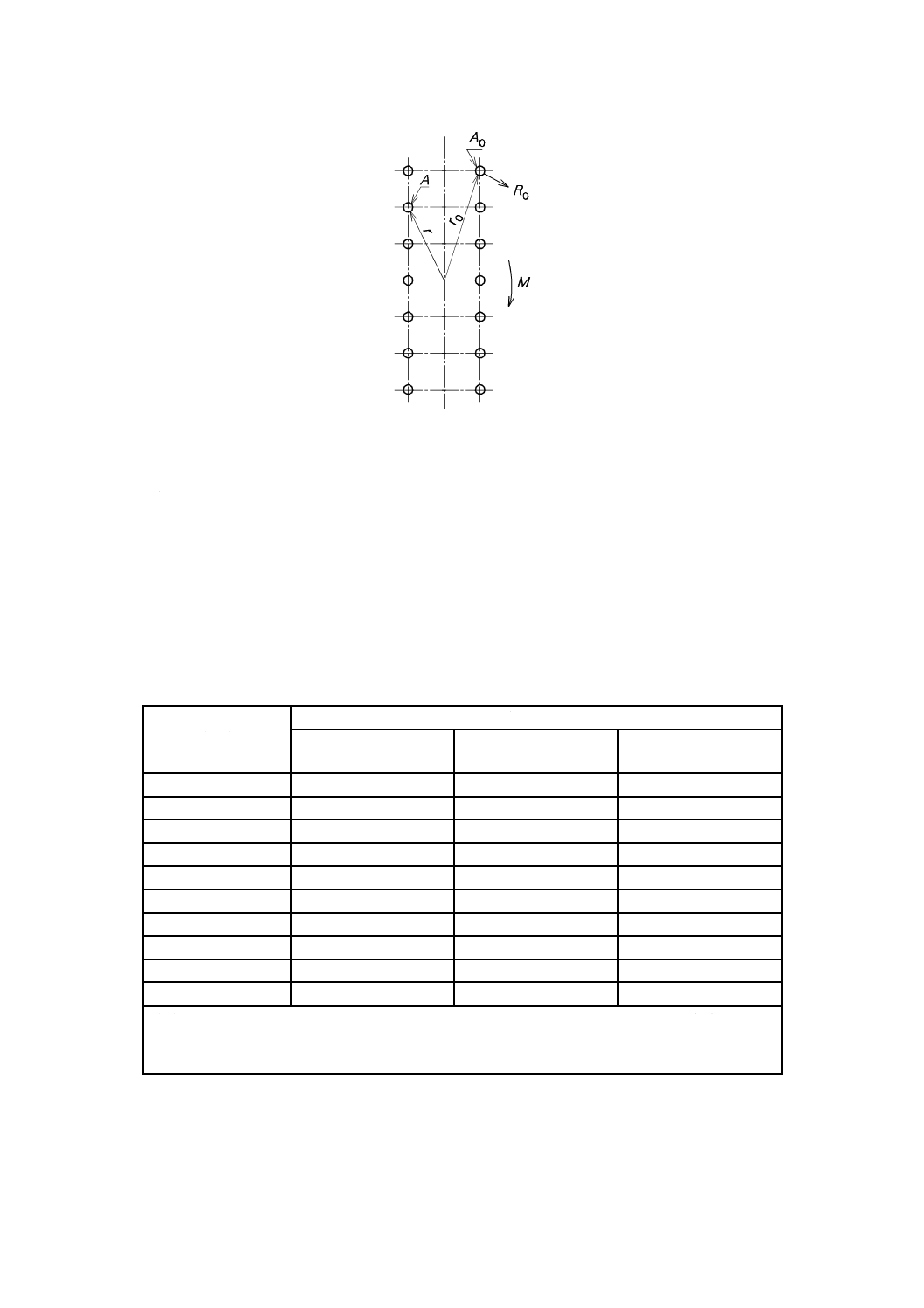
b) 継手にねじりモーメントが作用する場合 式 (2) によって計算する(図1参照)。この場合,溶接点は,
2個以上とする。
dA
r
M
A
r
R
2
0
0
0
∫
=
············································································· (2)
ここに,
R0: 最外端の溶接1点に作用するせん断荷重(kN)
r0: 溶接部の回転中心から最外端溶接点までの距離(mm)
r: 溶接部の回転中心から各溶接点までの距離(mm)
A0: 最外端の溶接1点の断面積(mm2)
A: 溶接部の回転中心から距離rでの溶接1点の断面積(mm2)
M: 継手に作用するねじりモーメント(kN・mm)
4
E 4048:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−ねじりモーメントが作用する場合
6.3
許容引張せん断荷重
6.3.1
静的強度
疲労を考慮する必要がない荷重を受ける場合,継手の設計に用いる呼び板厚に対する許容引張せん断荷
重は,普通鋼材,ステンレス鋼材及びアルミニウム合金材ごとにそれぞれ表2,表3及び表4による。た
だし,各表に示す板厚は,溶接する2枚の板厚が異なる場合,薄い方の板厚とし,3枚以上組み合わせた
場合,外側の板の薄い方の板厚とする。また,材質が異なる場合は,許容引張せん断荷重のうち小さい方
の値とする。さらに,板厚及び材質が異なる場合,すべての組合せのうち最も小さい値とする。
表2−普通鋼材の許容引張せん断荷重
単位 kN
板厚
(mm)
母材の引張強さ 270〜370 MPa a)
A級
AF級
B級
BF級
C級
CF級
0.6
0.96
0.89
0.67
0.8
1.50
1.35
1.06
1.0
2.09
1.87
1.47
1.2
2.75
2.48
1.94
1.6
4.22
3.80
2.98
2.0
5.90
5.30
4.12
2.3
7.25
6.50
5.05
3.0
10.9
9.75
7.65
3.2
11.9
10.8
8.30
4.5
19.9
17.9
13.9
注a) 表1の普通鋼材のそれぞれのJISにおける母材の引張強さの最小値が370 MPaを超え590 MPa
以下の場合には,それぞれの母材の引張強さの最小値×8/3 000を表2の値に乗じるものとす
る。590 MPaを超えるものについては590 MPaとし,表2の値に1.6を乗じるものとする。
5
E 4048:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−ステンレス鋼材の許容引張せん断荷重
単位 kN
板厚
(mm)
母材
SUS304
SUS301L
SUS301L-1/4H
SUS301L-1/2H
SUS301L-3/4H
SUS301L-H
A級,AF級,
B級,BF級
C級
CF級
A級,AF級,
B級,BF級
C級
CF級
A級,AF級,
B級,BF級
C級
CF級
0.4
0.54
0.49
0.74
0.66
0.93
0.84
0.5
0.74
0.66
1.03
0.93
1.33
1.19
0.6
0.98
0.88
1.33
1.19
1.67
1.50
0.8
1.42
1.28
1.96
1.76
2.50
2.25
1.0
1.96
1.76
2.70
2.43
3.44
3.09
1.2
2.55
2.30
3.48
3.13
4.42
3.97
1.5
3.48
3.13
4.76
4.28
6.05
5.45
2.0
5.20
4.68
7.10
6.39
9.05
8.15
2.5
7.05
6.35
9.70
8.73
12.4
11.1
3.0
9.10
8.19
12.6
11.3
16.0
14.4
3.5
11.9
10.7
15.6
14.0
19.8
17.8
4.0
13.7
12.3
18.8
16.9
24.0
21.6
4.5
16.2
14.5
22.2
19.9
28.2
25.4
5.0
18.7
16.8
25.7
23.1
32.7
29.4
6
E 4048:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−アルミニウム合金材の許容引張せん断荷重
単位 kN
板厚
(mm)
母材
A5005
A5052
A6063
A6N01
A5083,A7003,A7N01
A級
AF級
B級
BF級
C級
CF級
A級
AF級
B級
BF級
C級
CF級
A級
AF級
B級
BF級
C級
CF級
A級
AF級
B級
BF級
C級
CF級
A級
AF級
B級
BF級
C級
CF級
0.8
0.26
0.22
0.13
0.43
0.35
0.21
0.30
0.25
0.15
0.39
0.32
0.19
0.66
0.54
0.33
1.0
0.32
0.27
0.16
0.51
0.43
0.26
0.36
0.31
0.19
0.47
0.40
0.24
0.80
0.68
0.41
1.2
0.39
0.32
0.19
0.64
0.52
0.31
0.45
0.37
0.22
0.58
0.47
0.29
0.99
0.81
0.49
1.6
0.53
0.43
0.26
0.86
0.69
0.42
0.61
0.49
0.29
0.78
0.63
0.38
1.34
1.07
0.65
2.0
0.66
0.54
0.33
1.07
0.87
0.53
0.76
0.61
0.37
0.98
0.79
0.48
1.67
1.35
0.82
2.5
0.82
0.67
0.40
1.33
1.08
0.65
0.94
0.76
0.46
1.22
0.98
0.60
2.08
1.68
1.02
3.0
0.99
0.80
0.48
1.60
1.30
0.78
1.13
0.92
0.55
1.46
1.19
0.71
2.49
2.03
1.22
4.0
1.32
1.07
0.65
2.13
1.73
1.05
1.51
1.22
0.74
1.95
1.58
0.95
3.33
2.70
1.63
5.0
1.65
1.33
0.81
2.67
2.16
1.31
1.88
1.52
0.92
2.43
1.97
1.19
4.16
3.37
2.04
6.0
1.98
1.60
0.97
3.20
2.59
1.57
2.26
1.83
1.11
2.92
2.36
1.43
5.00
4.04
2.45
3
E
4
0
4
8
:
2
0
0
8
7
E 4048:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3.2
疲労強度
疲労を考慮する必要がある動荷重を受ける場合,許容引張せん断荷重は,受渡当事者間の協定による。
7
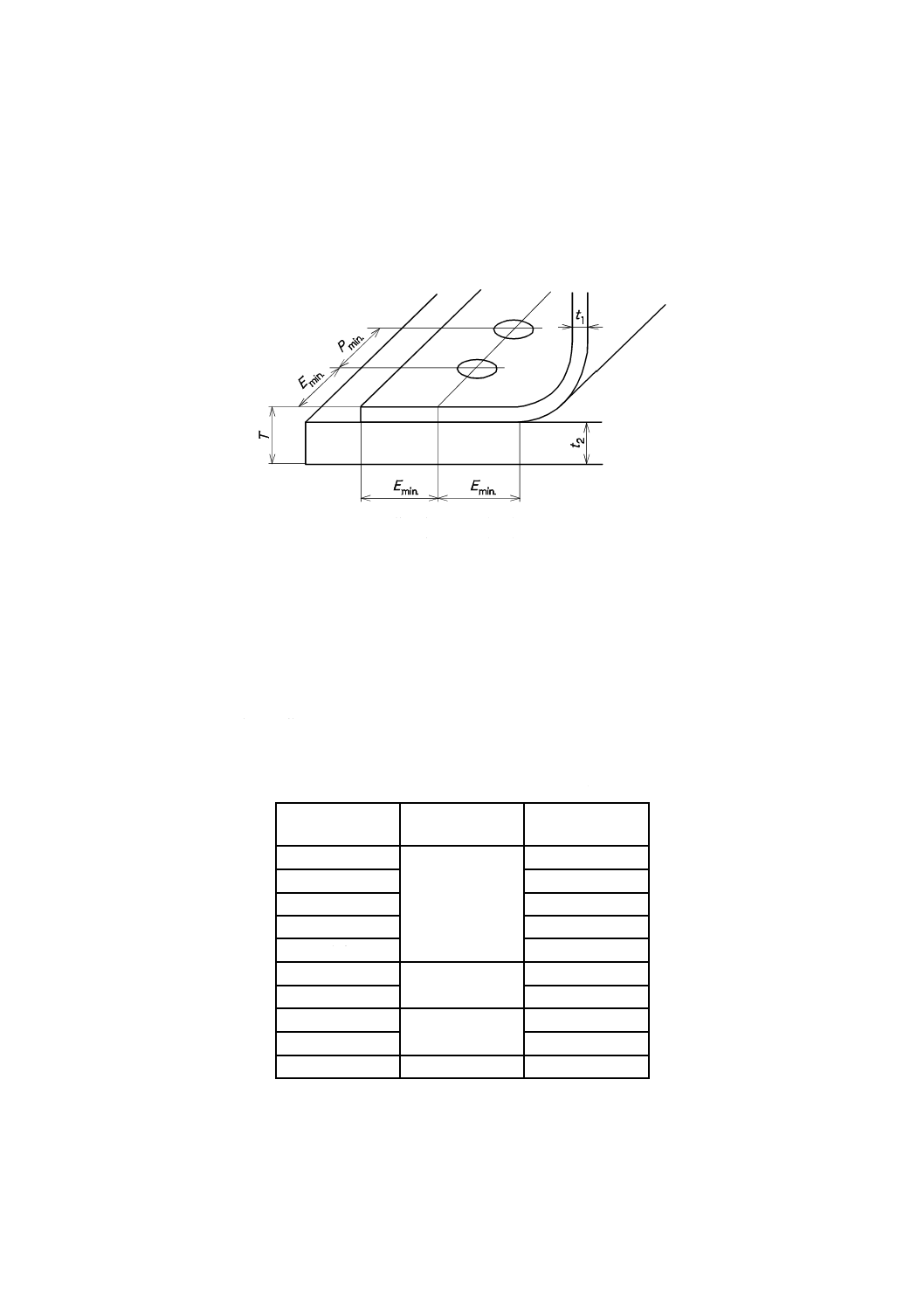
設計細目
継手の設計細目は,図2の記号を用いて次による。
t1:
t2:
Pmin.:
Emin.:
薄い方の板厚(mm)
厚い方の板厚(mm)
ただしt1≦t2
T=t1+t2
最小溶接ピッチ(mm)
最小縁距離(mm)
図2−スポット溶接の位置にかかわる記号
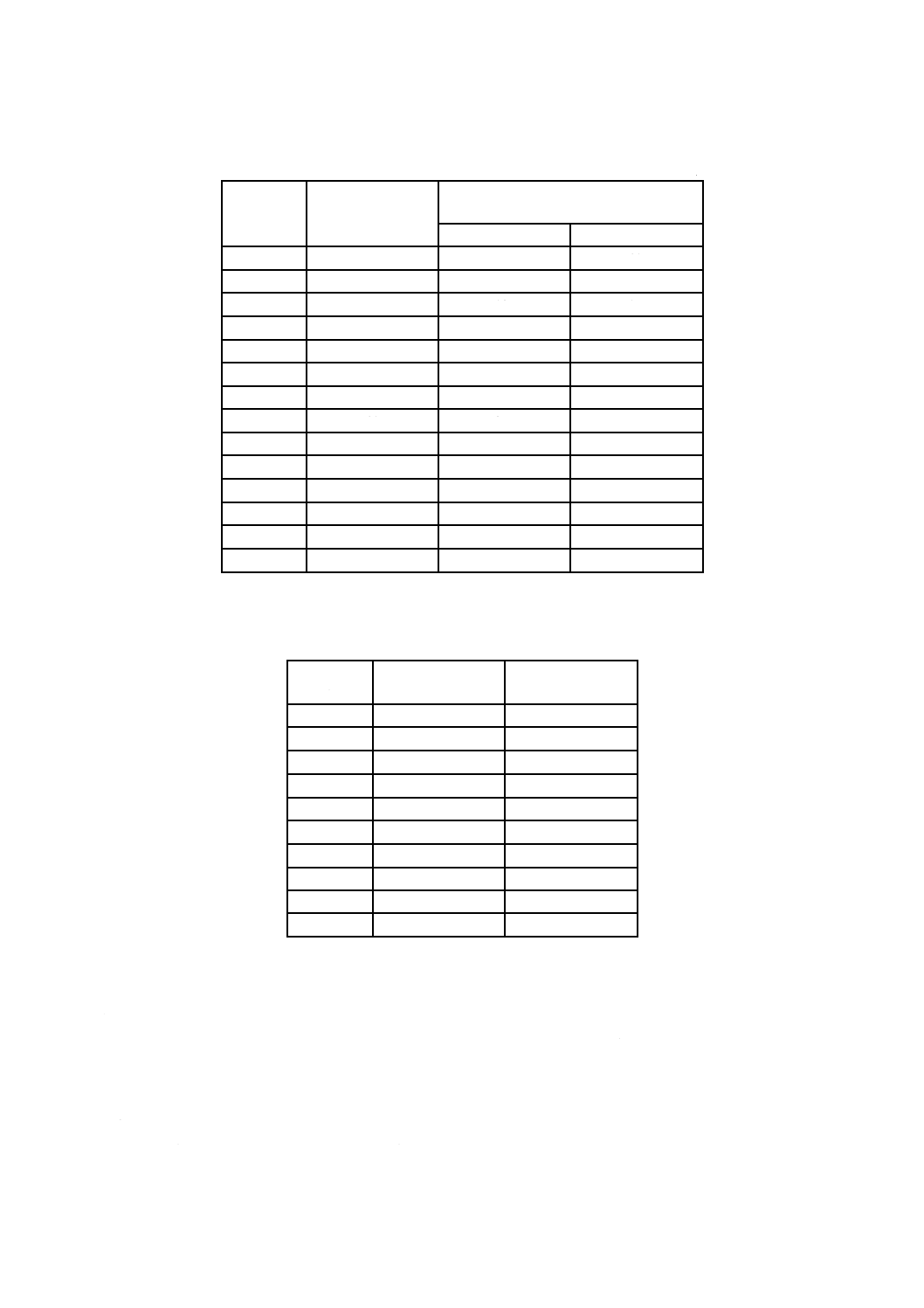
a) 図面に指示のない最小縁距離及び最小溶接ピッチは,表5〜表7による。ただし,重ね合わせる板の
厚さが異なる場合は,薄板側の板厚を基準とする。
表5−普通鋼材の最小縁距離及び最小溶接ピッチ
単位 mm
板厚
t1
最小縁距離
Emin.
最小溶接ピッチ
Pmin.
0.6
10
16
0.8
18
1.0
20
1.2
22
1.6
25
2.0
11
28
2.3
30
3.0
13
35
3.2
36
4.5
16
42
8
E 4048:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−ステンレス鋼材の最小縁距離及び最小溶接ピッチ
単位 mm
板厚
t1
最小縁距離
Emin.
最小溶接ピッチ
Pmin.
T<2.5 t1の場合
T≧2.5 t1の場合
0.4
3
9
11
0.5
4
10
13
0.6
4
12
15
0.8
5
14
18
1.0
6
17
21
1.2
7
19
24
1.5
8
22
28
2.0
10
27
34
2.5
12
32
40
3.0
14
36
46
3.5
15
40
51
4.0
17
44
56
4.5
18
48
60
5.0
20
52
65
表7−アルミニウム合金材の最小縁距離及び最小溶接ピッチ
単位 mm
板厚
t1
最小縁距離
Emin.
最小溶接ピッチ
Pmin.
0.8
10
18
1.0
10
20
1.2
10
22
1.6
10
25
2.0
11
28
2.5
12
32
3.0
13
35
4.0
15
40
5.0
17
45
6.0
18
49
b) 採用すべき縁距離及び溶接ピッチは,表5〜表7の最小値を下回らない範囲で受渡当事者間の協定に
よって決定する。
c) 重ね合わせる板の枚数は,普通鋼材及びアルミニウム合金材では3枚以内,ステンレス鋼材では4枚
以内とする。これらを超える組合せを用いる場合は,受渡当事者間の協定によって決定する。
d) 重ね合わせる板の厚さが異なる場合は,次による。ただし,これによりがたい場合は,受渡当事者間
の協定による。
1) 重ね合わせる板の合計の厚さと外側の板の厚さとの比は,図3に示すように,普通鋼材及びステン
レス鋼材では5以下,アルミニウム合金材では4以下とする。

9
E 4048:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
T≦n×t1
T:重ね合わせる板の合計の厚さ
t1:薄い方の板厚
n=5:普通鋼材及びステンレス鋼材
n=4:アルミニウム合金材
ただしt1<t2とする。
図3−重ね板厚比(1)
2) 板を3枚又は4枚重ね合わせる場合,最も厚い板の厚さと外側の薄い方の板の厚さとの比は,図4
に示すように普通鋼材及びステンレス鋼材では3以下,アルミニウム合金材では4以下とする。ま
た,ステンレス鋼材の場合には,最も薄い板の厚さは,図5に示すように,外側の薄い方の板の厚
さの1/2以上とする。
t3≦m×t1
m=3:普通鋼材及びステンレス鋼材
m=4:アルミニウム合金材
ただしt1<t2<t3とする。
1
3
2
1
t
t
×
≧
ただしt3<t1<t2とする。
図4−重ね板厚比(2)
図5−重ね板厚比(3)
e) その他 溶接ピッチは,同一設計では,なるべくそろ(揃)えることが望ましい。
10
E 4048:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
溶接の等級及び対象部位
序文
この附属書は,溶接の等級及び対象部位について記載するものであって,規定の一部ではない。
A.1 溶接の等級及び対象部位
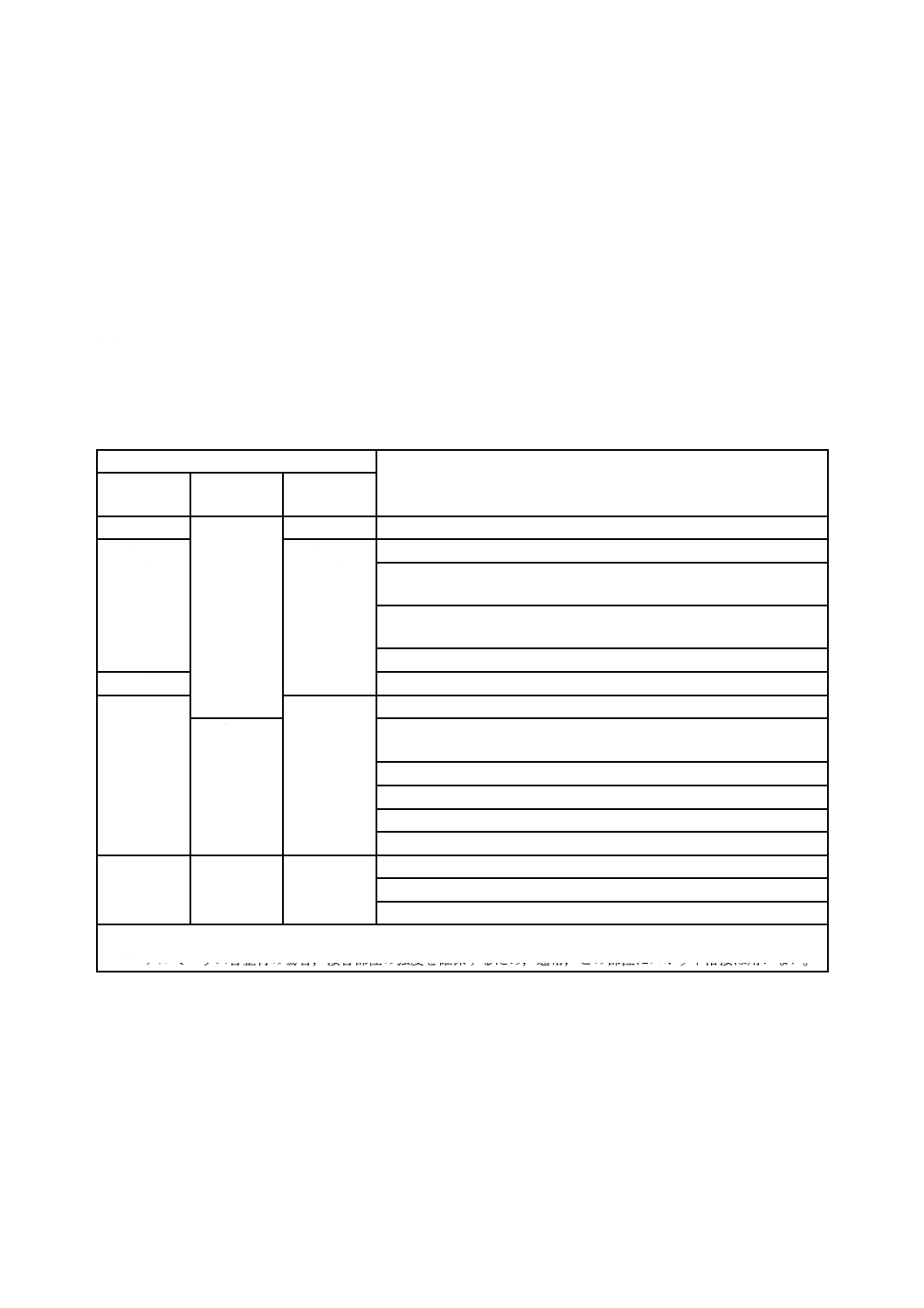
構体に対するスポット溶接の等級及び対象部位は,通常,表A.1による。必要に応じて,これと異なる
溶接等級を図面に指定することができる。
表A.1−スポット溶接の等級及び対象部位
溶接の等級
対象部位
普通鋼材
ステンレス
鋼材
アルミニウ
ム合金材
−a)
A級及び
AF級
−b)
完成した台枠,側構,妻構及び屋根構を構体に組み立てる最終溶接。
A級及び
AF級
A級及び
AF級
台枠骨組の主要部分の溶接。
側構骨組の組立及びこれらの主要部分(柱,長手方向部材など)と外
板との溶接。
妻構骨組の組立及びこれらの主要部分(柱,横手方向部材など)と外
板との溶接。
その他指定された部分の溶接。
−a)
外板と外板との溶接。
B級及び
BF級
B級及び
BF級
床板(波形鋼板を含む。)の溶接。
B級及び
BF級
屋根構骨組の組立及びこれらの主要部分[た(垂)るき,縦けた(桁)
など]と屋根板との溶接。
外板と外板補強との溶接。
仕切類の組立及び溶接。
車体外部設備品の車体への溶接。
その他比較的重要な部分の溶接。
C級及び
CF級
C級及び
CF級
C級及び
CF級
電気機器ケース,防熱板などの溶接。
ねじの裏座類の溶接。
その他A級,AF級,B級及びBF級を除く一般部分の溶接。
注a) 普通鋼材の場合,接合面の腐食が強度面に影響を及ぼす部位のため,通常,スポット溶接は用いない。
b) アルミニウム合金材の場合,接合部位の強度を確保するため,通常,この部位にスポット溶接は用いない。