E 1303 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,国土交通大臣が改正した日
本工業規格である。これによって,JIS E 1303 : 1993が改正され,この規格に置き換えられる。
この規格に従うことは,次に示す特許権の使用に該当するおそれがある。
1. 発明の名称 轍叉軌条
設定登録日 昭和59年6月28日(圧接クロッシングについて)
2. 発明の名称 溶接クロッシング及びその製造方法
設定登録日 昭和63年1月30日(無開先電子ビーム溶接クロッシングについて)
なお,この記載は,上記に示す特許権の効力,範囲などに関して何ら影響を与えるものではない。
上記特許権の使用者は,日本工業標準調査会に対して,非差別的,かつ,合理的な条件で,いかなる者
に対しても当該特許権の実施を許諾する意志があることを保証している。
この規格の一部が,上記に示す以外の技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,
又は出願公開後の実用新案登録出願に抵触する可能性がある。主務大臣及び日本工業標準調査会は,この
ような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登録出
題にかかわる確認について,責任はもたない。
JIS E 1303には,次に示す附属書がある。
附属書1(規定) 組立分岐器類
附属書2(規定) スラッククエンチ用Sレール
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 1303 : 2001
鉄道用分岐器類
Railway turnouts and crossings
1. 適用範囲 この規格は,軌間1 067mm及び1 435mmの鉄道用分岐器類(以下,分岐器類という。)に
ついて規定する。ただし,全国新幹線鉄道整備法に基づく新幹線鉄道用分岐器類には適用しない。
2. 引用規格 付表1に示す規格は,この規格に引用されることによって,この規格の規定の一部を構成
する。これらの引用規格は,その最新版(追補を含む。)を適用する。
3. 定義 この規格で用いる主な用語の定義は,JIS E 1311によるほか,次による。
a) 無開先電子ビーム溶接クロッシング レール母材同士の溶接面を開先を付けずに密着させ,真空中で
密着面に電子ビームを照射させて溶接したクロッシング。
4. 分岐器類の種類 種類は,次の4種とする。
a) 片開き分岐器
b) 両開き分岐器
c) ダイヤモンドクロッシング
d) 乗越分岐器
5. 構成及び形状・寸法
5.1
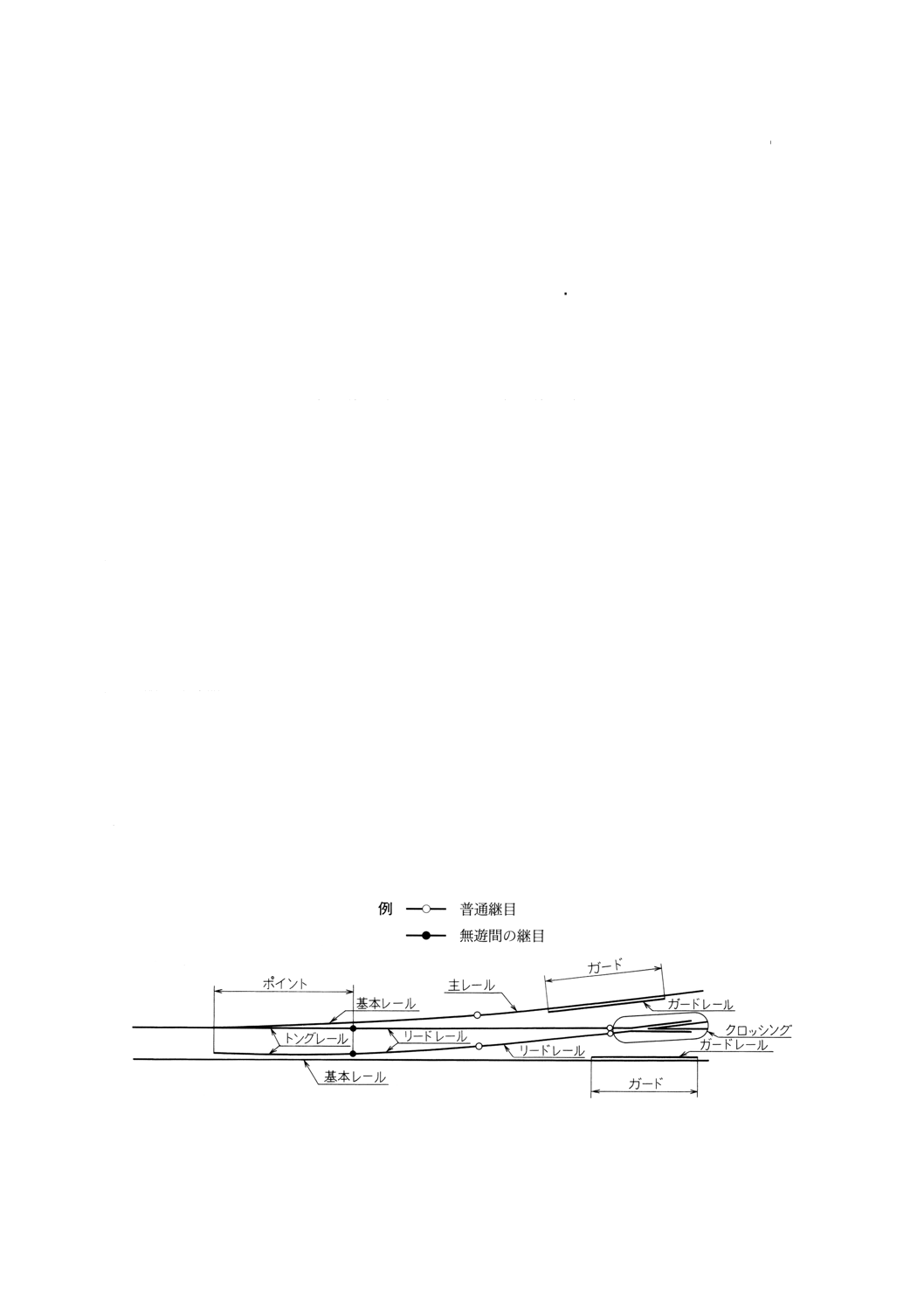
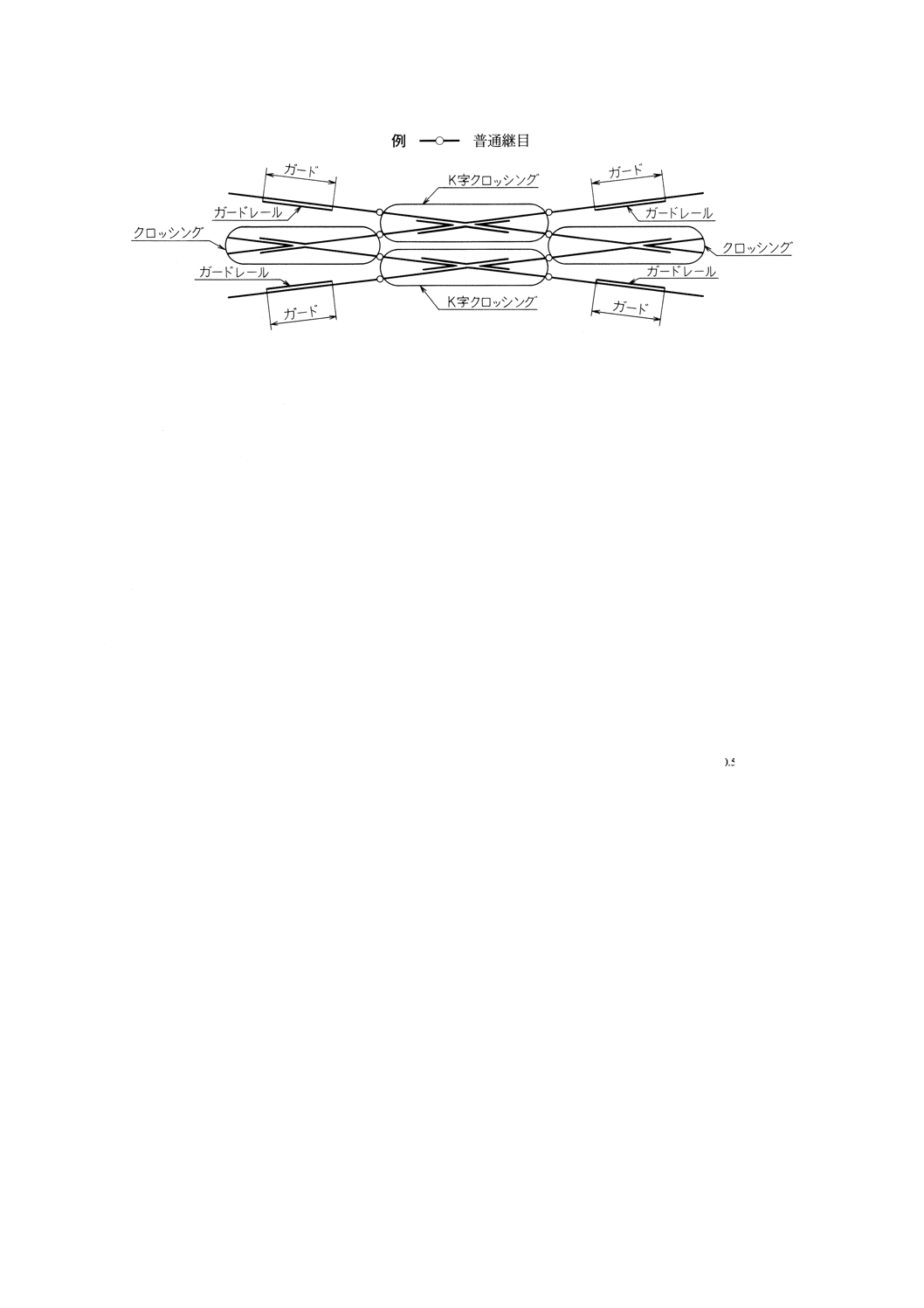
構成 分岐器は,ポイント,クロッシング,ガード及びレールから構成し,ダイヤモンドクロッシ
ングは,K字クロッシング,クロッシング,ガード及びレールから構成する。
構成の例を,図1及び図2に示す。
図1 片開き分岐器の一例
2
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 ダイヤモンドクロッシングの一例
5.2
形状・寸法
5.2.1
線形 分岐器類の線形は,JIS E 1304による。
5.2.2
ポイントの形状・寸法 ポイントの形状・寸法は,JIS E 1305による。
5.2.3
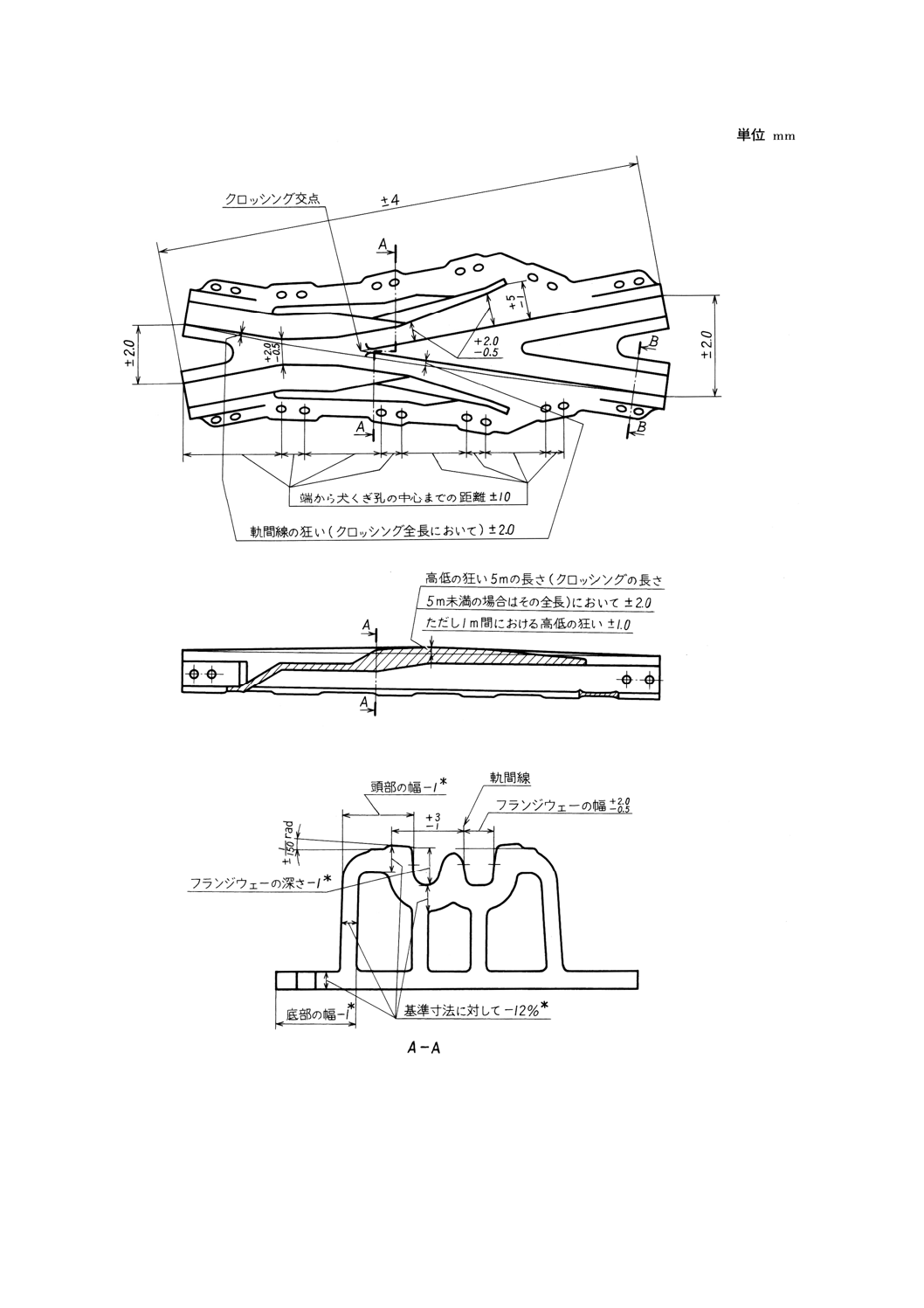
クロッシングの形状・寸法 クロッシングの形状・寸法は,JIS E 1306による。
5.2.4
ガードの形状・寸法 ガードの形状・寸法は,JIS E 1307による。
5.2.5
寸法許容差 寸法許容差は,次による。
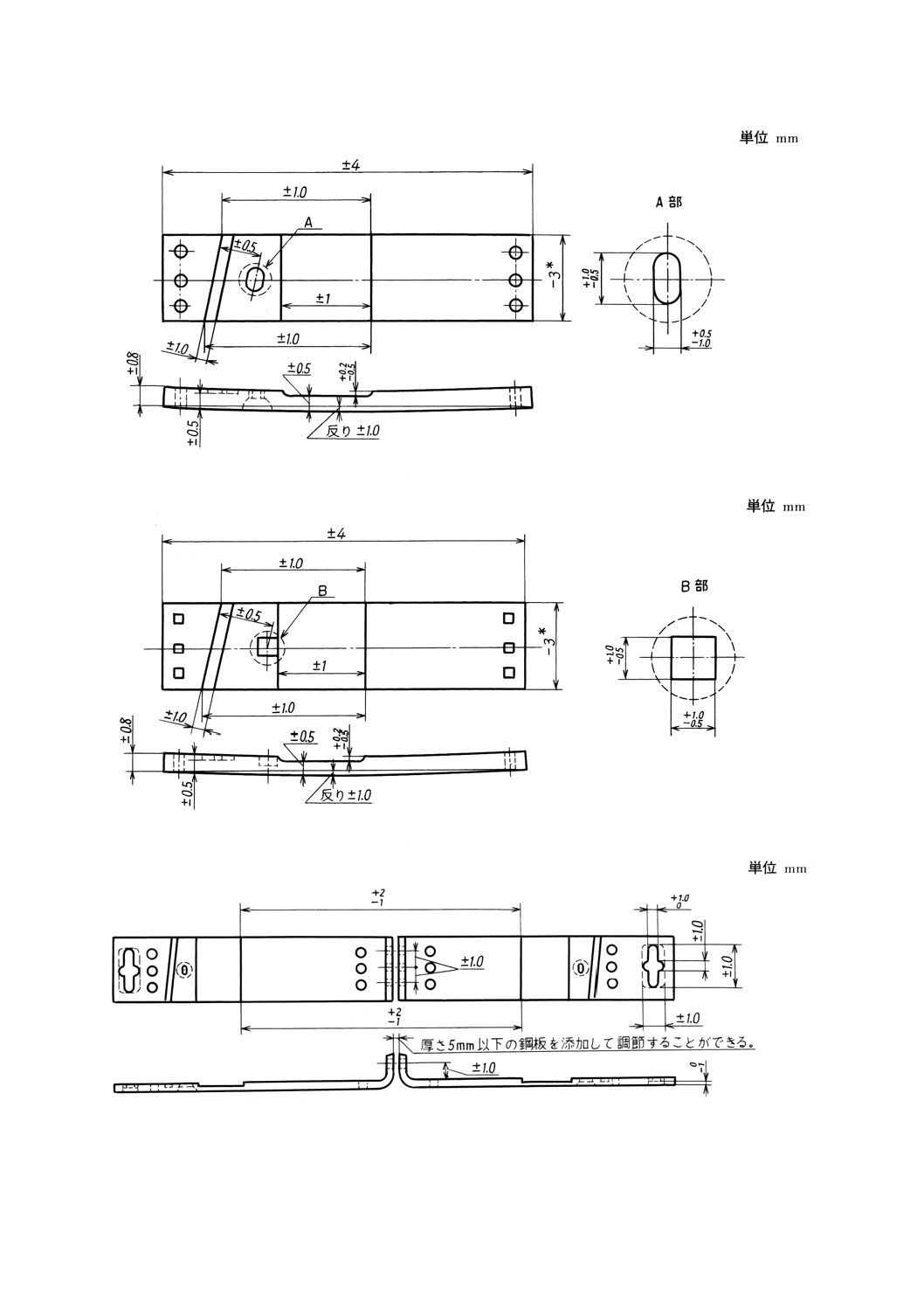
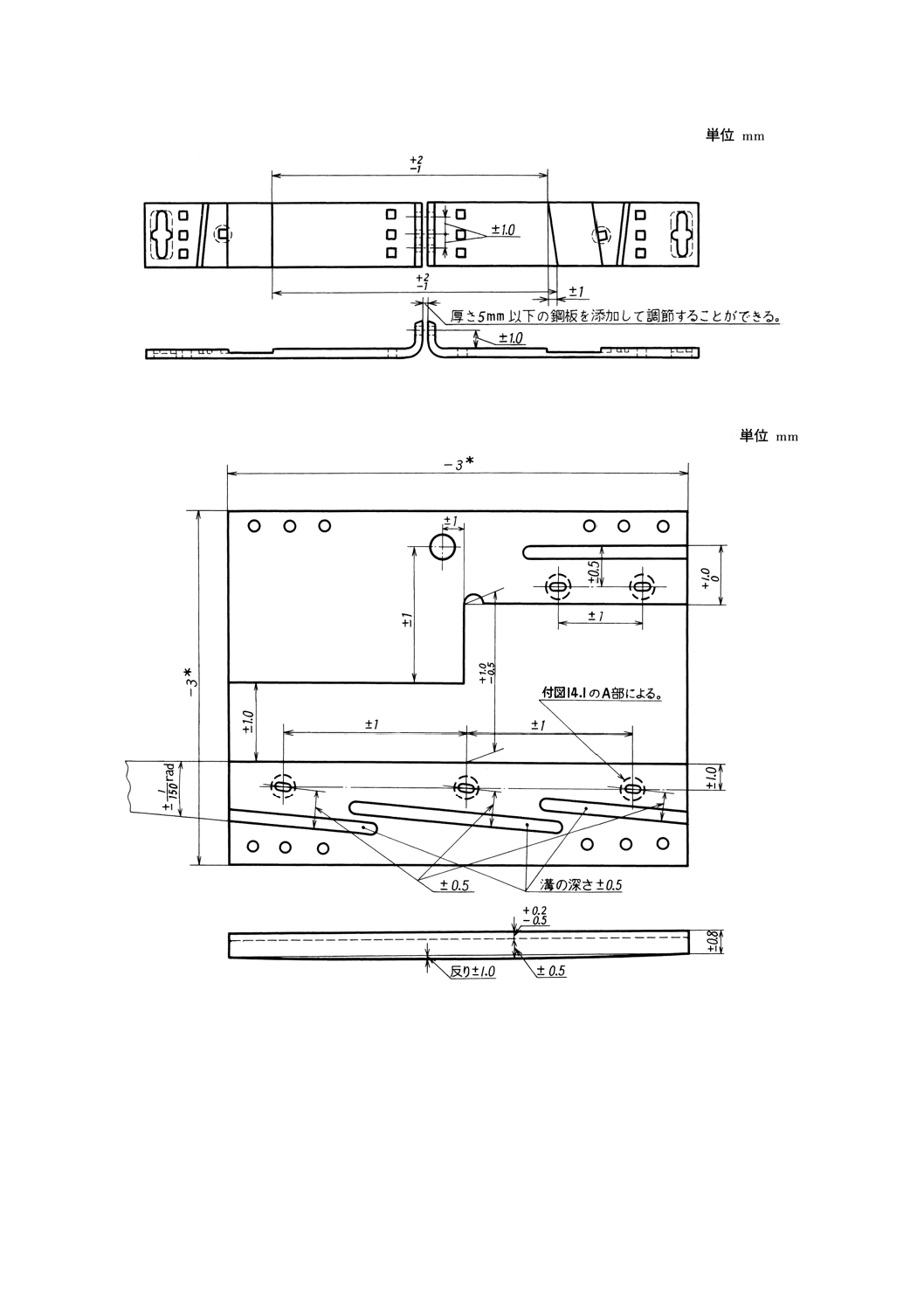
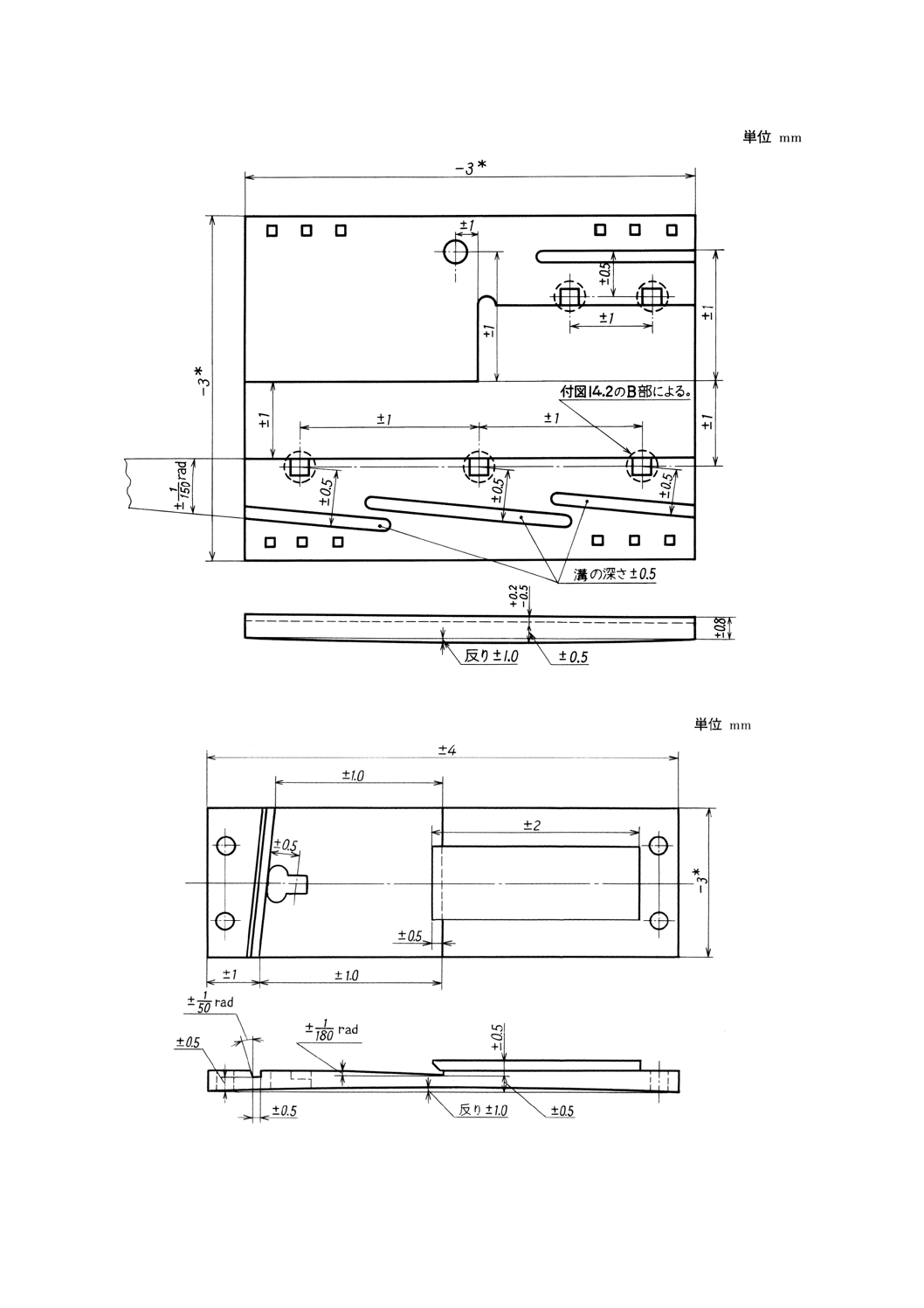
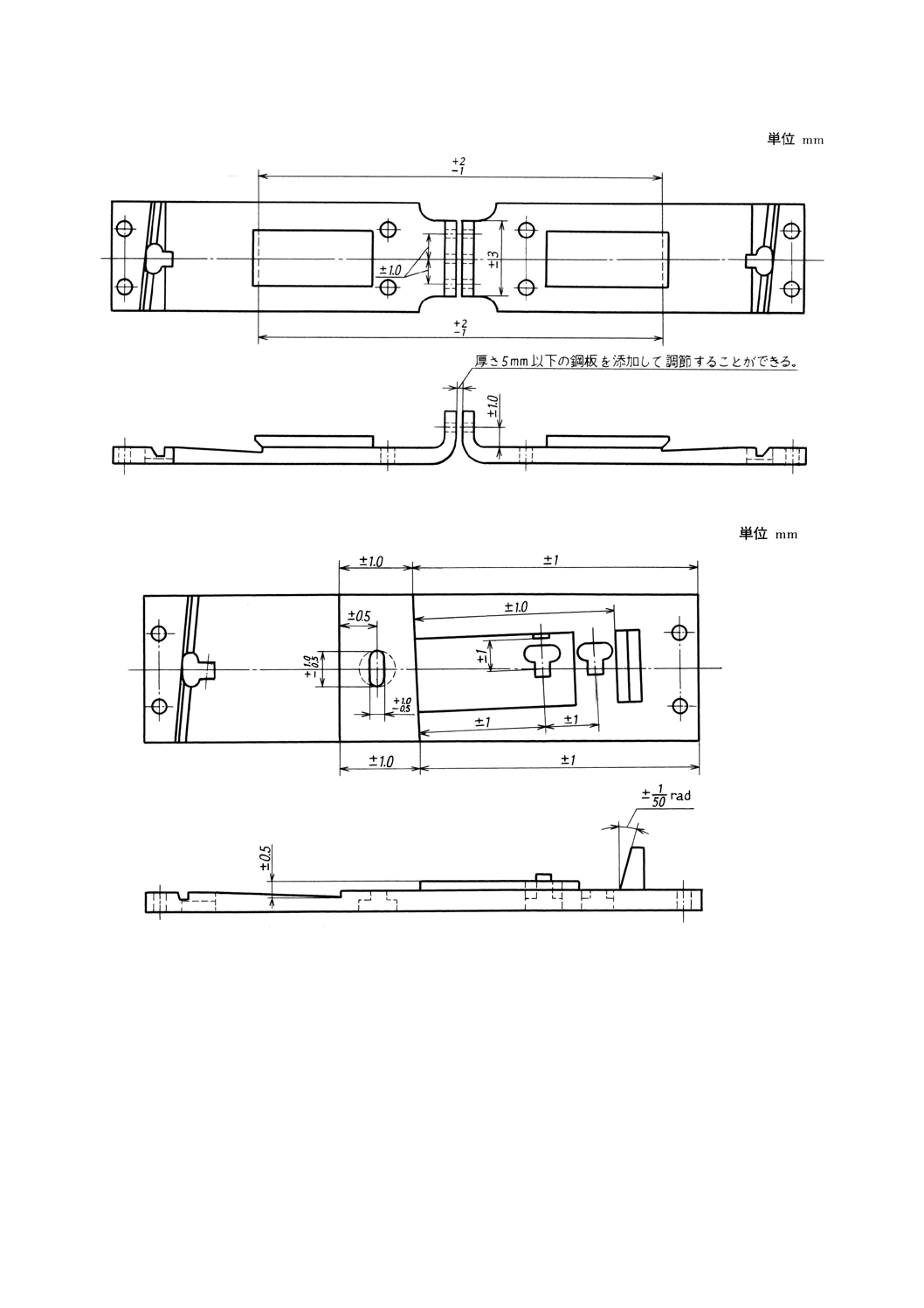
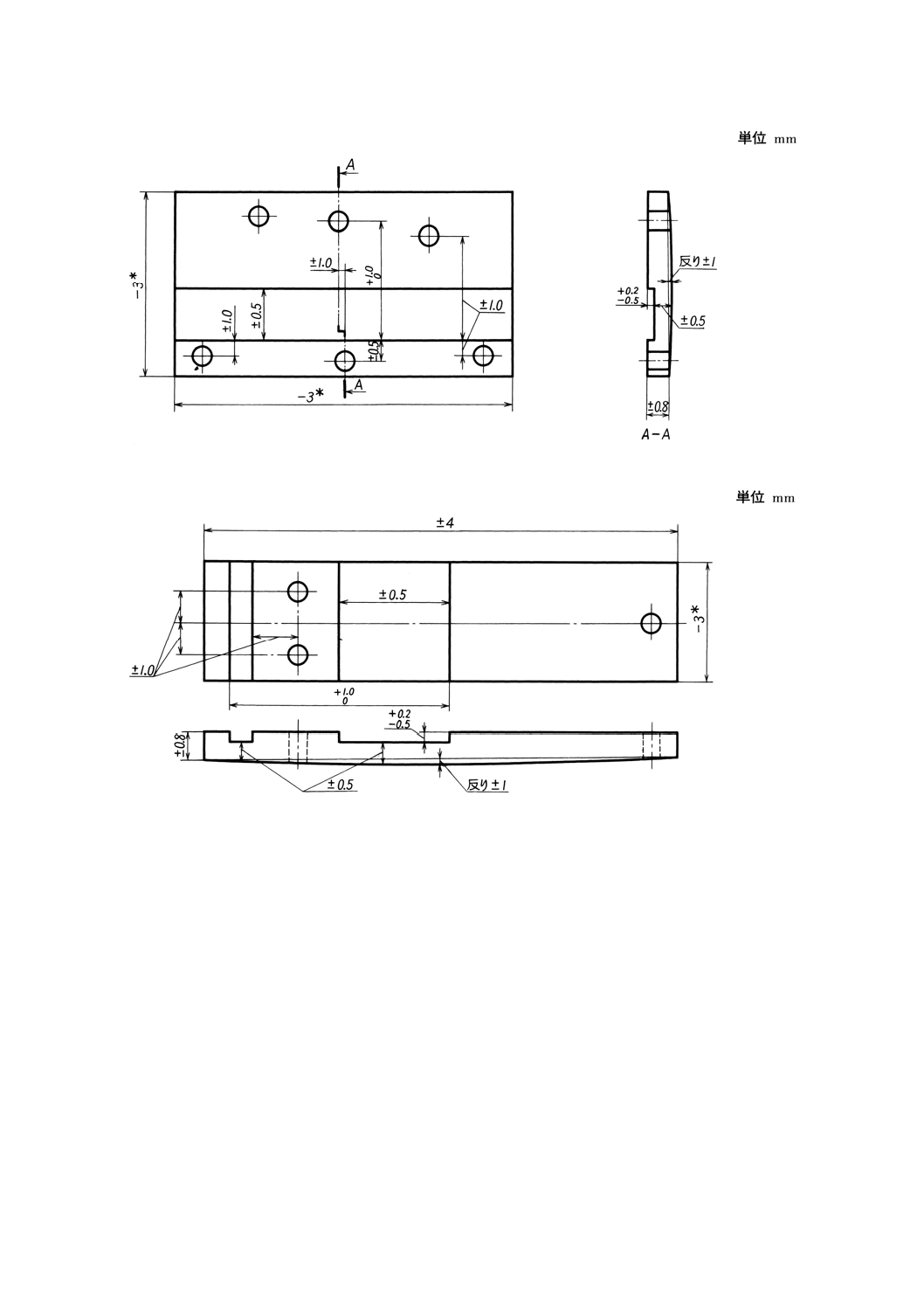
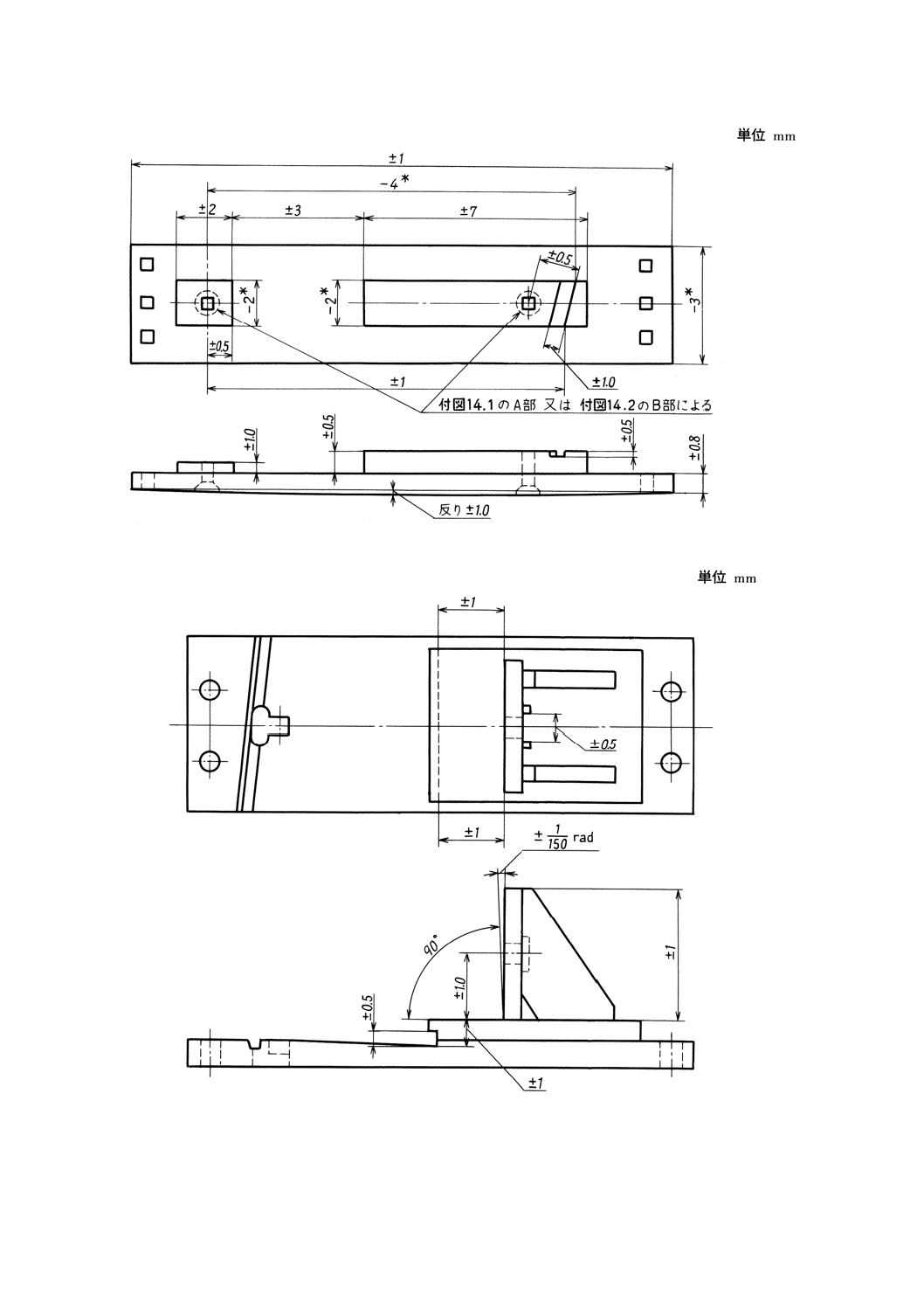
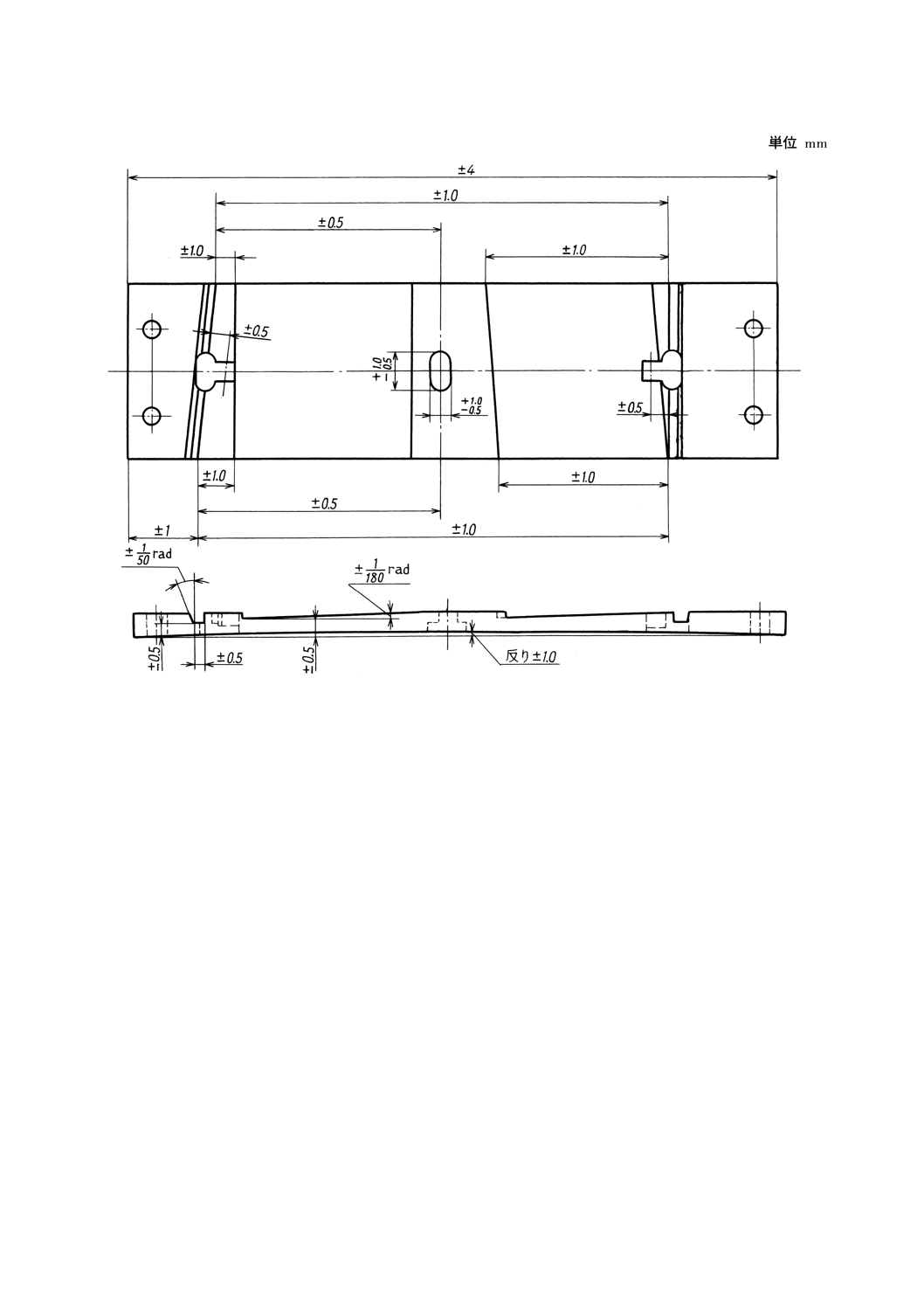
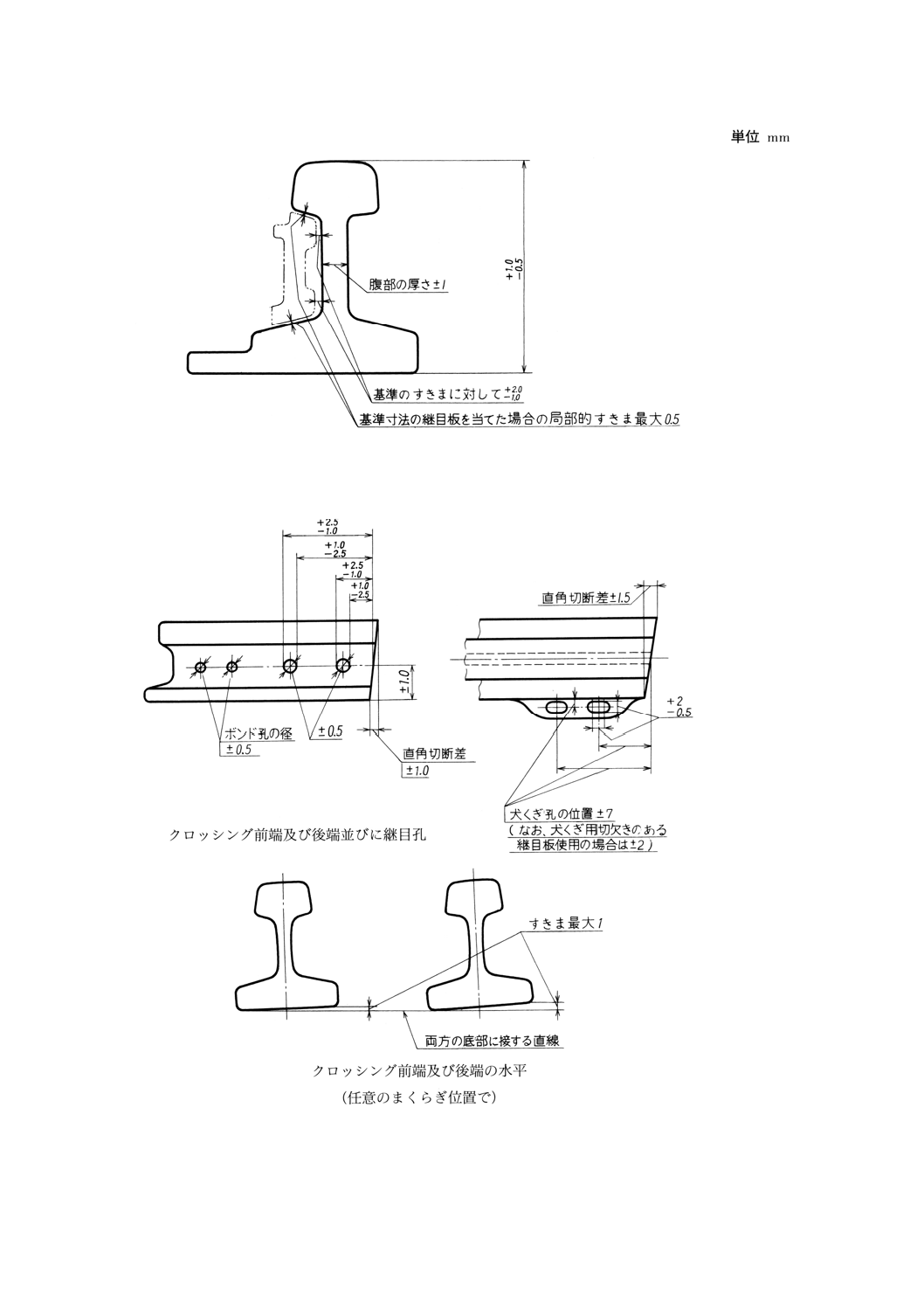
a) ポイント,クロッシング及びガードは,付図1〜15による。
b) ボルト及びナットは,特に指定がない限り,JIS B 1180及びJIS B 1181の等級Cによる。
c) 割りピンは,JIS B 1351による。
d) リベットは,JIS B 1214による。
e) 床板類のレール締結用ボルトの頭部が入る球面孔は,基準寸法のボルトの頭頂面が床板などの底面か
ら,0.5〜1.5mm内側になる寸法でなければならない。
f)
ボルトの回止め座金,継目板などで回止め溝がある場合は,その溝の幅は±0.5mm,深さは±0.5mm
とする。
g) 付図に規定されていないボルト用などの孔径は±0.5mmとし,犬くぎ用角孔の辺長は
5.15.0
+
−
mmとする。
5.2.6
組立分岐器類 組立分岐器類は,5.2.1〜5.2.5の規定によるほか附属書1による。
6. 材料
6.1
レール 分岐器類に用いるレールの材料は,JIS E 1101及びJIS E 1120による。ただし,スラック
クエンチ用Sレールは,附属書2による。
6.2
圧接クロッシング 圧接クロッシングに用いるレールの材料は,JIS E 1101及びJIS E 1120による。
ただし,100kgレール(1)は,これに準じる。
注(1) 数字は,1mについての近似質量を示し,ノーズレール前端部の製作に用いる特殊断面形状のレ
ール。
6.3
無開先電子ビーム溶接クロッシング 無開先電子ビーム溶接クロッシング[以下,NEWクロッシン
グという(Non-groove Electron Beam Welding Crossingの略)。]に用いるレールの材料は,JIS E 1120によ
る。
6.4
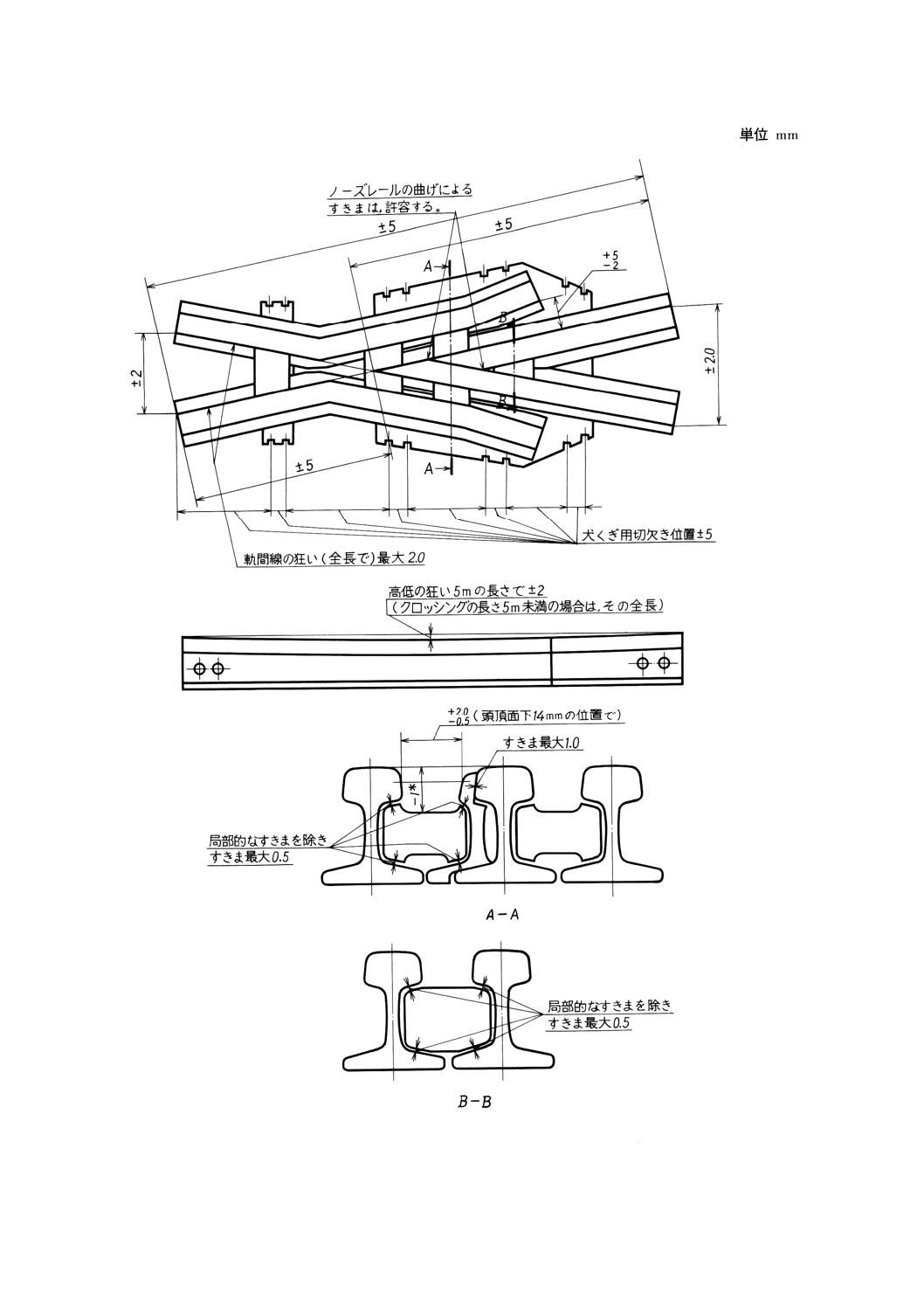
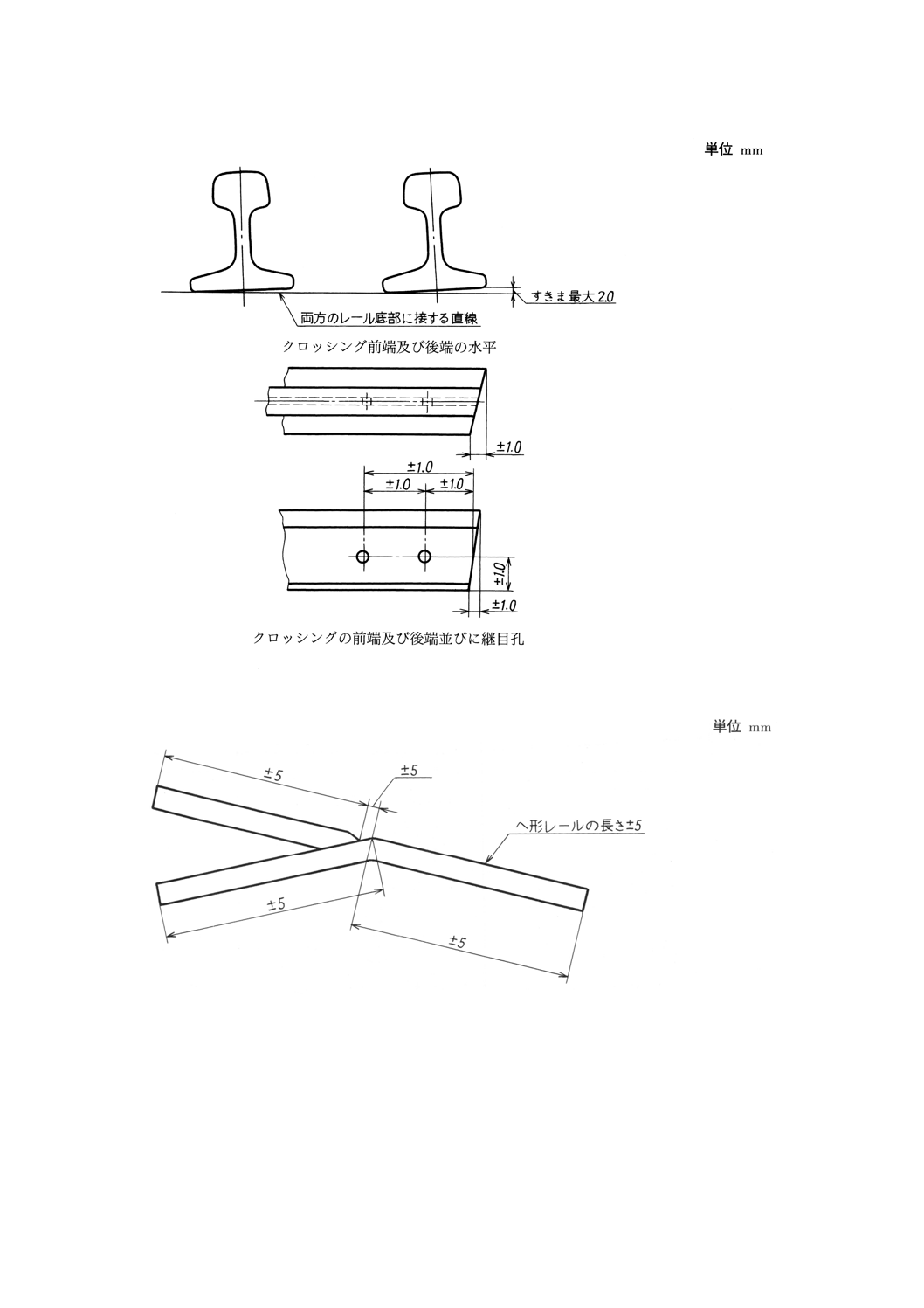
マンガンクロッシング マンガンクロッシングの材料は,JIS G 5131のSCMnH3による。
6.5
部品 分岐器類部品の材料は,表1によるほか,これと同等品以上とする。
3
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 部品の材料
部品名
材料
適用する形状・寸法の規格
転てつ棒
JIS G 3101のSS400
JIS E 1305の付図7.1,7.2
JIS G 3106のSM400A
JIS E 1305の付図1.2〜1.5,3.10,3.11,8.3,9.3
JIS E 1306の付図14.2,14.3,17.4
控え棒
JIS G 3101のSS400
JIS E 1305の付図3.12
JIS G 3106のSM400A
JIS E 1305の付図1.6,1.7,8.4,9.4
連結板
JIS G 3101のSS400
JIS E 1305の付図7.3〜7.6,8.5
JIS G 3106のSM400A
JIS E 1305の付図1.8,3.13〜3.17,6.2
JIS E 1306の付図14.4,17.5,17.6
止め金具
JIS G 3101のSS400又は
JIS G 5502のFCD400
JIS E 1305の付図1.9,3.18〜3.21,7.7
JIS E 1306の付図14.5,17.7,17.8
間隔材
JIS G 3101のSS400又は
JIS G 5101のSC450
JIS E 1305の付図1.10,1.11,6.3,6.4,7.8,7.9
JIS E 1306の付図1〜6−⑥,⑦,付図7〜10−⑦,⑧,付図12−⑥,⑦,
付図13−⑫〜⑮,付図14.10,14.11
JIS G 3101のSS400
JIS E 1306の付図14.6〜14.9
JIS G 5501のFC200
JIS E 1306の付図1−⑤,⑧〜⑬,付図2−⑤,⑧〜⑩,付図3−⑤,⑧
〜⑮,付図4−⑤,⑧〜⑬,付図5−⑤,⑧〜⑩,付図6−⑤,⑧〜⑮,
付図7−⑥,⑨〜⑮,付図8−⑥,⑨〜⑯,付図9−⑥,⑨〜⑮,付図10
−⑥,⑨〜,付図11−⑤〜⑪,付図12−⑤,⑧〜⑫,付図13−⑦〜⑪,
⑯〜⑳,付図20−③,④,付図21−③〜⑤
JIS E 1307の付図1.1,8.1,9.1〜9.4
分岐継目板
JIS G 3101のSS400
JIS E 1305の付図1.12,6.5,6.6,7.10,7.11,8.6〜8.8,9.5,9.6
JIS E 1306の付図14.12
JIS G 3101のSS400又は
JIS G 5101のSC450
JIS E 1306の付図14.13〜14.16
カラー
JIS G 4051のS30C〜S45Cを
熱処理して,硬さ30〜45HS
としたもの。
JIS E 1305の付図1.13,7.12,8.9
JIS E 1306の付図14.17
座金
JIS G 3101のSS400又は
JIS G 5502のFCD4100
JIS E 1305の付図1.14〜1.20,3.22〜3.34,7.13〜7.19,8.10〜8.12,付図
1.29−②
JIS E 1306の付図1−⑭〜⑰,付図2−⑪〜⑭,付図3−⑯〜⑲,付図4
−⑭〜⑰,付図5−⑪〜⑭,付図6−⑯〜⑲,付図7−⑯〜⑲,付図8−⑰
〜⑳,付図9−⑯〜⑲,付図10−〜,付図11−⑫〜⑮,付図12−⑬
〜⑯,付図13−〜,付図14.18〜14.26,17.9〜17.16,17.19,付図20
−⑤〜⑦,付図21−⑥〜⑩
JIS E 1307の付図1.2〜1.6,4.1〜4.3,9.5,9.6,10.1〜10.4,11.1
JIS G 3101のSS400,
JIS G 5101のSC450又は
JIS G 5502のFCD400
JIS E 1305の付図1.29−①
JIS G 4801のSUP6,SUP9
又はJIS G 4401のSK5,
SK7を熱処理したもの。
JIS E 1305の付図1.30
JIS E 1306の付図17.17,17.18
レールブレス JIS G 3101のSS400,
JIS G 5101のSC450又は
JIS G 5502のFCD450
JIS E 1305の付図1.21,3.35〜3.37,8.13
JIS E 1306の付図14.27,14.28,17.20,17.21
JIS G 5501のFC200
JIS E 1305の付図7.20
JIS E 1307の付図9.7
4
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
部品名
材料
適用する形状・寸法の規格
床板
JIS G 3101のSS400
JIS E 1305の付図1.22〜1.28,3.38〜3.54,7.21〜7.23,8.14〜8.17,9.7〜
9.9
JIS E 1306の付図11−⑳,,付図14.29〜14.43,17.22〜17.40
JIS E 1307の付図1.7,4.4,4.5,8.2,9.8,9.9,10.5,10.6,11.2
ボルト
JIS G 3101のSS490
JIS E 1305の付図3−
,付図4−,付図5−
JIS E 1306の付図17−,付図18−,付図19−
JIS G 4051のS45C〜S55Cを
熱処理して,硬さ255〜
331HBとしたもの(2)。
JIS E 1305の付図1−〜,付図2−〜,付図6−〜,付図7−
〜,付図8−⑳〜,付図9−〜
JIS E 1306の付図1−⑱,付図2−⑮,付図3−⑳,付図4−⑱,付図5−
⑮,付図6−⑳,付図7−⑳,付図8−,付図9−⑳,付図10−,付
図11−⑯,付図12−⑰,付図13−,付図14−〜,付図15−〜 ,
付図16−〜,付図20−⑧
JIS E 1307の付図1,2,3−⑩,付図8−⑩,付図9−⑨,付図10,11−
⑧
JIS E 1107の継目板ボルトB
種の強度区分10.9による。
JIS E 1305の付図3−〜,付図4−〜,付図5−
〜
JIS E 1306の付図17−〜,付図18−〜,付図19−〜,付図
21−⑪〜⑭
JIS E 1307の付図1,2,3−⑨,付図4,5,6,7−⑦,⑧,付図8−⑨,
付図10,11−⑦
ナット
JIS G 3101のSS400以上
材料が,JIS G 3101のSS490のボルトに使用するナット。
JIS G 4051のS45C〜S55Cを
熱処理したもの(2)。
材料が,JIS G 4051のS45C〜S55Cを熱処理したボルト及びJIS E 1107の
B種によるボルトに使用するナット。
ファングボル
ト
JIS G 3101のSS400
JIS E 1305の付図7−
JIS E 1307の付図9−⑩
ばね座金
JIS B 1251の2号
JIS E 1305の付図3.12−ばね座金
JIS E 1115
−
リベット
JIS G 3104のSV400
−
割りピン
JIS G 3505のSWRM12
−
注(2) 次の付図によるものは,JIS G 3101のSS400以上を使用してもよい。
JIS E 1305の付図3−,付図4−,付図5−,付図7−〜
JIS E 1306の付図11−⑯,付図14−
,付図15−,付図16−
,付図17−
,付図18−
,付図19−
JIS E 1307の付図9−⑨
7. 製造方法及び加工方法
7.1
レールの加工
7.1.1
切断 レールの切断は,機械加工によって行い,溶断したり折断してはならない。
7.1.2
曲げ レールを曲げたり,曲がりを直したりする際は,その品質を損なわない方法によらなければ
ならない。
7.1.3
成形 レールの頭部,底部及び腹部の成形は,機械加工又は熱間鍛造による。熱間鍛造の場合は,
その品質を損なわない方法によらなければならない。
7.1.4
孔あけ レールの孔あけ(3)は,機械加工によらなければならない。
注(3) 次の孔あけは,曲げ加工後に行う。
− 可動レールの転てつ棒及び連結板取付孔
− トングレールの曲げ点付近の孔
7.1.5
仕上げ 仕上げは,次による。
a) 6.1.3の成形後の仕上げ面の粗さは,JIS B 0601による36μm Ryとする。ただし,JIS E 1305の付図1.1,
5
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.1のトングレール及びJIS E 1306の付図14.1の可動レールの後端部での分岐継目板と接触する円柱
曲面の粗さは,12.5μm Ryとする。
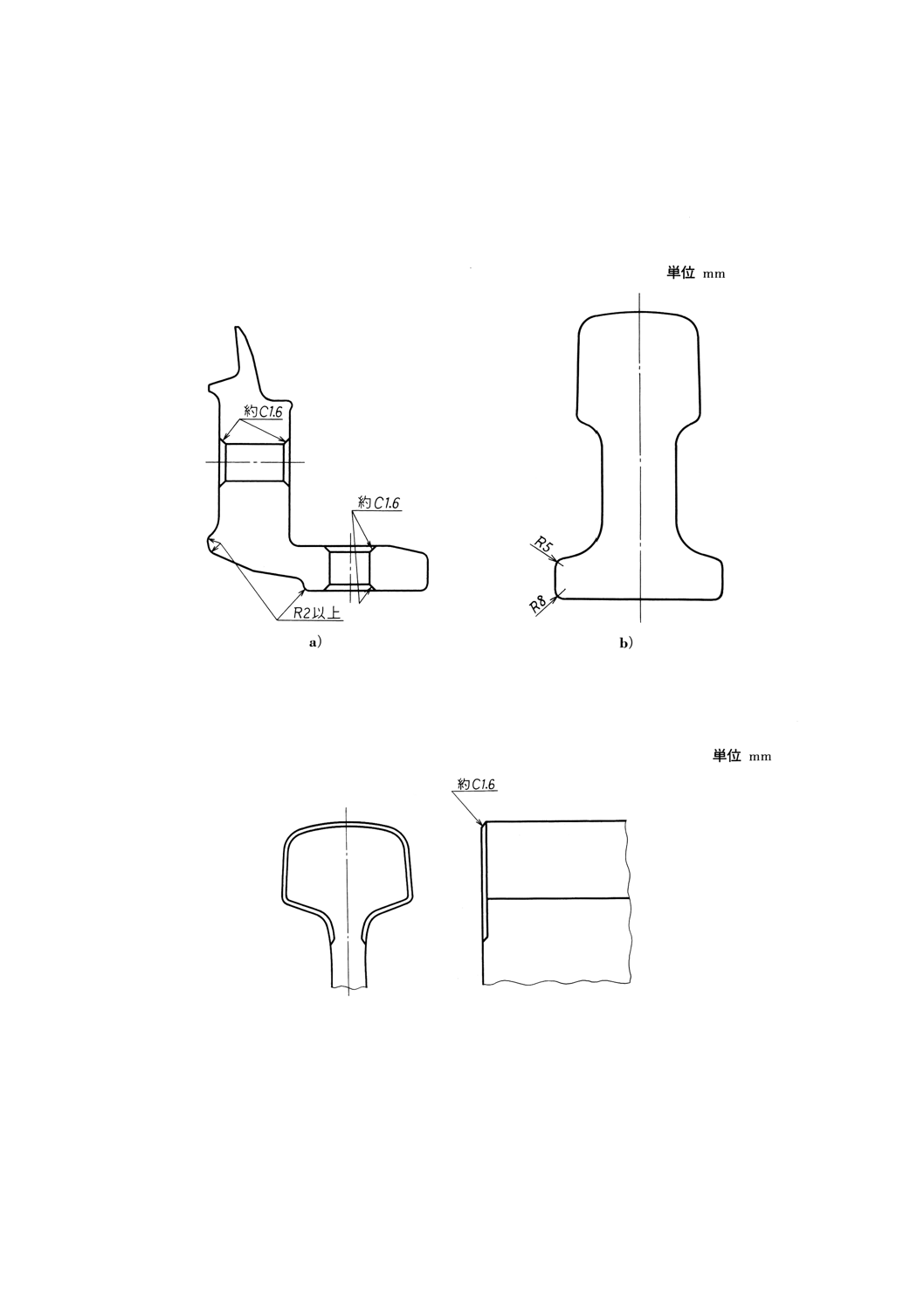
b) 孔及びレール底部側の削り面の角には,図3のa)(4)に示すように面取りを施す。ただし,JIS E 1305
の付図3.3,3.4,3.7,3.8,4.2,4.3,5.4,5.5,5.9〜5.12のトングレール及びJIS E 1306の付図17.2
の可動レールの弾性部の底部側の角には,図3のb)に示すようにR5及びR8mmの丸みを施す。
図3
注(4) この図は,トングレールの場合を例示するが,ガードレールその他に対しても適用する。
c) 継目板がかかるレール端部の端面には,図4に示すように頭部及び上首部に約1.6mmの面取りを施す。
図4
d) ばり,かえりなどは,取り除く。
7.1.6
熱処理 レールに熱処理を施す場合は,次による。
a) 熱処理を施すレールは,表2による。
6
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 熱処理するレール
項目
熱処理するレール
ポイント
トングレール
クロッシング ウイングレール,ノーズレール,ガードレール,
可動レール,へ形レール
ガード
ガードレール
b) 熱処理は,焼入れ,焼戻し(以下,QTという。)又はスラッククエンチ方式(以下,SQという。)に
よる。
c) 熱処理後は,熱処理部分を500℃以上に加熱してはならない。
7.1.7
溶接 レールの溶接は,次による。
a) 溶接は,指定された部位以外には行ってはならない。
b) 溶接部には,有害な欠陥があってはならない。
7.2
部品の加工
7.2.1
切断,曲げ及び成形 切断,曲げ及び成形に際しては,その品質を損なわない方法によらなければ
ならない。
7.2.2
孔あけ 部品の孔あけは,次による。
a) 機械加工によるもの 転てつ棒,控え棒,連結板,分岐継目板及び補支材の孔。
b) 犬くぎ用孔をパンチであけた場合に生じる3mm以下の膨らみは,仕上げなくてもよい。
7.2.3
溶接 部品の溶接は,次による。
a) 溶接は,指定された部位以外には,行ってはならない。
b) 溶接部には,有害な欠陥があってはならない。
c) 鋳鉄製品以外の部品は,強さに影響の少ない範囲で肉盛溶接を行うことができる。
7.2.4
仕上げ 仕上げは,次による。
a) トングレール及び可動レールが滑動する床板の面の粗さは,JIS B 0601による36μm Ryとする。
b) JIS E 1305の付図1.12及びJIS E 1306の付図14.12の分岐継目板におけるトングレール又は可動レー
ルと接触する面の粗さは,JIS B 0601による12.5μm Ryとする。
c) 上記a)及びb)以外の部品の削り面の粗さは,JIS B 0601による50μm Ryとする。
7.2.5
リベット孔 リベット孔の直径は,リベットの呼び径より,表3に示す寸法を超えてはならない。
表3 リベット孔
単位mm
項目
レールの種類
50kg未満
50kg以上
レール底部
3
4
クロッシングのレ
ール腹部
クロッシング番数
4番以下のもの
3
クロッシング番数
4番を超えるもの
2
その他
JIS B 1214による。
7.3
圧接クロッシングの製造
7.3.1
溶接 圧接クロッシングの溶接は,次による。
a) アーク溶接は,被覆アーク溶接方法及び炭酸ガスアーク溶接方法による。
なお,溶接棒は,JIS Z 3212のD7016〜D5816及びこれに準じる高張力鋼炭酸ガスアーク溶接用ソ
7
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
リッドワイヤを使用する。
b) 圧接は,ガス圧接による。
なお,加熱炎は弱還元炎としなければならない。
7.3.2
接着 圧接クロッシングの接着は,次による。
a) 接着材は,熱硬化性エポキシ樹脂を用いる。
b) レール及び間隔材の接着面のさび及び油脂分は,十分に取り除かなければならない。
7.3.3
仕上げ 仕上げは,切削及び研削加工によって行い,7.1.5による。
参考 圧接クロッシングには,次の特許がある。
特許番号 特許第1797248号
7.4
NEWクロッシングの製造
7.4.1
NEWクロッシングの溶接は,次による。
a) 溶接する部分のレール表面は,脱脂,洗浄を十分に行い,2本のレールにすき間のないよう十分密着
させる。
b) 溶接するレールは適正な予熱を行った後,溶接室に挿入し,6.6×10−2Pa以下の真空状態にしたうえ,
電子ビームを照射して溶接する。
7.4.2
仕上げ 仕上げは,切削及び研削加工によって行い,7.1.5による。
参考 NEWクロッシングには,次の特許がある。
特許番号 特許第195438号
7.5
マンガンクロッシングの製造 マンガンクロッシングの製造は,JIS G 5131によるほか次による。
a) 溶断 溶断を行う場合は,品質を損なわないように削り代を残す。
b) 孔あけ 孔あけは,機械加工によって行い,ばりなどは取り除く。ただし,犬くぎ孔は鋳抜きでもよ
い。
c) 仕上げ 仕上げは,次のとおりとし,切削及び研削加工によって行い,ばりなどは取り除く。
1) 車輪,レール及び継目板に接触する面の粗さは,JIS B 0601による50μm Ryとする。
2) まくらぎ及び床板に接触する面の粗さは,JIS B 0601による70μm Ryとする。
3) 孔(犬くぎ孔を除く。)には,約1.6mmの面取りを施す。
4) 継目板がかかるレール端部の端面には,頭部及び上首部に約1.6mmの面取りを施す。
d) 鋳造欠陥 有害な鋳巣,ひけ,粗しょう,き裂,湯じわ,湯ざかい,砂かみなどの欠陥があってはな
らない。
なお,溶接補修しても強さに影響が少ない場合には,溶接補修を行うことができる。この場合,不
良部分を完全に取り除き,良質なオーステナイト系の溶接棒でアーク溶接法によって補修を行う。
8. 品質
8.1
熱処理を施したレールの品質
8.1.1
頭頂部表面硬さ 頭頂部の表面硬さは,9.2.1によって試験を行ったときQTの場合は45〜55HS,
SQの場合は46〜56HSとする。ただし,1本のレールの最大値と最小値との差は,6HS以下とする。
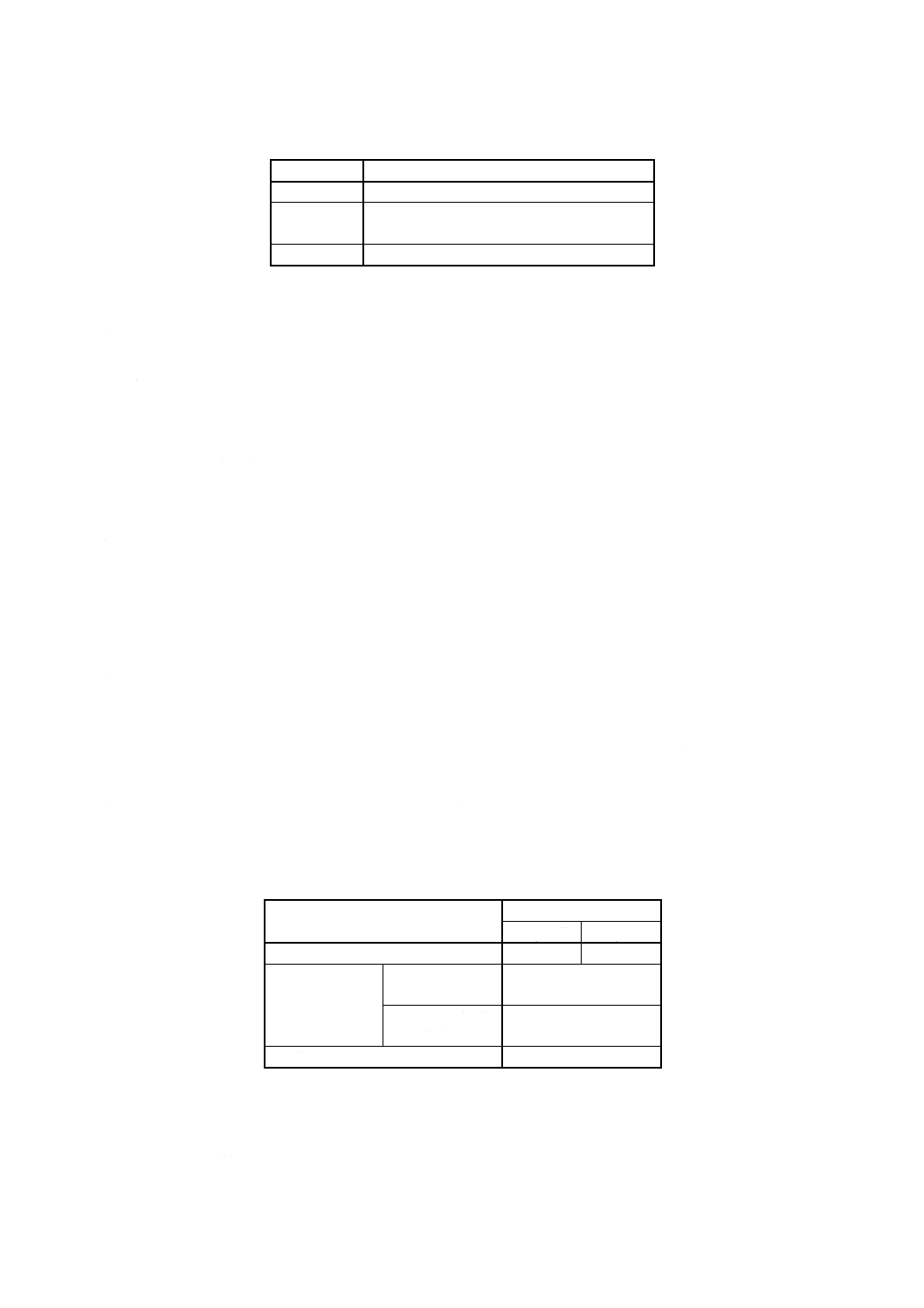
8.1.2
断面硬化層の形状 レールの横断面の硬化層の形状は,9.2.2によって試験を行ったとき,図5の
とおりとする。
8
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 硬化層の形状
8.1.3 断面硬化層の硬さ分布 レールの横断面の硬化層の硬さ分布は,レールの表面から緩やかに低下し,
急激な変化及び不連続があってはならない。また,QTの場合は402HV以上又は56HS以上,SQの場合は
410HV以上又は57HS以上の部分があってはならない。
8.2
レール溶接部の品質 溶接部には,溶接割れ,溶込み不良,融合不良,アンダカット,スラグ巻込
み,ブローホールなどがあってはならない。また,9.3の試験を行ったときJIS Z 3060の附属書6の2.(試
験結果の分類)に規定する1類に適合しなければならない。
9. 試験
9.1
表面粗さ測定 レール,圧接クロッシング,NEWクロッシング,マンガンクロッシング,部品など
の仕上げ面の粗さ測定は,JIS B 0659に規定する標準片又はJIS B 0601に基づいて作成した標準片と比較
して行う。
9.2
熱処理を施したレールの試験
9.2.1
頭頂部表面硬さ試験 頭頂部の表面硬さ試験は,次による。
a) 試験体及び測定箇所 試験体は製品そのものとし,測定は,すべての製品について両端及び中央の付
近3か所とする。
b) 試験方法 試験方法は,JIS Z 2246による。
9.2.2
断面硬化層の形状試験 断面硬化層の形状試験は,次による。
a) 供試材 製品と同種の長さ500mm以上のレールを,製品と同条件で熱処理して供試材とする。
b) 試験片 試験片は,供試材の中央断面とする。
c) 試験方法 試験方法は,JIS G 0559の6.(マクロ組織試験による測定方法)の規定による。
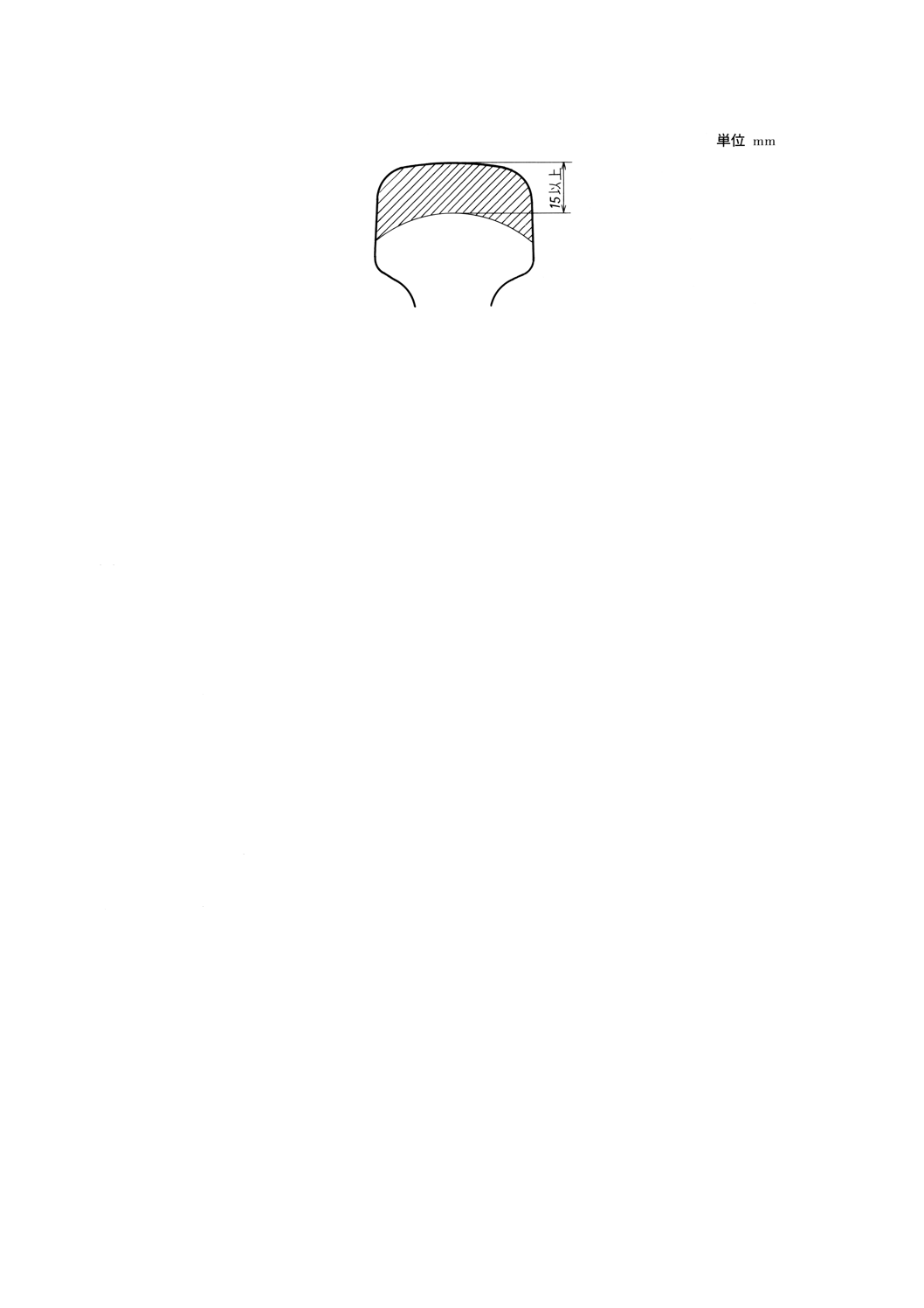
9.2.3
断面硬化層の硬さ分布試験 断面硬化層の硬さ分布試験は,次による。
a) 供試材及び試験片 供試材及び試験片は,9.2.2のa)及びb)による。
b) 試験方法 試験方法は,JIS Z 2244又はJIS Z 2246による。
c) 測定位置 測定位置は,図6に示す×の位置とする。
9
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 測定位置
9.3
レール溶接部の試験
9.3.1
アーク溶接部の試験 アーク溶接部の試験は,JIS Z 2343-1〜-4及びJIS Z 3060に規定する方法に
よる。
9.3.2
圧接及び電子ビーム溶接部の試験 圧接及び電子ビーム溶接部の試験は,JIS G 0565,JIS Z 2343-1
〜-4及びJIS Z 3060に規定する方法による。
10. 検査
10.1 形状及び寸法検査 分岐器類の形状及び寸法検査は,5.2の規定に適合しなければならない。
10.2 表面粗さ検査 分岐器類の表面粗さ検査は,7.1.5a),7.2.4,7.3.3及び7.4c)の規定に適合しなければ
ならない。
10.3 熱処理を施したレールの検査
10.3.1 頭頂部表面硬さ検査 頭頂部表面硬さ検査は,7.1.6b)及び8.1.1の規定に適合しなければならない。
10.3.2 断面硬化層の形状検査 断面硬化層の形状検査は,8.1.2の規定に適合しなければならない。
10.3.3 断面硬化層の硬さ分布検査 断面硬化層の硬さ分布検査は,8.1.3の規定に適合しなければならな
い。
10.4 レール溶接部の検査 レール溶接部の検査は,8.2の規定に適合しなければならない。
11. 包装 分岐器類の包装は,次による。
a) トングレール・可動レールの後端部に円柱曲面があるもの,及びこの部分に接触する分岐継目板の双
方の接触する面には,JIS K 2220による一般用グリースを塗布して包装する。
b) レール削り面及びねじ部には,JIS K 5421によるボイル油及び煮あまに油又はこれと同等品以上の油
を塗布し,その他の部品の削り面には,さび止め処理用の油を塗布して包装する。
c) トングレール・可動レールの後端部に円柱曲面があるものの一般用グリース塗布面及びすべてのトン
グレール先端部は,木片を用い,分岐継目板の一般用グリース塗布面は,麻布類を用いて保護する。
d) 圧接クロッシング,NEWクロッシング及びマンガンクロッシングは,検査終了後全面にJIS K 5531
によるラッカーエナメル又はこれと同等品以上の塗料を塗布して包装する。
10
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12. 表示
12.1 ポイント,クロッシングガード及び部品 ポイント,クロッシング,ガード及び部品の表示は,次
による。
a) 製品の表示は,表4による。ただし,製造年は,西暦年の下2けたの数字で表示し,製造業者名及び
用途は略号とする。
なお,分岐器類の番数,レールの種類,使用位置,方向などにつき,見誤りやすい部分に対しては,
更に必要事項を白ペイントで明示する。
b) 熱処理を施したレールの表示 7.1.6a)に規定する熱処理を施したレールの表示は,表4によるほか,
次の事項を明示した銘板を,見やすい側のレール腹部中央に取り付ける。ただし,熱処理したクロッ
シング及び固定K字クロッシングの場合の銘板取付けは,クロッシングはウイングレール,固定K字
クロッシングはガードレールの1か所とする。
1) 製造業者名又はその略号。
2) 熱処理番号。
表4 製品の表示
品名
表示事項
表示箇所(7)
製造業
者名
製造年 分岐器類
の番数
レール
の種類
用途(5)
間隔材の
幅(6)
表示方法
クロッシング
○
○
−
−
−
−
刻印
ウイングレー
ル後端面
K字クロッシング
○
○
−
−
−
−
刻印
ガードレール
後端面
トングレール
可動レール
○
○
−
−
−
−
刻印
前端面
へ形レール
ガードレール
○
○
−
−
−
−
刻印
端面
転てつ棒
○
○
−
−
−
−
刻印
上面
控え棒
○
−
−
−
−
−
刻印
上面
間隔材(ポイント用)
○
−
○
○
−
−
刻印又は浮出し
端面又は上面
間隔材(クロッシング用)
○
−
−
−
−
−
刻印又は浮出し
上面
間隔材(ガード用)
○
−
−
−
−
−
刻印又は浮出し
上面
−
−
−
−
−
○
刻印又は白ペイント 端面
分岐継目板
○
−
−
○
−
−
刻印又は浮出し
側面又は上面
レールブレス
○
−
−
○
○
−
刻印又は浮出し
側面又は上面
床板
分岐タイプレート
○
−
−
−
−
−
刻印又は浮出し
端面又は側面
注(5) 用途の略号は,ポイント:P,クロッシング:C,ガード:Gとし,N形及び60kgレール用分岐器は,表示しな
い。
(6) 間隔材の幅は,両端の幅が異なる場合は,両方の幅を表示する。
(7) 表示箇所は,規定した面の見やすい部分とする。
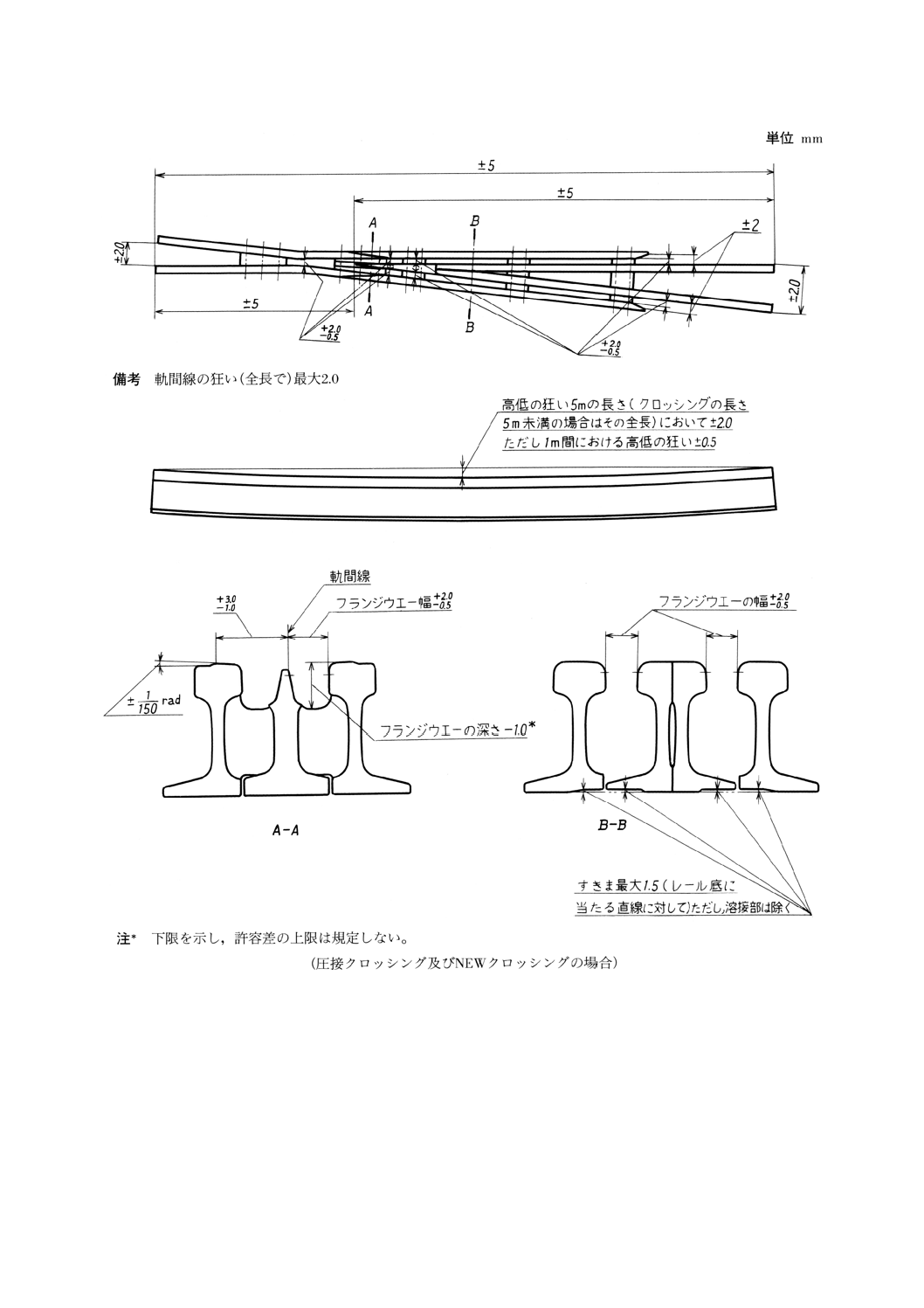
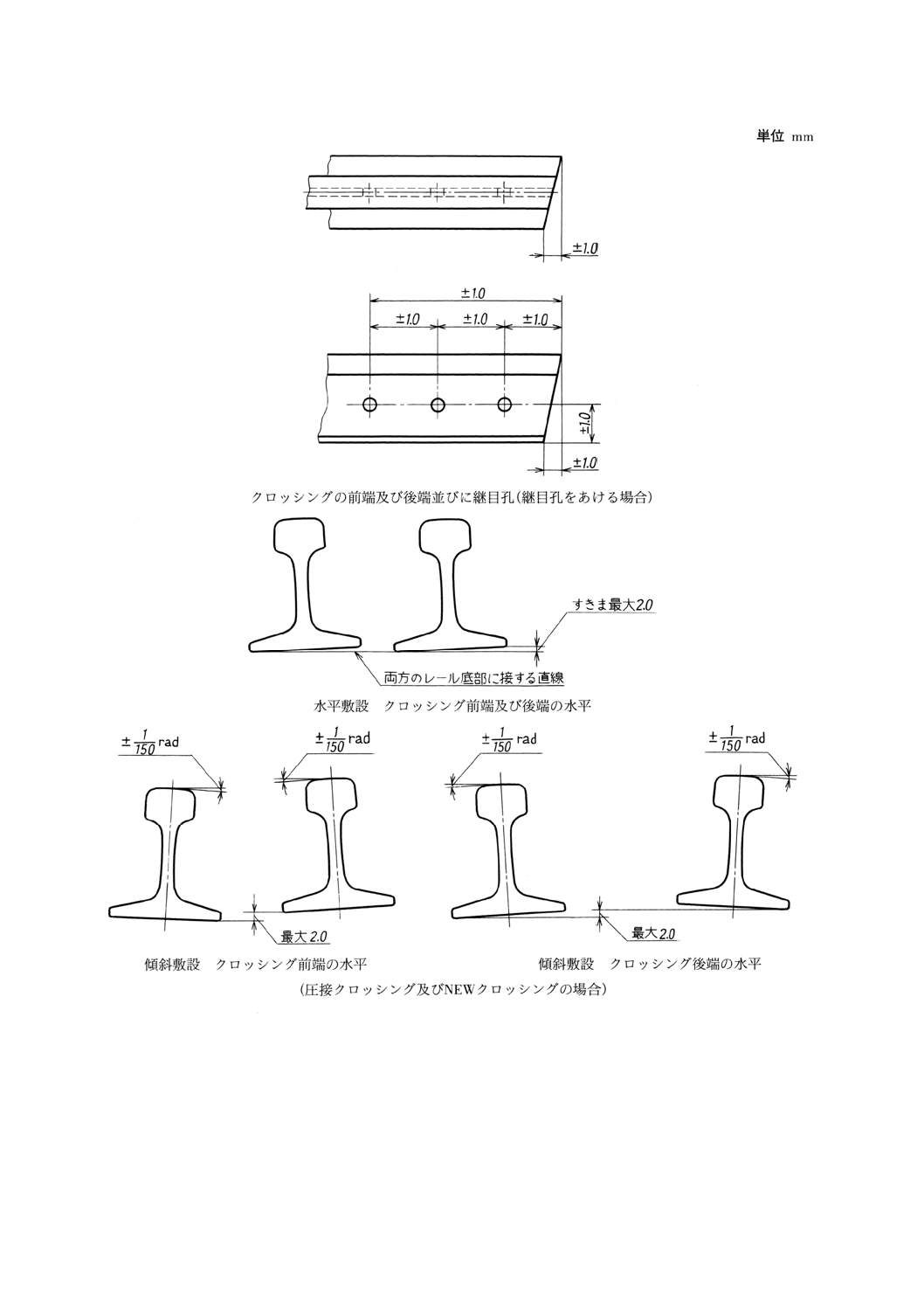
12.2 圧接クロッシング及びNEWクロッシングの表示 圧接クロッシング及びNEWクロッシングのウイ
ングレール後端の腹部の位置に,次の事項を明示した銘板を取り付ける。
a) レールの種類。
b) クロッシングの番数。
c) 製造業者名又はその略号。
d) 製造番号及び製造年月。

11
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.3 マンガンクロッシングの表示 マンガンクロッシングの腹部外面又は適当な位置に,次の事項を浮
き出して表示する。ただし,製造年は,西暦年の下2けた数字で表示する。
a) レールの種類。
b) クロッシングの番数。
c) 製造業者名又はその略号。
d) 製造番号及び製造年月。
例 50kgNレールの12番片開き分岐器に使用するマンガンクロッシングの場合
付表1 引用規格
JIS B 0601 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 0659 比較用表面粗さ標準片
JIS B 1180 六角ボルト
JIS B 1181 六角ナット
JIS B 1214 熱間成形リベット
JIS B 1251 ばね座金
JIS B 1351 割りピン
JIS E 1101 普通レール及び分岐器類用特殊レール
JIS E 1107 継目板用及びレール締結用ボルト・ナット
JIS E 1115 継目板用ばね座金
JIS E 1120 熱処理レール
JIS E 1304 鉄道用分岐器類の線形
JIS E 1305 鉄道用分岐器のポイント−形状及び寸法
JIS E 1306 鉄道用分岐器類のクロッシング−形状及び寸法
JIS E 1307 鉄道用分岐器類のガード−形状及び寸法
JIS E 1311 鉄道−分岐器類用語
JIS G 0559 鋼の炎焼入及び高周波焼入硬化層深さ測定方法
JIS G 0565 鉄鋼材料の磁粉探傷試験方法及び磁粉模様の分類
JIS G 3101 一般構造用圧延鋼材
JIS G 3104 リベット用丸鋼
JIS G 3106 溶接構造用圧延鋼材
JIS G 3505 軟鋼線材
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4401 炭素工具鋼鋼材
12
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 4801 ばね鋼鋼材
JIS G 5101 炭素鋼鋳鋼品
JIS G 5131 高マンガン鋼鋳鋼品
JIS G 5501 ねずみ鋳鉄品
JIS G 5502 球状黒鉛鋳鉄品
JIS K 2220 グリース
JIS K 2439 クレオソート油・加工タール・タールピッチ
JIS K 5421 ボイル油及び煮あまに油
JIS K 5531 ニトロセルロースラッカー
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2246 ショア硬さ試験−試験方法
JIS Z 2343-1 非破壊試験−浸透探傷試験−第1部:一般通則:浸透探傷試験方法及び浸透指示模様の
分類
JIS Z 2343-2 非破壊試験−浸透探傷試験−第2部:浸透探傷剤の試験
JIS Z 2343-3 非破壊試験−浸透探傷試験−第3部:対比試験片
JIS Z 2343-4 非破壊試験−浸透探傷試験−第4部:装置
JIS Z 3060 鋼溶接部の超音波探傷試験方法
JIS Z 3212 高張力鋼用被覆アーク溶接棒
13
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
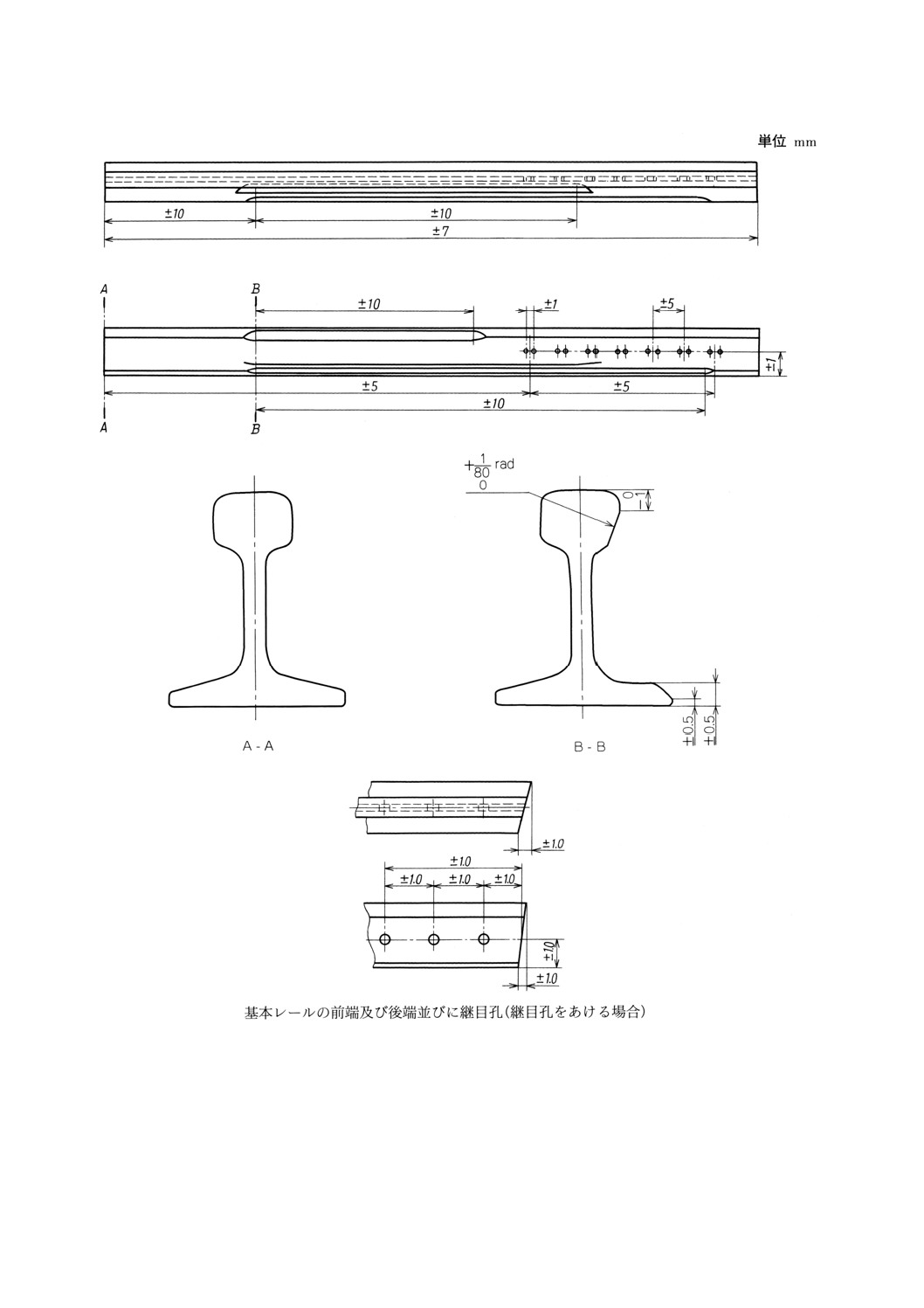
付図1 基本レール及びへ形レール
14
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 記入していない部分は,a)による。
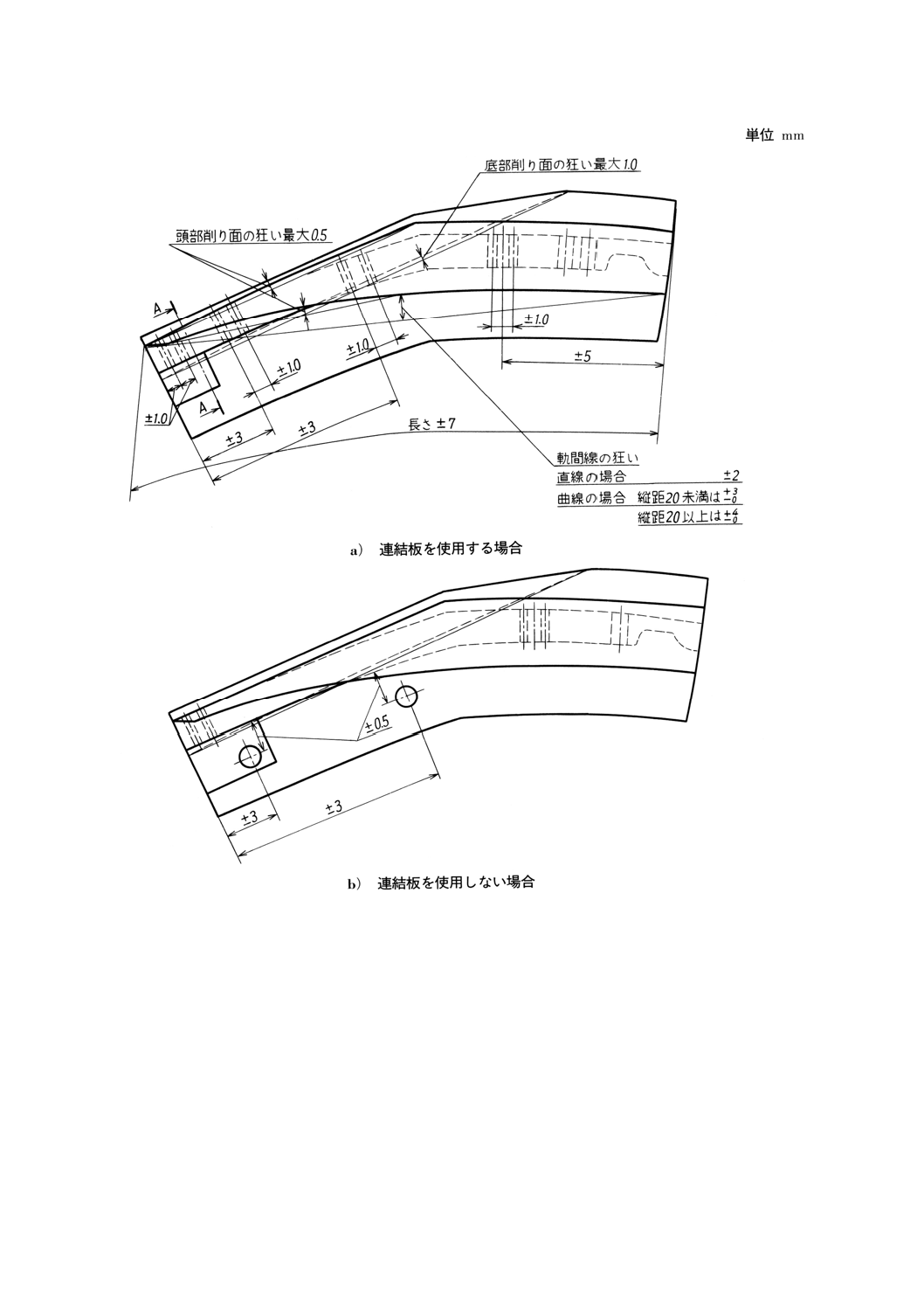
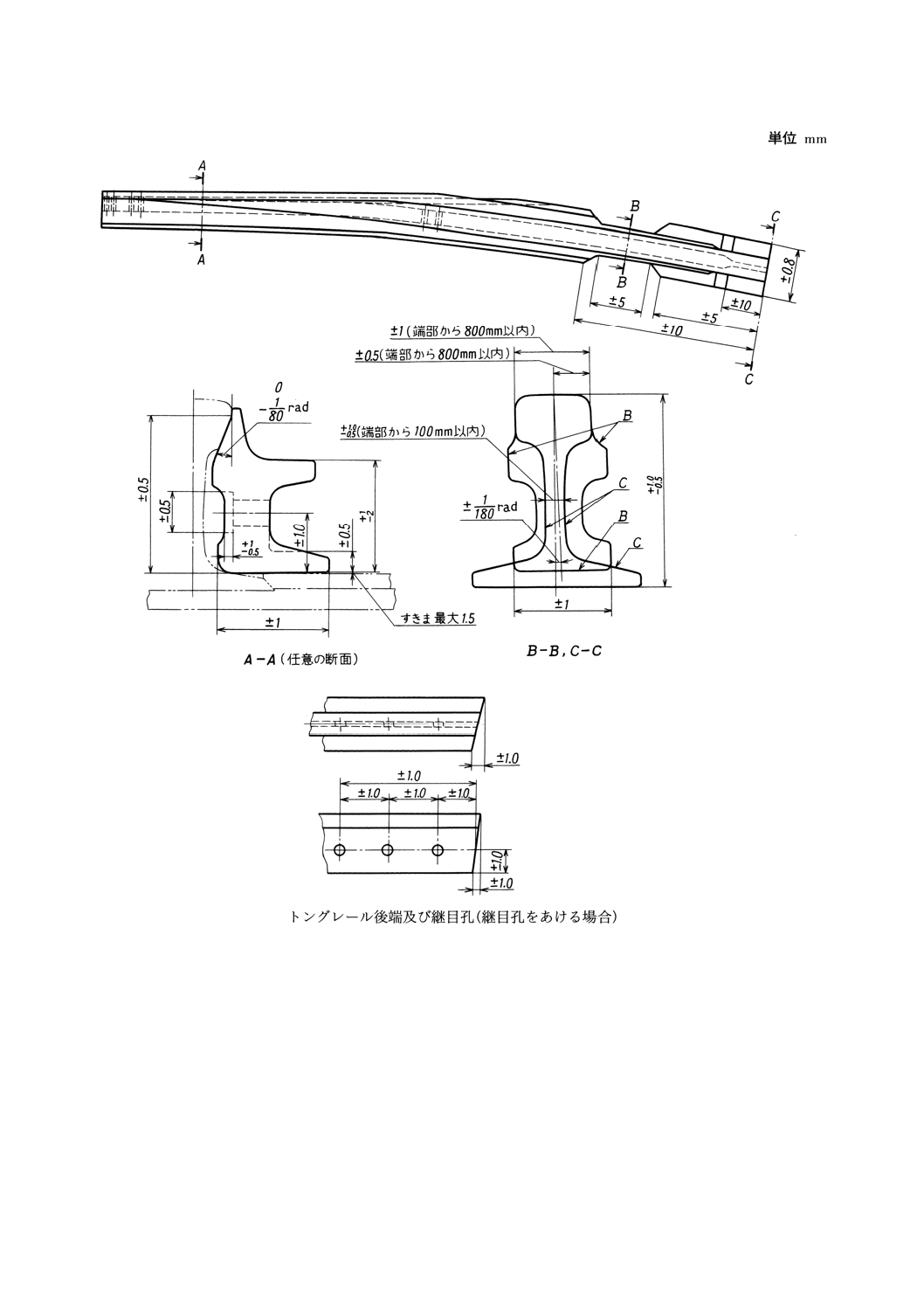
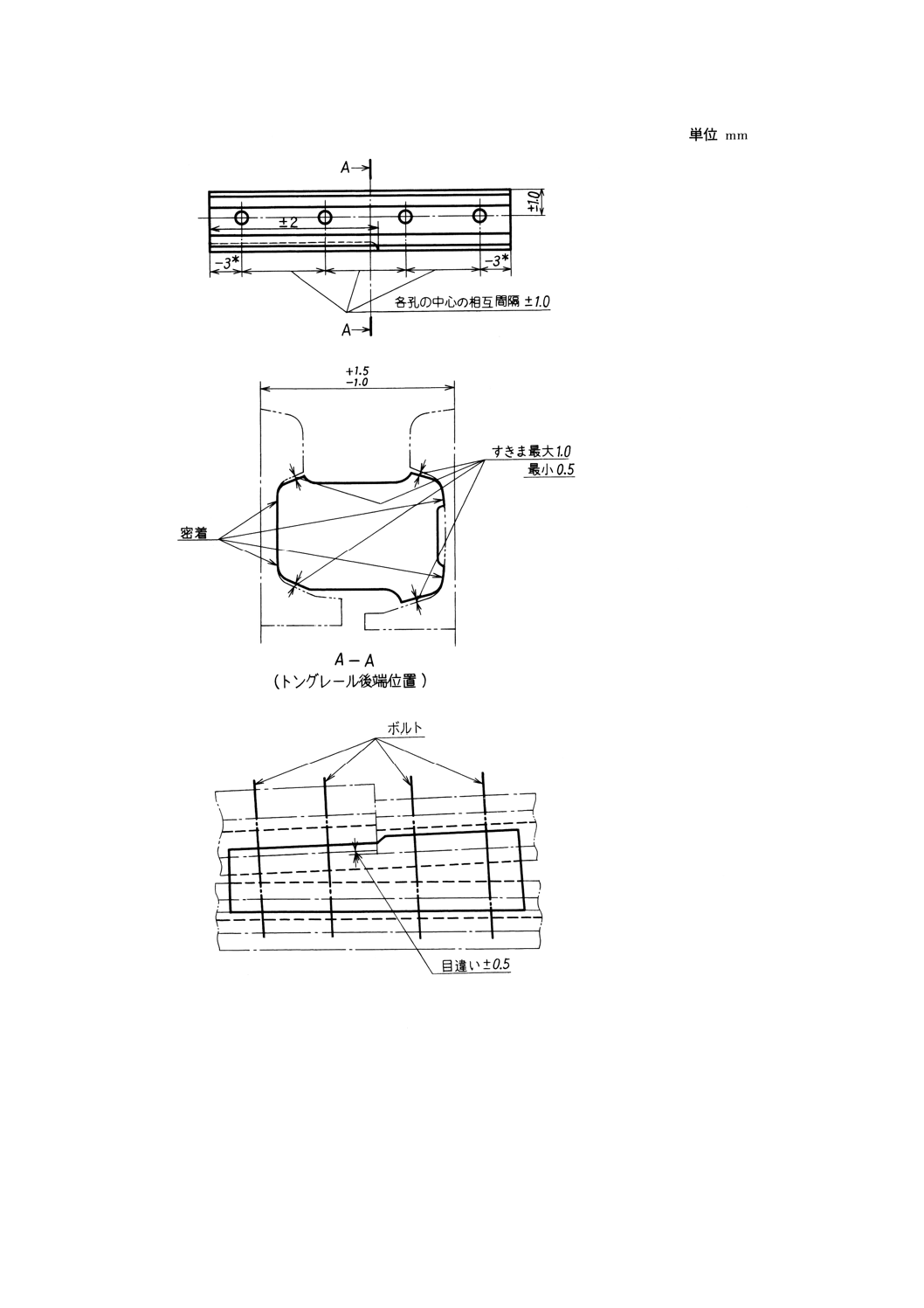
付図2.1 トングレール,可動レール及び乗越レール
15
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 図中,二点鎖線で示された部分に関連する許容差は,基準寸法に対する値を示す。
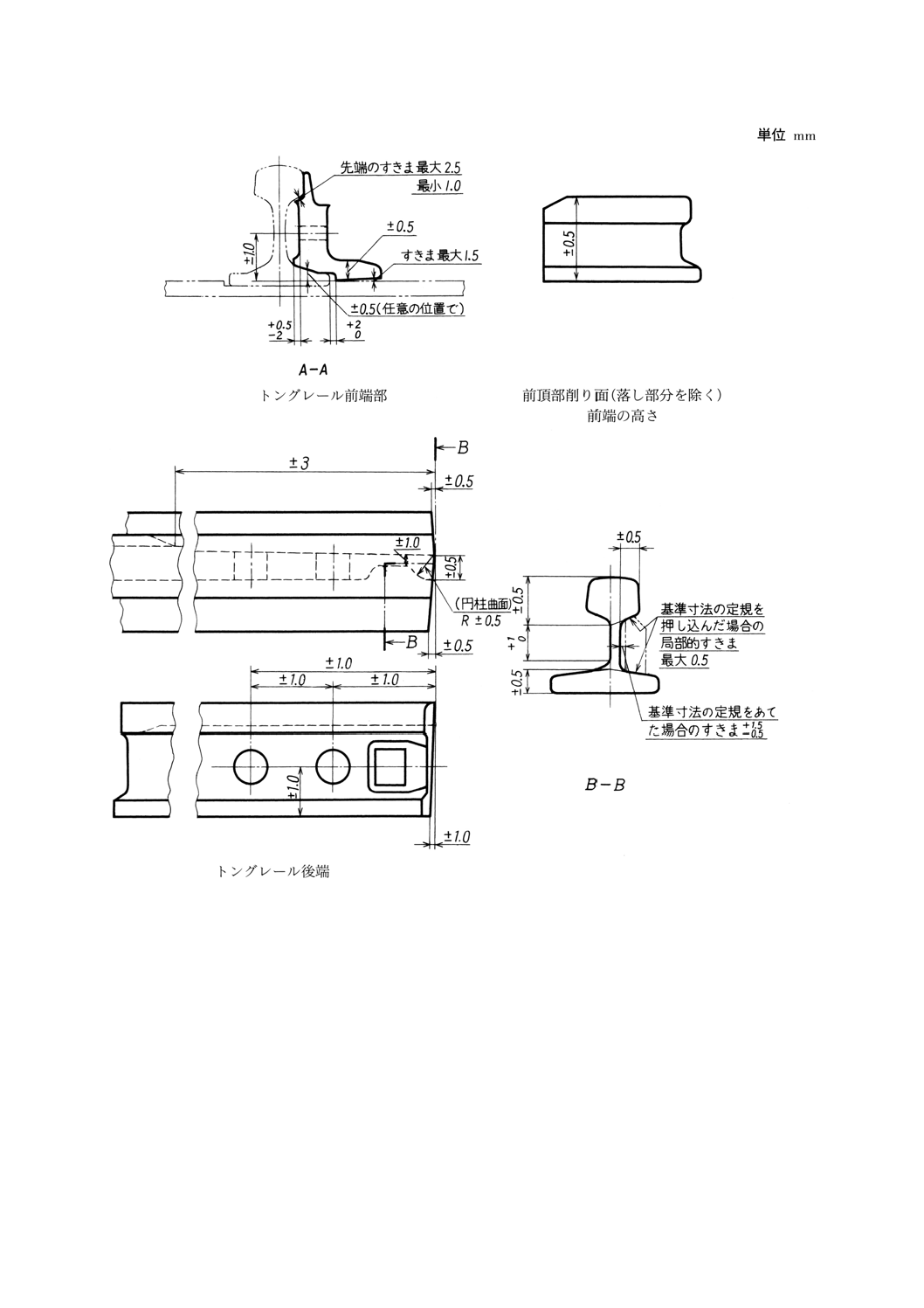
付図2.1 トングレール,可動レール及び乗越レール(続き)
16
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
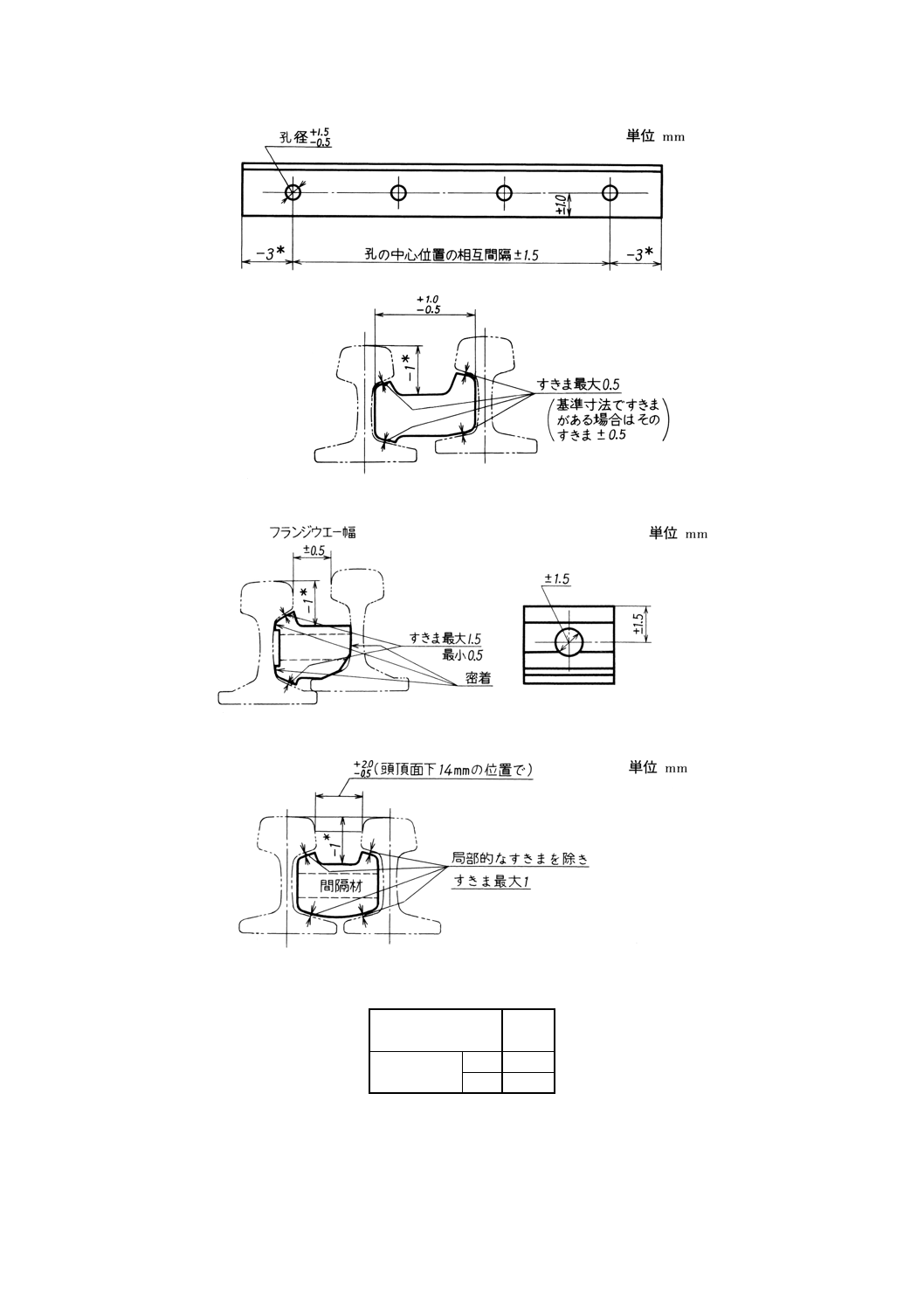
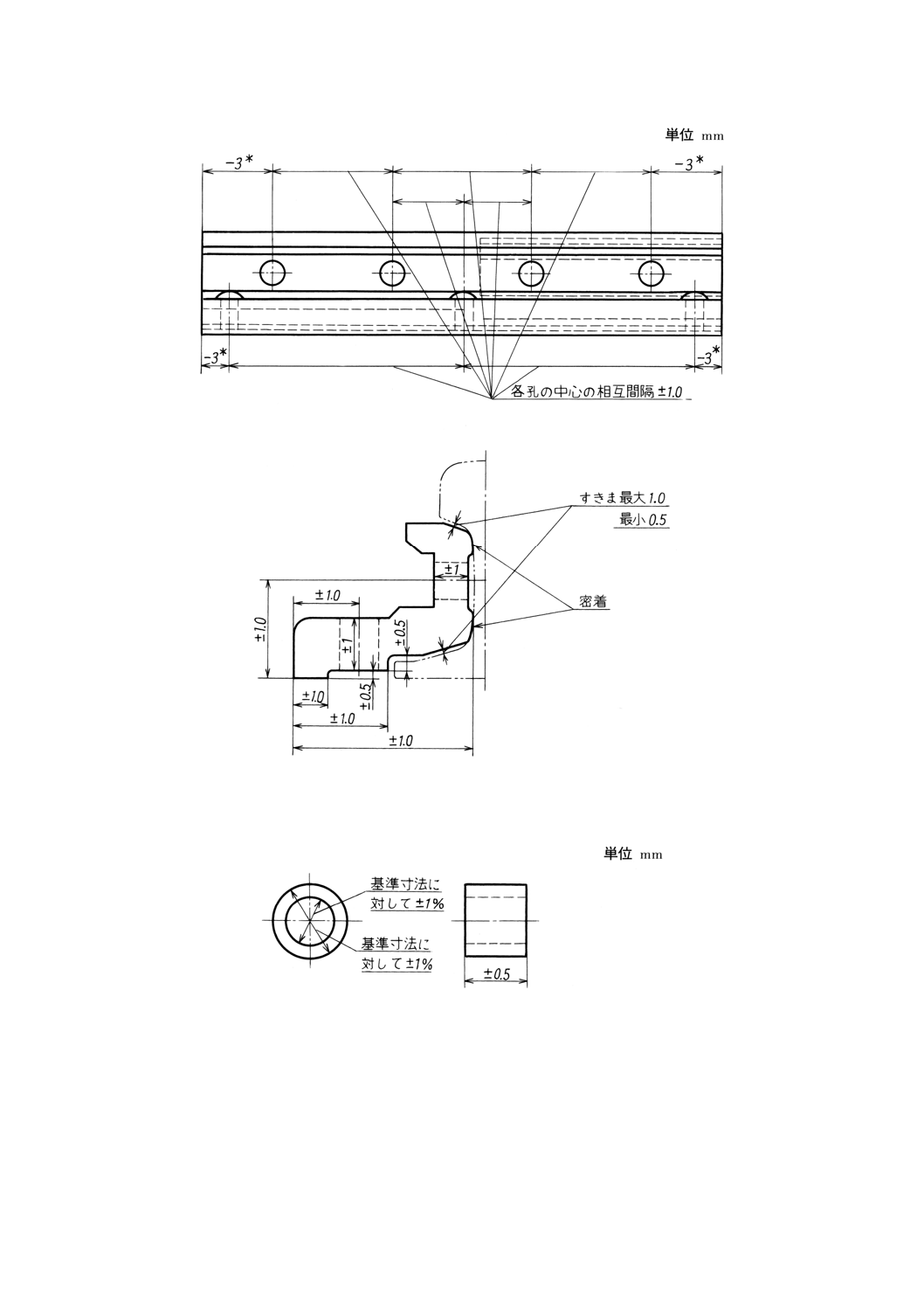
備考 記入していない部分は,付図2.1a)による。
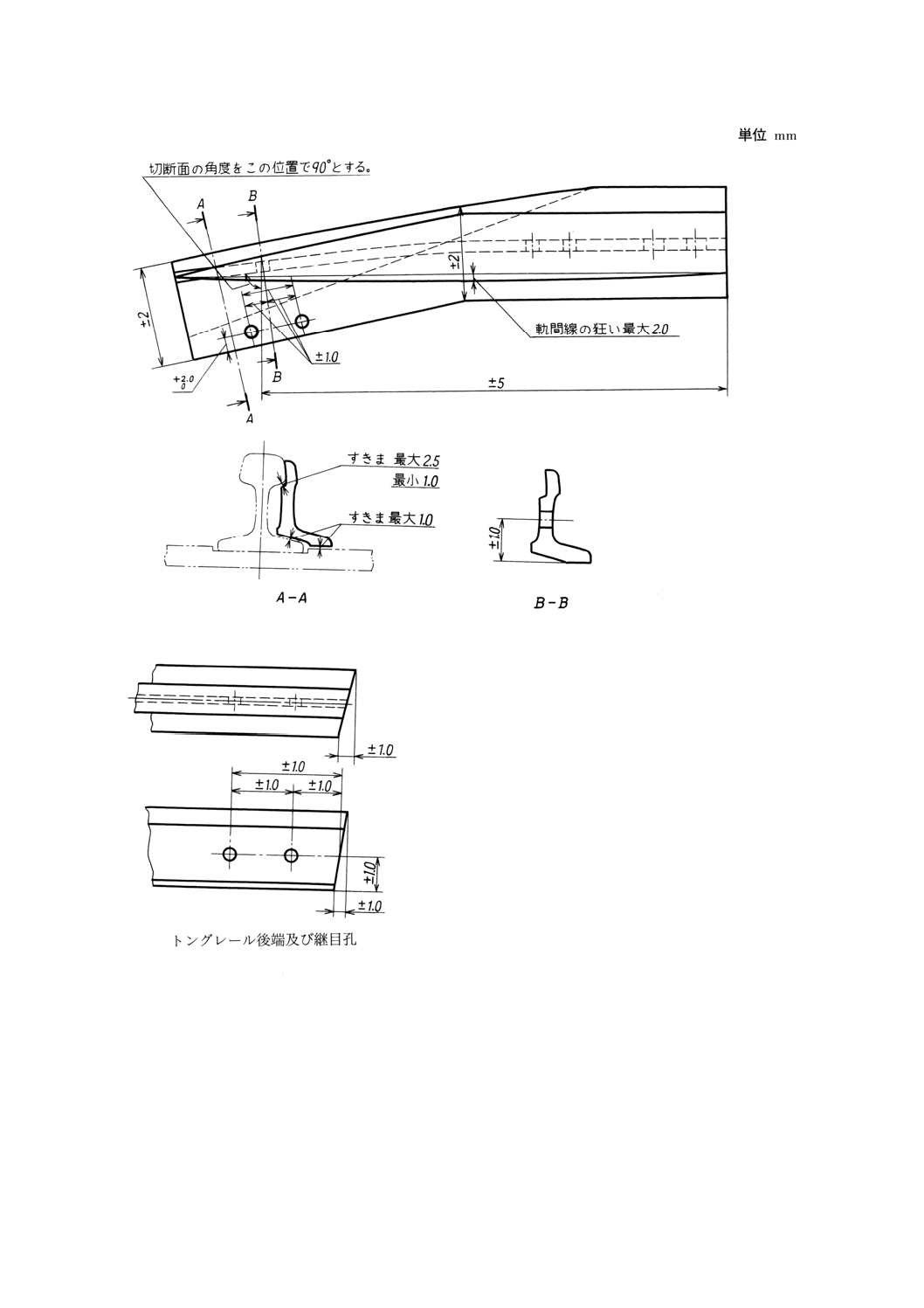
付図2.2 トングレール,可動レール及び乗越レール
17
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
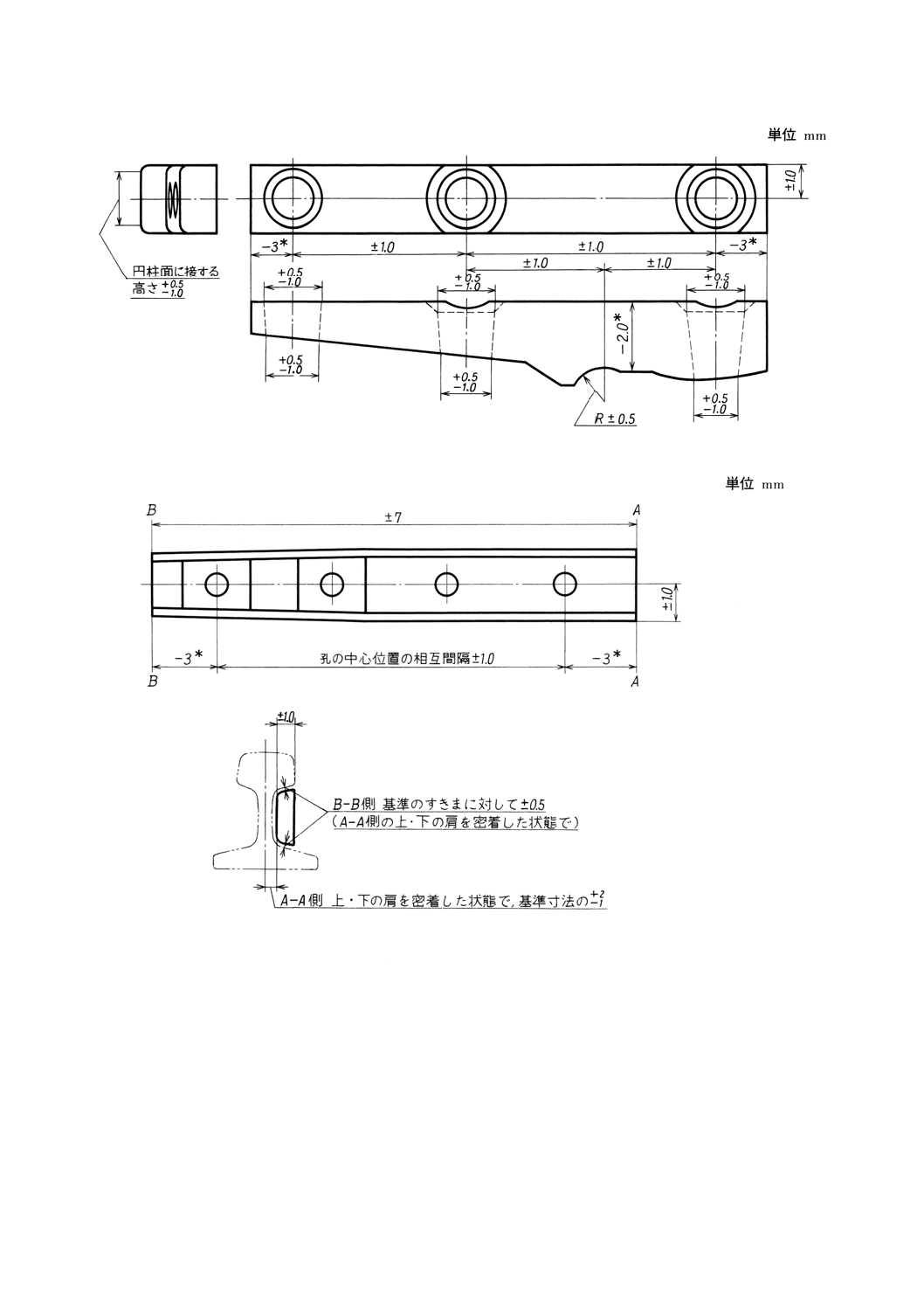
備考1. 図中,二点鎖線で示された部分に関する許容差は,基準寸法に対する値を示す。
2. 記入していない部分は,付図2.1a)による。
付図2.3 トングレール,可動レール及び乗越レール
付図2 トングレール,可動レール及び乗越レール
18
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
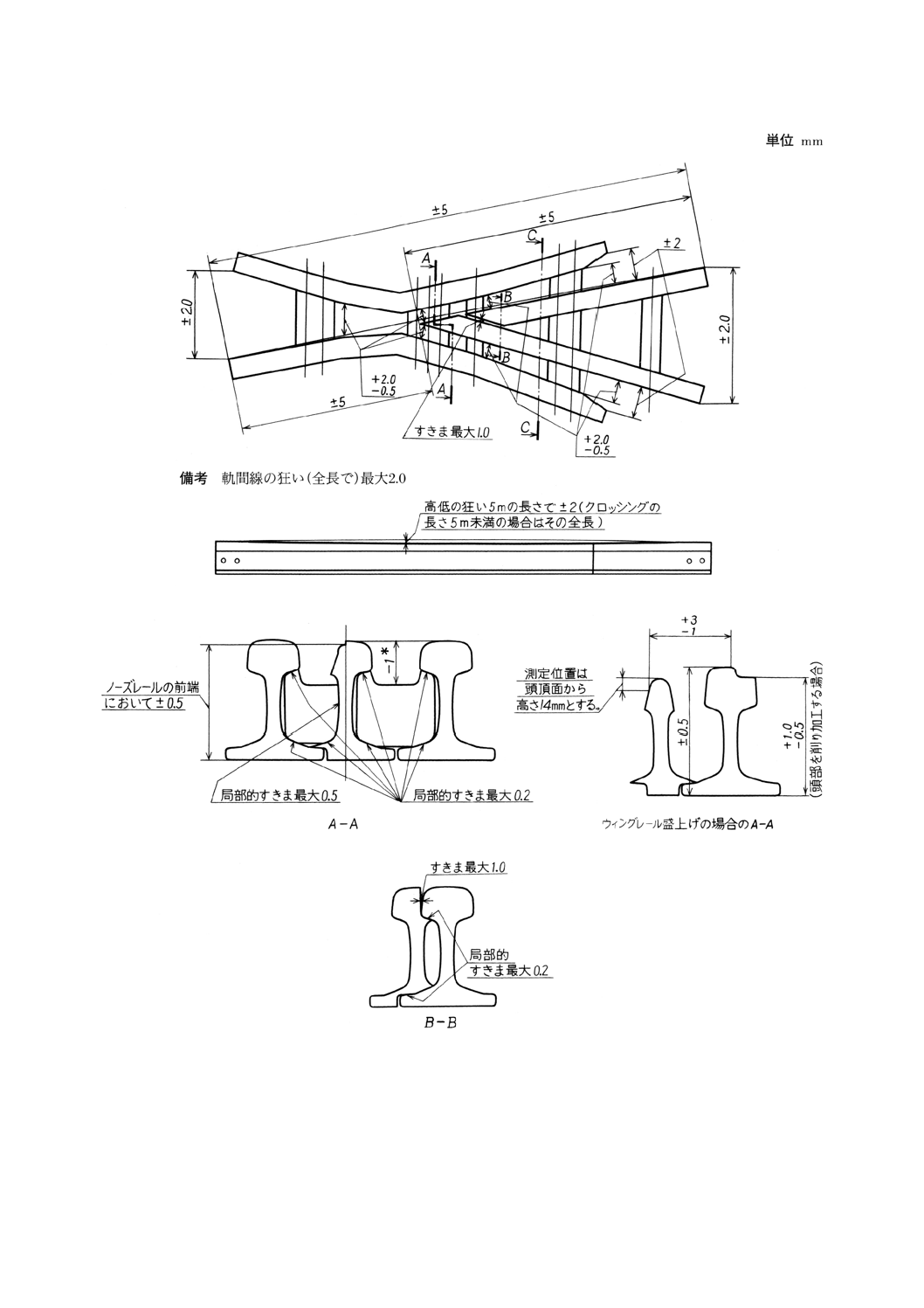
注*
下限を示し,許容差の上限は規定しない。
付図3.1 クロッシング及び固定K字クロッシング
19
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
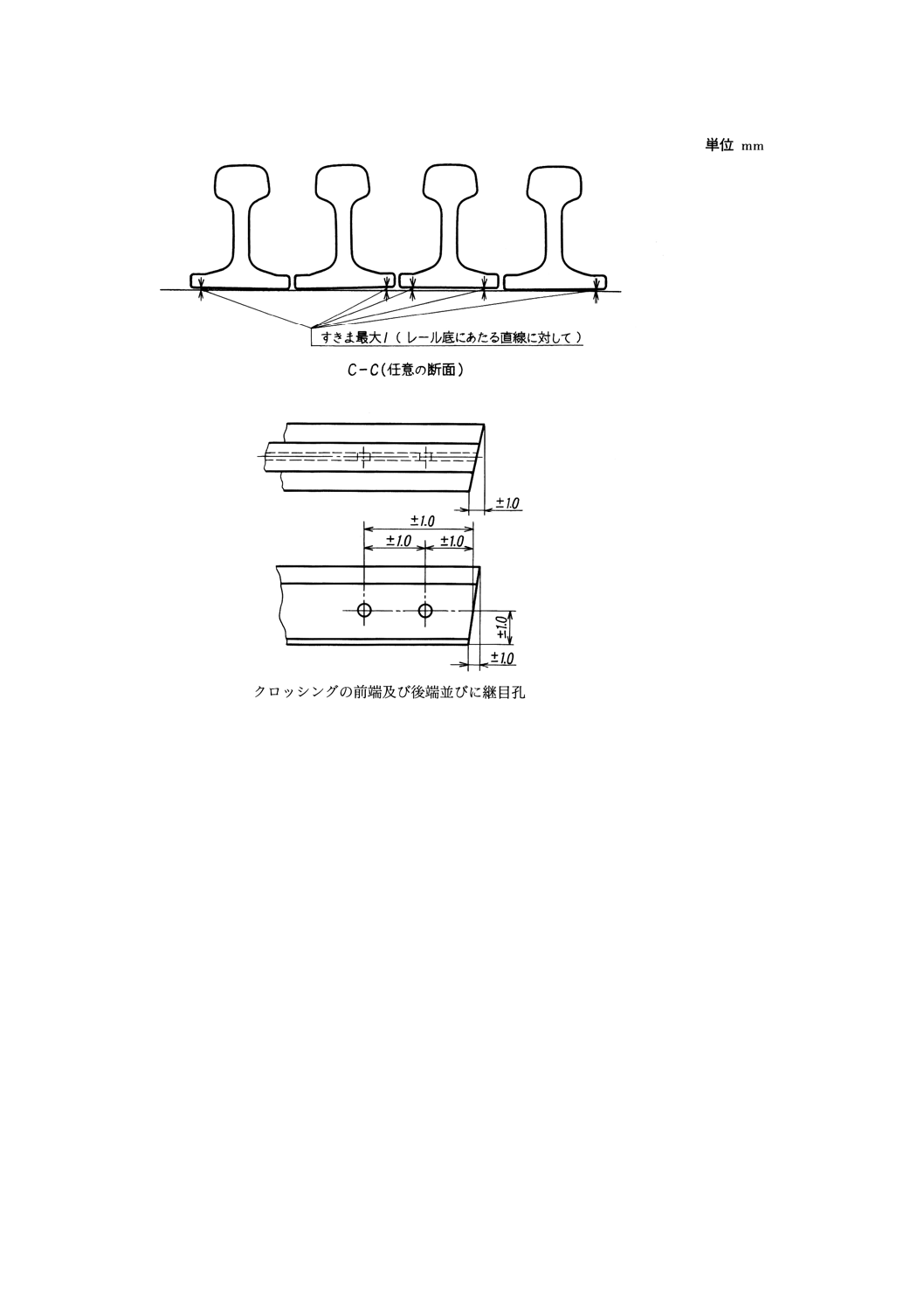
付図3.1 クロッシング及び固定K字クロッシング(続き)
20
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図3.2 クロッシング及び固定K字クロッシング
21
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図3.2 クロッシング及び固定K字クロッシング(続き)
22
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
付図3.3 クロッシング及び固定K字クロッシング
23
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図3.3 クロッシング及び固定K字クロッシング(続き)
付図3 クロッシング及び固定K字クロッシング
備考 その他は,付図1,2,及び付図6〜14による。
付図4 可動K字クロッシング
24
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
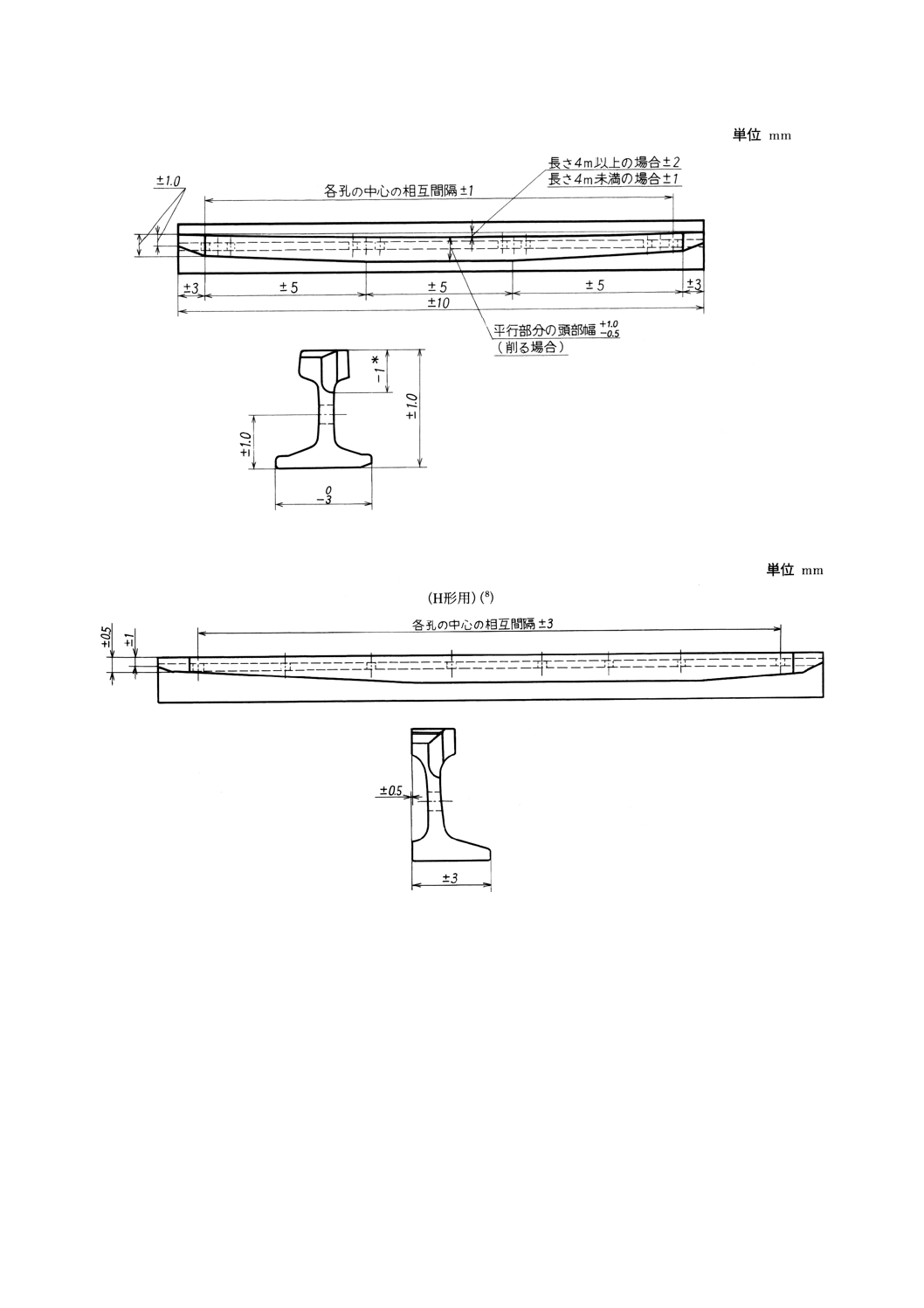
付図5.1 ガードレール
注(8) JIS E 1307の3.(ガードの形状及び寸法)の表1に参考として表示したガードの形式名で,H形ガードに使用す
るガードレール。
備考 記入していない部分は,付図5.1による。
付図5.2 ガードレール
付図5 ガードレール
25
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
備考 全長の曲がりの許容差は,2.0とする。
付図6.1 転てつ棒及び控え棒
注*
下限を示し,許容差の上限は規定しない。
備考 全長の曲がりの許容差は,2.0とする。
付図6.2 転てつ棒及び控え棒
備考 全長の曲がりの許容差は,2.0とする。
付図6.3 転てつ棒及び控え棒
26
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 全長の曲がりの許容差は,2.0とする。
付図6.4 転てつ棒及び控え棒
付図6 転てつ棒及び控え棒
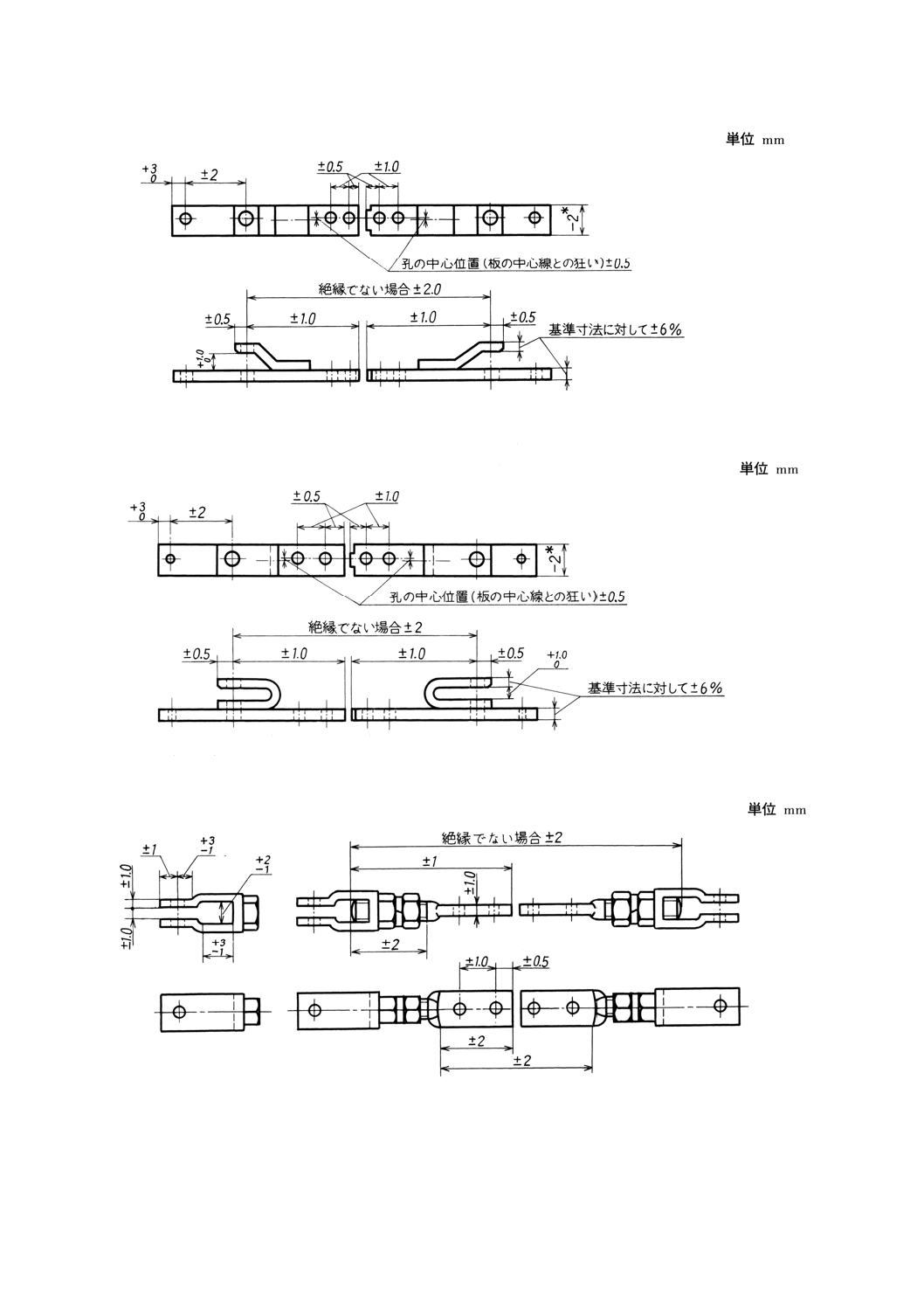
付図7.1 連結板
27
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図7.2 連結板
付図7.3 連結板
付図7 連結板
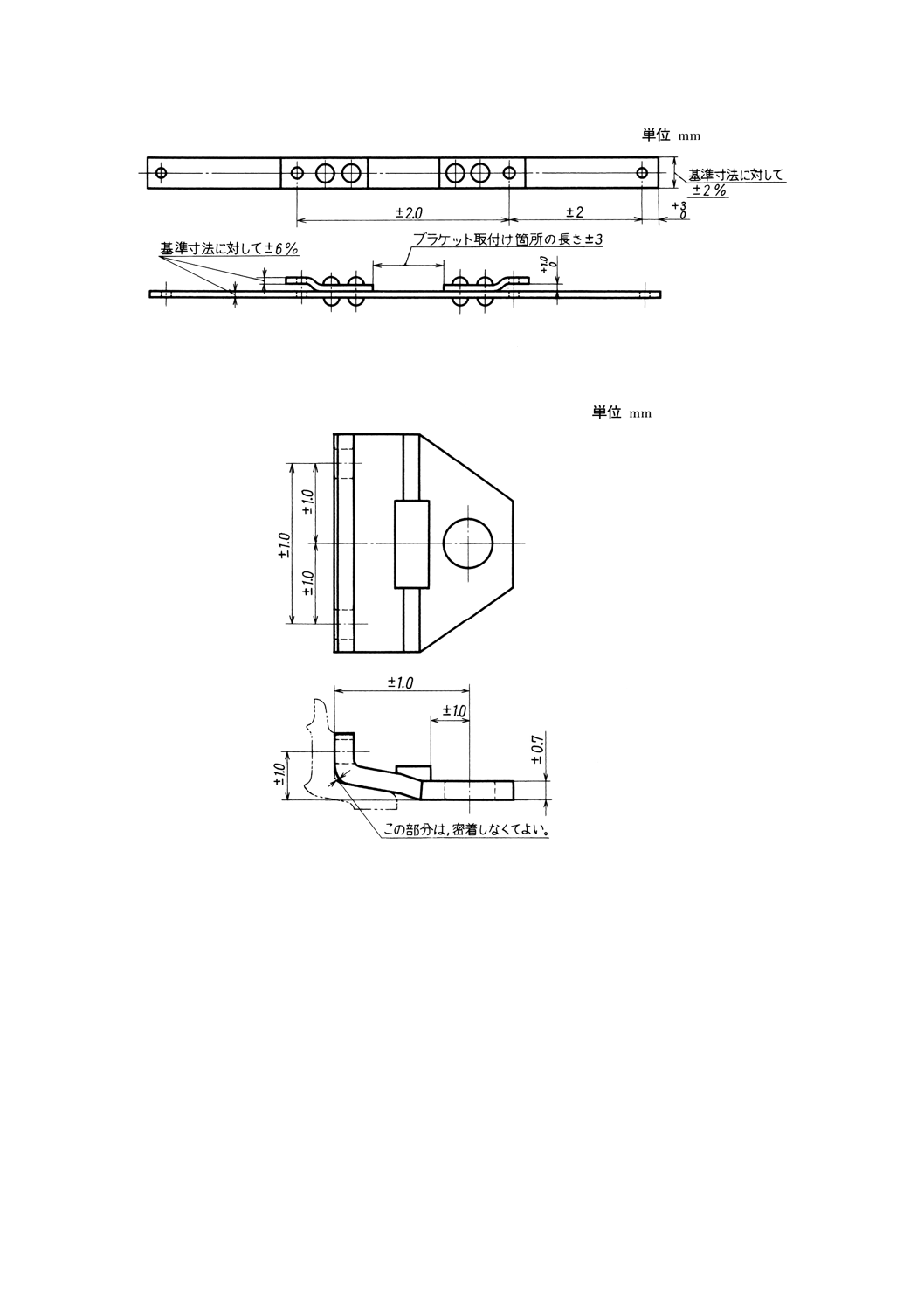
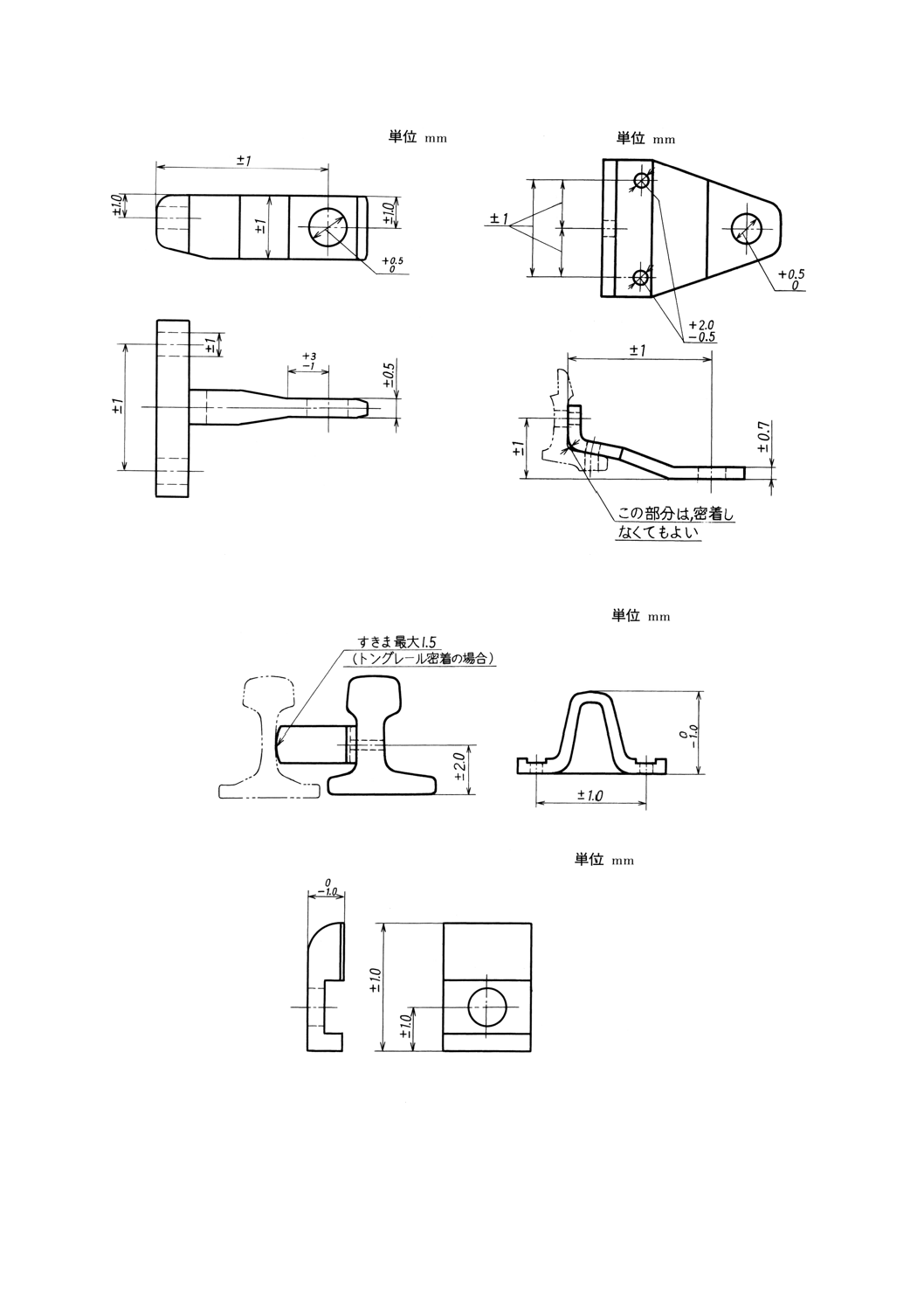
付図8.1 止め金具
付図8.2 止め金具
付図8 止め金具
28
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
備考 目違いについては,ボルトを締めた状態で測定する。
付図9.1 間隔材
29
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
付図9.2 間隔材
注*
下限を示し,許容差の上限は規定しない。
付図9.3 間隔材
注*
下限を示し,許容差の上限は規定しない。
備考 間隔材の孔の許容差は,次の表による。
孔径
+2.0
−1.0
孔の中心位置 間隔 ±2.0
高さ ±1.0
付図9.4 間隔材
付図9 間隔材
30
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
付図10.1 分岐継目板
注*
下限を示し,許容差の上限は規定しない。
備考 犬くぎの切欠きがあるものに対しては,その切欠き位置の許容差はボルト孔から±1とする。
付図10.2 分岐継目板
31
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
付図10.3 分岐継目板
付図10 分岐継目板
付図11 カラー
32
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
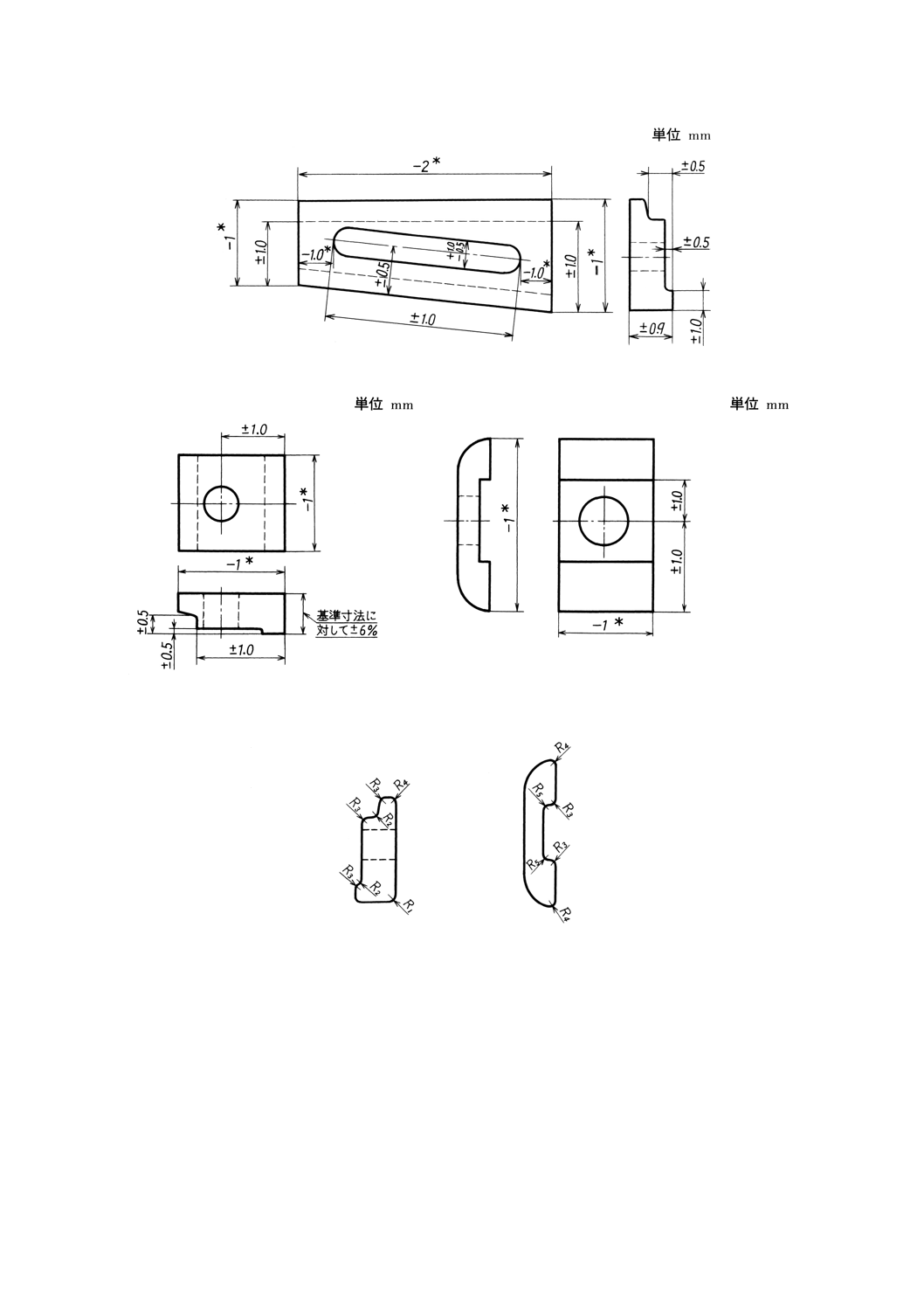
注*
下限を示し,許容差の上限は規定しない。
付図12.1 座金
注*
下限を示し,許容差の上限は規定しない。
付図12.2 座金
付図12.3 座金
備考1. 付図12.1〜付図12.3の座金を鍛造する場合は,次による。
R1=7以下
R2=2±0.5
R3=2以下
R4=3以下
R5=1.5以下
2. 付図12.1及び付図12.2の座金に対しては,レール及び床板に接する面の平面度は,0.2mmとする。
33
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図12.4 座金
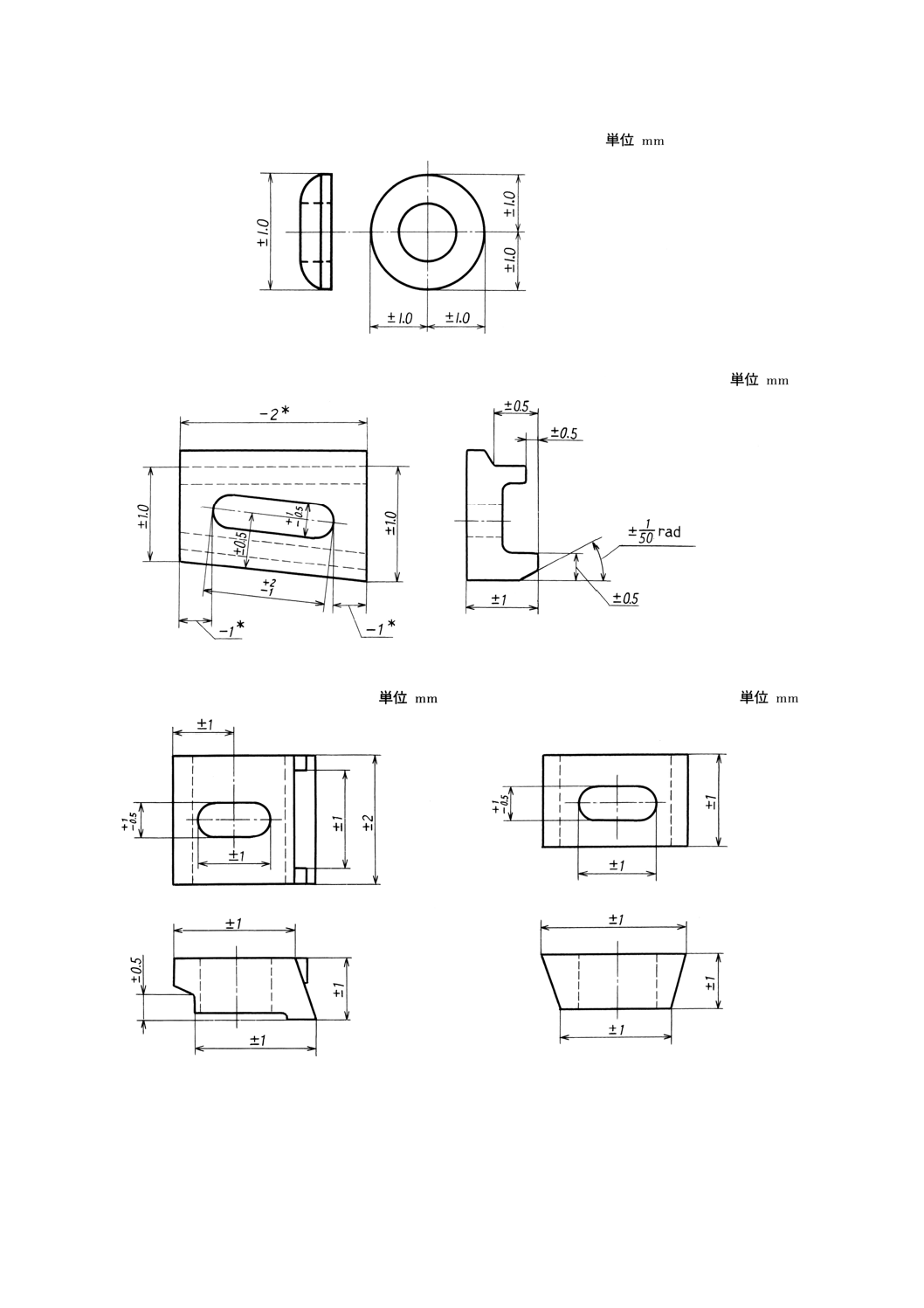
注*
下限を示し,許容差の上限は規定しない。
付図12.5 座金
付図12.6 座金
付図12.7 座金
34
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
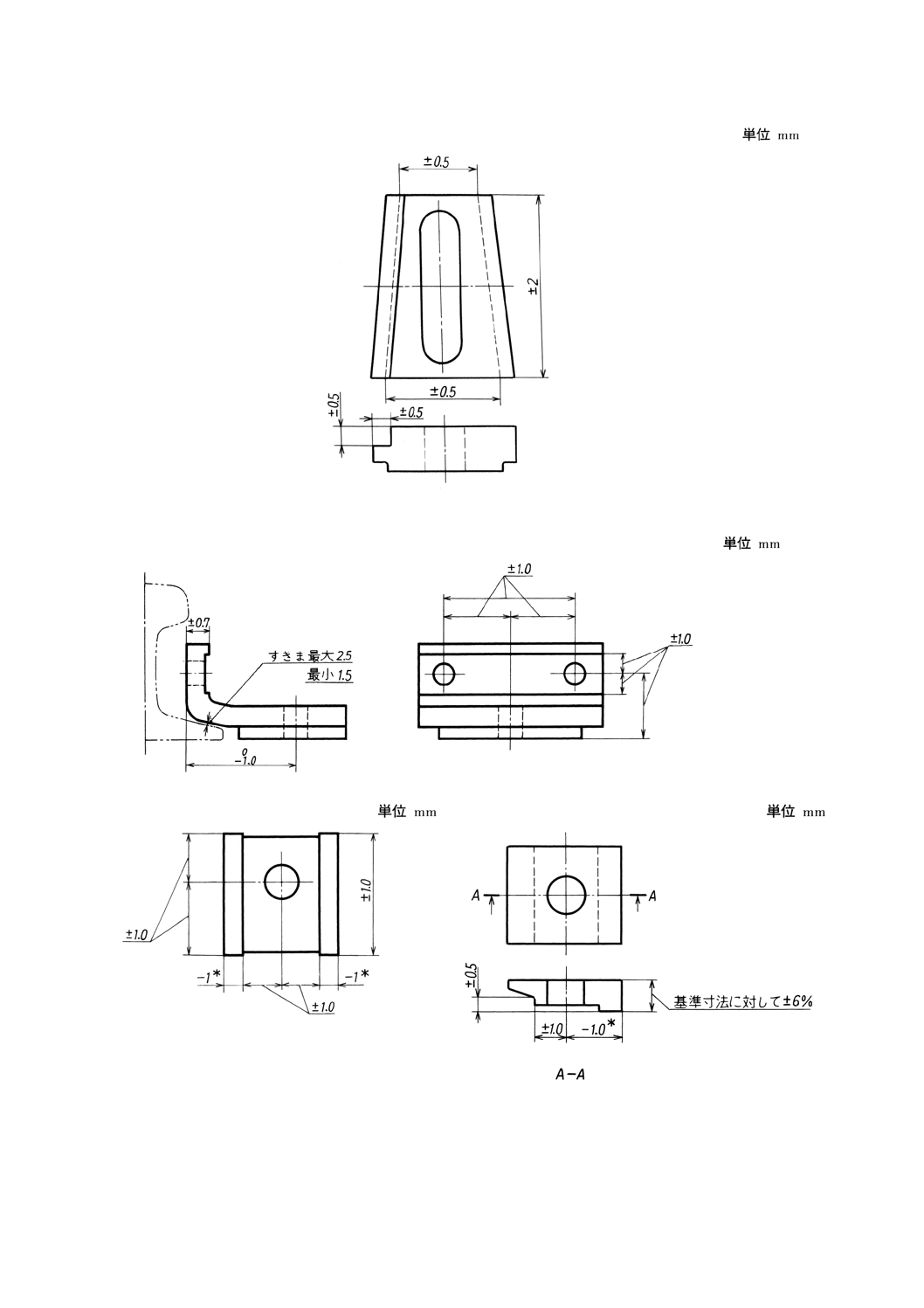
備考 記入していない部分は,付図12.5による。
付図12.8 座金
付図12.9 座金
注*
下限を示し,許容差の上限は規定しない。
付図12.10 座金
付図12.11 座金
付図12 座金
35
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
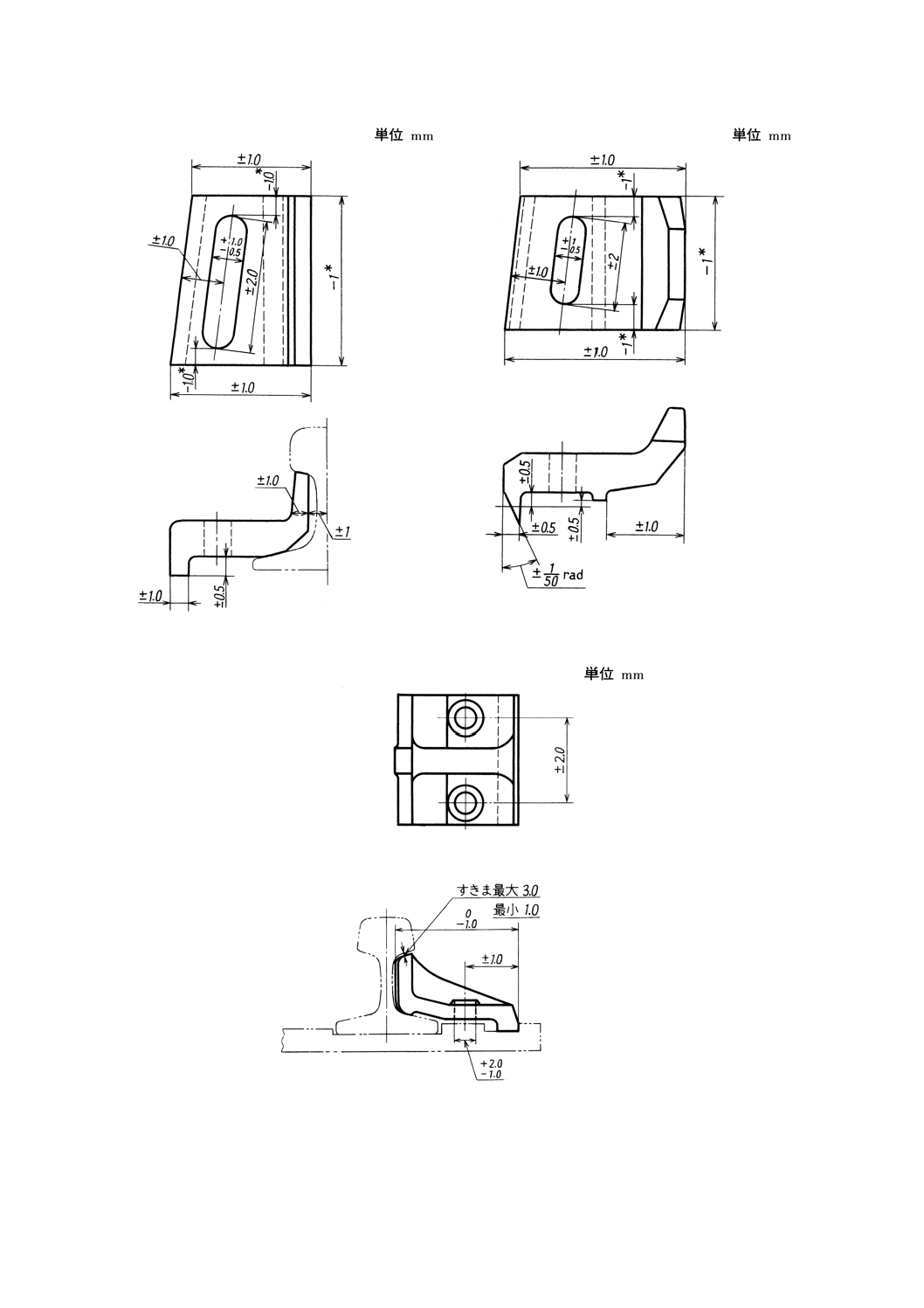
注*
下限を示し,許容差の上限は規定しない。
付図13.1 レールブレス
付図13.2 レールブレス
付図13.3 レールブレス
付図13 レールブレス
36
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
付図14.1 床板
注*
下限を示し,許容差の上限は規定しない。
付図14.2 床板
備考 記入していない部分は,付図14.1による。
付図14.3 床板
37
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 記入していない部分は,付図14.2及び付図14.3による。
付図14.4 床板
注*
下限を示し,許容差の上限は規定しない。
付図14.5 床板
38
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
付図14.6 床板
注*
下限を示し,許容差の上限は規定しない。
付図14.7 床板
39
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 記入していない部分は,付図14.7による。
付図14.8 床板
備考 記入していない部分は,付図14.7による。
付図14.9 床板
40
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
付図14.10 床板
注*
下限を示し,許容差の上限は規定しない。
付図14.11 床板
41
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
付図14.12 床板
備考 記入していない部分は,付図14.7による。
付図14.13 床板
42
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図14.14 床板
付図14 床板
43
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注*
下限を示し,許容差の上限は規定しない。
備考 図中,二点鎖線で表示した部分に関連する許容差は,基準寸法に対する値を示す。
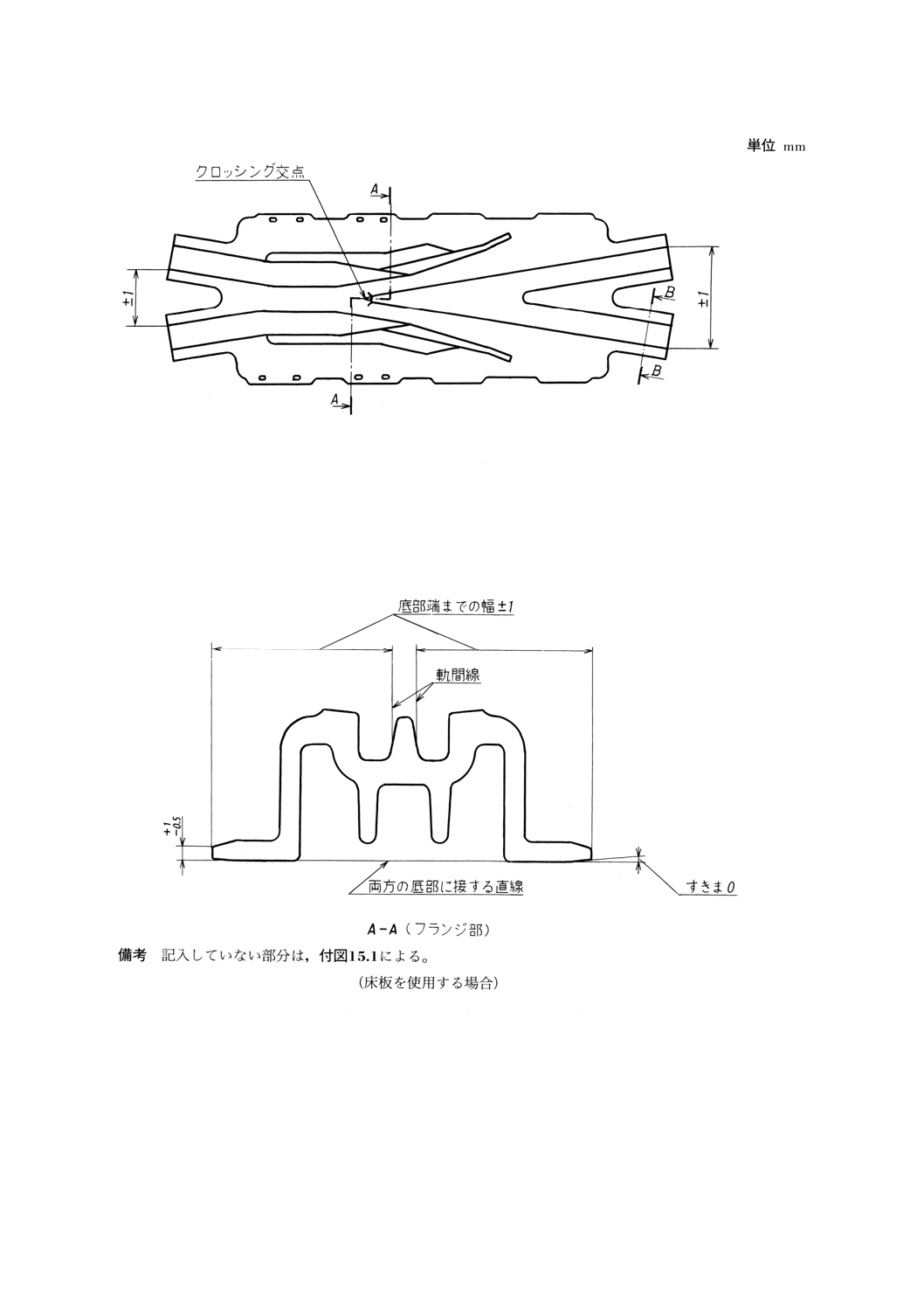
付図15.1 マンガンクロッシング
44
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図15.1 マンガンクロッシング(続き)
45
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
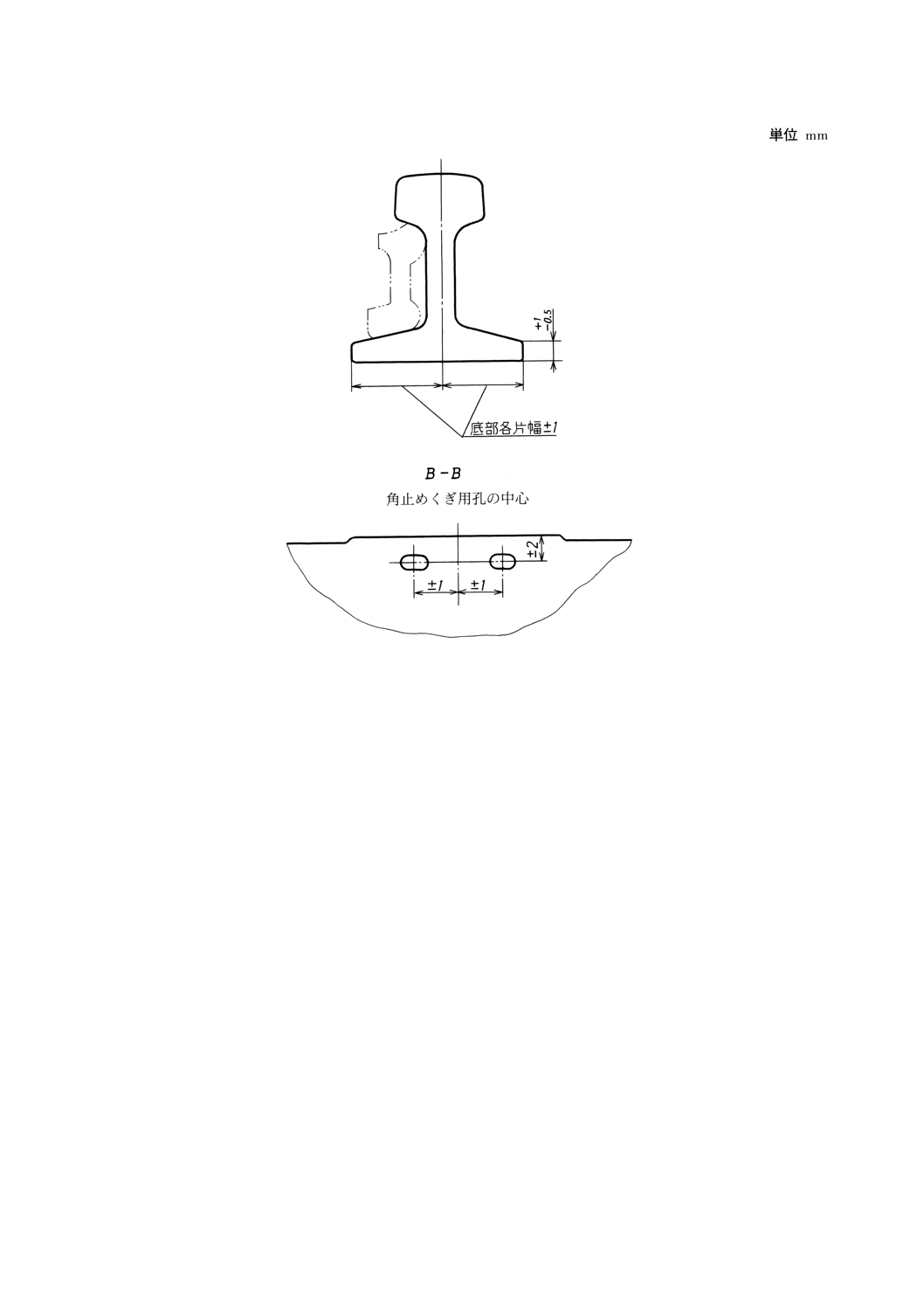
付図15.2 マンガンクロッシング
46
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 記入していない部分は,付図15.1による。
付図15.2 マンガンクロッシング(続き)
付図15 マンガンクロッシング
47
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) 組立分岐器類
1. この附属書は,50kgN及び60kgレール用の組立分岐器類について規定する。
2. 線形の種類 線形の種類は,JIS E 1304の付図1〜3,付図5及び付図7〜12による。
3. 寸法許容差及び幾何公差 寸法許容差及び幾何公差は,附属書1表1による。ただし,側線に使用す
る分岐器類には適用しない。
附属書1表1 寸法許容差及び幾何公差
単位 mm
項目
レールの種類
備考
50N
60
分岐器類の全長
±10
継目遊間
±1
分岐器前端・後端の直角狂い
5以下
軌間
基準線側
±2
±1
締結位置間の狂いの差は,±1とする。
分岐線側
±2
通り
基準線側
±1
10m弦長による。ただし,1m間の狂い量は,1mm
とする。
分岐線側
±2
水準
基準線側
±1
分岐線側
±2
高低
基準線側
±2
10m弦長による。
分岐線側
バックゲージ H形ガードの場合
基準値
20
+
Bg=g+s−w
ここに,Bg:パックゲージの基準値
g:軌間
s:スラック
w:ガードのフランジウエー幅
その他のガードの場合
基準値
31
+
−
ポイント・可動K字クロッシングの行程
±5
トングレール・可動レール
接着部のすきま
先端部
最大0.5
その他の部分
最大1.0
継目部
目違い
最大1
段違い
4. 床板と木まくらぎとの締結
4.1
木まくらぎの加工 木まくらぎは,次の加工を施す。
a) 床板類の据付け面に反りがある場合は,据付け面が同一平面になるように削正する。
b) まくらぎに床板類を締結する場合は,まくらぎに1)又は2)によって穴をあけ,穴の内部にJIS K 2439
の1号又はこれと同等品以上のものを塗布して防腐処理を施す。
1) 犬くぎを用いる場合は,直径13mm又は14mmのきりによって,犬くぎの長さの32の深さの穴。
2) レール用ねじくぎを用いる場合は,直径16mmのきりによって,レール用ねじくぎがまくらぎに入
る深さの穴。
48
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
締結 次の位置に該当する場合は,木まくらぎの割れを考慮して,犬くぎ又はレール用ねじくぎは,
打ってはならない。
a) まくらぎの幅方向で,端から穴中心までの距離が40mm以内。
b) まくらぎの長さ方向で,隣接する犬くぎ又はレール用ねじくぎの中心間隔が100mmより狭い場合は,
どちらか一方。
5. 検査
5.1
寸法検査及び幾何公差検査 寸法検査及び幾何公差検査は,組立分岐器類の一組ごとに行い,溶接
継目遊間がある場合は仮締結し,3.の規定に適合しなければならない。ただし,軌間,水準,通り及び高
低の測定位置は,次による。
a) 軌間及び水準 まくらぎ5本ごとの位置
b) 通り 10m弦の各41点の位置
c) 高低 前端から5mごとの位置
5.2
締結検査 締結部は,4.2の規定に適合しなければならない。
6. 包装 包装は,本体10.の規定に準じて行う。
7. 表示 表示は,本体11.の規定によるほか,次の表示を行う。
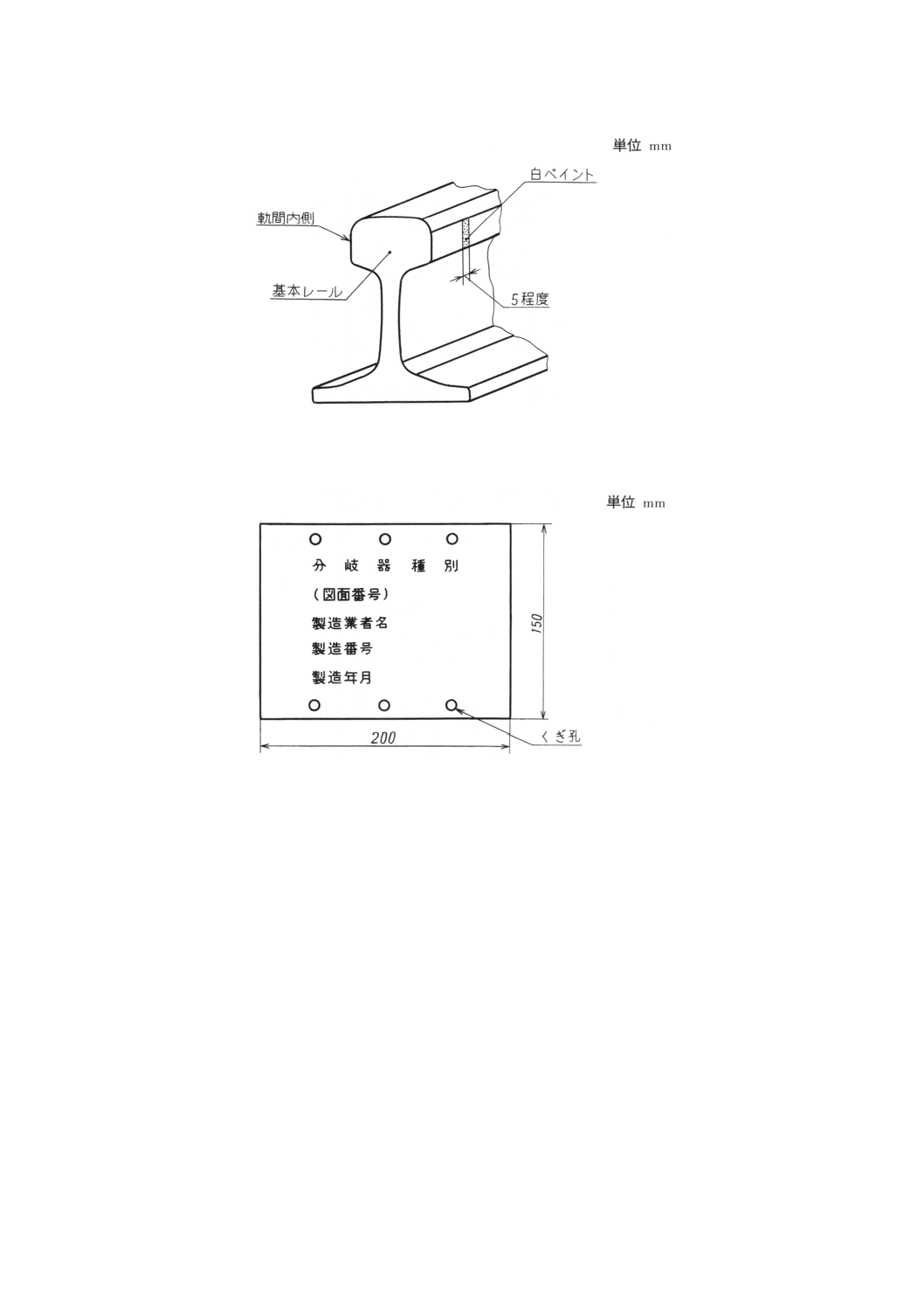
a) まくらぎ中心位置及びまくらぎ配列番号を,基本レール及び主レールの頭部上に白ペイントで表示す
る。
b) レールの配列番号を,各レール頭部に白ペイントで表示する。
c) まくらぎ配列番号を,各まくらぎの木口に白ペイントで表示する。
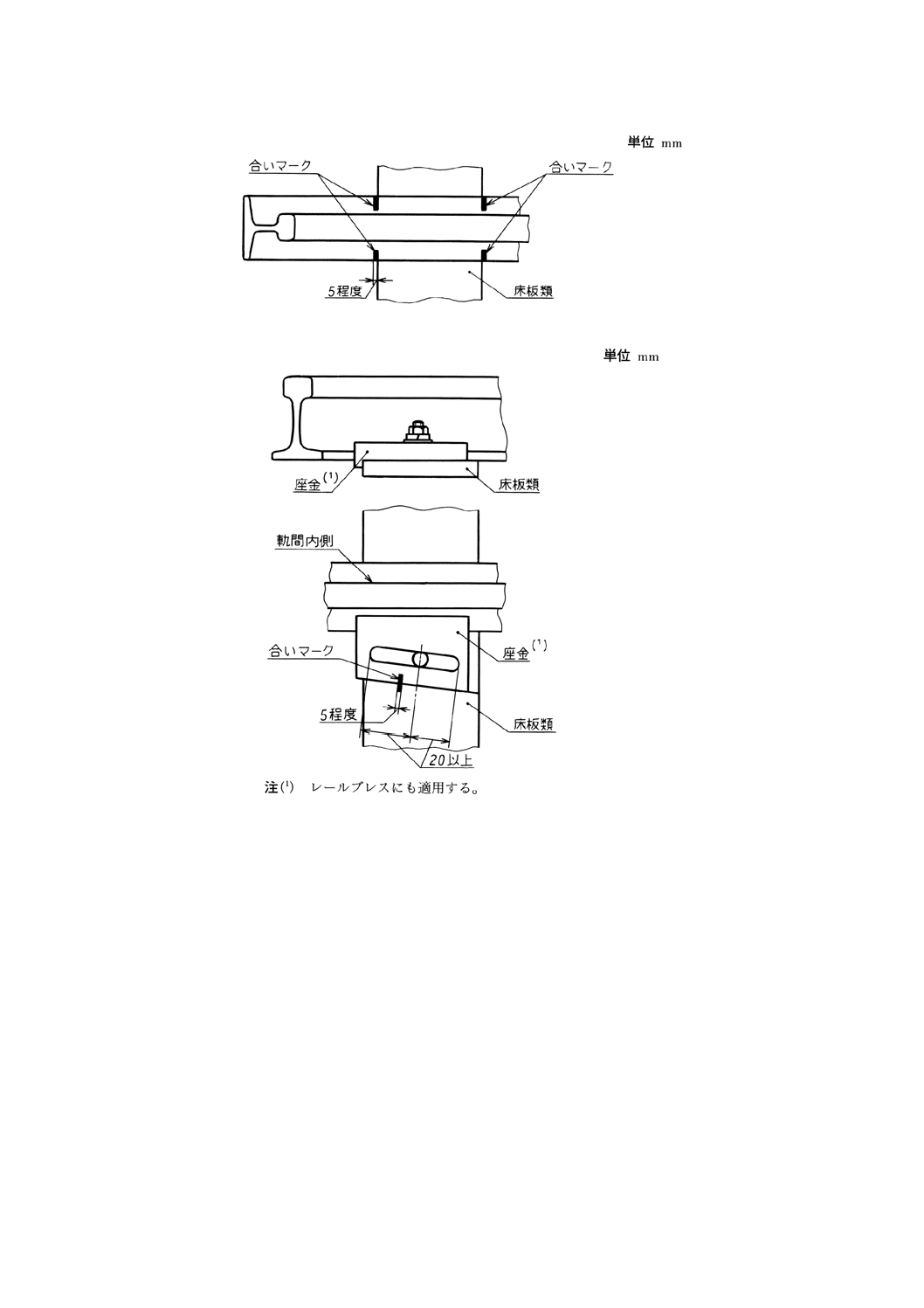
d) 組立完了後レール・レール締結装置などに,附属書1付図1のとおりペイントで合いマークの印付け
を行う。
e) 附属書1付図2に示す銘板に図面番号・製造業者名・製造番号及び製造年月を記載して,配列番号4
番のまくらぎの軌間中央に取り付ける。
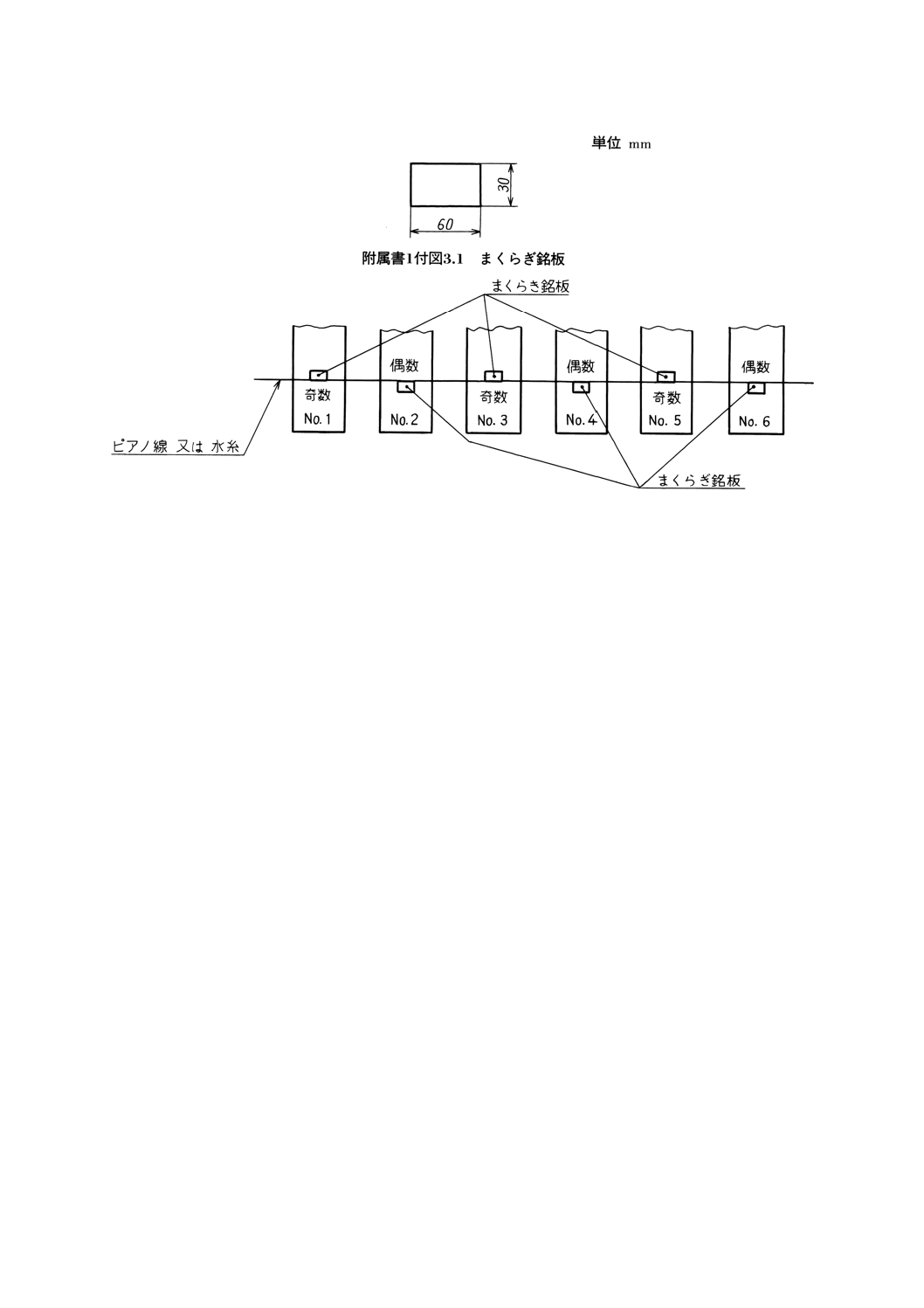
f)
附属書1付図3.1に示すまくらぎ銘板に製造番号及びまくらぎ配列番号を記載して,分岐器類の通り
整正の目安になるように各まくらぎに取り付ける。
附属書1付図3.2は,片開き分岐器の場合の取付け方を示す。
49
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1付図1.1 レール及び床板類(1)
附属書1付図1.2 床板類及び座金(1)
附属書1付図1 位置の印付け
50
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1付図1.3 トングレールの先端位置
附属書1付図1 位置の印付け(続き)
附属書1付図2 分岐器銘板
51
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1付図3.2 取付け方の例(片開き分岐器の場合)
附属書1付図3 まくらぎ銘板及び取付け方の例
52
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定) スラッククエンチ用Sレール
1. 適用範囲 この附属書は,分岐器類などの製作に使用するSQ用Sレール(以下,レールという。)に
ついて規定する。
2. 種類 レールの種類は,附属書2表1による。
附属書2表1 レールの種類
レールの種類
記号
計算質量
kg/m
SQ用50Sレール
50S HC
51.7
SQ用70Sレール
70S HC
69.5
SQ用80Sレール
80S HC
79.9
備考 特別に指定しない限り,継目孔なしとす
る。
3. 化学成分及び機械的性質
3.1
化学成分 レールの化学成分は,附属書2表2による。
附属書2表2 化学成分
単位 %
化学成分
C
Si
Mn
P
S
0.70〜0.82 0.15〜0.30 0.70〜1.10 0.030以下 0.025以下
3.2
機械的性質 レールの機械的性質は,附属書2表3による。
附属書2表3 機械的性質
引張強さ
N/mm2
伸び
%
硬さ
HB
890以上
8以上
255以上
4. 形状及び寸法 レールの形状及び寸法並びに寸法許容差及び幾何公差は,次による。
a) 形状及び寸法は,JIS E 1101の6.1(形状及び寸法)に規定する付図6〜8による。
b) 寸法許容差及び幾何公差は,JIS E 1101の6.3(寸法許容差及び幾何公差)に規定する表4.2による。
5. 外観及び内部健全性 レールの外観及び内部健全性は,次による。
a) 外観は,JIS E 1101の7.1(外観)の規定による。
b) 内部健全性は,JIS E 1101の7.2(内部健全性)の規定による。
6. 製造方法及び加工方法 レールの製造方法及び加工方法は,JIS E 1101の8.(製造方法,加工方法並
び基準型板及び作業用限界ゲージ)の規定による。
7. 試験 レールの試験は,JIS E 1101の9.(試験)の規定による。
53
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 検査 レールの検査は,JIS E 1101の10.(検査)の規定による。
9. 記録 レールの製造業者は,7.に規定する試験の成績表を製作し報告する。
10. 製品の呼び方 レールの呼び方は,規格の番号及び附属書2の種類,又は記号による。
例1. JIS E 1303 SQ用70Sレール
例2. 70S HC
11. 表示 レールには,次の事項を表示する。
a) 浮出し表示 レールの腹部には,JIS E 1101の12.1(浮出し表示)の規定によって表示する。
b) 刻印表示 レールの腹部のほかの面には,次の事項を例に示す方法によって刻印する。
1) 1鋼塊又は1鋳片から圧延されたレールの順位を示す番号
2) 鋼塊注入順位記号。鋳片の場合は,ストランド番号(1)及び鋳片順位記号。
3) 製鋼番号
4) 作業組の記号
5) 炭素含有量
6) SQ用を示す記号
例1. 鋼塊から圧延されたSQ用Sレールの場合
1
B
34567
X
70
HC
レールの
順位番号
鋼塊注入
順位番号
製鋼番号 作業組
の記号
炭素
含有量
SQ用の略号
例2. 鋳片から圧延されたSQ用Sレールの場合
3
1
B
34567
A
70
HC
レールの
順位番号
ストランド
の番号
鋳片の
順位番号
製鋼番号 作業組
の記号
炭素
含有量
SQ用の略号
注(1) 連続鋳造において鋳型,鋳片支持ロール,冷却帯,引抜ロール及び切断装置の一式の総称[JIS
E 1101の3.(定義)参照]
c) レールの両端面の底部に,赤色の塗色を施す。ただし,受渡当事者間の協定によって塗色を省略して
もよい。
備考 塗色の範囲は,次の図のとおりとする。
54
E 1303 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS E 1303改正原案作成委員会 構成表
氏名
所属
(委員長)
黒河内 浩
東海大学名誉教授
(委員)
綱 島 和 憲
運輸省鉄道局
池 川 澄 夫
工業技術院標準部
高 野 裕 一
東日本旅客鉄道株式会社設備部
近 藤 邦 弘
東海旅客鉄道株式会社技術本部
武 上 康 介
西日本旅客鉄道株式会社鉄道本部
松 本 義 博
九州旅客鉄道株式会社施設部
佐 藤 泰 生
財団法人鉄道総合技術研究所
手 塚 繁 己
東武鉄道株式会社鉄道事業本部
泊 弘 貞
帝都高速度交通営団工務部
藤 井 滋
近畿日本鉄道株式会社技術室
上久保 裕 介
阪急電鉄株式会社鉄道技術第一部
辻 勉
京阪電気鉄道株式会社工務部
沼 沢 隆 治
社団法人日本民営鉄道協会
北 原 勇
社団法人日本鉄道施設協会
安 部 健 次
新日本製鐵株式会社
○☆ 佐 藤 明 史
新日本製鐵株式会社
☆ 長谷川 道 哉
大同特殊鋼株式会社
○
梅 村 孝 雄
大同特殊鋼株式会社
☆ 松 崎 恭 三
関東分岐器株式会社
☆ 藤 沢 憲 三
鉄道機器株式会社
☆ 入 江 隆 昭
大和工業株式会社
☆ 茂 木 重 六
株式会社峰製作所
(事務局)
鳥 越 信 一
鉄道分岐器工業協会
(幹事)
鬼 憲 治
財団法人鉄道総合技術研究所
柳 川 秀 明
財団法人鉄道総合技術研究所
備考 ☆:本委員会,素案作成幹事会兼務の委員を示す。
○:人事異動に伴う交代者を示す。
(文責 JIS E 1303改正原案作成事務局)