E 1126 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 1126 : 1998
伸縮継目
Expansion joints
1. 適用範囲 この規格は,鉄道線路のロングレール(1)区間等に用いる50kgNレール用及び60kgレール
用伸縮継目について規定する。ただし,全国新幹線鉄道整備法に基づく新幹線鉄道用及び橋りょう用の伸
縮継目には適用しない。
注(1) 200m以上の長さに溶接したレール(JIS E 1001参照)。
2. 引用規格 この規格の引用規格は,次のとおりである。
JIS B 0601 表面粗さ−定義及び表示
JIS B 0659 比較用表面粗さ標準片
JIS B 1180 六角ボルト
JIS B 1181 六角ナット
JIS E 1001 鉄道線路用語
JIS E 1101 普通レール
JIS E 1120 熱処理レール
JIS E 1303 鉄道用分岐器類
JIS E 1311 鉄道−分岐器類用語
3. 用語の定義 この規格で用いる用語の定義は,JIS E 1001及びJIS E 1311によるほか,次による。
(1) 伸縮継目 ロングレールの伸縮を調節する継目(JIS E 1001参照)。
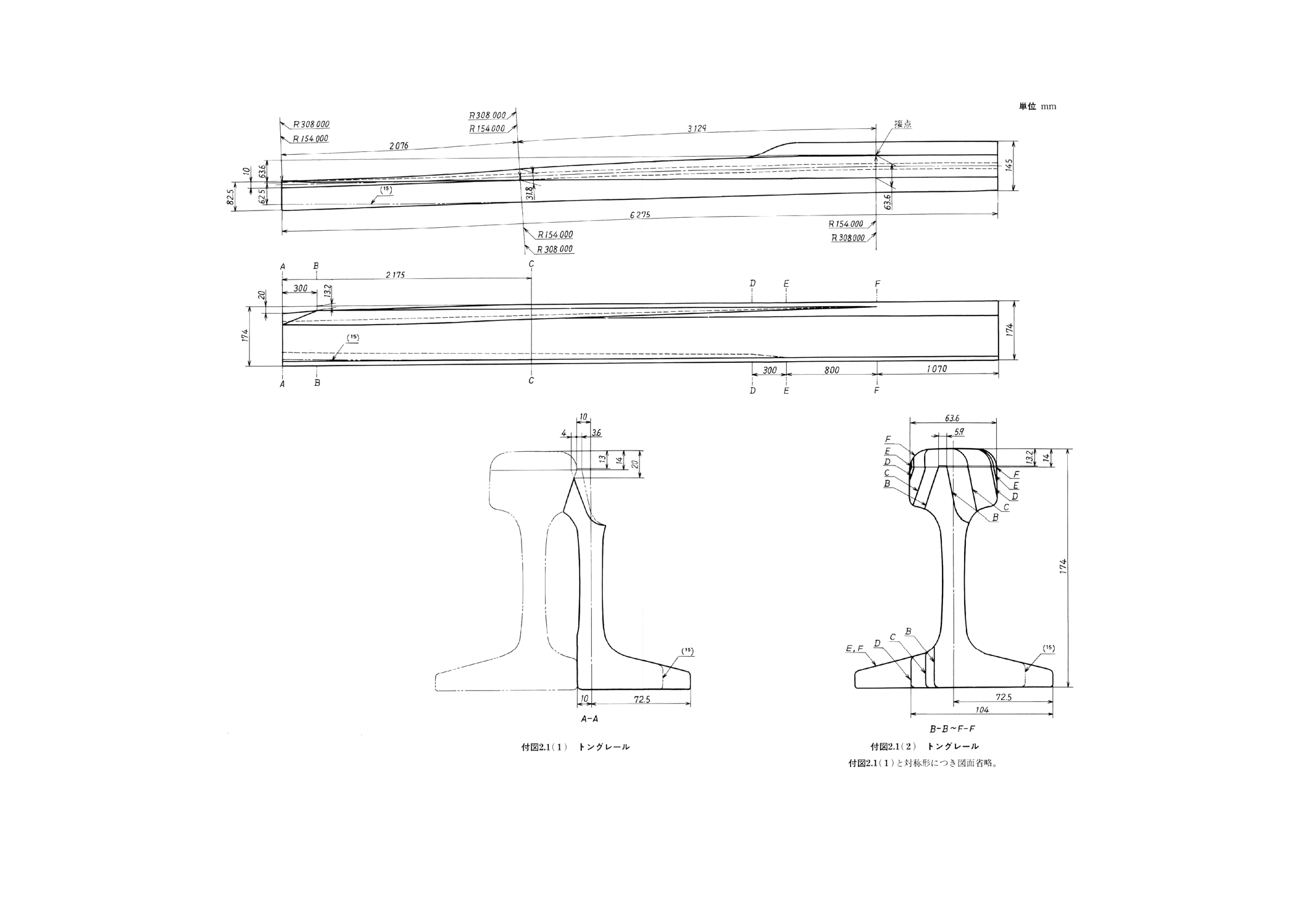
(2) 伸縮継目用トングレール 伸縮継目に用いられる,先端の頭部がとがった,伸縮継目用受けレールに
接するレール。
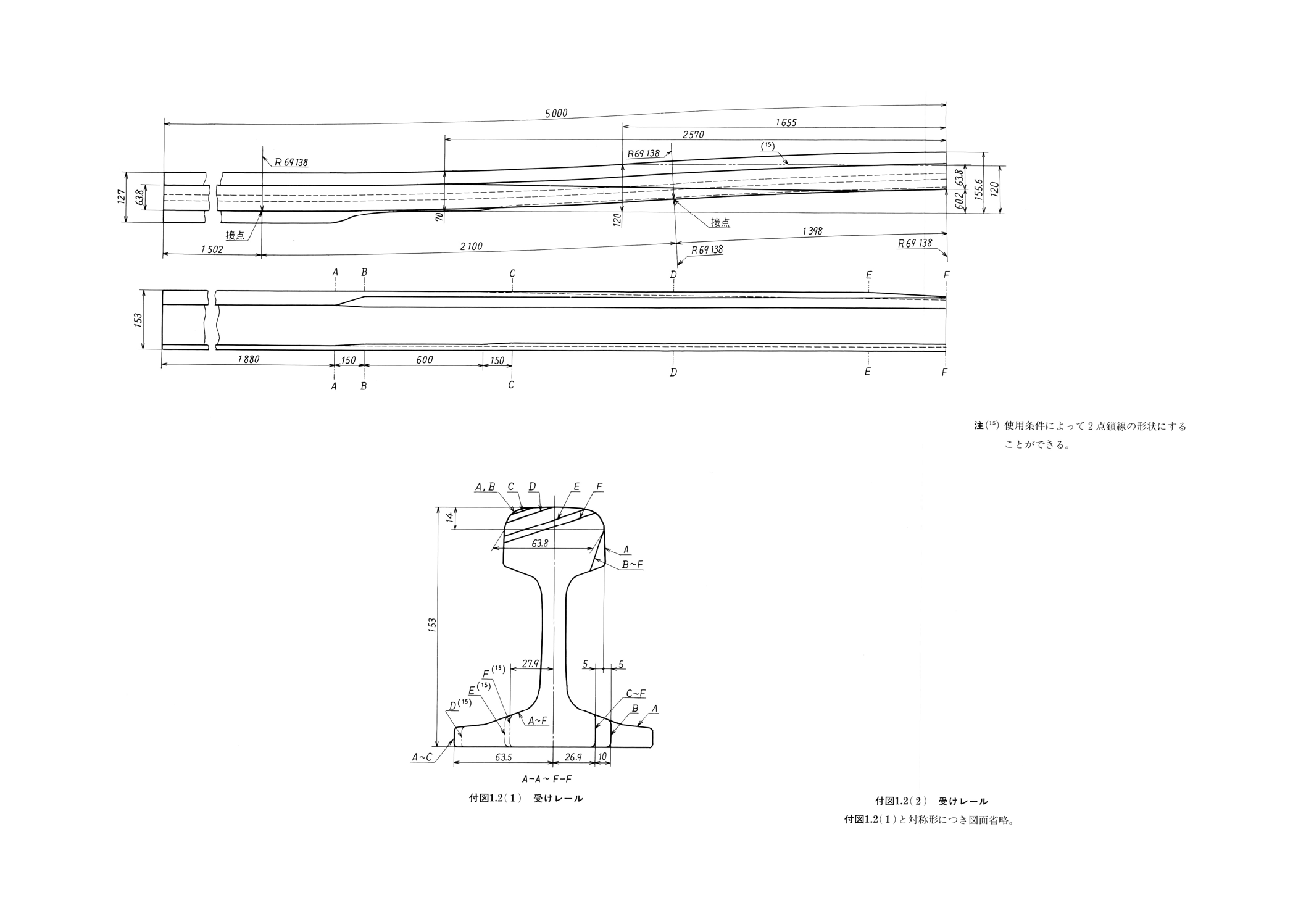
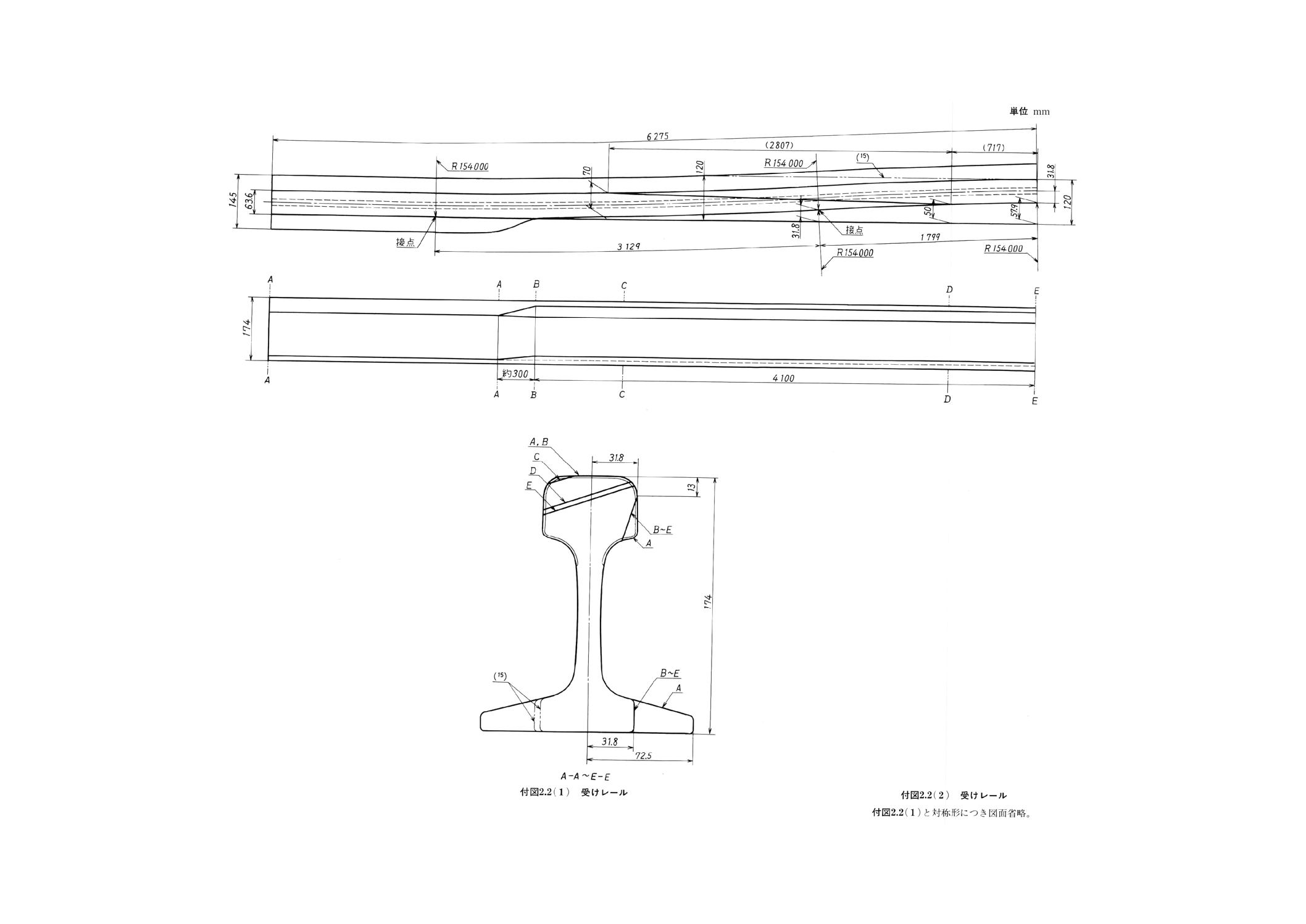
(3) 伸縮継目用受けレール 伸縮継目に用いられる,伸縮継目用トングレールに接するレール。
4. 種類 伸縮継目の種類は,レールの種類及び曲線半径の組合せによって,表1の○印に示すとおりと
する。
5. 品質
5.1
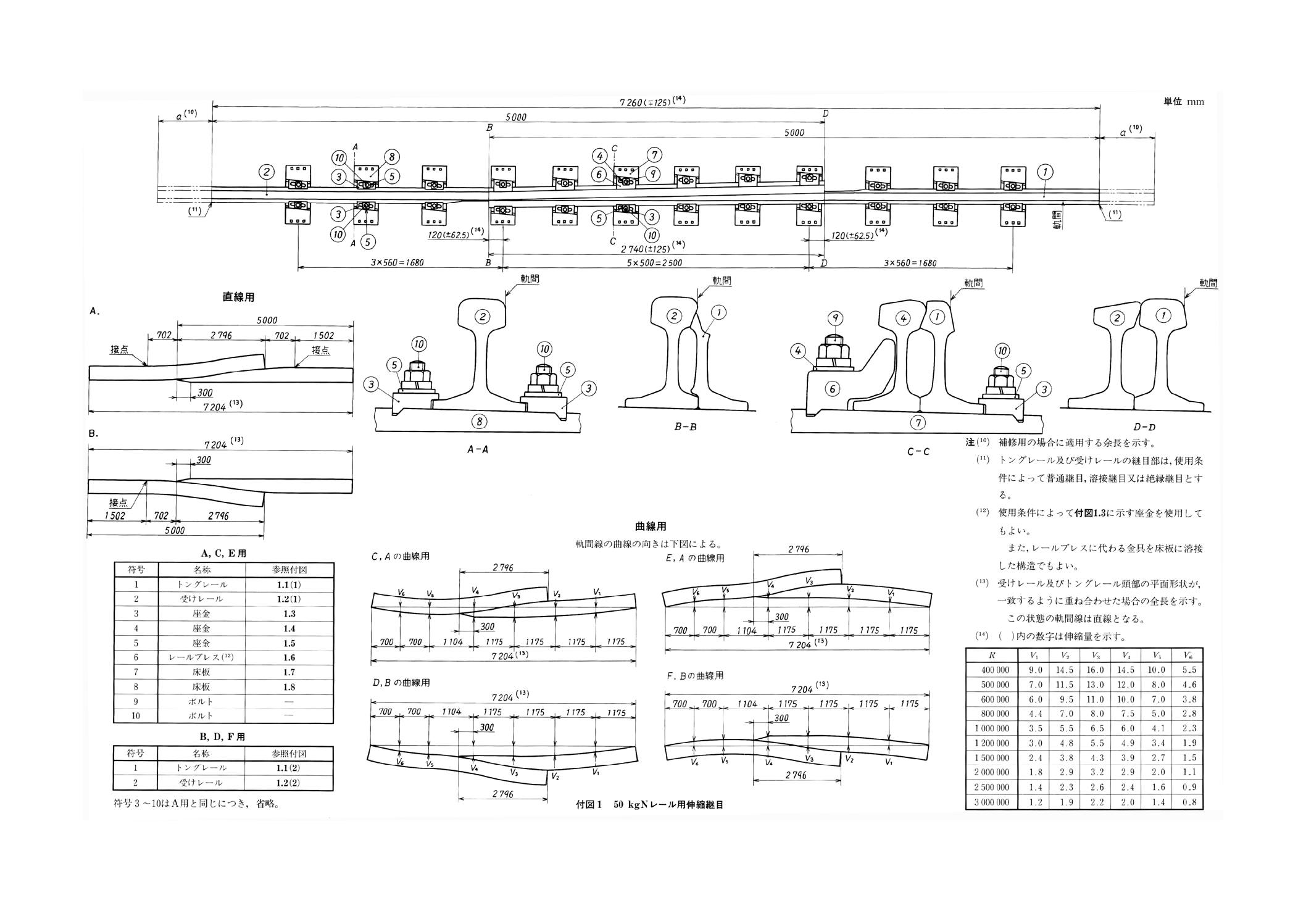
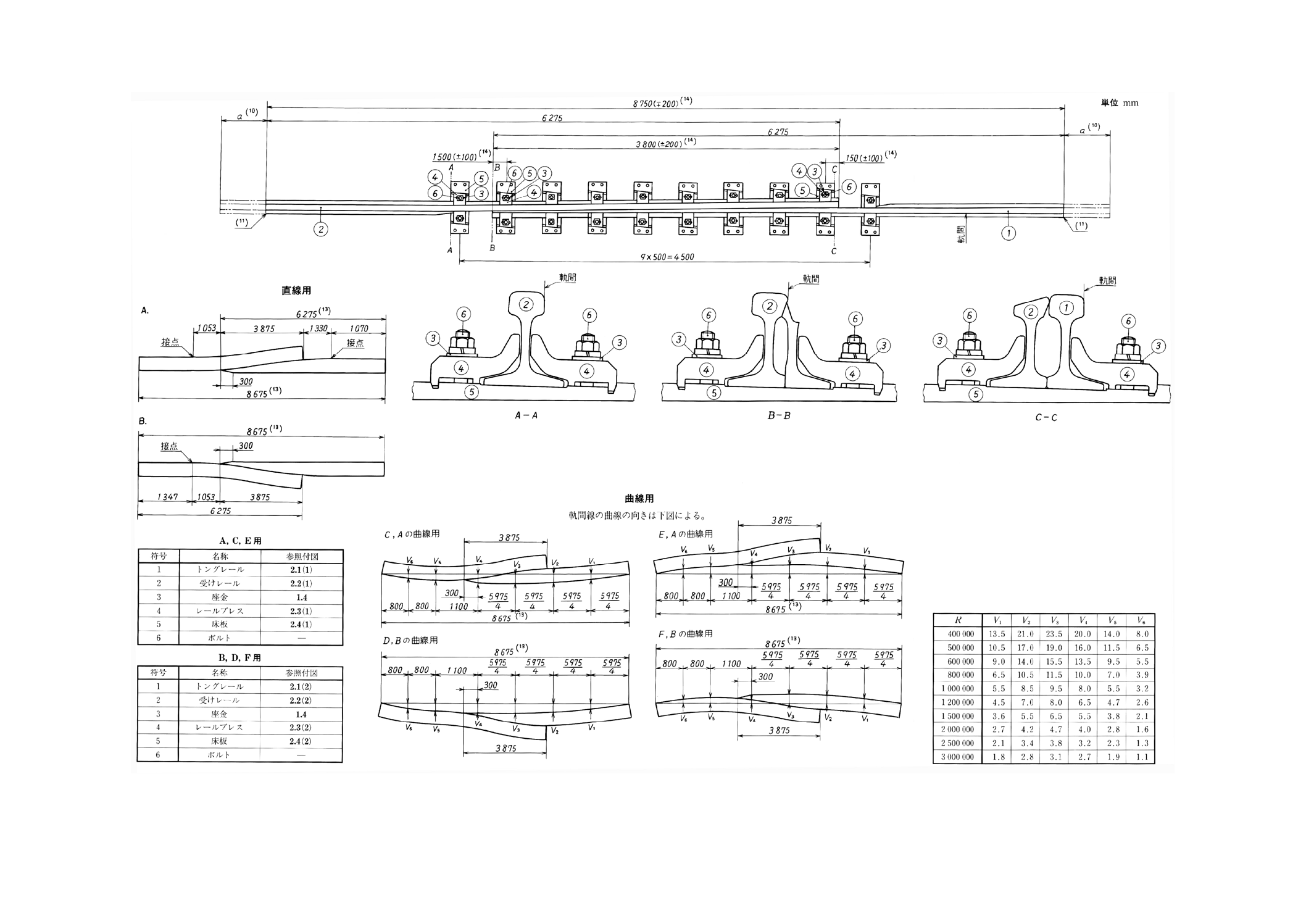
押込み及び引抜き 伸縮継目は,9.1によって試験を行ったとき,付図1及び付図2に示す伸縮量の
範囲で円滑に押込み及び引抜きができなければならない。
5.2
外観 伸縮継目の外観は,表面に割れ,きずなど有害な欠陥があってはならない。
また,伸縮継目用トングレール(以下,トングレールという。)及び伸縮継目用受けレール(以下,受け
レールという。)の全長にわたり有害なねじれがあってはならない。
2
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 形状・寸法及び寸法許容差・幾何公差
6.1
形状・寸法 伸縮継目の形状・寸法は,表2のとおりとする。
表1 種類
レールの種類
曲線用
直線用
曲線半径R (m)
400
500
600
800
1 000 1 200 1 500 2 000 2 500 3 000
50kgN
レール
50N
普通レール
○
○
○
○
○
○
○
○
○
○
○
熱処理
レール
HH340
○
○
○
○
○
○
HH370
○
○
○
○
○
○
60kg
レール
60
普通レール
○
○
○
○
○
○
○
○
○
○
○
熱処理
レール
HH340
○
○
○
○
○
○
HH370
○
○
○
○
○
○
備考 直線用は付図1及び付図2のA及びBを,曲線用は付図1及び付図2のC,D,E及びFをそれぞれ示す。
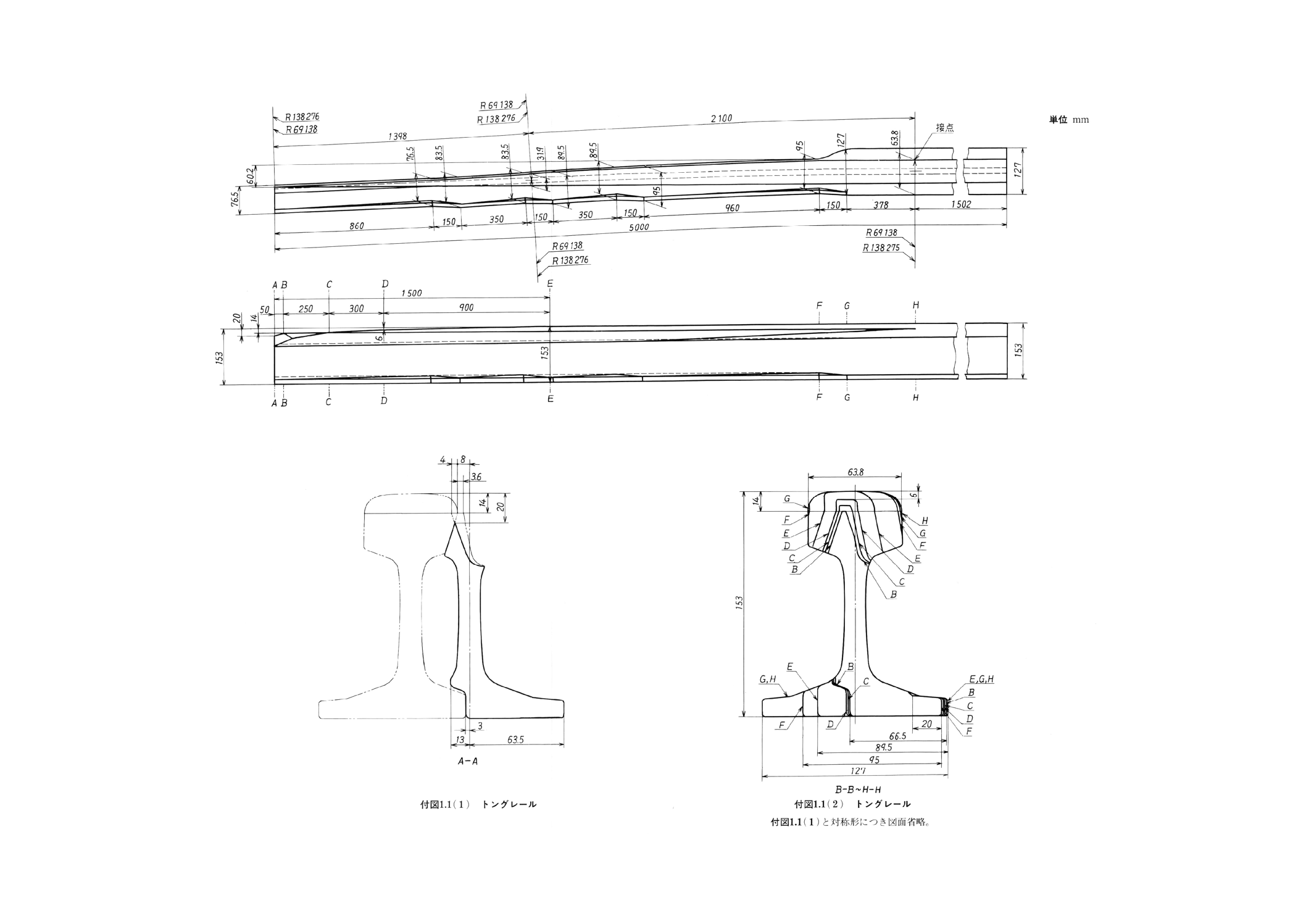
表2 形状・寸法
記号
付図の番号
伸縮継目
トングレール
受けレール
部品
50N
1
1.1
1.2
1.3〜1.8
60
2
2.1
2.2
2.3〜2.4
備考 曲線用伸縮継目の縦距 (2) 及び曲線の向きは,付図1及び付図2のC
〜Fによる。
注(2) 曲線又は折線の形状寸法を表す値で,一直線からの垂直距離で示す
(JIS E 1311参照)。
6.2
寸法許容差・幾何公差 伸縮継目の寸法許容差・幾何公差は,表3のとおりとする。
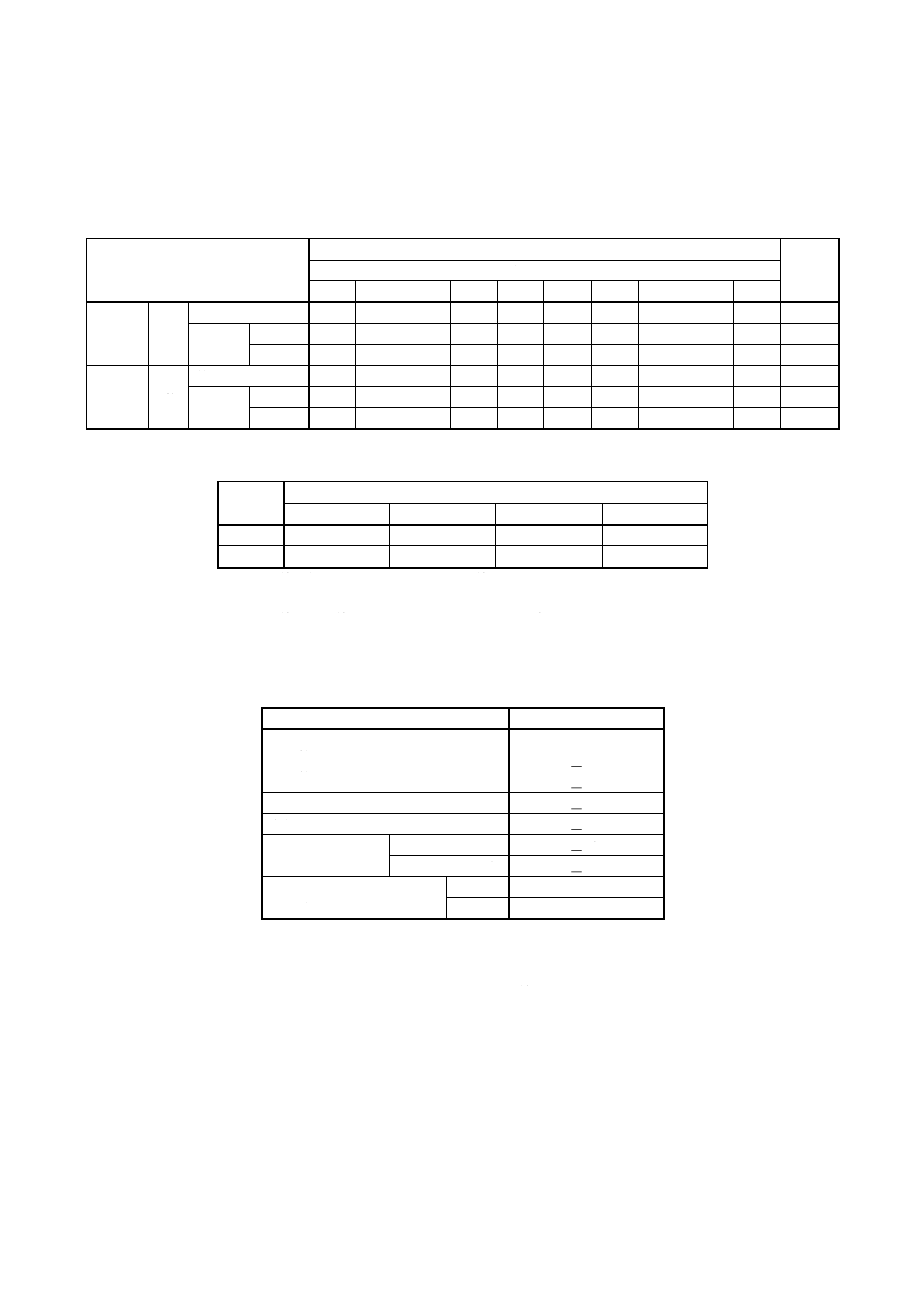
表3 伸縮継目の寸法許容差・幾何公差
項目
寸法許容差・幾何公差
長さ(3)
±10
軌間(4)
± 2
水準(4)
± 2
通り(5)
± 1
高低(5)
± 2
曲線用の縦距(6)
5mm以上の場合
± 1
5mm未満の場合
± 0.5
トングレールと受けレール
の接着部のすき間
頭部
最大 0.5
底部
最大 1
注(3) 付図1及び付図2の状態の全長をいう。
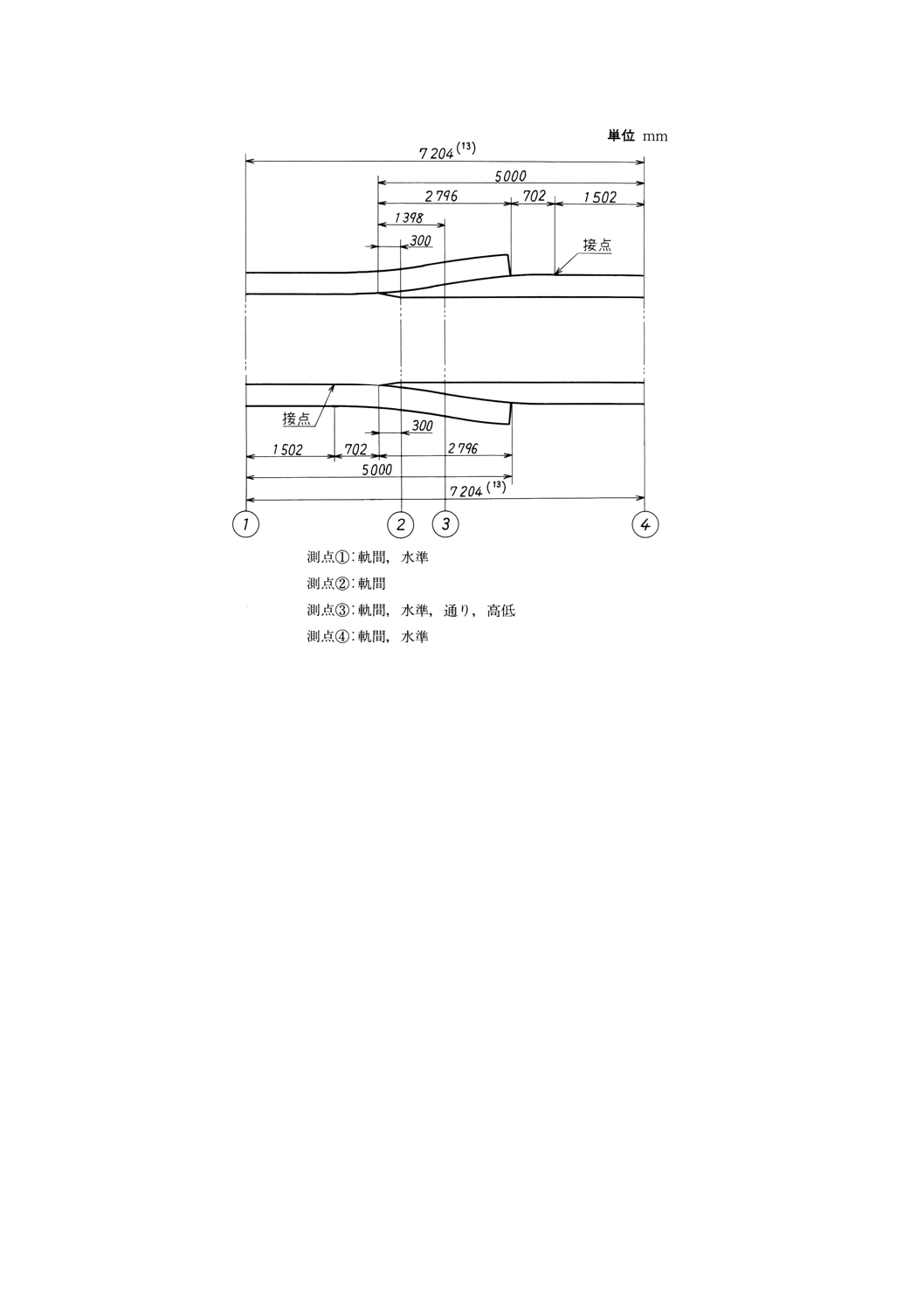
(4) 軌きょう(7)の状態に組み立てた場合に,付図3に示す位
置で測定する。
(5) 付図3に示す全長に対してピアノ線又は水糸を張り,測
点③の位置で測定する。
(6) 付図1及び付図2に示すC〜Fの縦距を測定する。
(7) レールとまくらぎとを,はしご状に組み立てたもの(JIS
E 1001参照)。
3
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 材料
7.1
レール 伸縮継目に用いるトングレール及び受けレールの材料は,JIS E 1101及びJIS E 1120に適
合したものでなければならない。
7.2
部品 伸縮継目部品の材料は,JIS E 1303の5.4(部品)による。
8. 製造方法及び加工方法
8.1
レールの加工 レールの加工は,次による。
8.1.1
切断 レールの切断は,機械加工によって行い,溶断したり折断してはならない。
8.1.2
曲げ レールを曲げたり,曲りを直したりする際は,その品質を損なわない方法によらなければな
らない。
8.1.3
成形 レールの頭部,底部及び腹部の成形は,機械加工によらなければならない。
8.1.4
孔あけ レールの孔あけは,機械加工によって行い,孔の全周には,1.5mmの面取りを施す。
8.1.5
仕上げ 仕上げは,次のとおりとする。
(1) 削り加工を行ったレールの底部側面の角には,R4mmの丸みを施す。
(2) 継目板がかかるレールの端部には,頭部及び上首部に約1.6mmの面取りを施す。
(3) ばりなどは,取り除く。
8.1.6
曲線用レールの曲げ 曲線用のトングレール及び受けレールは,付図1.1,付図1.2,付図2.1及び
付図2.2に示す形状に加工したレールを,付図1及び付図2に示すC〜Fの形状になるように曲げる。
8.1.7
寸法許容差 加工したレールの寸法許容差は,JIS E 1303の付図1及び付図2による。
8.2
部品の加工
8.2.1
切断,曲げ及び成形 切断,曲げ及び成形に際しては,その品質を損なわない方法によらなければ
ならない。
8.2.2
孔あけ 犬くぎ用孔をパンチであけた場合に生じる3mm以下の膨らみは,仕上げなくてもよい。
8.2.3
仕上げ 仕上げは,次のとおりとする。
(1) トングレール及び受けレールが伸縮する床板の面の粗さは,JIS B 0601の36μmRyとする。
(2) 上記(1)以外の部品の削り面の粗さは,JIS B 0601の50μmRyとする。
8.2.4
寸法許容差 部品の寸法許容差は,次による。
(1) ボルト及びナットは,特に指定がない限り,JIS B 1180及びJIS B 1181の部品等級Cによる。
(2) 床板のレール締結用ボルト頭部が入る球面孔は,基準寸法のボルト頭部面が床板の底面から0.5〜
1.5mm内側になる寸法でなければならない。
(3) その他の寸法許容差は,JIS E 1303の付図12,付図13及び付図14による。
なお,付図に規定されていないボルト用などの孔径は,±0.5mm以下とし,犬くぎ用角孔の辺長は,
+1.5mm,−0.5mmとする。
9. 試験
9.1
押込み及び引抜き試験
9.1.1
試験体 試験体は,受渡当事者間の協議に基づき,製造業者が工場で組み立てた製品とする。
9.1.2
試験方法 試験方法は,伸縮継目を付図1及び付図2に示す状態に1組ごとに組み立て,トングレ
ール及び受けレールを付図1及び付図2に示す伸縮量の範囲で押込み及び引抜きを行う。
4
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2
表面粗さ測定 トングレール,受けレール,部品などの仕上げ面の粗さ測定は,JIS B 0659の標準
片又はJIS B 0601に基づいて作成した標準片と比較して行う。
10. 検査
10.1 形状・寸法検査 伸縮継目の形状・寸法検査は,6.に適合しなければならない。
10.2 押込み及び引抜き検査 9.1によって押込み及び引抜き試験を行った結果は,5.1に適合しなければ
ならない。
10.3 表面粗さ検査 伸縮継目の表面粗さ検査は,JIS E 1303の6.1.5(1)及び6.2.4(仕上げ)に適合しなけ
ればならない。
10.4 外観検査 伸縮継目の外観検査は,5.2に適合しなければならない。
11. 包装 伸縮継目の包装は,JIS E 1303の10.(2)〜(3)による。
12. 製品の呼び方 伸縮継目の呼び方は,規格番号又は規格の名称,レールの種類又は記号,曲線の向き
及び曲線半径による。
例1.
JIS E1126
50kgNレール用
普通レール用
直線用A
例2.
JIS E1126
50N
HH340用
曲線用C
R600
例3.
伸縮継目
50N
HH340用
曲線用C
R600
13. 表示 伸縮継目の表示は,次のとおりとする。
13.1 部品の表示 レール及び部品の表示は,表4による。ただし,製造年は,西暦年の下2けたの数字
を表示し,製造業者名は略号とする。
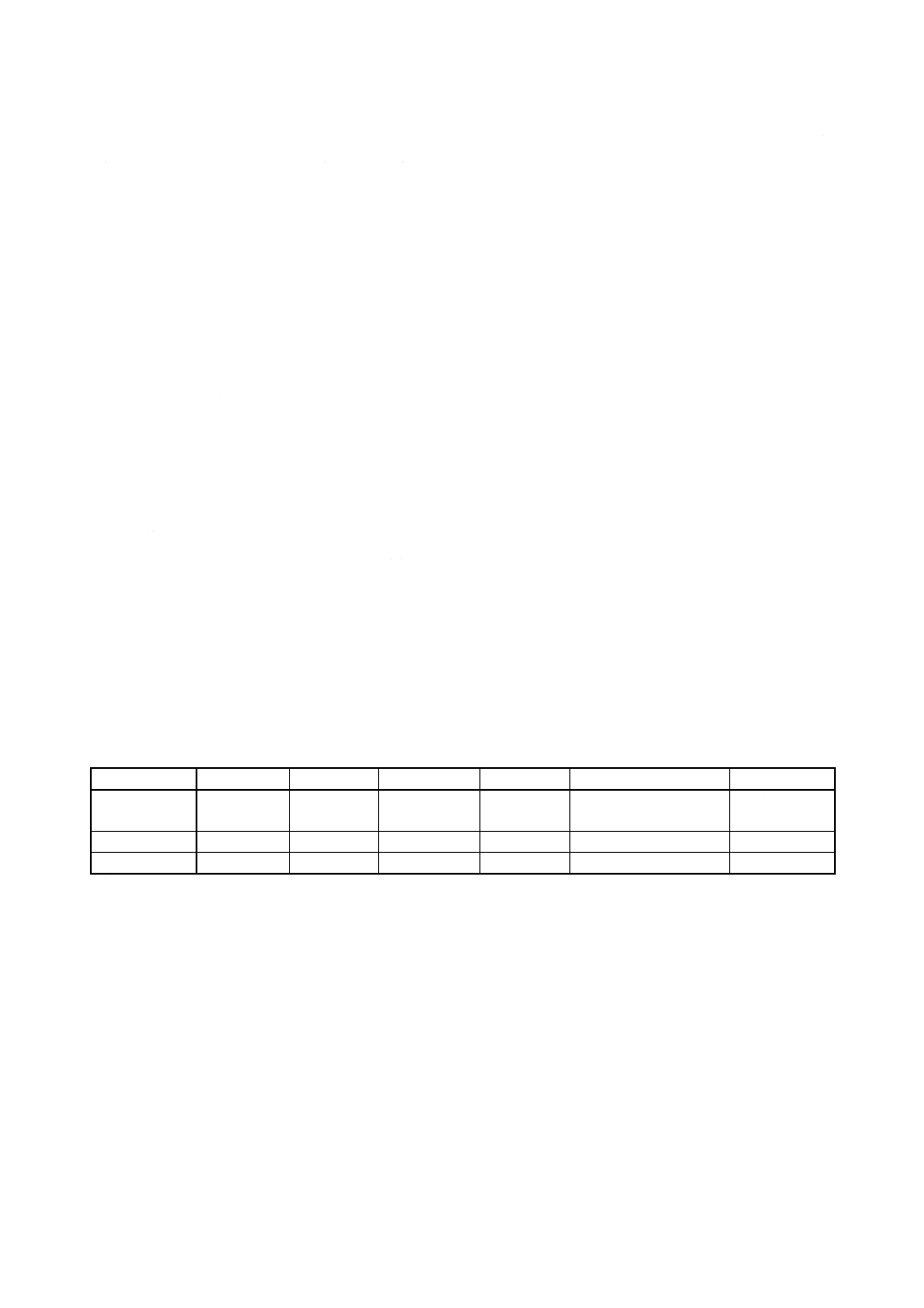
表4 レール及び部品の表示
製造業者名
製造年月
レールの種類
配列番号
表示方法
表示箇所
トングレール
受けレール
○
○
刻印
前端面(8)
レールブレス
○
○
刻印又は浮出し
側面又は上面
床板
○
○
刻印又はペイント(9)
端面又は側面
注(8) 継目と反対側のレール端面をいう。
(9) ペイントで配列番号を表示する場合は,付図1及び付図2に示すA,C,Eは緑色,B,D,Fは青色とする。
13.2 工場で組み立てた伸縮継目の表示 工場で組み立てた伸縮継目には,次の表示を行う。
(1) 床板中心位置及び床板配列番号を,トングレール及び受けレールの頭部上に白ペイントで表示する。
(2) 床板の軌間外側端部付近に,付図1及び付図2に示すA,C,Eは緑色のペイントで,B,D,Fは青
色のペイントで,それぞれ床板配列番号を表示する。
(3) まくらぎの配列番号を,各まくらぎの木口にペイントで表示する。
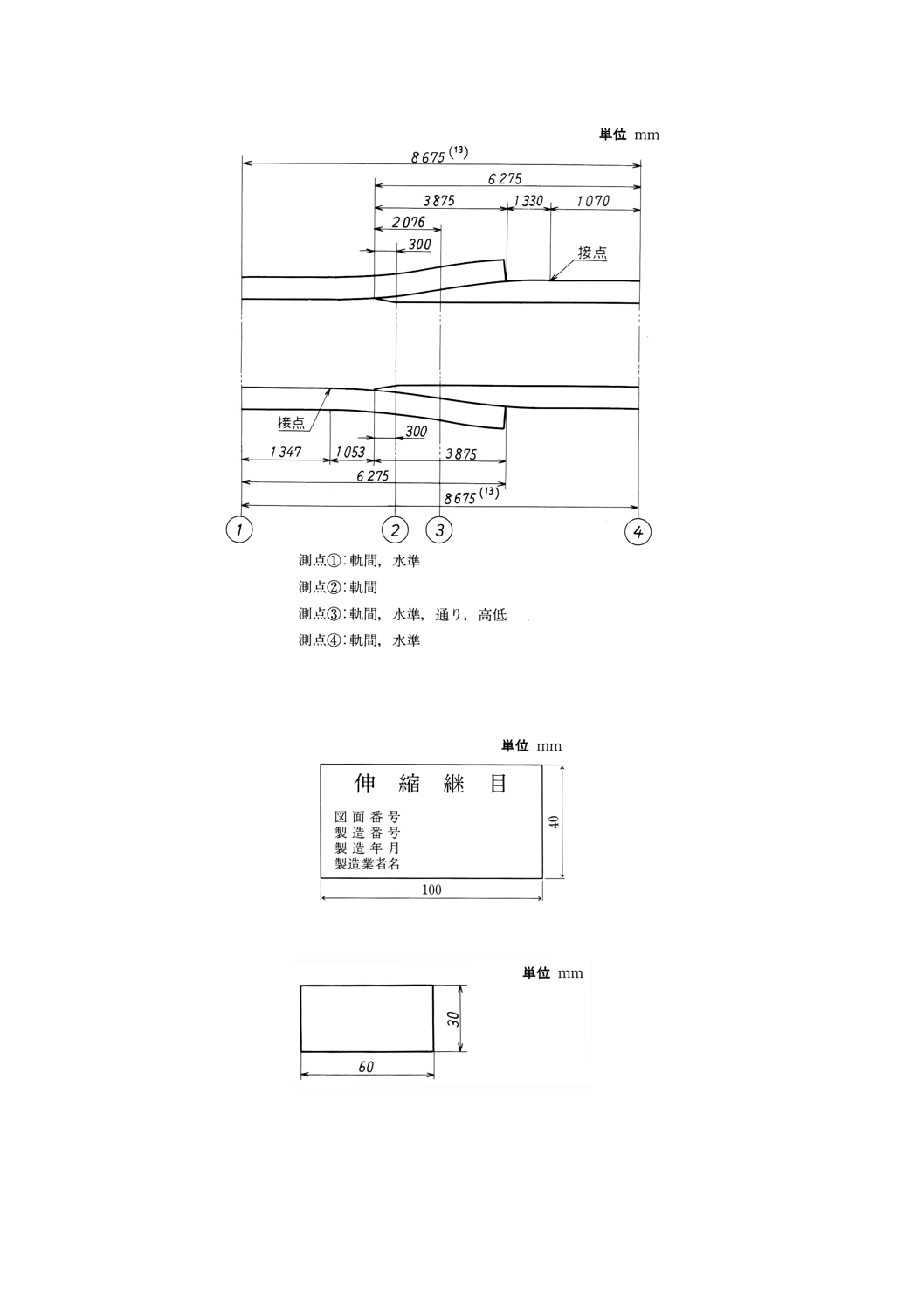
(4) 付図4.1に示す製品用銘板に,名称,受渡当事者間の協議に基づき付けた図面番号,製造番号,製造
年月,製造業者名を記載し,配列番号4の床板の軌間外側に取り付ける。
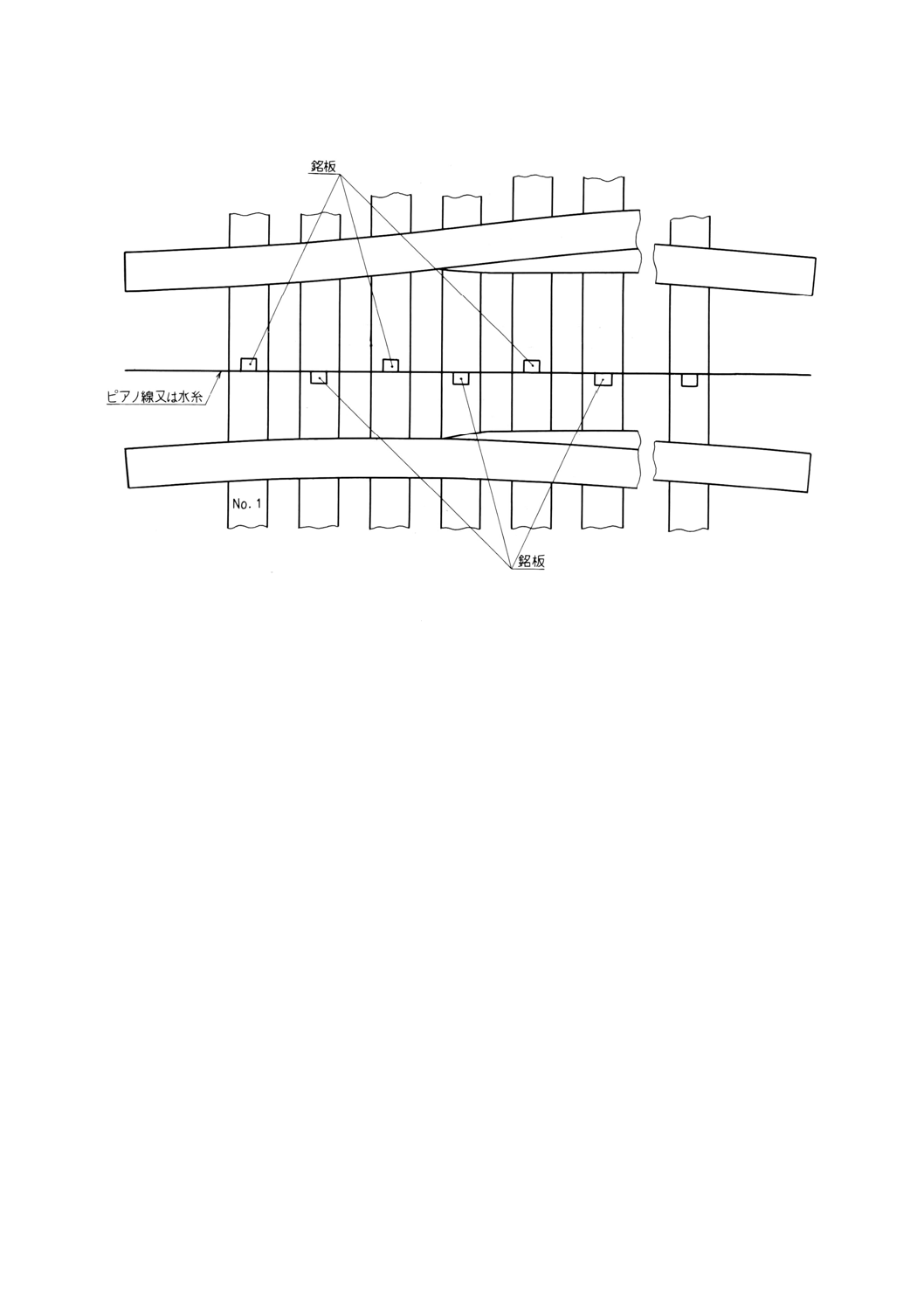
(5) 木まくらぎを使用する場合は,付図4.2(1)に示すまくらぎ用銘板に,製造番号及び配列番号を記載し,
伸縮継目の通り整正の目安になるように,付図4.2(2)を参照して各まくらぎに取り付ける。
(6) 組立完了後,伸縮部のトングレール前端位置を表示する深さ0.5mmのポンチマークを打つこと。ポン
5
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
チマークの位置は,受けレールの軌間外側頭部側面の頭頂面下10mmとする。
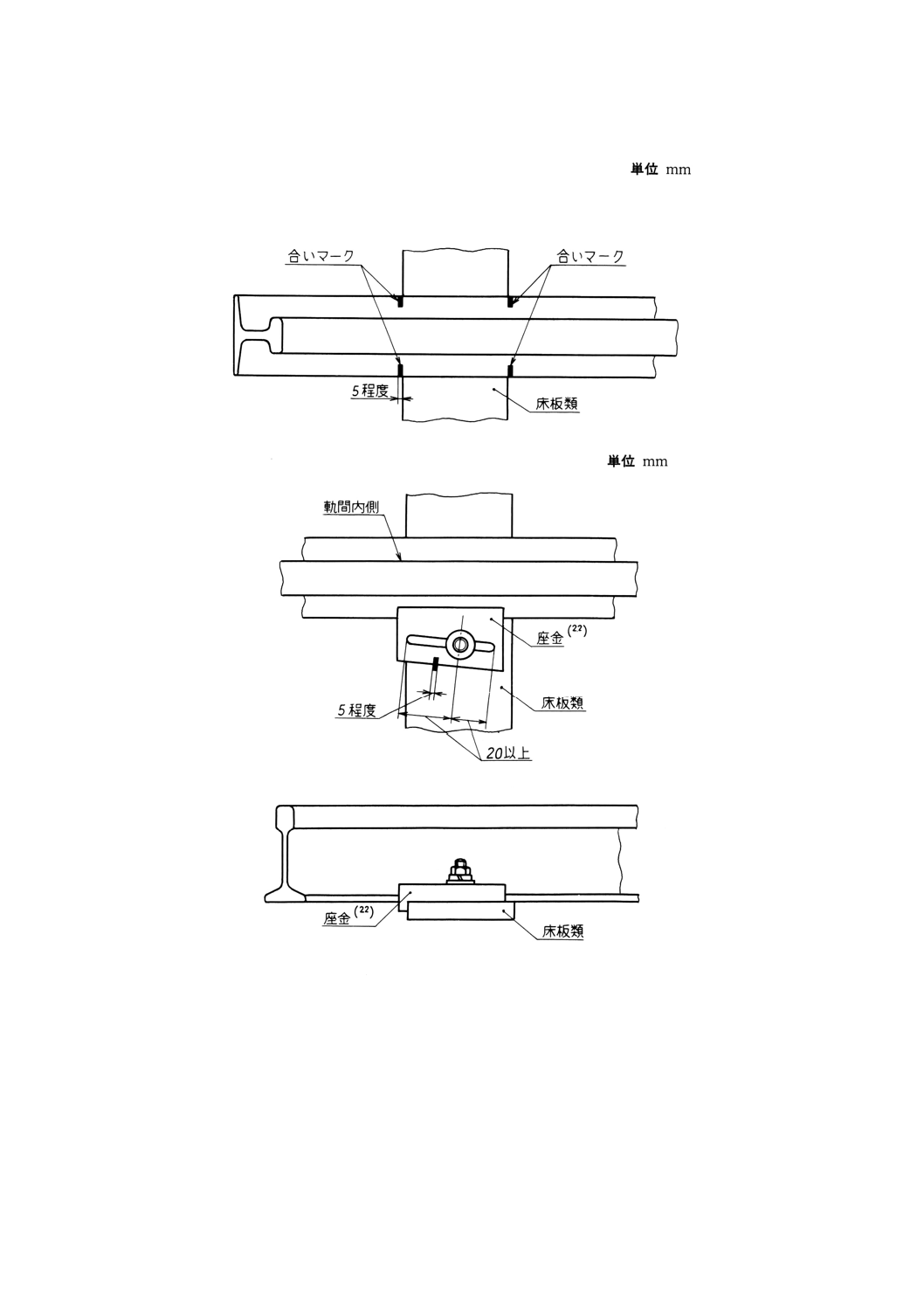
(7) 組立完了後,レール,レール締結装置などに,付図5に示すとおりペイントで合いマークの印付けを
行う。
ペイントの色は,付図1及び付図2に示すA,C,Eの軌間外側を緑,軌間内側を黄,B,D,Fの
軌間外側を青,軌間内側を赤とする。
6
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
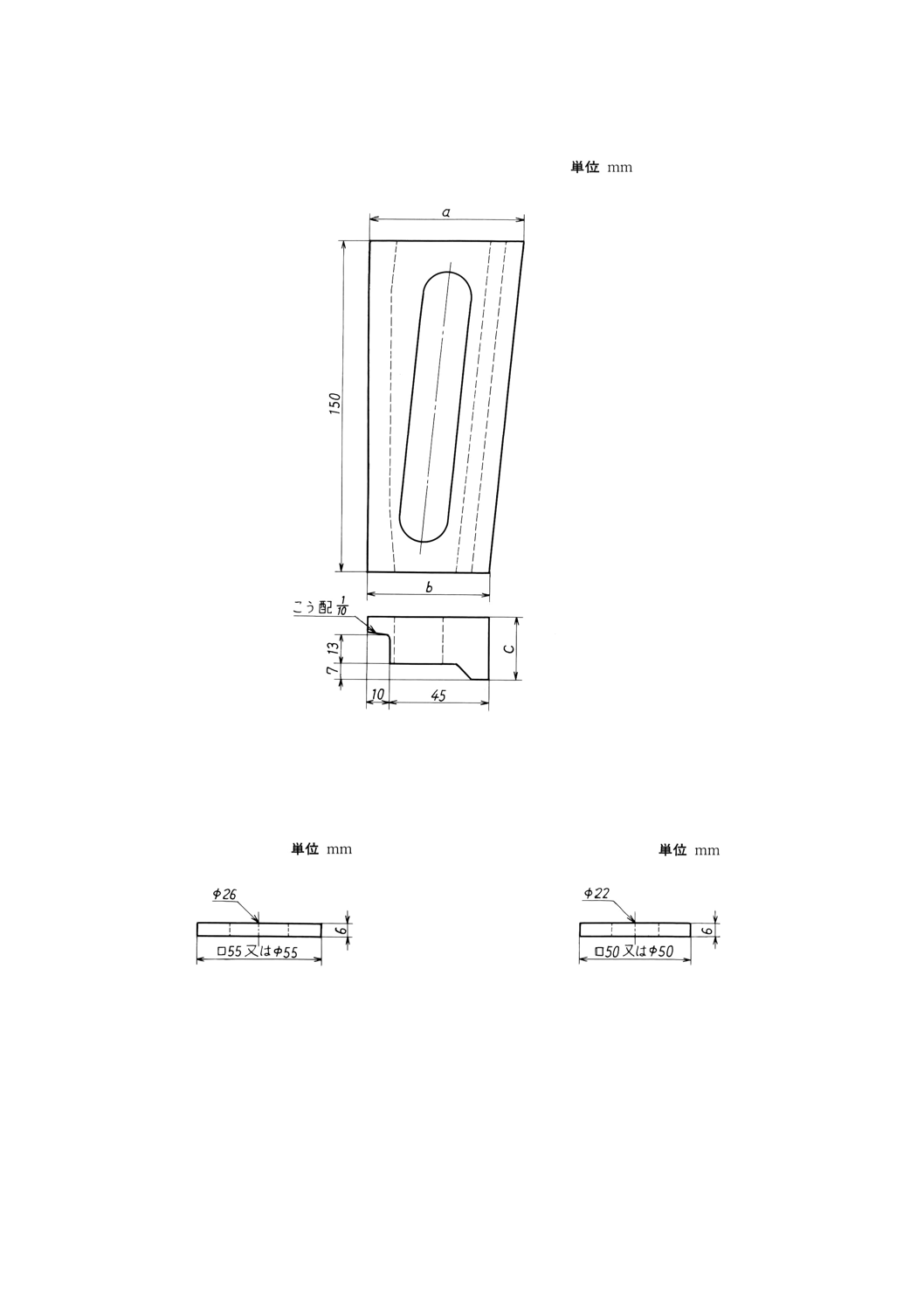
備考 寸法a,b及びcは,使用箇所別に定める。
付図1.3 座金
付図1.4 座金
付図1.5 座金
10
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
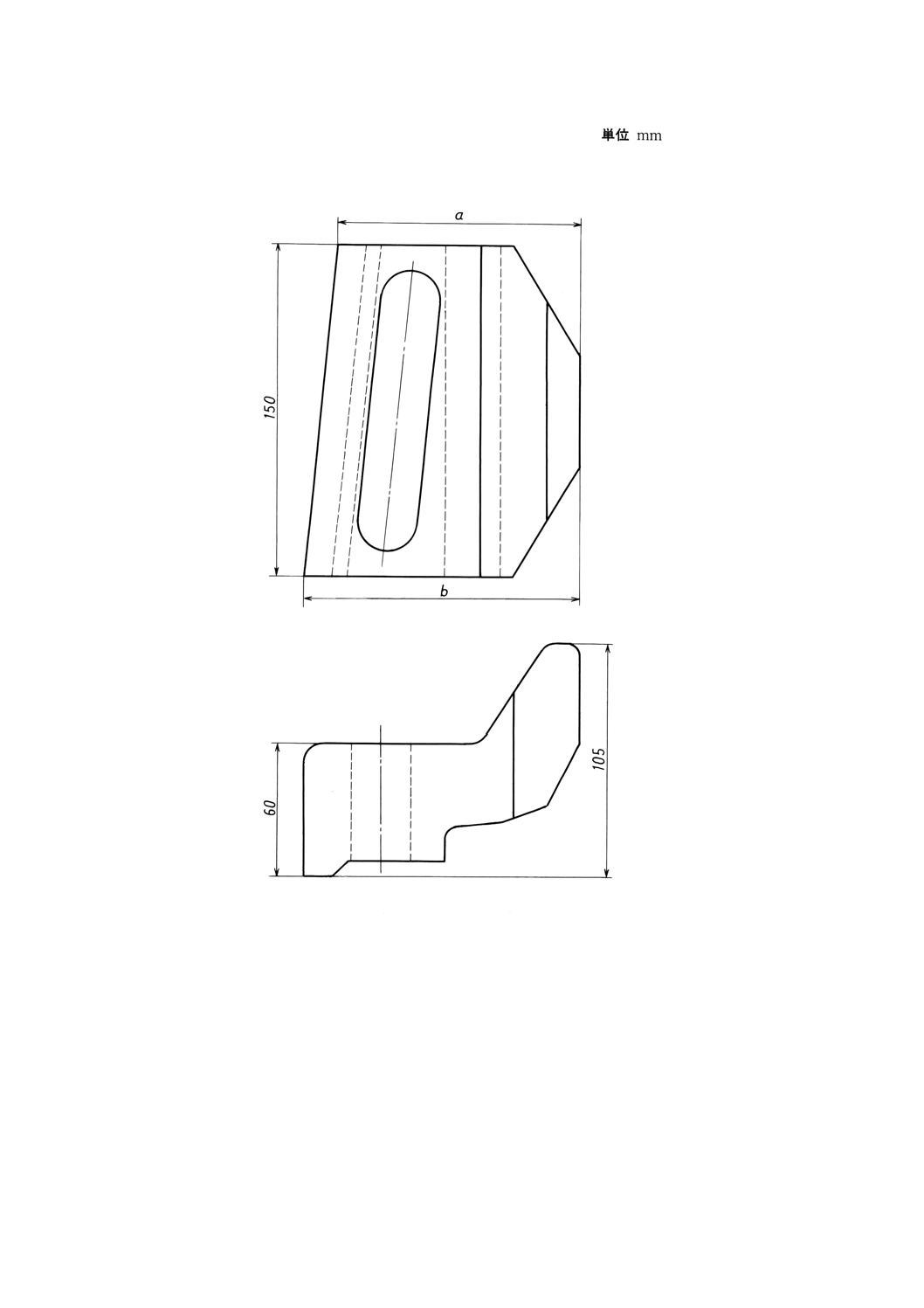
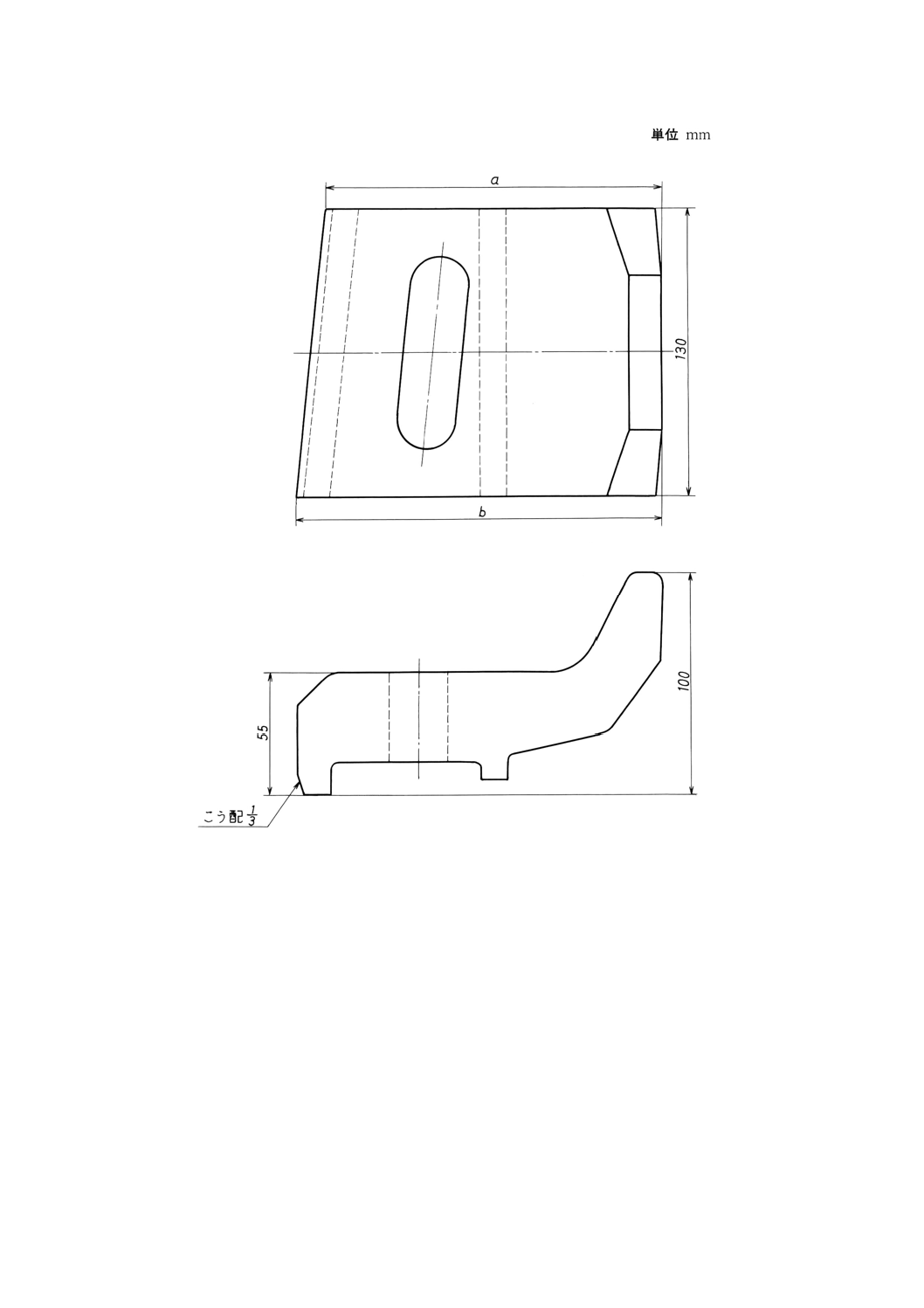
備考 寸法a及びbは,使用箇所別に定める。
付図1.6 レールブレス
11
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
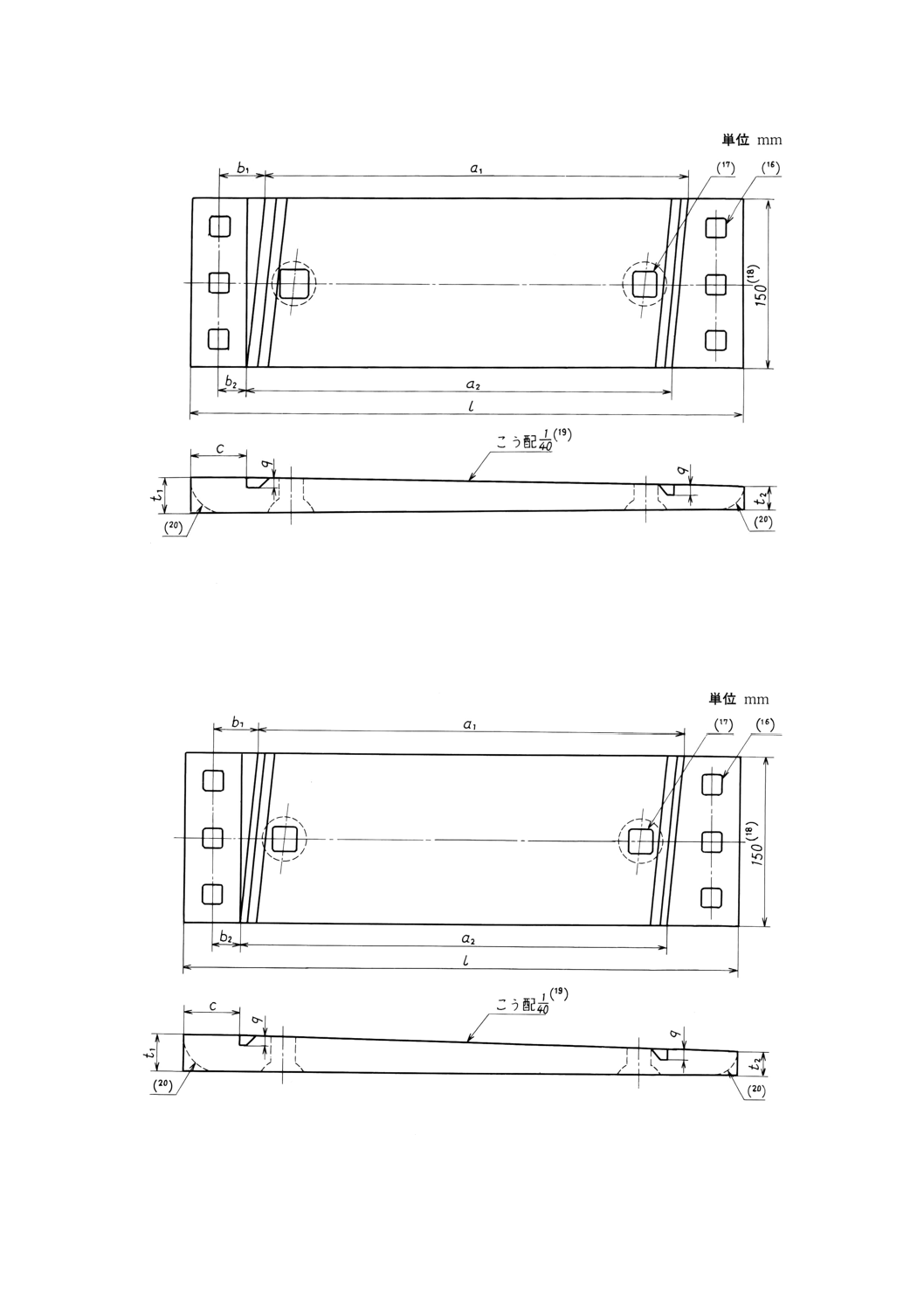
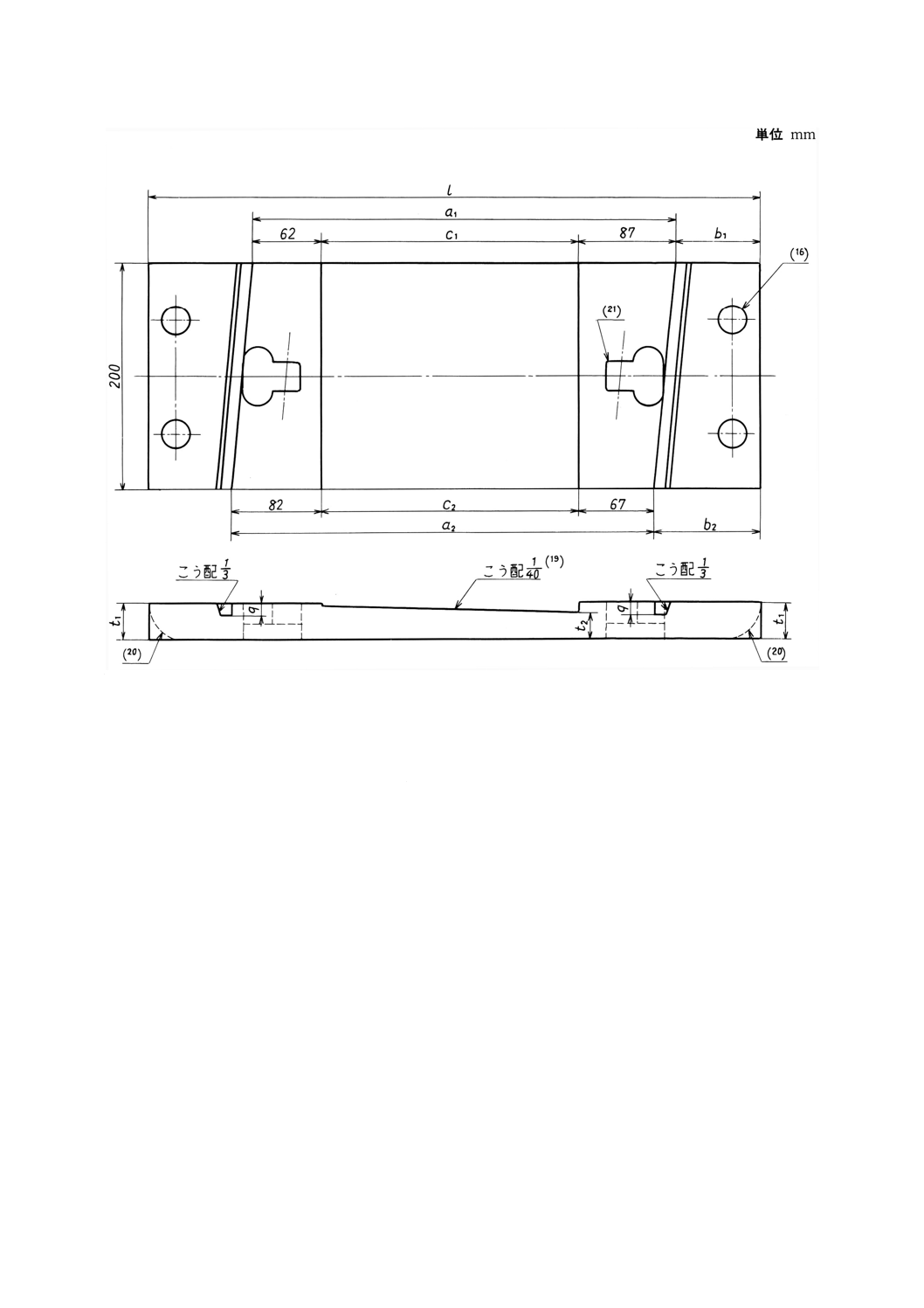
注(16) 孔の形状及び個数は,使用条件によって変更することができる。
(17) 使用するボルトの形状によって,長円形とすることができる。
(18) 使用条件によって,200mmとすることができる。
(19) 使用条件によって,水平にすることができる。
(20) 使用条件によって,破線の形状にすることができる。
備考 寸法a1,a2,b1,b2,c,t1,t2,及びlは,使用箇所別に定める。
付図1.7 床板
備考 寸法a1,b1,b2,c,t1,t2及びlは,使用箇所別に定める。
付図1.8 床板
12
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図2 60kgレール用伸縮継目
13
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 寸法a及びbは,使用箇所別に定める。
付図2.3(1) レールブレス
付図2.3(2) レールブレス
付図2.3(1)と対称形につき図面省略。
16
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(21) 使用するボルトの形状によって,角形とすることができる。
備考 寸法a1,a2,b1,b2,c1,c2,t1,t2及びlは,使用箇所別に定める。
付図2.4(1) 床板
付図2.4(2) 床板
付図2.4(1)と対称形につき図面省略。
17
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図3.1 50kgNレール用の場合
18
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図3.2 60kgレール用の場合
付図3 軌間,水準,通り及び高低の測定位置
付図4.1 製品用銘板
(1) 銘板の大きさ
19
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 取付け方の例
付図4.2 まくらぎ用銘板
付図4 銘板
20
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図5.1 レール及び床板類
注(22) レールブレスにも適用する。
付図5.2 床板類及び座金(22)
付図5 位置の印付け
21
E 1126 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案調査作成委員会 構成表
氏名
所属
(委員長)
佐 藤 泰 生
財団法人鉄道総合技術研究所
(分科会委員会)
長 藤 敬 晴
財団法人鉄道総合技術研究所
藤 野 達 夫
通商産業省機械情報産業局
前 川 武 也
工業技術院標準部
小 杉 昭 夫
運輸省鉄道局
〇 藤 森 泰 明
運輸省鉄道局
早 瀬 藤 二
東日本旅客鉄道株式会社施設電気部
小 菅 俊 一
東海旅客鉄道株式会社技術本部
東 憲 昭
西日本旅客鉄道株式会社施設部
吉 岡 治
社団法人日本民営鉄道協会
山 本 明
帝都高速度交通営団工務部
☆ 村 松 金二郎
小田急電鉄株式会社工務部
☆ 山 本 拓 郎
南海電気鉄道株式会社工務部
☆ 茂 木 重 六
株式会社峰製作所
☆ 藤 澤 憲 三
鉄道機器製造株式会社
☆ 入 江 隆 昭
大和工業株式会社
☆ 鳥 越 信 一
鉄道分岐器工業協会
橋 本 茂 彦
帝国製鋲株式会社
川 澄 武 甫
株式会社後関製作所
平 井 健
株式会社丸上製作所
☆ 櫻 澤 正
社団法人日本鉄道施設協会
(分科会委員)
山 本 克 巳
工業技術院標準部
鬼 憲 治
財団法人鉄道総合技術研究所
柏 谷 賢 治
財団法人鉄道総合技術研究所
柳 井 章 良
東日本旅客鉄道株式会社施設電気部
〇 龍 井 幸 夫
東日本旅客鉄道株式会社施設電気部
速 水 政 彦
東海旅客鉄道株式会社技術本部
半 田 真 一
西日本旅客鉄道株式会社施設部
市 東 邦 生
帝都高速度交通営団工務部
松 崎 恭 三
関東分岐器株式会社
(事務局)
森 下 忠
社団法人日本鉄道施設協会
柿 澤 實
社団法人日本鉄道施設協会
備考 ☆:本委員会,分科会兼務の委員を示す。
○:人事異動に伴う交代者を示す。