2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 1125-1995
接着絶縁レール
Glued insulated rails
1. 適用範囲 この規格は,鉄道線路において軌道回路(1)に用いる50kgN及び60kgレール用接着絶縁レ
ールについて規定する。
注(1) 列車又は車両を検知するための回路としてレールを用いる電気回路(JIS E 3013参照)。
備考 この規格の引用規格を,付表1に示す。
2. 用語の定義 この規格で用いる用語の定義は,JIS E 1001によるほか,次による。
(1) 接着絶縁レール 突き合わせたレール間に絶縁材を挿入し,レールと接着継目板とを絶縁性がある接
着剤で結合したレール。
(2) 接着継目板 接着絶縁レールに用いる目的で設計された継目板。
(3) 乾式接着材 ガラスペーパを基材として熱硬化性エポキシ系樹脂接着剤を含浸し,乾燥状態にしたも
の。
(4) プライマー 被着材と接着剤,又はシーリング材との接着性を向上させるためにあらかじめ被着材表
面に塗布する下地処理材料(JIS K 6800参照)。
3. 種類 接着絶縁レールの種類は,レールの種類と曲線半径の組合せによって規定し表1の○印に示す
とおりとする。
表1 種類
レールの種類・記号
曲線半径R (m)
直線
300
600
1 000
3 000
4 000
5 000
50kgN
又は
60kg
普通レール
○
○
○
○
○
○
○
HH340
○
○
○
−
−
−
−
HH370
○
○
○
−
−
−
−
4. 品質
4.1
引張強さ又は圧縮強さ 接着絶縁レールの引張強さ又は圧縮強さは,8.1によって試験を行ったとき
試験片の全数が2.25MN以上でなければならない。
4.2
絶縁抵抗値 接着絶縁レールの絶縁抵抗値は,次のとおりとする。
(1) 乾燥状態における絶縁抵抗値は,8.2.1によって試験を行ったとき5MΩ以上でなければならない。
(2) 浸水状態における絶縁抵抗値は,8.2.2によって試験を行ったとき0.5MΩ以上でなければならない。
4.3
超音波透過減衰値 接着絶縁レールの超音波透過減衰値は,8.3によって試験を行ったときその値が
45dB以下でなければならない。
2
E 1125-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4
外観 接着絶縁レールの外観は,次のとおりとする。
(1) レール表面に割れ,きずなど有害な欠陥があってはならない。
また,接着絶縁レール全長にわたり有害なねじれがあってはならない。
(2) 積層部(乾式接着材)のすきま,加熱による黒こげなどがあってはならない。
5. 形状・寸法及び寸法許容差・幾何公差
5.1
形状・寸法 接着絶縁レールの形状・寸法は,表2のとおりとする。
表2 形状・寸法
レール種類
付図の番号
接着絶縁レール
部品
50kgN
1
1.1〜1.5
60kg
2
1.5, 2.1〜2.4
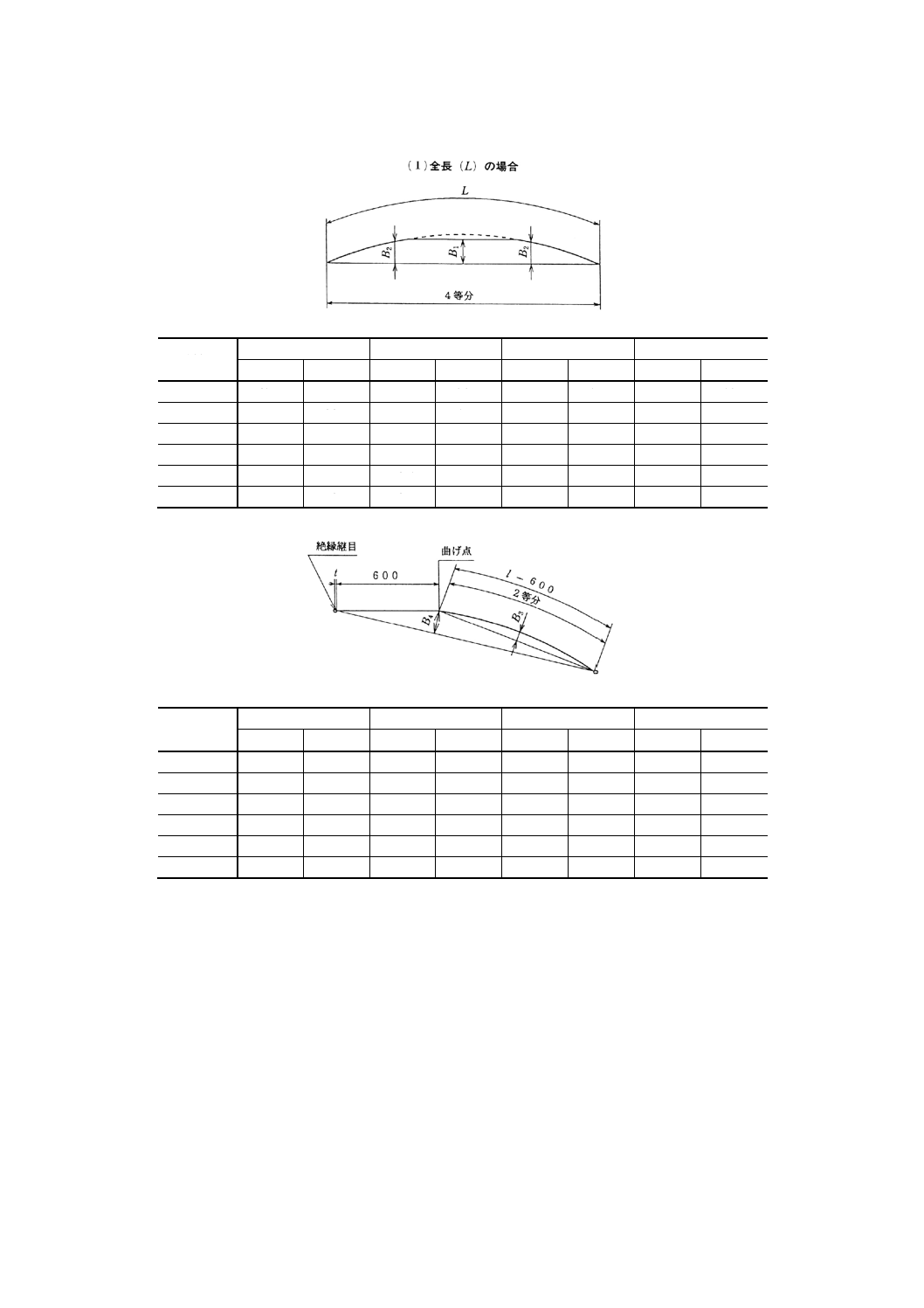
備考 曲線用接着絶縁レールの縦距(2)は,付図3による。
注(2) 曲線又は折線の形状・寸法を表す値で,一直線からの垂線
距離で示す(JIS E 1311参照)。
5.2
寸法許容差・幾何公差 接着絶縁レールの寸法許容差・幾何公差は,表3のとおりとする。
表3 寸法許容差・幾何公差
単位 mm
項目
寸法許容差・幾何公差
長さ
±10
レール頭頂面における高低狂い
(接着部を中心とした1m間において)
±0.1
レール頭側面における通り狂い
(接着部を中心とした1m間において)
±0.3
接着部のレール頭頂面及び頭側面の食違い
±0.1
接着継目板端部におけるレールと
接着継目板との間隔
±0.3
曲線用の縦距
5mm以上の場合
+1.0, −0.5
5mm未満の場合
±10%
6. 材料
6.1
レール 接着絶縁レールに用いるレールの材料は,JIS E 1101及びJIS E 1120に適合したものでな
ければならない。
6.2
接着継目板 接着継目板の材料は,JIS G 4051のS45C〜S55C又はこれと機械的性質が同等以上の
ものとする。
6.3
継目板ボルト及びナット 継目板ボルト及びナットは,JIS E 1114に規定する60kgレール用継目板
ボルト及びナットに適合したもの,又はこれと機械的性質が同等以上のものでなければならない。ただし,
ボルトの長さは120mmとする。
6.4
平座金 平座金は,JIS B 1186のF35とする。
6.5
絶縁材
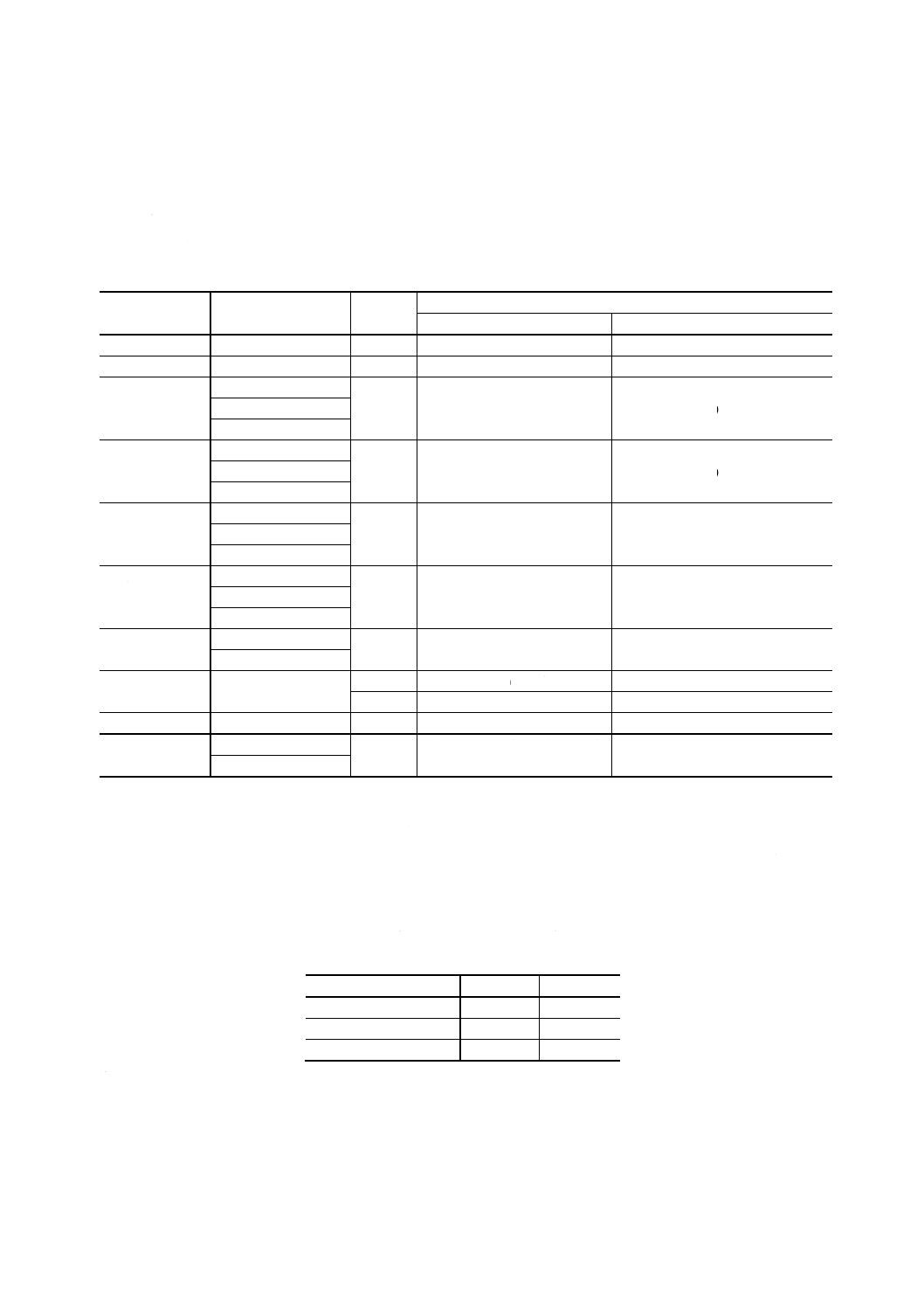
6.5.1
レール形(3)及びチューブ(4) レール形の形状・寸法は付図1.3及び付図2.3,チューブの形状・寸
法は付図1.5のとおりとし,その性能はJIS E 3023によって試験を行ったとき,表4の値を満足するもの
でなければならない。
3
E 1125-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ただし,レール形の厚さtは,受渡当事者間の協議による。
注(3) レール継目部の前後レール間のすきまに入れて,レール間を絶縁するレール断面状の絶縁材
(JIS E 3023参照)。
(4) 継目板ボルトに装着し,ボルトとレール及び継目板とを絶縁する筒状の絶縁材(JIS E 3023参
照)。
表4 レール形及びチューブの性能
項目
条件及び処理
単位
性能
レール形
チューブ
吸水率
24時間浸せき後
%
1.0以下
1.0以下
体積抵抗率
吸水率試験後
MΩ・m
2 000 以上
1 500 以上
引張強さ
常温・常湿
MPa
240 以上
50 以上
60℃2時間加熱後
−30℃2時間冷却後
伸び
常温・常湿
%
−
40 以上
60℃2時間加熱後
−30℃2時間冷却後
圧縮強さ
常温・常湿
MPa
340 以上
340 以上
60℃2時間加熱後
−30℃2時間冷却後
圧縮ひずみ
(340MPa応力時)
常温・常湿
%
−
40〜60
60℃2時間加熱後
−30℃2時間冷却後
衝撃強さ
常温・常湿
J/cm
6.0以上
−
−30℃2時間冷却後
硬さ
常温・常湿
HBS
40 以上
−
HRM
−
60〜80
耐摩耗性
常温・常湿
cm3
1.0以下
1.0以下
耐熱耐寒性
60℃2時間加熱後
外観に著しい変化(ひび,割
れ,膨れ等)がないこと。
外観に著しい変化(ひび,割れ,
膨れ等)がないこと。
−30℃2時間冷却後
備考1. レール形の試験片は,恒温空気中に200℃1時間加熱の前処理を行う。
2. 常温・常湿は,JIS Z 8703による。
6.5.2
乾式接着材及びプライマー 乾式接着材及びプライマーは,次による。
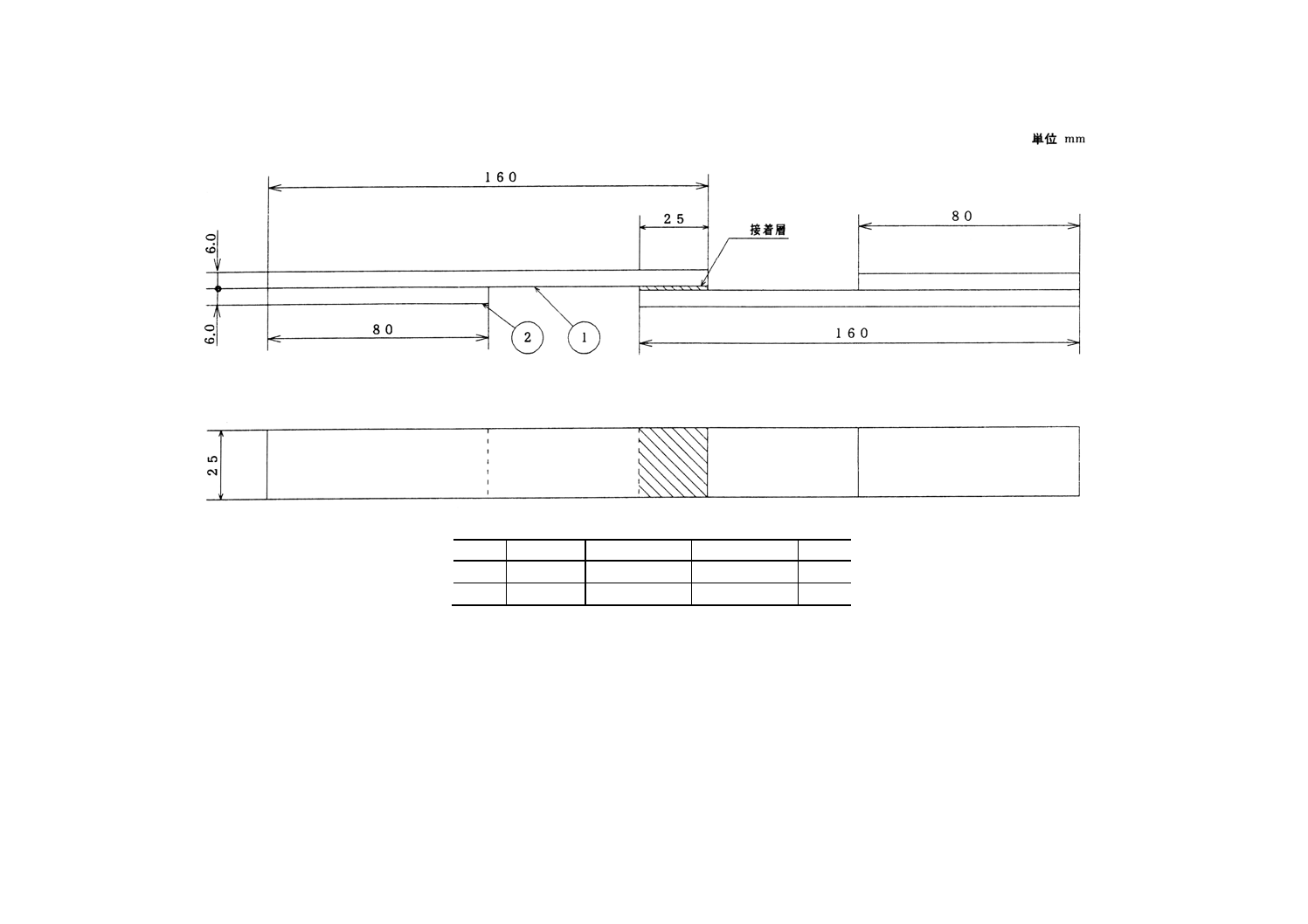
(1) 乾式接着材の形状・寸法は付図1.4及び付図2.4のとおりとし,その引張せん断接着強さは,JIS K 6850
によって試験を行ったとき,表5の値以上でなければならない。ただし,試験片の形状・寸法は,付
図5による。
表5 接着材の引張りせん断接着強さ
単位 MPa
条件及び処理
平均値
最小値
常温
25
24
60℃以上に加熱後
20
19
−8℃以下に冷却後
25
24
(2) プライマーは,エポキシ化フェノール樹脂系で一般特性は表6に適合するものとする。
4
E 1125-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6 プライマーの一般特性
項目
単位
特性
不揮発分
%
50+2
粘度 (25℃)
cm2/s
0.50〜1.40
密度 (20℃)
g/cm3
0.94〜0.99
外観
黄色透明
溶剤
ブタノール,イソブタノール,キシロール
備考1. 乾式接着材の可使期間は,密閉状態で直射日光を避け0〜5℃
の温度で保管して,製造後120日間とする。
2. プライマーの可使期間は,直射日光を避け30℃以下の温度で
保管して,製造後180日間とする。
6.6
仕上げ塗料 仕上げ塗料は,ウレタン塗料とする。
7. 製造方法及び加工方法
7.1
材料の加工方法
7.1.1
レールの加工 レールの加工は,次による。
なお,レールは中央を長さ方向に直角に2分したものを,一対のレールとして用いる。
(1) 切断 レールの切断は,機械加工によって行う。
(2) 曲げ レールを曲げたり,曲がりを直したりする際は,その品質を損わない方法によらなければなら
ない。
(3) 穴あけ レールの穴あけは,機械加工によって行い,穴の全周には,約1.5mmの面取りを施す。
(4) 寸法許容差 加工したレールの寸法許容差は,表7のとおりとする。
(5) 表面の清浄 レールの接着部分は,サンドブラスト,ショットブラスト又はショットピーニングによ
って十分さびを落とした後,必要な場合には溶剤で十分に油脂分を取り除かなければならない。
表7 加工したレールの寸法許容差
単位 mm
項目
許容差
直角切断差
突合せ部
±0.3
その他
±1.0
穴の径
+0.5
0.0
穴位置
±0.5
7.1.2
接着継目板の加工 接着継目板の加工は,次による。
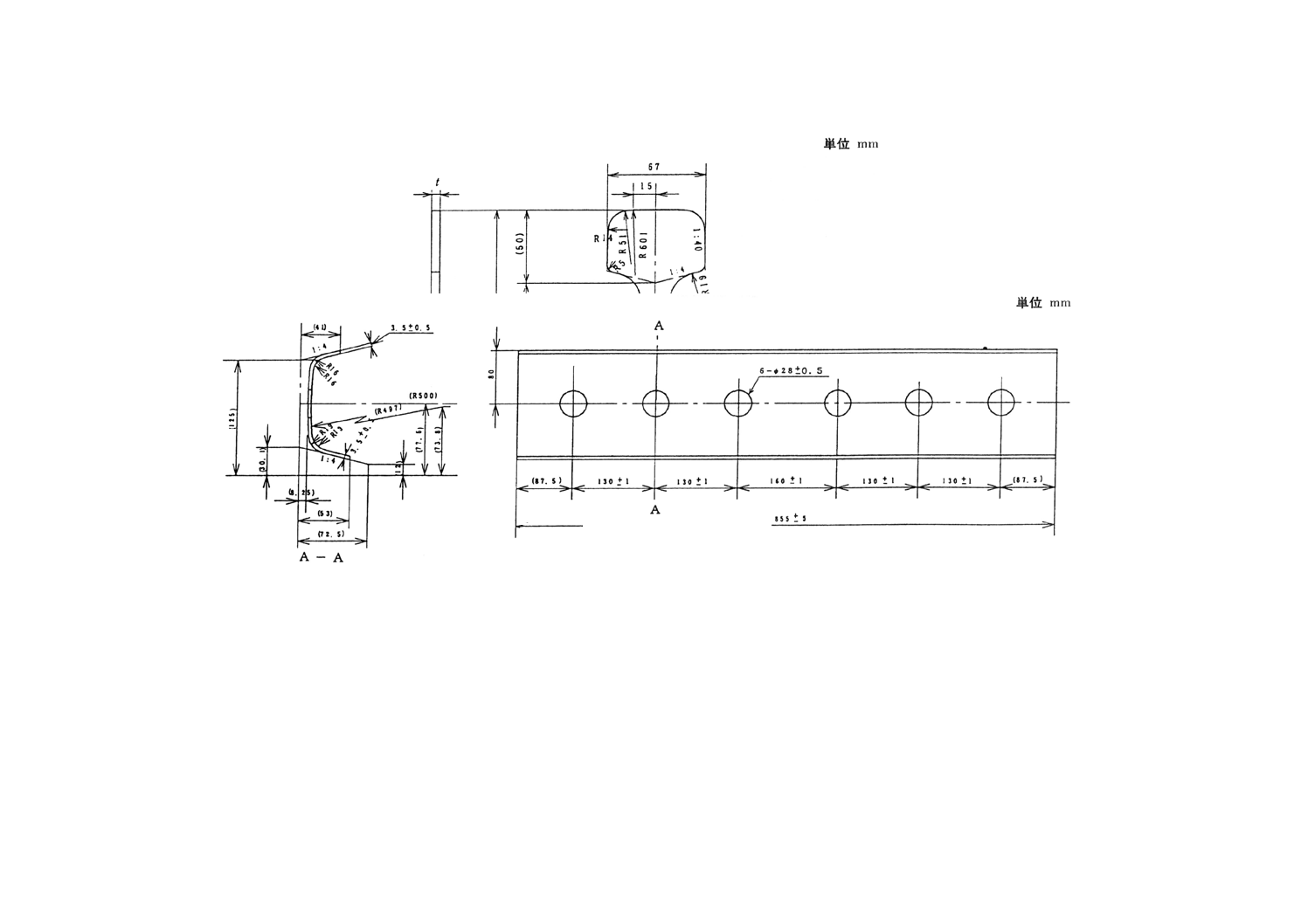
(1) 形状・寸法及び寸法許容差 接着継目板の形状・寸法は,付図1.2及び付図2.2のとおりとし,鍛造・
熱間押出し加工又は機械加工によって製作する。寸法許容差は,表8のとおりとする。
(2) 熱処理 接着継目板は,焼入れ,焼戻しの熱処理を施し,その表面硬さはJIS Z 2243による255〜
331HBSとする。
(3) 表面の清浄 接着継目板の接着部分は,7.1.1(5)による。

5
E 1125-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8 接着継目板の寸法許容差
単位 mm
項目
許容差
長さ
±3.0
厚さ
±0.5
穴の径
+0.5
0.0
穴の位置
±0.5
接着面の反り
±0.1
レール形を当てた場
合のレールとの間隔
±0.3
接着継目板の接着面は,さび取り後0.3以
上の凹凸があってはならない。
7.1.3 レール形の加工 レール形はサンドペーパーなどで表面を整え,溶剤で清浄にしなければならない。
7.2
接着絶縁レールの製造方法
7.2.1
組立準備 レール,接着継目板及びレール形の接着面についてプライマーを塗布し,JIS K 5400の
6.5(5)(a)に規定する指触乾燥状態にしておかなければならない。
7.2.2
組立 組立は,一対のレールの突合せ部にレール形を挿入し,レールと接着継目板との間に乾式接
着材を挟んで,あらかじめチューブを挿入した継目板ボルトを用いて行う。
なお,両側の接着継目板は,乾式接着材が硬化するまで均等な圧力で締め付けておかなければならない。
7.2.3
加熱 乾式接着材の加熱硬化条件は,170℃で60分間保持する。
また,加熱は,積層部に対して均一でなければならない。
7.2.4
仕上げ 接着絶縁レールの仕上げは,乾式接着材が完全に硬化した後,次のとおりとする。
(1) ボルトの緊締力は,490N・mとする。
(2) レール頭頂面及び頭側面に食い違いを生じた場合は,0.1mm以内になるように長さ方向に3 000分の
1以下のこう配で平滑に仕上げる。
(3) 建築限界下部限界を支障するおそれがある,飛び出した乾式接着材及び積層部は,研削などによって
滑らかな面にしなければならない。
(4) 露出している積層部及びその周辺に,仕上げ塗料を2回以上塗布する。
8. 試験
8.1
引張試験又は圧縮試験 接着絶縁レールの引張試験又は圧縮試験は,次のとおりとする。
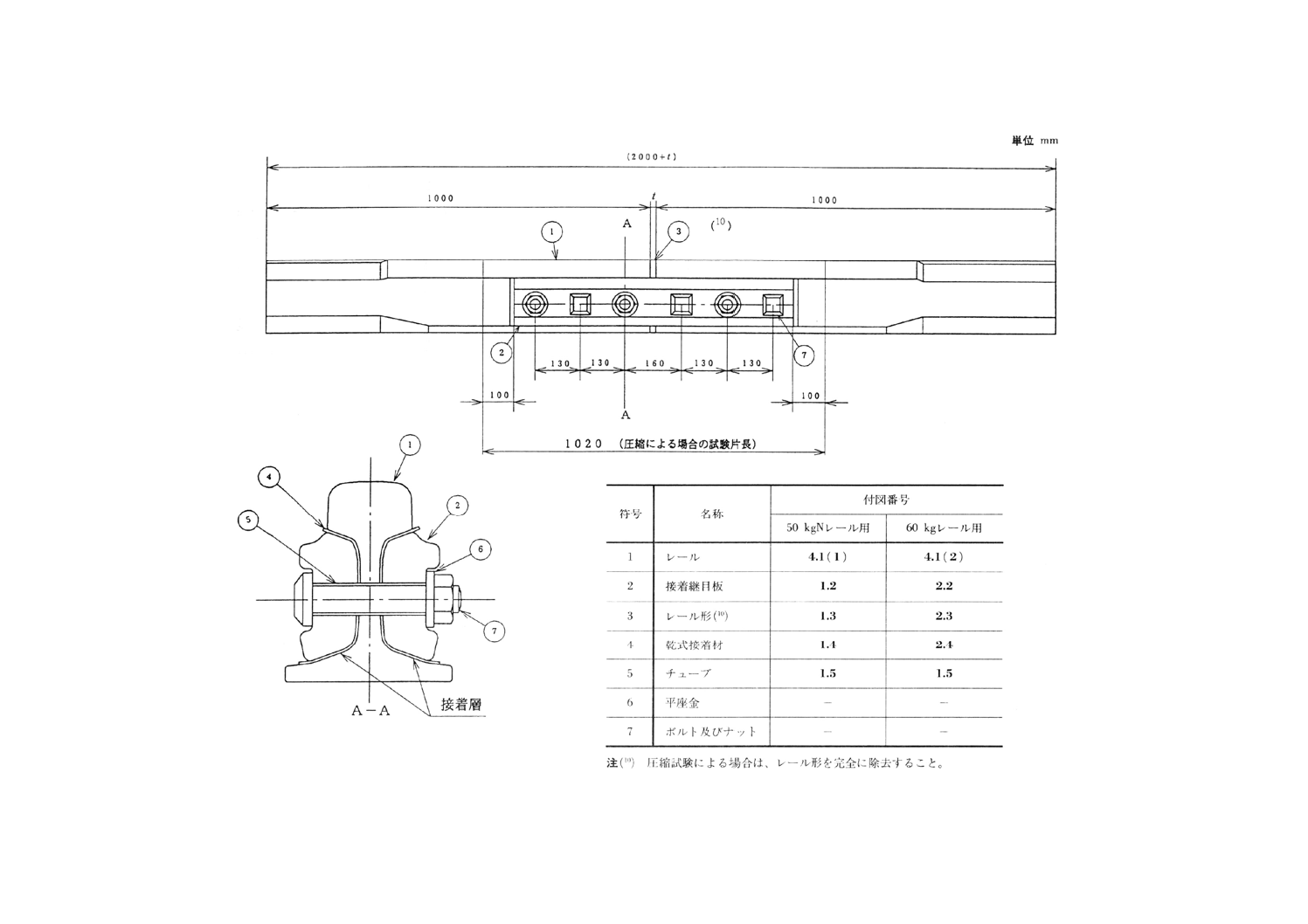
(1) 試験片 試験片は,構造・形状及び寸法を付図4のとおりとし,製品と同一種類のレールで製品と同
一の条件で製作する。ただし,7.2.4(3)及び(4)の処置は省略してよい。
(2) 試験方法 試験片は,ボルトを490N・mに緊締した状態で引張試験又は圧縮試験を行い接着破壊(5)の
最大荷重をもって引張強さ又は圧縮強さとする。
注(5) 接着剤と被着材との界面で生じた破壊。界面破壊ともいう(JIS K 6800参照)。
備考 製品のロットの大きさに対応する試験片の数は,受渡当事者間の協定による。
8.2
絶縁抵抗試験
8.2.1
乾燥状態における絶縁抵抗試験 接着絶縁レールの乾燥状態における絶縁抵抗試験は,次のとおり
とする。
(1) 試験体及び測定箇所 試験体は製品そのものとし,測定はすべての製品について,レール形を挿入し
6
E 1125-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
た前後のレール聞及びレールとボルトとの間とする。
(2) 試験方法 試験方法は,水平な台上に厚さ約150mmの乾燥した木材を敷き,その上に絶縁材を置い
て接着絶縁レールを載せ直流500Vで測定する。
8.2.2
浸水直後における絶縁抵抗試験 接着絶縁レールの浸水直後における絶縁抵抗試験は,次のとおり
とする。
(1) 試験片 試験片は,8.1(1)による。
(2) 試験方法 試験方法は,試験片を24時間浸水した後,8.2.1(1)と同じ箇所を直流500Vで測定する。
8.3
超音波透過試験 接着絶縁レールの超音波透過試験は,次のとおりとする。
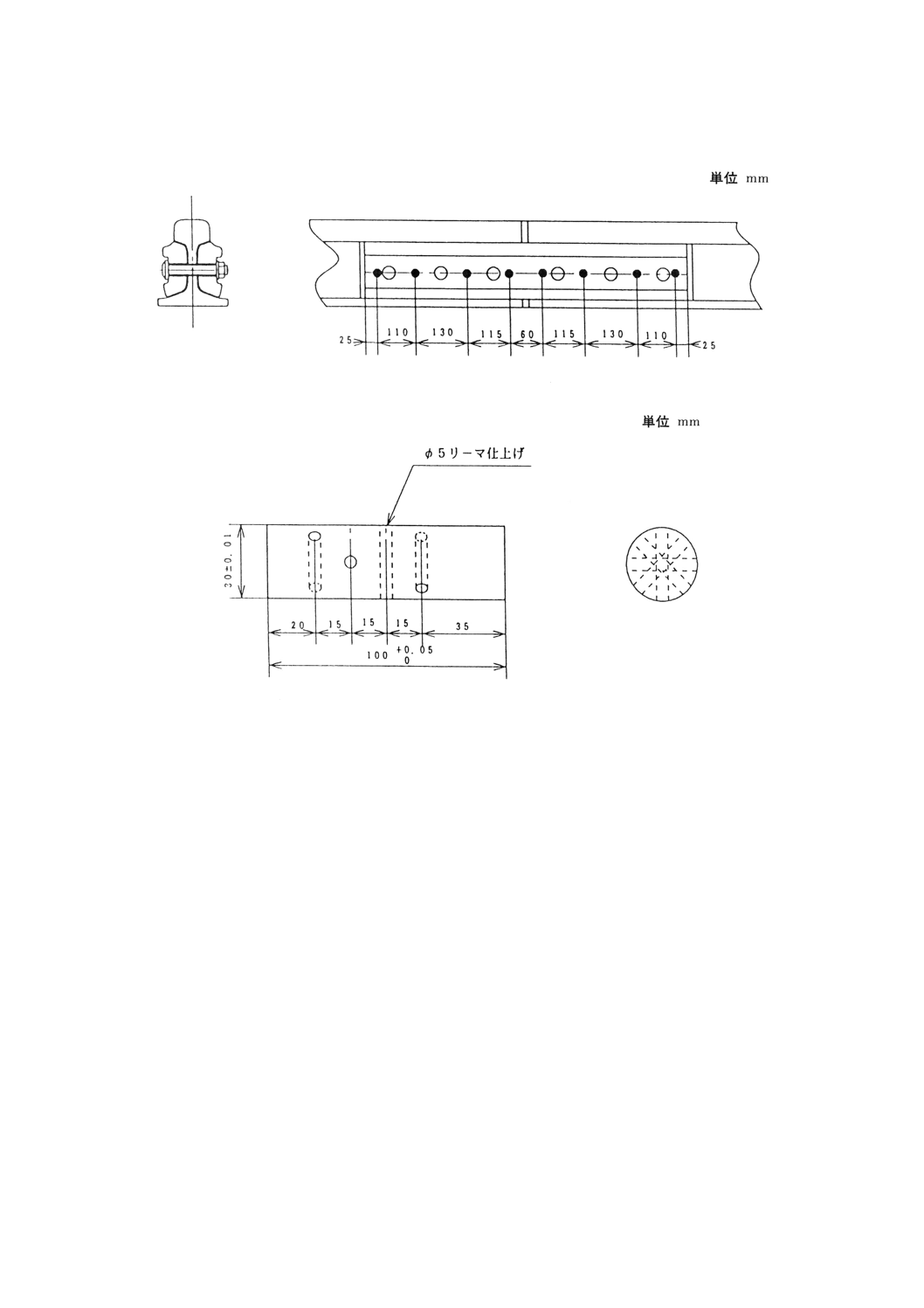
(1) 試験体及び測定位置 試験体は製品そのものとし,測定はすべての製品について付図6に示す●印の
位置とする。
(2) 試験方法 まず,標準試験片(6)を用いてブラウン管の透過パルス(7)の波高値が50%になるように感度
調整を行い減衰器(8)の値Aを読み取る。このときAは,45dB以上でなければならない。
次に,接着絶縁レールについて測定し,透過パルスの波高値が50%になるように感度調整を行い減
衰器の値Bを読み取る。
AからBを減じて,これを求める接着絶縁レールの超音波透過減衰値とする。
注(6) 材料,形状及び寸法が規定され,超音波的にも検定された試験片。探傷器の性能試験又は感度
調整などに用いる(JIS Z 2300参照)。
(7) 極めて短い時間の間だけ継続する信号(JIS Z 2300参照)。
(8) エコー高さを定量的に変化させる装置。デシベル (dB) で表示する(JIS Z 2300参照)。
備考1. 超音波探傷器及び探触子の性能は,JIS Z 3060の4.1.2(探傷器に必要な性能)及び4.2.3(垂
直探触子に必要な性能)による。ただし,試験周波数は,2〜2.25MHz,探触子の有効直径は
10mmとし,標準試験片の両端面に接触させた送受の探触子を入れ替えたとき及び探触子を
回転させたときの波高値の変動差は1dB以下とする。
2. 標準試験片は,JIS G 4051のS30C〜S35Cを用いて,形状・寸法は付図7のとおりに製作す
る。
9. 検査
9.1
引張強さ又は圧縮強さ検査 接着絶縁レールの引張強さ又は圧縮強さの検査は,4.1の規定に適合し
なければならない。
9.2
絶縁抵抗検査 接着絶縁レールの絶縁抵抗検査は,4.2の規定に適合しなければならない。
9.3
超音波透過検査 接着絶縁レールの超音波透過検査は,4.3の規定に適合しなければならない。
9.4
外観検査 接着絶縁レールの外観検査は,4.4,7.2.4の規定に適合しなければならない。
9.5
形状・寸法検査 接着絶縁レールの形状及び寸法検査は,5.の規定に適合しなければならない。
10. 包装 接着絶縁レールの接着継目部は,積降し及び輸送中の衝撃によってきずがつかないように木片,
こもなどを用いて保護しなければならない。
11. 製品の呼び方 接着絶縁レールの呼び方は,規格番号又は規格の名称,レールの種類又は記号,長さ
及び曲率半径の種類による。

7
E 1125-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例1.
JIS E □□□□
50kgN
HH340
6m
R600
例2.
接着絶縁レール
50N
HH340
6m
R600
12. 表示 接着絶縁レールの表示は,次のとおりとする。
(1) 製造番号,レールの種類・記号,長さ及び曲率半径の種類並びに製造年月(9)及び製造業者名又はその
略号を記載した銘板を,接着継目板の端から1.5m付近の位置に取り付ける。
なお,曲線用の接着絶縁レールは,レール頭頂面に曲線の方向をペイントで明示する。
備考 図1及び図2に,銘板の記載例を示す。
図1 50kgN(普通レール)直線用6mの場合(例1)
図2 60kg (HH340) R600用7mの場合(例2)
注(9) 製造年月は略号でもよい。
(2) 熱処理レールを用いた接着絶縁レールは,銘板の端から50mm付近の位置のレール腹部にHH340は黄
色,HH370は赤色のペイントで,幅約20mmの縦線を塗色する。
13. 取扱上の注意事項 取扱上の注意事項を次に示す。
(1) 接着絶縁レールの接着継目部を保護している木片,こもなどは使用場所へ到着するまで開梱しないよ
うにし,軸方向以外に過度の力が加わらないようにする。
(2) 外装をはずした接着絶縁レールの接着継目部は,使用に先立って塗料のはがれ,ずれ,レール形両面
のすきまなどの異状がないことを目視によって確認する。
(3) 使用に先立って現場で絶縁抵抗値を測定する場合は,配置場所での短絡がないことを確認し,直流
500Vで測値する。このときの測定値は,0.5MΩ以上とする。
付表1 引用規格
JIS B 0601 表面粗さ−定義及び表示
JIS B 1186 摩擦接合用高力六角ボルト・六角ナット・平座金のセット
JIS E 1001 鉄道線路用語
JIS E 1101 普通レール
JIS E 1114 N形レール及び60kgレール用継目板ボルト及びナット
JIS E 1120 熱処理レール
8
E 1125-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS E 1311 鉄道−分岐器類用語
JIS E 3013 鉄道信号保安用語
JIS E 3023 レール絶縁材料−性能試験方法
JIS G 4051 機械構造用炭素鋼鋼材
JIS K 5400 塗装一般試験方法
JIS K 6800 接着剤・接着用語
JIS K 6850 接着剤の引張りせん断接着強さ試験方法
JIS Z 2243 ブリネル硬さ試験方法
JIS Z 2300 非破壊試験用語
JIS Z 3060 鋼溶接部の超音波探傷試験方法
JIS Z 8703 試験場所の標準状態
9
E
1
1
2
5
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
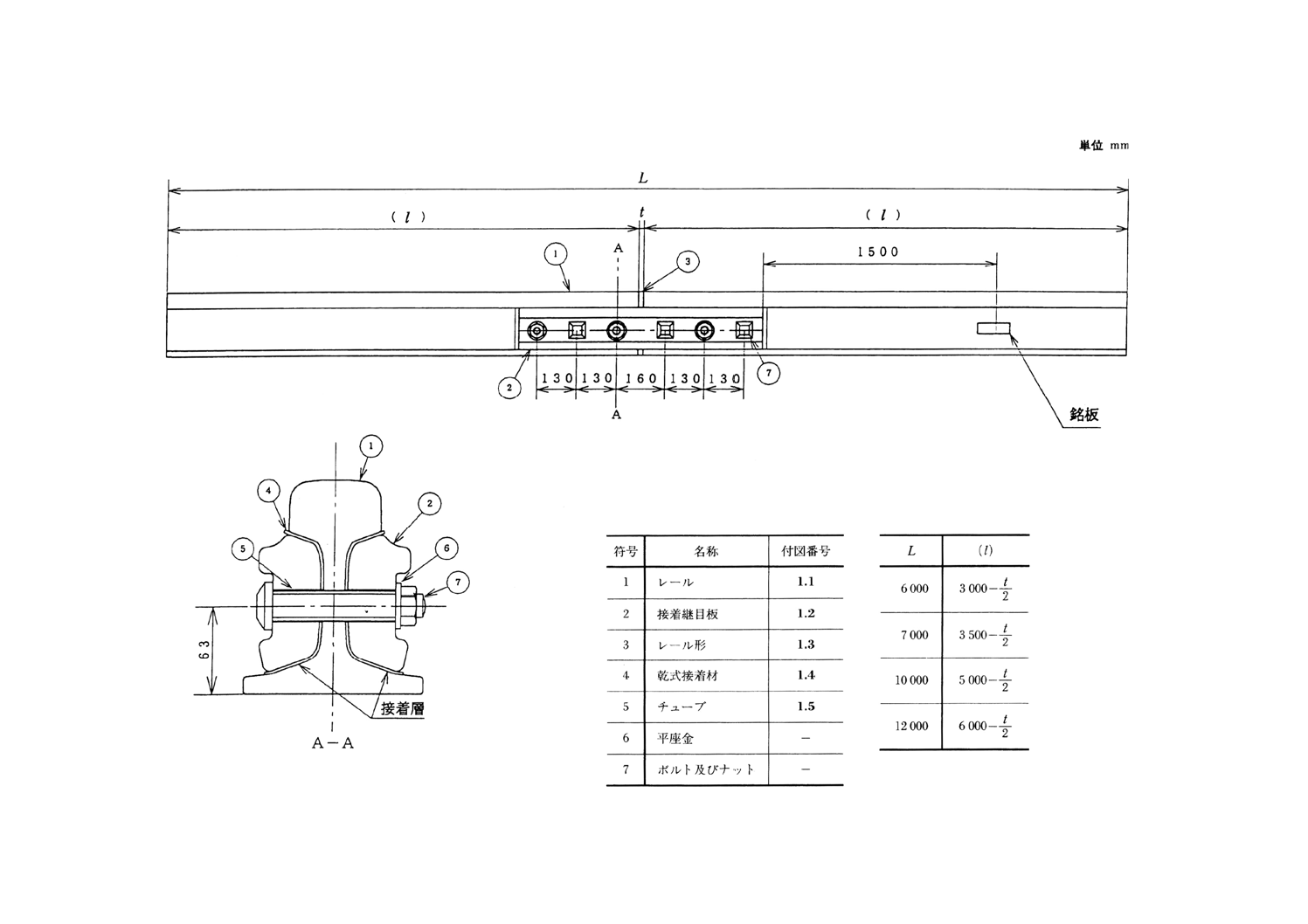
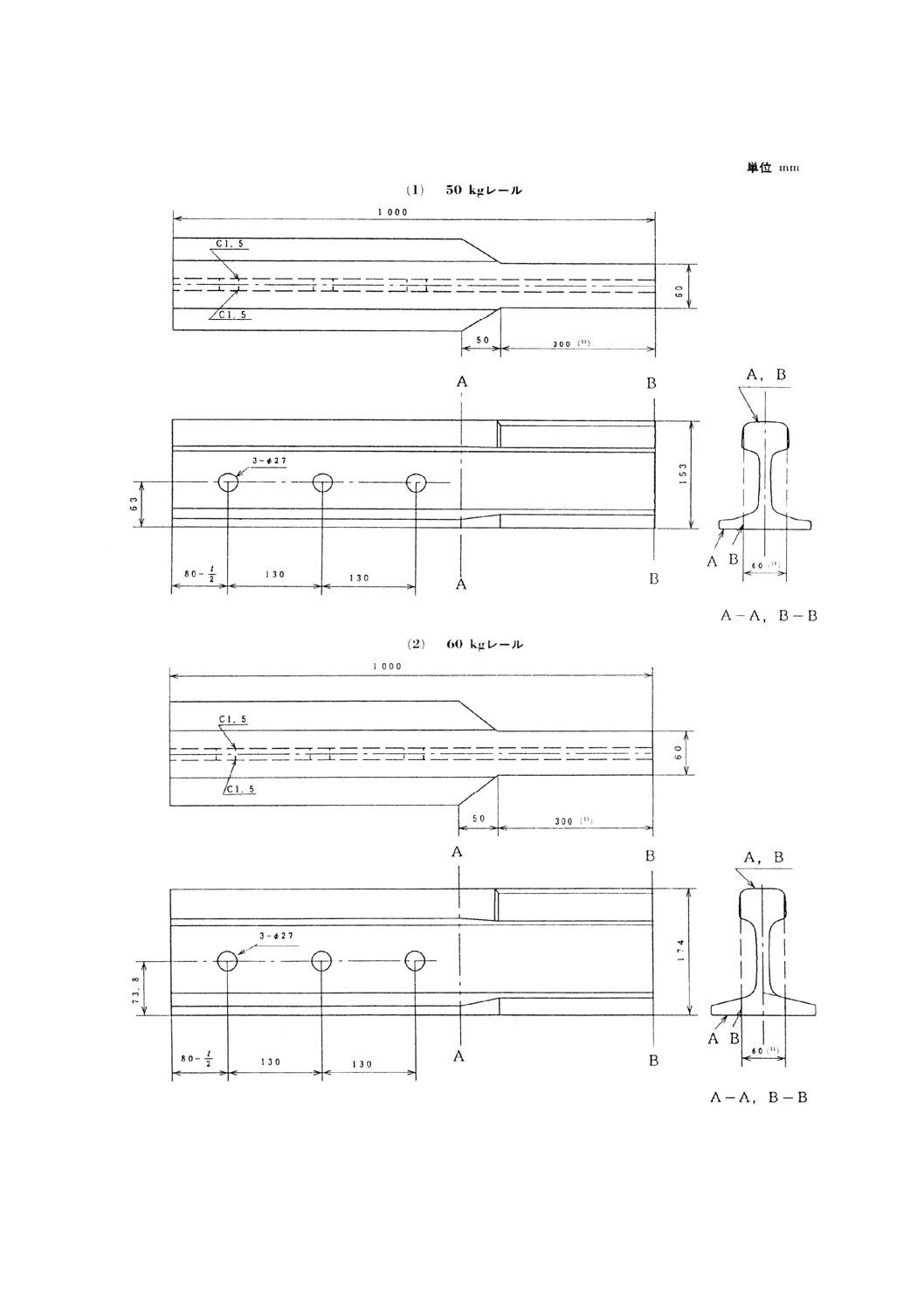
付図1 50kgNレール用接着絶縁レール
1
0
E
1
1
2
5
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
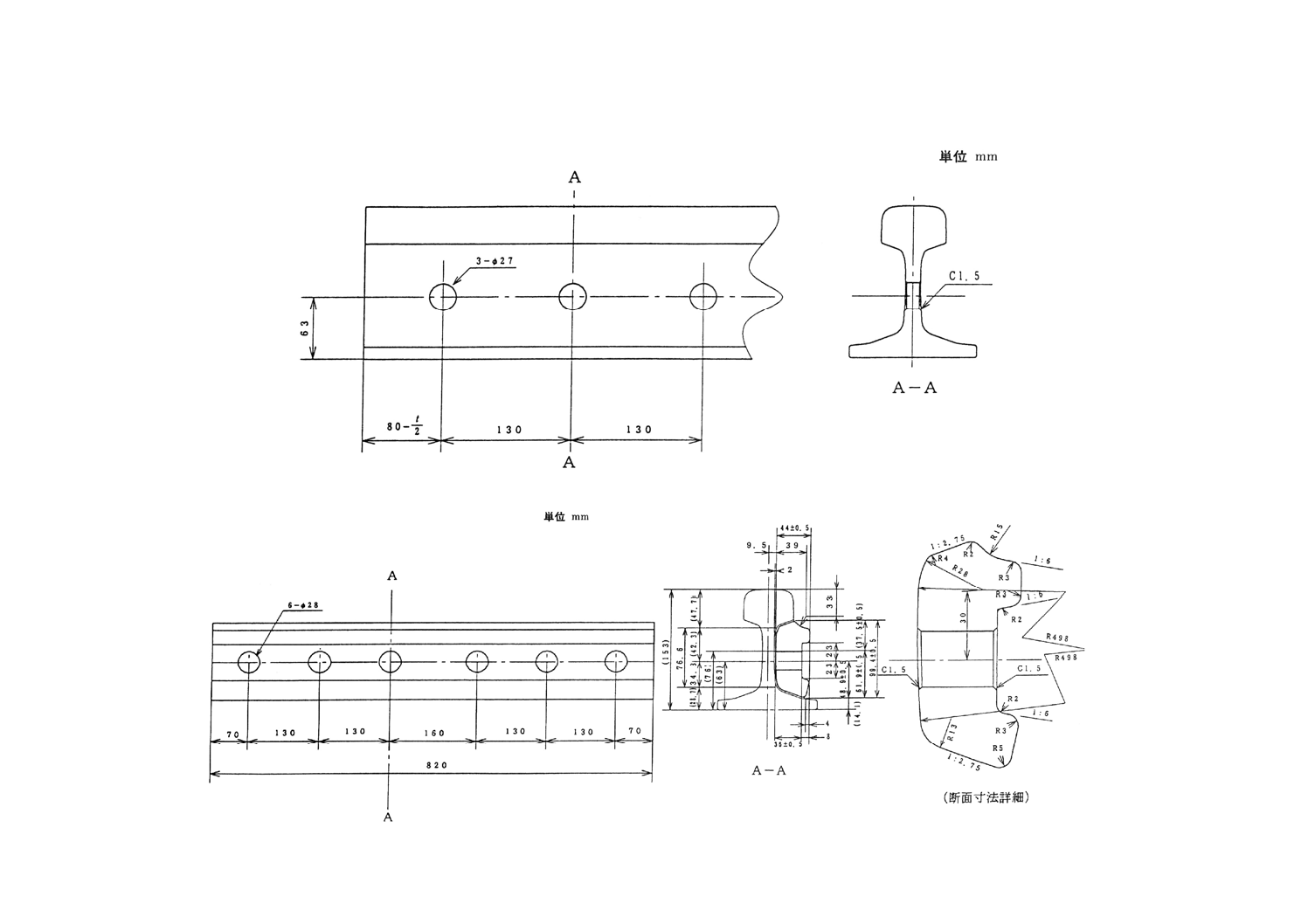
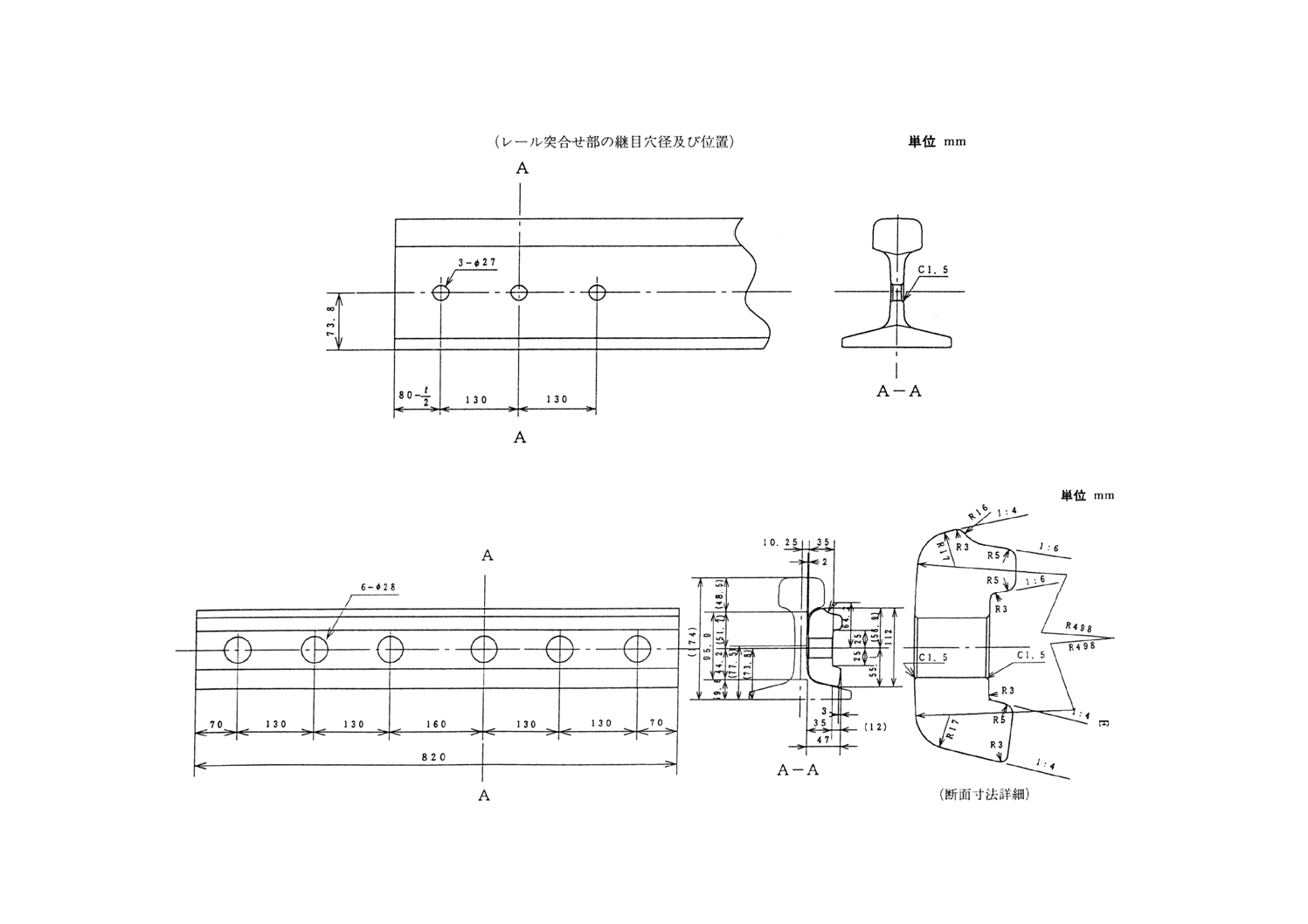
付図1.1 50kgNレール
(レール突合せ部の継目穴径及び位置)
付図1.2 50kgNレール用接着継目板
11
E
1
1
2
5
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
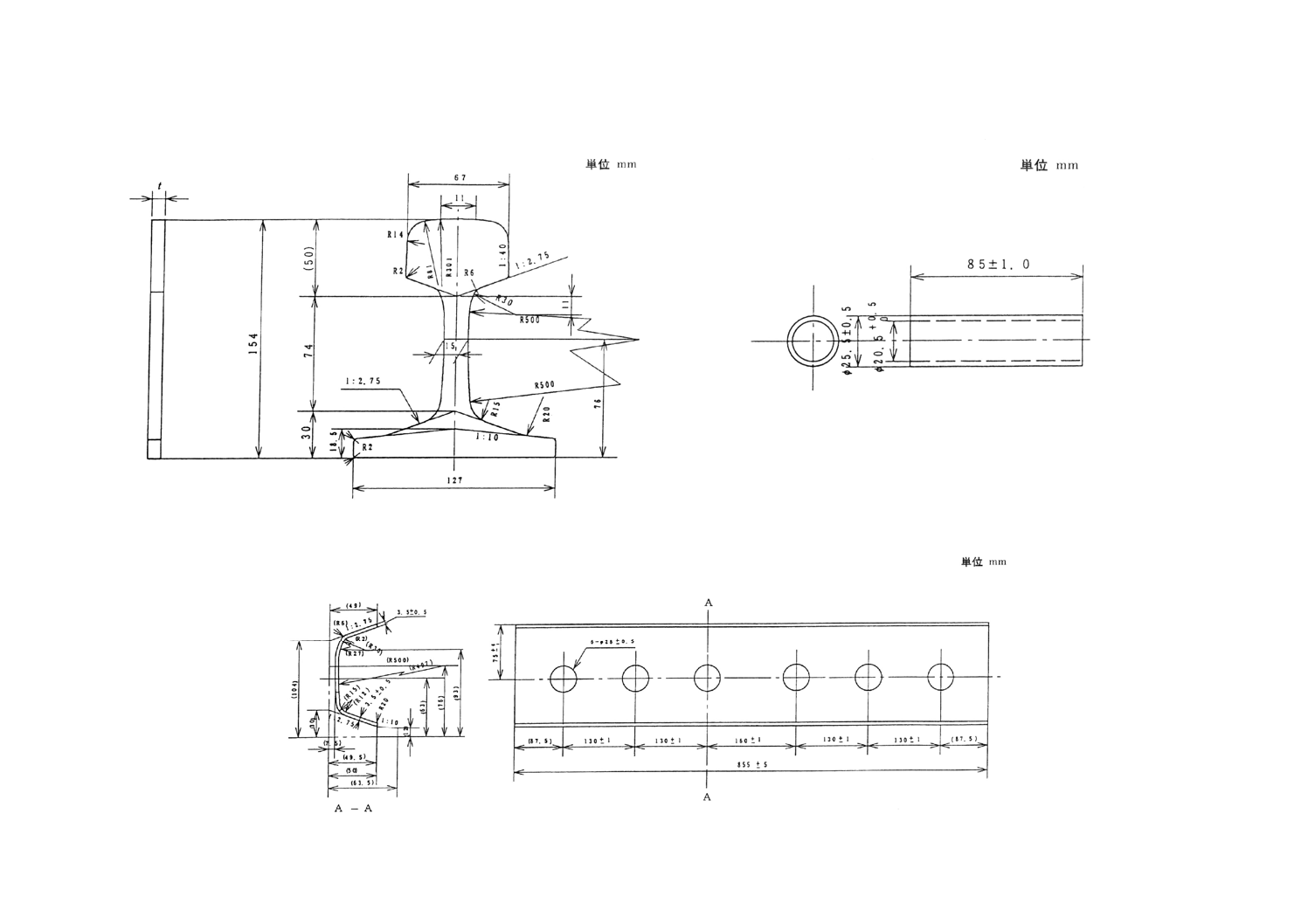
付図1.3 50kgNレール用レール形
付図1.5 チューブ
付図1.4 50kgNレール用乾式接着材
1
2
E
1
1
2
5
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
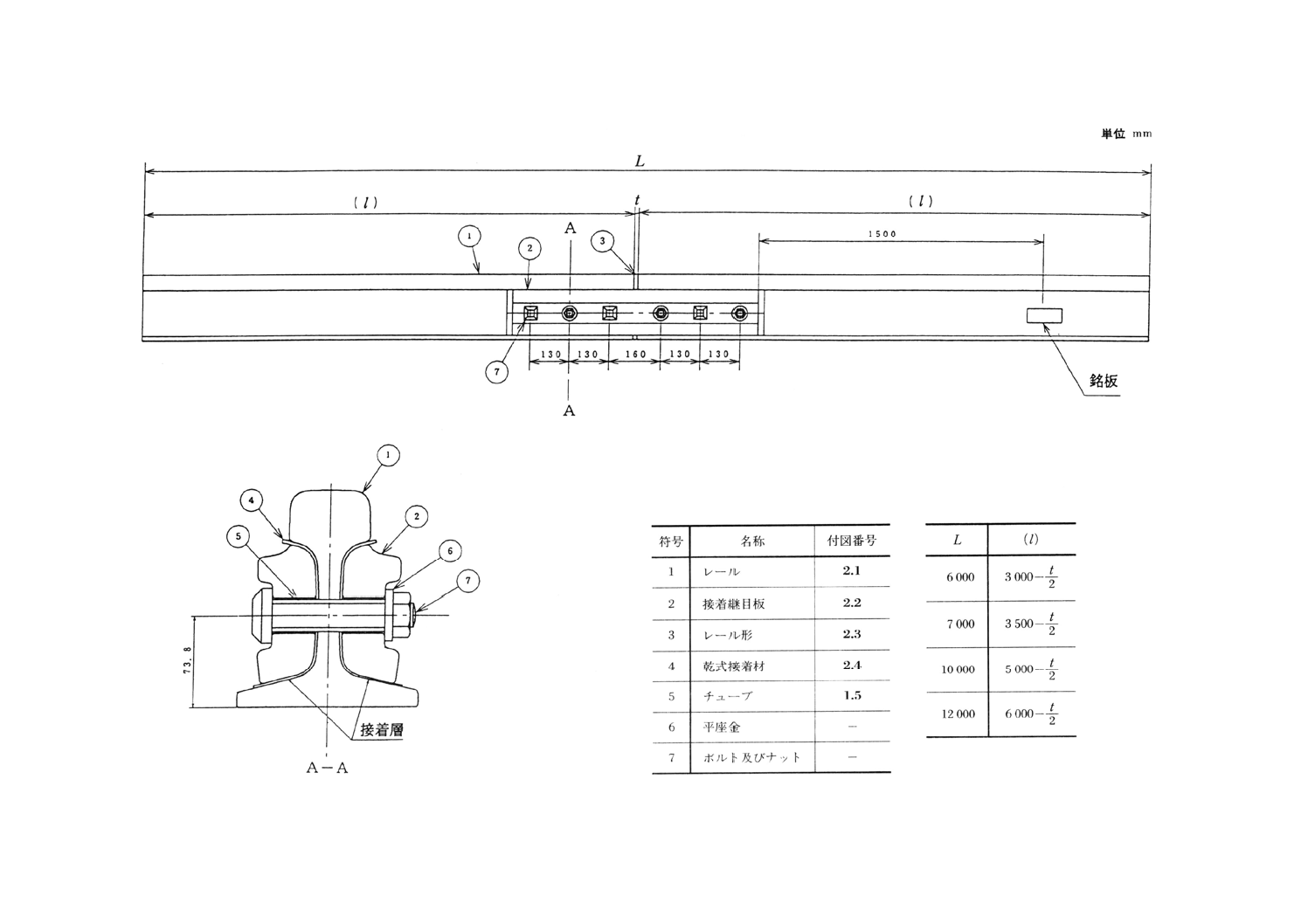
付図2 60kgレール用接着絶縁レール
1
3
E
1
1
2
5
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図2.1 60kgレール
付図2.2 60kgレール用接着継目板
1
4
E
1
1
2
5
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図2.3 60kgレール用レール形
付図2.4 60kgレール用乾式接着材
15
E 1125-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図3 曲線用接着絶縁レールの縦距
単位 mm
種類
L=12 000
L=10 000
L=7 000
L=6 000
B1
B2
B1
B2
B1
B2
B1
B2
R 300
60
45
41
31
20
15.5
14.5
11.5
R 600
30
22.5
20.5
15.5
10
7.5
7
5.5
R1000
18
13.5
12.5
9.5
6
4.6
4.3
3.4
R3000
6
4.5
4.1
3.1
2
1.5
1.5
1.1
R4000
4.5
3.4
3.1
2.3
1.5
1.1
1.1
0.8
R5000
3.6
2.7
2.7
1.9
1.2
0.9
0.9
0.7
(2) 片側 (l) の場合
単位mm
種類
L=12 000
L=10 000
L=7 000
L=6 000
B3
B4
B3
B4
B3
B4
B3
B4
R 300
12
6.0
8
4.9
3.5
3.4
2.4
2.9
R 600
6
3.0
4
2.5
1.7
1.7
1.2
1.4
R1000
3.6
1.8
2.4
1.5
1.0
1.0
0.7
0.9
R3000
1.2
0.6
0.8
0.5
0.3
0.3
0.2
0.3
R4000
0.9
0.4
0.6
0.4
0.3
0.3
0.2
0.2
R5000
0.7
0.4
0.5
0.3
0.2
0.2
0.1
0.2
1
6
E
1
1
2
5
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図4 引張り又は圧縮試験片
17
E 1125-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図4.1 試験片用レール
注(11)
試験機によって変更してよい。
1
8
E
1
1
2
5
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図5 乾式接着材の試験片(鋼板試験片)
符号
名称
材質
寸法
員数
1
試験片
S45C〜S55C
25×6.0×160
2
2
添え板
S45C〜S55C
25×6.0× 80
2
19
E 1125-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図6 超音波透過試験の測定位置
付図7 標準試験片の形状及び寸法
備考 成形後の仕上げ面の粗さは,全面をJIS B 0601による0.20aとする。
20
E 1125-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
委員長
佐 藤 泰 生
財団法人鉄道総合技術研究所
分科会委員長
☆ 三 浦 重
財団法人鉄道総合技術研究所
委員
青 柳 桂 一
通商産業省基礎産業局
吉 海 正 憲
通商産業省機械情報産業局
津 田 博
通商産業省機械情報産業局
山 村 修 蔵
工業技術院標準部
小 杉 昭 夫
運輸省鉄道局
櫻 澤 正
社団法人日本鉄道施設協会
早 瀬 藤 二
東日本旅客鉄道株式会社施設電気部
佐々木 英 夫
東海旅客鉄道株式会社技術本部
七 川 研 二
西日本旅客鉄道株式会社施設部
吉 岡 治
社団法人日本民営鉄道協会
佐 藤 海 光
帝都高速度交通営団
☆ 加 藤 文 正
小田急電鉄株式会社工務部
☆ 山 本 拓 郎
南海電鉄株式会社工務部
☆ 手 塚 英 勇
日立化成工業株式会社
☆ 中 島 保 三
信号器材株式会社鉄道本部
☆ 鳥 越 信 一
鉄道分岐器工業協会
☆ 茂 木 重 六
株式会社峰製作所
金 子 慶 尚
株式会社カネコ
飯 島 仲 次
飯島機工株式会社
高 野 厚 義
鉄友工業株式会社
分科会委員
高 橋 潔
工業技術院標準部
長 藤 敬 晴
財団法人鉄道総合技術研究所
桐 村 勝 也
財団法人鉄道総合技術研究所
迫 口 和 利
東日本旅客鉄道株式会社施設電気部
鳥 居 末 男
東海旅客鉄道株式会社技術本部
杉 岡 篤
西日本旅客鉄道株式会社施設部
三 枝 長 生
日本貨物鉄道株式会社鉄道事業本部
市 東 邦 生
帝都高速度交通営団
入 江 隆 昭
大和工業株式会社
松 崎 恭 三
関東分岐器株式会社
事務局
森 下 忠
社団法人日本鉄道施設協会
岡 田 甲 一
社団法人日本鉄道施設協会
☆:本委員会,分科会兼務の委員を示す。