1
D
5
7
1
0
:
1
9
9
8
解
説
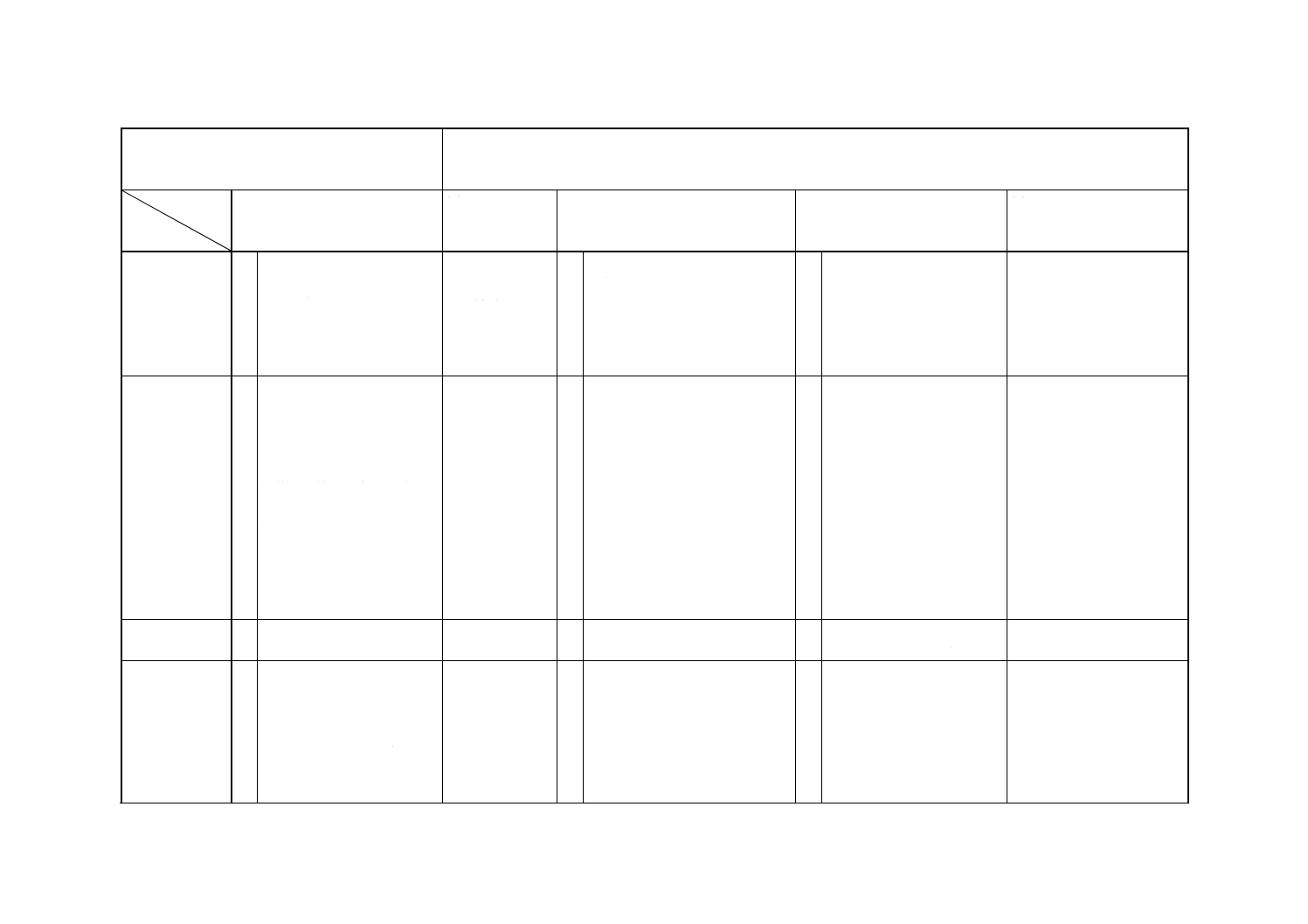
解説付表1 JISと対応する国際規格との対比表
JIS D 5710 : 1998 自動車部品−ワイパアーム及び
ワイパブレード
ISO 9258 : 1989 乗用車−ワイパシステム−ワイパブレードの長さ
ISO 9259 : 1991 乗用車−フロントウインドワイパシステム−ワイパアームとフレードの接続
ISO 9704 : 1990 乗用車−ワイパシステム−軸端とアーム穴
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との一致
が困難な理由及び今後の
対策
(1) 適用範囲
○ 1. 自動車用ワイパブレー
ド及びアームについて
規定
ISO 9258
○ 乗用車用ワイパブレード長さを
規定
≡ JISはアーム・ブレードの全
般を規格化し,ISOは乗用車
に限定しブレード長さと,ア
ーム及びブレードの接合部
などを別規格で制定
ISO 9259
○ 乗用車用ワイパアームとブレー
ドの接続について規定
ISO 9704
○ 乗用車用軸端とアームについて
規定
(2) 引用規格
○ JIS D 0205 メートル並目ね
じ
JIS D 0209 メートル並目ね
じの許容限界寸法及び公差
JIS D 0103 自動車部品−電
気装置の機器・部品−名称
JIS D 0201 自動車部品−電
気めっき通則
JIS Z 2371 塩水噴霧試験方
法
JIS Z 8741 鏡面光沢度−測
定方法
−
−
製品規格として必要な項目
を規定
(3) 定義
○ ワイパシステム
ISO 9258
○ ワイパブレード長さ
= 引用したJIS D 0103で“ワイ
パブレード”を規定
(4) 種類
○ アーム形式2種類
ブレード形式2種類
アームとブレードの結合方
法2方式
アームヘッドとピボットシ
ャフトの結合方法2方式(付
表2)
−
従来からのJIS規定内容であ
り種類区分を明確にした。
製品規格として必要な項目
を規定
2
D
5
7
1
0
:
1
9
9
8
解
説
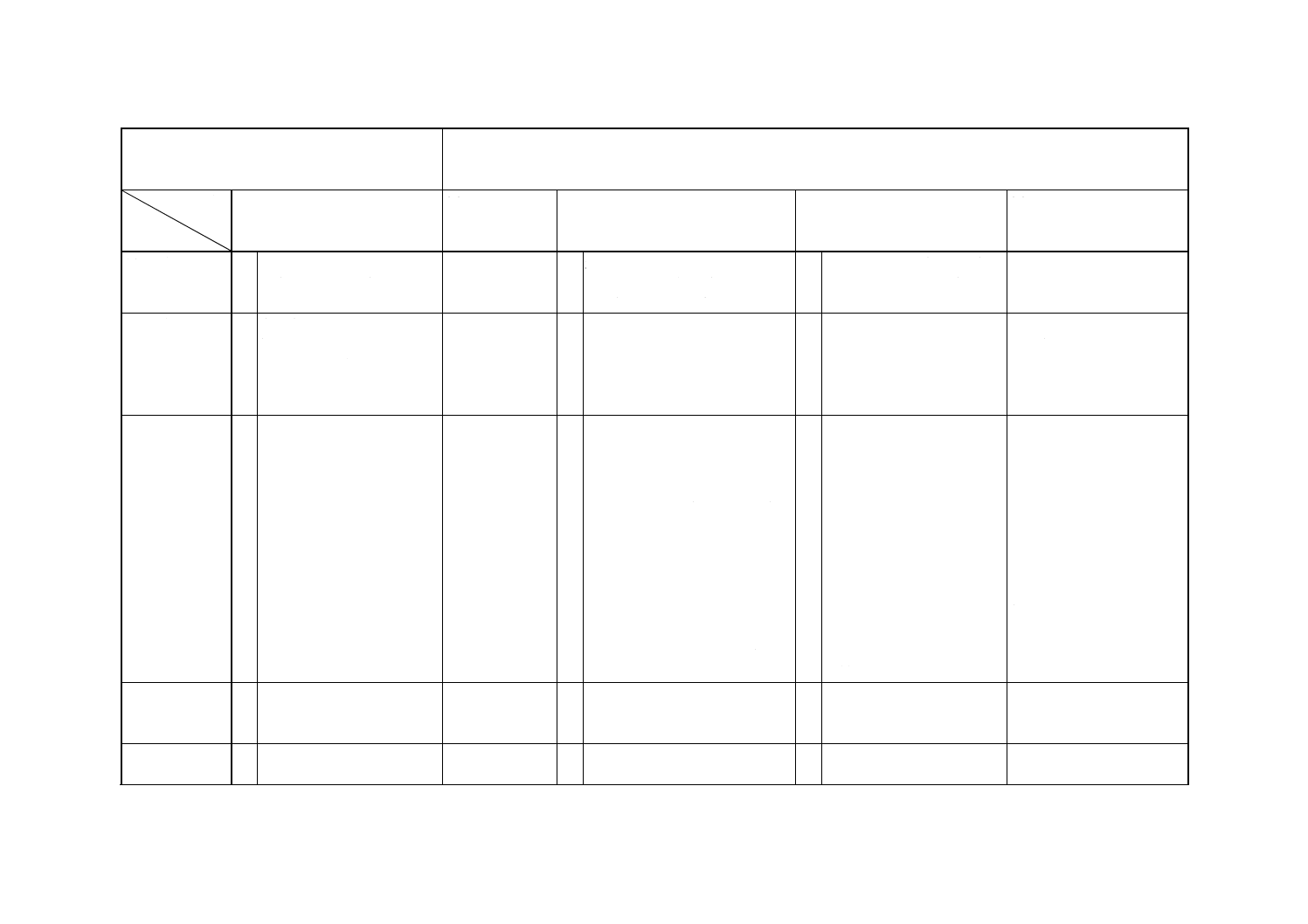
解説付表1 JISと対応する国際規格との対比表(続き)
JIS D 5710 : 1998 自動車部品−ワイパアーム及び
ワイパブレード
ISO 9258 : 1989 乗用車−ワイパシステム−ワイパブレードの長さ
ISO 9259 : 1991 乗用車−フロントウインドワイパシステム−ワイパアームとフレードの接続
ISO 9704 : 1990 乗用車−ワイパシステム−軸端とアーム穴
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との一致
が困難な理由及び今後の
対策
(5) 性能
○ アーム押さえ力,ふき性能
耐食性,耐久性,先端移動量,
回転運動量
ISO 9259
○ 3. ワイパアームとブレード接
続部の一般性能で先端移動量及
び回転運動量を規定
ADP JISはISOの規定項目を採用
し,他に4項目を規定
(6) 外観
○ 金属部分及びゴムの表面外
観
めっき表面外観
塗装表面外観
防げん処理表面外観
−
− 従来からのJIS規定内容
製品規格として必要な項目
を規定
(7) 構造・形状及
び寸法
○ アームとブレードの結合(付
表1)
ISO 9259
○ 2.1 寸法でフック接続における
寸法を2.1.1〜2.1.2で規定,また
数か国で使用している4種類の
接続方法を附属書Aで規定
ADP ISOの寸法値を包含するよ
うにJISの寸法幅を規定
○ アームとピボットの結合(付
表2)
ISO 9704
○ 2.1〜2.3にタイプ1を,また数か
国で使用している非推奨のタイ
プ2を附属書A.1,A.3に規定
ADP ISOの寸法値を包含するよ
うにJISの寸法幅を規定。非
推奨タイプは採用せず。
○ 付表2備考に材質及び硬さを
規定
ISO 9704
○ 2.4及び附属書A.2,A.4で材質を
規定
ADP 硬度は現状の材質に合わせ
たものとした。
○ アームの寸法(付表3)
−
− 従来からのJIS規格内容
製品規格として必要な項目
を規定
○ ブレードの長さ(付表4)
ISO 9258
○ 表1にブレード長さを規定
ADP ISOの寸法値にJISの寸法値
を併記
(8) 試験方法
○ アーム押さえ力試験,ふき性
能試験耐食試験,耐久試験
先端移動量,回転運動
ISO 9259
○ 3. 性能に先端移動量,回転運動
量の試験方法を規定
ADP JISはISOの規定項目を採用
し,他に4項目を規定
(9) 表示
○ 製造業者名又はその略号
−
− 従来からのJIS規格内容
製品規格として必要な項目
を規定
3
D
5
7
1
0
:
1
9
9
8
解
説
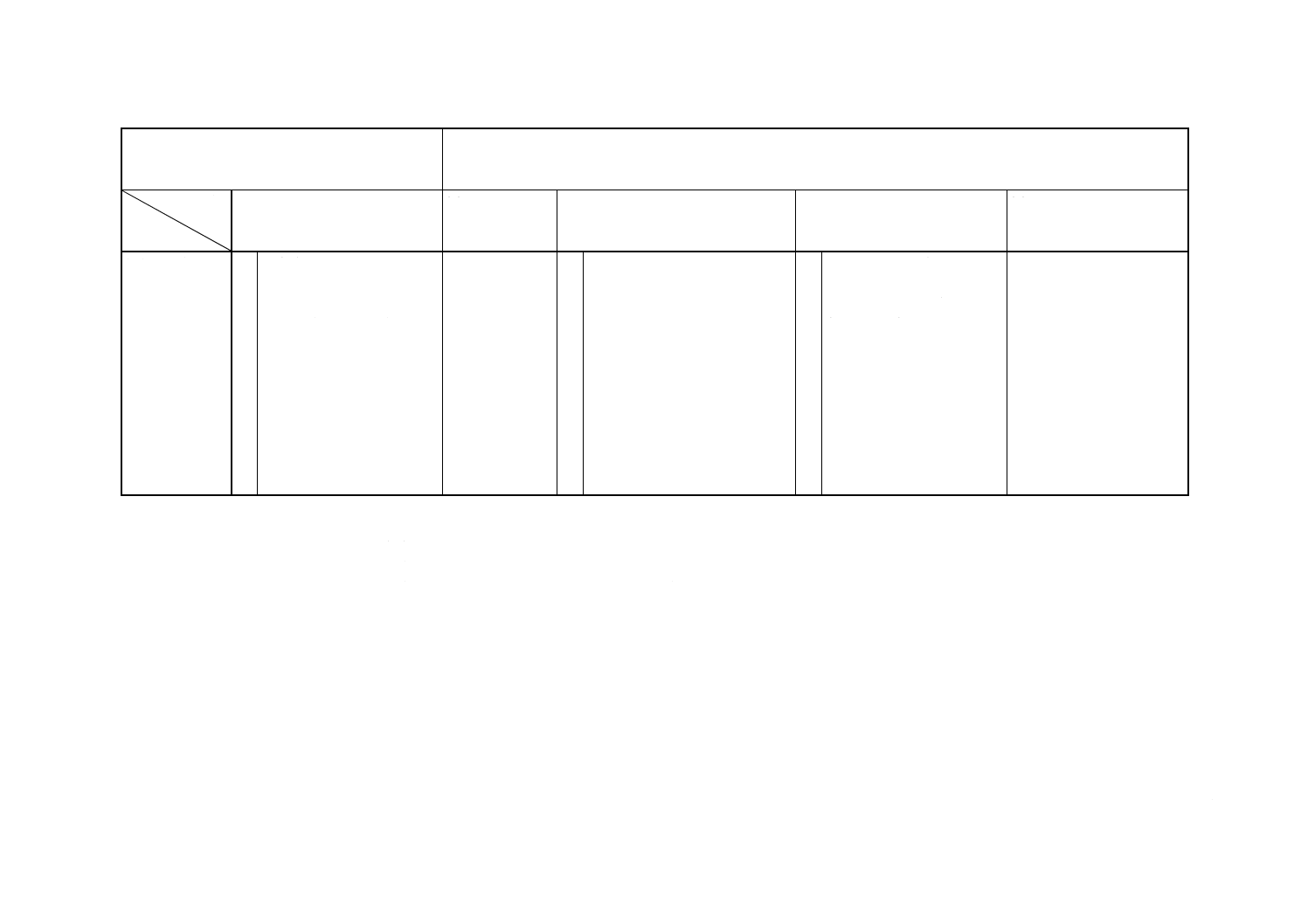
解説付表1 JISと対応する国際規格との対比表(続き)
JIS D 5710 : 1998 自動車部品−ワイパアーム及び
ワイパブレード
ISO 9258 : 1989 乗用車−ワイパシステム−ワイパブレードの長さ
ISO 9259 : 1991 乗用車−フロントウインドワイパシステム−ワイパアームとフレードの接続
ISO 9704 : 1990 乗用車−ワイパシステム−軸端とアーム穴
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との一致
が困難な理由及び今後の
対策
(10) 附属書
(規定)
○ 特定車両用ワイパ及び一般
車両用ワイパ
附属書表1クリップの形状及
び寸法(ISOタイプ)
附属書表2クリップの形状及
び寸法(JISタイプ)
附属書表3アームヘッドとピ
ボットシャフトの形状及び
寸法(ISOタイプ)
附属書表4アームヘッドとピ
ボットシャフトの形状及び
寸法(JISタイプ)
−
− 従来のJISで規定していた形
式で,既に補修用が主体のも
の,またISOで規定している
内容で,国内では使用されな
い形式及び現在審議中の形
式を附属書に記載した。
備考1. 対比項目(I)及び(III)の小欄で,“○”は該当する項目を規定している場合,“−”は規定していない場合を示す。
2. 対比項目(IV)の小欄の記号の意味は,次による。
“≡”:JISと国際規格との技術的内容は同等である。
“=”:JISと国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
“ADP”(ADOPTIONの略):JISは,国際規格と対応する部分を国際規格そのまま変更なしで採用している。
“−”:該当項目がない場合。