2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
D 4312-1990
自動車用ブレーキライニング及び
クラッチフェーシングのリベット
Rivets of Brake Linings and Clutch Facings for Automobiles
1. 適用範囲 この規格は,自動車用ブレーキライニング及びクラッチフェーシングに用いるリベット(以
下,リベットという。)について規定する。
引用規格:
JIS G 3104 リベット用丸鋼
JIS G 3505 軟鋼線材
JIS G 3507 冷間圧造用炭素鋼線材
JIS H 3260 銅及び銅合金線
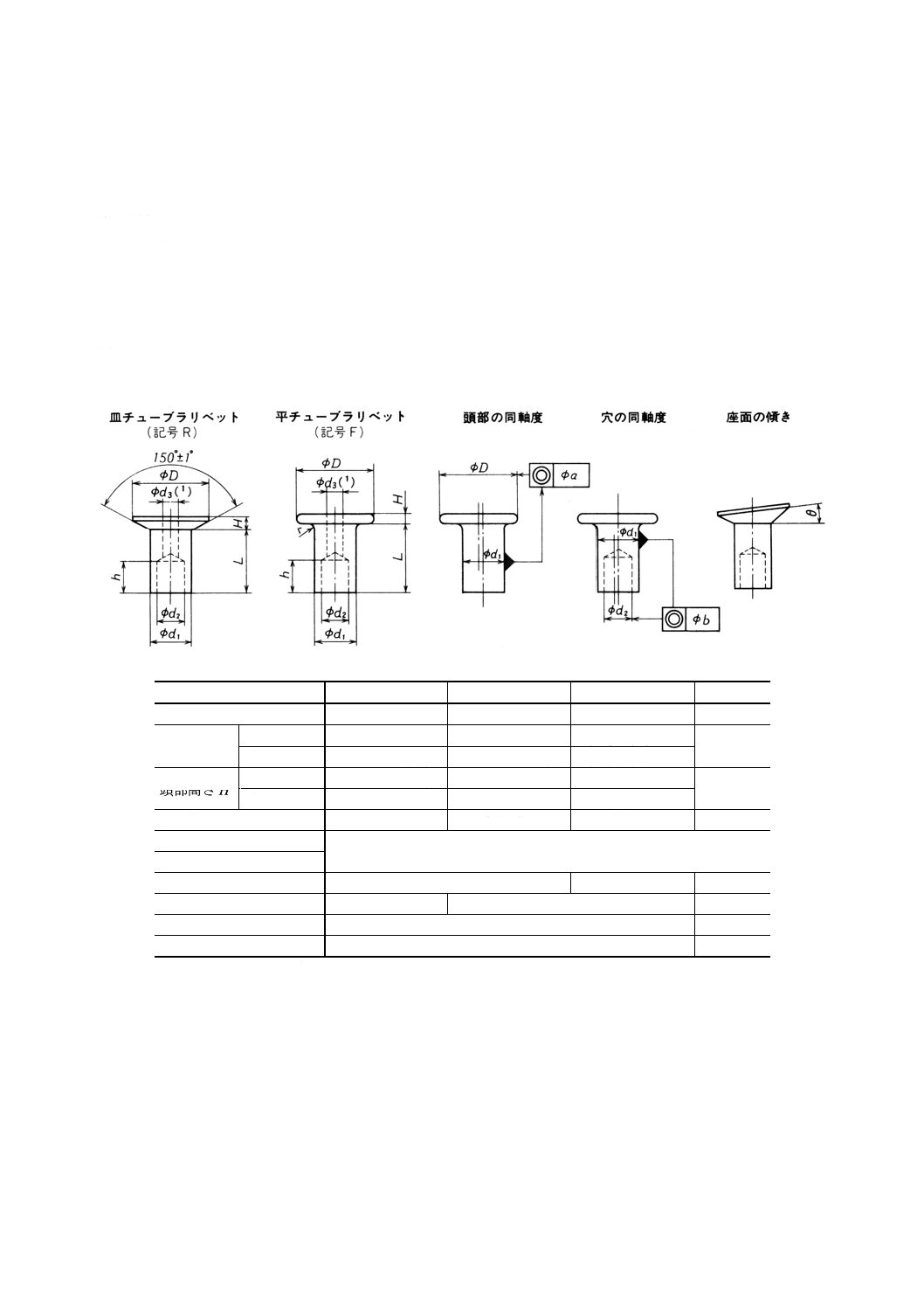
2. 種類及び記号 リベットの種類及び記号は,形状によって表1に示すとおりとする。
表1 種類
種類
記号
皿チューブラリベット
R
平チューブラリベット
F
3. 機械的性質
3.1
頭部のじん性 リベットは,8.1の規定によって試験したとき,折損がなく,また,割れ及びひびが
生じてはならない。ただし,皿チューブラリベットはこの限りではない。
3.2
かしめ性 リベットは,8.2の規定によって試験したとき,横割れ,その他使用上の有害な割れを生
じてはならない。
なお,特に縦割れについてもその程度を決める必要がある場合は,受渡当事者間の協定による。
4. 形状及び寸法 リベットの形状及び寸法は,付表1及び付表2に示すとおりとする。
5. 外 観 リベットの表面は滑らかで,有害な割れ,ひび,かえり,さびなどの欠点があってはならな
い。
6. 材 料 リベットの材料は,表2に示すとおりとする。
2
D 4312-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 材 料
種 類
材 料
皿チューブラリベット JIS H 3260(銅及び銅合金線)のC2600W又はC2700W
JIS G 3505(軟鋼線材)のSWRM12
JIS G 3507(冷間圧造用炭素鋼線材)のSWRCH6A
JIS G 3104(リベット用丸鋼)のSV
平チューブラリベット
7. 表面処理 めっきその他の表面処理を必要とする場合は,受渡当事者間の協定による。
8. 試験方法
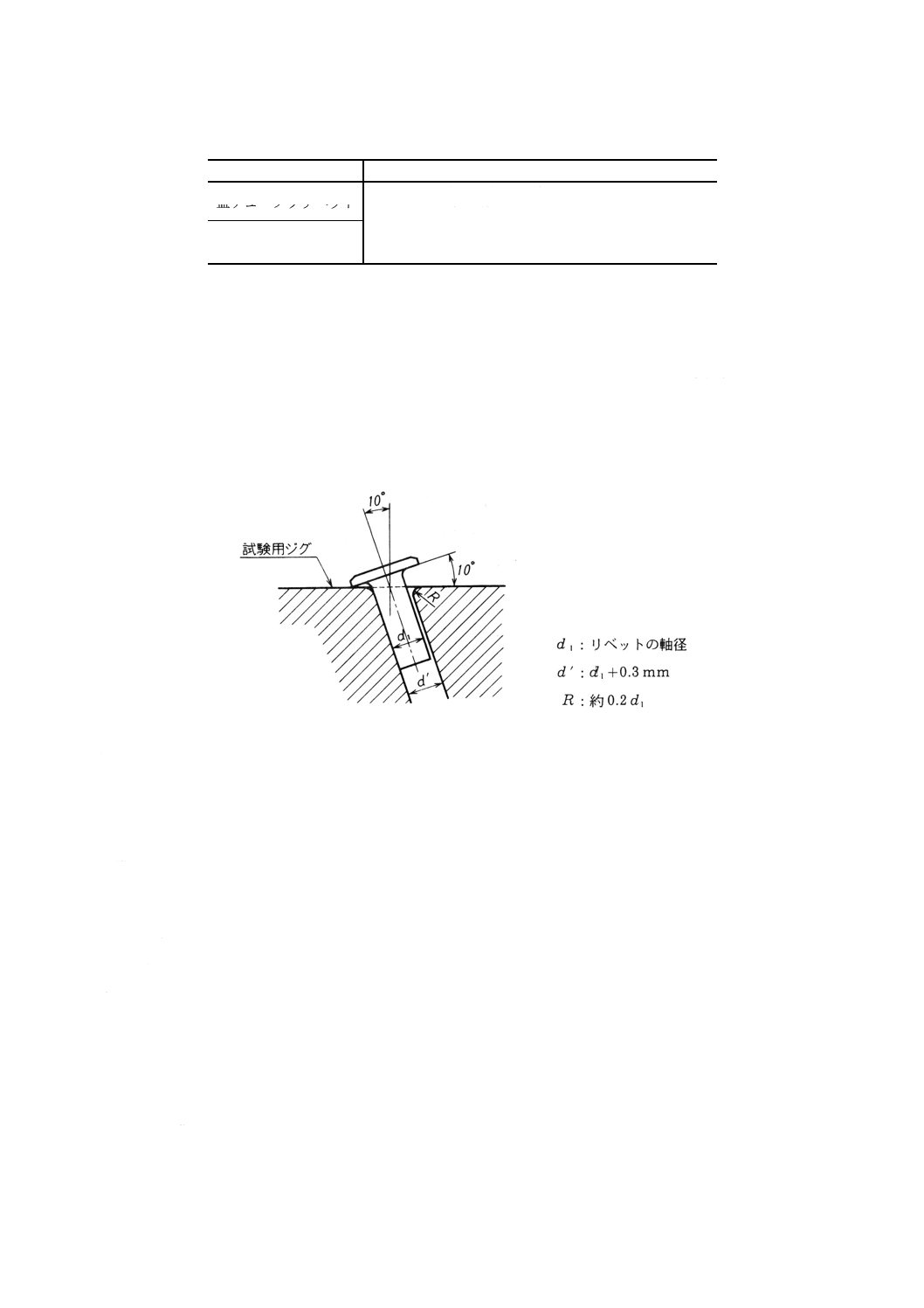
8.1
頭部じん性試験 リベットの頭部じん性は,リベットを次の図に示すように10度傾斜した試験用ジ
グの穴に差し込んでから,頭部を常温でリベットの座面が平面に密着するまで打撃する。
図 頭部じん性試験
8.2
かしめ性試験 リベットのかしめ性は,リベットをかしめ工具によってかしめた部分の直径が呼び
径の1.6倍以上になるようにかしめる。
9. 検査
9.1
検査項目 リベットの検査項目は,次のとおりとする。
(1) 頭部じん性検査
(2) かしめ性検査
(3) 形状及び寸法検査
(4) 外観検査
9.2
検査方法 リベットの検査方法は,受渡当事者間の協定による抜取検査方式に基づく抜取検査とす
る。
10. 製品の呼び方 リベットの呼び方は,規格番号,種類(又は記号),呼び径,首下長さ,頭部径,頭部
高さ及び材料による。ただし,受渡当事者間の協定による部品番号でもよい。
例1: JIS D 4312 皿チューブラリベット4×5×7.5×1.0 SWRM12
例2: JIS D 4312 R4×5×7.5×1.0 SWRM12
3
D 4312-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11. 表示 リベットの包装には,次の事項を表示する。ただし,(2)〜(7)については,受渡当事者間の協定
による部品番号でもよい。
(1) 製造業者名又はその略号
(2) 種類又は記号
(3) 呼び径
(4) 首下長さ
(5) 頭部径
(6) 頭部高さ
(7) 材料
付表1 形状及び寸法
単位 mm
呼び径
4
5
6
許容差
軸径d1
4.0
5.0
6.0
±0.1
頭部径D
皿リベット
7.0,7.5,8.0
8.5,9.0,9.5
(9.5),(11),12
±0.3
平リベット
7.5,8.0,(8.5)
8.5,9.0,9.5,(10)
(9.5),(11),12
頭部高さH 皿リベット
0.8,1.0,(1.2)
1.0,1.3
(1.2),1.5,1.7
0
−0.2
平リベット
0.8,1.0
0.6,1.0,1.3
(1.2),1.5
穴の径d2
2.5,2.8
3.0,3.5
4.0,4.5
±0.1
穴の深さh
付表2に示す。
首下長さL
首下の丸みr(2)
0.3
0.4
−
頭部の同軸度公差a
0.2
0.3
−
穴の同軸度公差b
0.2
−
座面の傾きθ
2度以下
−
注(1) d3はd2以下のこと
(2) rの数値は最大値を示す。
備考 括弧内の寸法は,なるべく用いない。
4
D 4312-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
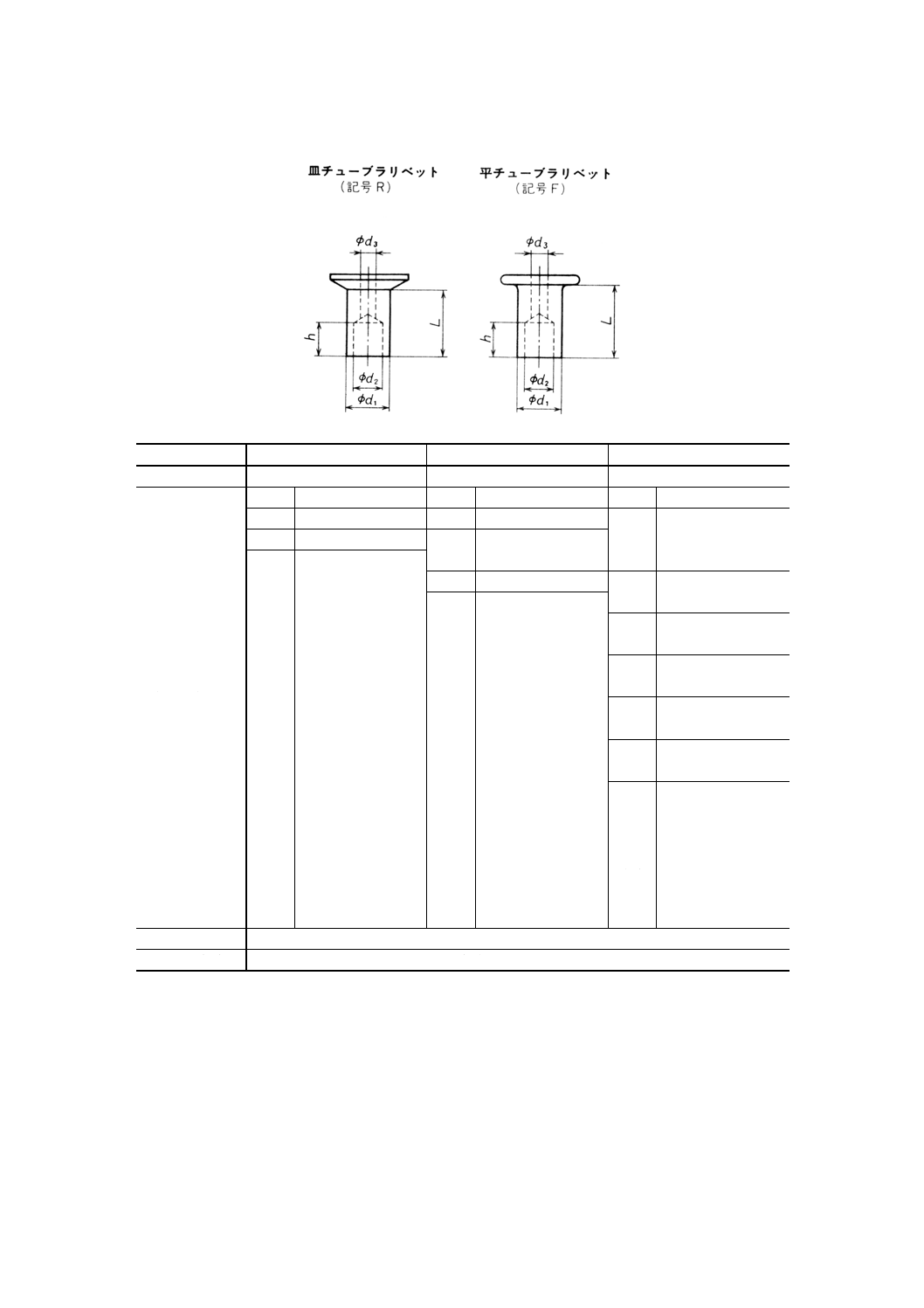
付表2 リベットの首下長さ (L) と穴の深さ (h) との組合せ
単位 mm
呼び径
4
5
6
軸径d1
4.0
5.0
6.0
首下長さL及
び穴の深さh(3)
L
h
L
h
L
h
4.0
3.0,3.5
5.0
3.0,3.5
(5.5)
3.5,4.5
4.5
3.0,3.5,4.0
5.5
3.0,3.5,4.5
6.0
5.0
3.0,3.5,4.0,4.5
6.0
6.5
5.5
6.5
3.0,3.5,4.5,5.5
7.0
3.5,4.5,6.0
6.0
7.0
3.0,3.5,4.5,5.5,
6.0
7.5
6.5
7.5
8.0
3.5,4.5,6.0,7.0
7.0
8.0
8.5
7.5
8.5
9.0
3.5,4.5,6.0,7.0,
8.0
8.0
9.0
9.5
8.5
9.5
10.0
3.5,4.5,6.0,7.0,
8.0,9.0
9.0
10.0
11.0
9.5
(12)
12.0
3.5,4.5,6.0,7.0,
8.0,9.0,11.0
10.0
(14)
13.0
(12)
(16)
14.0
15.0
(16)
17.0
(18)
20.0
(22)
3.5,4.5,6.0,7.0,
8.0,9.0,11.0,13.0
(14)
(18)
(16)
(18)
Lの許容差
Lが10以下のもの±0.2,Lが10を超えるもの±0.3
hの許容差
hが6以下のもの±0.2,hが6を超えるもの±0.3
注(3) d2とd3とが等しい貫通孔となる場合を除く。
備考 括弧内の寸法は,なるべく用いない。
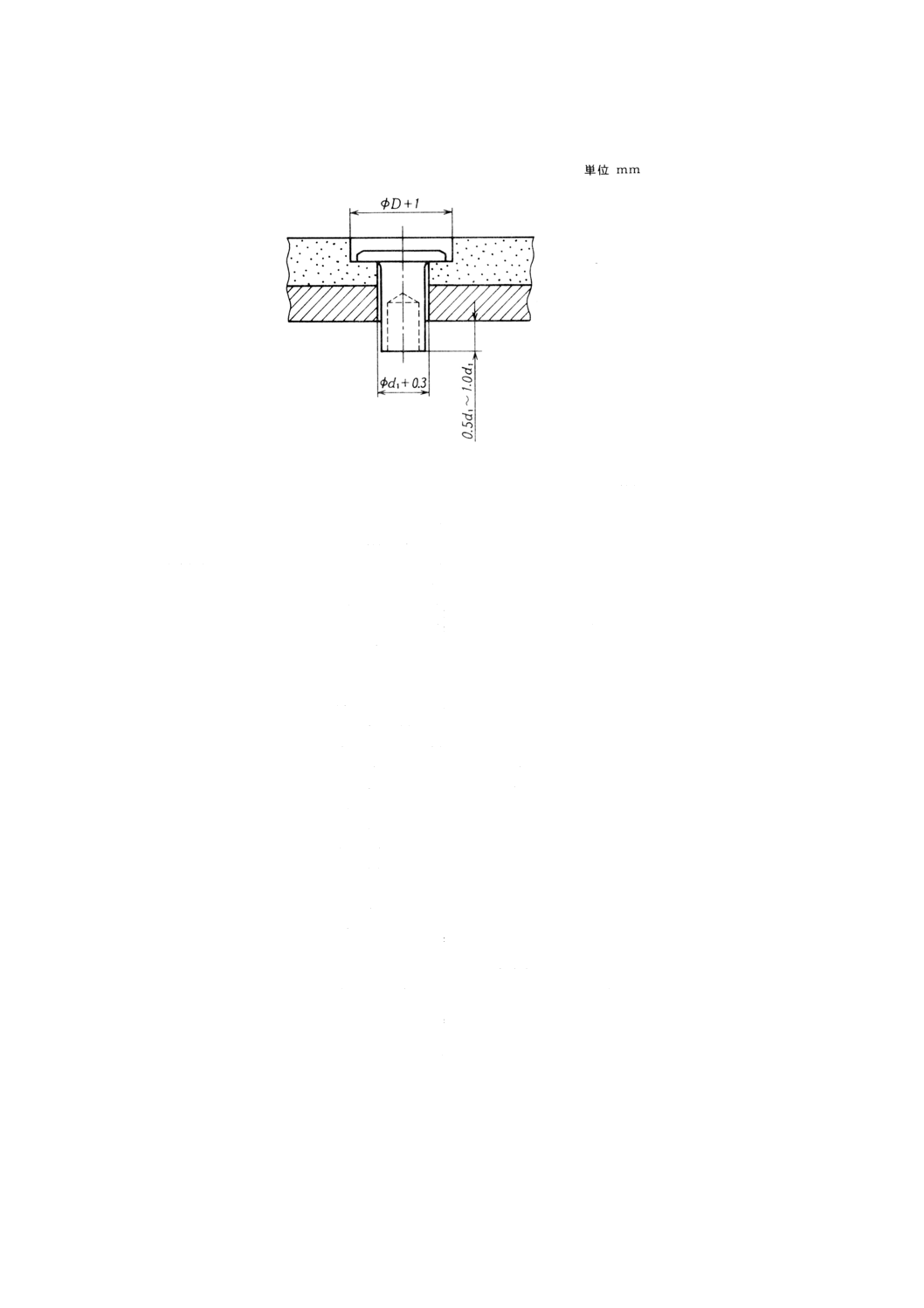
参考 ブレーキライニング及びクラッチフェーシングのリベット頭部の座ぐり径は,D+1mm,リベ
ットの穴径は,d1+0.3mmとする。
また,リベットのかしめ代は,0.5d1〜1.0d1の範囲内から選定する(参考図参照)。
5
D 4312-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考図
社団法人 日本自動車部品工業会フェーシング,リベット関係JIS改正原案作成委員会 構成表
氏名
所属
(委員長)
野 崎 武 敏
工業技術院機械技術研究所
(幹事)
柳 田 勇
曙ブレーキ工業株式会社
北 野 清 一
株式会社大金製作所
(委員)
鈴 木 孝 男
通商産業省機械情報産業局
飛 田 勉
工業技術院標準部
下 平 隆
運輸省地域交通局陸上技術安全部
田 沢 修
富士重工業株式会社
土 井 利 政
日産自動車株式会社
片 山 信 昭
トヨタ自動車株式会社
安 部 宏
株式会社本田技術研究所
渡 辺 悠
三菱自動車工業株式会社
宮 坂 昌 輝
いすゞ自動車株式会社
白 瀬 勝 男
日野自動車工業株式会社
喜 多 秀 紀
マツダ株式会社
山 田 洋一郎
厚木自動車部品株式会社
工 藤 良 一
アイシン精機株式会社
坂 田 隆 男
日立化成工業株式会社
谷 川 勝 志
日清紡績株式会社
飯 尾 智 之
株式会社エフ・シー・シー
小 島 克 己
社団法人日本自動車部品工業会
(関係者)
竹 村 伸 一
久代ブレーキ工業株式会社
桝 田 操
日本バルカー工業株式会社
大 堀 英 司
三菱セメント建材株式会社
直 井 戌
株式会社アスク
御 厨 良 平
日本クラッチ株式会社
川 瀬 誠
住友電気工業株式会社
梶 原 勝 治
東京部品工業株式会社
(事務局)
落 合 俊 一
社団法人日本自動車部品工業会