3
D
3
1
0
4
-1
9
9
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
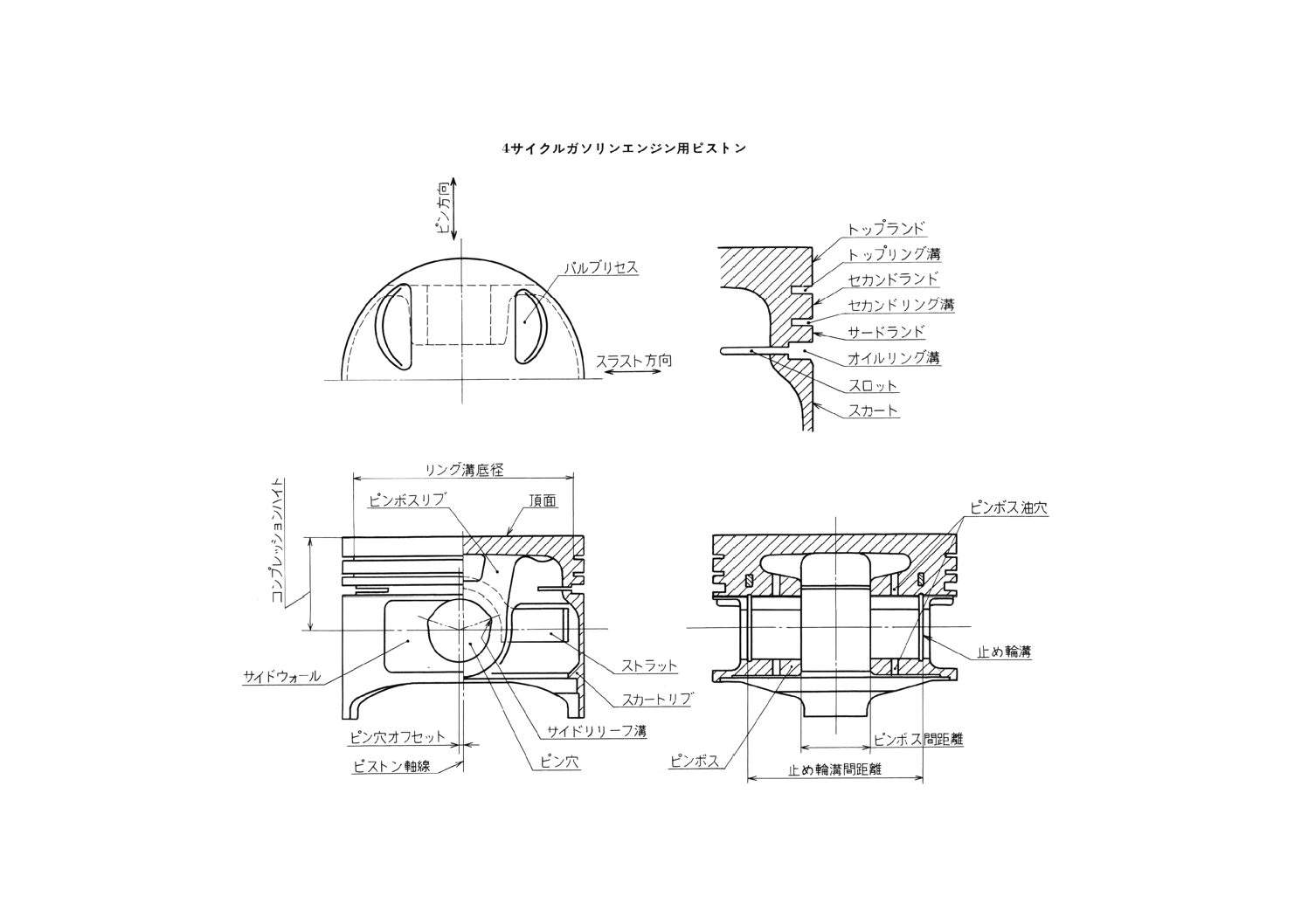
図1 ピストンの各部の名称(一例)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
D 3104-1996
自動車用エンジン−ピストン
Automotive engines−Pistons
1. 適用範囲 この規格は,自動車用エンジンに用いるアルミニウム合金製ピストン(以下,ピストンと
いう。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 0109 往復動内燃機関用語(主要部品)
JIS B 0403 鋳造品−寸法公差方式及び削り代方式
JIS B 2804 C形止め輪
JIS B 7184 投影検査器
JIS B 7420 限界ゲージ
JIS B 7506 ブロックゲージ
JIS B 8032 ピストンリング通則
JIS G 3131 熱間圧延軟鋼板及び鋼帯
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 5510 オーステナイト鋳鉄品
JIS H 4140 アルミニウム及びアルミニウム合金鍛造品
JIS H 5202 アルミニウム合金鋳物
JIS Z 2245 ロックウェル硬さ試験方法
2. 用語の定義 この規格で用いる主な用語の定義は,JIS B 0109によるほか次による。
(1) ピン方向 ピストンピン穴の軸線方向。
(2) スラスト方向 ピン方向に対して直角方向。
(3) バルブリセス 吸気弁・排気弁との干渉防止対策として,ピストン頂面に設けるへこみ。
(4) ピン穴オフセット ピン穴軸線のピストン軸直線からの偏位量。
(5) サイドウォール ピンボスとスカートとをつなぐ部位。
(6) サイドリリーフ溝 ピン穴内面に,ピン方向に設ける溝。
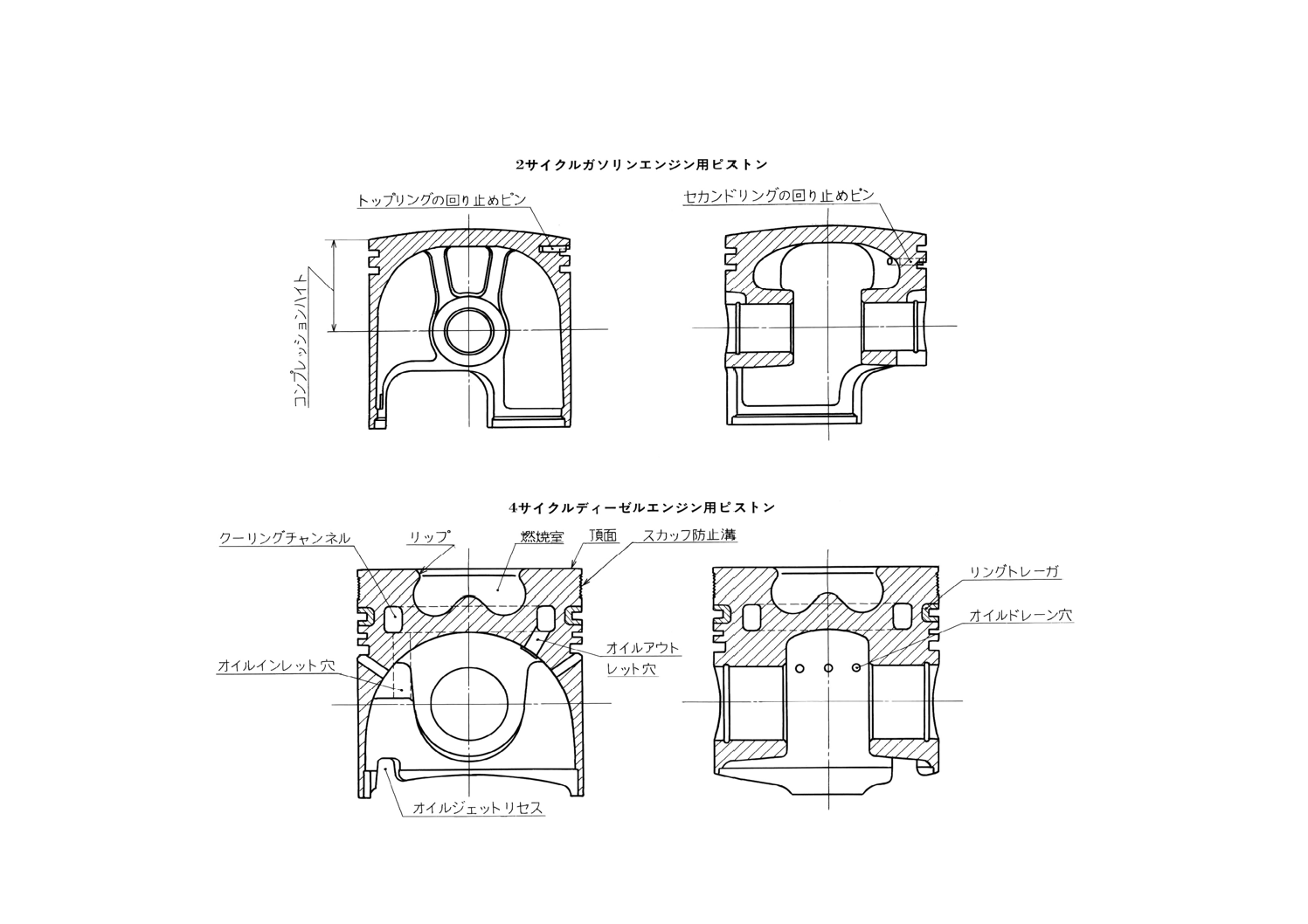
(7) 回り止めピン ピストンリングの回転を止めるために,リング溝に設けるピン。
(8) リップ ピストンの燃焼室の開口縁。
(9) スカート部の基準径 シリンダとのはめあいにおいて,ピストンの基準となる径で,スカートの指定
高さにおけるスラスト方向の直径。
(10) 平行リング溝 レクタンギュラリングなどの側面が平行なリング用のリング溝。
(11) キーストンリング溝 キーストンリング及びハーフキーストンリング用のリング溝。
2
D 3104-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(12) 燃焼室の容積 ピストンクラウンに設けられた燃焼室の容積。ただし,ピストン頂面に凸を形成する
場合の容積を含む。
(13) 質量調整 ピストンを,機械加工によって指定された質量に調整すること。
(14) スカッフ防止溝 トップランドの円周方向に設け,スカッフを防止するための溝。
(15) スロット オイルリング溝底から内側へ貫通した狭いすきま。
3. 各部の名称 ピストンの各部の名称は,図1による。ただし,図は一例を示す。
3
D
3
1
0
4
-1
9
9
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 ピストンの各部の名称(一例)
4
D
3
1
0
4
-1
9
9
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 (続き)
5
D 3104-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 形状及び寸法
4.1
主要各部の寸法公差・寸法許容差・幾何公差 ピストンの主要各部の寸法公差,寸法許容差及び幾
何公差は,7.によって測定し,表1のとおりとする。
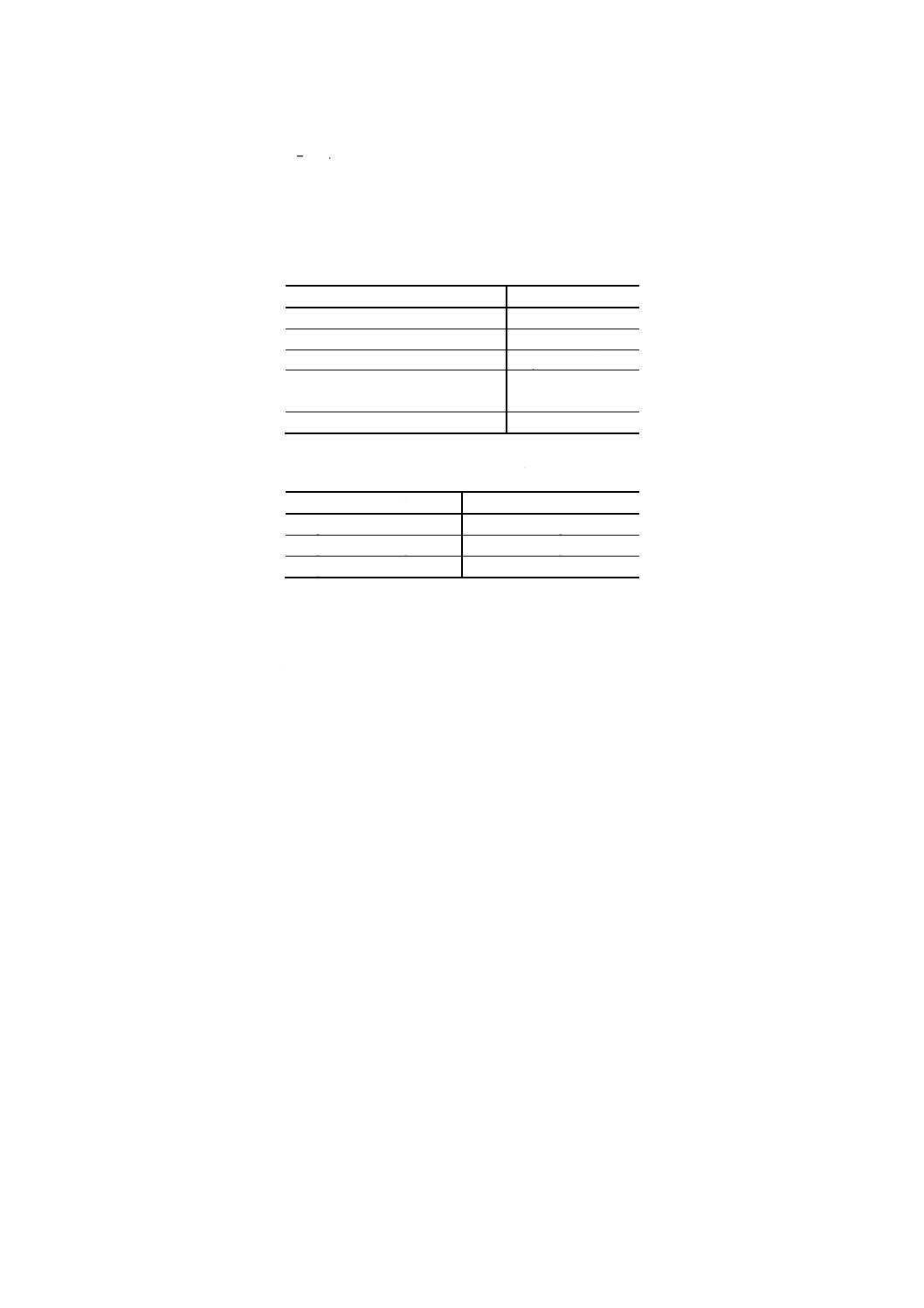
表1 主要各部の寸法公差・寸法許容差・幾何公差
項目
寸法公差・寸法許容差・幾何公差
外径
ランド部
0.08mm
スカート部(基準径)
0.03mm
コンプ
レッシ
ョンハ
イト
頂面が機械加工なしの場合
0.4mm
頂面が機械加工の場合
0.1mm
リング
溝
平行リング溝の溝幅
0.02mm, 0.03mm(スロット加工の場合)
平行リング溝の傾き(1)
25mm当たり±0.04mm(2)
キーストンリング溝の溝幅
0.02mm
キーストンリング溝の開き角
度
30'(2)
溝底径
±0.1mm
溝底の同軸度(1)
0.15mm
溝の上面及び下面のうねり
全周で0.015mm
ピン穴
オフセット
±0.1mm
円筒度
0.005mm
直角度(1)
100mm当たり0.05mm以内
止め輪溝間距離
3.00
+mm
鋳肌部分(3)
JIS B 0403の附属書3に規定する精級
注(1) ピストンの軸直線を基準とする。
(2) 設計基準値に対する許容差・公差とする。
(3) 鍛造の場合については,受渡当事者間の協定による。
4.2
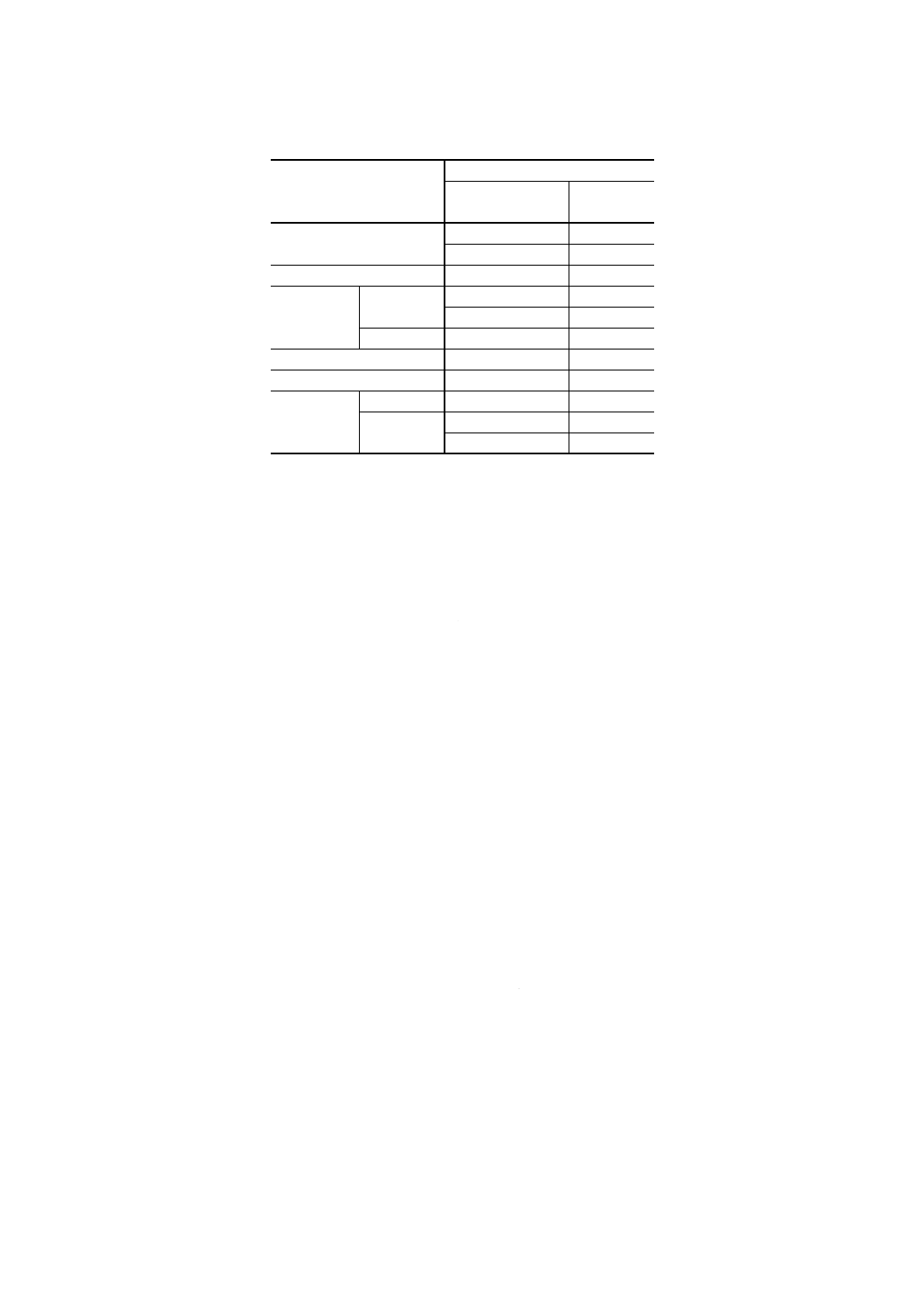
燃焼室の容積許容差 燃焼室の容積許容差は,特に指定がない限り表2のとおりとする。
表2 燃焼室の容積許容差
ピストンの区分
燃焼室の
容積の区分
cm3
許容差
機械加工の場合
機械加工なしの場合
ガソリンエンジン
用ピストン
10以下
±0.3cm3
±0.5cm3
10を超えるもの
±3%
±5%
ディーゼルエンジ
ン用ピストン
10以下
±0.3cm3
±0.5cm3
10を超え20以下
±0.5cm3
±1.0cm3
20を超え50以下
±0.7cm3
±1.4cm3
50を超え100以下
±1.0cm3
±2.0cm3
100を超えるもの
±1%
±2%
4.3
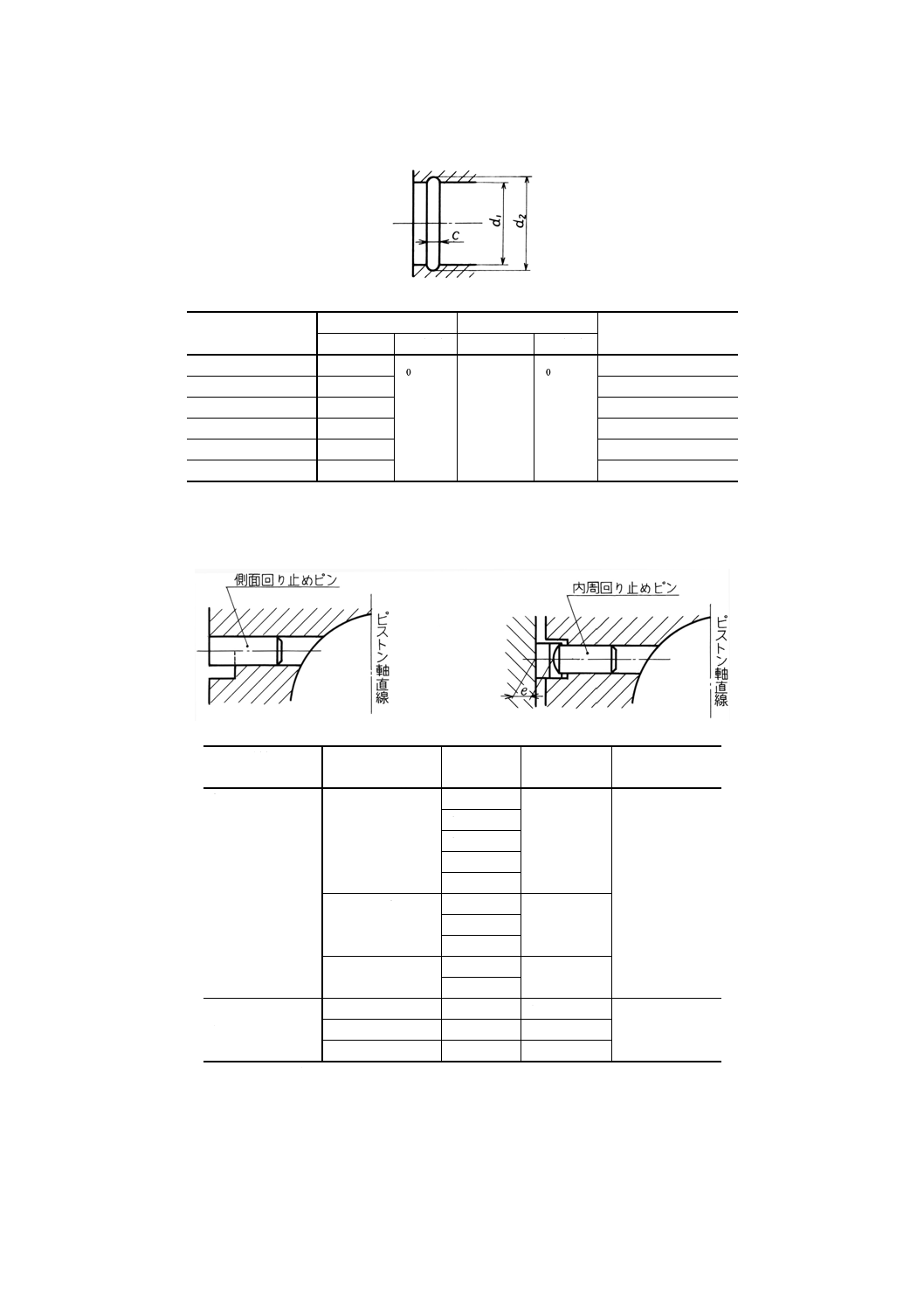
止め輪溝 止め輪溝の断面形状は,丸形又は角形とする。丸形の寸法は,表3に示すとおりとし,
角形の寸法は,JIS B 2804による。
6
D 3104-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 丸形断面の止め輪溝の寸法
単位 mm
ピン穴の呼び径
d1
c
d2
止め輪の線径(参考)
d
基準寸法
許容差
基準寸法
許容差
14以下
1.1
2.00
+
d1+1.15d
2.00
+
1.0
14を超え18以下
1.3
1.2
18を超え23以下
1.6
1.4
23を超え27以下
1.8
1.6
27を超え33以下
2.0
1.8
33を超えるもの
2.2
2.0
4.4
回り止めピン 2サイクルエンジン用ピストンリングの回り止めピンは,側面回り止めピン及び内周
回り止めピンの2種類とし,その形状及び寸法は,表4に示すとおりとする。
表4 回り止めピンの形状及び寸法
単位 mm
種類
回り止めノッチ
の記号(4)
リング溝
の溝幅
回り止めピ
ンの直径
回り止めピン
の長さ(参考)
側面回り止めピ
ン
NE1
1.2
1.5
8, 10
1.5
1.75
2.0
2.5
NE2
2.0
2
2.5
3.0
NE3
2.5
2.5
3.0
内周回り止めピ
ン
NH1
−
1.5
6, 8
NH2
−
2
NH3
−
2.5
注(4) 記号は,JIS B 8032による。
参考 図中のeは,次の値とするのがよい。
7
D 3104-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.0
2
1+
=a
e
(mm)
ここに, a1: ピストンリングの厚さ (mm)
4.5
表面粗さ ピストンの機械加工面の表面粗さは,表5のとおりとする。
表5 表面粗さ
項目
表面粗さ
ピン穴
1.0μmRa以下
リング溝上下面
1.0μmRa以下
リングトレーガの溝上下面
1.6μmRa以下
ランド部及びスカート部の外周
面
(5.0〜1.0) μmRa
その他の機械加工面
6.3μmRa以下
4.6
質量の許容差 質量調整を行わないピストンの質量の許容差は,表6のとおりとする。
表6 質量の許容差
ピストンの質量
許容差
100g以下
±2g
100gを超え 200g以下
±4g
200gを超えるもの
±2%
4.7
オーバサイズ ピストンの呼び径のオーバサイズは,通常は0.5mm及び1.0mmとする。
5. 品質
5.1
外観 ピストンの外観は,次のとおりとする。
(1) 鋳巣 ピストンの表面の鋳巣は,表7による。ただし,最大長さが1.5mmを超える鋳巣があってはな
らない。
8
D 3104-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7 表面の鋳巣
項目
鋳巣の許容限度
鋳巣の最大長さ
mm
個数(最大)
ピストン頂面及び燃焼室
(リップ部は除く。)
0.5を超え1以下
3
1を超えるもの
0
リップ部(5)
0.3を超えるもの
0
リング溝部
溝上下面
0.5を超え1以下
3
1を超えるもの
0
隅の丸み部 0.3を超えるもの
0
ランド部
0.5を超えるもの
3(6)
スカート部
0.5を超えるもの
5(6)
ピン穴部
軸受面
0.3を超えるもの
0
その他
0.5を超え1以下
2
1を超えるもの
0
注(5) リップ部の範囲は,受渡当事者間の協定による。
(6) 最大長さが1.0mmを超える鋳巣は,1個を超えて
はならない。
備考1. リップ部,リング溝の隅の丸み部及びピン穴の
軸受面以外の部位で,最大長さが0.3mmを超え
0.5mm以下の鋳巣は,25mm2の範囲内に15個以
下とする。
2. ピストンの表面における,最大長さが0.3mm以
下の鋳巣は,対象としない。
(2) 表面の状態 ピストンの表面には,有害な加工傷,打ち傷などがあってはならない。
5.2
硬さ 硬さは,JIS Z 2245によって測定してロックウェルBスケールで表し,その値は受渡当事者
間の協定による。
6. 材料
6.1
ピストンの材料 ピストンの材料は,JIS H 5202に規定する5種,8種,9種若しくはJIS H 4140
に規定する合金番号4032,又はこれらに相当するものとする。
6.2
ストラットの材料 ストラットに使用する材料は,JIS G 3131に規定するSPHC若しくはJIS G 3141
に規定するSPCC,又はこれらに相当するものとする。
6.3
リングトレーガの材料 リングトレーガに使用する材料は,JIS G 5510のFCA-NiCuCr 15 6 2若しく
はFCA-NiCuCr 15 6 3,又はこれらに相当するものとする。
7. 寸法測定方法
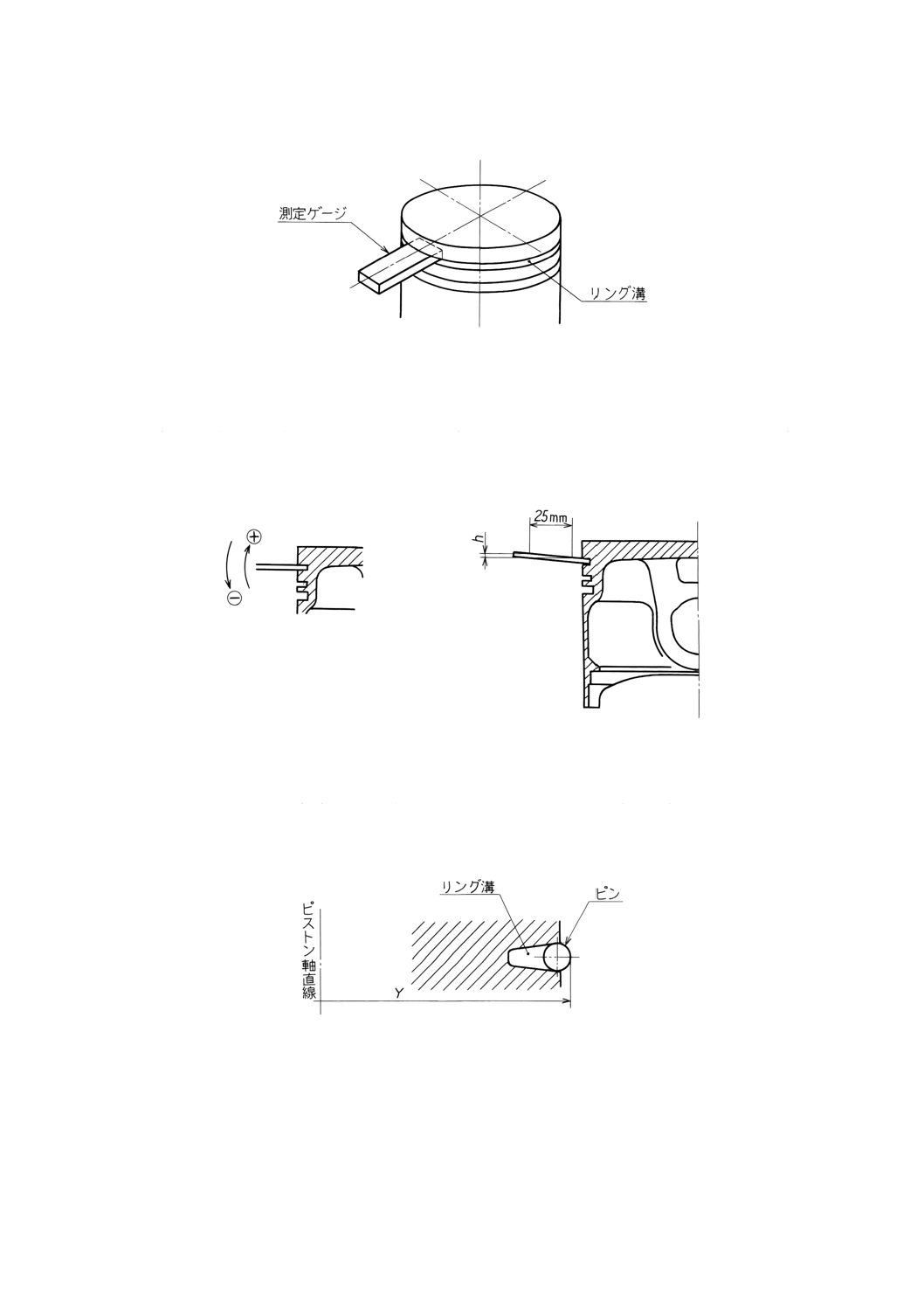
7.1
平行リング溝の溝幅の測定 平行リング溝の溝幅の測定は,JIS B 7506に規定するブロックゲージ
又はそれと同等の測定ゲージを,図2のようにリング溝に挿入して行う。ブロックゲージの板厚寸法の段
階は,0.005mm以下で受渡当事者間の協定による。
9
D 3104-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 平行リング溝の溝幅の測定
備考 オイルドレーン穴部及び回り止めピン部は避け,溝の隅の丸
み部に当たらないようにする。
7.2
平行リング溝の傾きの測定 平行リング溝の傾きの測定は,JIS B 7506に規定するブロックゲージ
又はそれと同等の測定ゲージを,図3のようにリング溝に挿入し,ピストン半径方向25mm当たりの寸法
(h) を測定する。傾きの正負については,頂面を上方としてピストン中心から外周側へ向かい,上方への
傾きを正,下方への傾きを負とする。
図3 平行リング溝の傾きの測定
備考 データムの設定方法は,受渡当事者間の協定による。
7.3 キーストンリング溝の溝幅及び開き角度の測定 キーストンリング溝の溝幅及び開き角度の測定は,
次のいずれかによる。
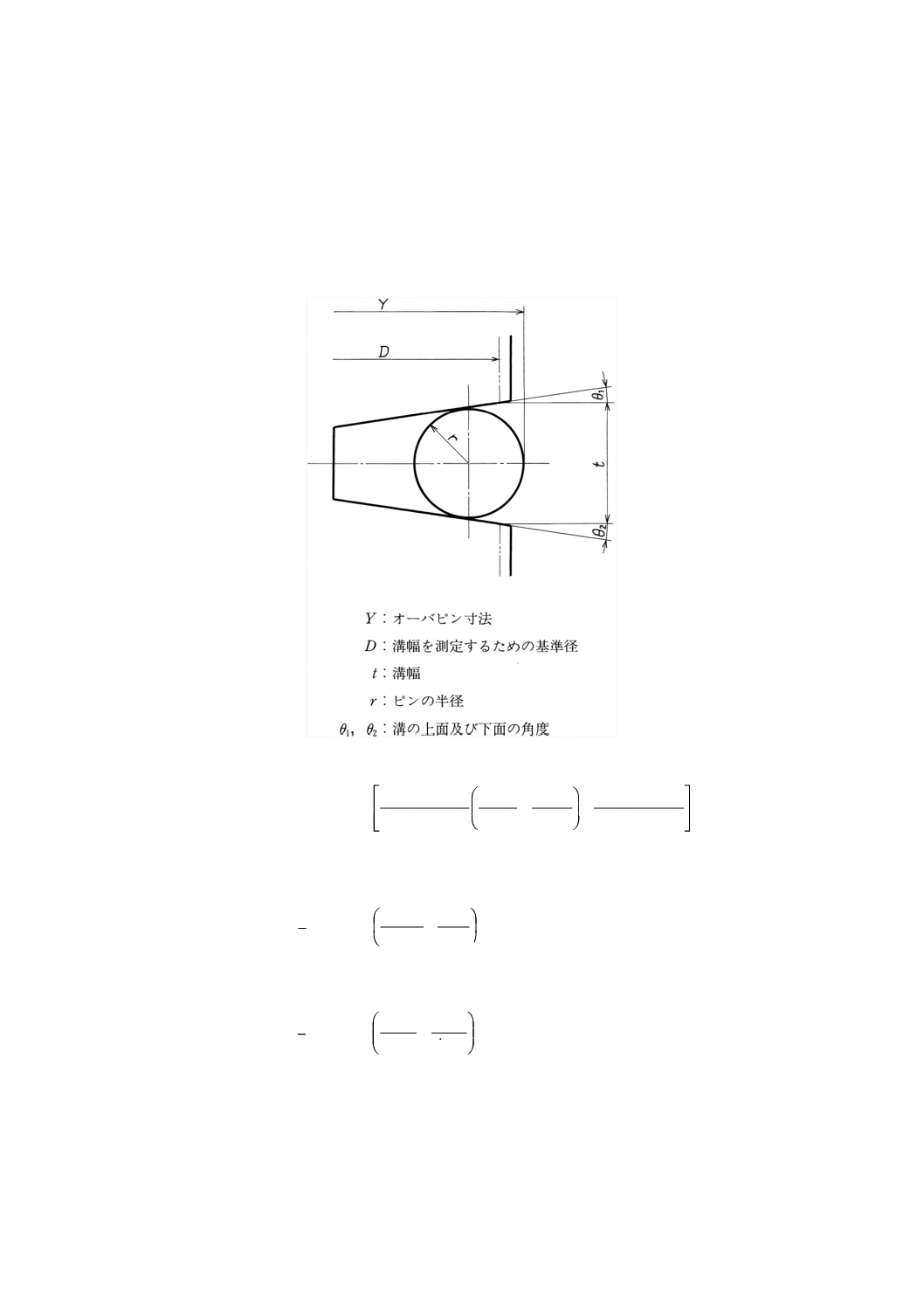
(1) オーバピンによる方法 指定された直径のピンを,図4のようにリング溝に挿入し,オーバピン寸法
(Y) を測定する。
図4 オーバピンによる測定
備考 オーバピン寸法,ピン径,溝幅及び開き角度の関
係を参考1に示す。
(2) 直接測定方法 JIS B 7184に規定する投影検査器又はこれと同等の測定器を用いて,リング溝の幅及
び開き角度を測定する。
10
D 3104-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
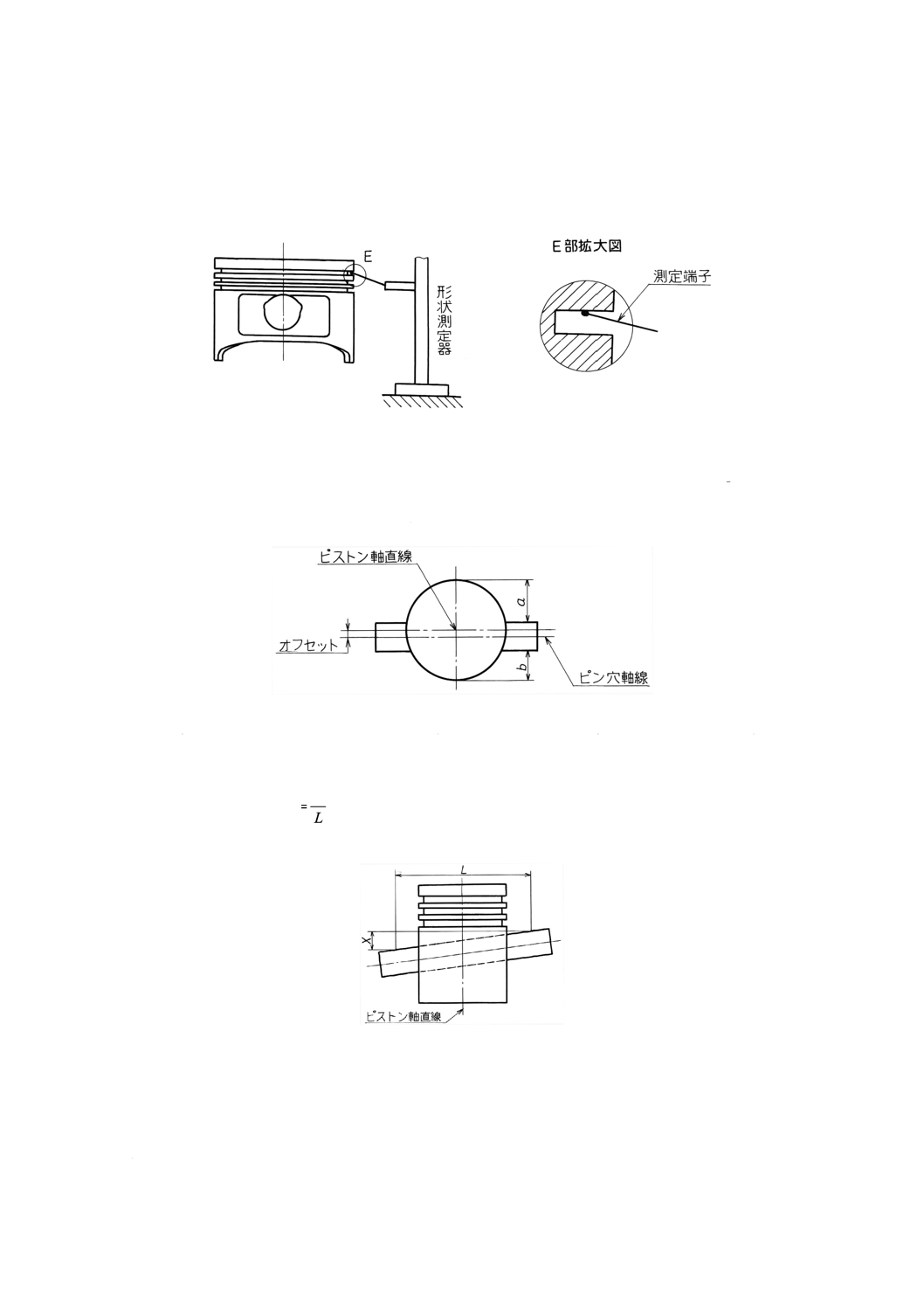
7.4
リング溝の上面及び下面のうねりの測定 リング溝の上面及び下面のうねりの測定は,球状の測定
端子をもつ形状測定器を用いて,図5のようにリング溝の上面又は下面に測定端子を当て,その変位量を
リング溝全周にわたって測定する。
図5 リング溝の上面及び下面のうねりの測定
備考 データムの設定方法は,受渡当事者間の協定による。
7.5
ピン穴オフセットの測定 ピン穴オフセットの測定は,JIS B 7420に規定する穴用限界ゲージ又は
それと同等の測定ゲージを,図6のようにピン穴に挿入してa及びbを測定し,その差の21をオフセット
とする。
図6 ピン穴オフセットの測定
7.6
ピン穴の直角度の測定 ピン穴の直角度の測定は,JIS B 7420に規定する穴用限界ゲージ又はそれ
と同等の測定ゲージを,図7のようにピン穴に挿入してX及びLを測定する。ピン穴の直角度 (A) は,
次の式で求める。
100
×
=LX
A
図7 ピン穴の直角度の測定
備考 データムの設定方法は,受渡当事者間の協定による。
8. 検査 検査は,受渡当事者間の協定による。
9. 表示 ピストンには,見やすい箇所に次の事項を表示する。
(1) 製造業者名又はその略号
11
D 3104-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) オーバサイズのものには,その寸法又は記号
12
D 3104-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 キーストンリング溝の溝幅及び
開き角度とオーバピンとの関係
オーバピンを用いてキーストンリング溝の溝幅及び開き角度を測定する場合の,オーバピン寸法,ピン
径,溝幅及び開き角度の関係を,次に示す。
θ1≠θ2のとき,
+
−
+
+
+
+
=
2
1
2
1
2
1
tan
tan
cos
1
cos
1
tan
tan
2
2
θ
θ
θ
θ
θ
θ
t
r
r
D
Y
(1) キーストンリング溝の場合
θ1=θ2=θであるから,
−
−
+
=
θ
θsin
tan
2
2
2
r
t
r
D
Y
(2) ハーフキーストンリング溝の場合
θ2=0であるから,
−
−
−
+
=
1
1
sin
tan
2
2
θ
θ
r
r
t
r
D
Y
13
D 3104-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
社団法人 日本自動車部品工業会
エンジン部品関係JIS改正原案作成委員会 構成表
氏名
所属
(委員長)
○ 古 林 誠
青山学院大学理工学部
(幹事)
○ 岡 村 英 司
株式会社ユニシアジェックス
間 馬 重 行
株式会社日立製作所自動車機器事業部
(委員)
○ 前 川 武 也
工業技術院標準部
林 洋 和
通商産業省機械情報産業局
岡 崎 誠
運輸省自動車交通局技術安全部
加 山 英 男
財団法人日本規格協会
中 込 常 雄
日本工業標準調査会自動車航空部会規格
調整専門委員会
○ 諏 訪 敬 臣
イズミ工業株式会社
○ 市 川 隆 裕
アート金属工業株式会社
○ 川 端 康 浩
アイシン精機株式会社
○ 沖 勵 吉
桜興業株式会社
○ 松 本 耕 作
株式会社リケン
○ 須 賀 紀 哉
マイクロテクノ株式会社
杉 嶋 忠 昭
株式会社ミクニ
石 川 範 一
株式会社日本気化器製作所
○ 小 島 克 己
社団法人日本自動車部品工業会
増 田 義 彦
トヨタ自動車株式会社
松 本 栄 一
日産自動車株式会社
高 橋 賢 治
いすゞ自動車株式会社
白 石 一 洋
三菱自動車工業株式会社
磯 村 定 夫
マツダ株式会社
山 本 浩 貴
株式会社本田技術研究所
小 林 正 志
富士重工業株式会社
北 林 史 郎
スズキ株式会社
辰 巳 隆 英
ダイハツ工業株式会社
根 岸 秀 夫
日野自動車工業株式会社
乗 藤 和 哲
日産ディーゼル工業株式会社
(関係者)
○ 笹 尾 照 夫
工業技術院標準部
○ 浜 田 博 章
株式会社ユニシアジェックス
山 崎 孝 志
日野自動車工業株式会社
杉 山 雅 則
トヨタ自動車株式会社
(事務局)
中 田 八 重
社団法人日本自動車部品工業会
○印は,ピストン小委員会の委員。
文責 エンジン部品関係JIS改正原案作成委員会