D 2101 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が改正した日
本工業規格である。これによって,JIS D 2101 : 1987は改正され,この規格に置き換えられる。
今回の改正では,我が国で製造される自動車に用いるねじプラグの使用実態を調査し,その結果を参考
にした。
JIS D 2101には,次に示す附属書がある。
附属書(参考) ねじ先のパイロット及びガスケットの形状・寸法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
D 2101 : 2001
自動車部品−ねじプラグ
Automotive parts−Screw plugs
1. 適用範囲 この規格は,自動車に使用するねじプラグ(以下,プラグという。)について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0203 管用テーパねじ
JIS B 0205 メートル並目ねじ
JIS B 0207 メートル細目ねじ
JIS B 0209 メートル並目ねじの許容限界寸法及び公差
JIS B 0211 メートル細目ねじの許容限界寸法及び公差
JIS B 0251 メートルねじ用限界ゲージ
JIS B 0253 管用テーパねじゲージ
JIS B 0601 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 0651 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
JIS B 0659 比較用表面粗さ標準片
JIS B 1006 おねじ部品の不完全ねじ部長さ及びねじの逃げ溝
JIS B 1021 ねじ部品の公差方式
JIS B 1041 締結用部品−表面欠陥 第1部 一般要求のボルト,ねじ及び植込みボルト
JIS B 1071 ねじ部品の精度測定方法
JIS B 1091 締結用部品−受入検査
JIS D 0201 自動車部品−電気めっき通則
JIS C 3539 冷間圧造用炭素鋼線
JIS G 4051 機械構造用炭素鋼鋼材
JIS H 3250 銅及び銅合金棒
JIS Z 2244 ビッカース硬さ試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
3. 定義 この規格で用いる主な用語の定義は,次による。
a) シール剤 プラグの気密性を保持する目的で,ねじ部に巻くシール剤付テープ,塗布する接着剤,ロ
ック剤などの総称。
b) パイロット先 めねじへの挿入を容易にするために,おねじの先端に設けためねじ内径より,やや小
2
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
さい円筒形状部。
c) ガスケット 配管用フランジなどのように,静止部分の密封に用いられる固定用シールの総称。
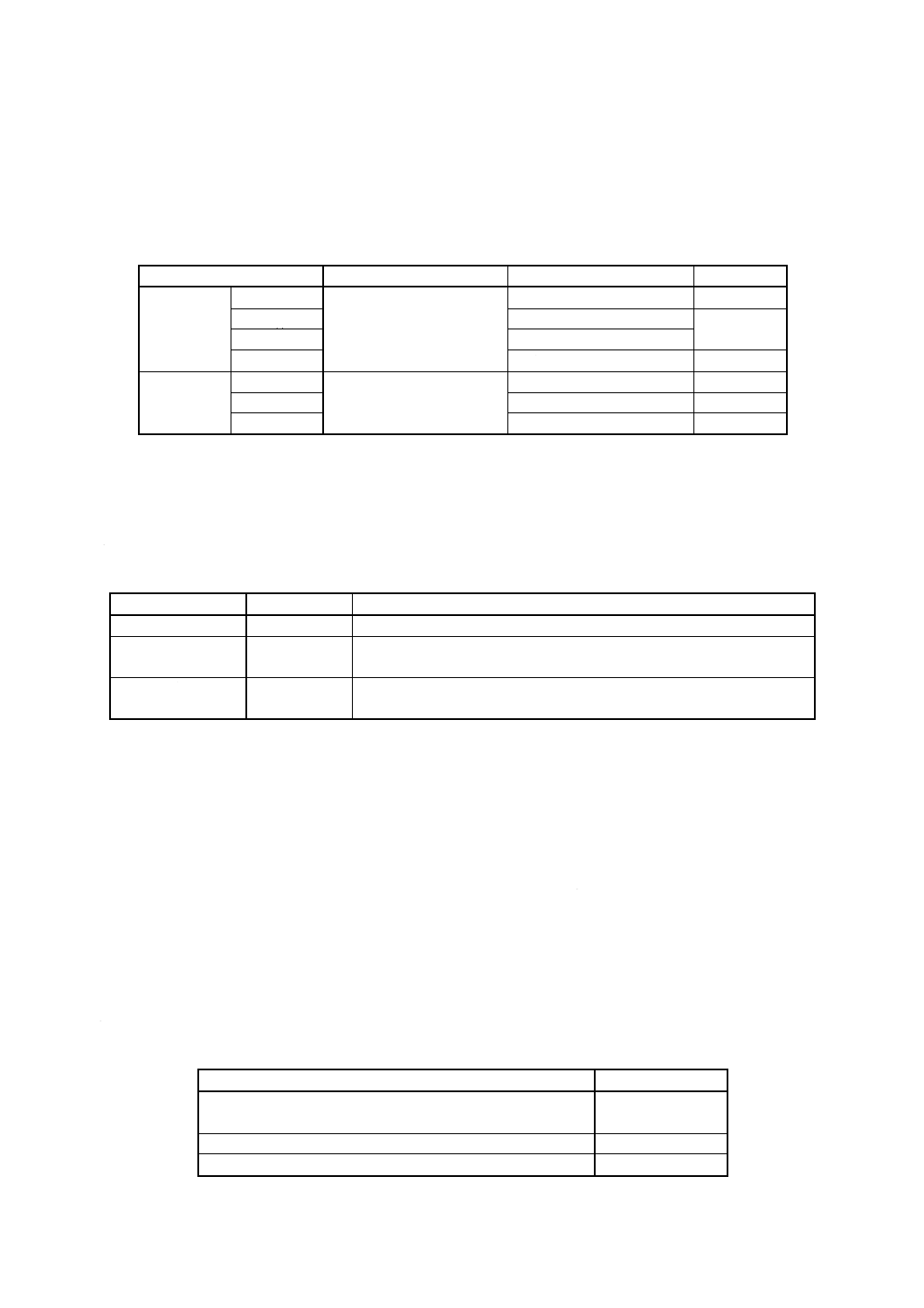
4. 種類 プラグの種類は,ねじの種類及び頭部の形状による種類によって,表1に示す7種類とする。
表1 プラグの種類
種類
ねじの種類
頭部の形状による種類
参照
1種
A形
管用テーパねじ
四角頭
付表1
B1形(1)
六角穴付き
付表2
B2形
四角穴付き
C形
六角頭
付表3
2種
A形
メートル並目ねじ
及びメートル細目ねじ
六角頭
付表4
B形
つば付き六角頭
付表5
C形
つば付き六角穴付き
付表6
注(1) B2形は,なるべく使用しない。
5. 形状・寸法 プラグの形状・寸法は,付表1〜7による。
6. ねじ ねじの種類及び等級は,表2による。
表2 ねじの種類及び等級
ねじの種類
適用規格
ねじの等級
管用テーパねじ
JIS B 0203
−
メートル並目ねじ
JIS B 0205
JIS B 0209の6g。ただし,めっきを施したねじの最大許容寸法は,4h
のおねじの最大許容寸法とする。
メートル細目ねじ
JIS B 0207
JIS B 0211の6g。ただし,めっきを施したねじの最大許容寸法は,4hの
おねじの最大許容寸法とする。
7. 幾何公差 2種のプラグの幾何公差は,付表4〜6による。
なお,1種のプラグには適用しない。
8. 表面状態 プラグの表面は滑らかで,使用上有害なばり,かえり,打こん,さびなどがあってはなら
ないほか,次による。
なお,表面欠点の許容限界の基準は,特に指定のない限り,JIS B 1041によるのがよい。
a) 1種のプラグのねじ部は,テーパねじの基準径の位置から大径側に向かって,機能上支障が認められ
るだれがあってはならない。
b) 2種のプラグの座面部の表面粗さは,JIS B 0601の3.μmRaとする。
9. 材料 プラグの材料は,通常,表3による。
表3 材料
材料
適用規格
SWCH10A〜SWCH12A又はSWCH10K〜SWCH12K
JIS G 3539
SWCH43K〜SWCH48K
S10C〜S20C, S43C〜S48C
JIS G 4051
C3604
JIS H 3250
3
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 強い締付け又は着脱を行うもので,形状がくずれやすいものには,SWCH43K
〜SWCH48K又はS43C〜S48Cを使用し,焼入焼戻しを行う。
なお,焼入焼戻しの硬さについては,受渡当事者間の協定による。
10. 表面処理 プラグの表面処理は,鋼製品には特に指定がない限り,JIS D 0201のEp-Fe/Zn5c [MFZn5-C]
を施す。Ep-Fe/Zn5c [MFZn5-C] 以外の表面処理を必要とする場合は,指定する。
なお,焼入焼戻しをしたプラグにめっきを施した場合には,必要に応じてもろさ除去の処理を行う。
11. 試験方法
11.1 形状・寸法 プラグの形状・寸法測定は,JIS B 1071の3.3(各部寸法の測定法)に準じるか,又は
これに代わる方法によって行う。
11.2 ねじ精度 プラグのねじ精度測定は,表4に示すねじ用限界ゲージ又はこれに代わる検査具を用い,
JIS B 1071の3.2(ねじ精度の測定方法)によって行うのがよい。
表4 ねじ精度
ねじの種類
適用規格
ねじ用限界ゲージ
管用テーパねじ
JIS B 0203
JIS B 0253。ただし,めっきを施したねじの検査は,受渡当事者間の協
定による。
メートル並目ねじ
JIS B 0205
JIS B 0251の6g用。ただし,めっきを施したねじに対する通り側ねじリ
ングゲージは,4h用を用いる。
メートル細目ねじ
JIS B 0207
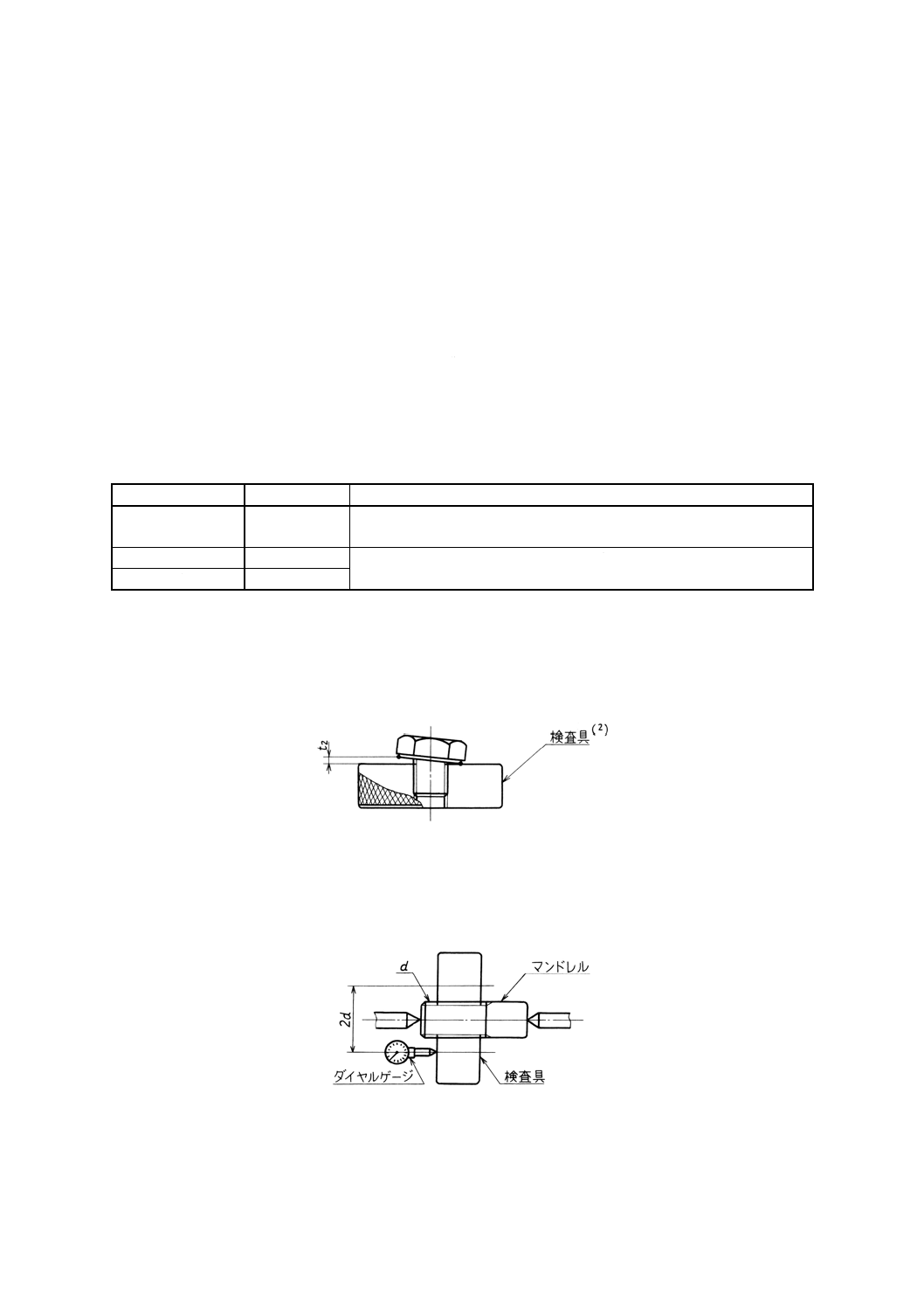
11.3 幾何偏差 頭部及び六角穴の同軸度測定は,JIS B 1071の3.4(幾何偏差の測定方法),又はこれに
代わる方法によって行う。2種のプラグの座面の直角度は,図1に示す方法によって,表4のねじ用限界
ゲージ(通り側)又はこれに準じる器具に,ねじの首下切上げを考慮した面取りを施し,すきまの最大値 (t2)
を求める。
注(2) 検査具とねじとの測定面の直角度は,ねじの中心からねじの
呼び (d) の距離だけ離れた位置の円周上で,ダイヤルゲージ
の読みの最大と最小との差が0.01mm以下とする(図2参照)。
図1 座面の直角度
図2 検査具
11.4 表面状態 プラグの表面状態試験は,次によって行う。
4
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 表面状態は,目視又は拡大鏡を用いて欠点の有無を判別し,その欠点の幅及び深さは顕微鏡によって
測定する。
ただし,深さは必要に応じて断面で測定する。めっきを施したものの測定は,めっきを除去してか
ら行う。
b) 2種のプラグの座面部は,JIS B 0659の表面粗さ標準片と比較するか,又はJIS B 0651の表面粗さ測
定器を用いて測定する。
11.5 硬さ 受渡当事者間の協定によって硬さを協定した場合には,プラグの硬さをJIS Z 2244又はJIS Z
2245によって測定する。
11.6 表面処理 プラグの表面処理は,JIS D 0201によって試験する。ただし,ねじ部については,対象
としない。
12. 受渡検査 プラグ受渡時のロットに対する抜取検査方式は,JIS B 1091によるのがよい。
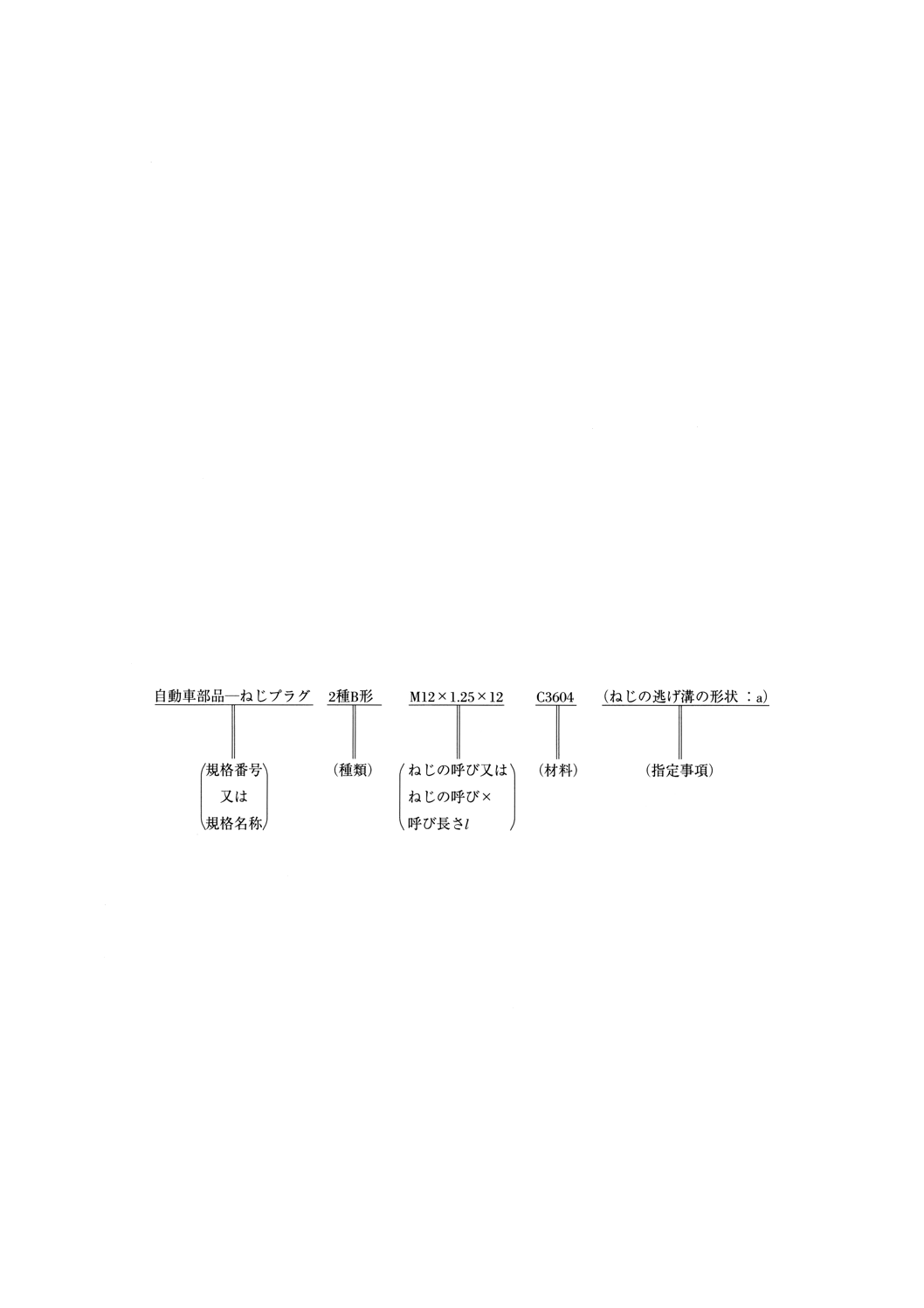
13. 製品の呼び方 プラグの呼び方は,規格番号又は規格の名称,種類,ねじの呼び,材料及び指定事項
による。
ただし,2種A形及び2種B形のプラグについては,“ねじの呼び”の代わりに“ねじの呼び×呼び長
さl”とする。
なお,指定事項は,表面処理,熱処理,ねじ先の形状,2種A形の座付き,面取り及びねじ逃げ溝の形
状を,必要に応じて括弧を付けて指定する。
例1. JIS D 2101
例2.
14. 包装の表示 プラグの包装には,次の事項を表示する。
a) 規格の名称
b) 種類
c) ねじの呼び(2種A形及び2種B形については,ねじの呼び×呼び長さl)
d) 材料
e) 指定事項(表面処理,熱処理,ねじ先の形状,ねじ逃げ溝の形状を必要に応じて表示する。)
f)
数量
g) 製造業者名又はその略号
5
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1 1種A形テーパねじプラグの形状・寸法
単位 mm
ねじの
呼び
d
a
l
s
e
h
D1
D2
c
z
基準径
基準
許容差
基準
許容差
最小
基準
許容差
約
最大
最大
約
3.97
8
±0.4
7
0
−0.22
8.81
7
±0.4
6.8
9.9
1.5
1
6.01
11
10
12.71
8
9.8
14.1
2.1
1.4
6.35
12
12
0
−0.27
15.25
9
11.8
17
2.5
8.16
15
14
17.85
10
13.5
19.8
2.9
1.9
9.53
17
17
21.75
11
16.5
24
3.5
R 1
10.39
19
19
0
0.33
24.27
12
18
26.9
4
2.5
備考1. 四角頭は,ねじの軸線に対して著しい片寄りがあってはならない。
2. c部は隅部R,z部は丸みでもよい。ただし,その半径の大きさは,それぞれc又はz寸法と同じにする。
3. ねじ部には,気密性を保持する目的でシール剤を塗布することが望ましい。
参考
8
1
R
〜
8
3
R
のねじ先にパイロットを付ける場合の,パイロットの形状・寸法を附属書表1に示す。
8
1
R
4
1
R
8
3
R
2
1
R
4
3
R
6
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
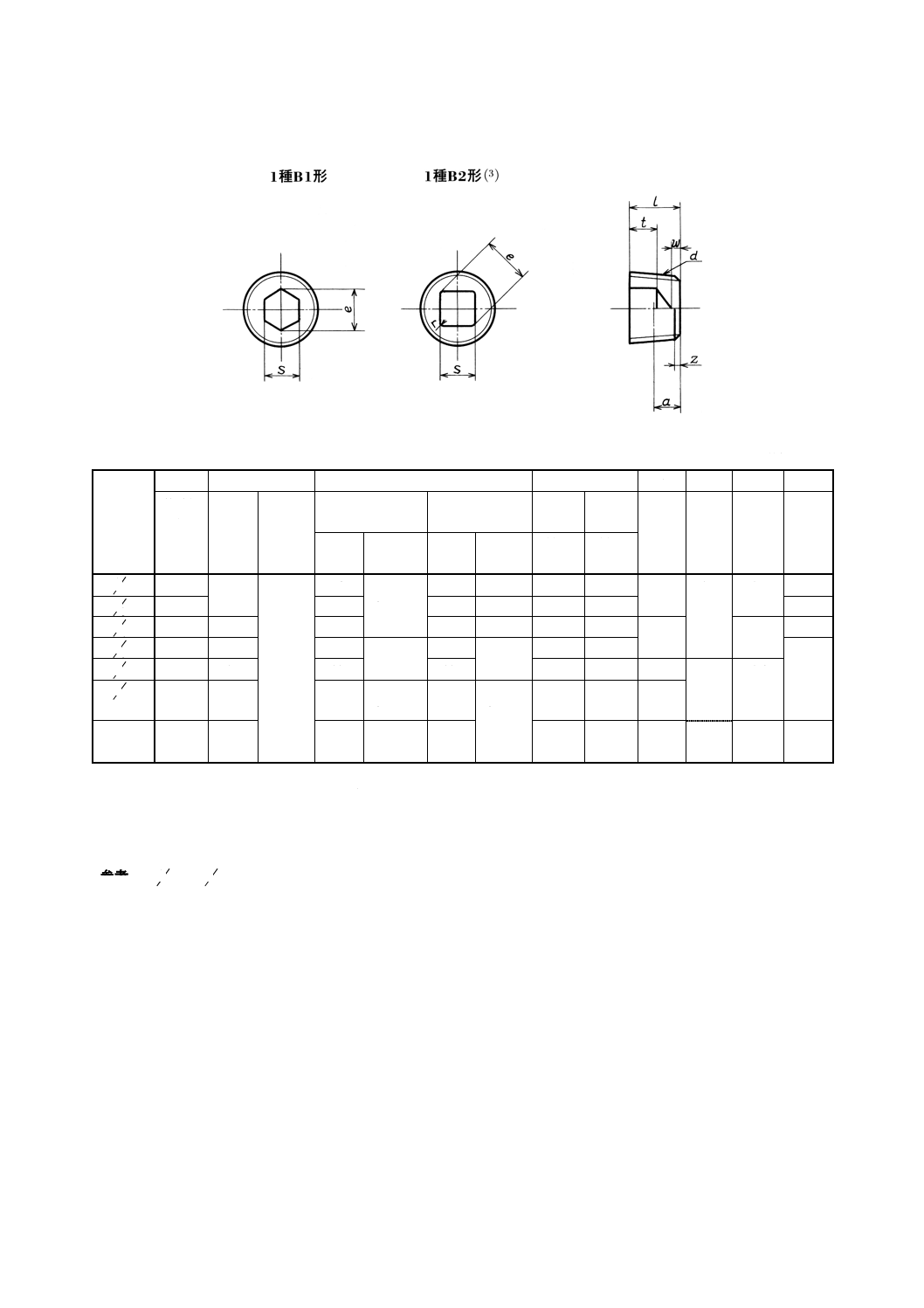
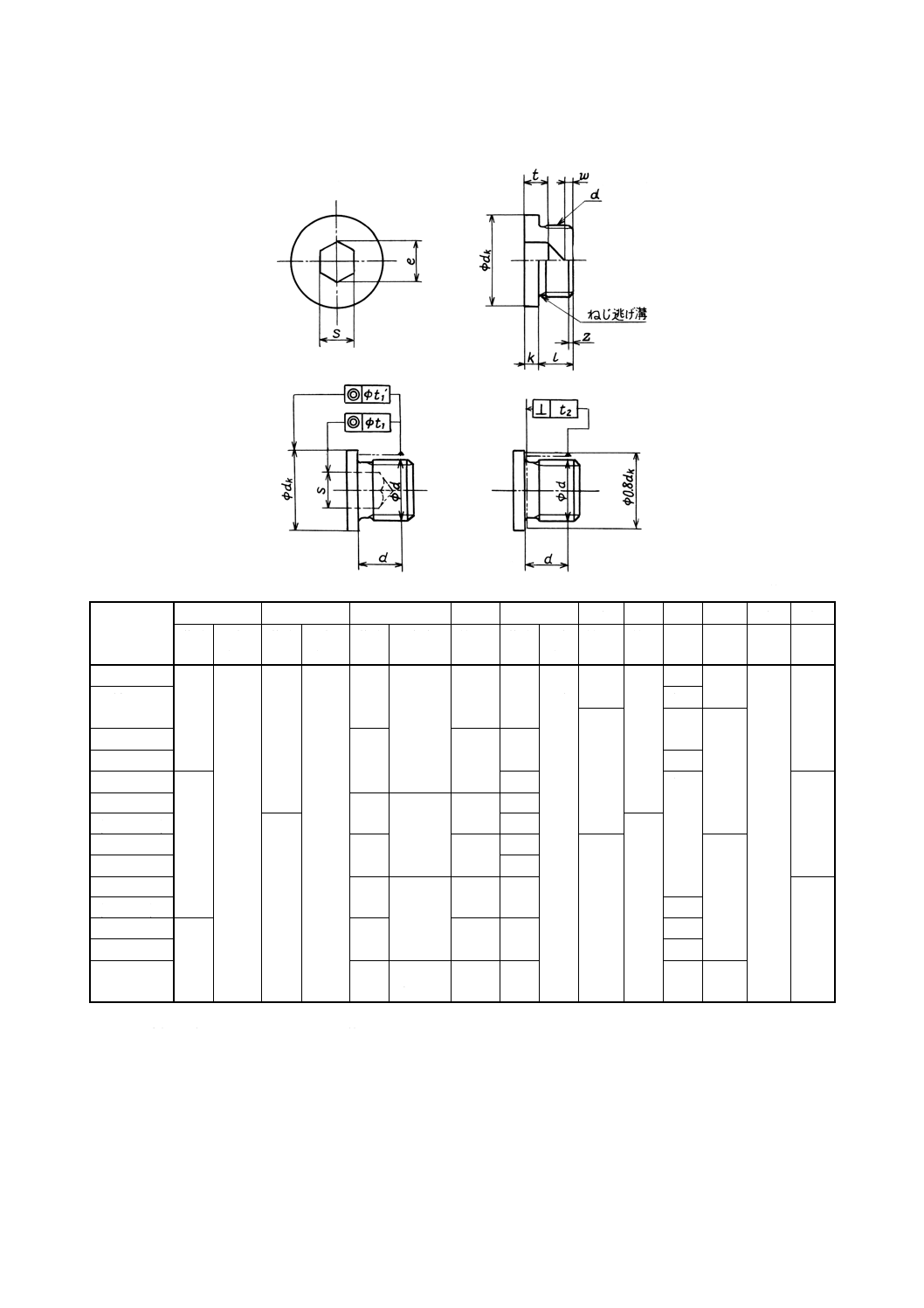
付表2 1種B1形及びB2形テーパねじプラグの形状・寸法
単位 mm
ねじの
呼び
d
a
l
s
e
t
w
z
r
基準径
の位置
基準
寸法
許容差
1種
B1形
1種
B2形
1種
B1形
1種
B2形
最小
最小
約
最大
基準
寸法
許容差
基準
寸法
許容差
最小
最小
3.97
8
±0.4
4
+0.095
+0.020
−
−
4.58
−
3
1.5
1
−
3.97
5
−
−
5.72
−
−
6.01
11
6
−
−
6.86
−
5
1.4
−
6.35
12
8
+0.115
+0.025
8
+0.26
+0.04
9.15
10.45
0.5
8.16
15
10
10
11.43
13.05
6.5
2.5
1.9
9.53
17
14
+0.142
+0.032
14
+0.32
+0.05
16.00
18.26
8
R 1
10.39
19
17
+0.2
+0.05
17
19.44
22.17
10
2.5
0.8
注(3) 1種B2形は,なるべく使用しない。
備考1. 六角穴及び四角穴は,ねじの軸線に対して著しい片寄りがあってはならない。
2. z部は丸みでもよい。ただし,その半径の大きさは,z寸法と同じにする。
3. ねじ部には,気密性を保持する目的でシール剤を塗布することが望ましい。
4. 1種B1形のsの許容差は,JIS B 1021の部品等級Aの1欄による。
参考
8
1
R
〜
8
3
R
のねじ先にパイロットを付ける場合の,パイロットの形状・寸法を附属書表1に示す。
16
1
R
8
1
R
4
1
R
8
3
R
2
1
R
4
3
R
7
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
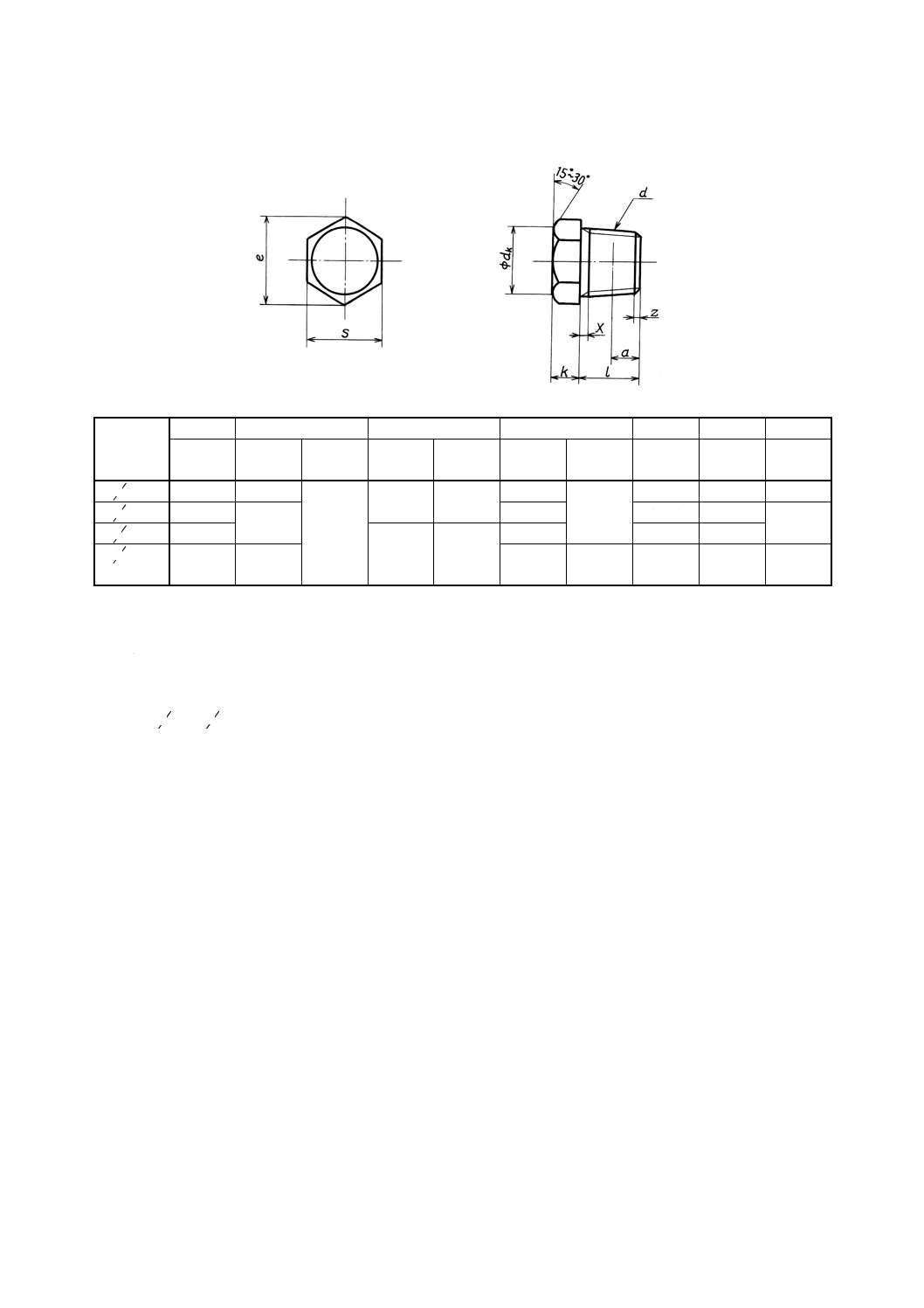
付表3 1種C形テーパねじプラグの形状・寸法
>
単位 mm
ねじの呼
び
d
a
l
k
s
e
dk
z
基準径
の位置
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
最大
最大
約
3.97
9
±0.4
5
±0.15
12
0
−0.27
13.25
11.5
1
6.01
14
14
15.51
13.5
1.4
6.35
6
±0.2
17
18.90
16.5
8.16
18.5
22
0
−0.33
24.49
21.0
1.9
備考1. 六角頭は,ねじの軸線に対して著しい片寄りがあってはならない。
2. 頭部のくぼみの有無及びくぼみを付ける場合のその形状は,注文者から特に指示がない限り,製造業者の任
意とする。
3. 不完全ねじ部Xの長さは,約2山とする。
4. z部は丸みでもよい。ただし,その半径の大きさは,z寸法と同じにする。
5. ねじ部には,気密性を保持する目的でシール剤を塗布することが望ましい。
参考
8
1
R
〜
8
3
R
のねじ先にパイロットを付ける場合の,パイロットの形状・寸法を附属書表1に示す。
8
1
R
4
1
R
8
3
R
2
1
R
8
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
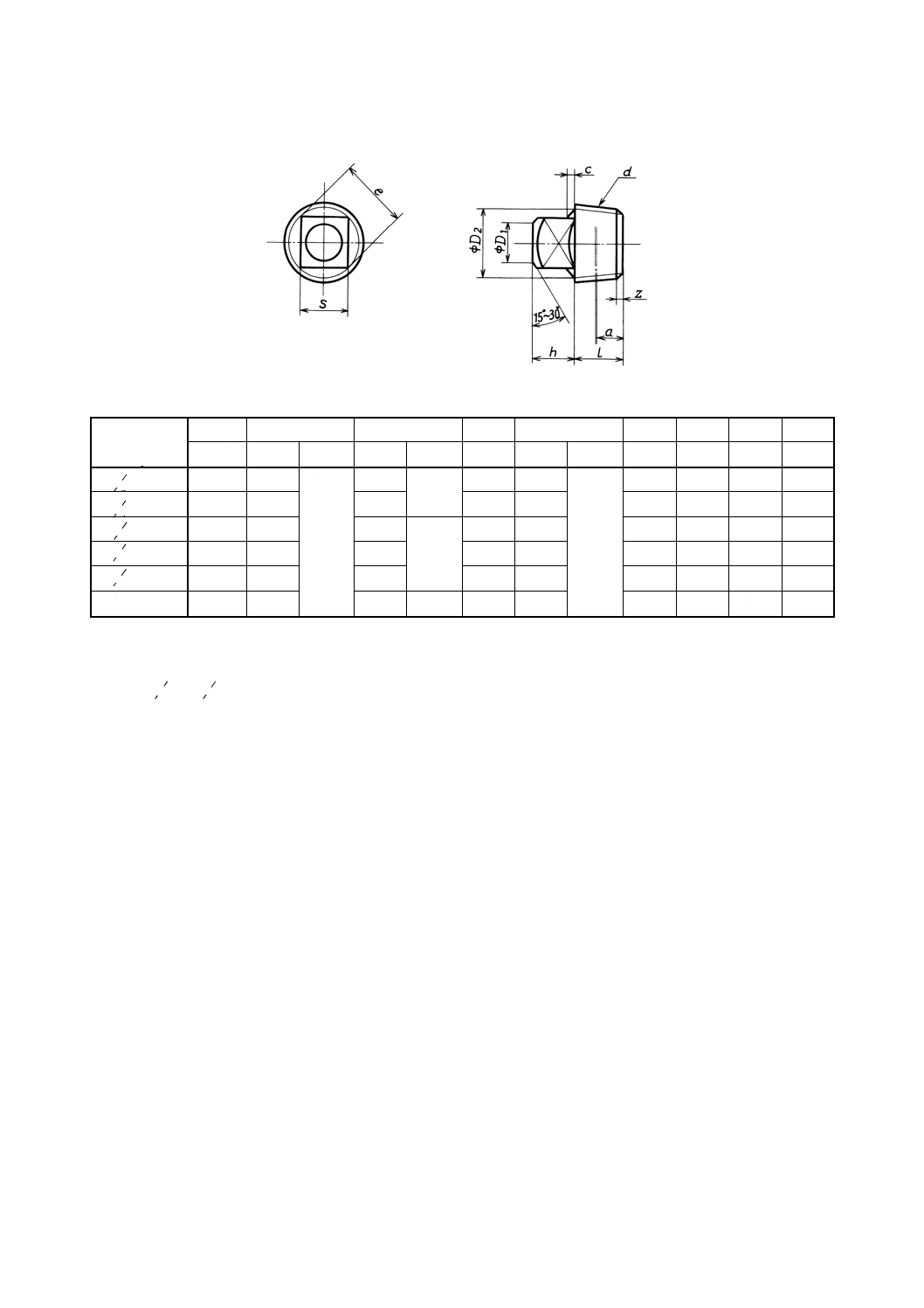
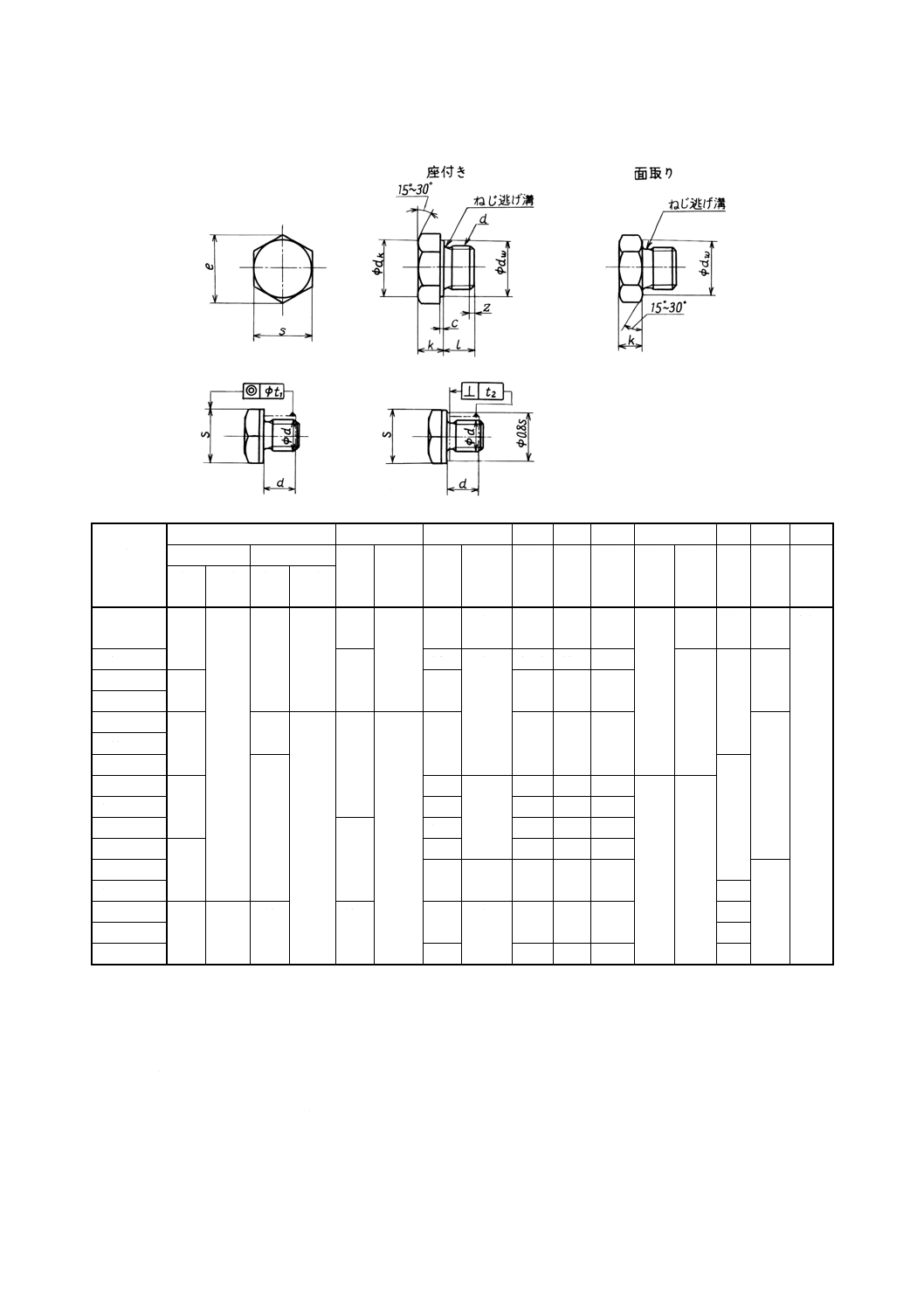
付表4 2種A形メートルねじプラグの形状・寸法
単位 mm
ねじの
呼び
d
l
k
s
e
dk
dw
c
z
t1
t2
1系列
2系列
基準
寸法
許容
差
基準
寸法
許容差
最小
約
最小
最小
最大
約
基準
寸法
許容
差
基準
寸法
許容
差
M6
8
±0.3
−
−
4
±0.15
10
0
−0.22
11.05
9.8
8.88
0.15
0.5
1
0.44
0.15
M8
5
14
0
−0.27
15.51
13.5
12.63
0.6
1.3
0.54
M10×1.25
10
17
18.90
16.5
15.63
M10
M12×1.25
12
8
±0.3
7
±0.18
19
21.10
18
17.36
0.66
M12
(M14×1.5)
10
1.5
M16×1.5
14
22
0
−0.33
24.49
21
20.59
0.2
0.8
(M18×1.5)
24
26.75
23
22.49
M20×1.5
8
27
30.14
26
25.34
(M22×1.5)
16
30
33.53
29
28.19
M24×1.5
32
0
−0.39
35.72
31
30.03
0.78
(M24×2)
2
M30×1.5
−
−
12
10
41
0
−0.62
45.63
39
38.36
1.5
(M30×2)
2
M36×1.5
50
55.80
48
46.91
1.5
備考1. ねじの逃げ溝の形状・寸法は,付表7による。
2. 括弧を付けたねじは,なるべく使用しない。
3. l寸法は,特に指定がない限り,1系列を使用する。
4. ねじ先の形状は,面取り先とする。ただし,指定によってあら先としてもよい。
5. 頭部のくぼみの有無及びくぼみを付ける場合のその形状は,注文者から特に指定がない限り,製造業者の任
意とする。
6. z部は丸みでもよい。ただし,その半径の大きさは,z寸法と同じにする。
7. t1は,JIS B 1021の部品等級Aによる。
参考1. M6〜M12のねじ先にパイロットを付ける場合の,パイロットの形状・寸法を附属書表2に示す。
2. ガスケットの寸法を,附属書表3に示す。
9
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
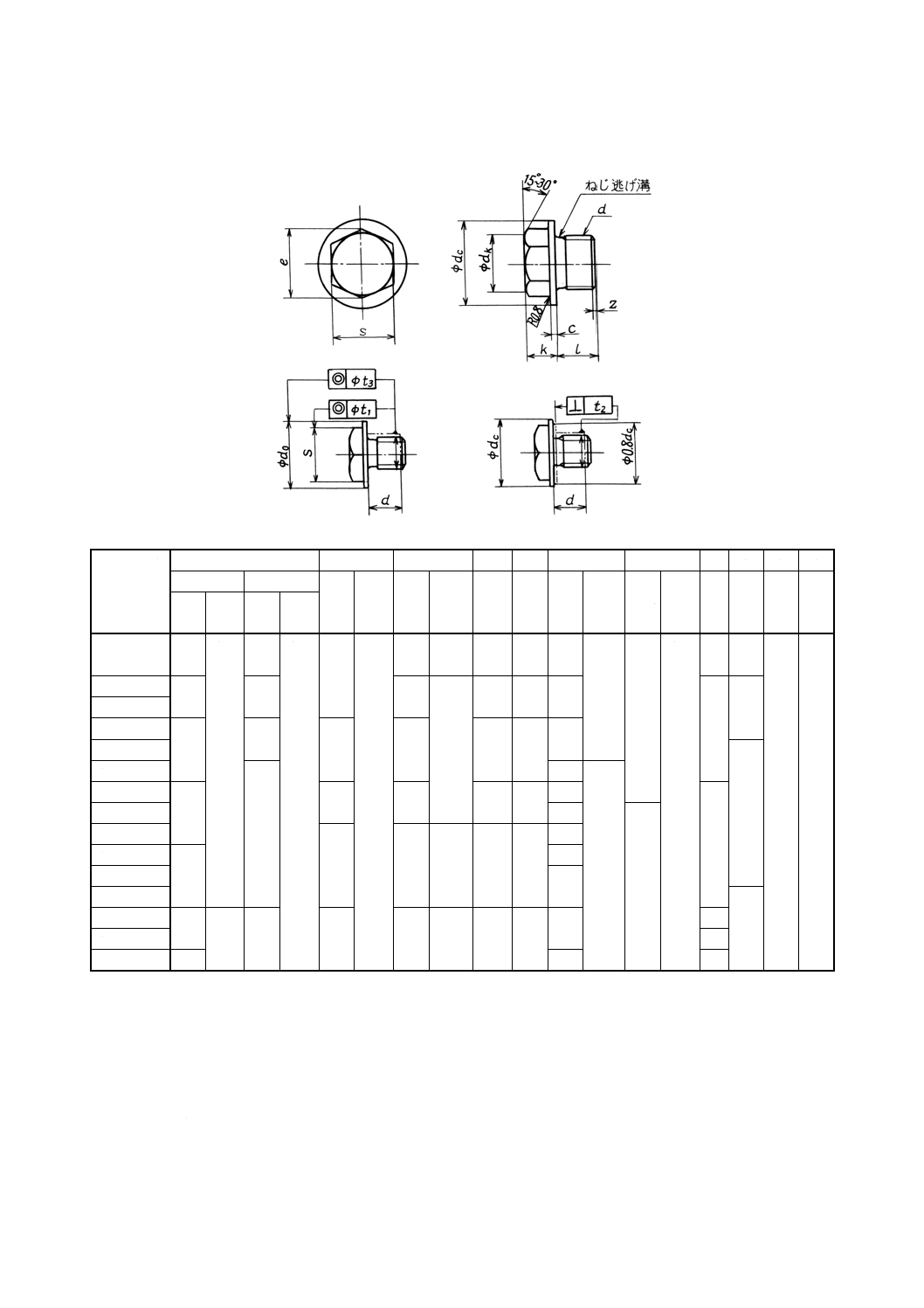
付表5 2種B形メートルねじプラグの形状・寸法
単位 mm
ねじの呼び
d
l
k
s
e
dk
dc
c
z
t1
t2
t3
1系列
2系列
基準
寸法
許容
差
基準
寸法
許容
差
最小
約
基準
寸法
許容
差
基準
寸法
許容
差
約
基準
寸法
許容
差
基準
寸法
許容
差
M8
8
±0.3
6
±0.3
7
±0.2
10
0
−0.22
10.95
9.5
13
0
−0.5
2
±0.2
1
0.44
0.15
0.54
M10×1.25
10
7
12
0
−0.27
13.14
11.5
16
1.3
0.54
M10
M12×1.25
12
8
8
14
15.38
13.5
18
M12
0.66
(M14×1.5)
10
20
0
−1
M16×1.5
14
9
17
18.74
16.5
22
1.5
(M18×1.5)
24
3
M20×1.5
11
19
0
−0.33
20.91
18.0
26
(M22×1.5)
16
28
M24×1.5
32
(M24×2)
0.78
M30×1.5
−
−
12
12
32
0
−0.39
35.40
31.0
38
2
(M30×2)
1.5
M36×1.5
44
2
備考1. ねじの逃げ溝の形状・寸法は,付表7による。
2. 括弧を付けたねじは,なるべく使用しない。
3. l寸法は,特に指定がない限り,1系列を使用する。
4. ねじ先の形状は,面取り先とする。ただし,指定によってあら先としてもよい。
5. 頭部のくぼみの有無及びくぼみを付ける場合のその形状は,注文者から特に指定がない限り,製造業者の任
意とする。
6. z部は丸みでもよい。ただし,その半径の大きさは,z寸法と同じにする。
7. t1及びt3は,JIS B 1021の部品等級Aによる。
参考1. M8〜M12のねじ先にパイロットを付ける場合の,パイロットの形状・寸法を,附属書表2に示す。
2. ガスケットの寸法を,附属書表3に示す。
10
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表6 2種C形メートルねじプラグの形状・寸法
単位 mm
ねじの
呼び
d
l
k
s
e
dk
t
w
z
t1
t2
t3
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容差
最小
基準
寸法
許容
差
最小
最小
約
M10×1.25
8
±0.3 3
±0.2 5
+0.095
5.72 16
0
4
1.5
1.3
0.44
0.15
0.54
M10
+0.020
−1
1.5
5
1.3
0.54
M12×1.25
6
6.86 18
M12
1.8
(M14×1.5) 14
20
1.5
0.66
M16×1.5
8
+0.115
9.15 22
(M18×1.5)
4
+0.025
24
2.5
M20×1.5
10
11.43 26
6.5
0.66
(M22×1.5)
28
M24×1.5
12
+0.142 13.72 32
0.78
(M24×2)
+0.032
2
M30×1.5
12
14
16.00 38
1.5
(M30×2)
2
M36×1.5
17
+0.2
+0.05
19.44 44
1.5
0.78
備考1. ねじの逃げ溝の形状・寸法は,付表7による。
2. 括弧を付けたねじは,なるべく使用しない。
3. sの寸法許容差は,JIS B 1021の部品等級Aの1欄による。
4. z部は丸みでもよい。ただし,その半径の大きさは,z寸法と同じにする。
5. t1及びt3は,JIS B 1021の部品等級Aによる。
参考1. M10〜M12のねじ先にパイロットを付ける場合の,パイロットの形状・寸法を,附属書表2に示す。
2. ガスケットの寸法を,附属書表3に示す。
11
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
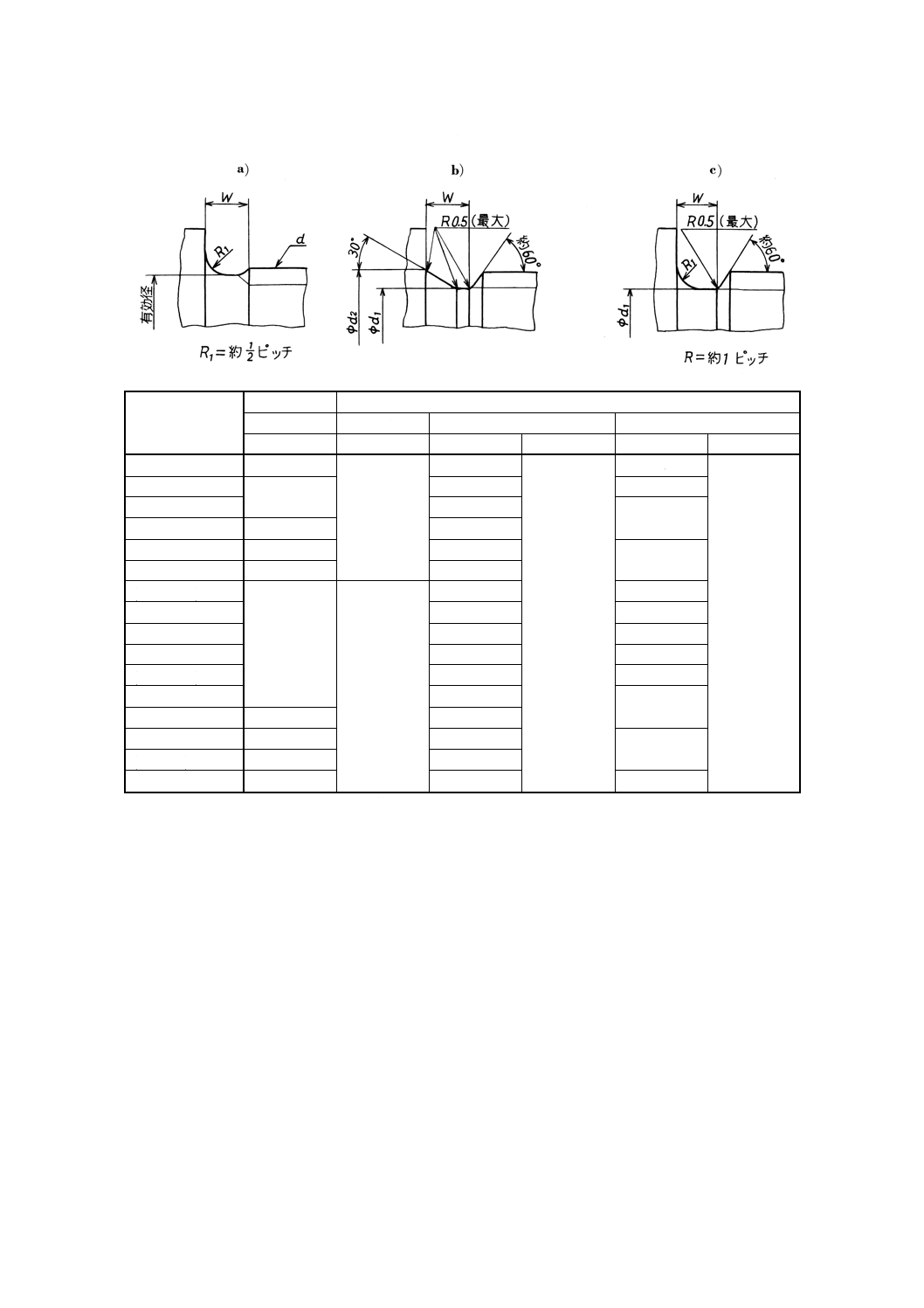
付表7 ねじ逃げ溝部の形状・寸法
単位 mm
ねじ
d
a)
b),c)
W
W
d1
d2
最大
最大
基準寸法
許容差
基準寸法
許容差
M6
2
2.5
4.5
0
6
+0.2
M8
2.5
6
−0.2
8
0
M10×1.25
8
10
M10
3
7.5
M12×1.25
2.5
10
12
M12
3.5
9.5
(M14×1.5)
3
3
11.5
14
M16×1.5
13.5
16
(M18×1.5)
15.5
18
M20×1.5
17.5
20
(M22×1.5)
19.5
22
M24×1.5
21.5
24
(M24×2)
4
21
M30×1.5
3
27.5
30
(M30×2)
4
27
M36×1.5
3
33.5
36
備考1. この表は,付表4〜6のねじ逃げ溝に適用する。
2. 括弧を付けたねじは,なるべく使用しないのがよい。
3. a)のW寸法は,JIS B 1006のa)の“短”による。
12
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) ねじ先のパイロット及びガスケットの形状・寸法
序文 この附属書(参考)は,ねじ先にパイロットを付ける場合の形状・寸法及びメートルねじプラグを
取り付ける際に用いるガスケットの形状・寸法を参考のために示すものであり,規定の一部ではない。
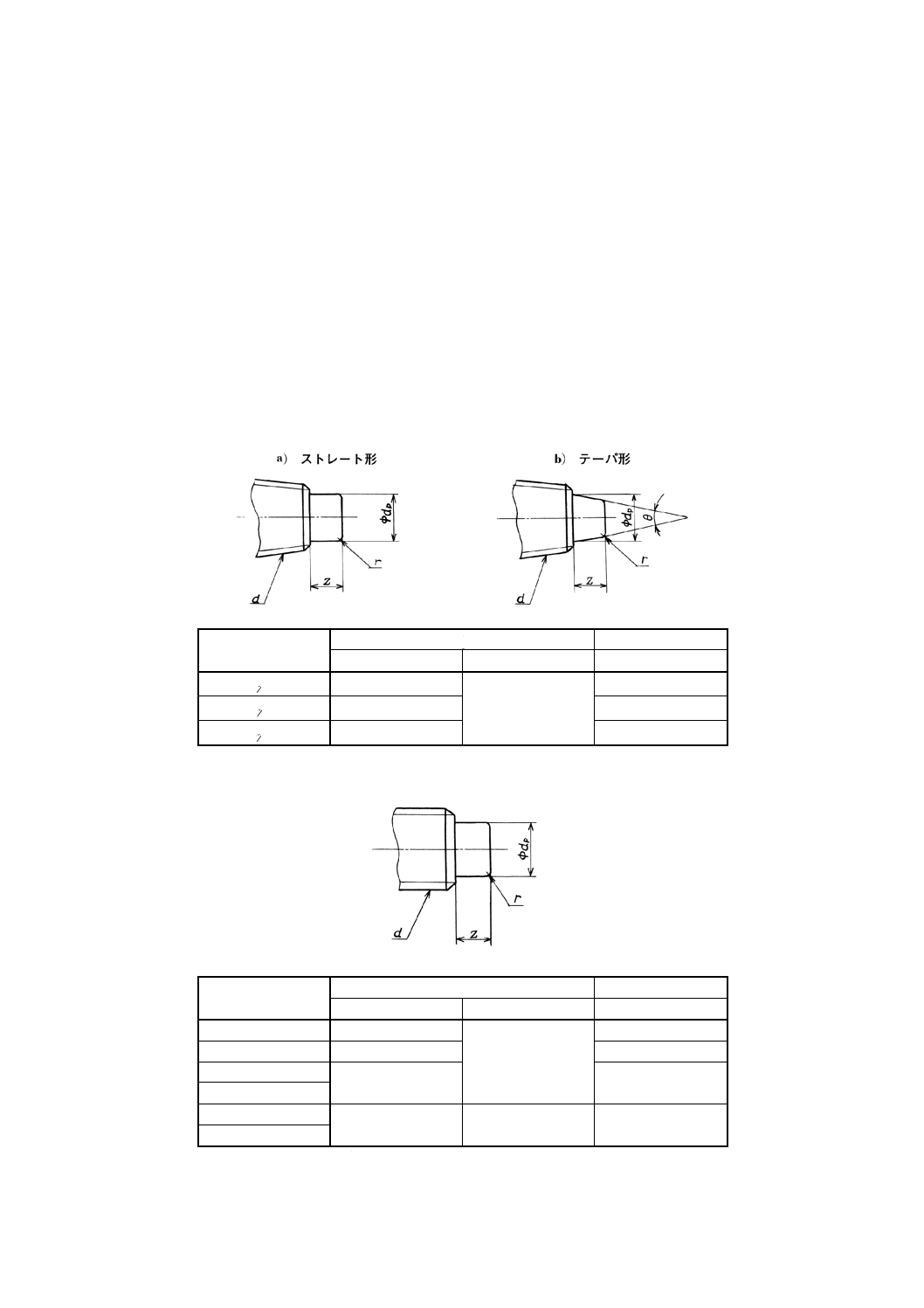
1. ねじ先のパイロット ねじ先にパイロットを付ける場合の形状・寸法は,附属書表1又は附属書表2
による。
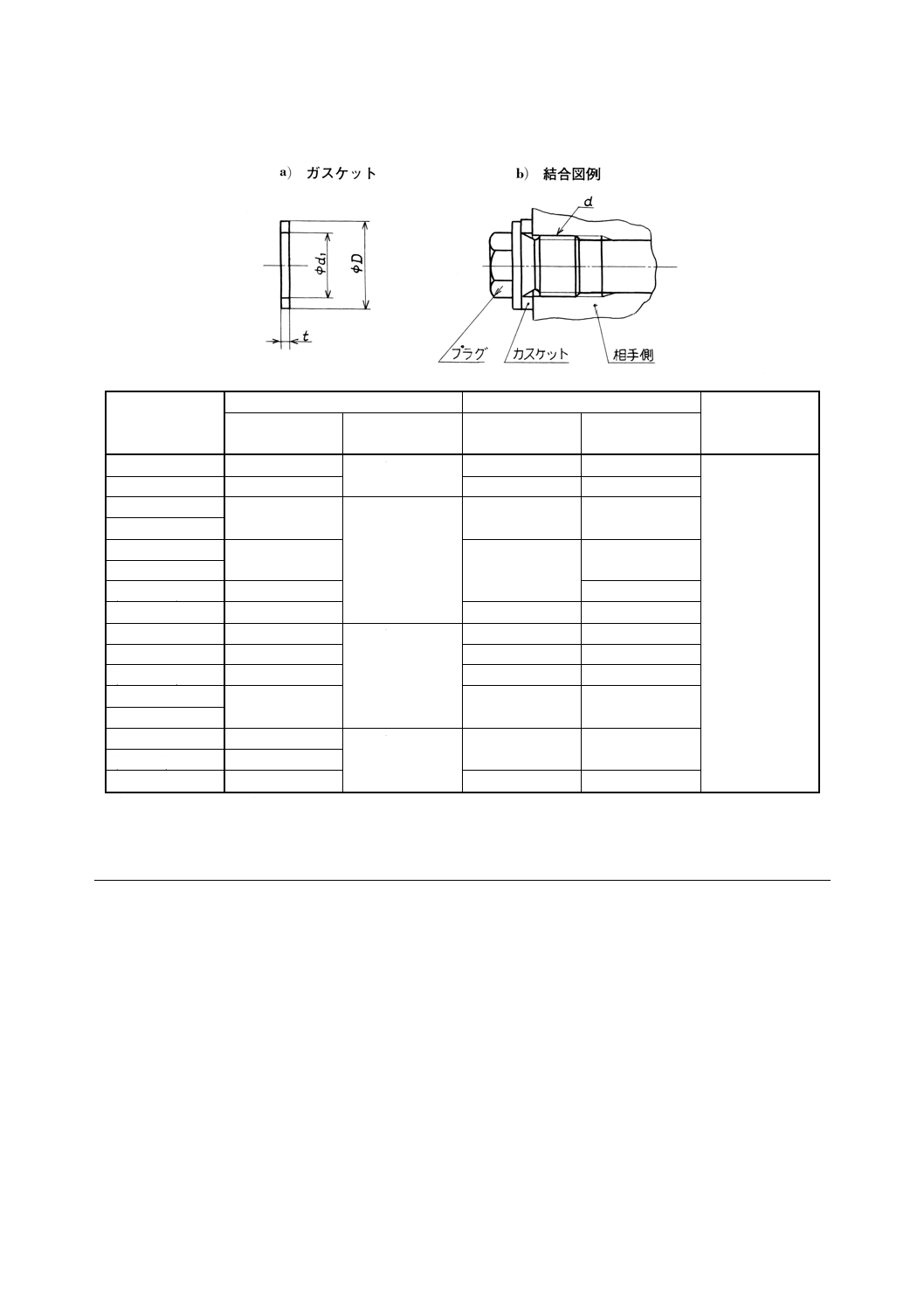
2. ガスケット 2種のプラグにガスケットを付ける際に用いるガスケットの形状・寸法は,附属書表3
による。
附属書表1 1種のねじ先のパイロット形状・寸法
単位 mm
ねじ
d
dp
z
基準寸法
許容差
約
R
8
1
8
0
−0.2
4
R
4
1
10
5
R
8
3
12
6
備考 r及びθは,注文者の指定による。
附属書表2 2種のねじ先のパイロット形状・寸法
単位 mm
ねじ
d
dp
z
基準寸法
許容差
約
M6
4
0
−0.2
3
M8
6
4
M10×1.25
8
6
M10
M12×1.25
10
6
M12
備考 r及びθは,注文者の指定による。
13
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表3 2種のプラグのガスケット形状・寸法
単位mm
ねじd
d1
D
t(1)
基準寸法
許容差
2種A形
最大
2種B形
最大
M6
6.2
+0.25
0
10
−
1.0〜3.0
M8
8.2
14
13
M10×1.25
10.2
+0.3
17
16
M10
0
M12×1.25
12.2
19
18
M12
(M14×1.5)
14.2
20
M16×1.5
16.2
22
22
(M18×1.5)
18.2
+0.35
24
24
M20×1.5
20.2
0
27
26
(M22×1.5)
22.2
30
28
M24×1.5
24.3
32
32
(M24×2)
M30×1.5
30.3
+0.4
41
38
(M30×2)
0
M36×1.5
36.3
50
44
注(1) tは,ねじの逃げ溝の種類,ねじのピッチ及びガスケットの材料(非鉄金属,非金属など)の組合せによっ
て選択する。
備考 括弧を付けたねじは,なるべく使用しない。
関連規格 FRS 7302 六角穴付きテーパねじプラグ(日本ねじ研究協会規格)
SAE J531a Automotive Pipe, Filler and Drain Plugs
SAE J532a Automotive Straight Thread Filler and Drain Plugs
14
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
社団法人 自動車技術会要素部会ねじ部品分科会 構成表
氏名
所属
(分科会長)
星 加 芳 明
日産自動車株式会社ボデー実験部
(幹事)
新 井 正
日産自動車株式会社設計管理部
(委員)
芦 野 国 男
株式会社浅川製作所技術部
石 塚 伸 吾
株式会社トープラ技術開発部
伊 藤 隆 彦
株式会社青山製作所生産企画本部
井 上 英 夫
株式会社フセラシ群馬工場品質総括室
生 形 覚
日産デイーゼル工業株式会社開発管理部
小 澤 興 一
株式会社互省製作所技術部
小 田 稔
中庸スプリング株式会社技術部
梶 利 彦
ダイハツ工業株式会社技術管理部
加 藤 政 一
富士重工業株式会社開発本部技術管理部
門 屋 章
日本発条株式会社精密ばね生産本部
木 村 進 一
尾張精機株式会社技術部
郷 土 健 二
株式会社本田技術研究所栃木研究所図面管理ブロック
近 藤 修
トヨタ自動車株式会社設計管理部
近 藤 清 隆
いすゞ自動車株式会社技術情報管理部
佐々木 正 人
スズキ株式会社技術管理部
佐 藤 正 英
株式会社東郷製作所技術部
篠 田 誠 一
三菱自動車工業株式会社トラック・バス開発本部管理部
柴 田 重 光
株式会社杉浦製作所品質保証部
鈴 木 穣
ミニベア株式会社藤沢製作所技術部
田 中 誠之助
株式会社佐賀鉄工所技術部
津 金 秀 幸
通商産業省工業技術院標準部機械規格課
冨 樫 晃
社団法人日本自動車部品工業会技術部
中 戸 荘三郎
株式会社オチアイ技術部
中 野 徹
日野自動車工業株式会社技術管理部
中 村 智 男
日本ねじ研究協会
中 靖 彦
特殊発條興業株式会社技術部
西 山 信 夫
株式会社名古屋螺子製作所技術本部
船 田 功
日発精密工業株式会社横手工場
松 田 好 央
社団法人日本ばね工業会技術部
三 好 正 一
株式会社パイオラックス設計部
村 尾 泰 造
日東精工株式会社ファスナー事業部技術開発部
村 田 善 一
株式会社山科精工所技術開発グループ
森 田 孝
ヤマハ発動機株式会社開発支援室
山 岸 章
株式会社サトーラシ
由 田 拓 夫
株式会社ニフコ開発企画部
(事務局)
武 藤 博
社団法人自動車技術会
15
D 2101 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ねじプラグ改正原案作成小委員会 構成表
氏名
所属
(主査)
生 形 覚
日産ディーゼル工業株式会社開発管理部
(幹事)
小 澤 興 一
株式会社互省製作所技術部
(委員)
芦 野 国 男
株式会社浅川製作所技術部
神 谷 鈴 治
トヨタ自動車株式会社設計管理部
篠 田 誠一
三菱自動車工業株式会社トラック・バス開発本部管理部
柴 田 重 光
株式会社杉浦製作所品質保証部
渡 口 浩
いすゞ自動車株式会社技術情報管理部
中 野 徹
日野自動車工業株式会社技術管理部
中 村 智 男
日本ねじ研究協会
納 庄 治
株式会社本田技術研究所栃木研究所図面管理ブロック
山 岸 章
株式会社サトーラシ
渡 辺 巌
日産自動車株式会社第二ドライブトレーン開発部
(事務局)
武 藤 博
社団法人自動車技術会