1
D
1
2
0
1
:
1
9
9
8
解
説
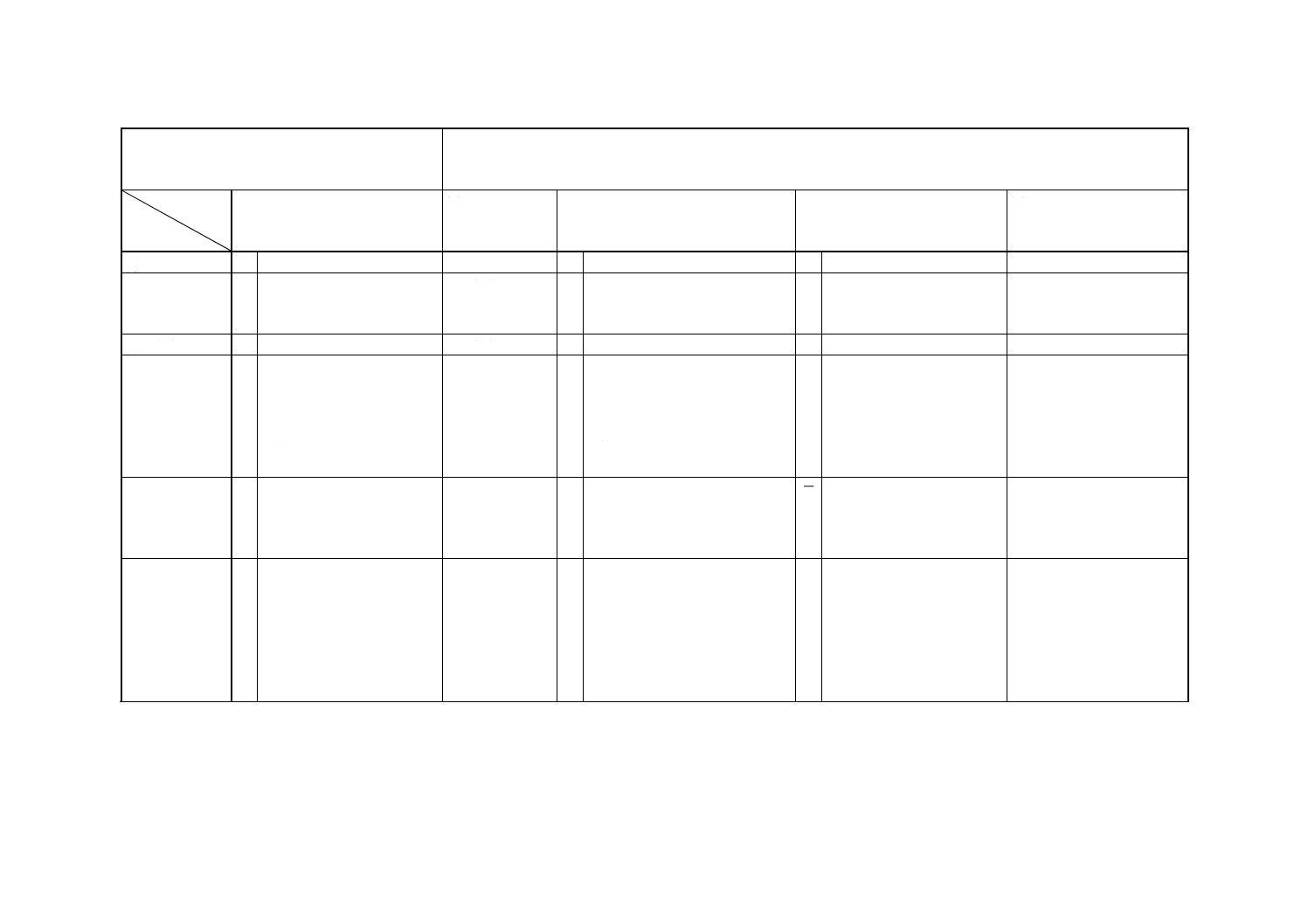
解説表1 JISと対応する国際規格との対比表
JIS D 1201 : 1998 自動車,及び農林用のトラク
タ・機械装置−内装材料の燃焼性
試験方法
ISO 3795 : 1989 自動車,及び農林用のトラクタ・機械装置−内装材料の燃焼性試験方法
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
(1) 適用範囲
○ 燃焼試験について規定する。 ISO 3795
○ 燃焼試験について規定する。
≡
(2) 用語・記号 ○ 燃焼速度
複合材料
露出面
ISO 3795
○ 燃焼速度
複合材料
露出面
≡
(3) 試験の種類 ○ 燃焼試験
ISO 3795
○ 燃焼試験
≡
(4) 試験の項目
燃焼試験
○ 測定原理
装置及び器具
試験片
試験方法
計算
試験報告書
ISO 3795
○ 測定原理
装置及び器具
試験片
試験方法
計算
試験報告書
≡
(5) 共通的条件
(試験状態,
試験条件)
○ 試験場所の換気条件を具体
的に示している。試験におけ
る温度,湿度を規定してい
る。
ISO 3795
○ 試験場所の換気条件を具体的に
示している。試験における温度,
湿度を規定している。
≡
(6) 装置・器具 ○ 試験片取付具
・試験片に取付具のピンの入
る穴を開け,固定
・すべてワイヤ使用
ISO 3795
○ 試験片取付具
・試験片に取付具のピンの入る穴
を開け,固定
・すべてワイヤ使用
ADP 公差の表示方法が異なる。 ISOの公差表示が不明確な
ため,明確にした。
JISの寸法の装置,器具で試
験した結果は,ISOの装置,
器具で試験した結果と同等
である。
○ 寸法公差の明確化
−
2
D
1
2
0
1
:
1
9
9
8
解
説
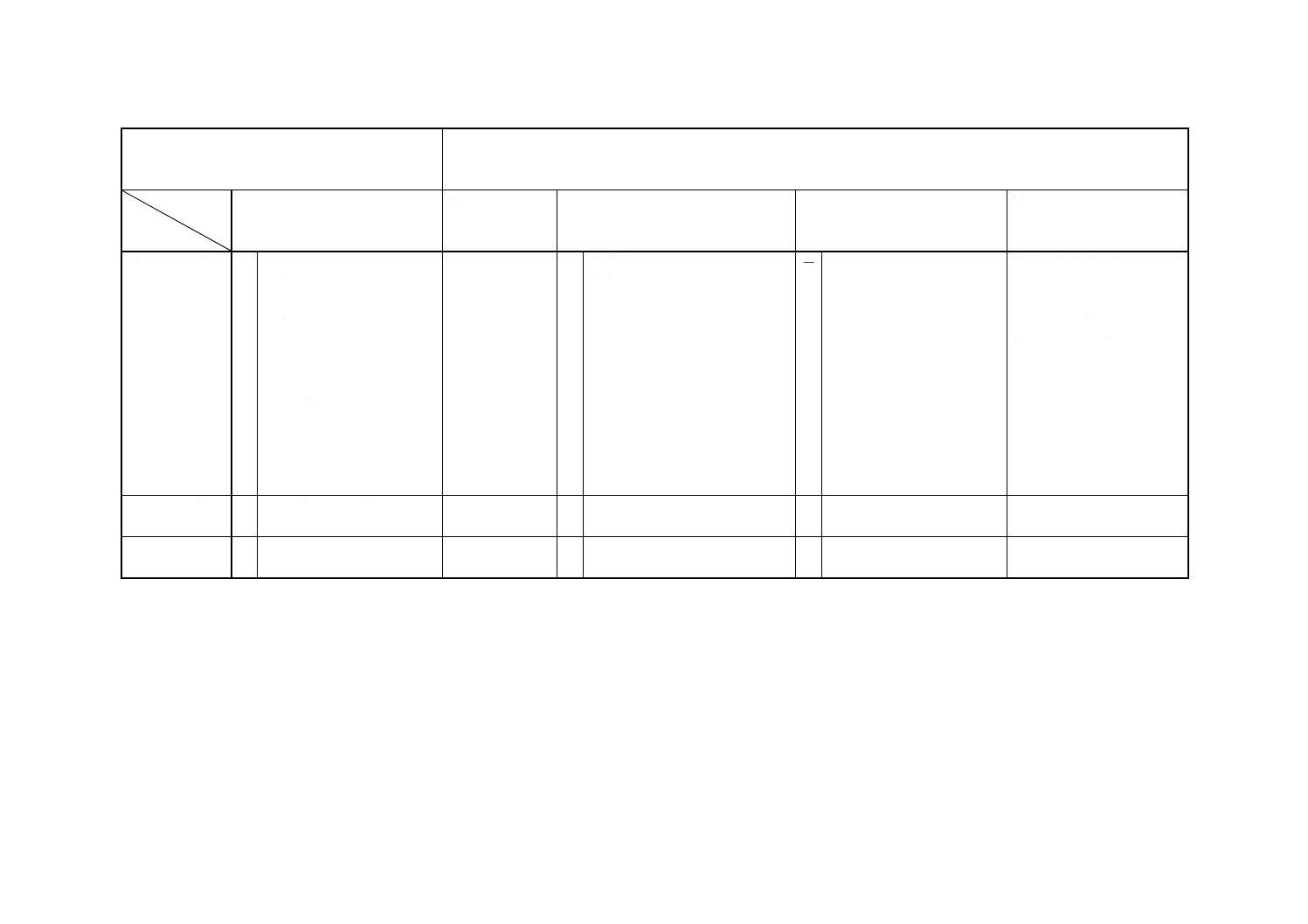
解説表1 JISと対応する国際規格との対比表(続き)
JIS D 1201 : 1998 自動車,及び農林用のトラク
タ・機械装置−内装材料の燃焼性
試験方法
ISO 3795 : 1989 自動車,及び農林用のトラクタ・機械装置−内装材料の燃焼性試験方法
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
(7) 材料・試料 ○ 試験片の寸法 (mm),
条件
・幅356×長さ100×厚さ13
以下
・幅356×長さ3〜60×厚さ
13以下
・幅138以上×長さ60〜100
×厚さ13以下
・製品から採取
ISO 3795
○ 試験片の寸法 (mm),
条件
・幅356×長さ100×厚さ13以下
・幅356×長さ3〜60×厚さ13以
下
・幅138以上×長さ60〜100×厚
さ13以下
・製品から採取
= 試験片の採取の対象範囲を
拡大した。
実際に試験片を採取する場
合には,製品だけから採取す
るのはまれである。同じロッ
ト又は同等成分であっても,
製品と同等のデータが得ら
れ,実用的であることから,
JISにおける試験片の採取
の対象範囲を拡大した。
○ ・同じロット,同等成分から
採取したものでも試験片
として使用可
−
(8) 手順・方法 ○ 燃焼距離,燃焼時間から燃焼
速度を計算する。
ISO 3795
○ 燃焼距離,燃焼時間から燃焼速度
を計算する。
≡
(9) その他
(報告書)
○ 燃焼速度のほか,試験片の寸
法などを記入
ISO 3795
○ 燃焼速度のほか,試験片の寸法な
どを記入
≡
備考1. 対比項目(I)及び(III)の小欄で“○”は該当する項目を規定している場合,“−”は規定していない場合を示す。
2. 対比項目(IV)の小欄の記号の意味は,次による。
“≡”:JISと国際規格との技術的内容は同等である。
“=”:JISと国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
“ADP”:JISは,国際規格と対応する部分を国際規格そのまま変更なしで採用している。
ただし,採用した部分において,JISとして必要な規定内容を追加し,又は適用範囲,規定項目及び/又は規定内容の一部を不採用としている。