C 9300-13:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 環境条件························································································································· 2
5 形式検査························································································································· 2
5.1 検査条件 ······················································································································ 2
5.2 測定器 ························································································································· 2
5.3 検査の順序 ··················································································································· 2
6 設計······························································································································· 2
7 電撃の防護 ······················································································································ 3
7.1 電圧降下 ······················································································································ 3
7.2 帯電部の保護 ················································································································ 3
8 温度定格························································································································· 3
8.1 温度上昇 ······················································································································ 3
8.2 高温物体への耐力 ·········································································································· 4
9 機械的要求事項 ················································································································ 5
9.1 保持方法 ······················································································································ 5
9.2 溶接ケーブルの入り口 ···································································································· 5
9.3 溶接ケーブルの接続 ······································································································· 5
9.4 落下耐量 ······················································································································ 5
10 表示 ····························································································································· 5
11 取扱説明書 ···················································································································· 6
附属書JA(規定)タイプJ····································································································· 7
附属書JB(参考)JISと対応国際規格との対比表 ······································································· 8
C 9300-13:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本溶接協会(JWES)及び一
般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS C 9300の規格群には,次に示す部編成がある。
JIS C 9300-1 第1部:アーク溶接電源
JIS C 9300-3 第3部:アーク起動及びアーク安定化装置
JIS C 9300-5 第5部:ワイヤ送給装置
JIS C 9300-6 第6部:限定使用率アーク溶接装置
JIS C 9300-7 第7部:トーチ
JIS C 9300-10 第10部:電磁両立性(EMC)要求(予定)
JIS C 9300-11 第11部:溶接棒ホルダ
JIS C 9300-12 第12部:溶接ケーブルジョイント
JIS C 9300-13 第13部:溶接クランプ
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 9300-13:2014
アーク溶接装置−第13部:溶接クランプ
Arc welding equipment-Part 13: Welding clamp
序文
この規格は,2011年に第1版として発行されたIEC 60974-13を基に作成した日本工業規格であるが,
我が国の実態に合わせるため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
また,附属書JAは対応国際規格にはない事項である。変更の一覧表にその説明を付けて,附属書JBに示
す。
IEC 60974-13と整合化が困難な規定内容は,JIS固有の規定をタイプJとして追加規定した。
1
適用範囲
この規格は,溶接プロセスに用いる,母材に道具なしで電気的接続ができるよう設計した溶接クランプ
の性能要件及び安全要件について規定する。
この規格は,水中溶接及びプラズマ切断のための溶接クランプには適用しない。
この規格は,溶接ケーブルの要求事項は規定していない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 60974-13:2011,Arc welding equipment−Part 13: Welding clamp(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 1102-2 直動式指示電気計器 第2部:電流計及び電圧計に対する要求事項
JIS C 9300-1 アーク溶接装置−第1部:アーク溶接電源
注記 対応国際規格:IEC 60974-1:2005,Arc welding equipment−Part 1: Welding power sources(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS C 9300-1によるほか,次による。
3.1
溶接クランプ(welding clamp,work clamp, US,return current clamp, UK)
母材側ケーブルを母材に接続する機器。
2
C 9300-13:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
定格電流(rated current)
使用率60 %において,溶接クランプが許容温度上昇以下の場合の,製造業者が指定する電流。
3.3
保持方法(retaining means)
母材に適切に接続したとき,溶接クランプを適正な位置になるように保ち,故意でない離脱を防止する
ための機械的な方法。
3.3A
タイプJ
溶接クランプの寸法要求に,我が国固有の規定を適用したタイプ。
4
環境条件
溶接クランプは,次の環境条件下で使用できなければならない。
a) 周囲温度 溶接中:−10 ℃〜+40 ℃
b) 大気の相対湿度:40 ℃で50 %以下
20 ℃で90 %以下
溶接クランプは,機能及び性能を損ねることなく周囲温度−20 ℃〜+55 ℃の保管及び運搬に耐えなけ
ればならない。
5
形式検査
5.1
検査条件
全ての形式検査は,新品で完全に組み立てた同一の溶接クランプで行う。
全ての形式検査は,周囲温度10 ℃〜40 ℃の間で行う。
5.2
測定器
測定器の確度(精度)は,次による。
a) 電気的測定器
1) 電気指示計器は,JIS C 1102-2の階級指数1又はそれ以上とする。
b) 温度計:±2 K
5.3
検査の順序
形式検査は,次の順序で行う。
a) 目視検査
b) 温度上昇(8.1参照)
c) 保持方法(9.1参照)
d) 落下耐量(9.4参照)
e) 電圧降下(7.1参照)
なお,これ以外の形式検査は,任意の順序で行うことができる。
6
設計
溶接クランプの分類は,接続できる溶接ケーブル断面積の適合範囲で示す。
試験電流の値は,適合範囲の最大断面積に基づき定めた表1に示す電流値とする。ただし,タイプJは,
3
C 9300-13:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.1による。それぞれの溶接クランプは,表1又は表JA.1の適合範囲に示す最小断面積の溶接ケーブ
ルを接続できなければならない。また,適合範囲に示す最小断面積を小さく設定し,溶接クランプの適合
範囲を広げてもよい。
表1−溶接クランプの試験電流と溶接ケーブル断面積との関係
溶接ケーブルの断面積
最小限の適合範囲
mm2
使用率60 %における
溶接クランプの試験電流
A
使用率100 %における
溶接クランプの試験電流
A
6以下
80
70
6〜10
125
87
10〜16
150
117
16〜25
200
157
25〜35
250
196
35〜50
300
248
50〜70
400
309
70〜95
500
374
注記 100 %使用率の試験電流は,CENELEC HD 516 S2の表10に示すケーブルの通電能力から
決まる。
合否判定は,適合する溶接ケーブルの断面積の測定による。
7
電撃の防護
7.1
電圧降下
新しい状態の溶接クランプは,次の電圧検査での通電能力を満足しなければならない。
合否判定は,次の試験による。
この試験は,二つの溶接クランプを使用する。それぞれの表1又は表JA.1で示す最大断面積のケーブル
をクランプの設計した取付け方法で接続する。取り付けた溶接クランプは,300 mm×75 mm×12 mmの軟
鋼板のそれぞれの長尺の端に接続する。ケーブルの他の端を電源に接続して回路を形成する。両方の溶接
クランプと軟鋼板とを通して試験電流を流す。電圧は,ケーブルの端から10 mm離れた二つのケーブル間
で測定する。電圧降下は,試験電流100 A当たり0.08 V以下でなければならない。
7.2
帯電部の保護
故意でない母材への接触に対して,溶接クランプは,保護しても保護しなくてもよい。
8
温度定格
8.1
温度上昇
正常に軟鋼板を挟んだ溶接クランプの温度上昇は,表1又は表JA.1に示す最大断面積のすずめっきなし
の銅線の溶接ケーブルを取り付けた状態で,試験電流を通電したとき,外部表面の最も熱い箇所が45 Kを
超えてはならない。
注記 この値は,周囲温度(最大40 ℃)に関連する温度上昇値。
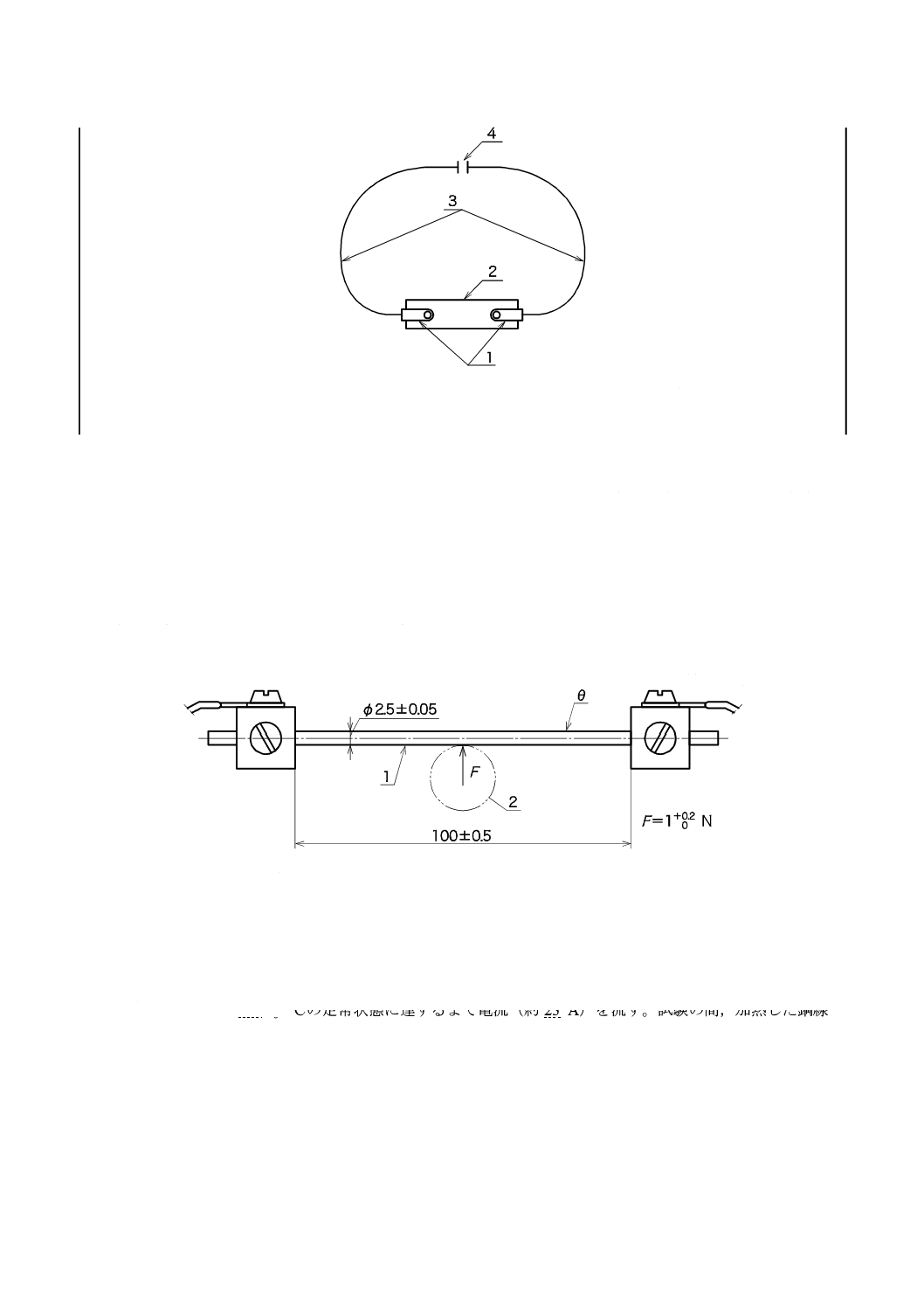
合否判定は,次の試験による(図0A参照)。
4
C 9300-13:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 溶接クランプ 2 軟鋼板 3 溶接ケーブル 4 溶接電源
図0A−温度試験における配置
この試験は,7.1で規定した電圧降下試験条件で行う。表1又は表JA.1で与えられた100 %の直流試験
電流を,溶接クランプの温度上昇が2 K/hを超えなくなるまで通電する。全ての試験期間の間,直流試験
電流値は許容公差±2 %以下に保たなければならない。
8.2
高温物体への耐力
絶縁された溶接クランプの絶縁物は,発火することなく,高温物体及び通常の溶接で発生する溶接スパ
ッタの影響に耐える能力をもっていなければならない。
合否判定は,図1に従った装置を用いた結果による。
単位 mm
1 18/8クロムニッケル鋼線 θ=試験温度
2 溶接クランプ
注記 鋼線のφ2.5±0.05が手に入らない場合は,φ2.6±0.05を使用してもよい。
図1−高温物体に対する耐力試験装置
鋼線の温度θが,250 05
+ ℃の定常状態に達するまで電流(約23 A)を流す。試験の間,加熱した鋼線
の温度を維持する。この温度は,接触温度計又は熱電対によって測定する。
次に水平状態の加熱した鋼線を2分間,溶接クランプの絶縁物に当てる。加熱した鋼線が絶縁体を貫通
して充電部に接触してはならない。
加熱した鋼線の接触領域において発生する可能性があるガスに,電気スパーク又は小さい火炎に近づけ
て引火を試みる。そのガスが可燃性である場合,加熱した鋼線を取り除いた後,直ちに燃焼が止まらなけ
ればならない。
5
C 9300-13:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
機械的要求事項
9.1
保持方法
溶接クランプは,普通の作業での電気的接触を維持し,かつ,長さ方向の引張りによる故意でない分離
を防止しなければならない。
溶接クランプに取り付けられているスプリングは,表1又は表JA.1に示す試験電流を流す能力がある固
定した導線によってバイパスしていない限り,電流の通路の一部を構成してはならない。
合否判定は,目視検査及び次の検査による。
溶接クランプは,製造業者の指定する最大断面積の長さ5 mの溶接ケーブルを接続する。溶接ケーブル
は,長さ0.4 m以下の束に折りたたむ。溶接クランプは,製造業者の推奨する母材厚さの軟鋼に取り付け
る。ケーブルの束によって溶接クランプに垂直方向の力を1分間かけるため鉄板をつ(吊)るす。
溶接クランプが鉄板に付いている場合,試験は合格とする。
9.2
溶接ケーブルの入り口
溶接クランプの溶接ケーブルの入り口は,曲げによって溶接ケーブルに損傷を与えないように設計しな
ければならない。
合否判定は,目視検査による。
9.3
溶接ケーブルの接続
溶接クランプは,製造業者が指定する溶接ケーブル断面積の範囲内で取替えができるよう設計しなけれ
ばならない。接続部は,分離することなく機械的引張試験に耐えなければならない。溶接クランプは,ア
ダプタによって適用範囲を拡大してもよい。
合否判定は,目視検査及び次の試験による。
溶接クランプは,最大断面積の溶接ケーブルを用い,製造業者の指示に従って接続する。接続部は,溶
接ケーブルの断面積当たり40 N/mm2,最大2 000 Nの引張力を10回加える。引張力は,1秒で0から指定
した値まで増加し,その後1秒間維持する。
試験の後で溶接ケーブルは,著しいずれがあってはならない。
この試験は,製造業者が指定する最小断面積の溶接ケーブルでも繰り返す。
溶接ケーブルの固定箇所が一つ以上ある場合は,全ての箇所で試験する。
9.4
落下耐量
溶接クランプは,機械的機能を損なうことなく落下試験に耐える能力がなければならない。
合否判定は,次の検査,手動操作及び目視検査による。
厚さ10 mmの鉄板の上方5 mの高さにケーブルを接続しない溶接クランプを持ち上げて初速なしで解放
し,金属ヘッドを落とす。溶接クランプを様々な状態で10回行う。
10
表示
各溶接クランプに,次の項目を明瞭に,かつ,容易に消えないように表示又は記号表記しなければなら
ない。
a) 製造業者,販売業者又は輸入業者の名称又は略号
b) 定格電流
c) 溶接ケーブルの許容最大断面積
d) 溶接ケーブルの許容最小断面積
e) 規格番号(JIS C 9300-13)
6
C 9300-13:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
母材の適合板厚
合否判定は,目視検査及び表示を乾燥した布で15秒間,手でこすることによって行う。試験後において
も,表示は容易に読み取れることが必要である。
11
取扱説明書
各溶接クランプには,次の項目を含む取扱説明書を附属しなければならない。
a) 溶接クランプの正しい接続及び切離し。
b) 溶接ケーブルの正しい接続。
c) 溶接ケーブルの種類及びサイズ(断面積)の選択。
d) 許容電流と使用率との関係。
合否判定は,取扱説明書の記載による。
7
C 9300-13:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
タイプJ
この附属書は,箇条6のタイプJに適用する規定である。
表JA.1−溶接クランプの試験電流と溶接ケーブル断面積との関係
溶接ケーブルの断面積
最小限の適合範囲
mm2
溶接クランプの試験電流
使用率60 %
A
溶接クランプの試験電流
使用率100 %
A
14以下
125
87
14〜22
150
117
22〜38
200
157
38〜50
300
248
60〜80
400
309
80〜100
500
374
注記 溶接ケーブルの断面積は,JIS C 3404に規定したもの,又は相当品を使用する場合を示
す。
参考文献 JIS C 3404 溶接用ケーブル
CENELEC HD 516 S2:1997,Guide to use low voltage harmonized cables(IEC規格本文に整合)
8
C 9300-13:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS C 9300-13:2014 アーク溶接装置−第13部:溶接クランプ
IEC 60974-13:2011,Arc welding equipment−Part 13: Welding clamp
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及
び定義
3
JISとほぼ同じ。
追加
JIS固有のタイプを追加。
実質的な差異はない。
6 設計
タイプJの検査条件
を追加した。
6
表1
選択
我が国の法令に適合させるた
め附属書JAにタイプJを追加
した。
IECに提案する。
我が国の法令の適用及び適用溶
接棒並びにケーブルにJISを引用
したため,固有規定とした。
7 電撃の
防護
表1又は表JA.1
7
JISとほぼ同じ。
追加
タイプJの規定として追加。
溶接棒及びケーブルの規定にJIS
を引用したため。
8 温度定
格
8
JISに同じ。
8.1
JIS C 9300-12の規
定に合わせた。
8.1
JISとほぼ同じ。
変更
JIS C 9300-12と整合されてい
ないため。
IECに提案する。
8.2 図1
高温物体に対する
耐力試験装置
8.2
図1
追加
試験装置用18/8クロムニッケ
ル鋼線にφ2.6±0.05を追加し
た。
国内で入手可能な鋼線はJIS G
4309に従っているため。IECに提
案する。
8.2
鋼線の温度θが,
250 ℃の定常状態
に達するまで電流
(約23 A)を流す。
鋼線の温度θが,300 ℃
の定常状態に達するまで
電流(約25 A)を流す。
変更
JIS C 9300-7の規定と異なる
ため。
IECに提案する。
10 表示
f) 母材の適合板厚
10
−
追加
IEC規格に適合できる板厚が
規定されていないため。
IECに提案する。
2
C
9
3
0
0
-1
3
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
C 9300-13:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
附属書JA
(規定)
表JA.1
溶接クランプの試
験電流と溶接ケー
ブル断面積との関
係(タイプJ)
−
−
追加
JIS固有の規定として追加。
我が国の法令の適用及び適用溶
接ケーブルにJISを引用したた
め,固有規定とした。
JISと国際規格との対応の程度の全体評価:IEC 60974-13:2011,MOD
関連する法規
電気用品安全法技術基準
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
C
9
3
0
0
-1
3
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。