C 9300-11:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 環境条件 ························································································································· 2
5 形式検査 ························································································································· 2
5.1 検査条件 ······················································································································ 2
5.2 検査の順序 ··················································································································· 3
6 設計······························································································································· 3
7 機能······························································································································· 3
8 電撃の防護 ······················································································································ 4
8.1 直接接触に対する防護 ···································································································· 4
8.2 絶縁抵抗 ······················································································································ 4
8.3 絶縁耐力 ······················································································································ 4
9 温度定格 ························································································································· 4
9.1 温度上昇 ······················································································································ 4
9.2 耐熱性 ························································································································· 5
9.3 高温物体への耐力 ·········································································································· 5
10 機械的要求事項 ·············································································································· 6
10.1 溶接ケーブルの入り口 ··································································································· 6
10.2 ハンドルへの溶接ケーブルの絶縁の入り込み ····································································· 6
10.3 溶接ケーブルの接続 ······································································································ 6
10.4 耐衝撃性 ····················································································································· 7
11 表示 ····························································································································· 8
12 取扱説明書 ···················································································································· 8
附属書JA(規定)タイプJ····································································································· 9
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 10
C 9300-11:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
溶接協会(JWES)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣及び経済産業大臣が改正した
日本工業規格である。
これによって,JIS C 9300-11:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣,経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
JIS C 9300の規格群には,次に示す部編成がある。
JIS C 9300-1 第1部:アーク溶接電源
JIS C 9300-3 第3部:アーク起動及びアーク安定化装置
JIS C 9300-5 第5部:ワイヤ送給装置
JIS C 9300-6 第6部:限定使用率アーク溶接装置
JIS C 9300-7 第7部:トーチ
JIS C 9300-10 第10部:電磁両立性(EMC)要求(予定)
JIS C 9300-11 第11部:溶接棒ホルダ
JIS C 9300-12 第12部:溶接ケーブルジョイント
JIS C 9300-13 第13部:溶接クランプ
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 9300-11:2015
アーク溶接装置−第11部:溶接棒ホルダ
Arc welding equipment-Part 11: Electrode holders
序文
この規格は,2010年に第3版として発行されたIEC 60974-11を基とし,我が国の実態に合わせるため,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。また,附
属書JAは対応国際規格にはない事項である。変更の一覧表にその説明を付けて,附属書JBに示す。
IEC 60974-11と整合化が困難な規定内容は,JIS固有の規定をタイプJ(J形ホルダともいう。)として
追加規定するとともに,タイプJの場合は,これを溶接棒ホルダに表示するようにした。
1
適用範囲
この規格は,直径10 mm以下の溶接棒を用いる被覆アーク溶接の手溶接作業に使用する溶接棒ホルダの,
性能要件及び安全要件について規定する。ただし,水中溶接に使用する溶接棒ホルダを除く。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 60974-11:2010,Arc welding equipment−Part 11: Electrode holders(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 0920 電気機械器具の外郭による保護等級(IPコード)
注記 対応国際規格:IEC 60529:2001,Degrees of protection provided by enclosures (IP Code)(IDT)
JIS C 1102-2 直動式指示電気計器 第2部:電流計及び電圧計に対する要求事項
JIS C 1302 絶縁抵抗計
JIS C 9300-1 アーク溶接装置−第1部:アーク溶接電源
注記 対応国際規格:IEC 60974-1:2005,Arc welding equipment−Part 1: Welding power sources(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS C 9300-1によるほか,次による。
3.1
溶接棒ホルダ(electrode holder)
溶接棒を挟み,運棒を行うとともに,3.2の頭部に対し電気的な接続を保障するように意図した被覆アー
2
C 9300-11:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ク溶接のための絶縁した道具(以下,ホルダという。)。
3.2
頭部(head)
ホルダの一部であって,溶接棒の挿入,固定,及び溶接棒への通電などを行うために,空洞,あごなど
をもつ部分。
3.3
ハンドル(handle)
溶接作業時に手で握るように設計した部分。
3.4
レバー(lever)
溶接棒を挟み込むときに,力を加えて押す部分。
3.5
定格電流(rated current)
使用率60 %において,ホルダが許容温度上昇以下の場合の,製造業者が指定する電流。
3.6
A形ホルダ(type A electrode holder)
JIS C 0920の関節付きテストフィンガが触れる充電部がないホルダ。
3.7
B形ホルダ(type B electrode holder)
A形ホルダ以外で,最大溶接棒径に相当する径の球が触れる充電部が頭部にないホルダ[8.1 b) 参照]。
3.7 A
タイプJ
寸法要求に,我が国固有の規定を適用したB形ホルダ。
4
環境条件
ホルダは,次の環境条件下で使用できなければならない。
a) 周囲温度範囲
溶接中:−10 ℃〜+40 ℃
b) 大気の相対湿度: 40 ℃で50 %以下
20 ℃で90 %以下
ホルダは,機能及び性能を損ねることなく,周囲温度−20 ℃〜+55 ℃の保管及び運搬に耐えなければ
ならない。
5
形式検査
5.1
検査条件
全ての形式検査は,新品で完全に組み立てた同一のホルダで行う。
全ての形式検査は,周囲温度10 ℃〜40 ℃の間で行う。
測定器の確度(精度)は,次による。
a) 電気的測定器
1) 電気指示計器は,JIS C 1102-2の階級指数1又はそれ以上。
3
C 9300-11:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 絶縁耐力試験の電圧の測定は,JIS C 1102-2の階級指数2.5又はそれ以上の確度(精度)の電圧計。
3) 絶縁抵抗の測定は,JIS C 1302の500 V絶縁抵抗計。
b) 温度計:±2 K
5.2
検査の順序
形式検査は,次の順序で行う。
a) 目視検査
b) 温度上昇(9.1参照)
c) 耐衝撃性(10.4参照)
d) 絶縁抵抗(8.2参照)
e) 絶縁耐力(8.3参照)
なお,これ以外の形式検査は,任意の順序で行うことができる。
6
設計
ホルダは,使用率60 %の定格電流を表示し,表1に示す寸法要求と一致しなければならない。ただし,
タイプJは附属書JAによる。
ホルダを使用率35 %において使用する場合,電流は表の1行次に大きい定格電流値を用いてもよい。こ
の場合において定格電流500 Aの場合の最高電流値は,600 Aとする。
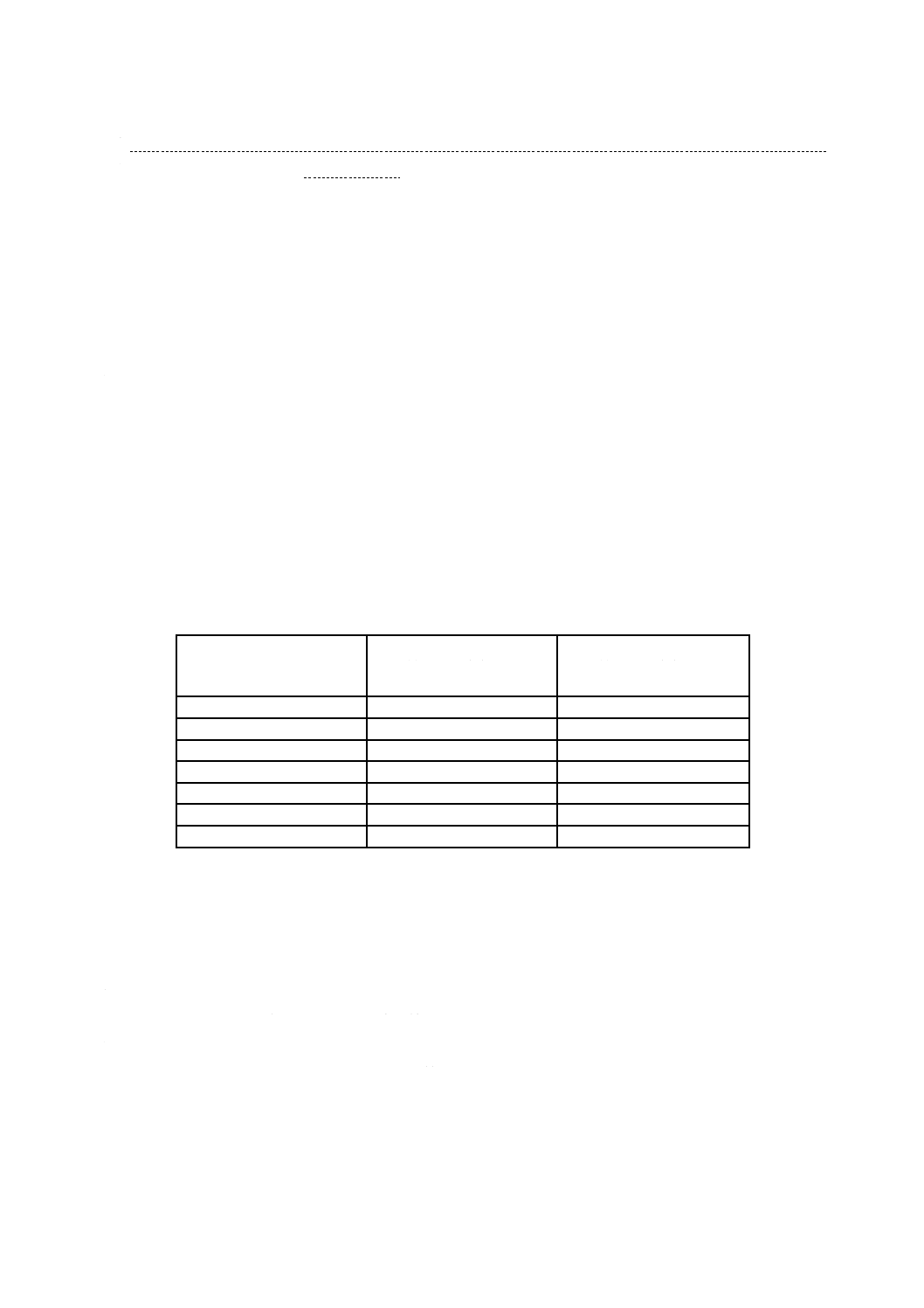
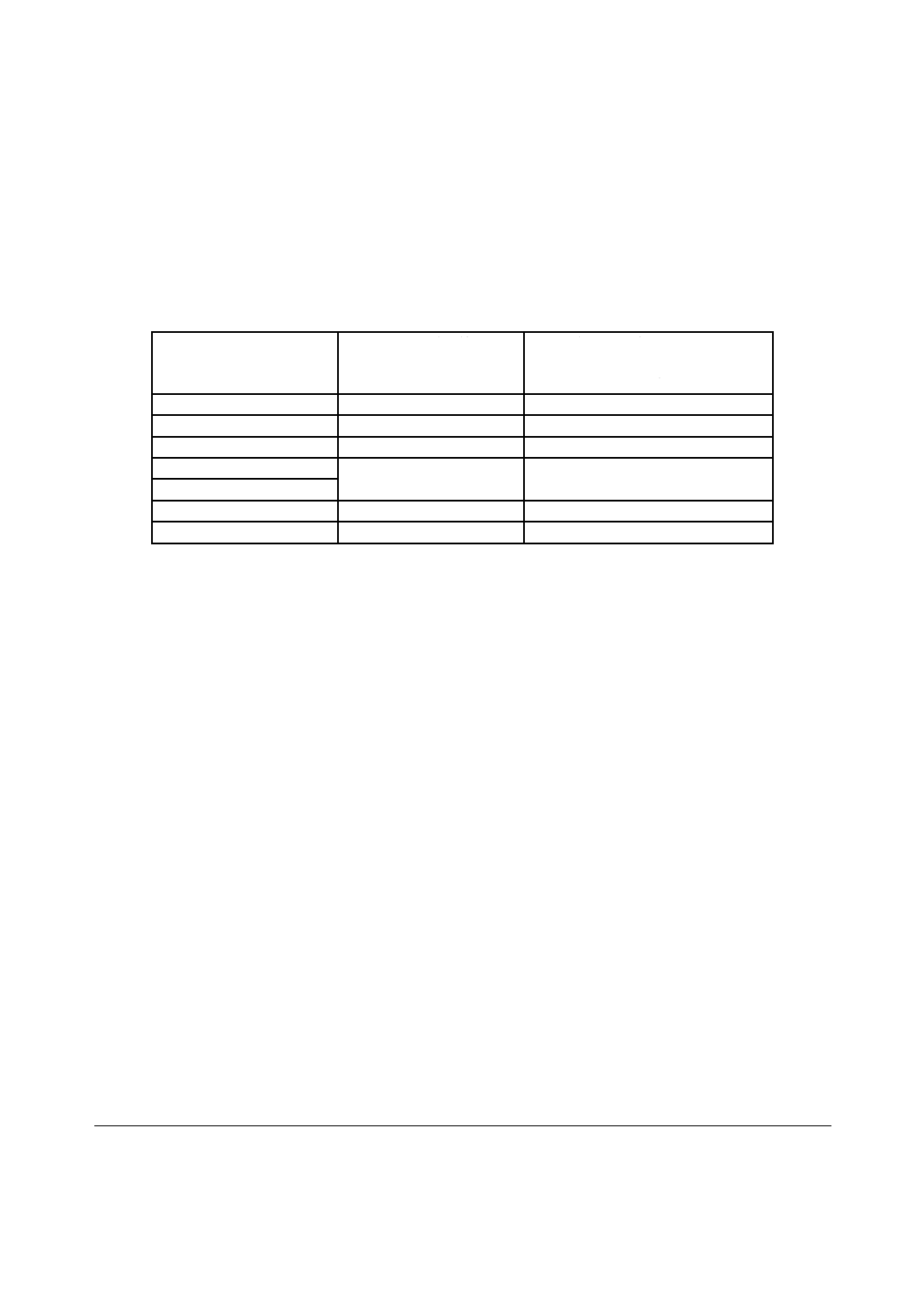
表1−ホルダの寸法要求
ホルダの定格電流
A
つかみ得る溶接棒径の
最小限の適合範囲
mm
溶接ケーブルの断面積の
最小限の適合範囲
mm2
125
1.6〜2.5
10〜25
150
2.0〜3.2
16〜25
200
2.5〜4.0
25〜35
250
3.2〜5.0
35〜50
300
4.0〜6.3
50〜70
400
5.0〜8.0
70〜95
500
6.3〜10.0
95〜120
合否判定は,適合する溶接棒及び溶接ケーブルの断面積の測定による。
7
機能
ホルダは,次のことを満たさなければならない。
a) 溶接棒の固定及び使い残りの端部の取外しが安全で素早くできる。
b) どのような取付け状態においても,溶接棒を保持して,使い残りが50 mmまで使用できる。
c) 作業者が圧力を加えることなく,製造業者が指定する溶接棒径を保持できる。
d) 不必要な母材への短絡時に,母材から溶接棒を引き離すことができる。
合否判定は,クランプ装置による操作及び目視検査による。また,d) については手溶接による。
4
C 9300-11:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
電撃の防護
8.1
直接接触に対する防護
ホルダは,溶接棒を取り付けずに,製造業者が指定する最小断面積の溶接ケーブルを装着した状態にお
いて,充電部への故意でない接触に対して保護する構造とする。
A形ホルダは,ホルダに挿入する溶接棒の部分(溶接棒のつかみしろ)にも適用する。製造業者が指定
する溶接棒の最小及び最大径で試験する。
合否判定は,次による。
a) JIS C 0920の関節付きテストフィンガを,ホルダの次の箇所に押し当てる。
1) A形ホルダの全部位。
2) B形ホルダの頭部を除いた部分。
3) タイプJの頭部を除いた部分。
b) B形ホルダの頭部には,鋼球を30 N±3 Nの力で開口部に押し当てる。
1) 棒径6.3 mm以下の溶接棒用は,JIS C 0920による直径12.5 mmの鋼球とする。
2) 棒径6.3 mmを超える溶接棒用は,直径d 005
.0
+
mmの鋼球とする。ここで,dは製造業者が指定する
溶接棒の最大径の2倍とする。
c) タイプJの頭部には,鋼球を30 N±3 Nの力で開口部に押し当てる。
1) 棒径6.4 mm以下の溶接棒用に対しては,JIS C 0920による直径12.5 mmの鋼球とする。
2) 棒径6.4 mmを超える溶接棒用に対しては,直径d 005
.0
+
mmの鋼球。ここで,dは製造業者が指定す
る溶接棒の最大径の2倍とする。
溶接電流を通電しないスプリングは,ホルダの他の金属部分から絶縁する。
合否判定は,目視検査による。
8.2
絶縁抵抗
絶縁抵抗は,湿度処理後1 MΩ以上なければならない。
合否判定は,次の試験による。
a) 湿度処理 恒温恒湿槽は,温度(t)を20 ℃〜30 ℃,相対湿度を91 %〜95 %に維持する。ホルダは
溶接ケーブルを取り外し,温度をt ℃〜(t+4)℃の間に保持した後,恒温恒湿槽に48時間放置する。
b) 絶縁抵抗測定 湿度処理の後すぐにホルダをきれいにふき,絶縁物の外部表面を金属はくでしっかり
と包む。絶縁抵抗は,充電部と金属はくとの間に,直流電圧500 Vを印加し,測定値が安定した後測
定する。
8.3
絶縁耐力
ホルダは,どのようなフラッシュオーバ又は絶縁破壊も生じることなく,交流1 000 V(実効値)の試験
電圧に耐えなければならない。電圧低下を伴わない放電(コロナ)は,無視する。
合否判定は,次の試験による。
交流試験電圧は,周波数がほぼ50 Hz又は60 Hzで,最大値がその実効値の1.45倍を超えない適正な正
弦波電圧で,これを充電部と金属はくとの間に1分間印加する。
代替試験の試験電圧は,実効値の1.4倍の直流電圧を使用してもよい。
9
温度定格
9.1
温度上昇
ホルダの温度上昇は,表1又は表JA.1に示す最大径の溶接棒に相当する丸鋼棒及び最大断面積のすずめ
5
C 9300-11:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
っきなしの銅線の溶接ケーブルを取り付けた状態で,連続通電したとき,ハンドル外部表面の最も熱い箇
所が40 Kを超えてはならない。
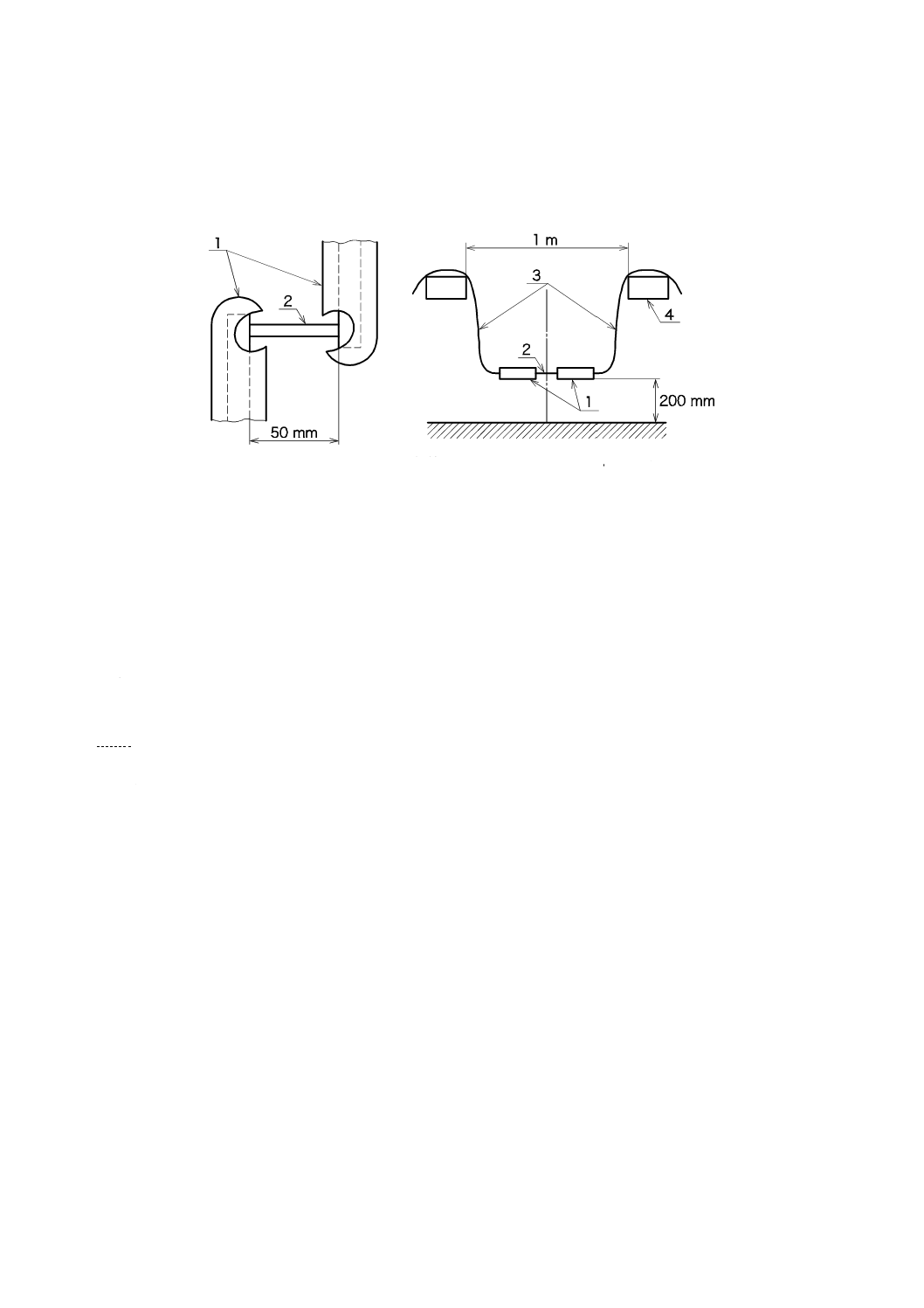
合否判定は,次の試験による(図1参照)。
1 ホルダ 2 丸鋼棒 3 溶接ケーブル 4 木片
図1−温度試験における配置
二つの独立したホルダに互いに溶接ケーブルを取り付ける(最小長2 m)。清浄で酸化していない丸鋼棒
を挟み込み,2組のホルダをクランプ装置の金属部で50 mmの距離に保って,頭部の角度を180°にセッ
トする。ホルダと丸鋼棒との角度は異なってもよい。
ホルダは,1 m離れた二つの木片の間に,溶接ケーブルで水平につり下げる。丸鋼棒は,隙間風のない
地上200 mmの高さに保持し,二つの木片の間につり下げる。
定格電流の75 %の電流を,ホルダの温度上昇が2 K/hを超えなくなるまで連続通電する。温度上昇値は,
2組のホルダから得られる平均値によって決定する。全ての試験期間の間,通電電流の許容差は定格電流
の75 %の電流に対して±2 %以下とする。
試験は5回行う。各々の試験において,それぞれ新しいホルダと丸鋼棒との組合せを使用する。
注記 定格電流の75 %の電流値は,約60 %の使用率における温度上昇に相当する。
9.2
耐熱性
9.1による温度試験の後,ホルダの頭部は絶縁物,特に溶接棒を挟む部分において,火ぶくれ,深い炭化,
単純な又は星形のクラック(亀裂)などの損傷があってはならない。この部分の絶縁物の表面的な火ぶく
れ又は材料の変色は,許容する。
合否判定は,目視検査による。
9.3
高温物体への耐力
ハンドルの絶縁物は,発火したり不安全になることなく,高温物体及び通常の溶接で発生する溶接スパ
ッタの影響に耐える能力をもっていなければならない。
ホルダのどのような構成品も通常の操作状態において,燃焼の危険を生じてはならない。すなわち,自
己消火性の材料を使用しなければならない。
合否判定は,図2に従った装置を用いて行う。
6
C 9300-11:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
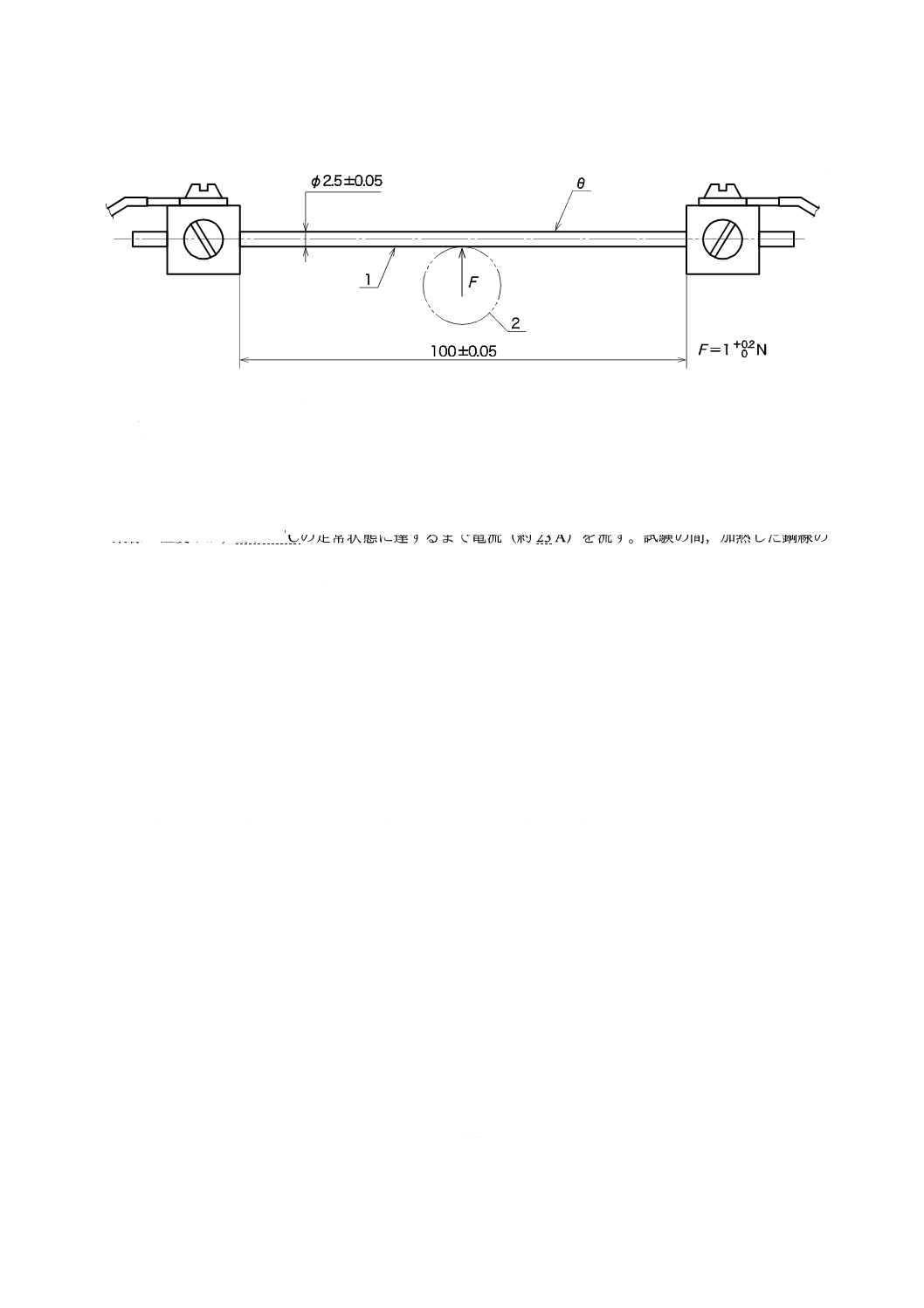
単位 mm
1 18/8クロムニッケル鋼線 θ=試験温度
2 ホルダのハンドル
注記 鋼線のφ2.5±0.05が手に入らない場合は,φ2.6±0.05を使用してもよい。
図2−高温物体に対する耐力試験装置
鋼線の温度θが,250 05
+ ℃の定常状態に達するまで電流(約23 A)を流す。試験の間,加熱した鋼線の
温度を維持する。この温度は,接触温度計又は熱電対によって測定する。
次に,水平状態の加熱した鋼線を2分間,ホルダの絶縁の最も弱い箇所に当てる(例えば,絶縁最小肉
厚部と充電部との最短距離部)。加熱した鋼線が絶縁体を貫通して充電部に接触してはならない。
ハンドルは,内部充電部に最も接近している最小壁肉厚部分及びハンドル表面に加熱した鋼線を当てる。
加熱した鋼線の接触領域において発生する可能性があるガスに,電気スパーク又は小さい火炎によって
引火を試みる。そのガスが可燃性である場合,加熱した鋼線を取り除いたら直ちに燃焼が止まらなければ
ならない。
10
機械的要求事項
10.1
溶接ケーブルの入り口
ホルダの溶接ケーブルの入り口は,曲げによって溶接ケーブルに損傷を与えないように設計しなければ
ならない。
合否判定は,目視検査による。
10.2
ハンドルへの溶接ケーブルの絶縁の入り込み
ホルダは,溶接ケーブルの絶縁が溶接ケーブルの外径の2倍以上,すなわち,最小でも30 mmの深さま
で入り込むよう設計しなければならない。
合否判定は,製造業者が指定する最大断面積の溶接ケーブルを用いて測定による。
10.3
溶接ケーブルの接続
ホルダは,製造業者が指定する溶接ケーブル断面積の範囲内で取替えができるよう設計しなければなら
ない。接続部は,分離することなく機械的引張試験に耐えなければならない。
合否判定は,目視検査及び次の試験による。
ホルダは,製造業者が指定する最大断面積の溶接ケーブルを用い,製造業者の指示に従って接続する。
接続部は,溶接ケーブルの断面積当たり40 N/mm2,最大2 000 Nの引張力を10回加える。引張力は,1秒
間で0から指定した値まで増やし,その後1秒間維持する。
7
C 9300-11:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験の後で,溶接ケーブルは,著しいずれがあってはならない。
この試験は,製造業者が指定する最小断面積の溶接ケーブルでも繰り返す。
溶接ケーブルの固定箇所が一つ以上ある場合は,全ての箇所で試験する。
10.4
耐衝撃性
ホルダは,溶接棒のクランプ装置又はこの装置のレバーにおいて,外観又は機械的損傷なしで,衝撃試
験の機械的ストレスに耐えなければならない。
試験後,小さな破損及び表面上のへこみ跡は許容する。絶縁不良は生じてはならない。
合否判定は,次の試験による。
a) 垂直落下(落下試験) ホルダに長さ2 mの適合最大断面積の溶接ケーブルを取り付け,頭部の端を
衝撃平板の1 m上につり下げる。衝撃平板は,最小肉厚9 mmの軟鋼板で,床面に接しておく。
ホルダは,溶接ケーブルを取り付けた状態で自然落下させる。同一ホルダで3回試験する。
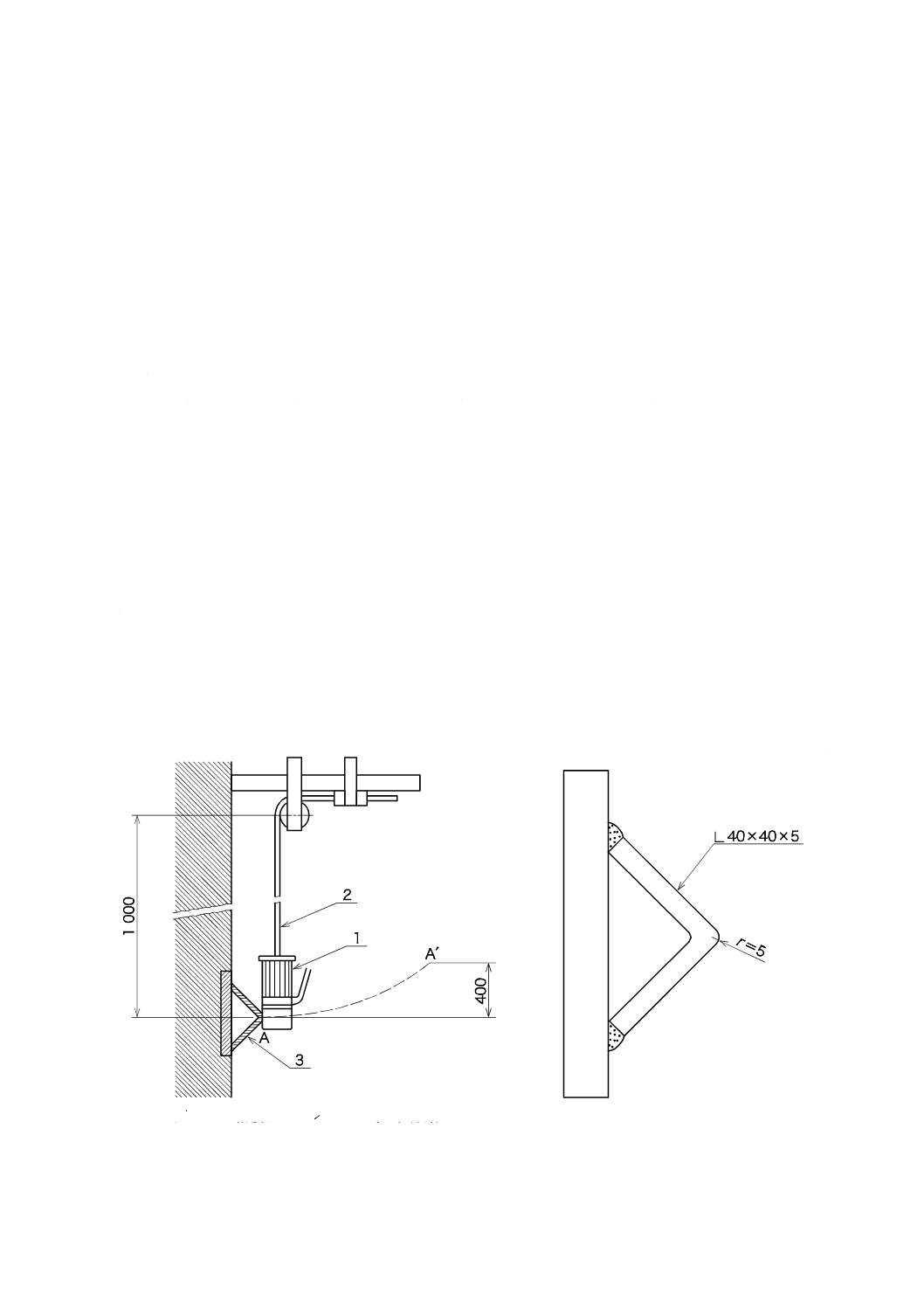
b) 振り子試験 この試験には,図3に示す装置を使用する。ホルダに取り付けた溶接ケーブルによって,
ホルダをつり下げ,壁に対して,平板の垂直面から離す。
− 衝撃片は40 mm×40 mm×5 mmの軟鋼製等辺山形鋼で,外側の曲率半径は5 mmとする。
− 溶接ケーブルの支持位置は,等辺山形鋼の中心(A)から1 mの高さとし,ホルダを自然落下させ
たとき,ホルダの衝撃を受ける部分が等辺山形鋼の中心に当たるようにする。
− 試験において,ホルダの握り位置を400 mmの高さ(A′)に置く。
ホルダは等辺山形鋼に対して,次の試験を行う(合計6回)。
1) 頭部に対して2回。
2) ハンドルの中心部に対して2回。
3) レバーに対して2回。
ホルダがレバーをもたない場合,他の弱い部分に2回。
単位 mm
1 ホルダ 2 溶接ケーブル 3 等辺山形鋼
図3−振り子振動試験装置
8
C 9300-11:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
表示
各ホルダに次の項目を明瞭に,かつ,容易に消えないように表示しなければならない。
a) 製造業者,販売業者又は輸入業者の名称又は略号
b) 製造業者による形式(識別)
c) 定格電流
d) 規格番号(JIS C 9300-11)
e) タイプJの場合,ホルダの種類
合否判定は,目視検査及び表示を乾燥した布で15秒間,手でこすることによって行う。試験後において
も,表示は容易に読み取れることが必要である。
12
取扱説明書
各ホルダには,次の項目を含む取扱説明書を附属しなければならない。
a) つかみ得る溶接棒径の範囲。
b) 溶接ケーブルの正しい接続。
c) 溶接ケーブルの種類及びサイズ(断面積)の選択。
d) 許容電流と使用率との関係。
e) 主な補修部品リスト。
合否判定は,説明書の記載内容による。
9
C 9300-11:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
タイプJ
この附属書は,箇条6(設計)のタイプJに適用する規定である。
表JA.1−ホルダの寸法要求(タイプJ)
ホルダの定格電流
A
つかみ得る溶接棒径の
最小限の適合範囲
mm
溶接ケーブルの断面積の
最小限の適合範囲
mm2
125
1.6〜3.2
14〜22
150
3.2〜4.0
22〜30
200
3.2〜5.0
30〜38
250
4.0〜6.4
38〜50
300
400
5.0〜8.0
60〜80
500
6.4〜10.0
80〜100
参考文献 JIS C 3404 溶接用ケーブル
JIS Z 3211 軟鋼,高張力鋼及び低温用鋼用被覆アーク溶接棒
1
0
C
9
3
0
0
-1
1
:
2
0
1
5
1
0
C
9
3
0
0
-1
1
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
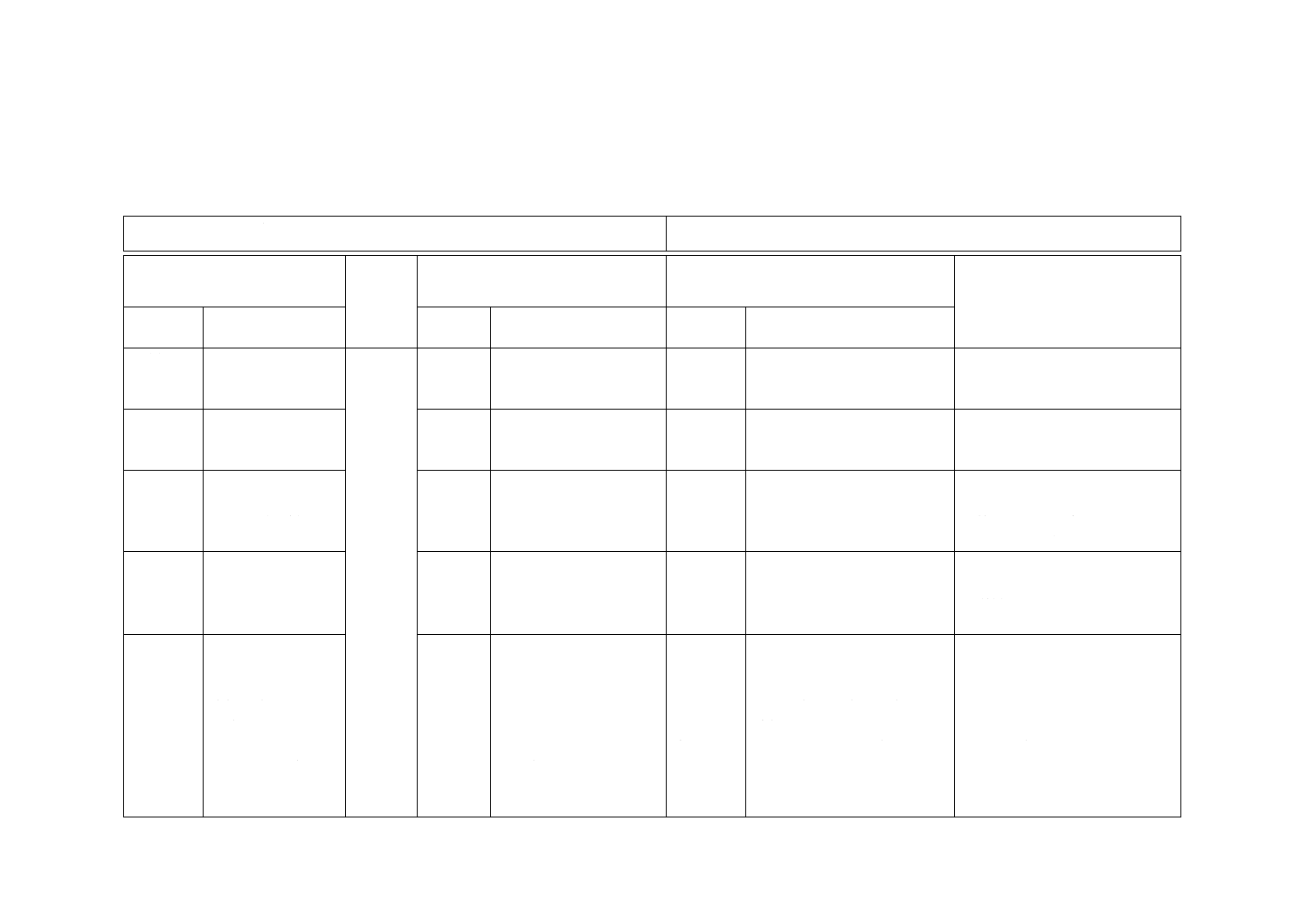
JIS C 9300-11:2015 アーク溶接装置−第11部:溶接棒ホルダ
IEC 60974-11:2010,Arc welding equipment−Part 11: Electrode holders
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及
び定義
3
JISとほぼ同じ
追加
3.7AとしてJIS固有のタイプ
を追加。
実質的な差異はない。
5 形式検
査
5.1
検査条件
5
5.1
JISとほぼ同じ
追加
電気測定器の確度要求にJIS
を追加し,適用させた。
JIS C 9300-1と整合させた。
6 設計
表1
125 A 10〜25
表JA.1(規定)
6
表1
125 A 10〜16
表1
選択
我が国の法令に適合させるた
め附属書JAにタイプJを追加
した。
IECに提案する。
我が国の法令の適用及び適用溶
接棒並びにケーブルにJISを引用
したため,固有規定とした。
8 電撃の
防護
8.1
合否判定
タイプJの規定を追
加。
8
JISとほぼ同じ
追加
タイプJの規定として追加。
溶接棒及びケーブルの規定にJIS
を引用したため。
9 温度定
格
9.1
タイプJの規定を追
加。
定格電流の75 %の
電流の±2 %以下
9
9.1
JISとほぼ同じ
表1
追加
追加
タイプJとして追加。
IEC規格の規定が曖昧なため
追加した。
我が国の法令の適用及び我が国
の溶接ケーブル並びに溶接棒の
汎用性を考慮した。
IECに提案する。
9.3
鋼線の温度θが,
250 ℃の定常状態
に達するまで電流
(約23 A)を流す。
鋼線の温度θが,300 ℃
の定常状態に達するまで
電流(約25 A)を流す。
変更
JIS C 9300-7の規定と異なる
ため。
IECに提案する。
11
C
9
3
0
0
-1
1
:
2
0
1
5
11
C
9
3
0
0
-1
1
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
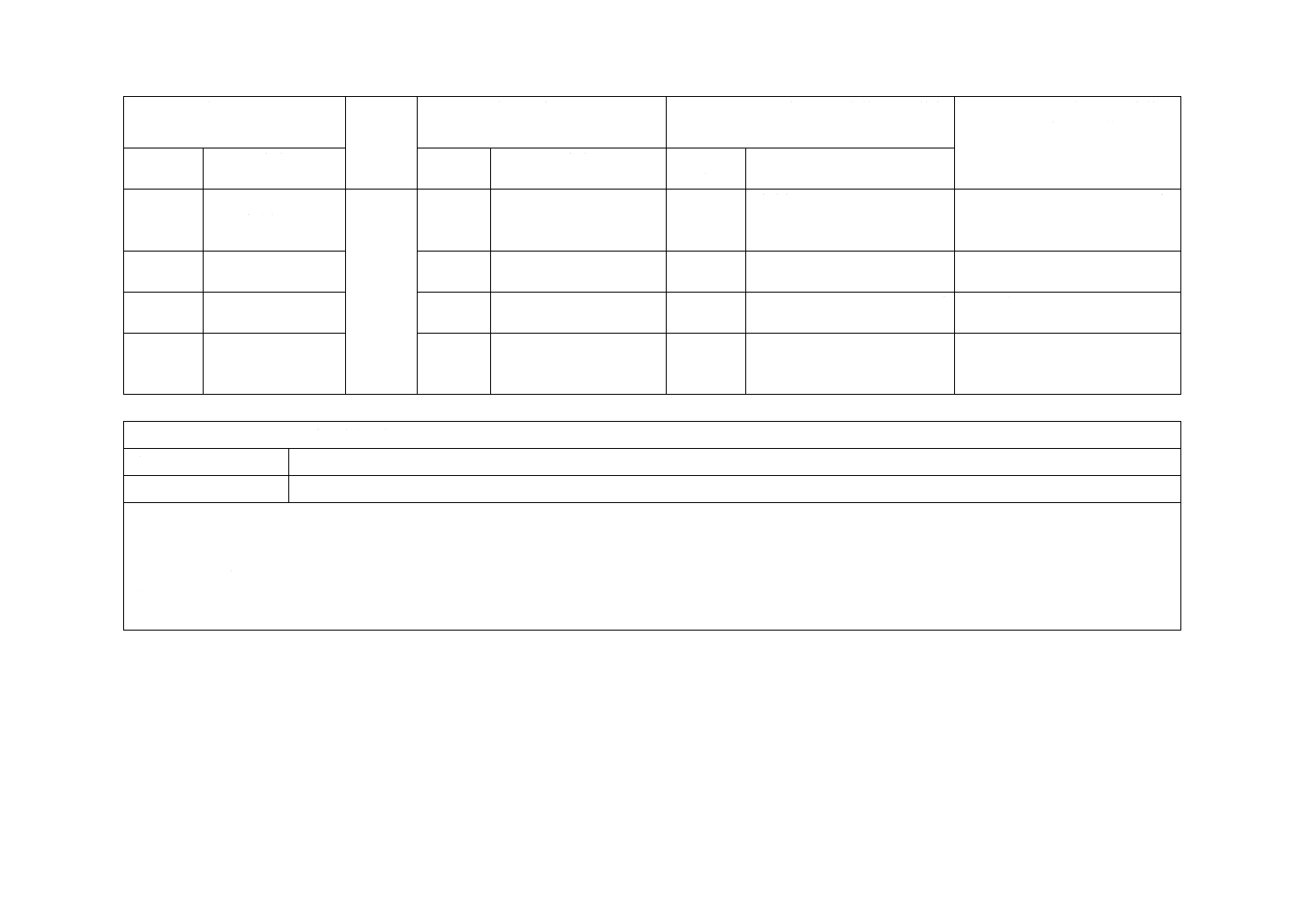
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
9.3 図2
高温物体に対する
耐力試験装置
追加
試験装置用18/8クロムニッケ
ル鋼線にφ2.6±0.05を追加し
た。
我が国の18/8クロムニッケル鋼
線の汎用性を考慮した。IECに提
案する。
10 機械的
要求事項
10.4 a) ケーブル長
さ及び太さ
10
10.4 a)
JISとほぼ同じ
規定なし
追加
IEC規格の規定が曖昧。
IECに提案する。
11 表示
11
JISとほぼ同じ
追加
タイプJである場合は,ホルダ
タイプを表示することを追加。
JIS固有の規定としてタイプJを
追加したため。
附属書JA
(規定)
表JA.1
ホルダの寸法要求
(タイプJ)
−
追加
JIS固有の規定として追加。
我が国の法令の適用,並びに我が
国の溶接ケーブル及び溶接棒の
汎用性を考慮した。
JISと国際規格との対応の程度の全体評価:IEC 60974-11:2010,MOD
被引用法規
労働安全衛生規則
関連する法規
電気用品安全法技術基準
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。