4
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
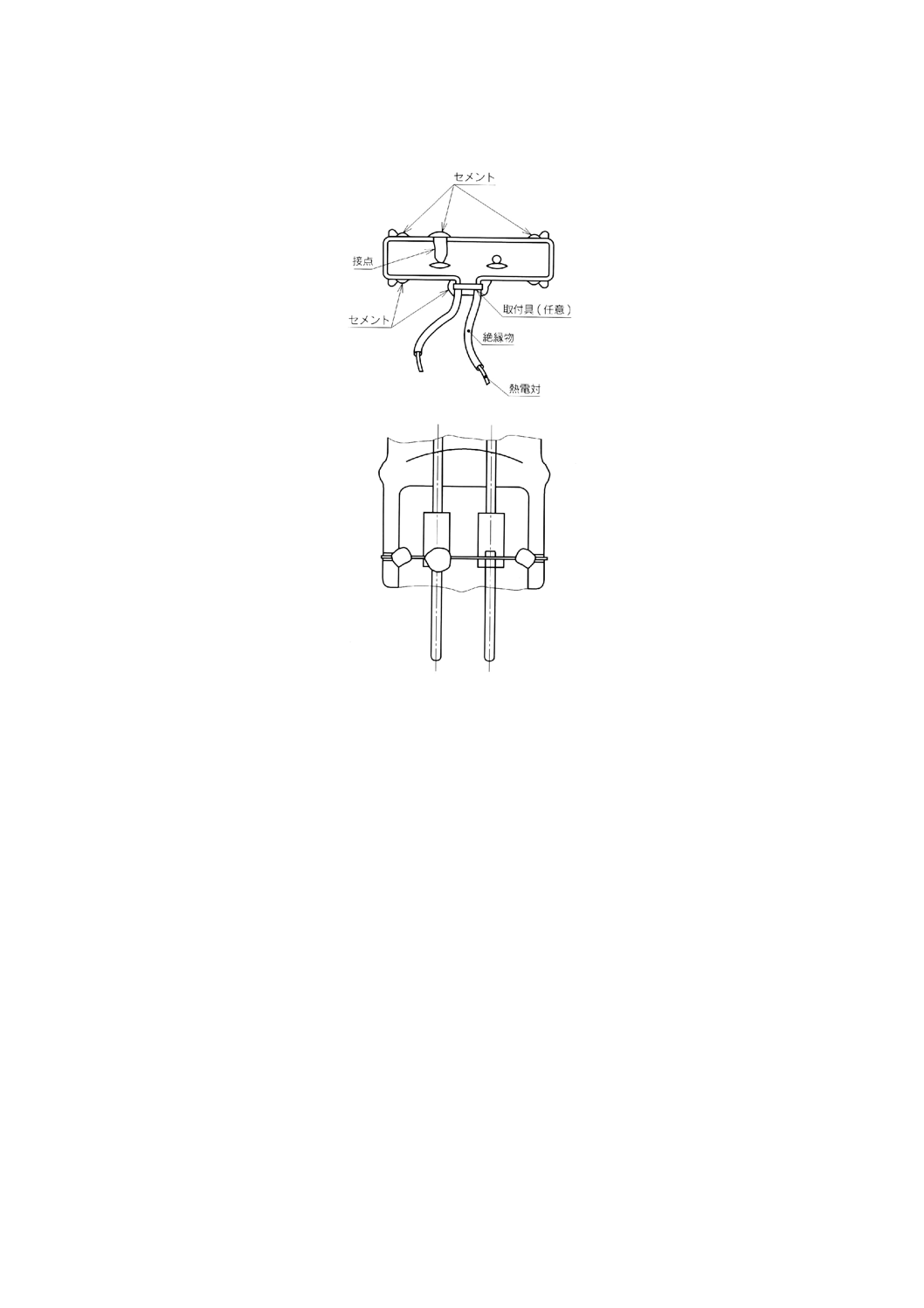
付図1 熱電対の取付準備:方法1
C 7802 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権又は出願公開後の実
用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録
出願にかかわる確認について,責任はもたない。
C 7802 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 定義 ······························································································································ 1
3. 準備作業 ························································································································ 1
3.1 方法1 ·························································································································· 2
3.2 方法2 ·························································································································· 2
3.3 方法3 ·························································································································· 2
4. 熱電対 ··························································································································· 2
4.1 熱電対の種類 ················································································································ 2
4.2 熱電対の取付け ············································································································· 2
5. 温度測定 ························································································································ 3
5.1 温度平衡 ······················································································································ 3
6. 結果 ······························································································································ 3
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 7802 : 1999
石英ランプの封止部温度測定方法
Method of measuring the pinch temperature of quartz glass lamps
序文 この規格は,1980年に第1版として発行されたIEC 60682 : Method of measuring the pinch temperature
of quartz glass lamps (1980) 並びにAmendment 1 (1987) 及びAmendment 2 (1997) を翻訳し,技術的内容を
変更することなく作成した日本工業規格である。ただし,追補 (Amendment) については,編集し一体と
した。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,石英ランプの封止部温度の測定に用いる熱電対の種類,ランプ準備の仕方3
方法及び測定方法を規定する。
方法1と方法2は,外部導入線と(熱電対を)接合するために封止部を削ったり,穴あけをしたりする
必要がある。方法3は,熱電対の接点を封止部表面の正確に定められた位置にセメント付け又は機械的手
段で接着させるもので,特別な場合,例えば器具に強制冷却の方式がある場合などは,接点が少し沈むよ
うに小さな穴を開けておく必要がある。
この方法3は,ランプ製造業者でないものが測定するのに適している。熱電対の接点を正確な位置に固
定できるように,ランプ製造業者側で供試品に準備を施すことが望ましい。
a) 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。
JIS C 1602 熱電対
備考 IEC 60584-1 Thermocouples Part 1 : Reference tables及び
IEC 60584-2 Thermocouples Part 2 : Tolerancesと同等の内容である。
参考 上記IEC規格番号は,1997年1月1日より実施のIEC規格新番号体系によるものである。こ
れより前に発行された規格については,規格票に記載された規格番号に60000を加えた番号に
切り替える。これは,番号だけの切替えであり内容は同一である。
2. 定義 石英ランプに関する用語の定義は,関連するJIS及びIEC規格を適用する。
3. 準備作業 ランプは,3.1,3.2又は3.3のいずれかの方法で準備する。どの方法を採るにしても,封止
部にT字形のエッジがある場合は,封止部と熱電対接点の熱的接合をよくするため,削らなければならな
い。
2
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
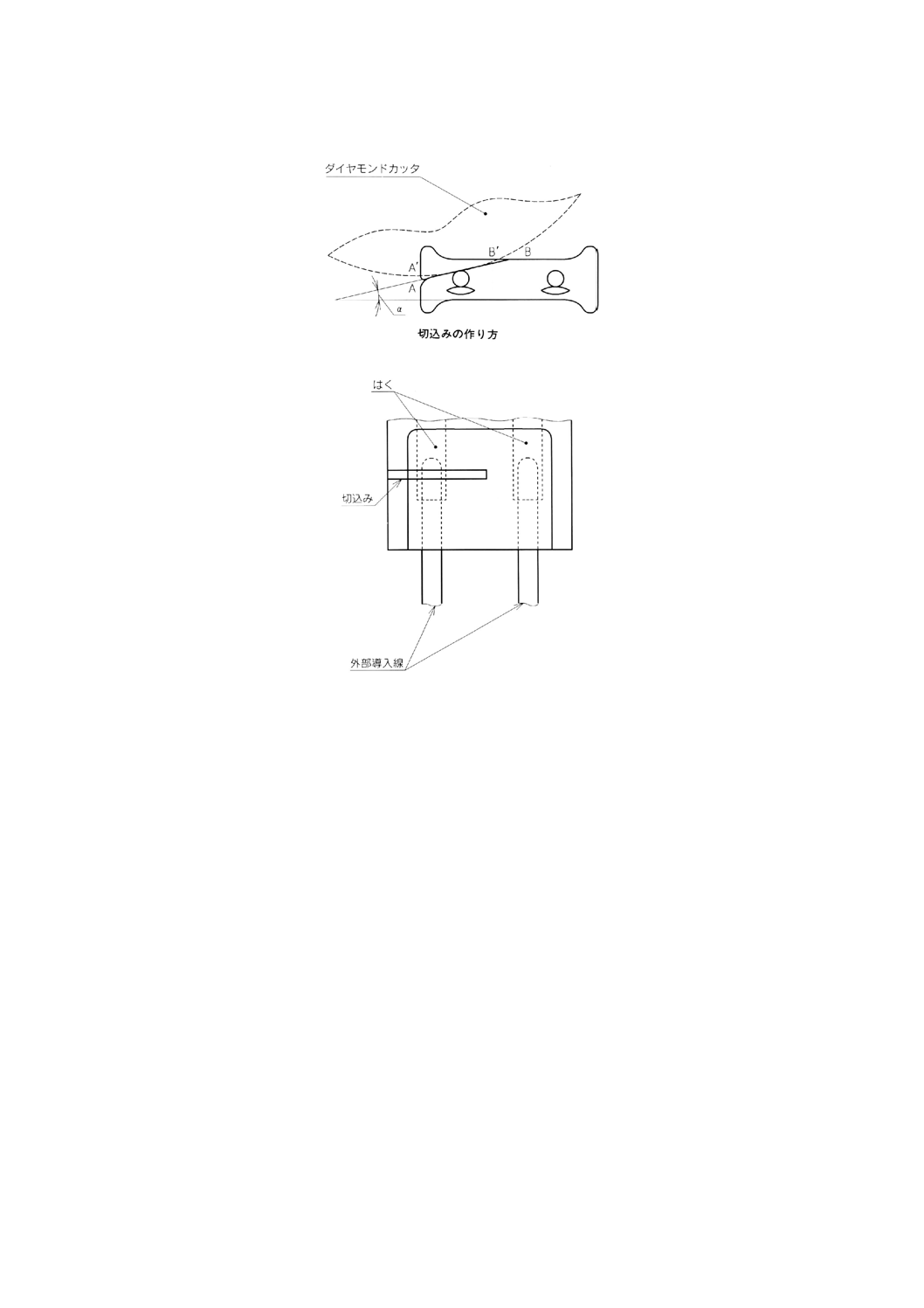
3.1
方法1 封止部に外部導入線の表面に達するまで切込みを入れる(付図1参照)。最大厚さ0.5mm,
直径約100mmのダイヤモンドカッタを使用する。カッタを使うと削り面は付図1に示すA'B'の曲線にな
るので,直線ABになるようにフラットにすること。コーナは,熱電対が外部導入線とうまく接合するよ
うに丸みを付ける。切込みは,(断面の)外部導入線側で,はく・外部導入線溶接部に並ぶように入れる。
切込み角度αは,はくが露出しないようにする。
3.2
方法2 超音波ドリルを使って,直径1mmの穴をはく・外部導入線溶接部の反対側に開ける(付図
2参照)。穴の深さは外部導入線が見えるまでとする。
3.3
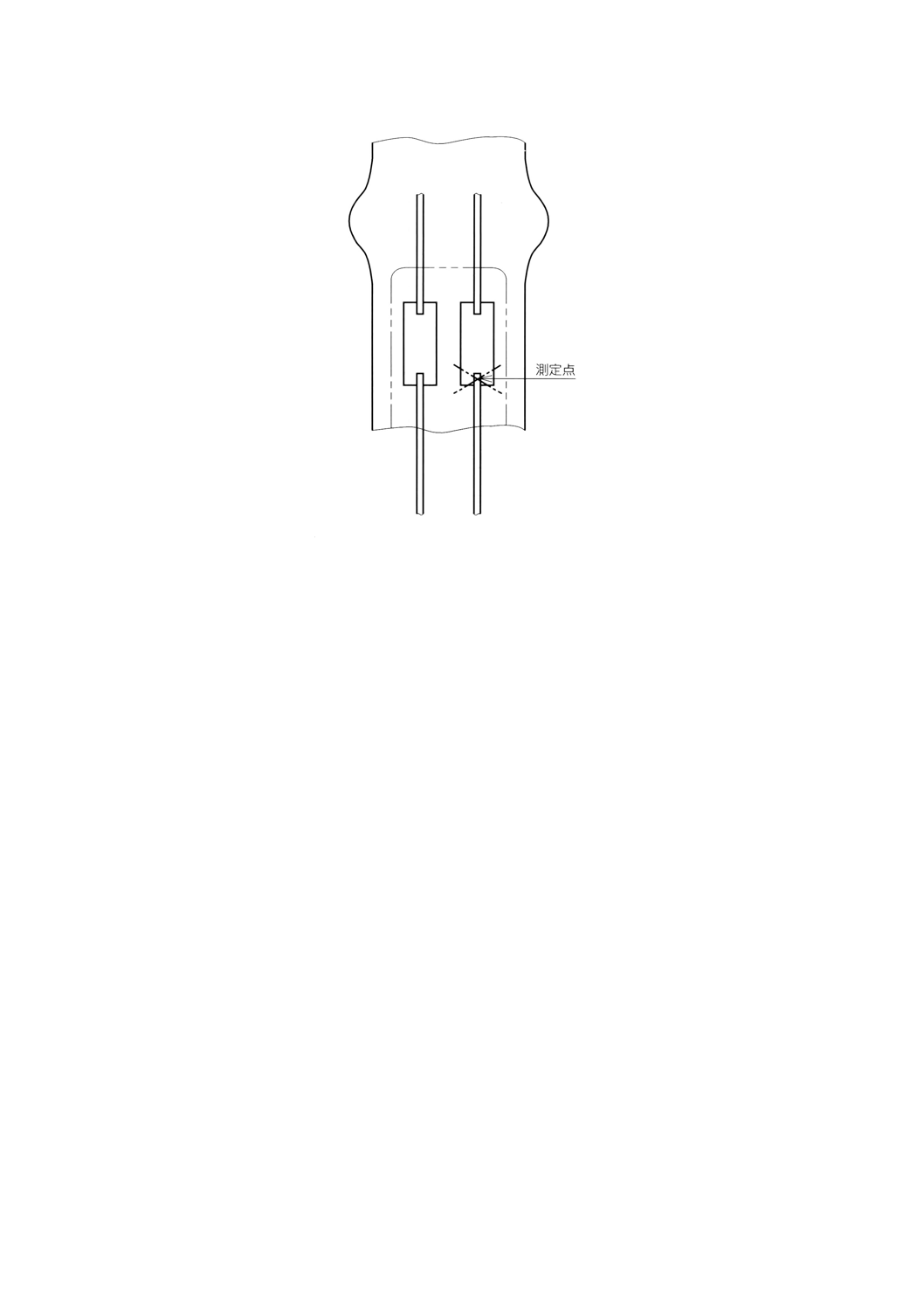
方法3 熱電対の接点を封止部表面の口金側のはく・外部導入線溶接部のすぐ上に取り付ける。(付
図8参照)。
備考 ランプの構造によっては,この外部導入線が直接口金ピンになっている場合もある。単フィラ
メント電球の場合,普通はくは左右同じであるから,どちらを測定してもよいが,複数フィラ
メント電球の場合は対称構造にはならないから,複数の測定が必要である。
通常は,封止部に切込みを作る必要はないが,強制冷却を行う場合には測定精度を上げるために,ドリ
ルで小さな穴を開けて接点が封止部表面から沈むようにする。ランプ構造によっては,封止部の測定位置
が口金のスカートなどで隠れていることがある。このようなときは,その材質の一部を削って封止部を露
出させること。
この方法は,方法1及び方法2に比べ再現性は低い。また,この方法の検証が求められた場合は,方法
1及び方法2(による値)が基準になる。
4. 熱電対
4.1
熱電対の種類 この測定に推奨する熱電対は,種類の記号K(Ni及びCrを主とした合金/Niを主
とした合金)又は種類の記号J(Fe/Cu及びNiを主とした合金)である。線径は最大300μmとする。ただ
し,最大200μmとすることが望ましい。
方法1 2本の線は約150°の角度で交わる。両端を溶接した後は,その部分だけが少し突き出た1本の線
になる。
方法2 2本のワイヤを並列に置いて溶接する。その後2本の線を同じ方向に伸ばす。
方法3 熱伝導率の低い熱電対を用いる。推奨する熱電対は,種類の記号K(Ni及びCrを主とした合金/
Niを主とした合金)で,接点を形成する線(通常断面は板状又は丸形)は0.3mmの穴を通る程度に微細
でなければならない。接点は2本の線をより合わせて溶接したり,又は溶かしたりして作る。線の端部は
放射にさらされるので,反射率の高いメタル仕上げにすること。線の絶縁は適切な温度仕様,電圧仕様で
あり,かつ,細くて丈夫でなければならない。
備考 熱起電力と温度との関係は,JIS C 1602から求められる。
4.2
熱電対の取付け 熱電対は,4.2.1,4.2.2及び4.2.3の方法で取り付ける。外部導入線と熱電対接点の
熱的接合をよくするために,はんだ付け又は溶接することが望ましい。できないときは,セメント付けに
する。セメントを用いる場合は,熱電対接点と外部導入線との電気的導通がよければ熱伝導もよい。
付図3〜7は,各種口金の付いたランプに熱電対を取り付ける方法1及び方法2の実例を示している。付
図8は,方法3を示している。
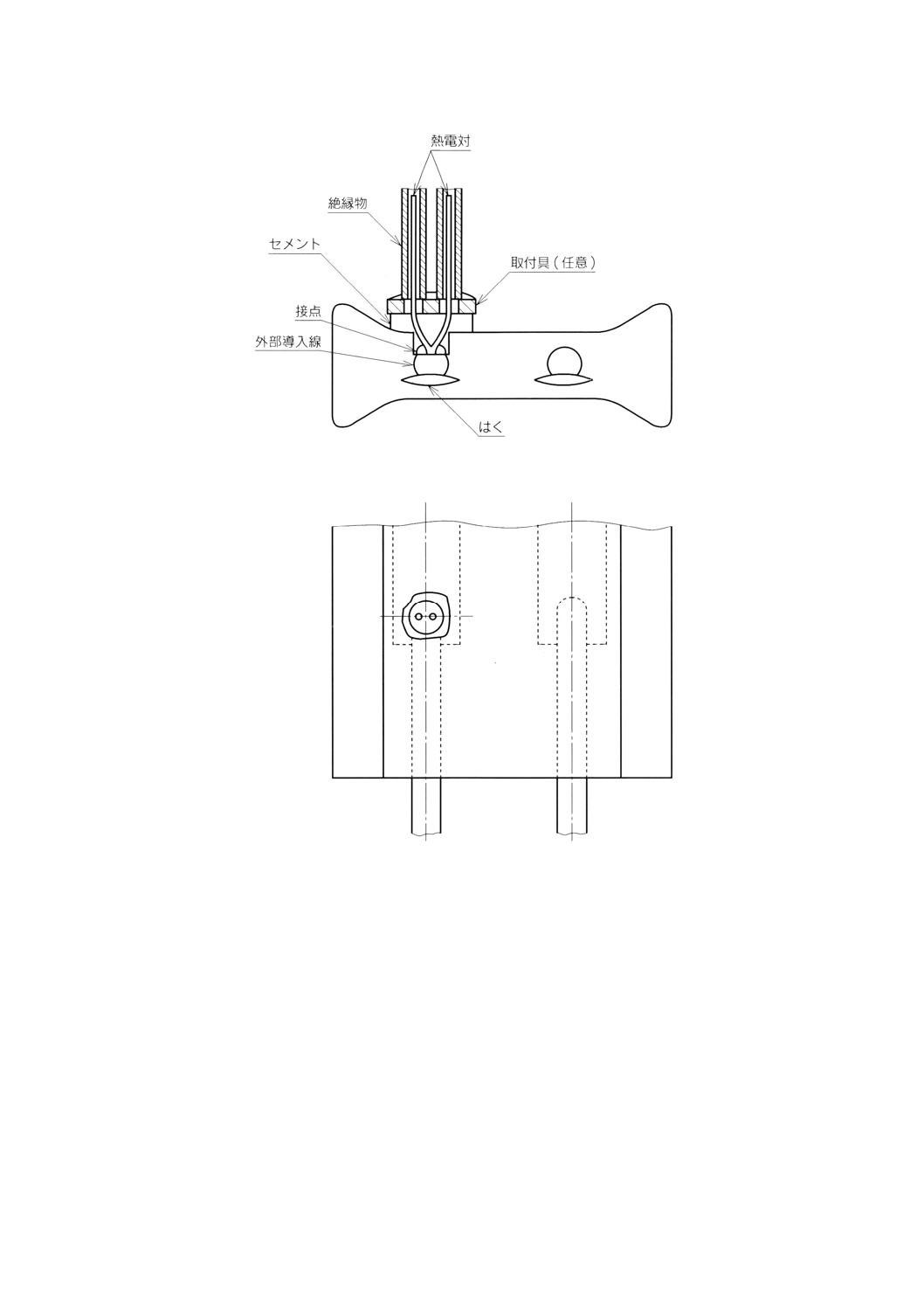
4.2.1
方法1に対して 方法1に対して準備されたランプ(3.1参照)の場合は,熱電対を切込みの中で
封止部の上から引っ張り,はんだ付けか溶接で接点が外部導入線と熱的に導通するようにする。切込み全
体をその後セメントで埋める(4.2.4参照)。熱電対の線の取付けには取付具の利用を推奨する(4.2.5参照)。
3
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2.2
方法2に対して 方法2に対して準備されたランプ(3.2参照)の場合は,熱電対の接点は,穴の
中にセットして外部導入線に接触するようにする。線は,それぞれ1回封止部を回す。接点は,外部導入
線にはんだ付けするか,溶接する。次に穴をセメントで埋める(4.2.4参照)。熱電対の線の取付けには取
付具の利用を推奨する(4.2.5参照)。
4.2.3
方法3に対して 方法3に対して準備されたランプ(3.3参照)の場合は,熱電対を封止部表面の
規定の位置に機械的に固定し,少量のセメントを接点部分に落として固化させる(4.2.4参照)。接点部分
に力がかからないように,更に機械的な止具を使うことが望ましいので,取付具の利用を推奨する(4.2.5
参照)。
4.2.4
セメント ハロゲン電球用の口金セメント又は,けい酸ナトリウム1に対しタルカムパウダ(打ち
粉)2の比率のものを使う。
4.2.5
取付具 熱電対用に作られている2穴のセラミック管を使うと便利である。
5. 温度測定 熱電対からの熱起電力は,使用する熱電対の抵抗値の約100倍の入力抵抗値をもつ直流電
圧計又は,他の適切な測定装置で測定する。
5.1
温度平衡 測定は,温度平衡に達してから行う。通常このためには0.5〜1時間を要するが,非常に
高ワットのランプの場合には,さらに長時間を要する。
6. 結果 上記の方法による温度測定値は,周囲温度補正をした後そのランプの封止部温度として記録す
る。方法3で測定した場合は,そのことを記載する。
4
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 熱電対の取付準備:方法1
5
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図2 熱電対の取付準備:方法2
6
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
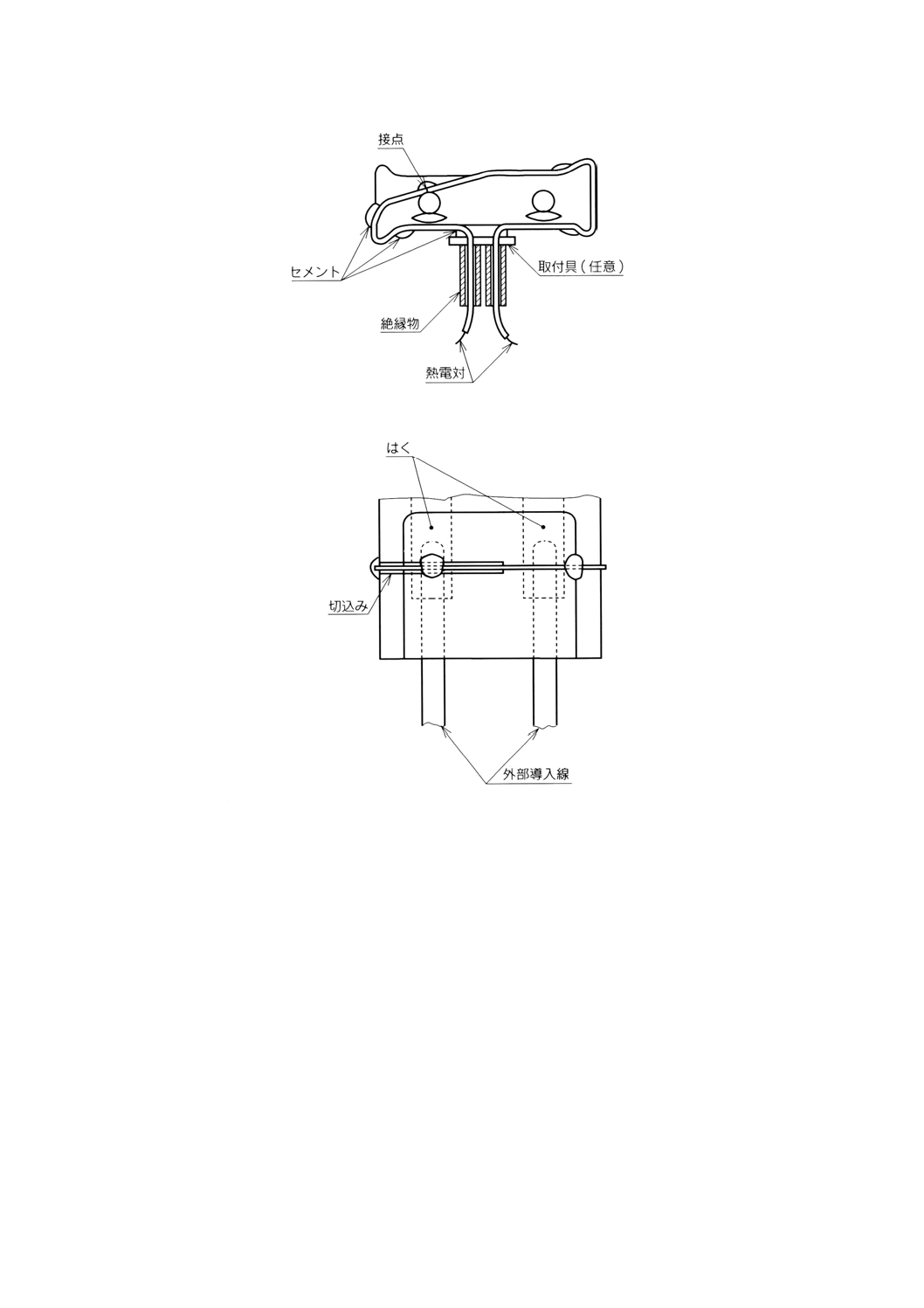
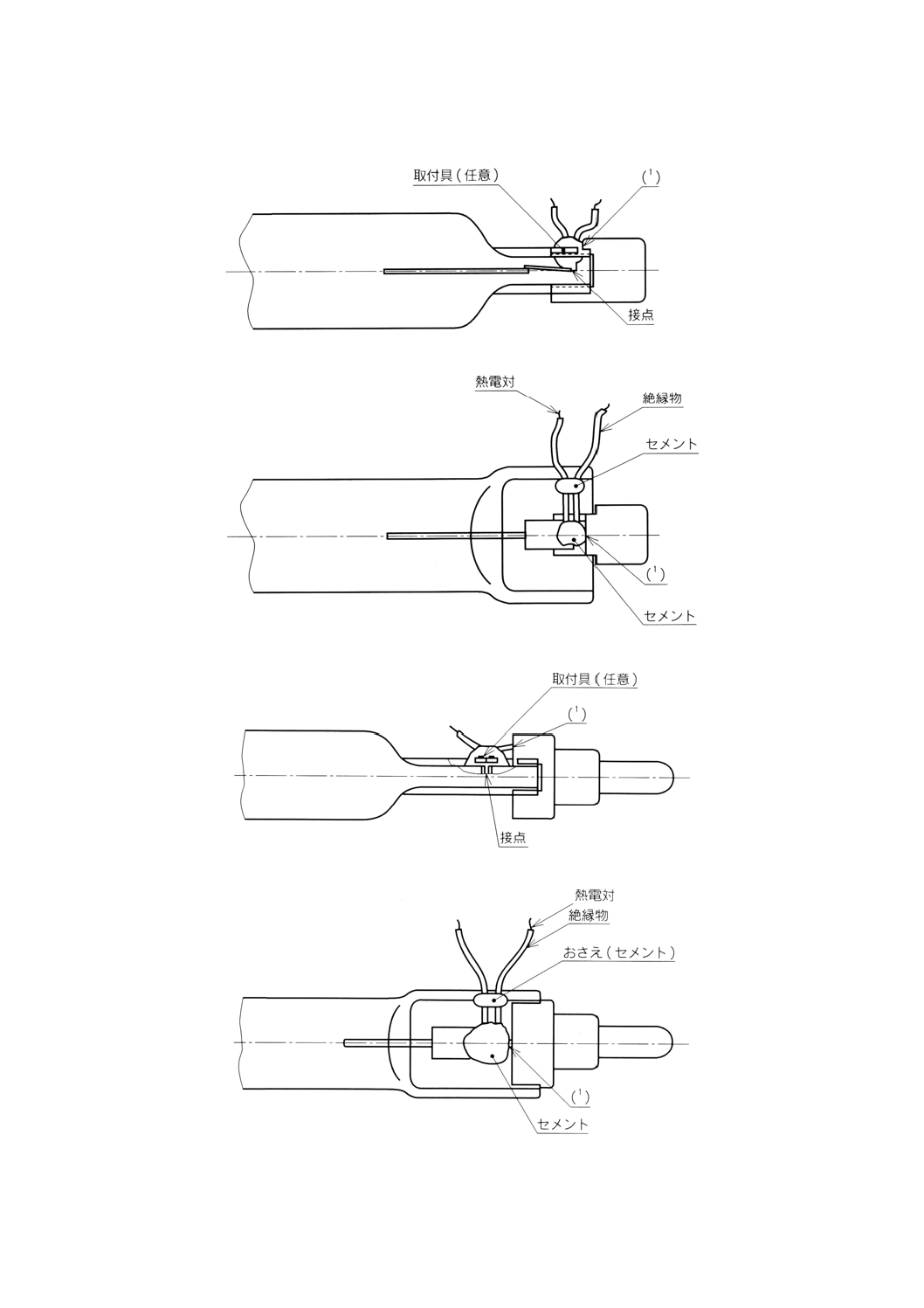
付図3 G6.35, GX6.35, GY6.35 口金への熱電対の取付け方:方法1
7
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
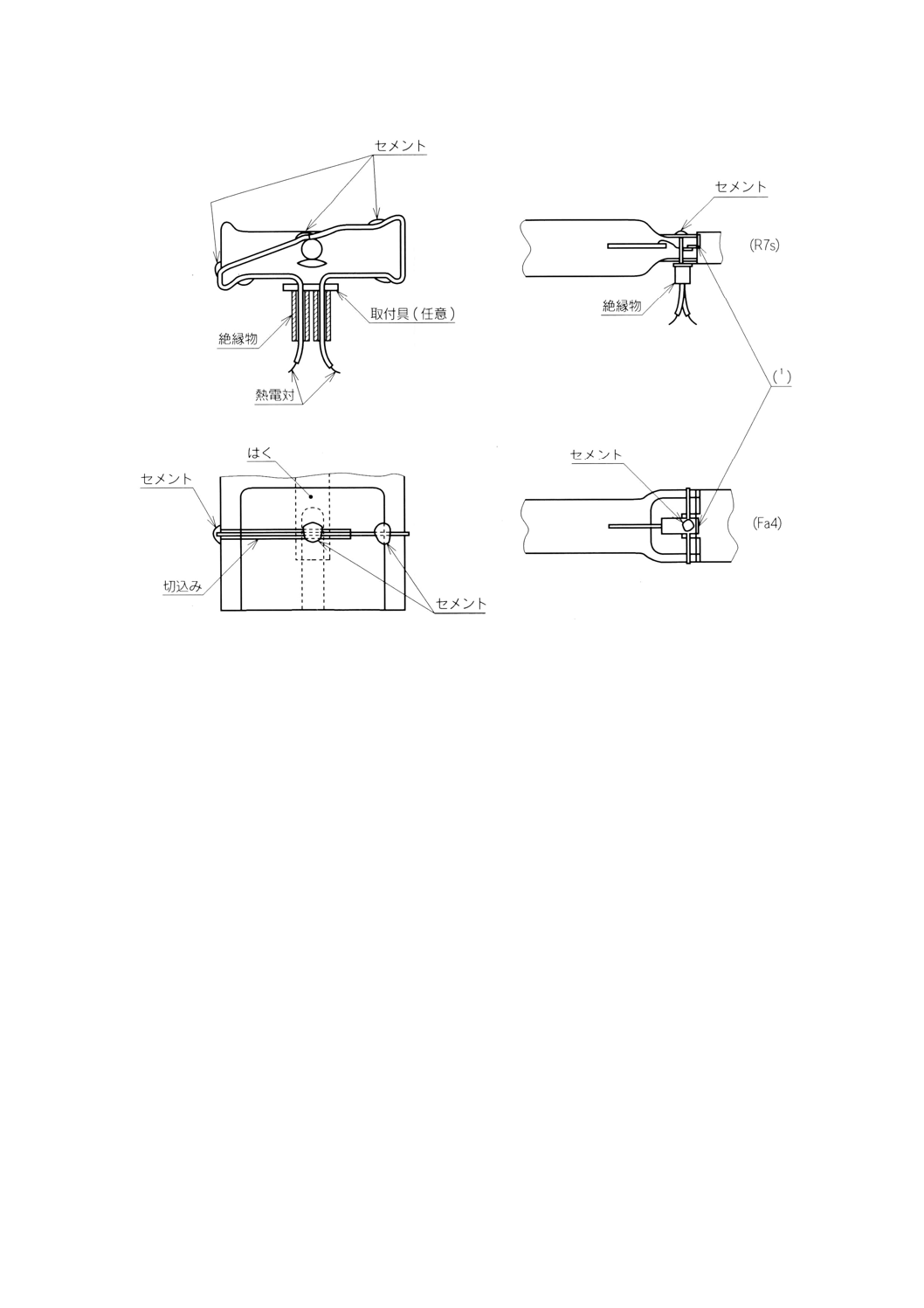
注(1) はくと外部導入線との溶接部が口金部分に隠れている場合は,ダイヤモンドカッタで口金の一
部を削ってよい。
付図4 R7s又はFa4口金への熱電対の取付け方:方法1
8
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図5 G6.35, GX6.35又はGY6.35口金への熱電対の取付け方:方法2
9
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図6 R7s口金への熱電対の取付け方:方法2
付図7 Fa4口金への熱電対の取付け方:方法2
10
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図8 口金への熱電対の取付け方:方法3
11
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
電球類関連JIS国際整合化調査委員会 構成表
氏名
所属
(委員長)
中 川 靖 夫
埼玉大学工学部
(委員)
廣 田 泰 輔
株式会社日立製作所
伊 藤 清之助
社団法人日本電球工業会
伊 藤 章
機械情報産業局
兼 谷 明 男
工業技術院標準部情報電気規格課
田 中 隆 則
通商産業省資源エネルギー庁
橋 本 繁 晴
財団法人日本規格協会技術部
松 澤 孝 司
財団法人日本電気用品試験所安全認証本部
山 村 敏 夫
国民生活センター商品テスト部
横 田 倫 子
消費科学連合会
松 島 勇 作
社団法人日本照明器具工業会
漆 原 富志郎
社団法人日本配線器具工業会
林 一 美
社団法人日本自動車工業会
弓 削 洋 二
東芝ライテック株式会社技術本部
福 田 誠
松下電子工業株式会社照明開発センター
田 中 紀 彦
三菱電機照明株式会社品質保証部
小 林 清 作
松下電工株式会社照明総合企画部
丸 市 次 郎
松下電子工業株式会社照明開発センター
豊 嶋 彬
スタンレー電気株式会社電子機器事業企画部
太田垣 芳 男
岩崎電気株式会社光源事業本部
稲 垣 富 樹
日本電池株式会社照明事業部照明器工場
谷 村 悟
日立照明株式会社施設用事業部設計部
土 方 啓 司
金門電気株式会社取締役電子技術部
仙 葉 和 久
日立照明株式会社施設用事業部設計部
馬 込 一 男
社団法人日本電球工業会
(事務局)
斎 藤 哲 夫
社団法人日本電球工業会
萩 原 真 樹
社団法人日本電球工業会
12
C 7802 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ハロゲン電球専門委員会 構成表
氏名
所属
(委員長)
太田垣 芳 男
岩崎電気株式会社光源事業部
(委員)
兼 谷 明 男
工業技術院標準部情報電気規格課
伊 藤 清之助
社団法人日本電球工業会
木 原 邦 彦
東芝ライテック株式会社横須賀工場
若 林 光 雄
株式会社大井川電機製作所
河 合 日出男
スタンレー電気株式会社電子事業企画部
福 田 誠
松下電子工業株式会社照明開発センター
倉 田 英 男
江東電気株式会社管球事業部
鍋 島 隆 行
オスラム・メルコ株式会社研究開発部
遠 藤 廣 俊
フィリップスライティング株式会社
白 岡 久 広
ウシオ電機株式会社信頼性センター品質保証部
浦 滝 悦 夫
株式会社日立GEライティング技術部
朝 生 実
ウシオライティング株式会社技術部
天 野 勇 介
富士電球工業株式会社
馬 込 一 男
社団法人日本電球工業会
〈関係者〉
田 中 勝
財団法人日本規格協会
梅 沢 孝 之
岩崎電気株式会社光源事業部
石 山 隆 士
スタンレー電気株式会社電子事業企画部
氏 家 達 也
富士電球工業株式会社業務部
(事務局)
斎 藤 哲 夫
社団法人日本電球工業会
萩 原 真 樹
社団法人日本電球工業会