2
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
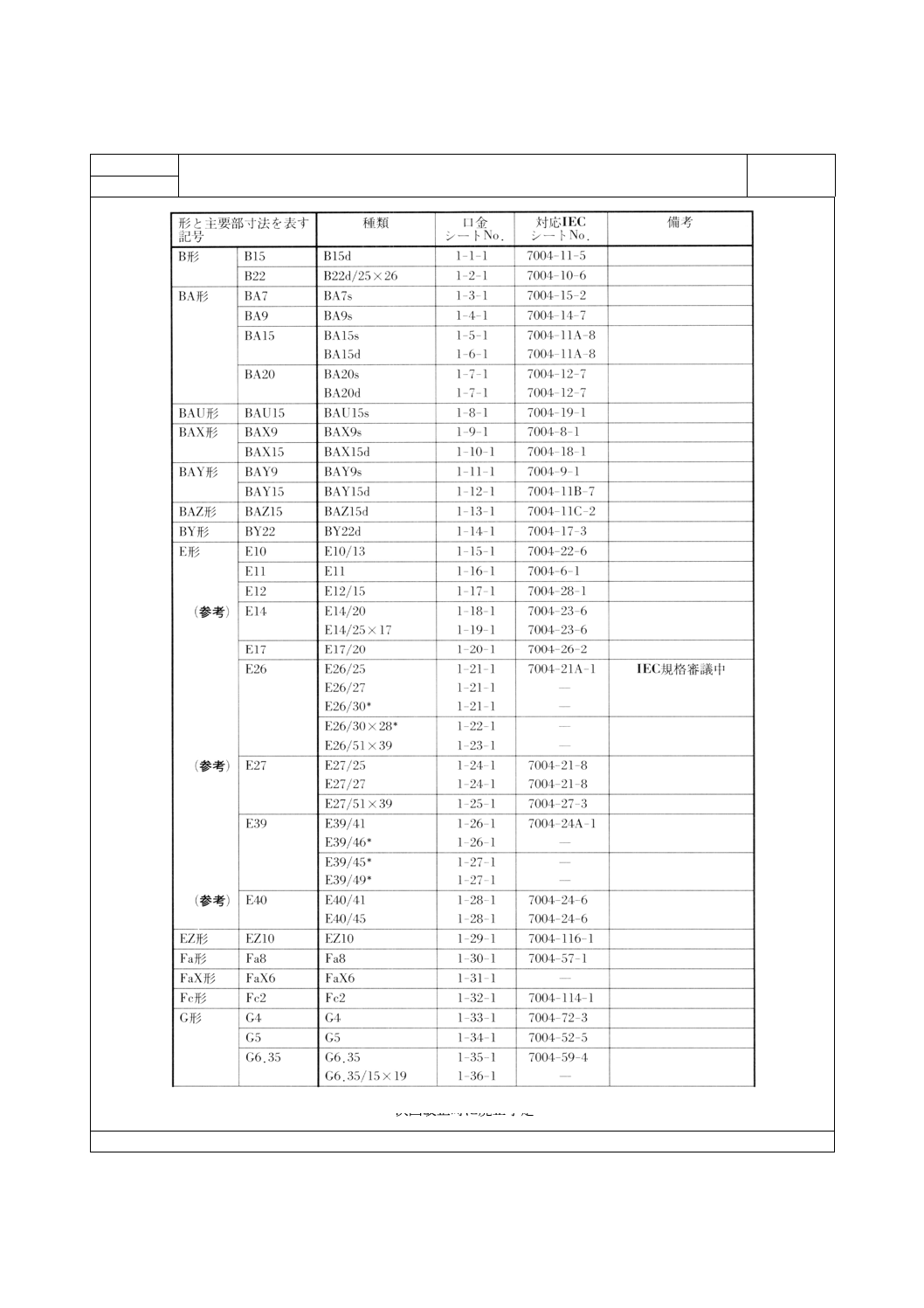
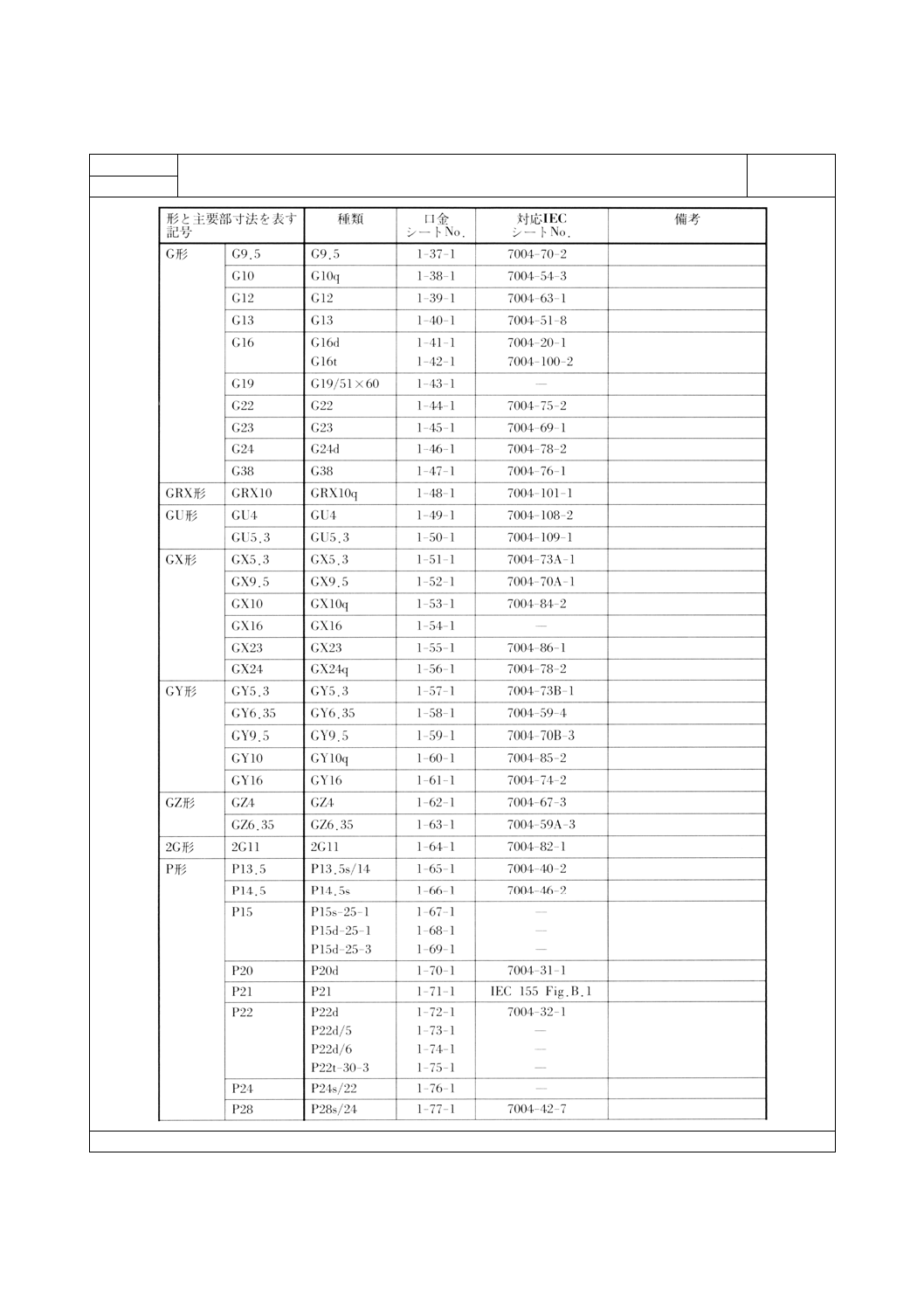
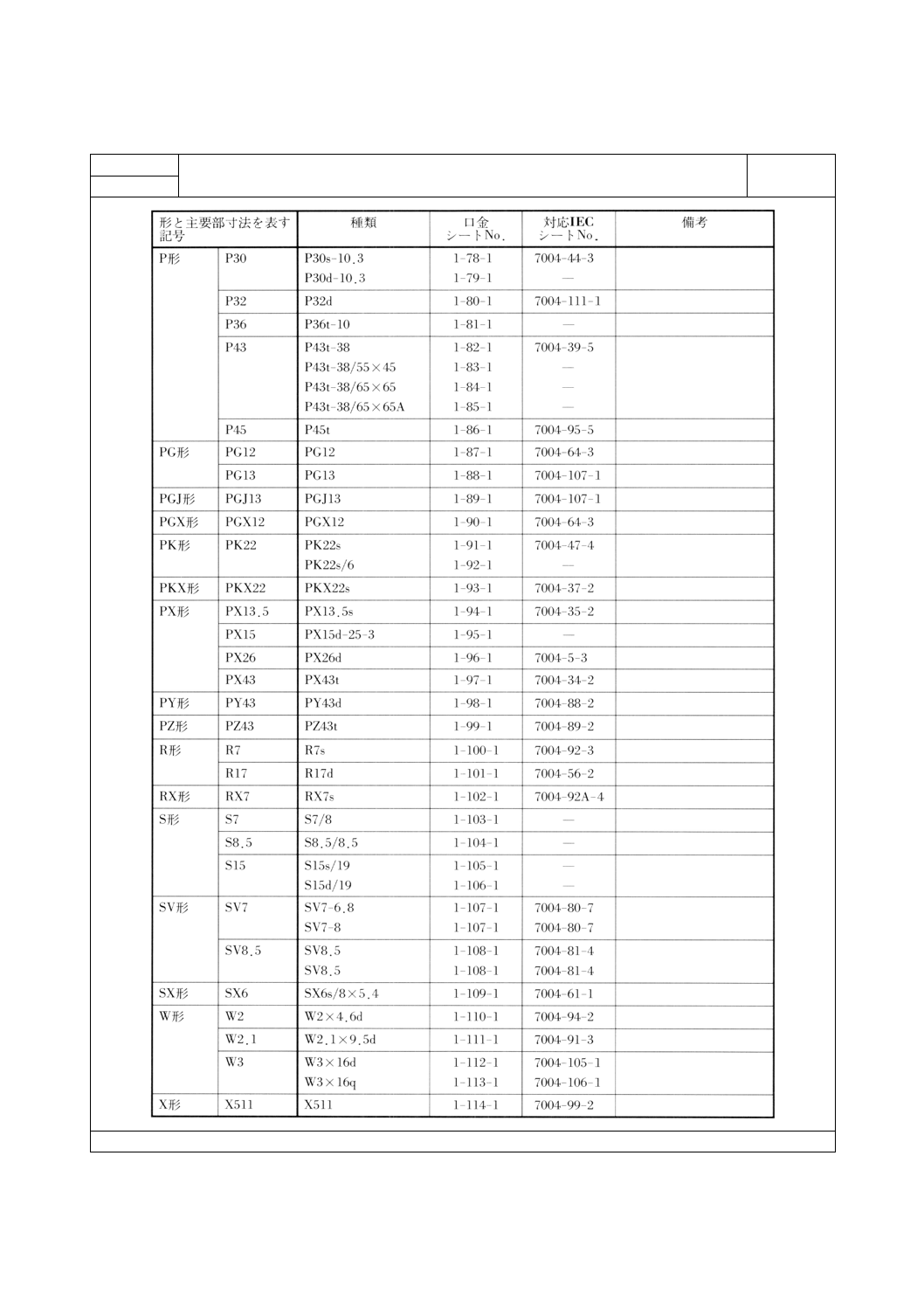
口金 目次及びJIS/IEC対照表
ページ1/3
*次回改正時に廃止予定
1-0-1
C 7709-1 : 1997
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS C 7709-1989は改正され,次の規格に置き換えられる。
JIS C 7709-0 電球類の口金・受金及びそれらのゲージ並びに互換性・安全性
第0部 電球類の口金・受金及びそれらのゲージ類の総括的事項
JIS C 7709-1 電球類の口金・受金及びそれらのゲージ並びに互換性・安全性
第1部 口金
JIS C 7709-2 電球類の口金・受金及びそれらのゲージ並びに互換性・安全性
第2部 受金
JIS C 7709-3 電球類の口金・受金及びそれらのゲージ並びに互換性・安全性
第3部 ゲージ
口金,受金及びゲージ類は相互に関連をもつので,常に総括的に検討しなければならない。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 7709-1 : 1997
電球類の口金・受金及びそれらの
ゲージ並びに互換性・安全性
第1部 口金
Lamp caps and holders together with gauges for
the control of interchangeability and safety
Part 1 : Lamp caps
序文 この規格は1969年に第3版として発行されたIEC 61-1 (Lamp caps and holders together with gauges for
the control of interchangeability and safety. Part 1 : Lamp caps) を元に作成した日本工業規格である。
この規格は,国際規格の様式に基づき,規格シートをルーズリーフ方式で採用しており,規格改正によっ
て改定された規格シート及び文書はその都度発行される。また,発行年度の入った目次シート(JIS/IEC
対照表)を添付している。
1. 適用範囲 この規格は,電球,放電ランプなどの口金の種類及び寸法について規定する。
備考 この規格の対応国際規格を,次に示す。
IEC 61-1 Lamp caps and holders together with gauges for the control of interchangeability and safety
Part 1 : Lamp caps
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の一部を構成する。こ
れらの引用規格は,その最新版を適用する。
JIS C 7709-3 電球類の口金・受金及びそれらのゲージ並びに互換性・安全性 第3部 ゲージ
ISO 8092-1 : 1989 Road vehicles−Flat, quick-connect terminations−Part 1 : Tabs for single pole
connections
2
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
口金 目次及びJIS/IEC対照表
ページ1/3
*次回改正時に廃止予定
1-0-1
3
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
口金 目次及びJIS/IEC対照表
ページ2/3
1-0-1
4
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
口金 目次及びJIS/IEC対照表
ページ3/3
1-0-1
5
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
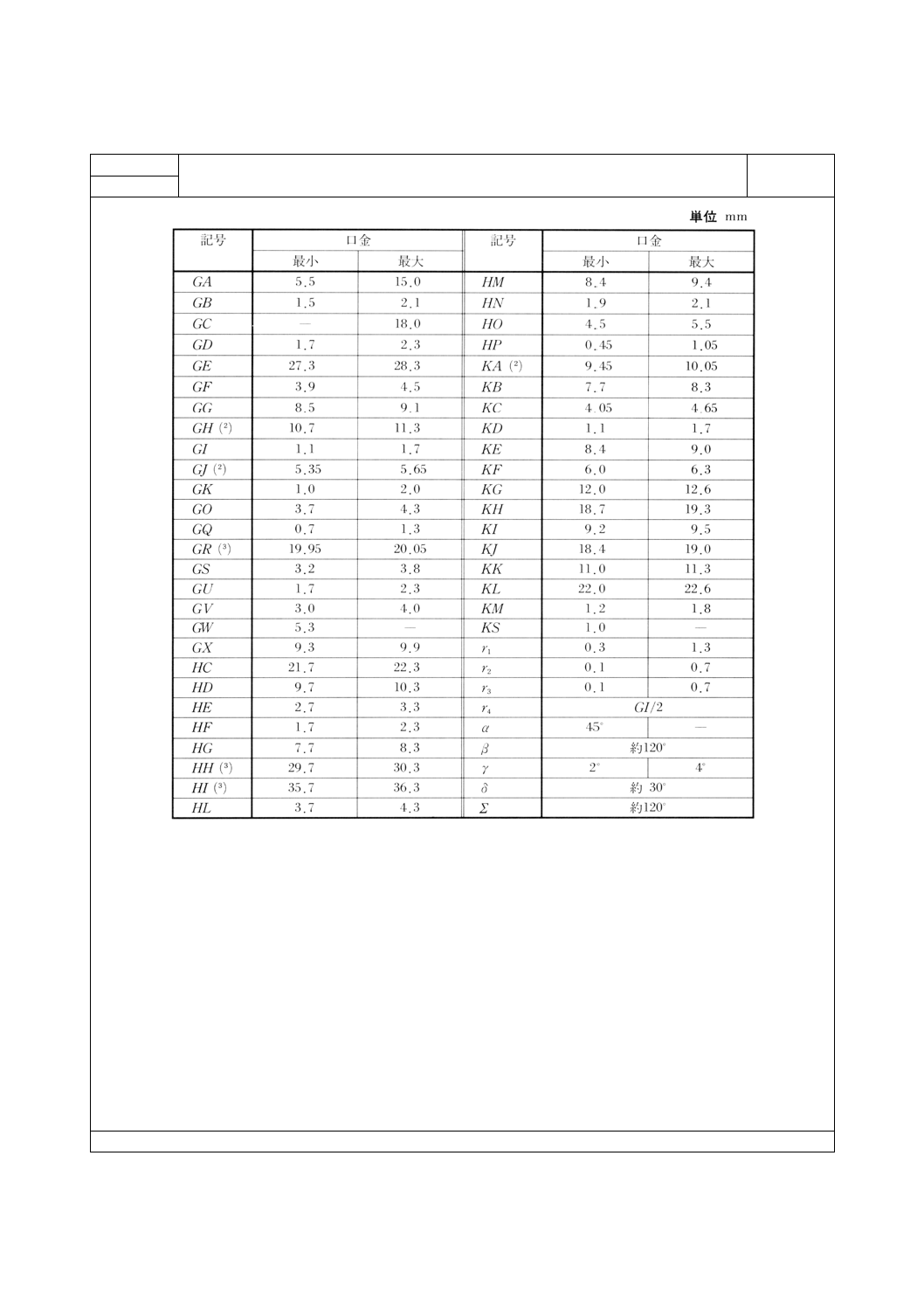
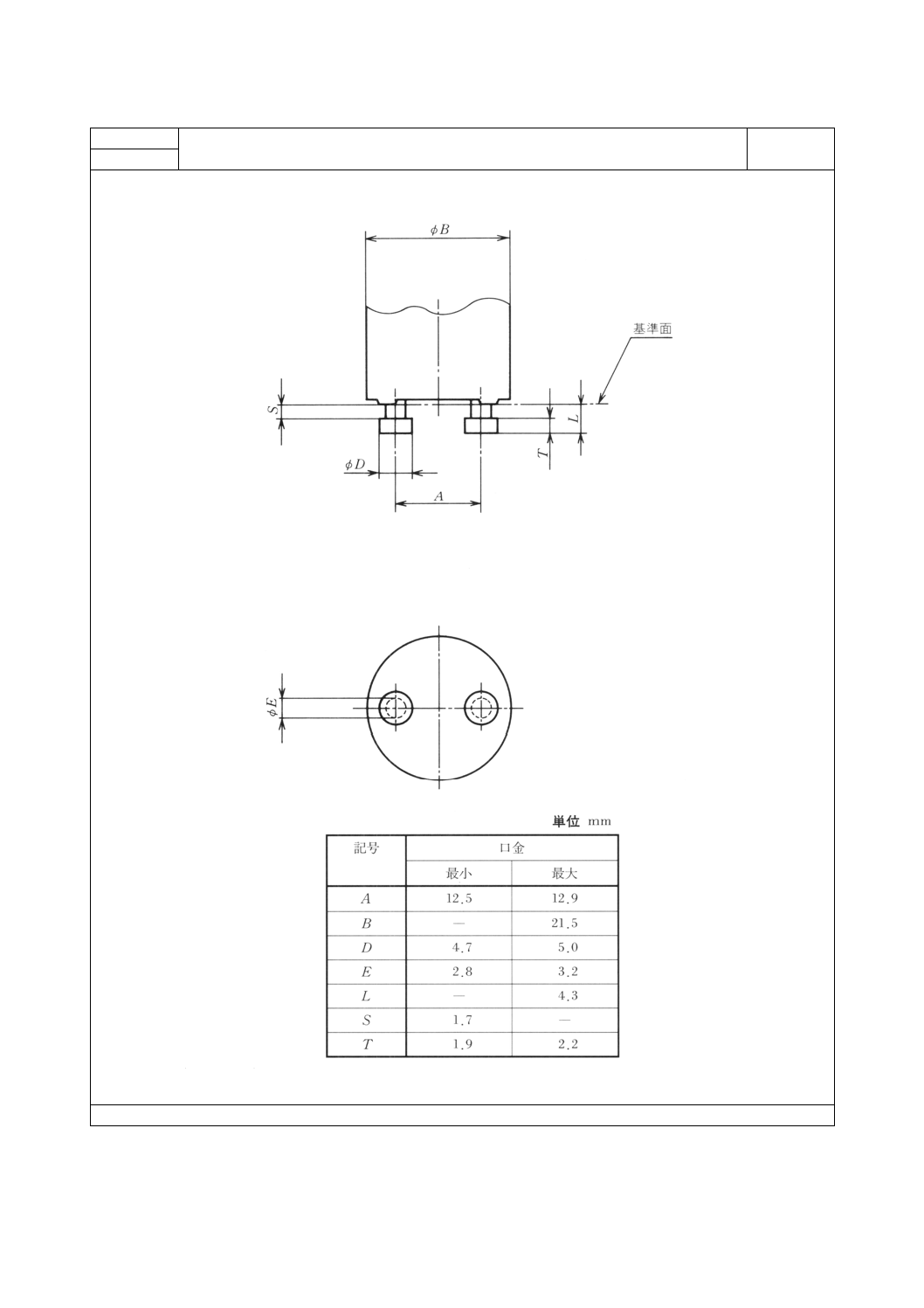
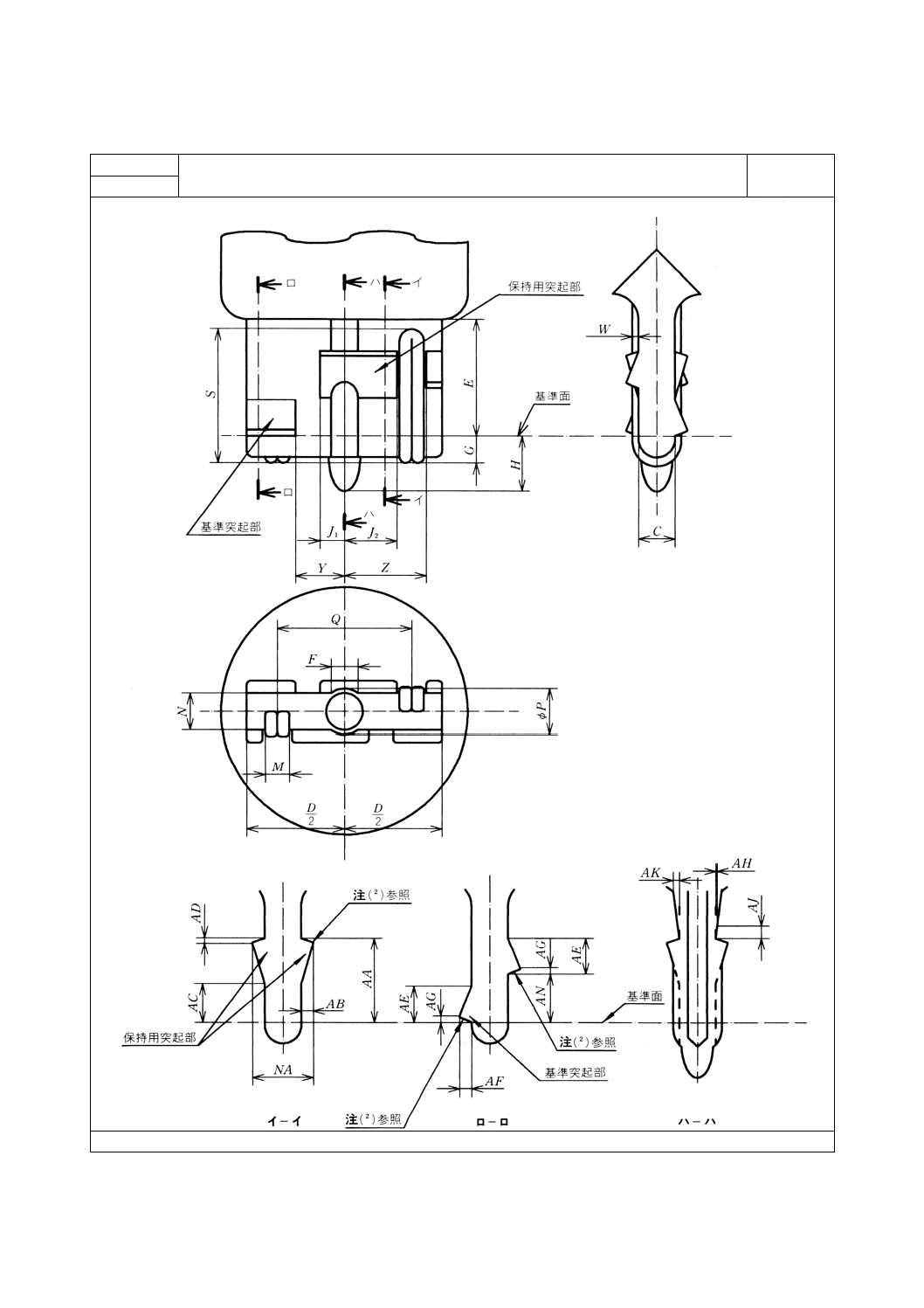
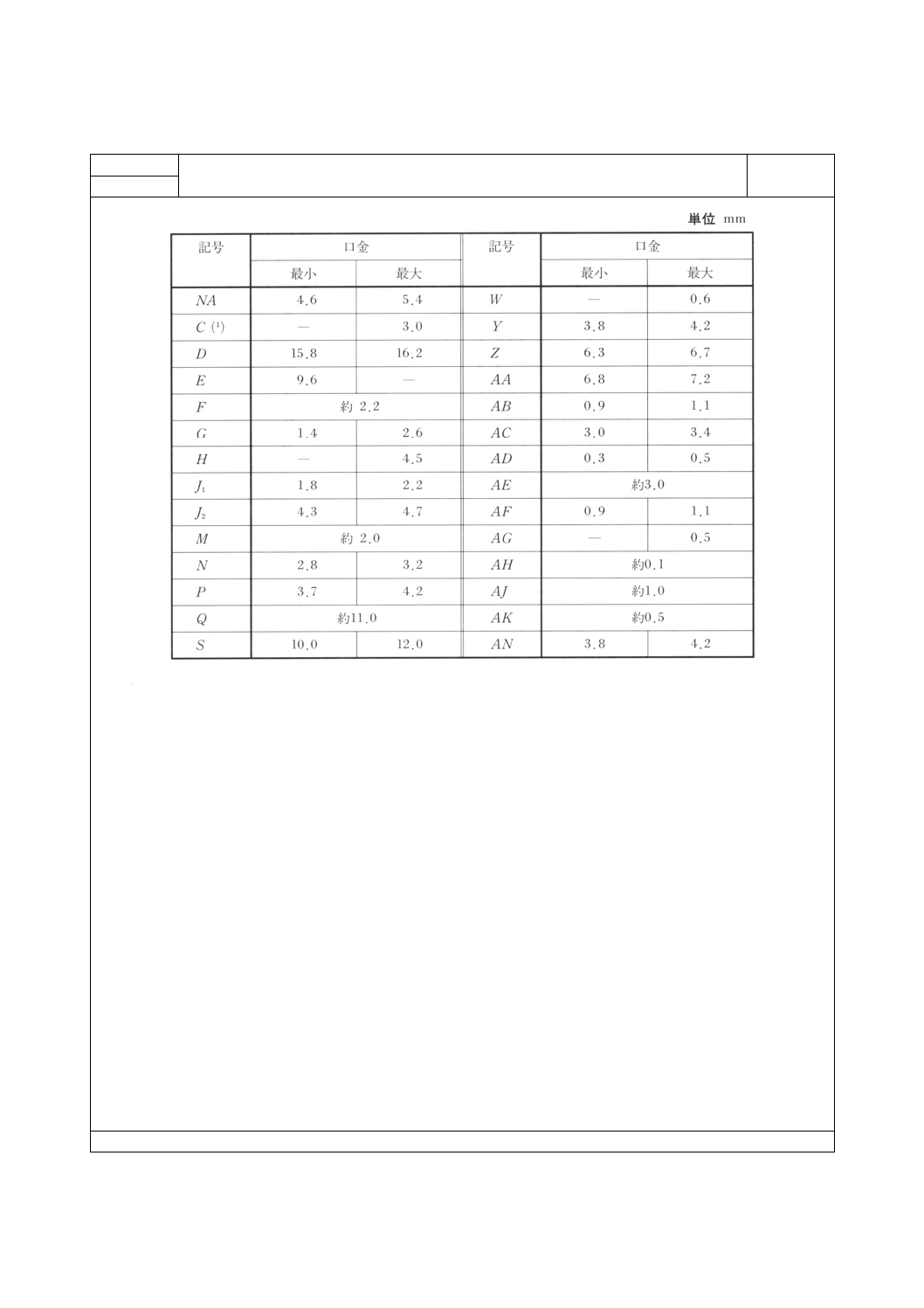
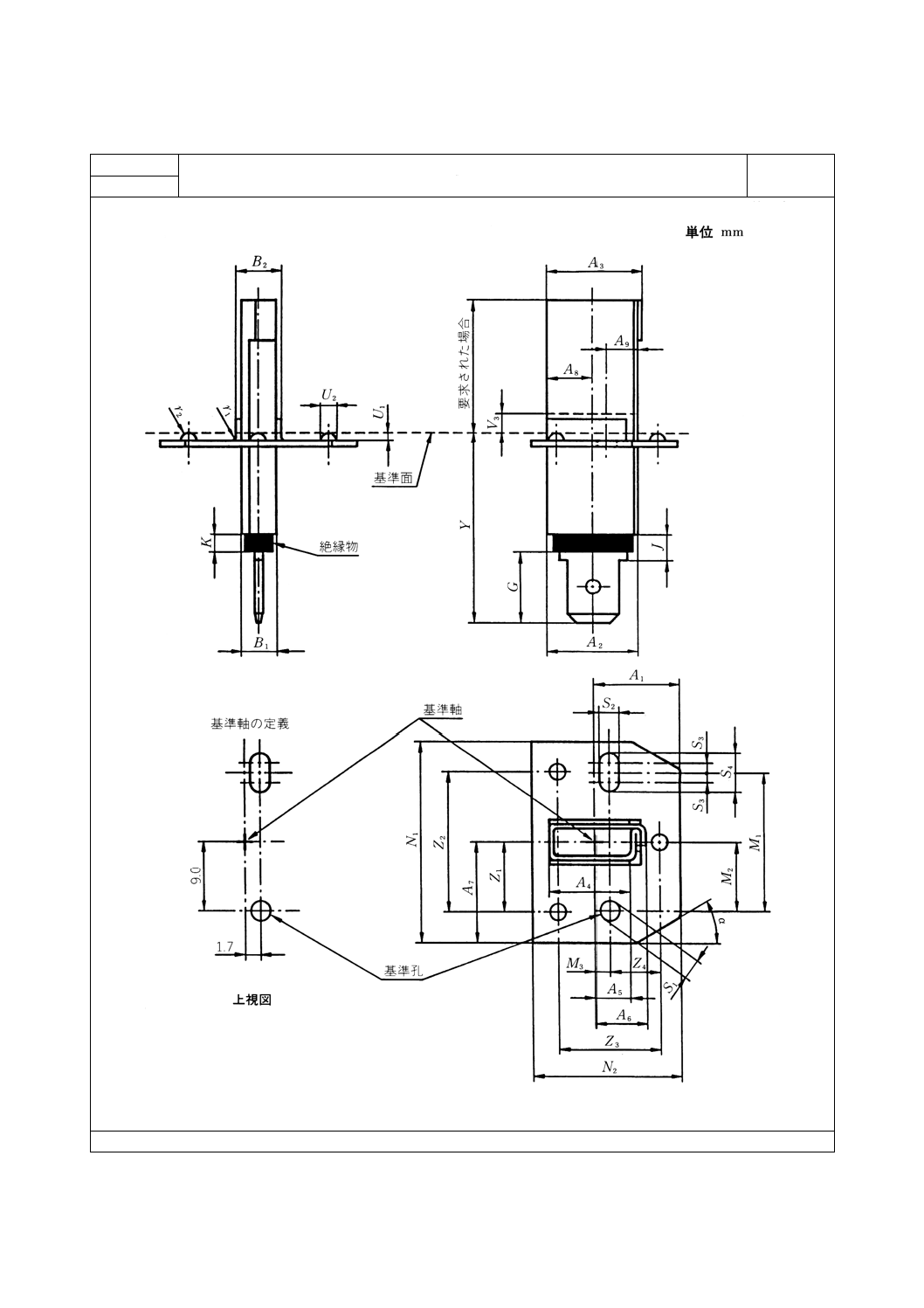
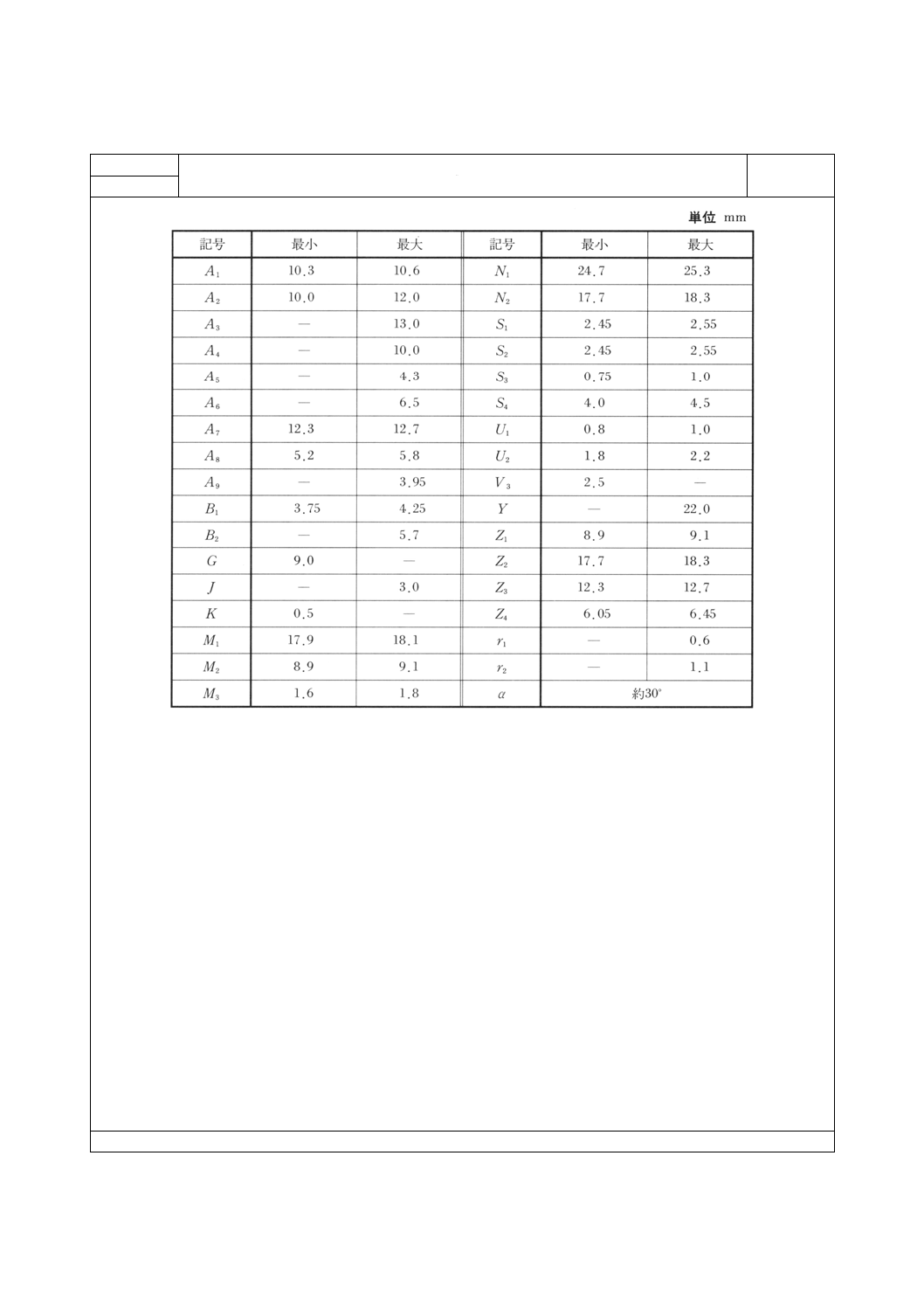
1997
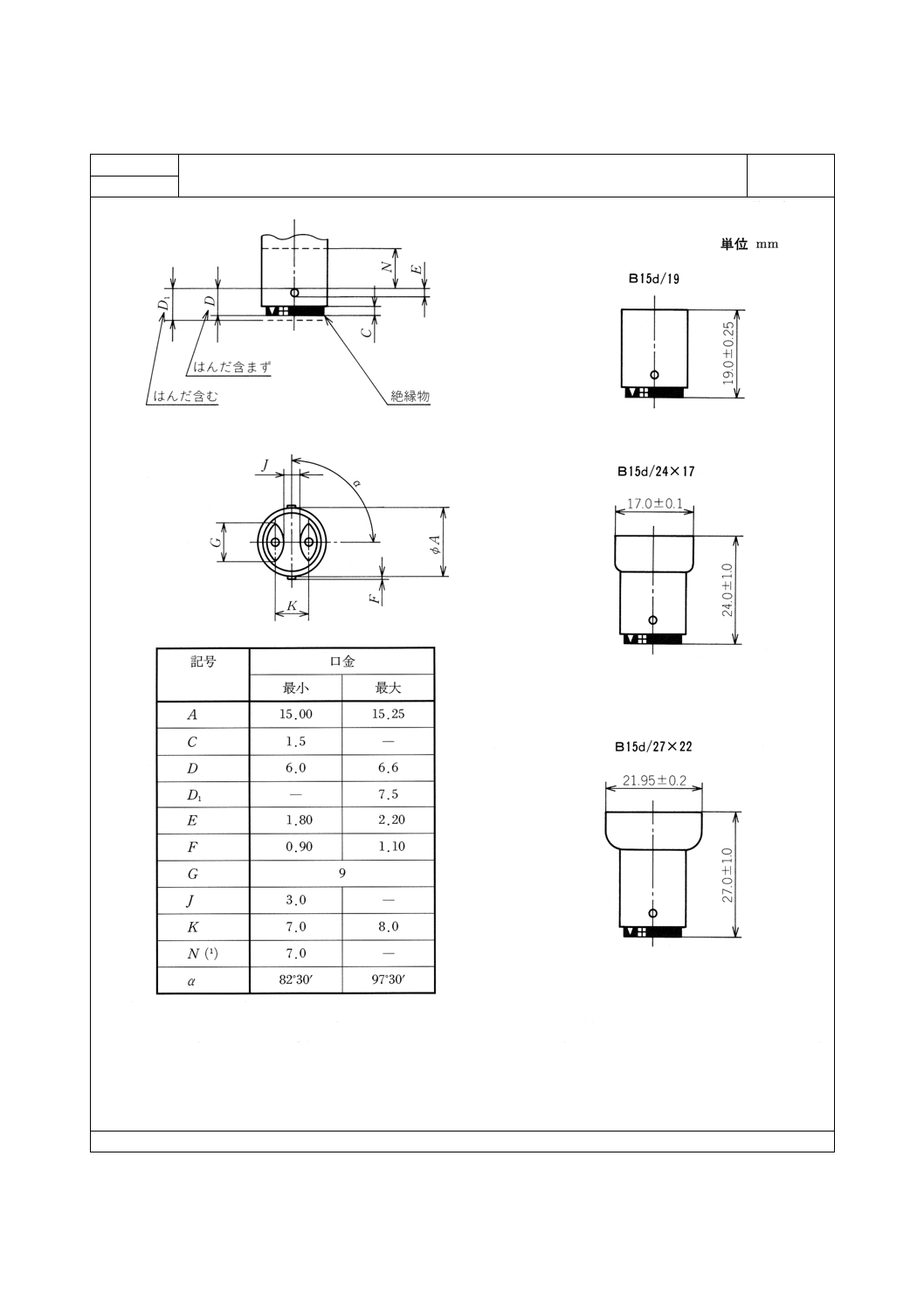
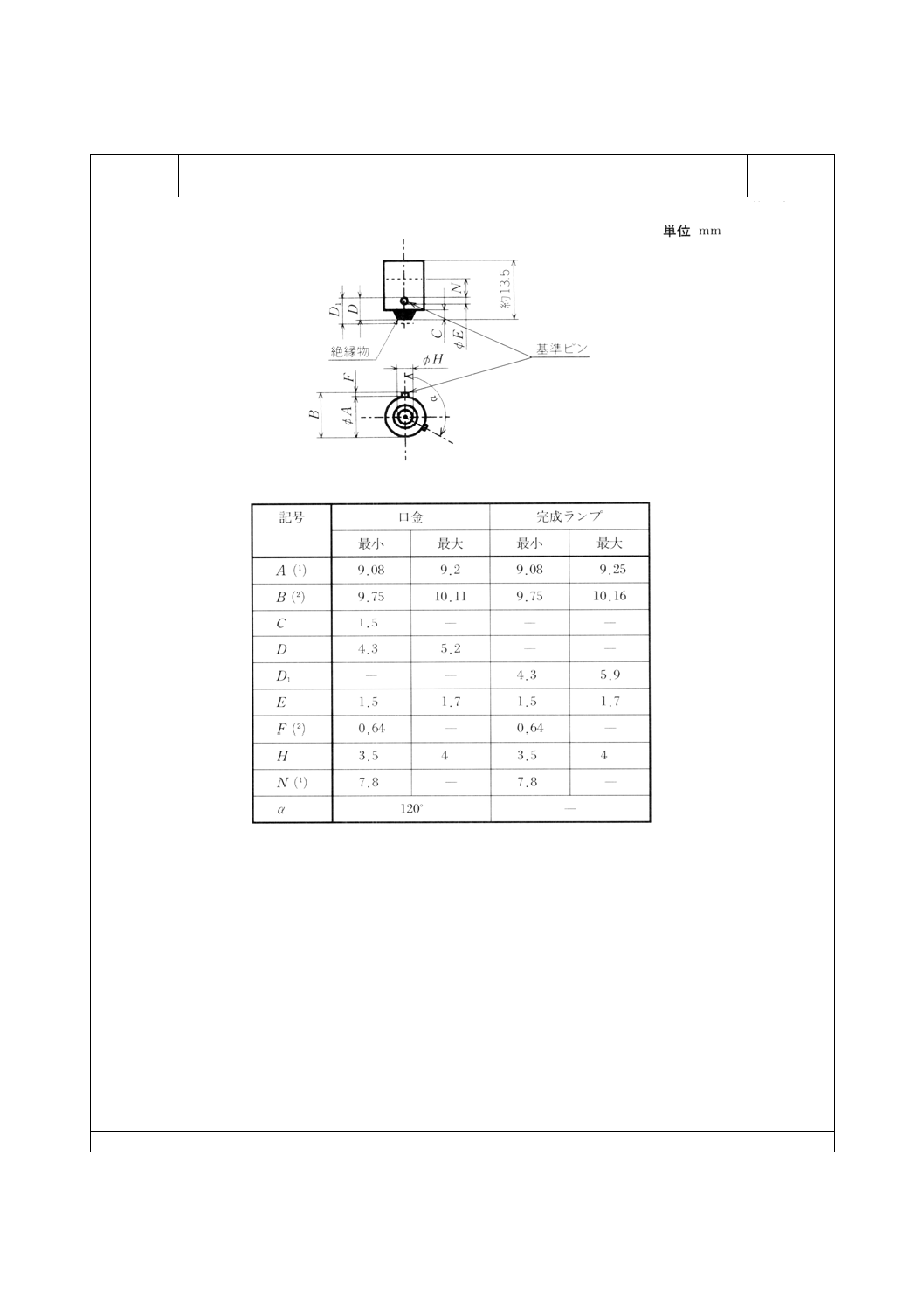
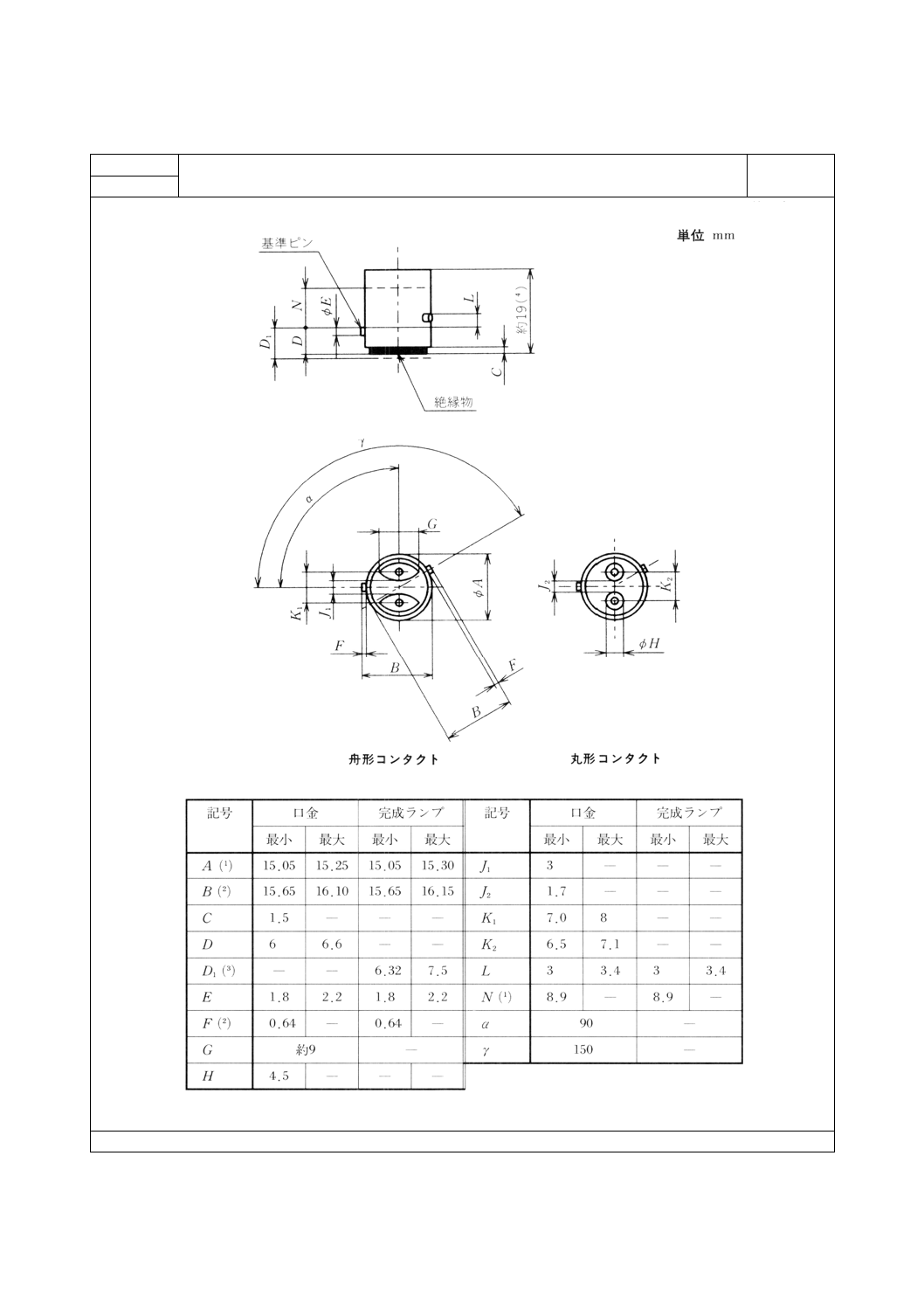
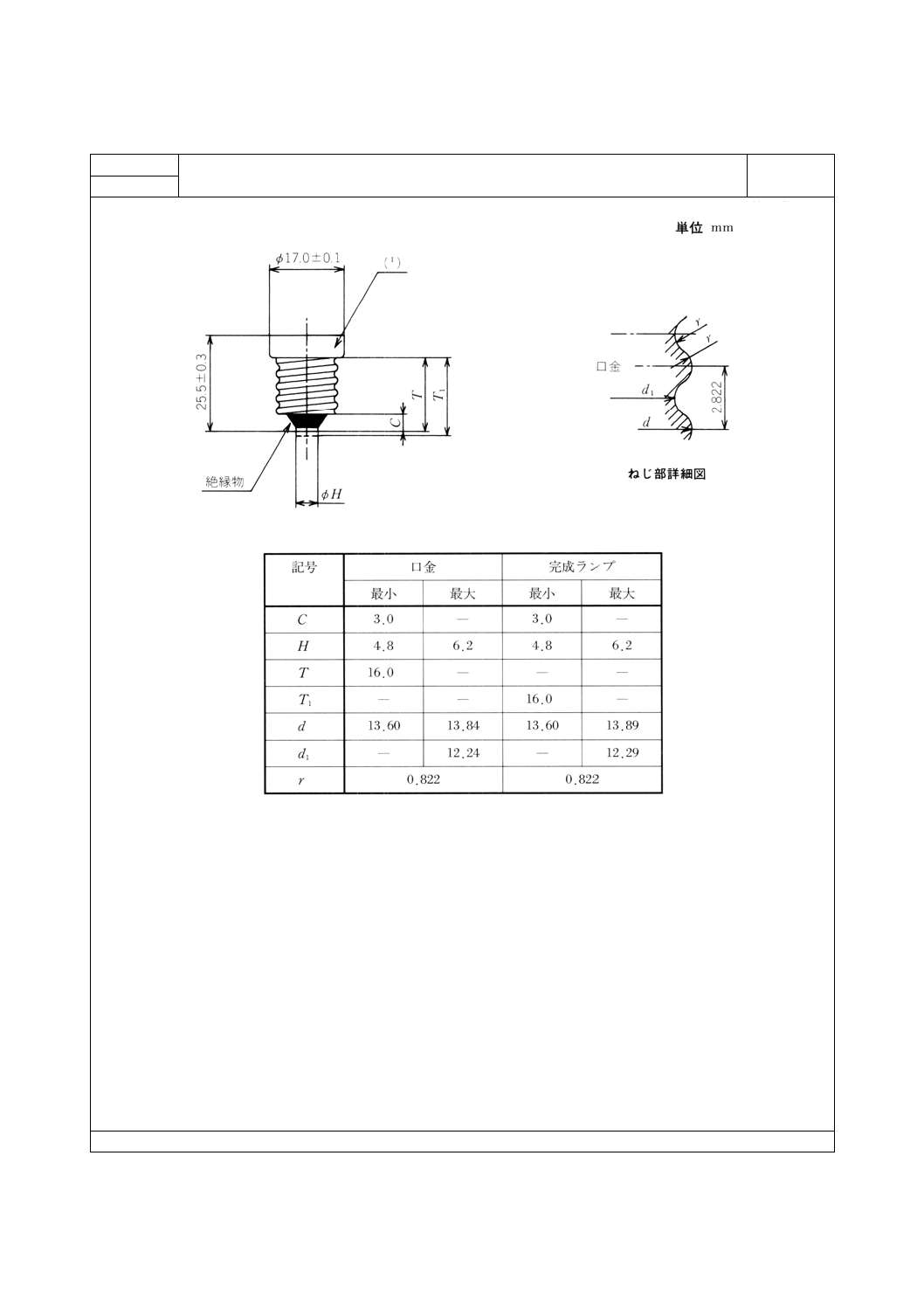
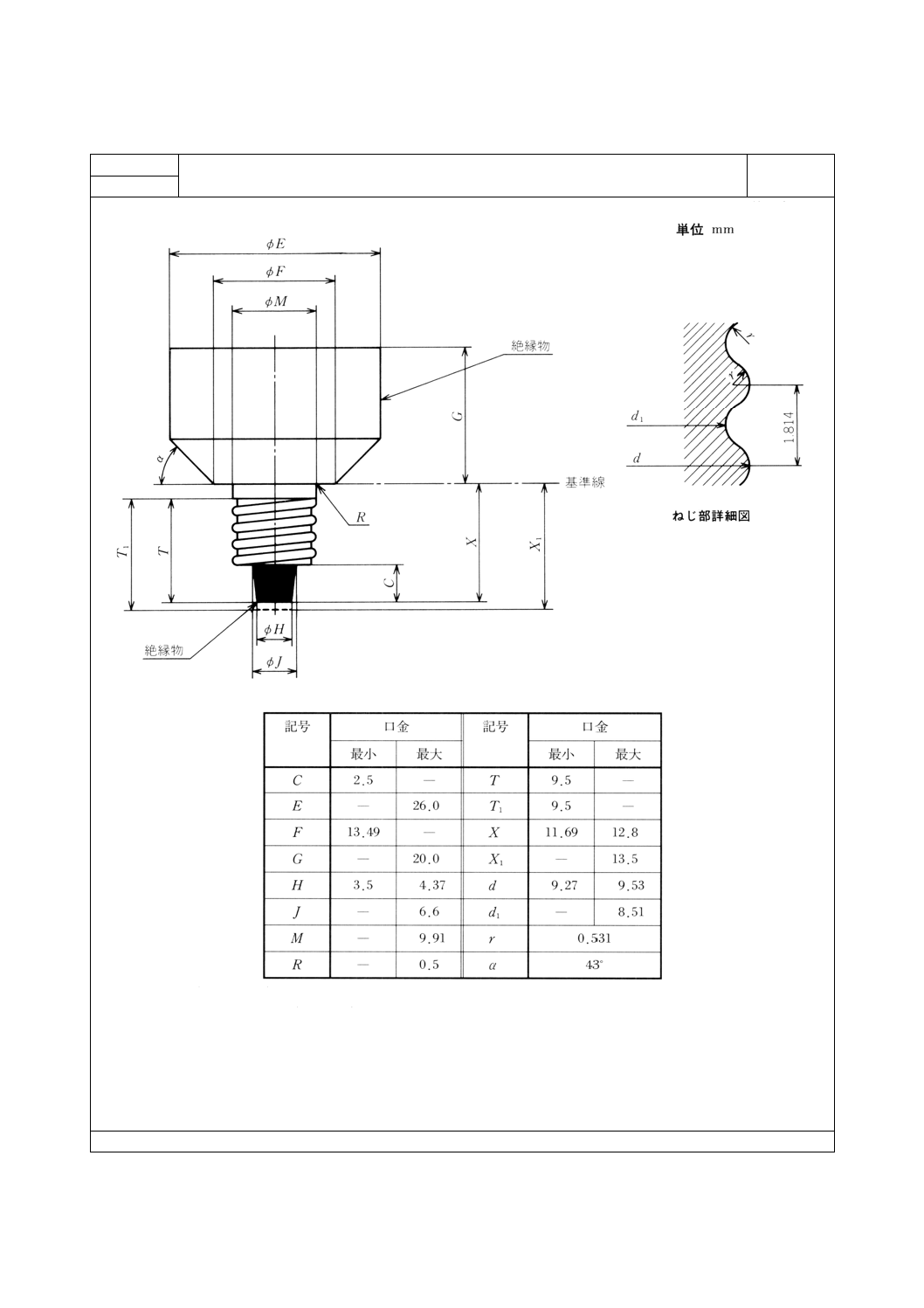
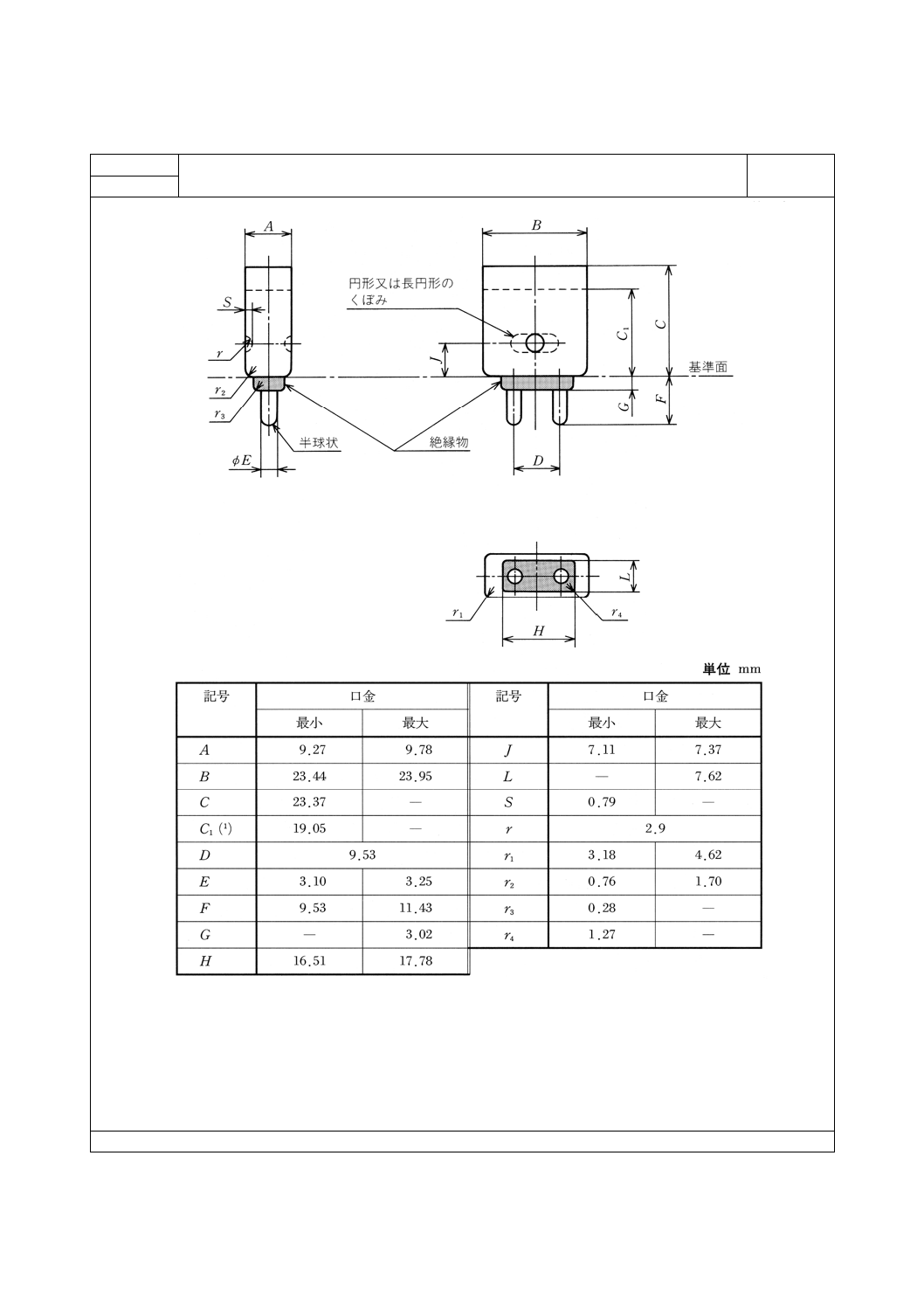
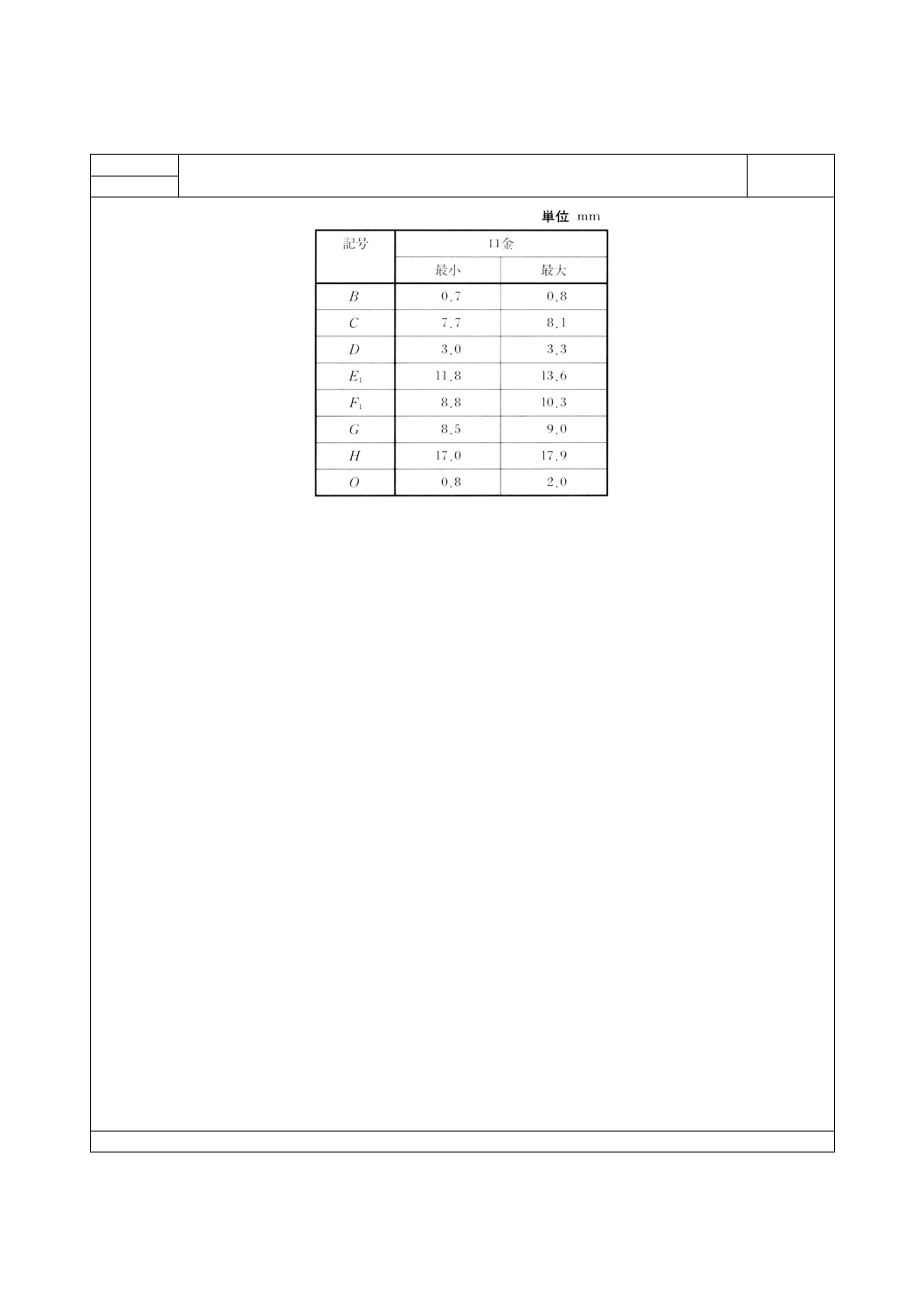
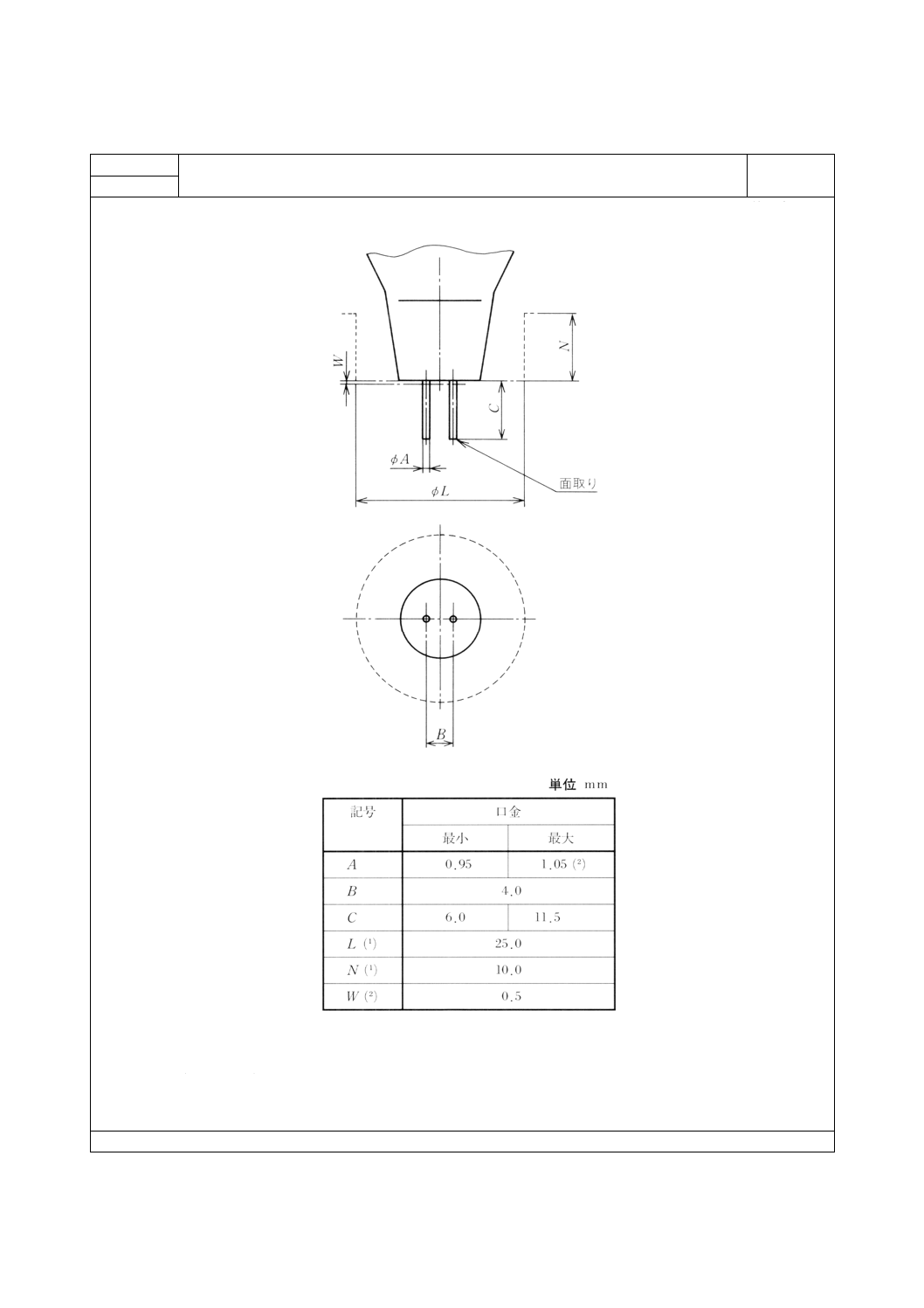
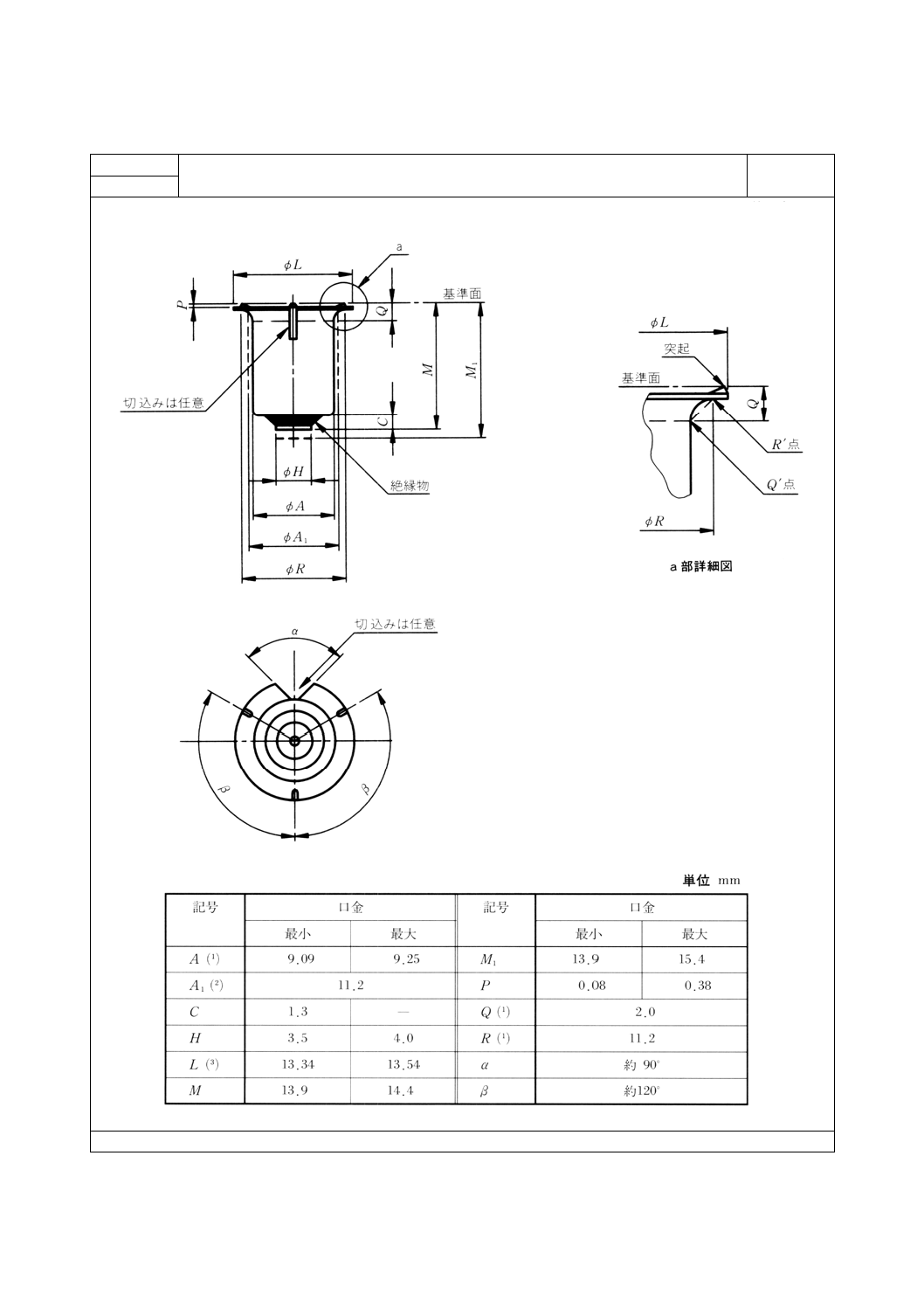
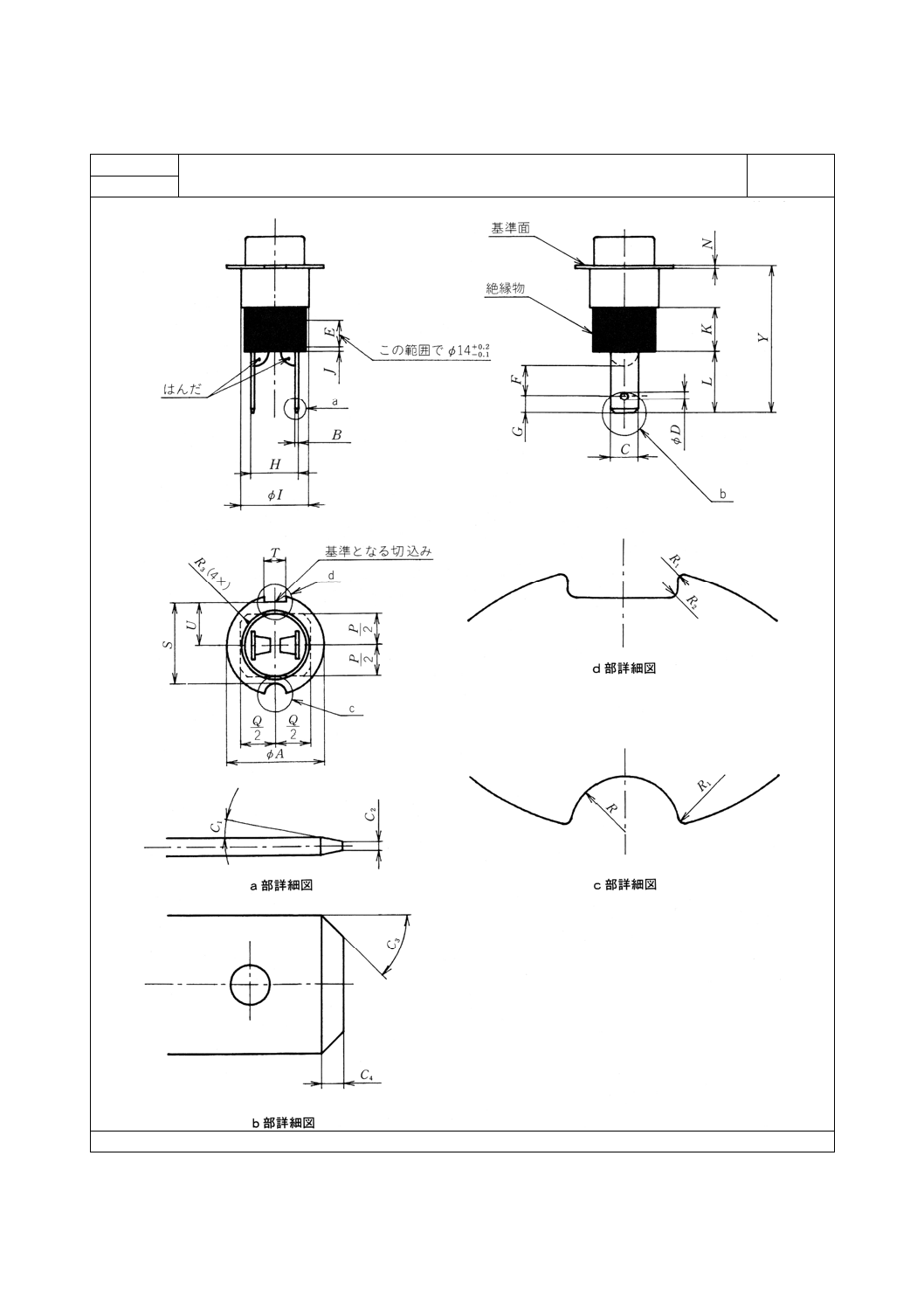
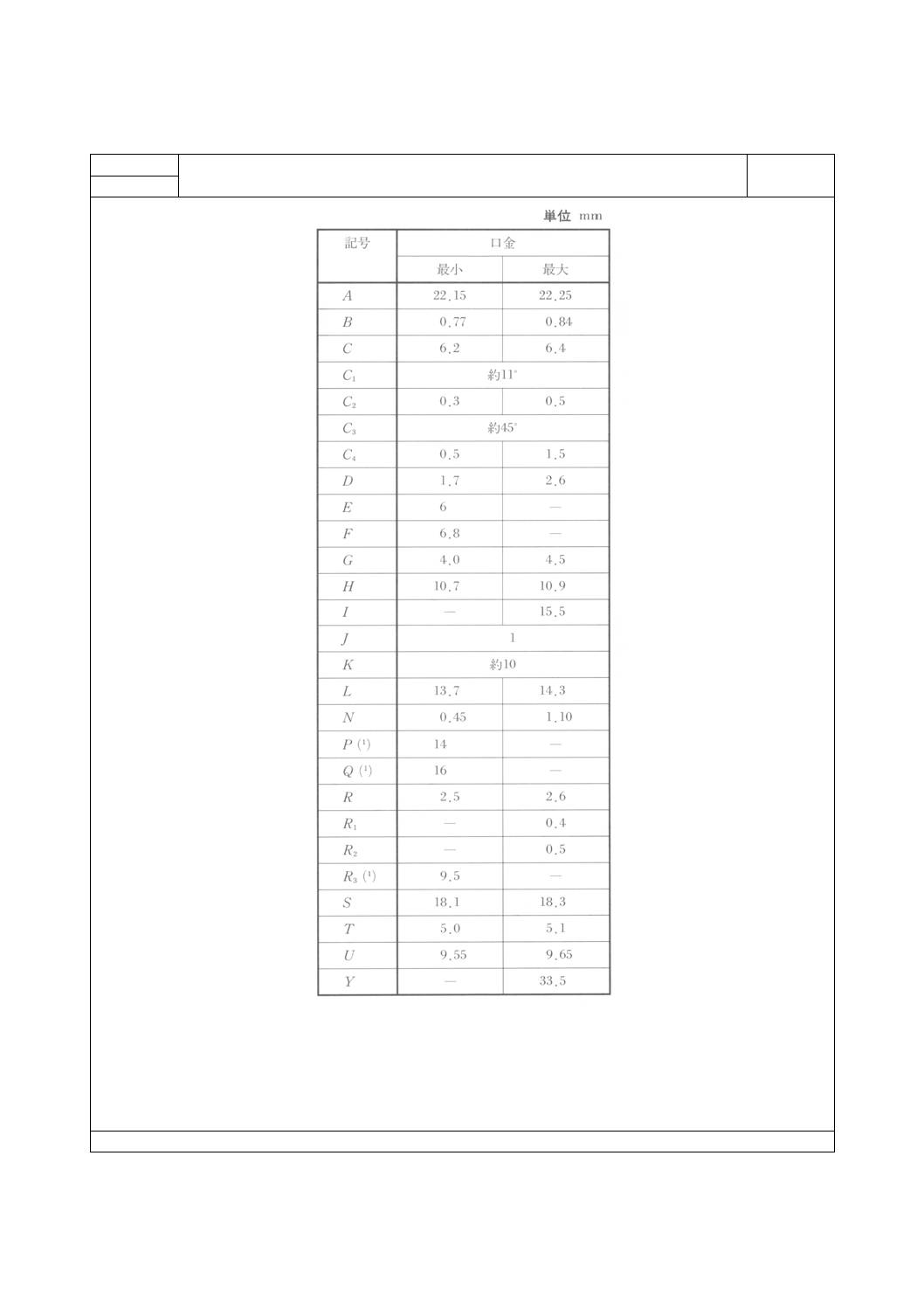
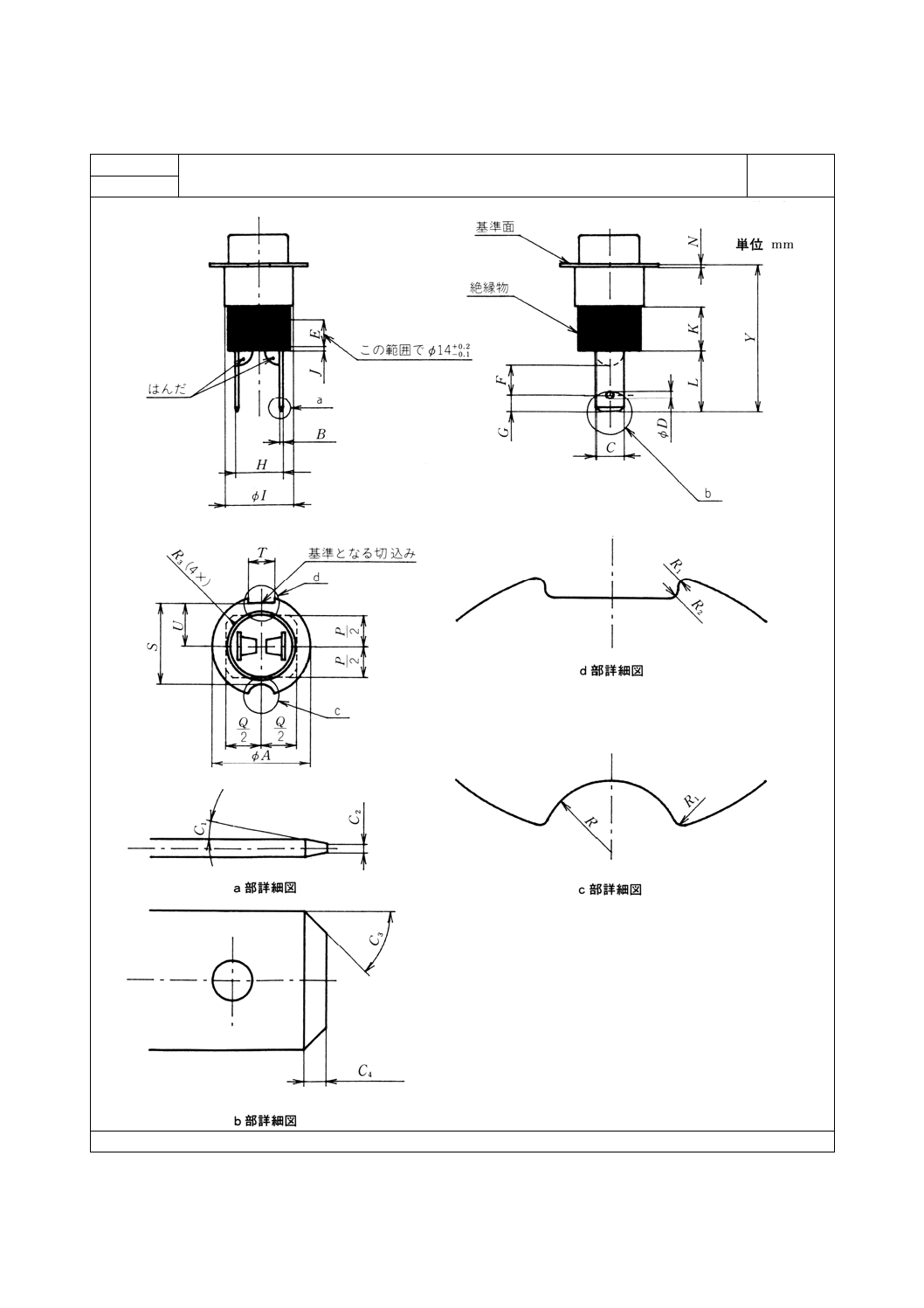
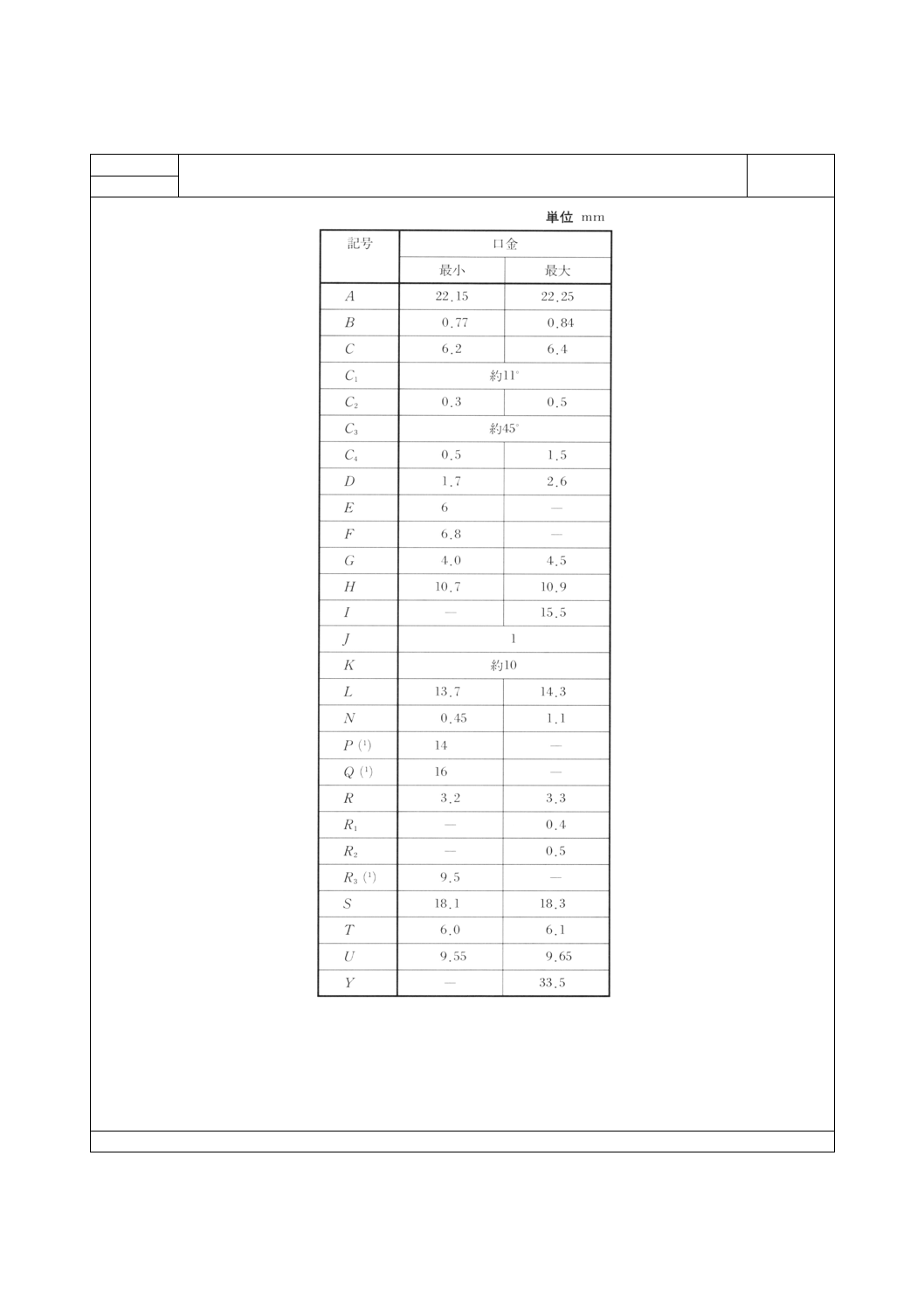
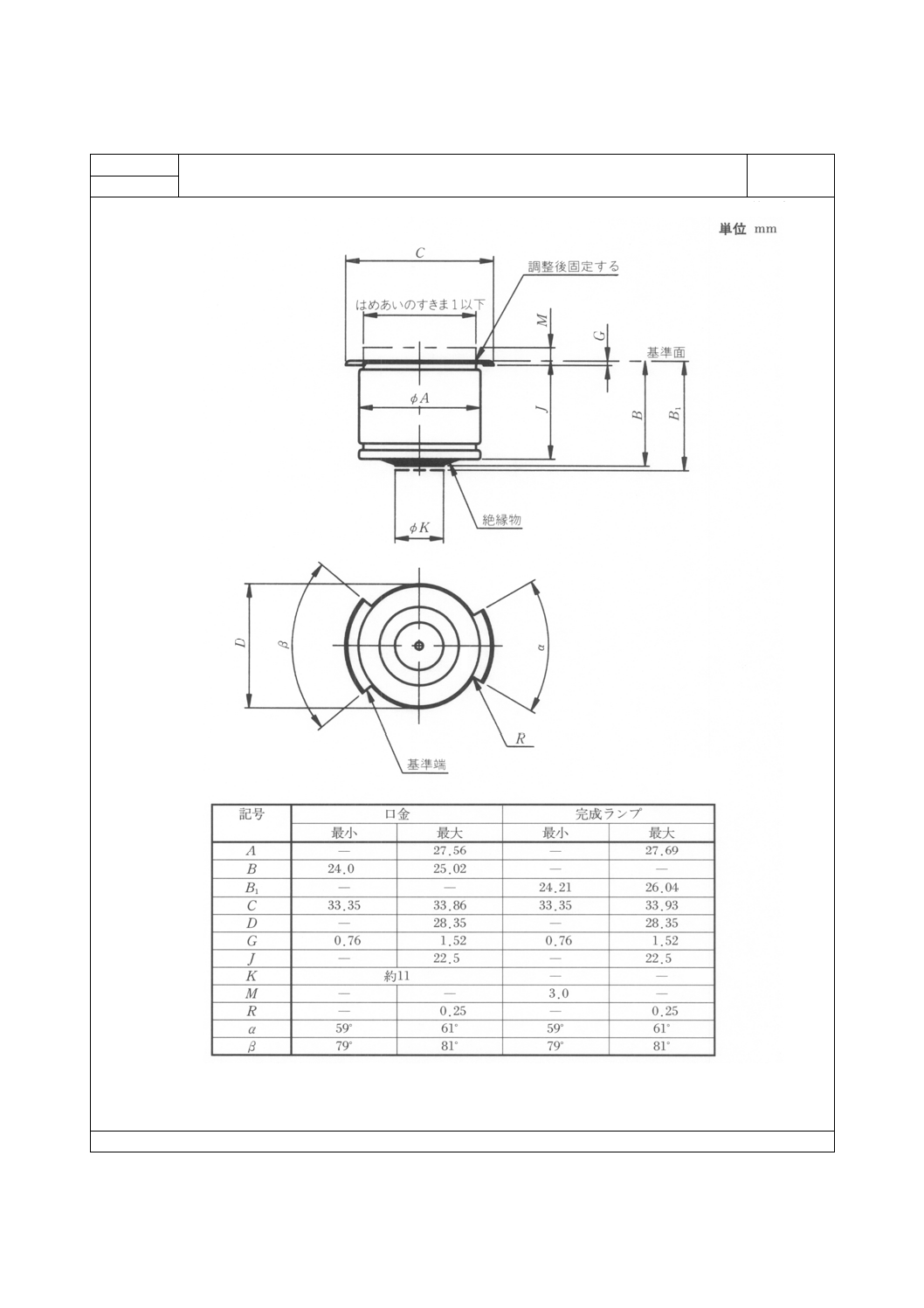
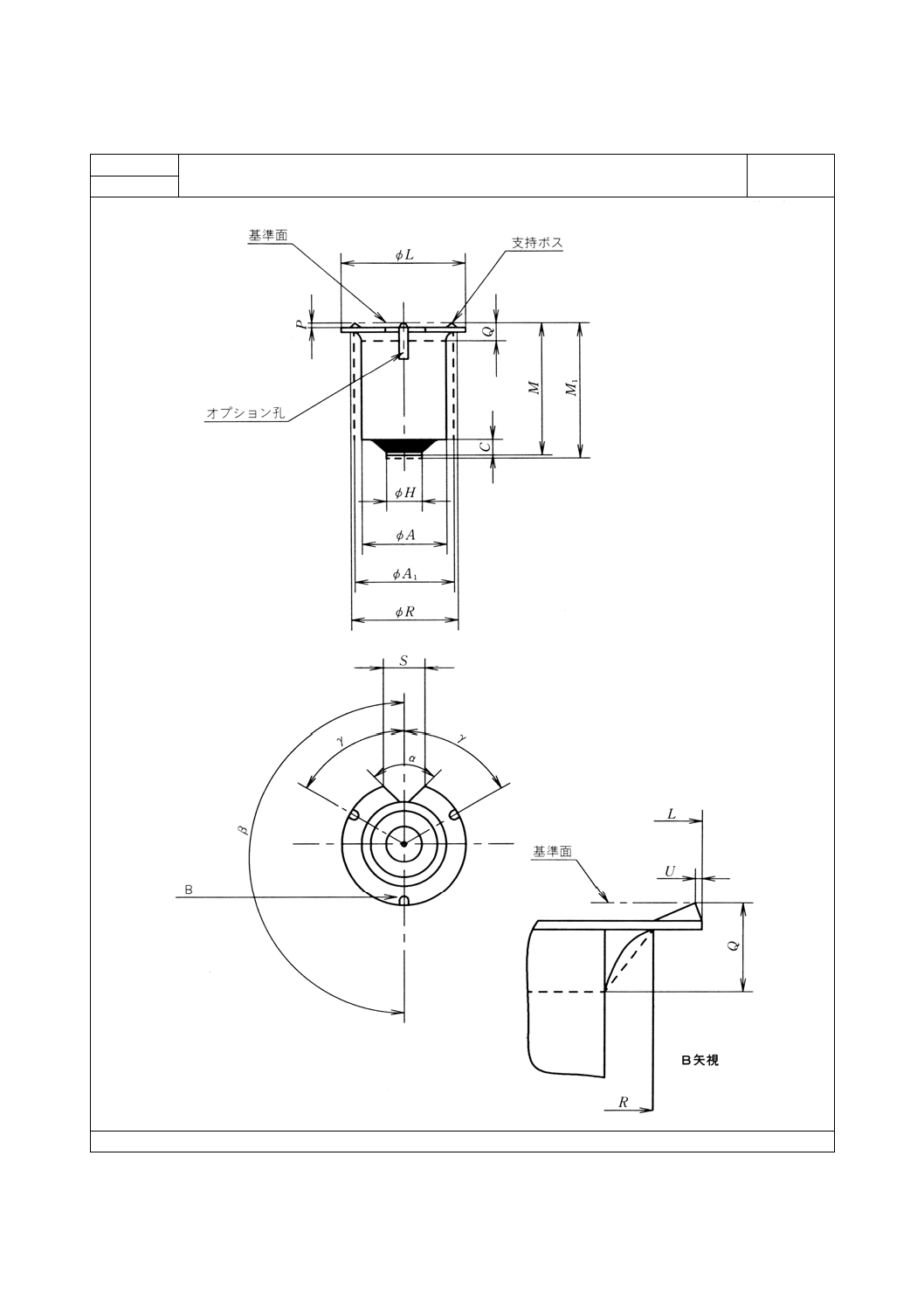
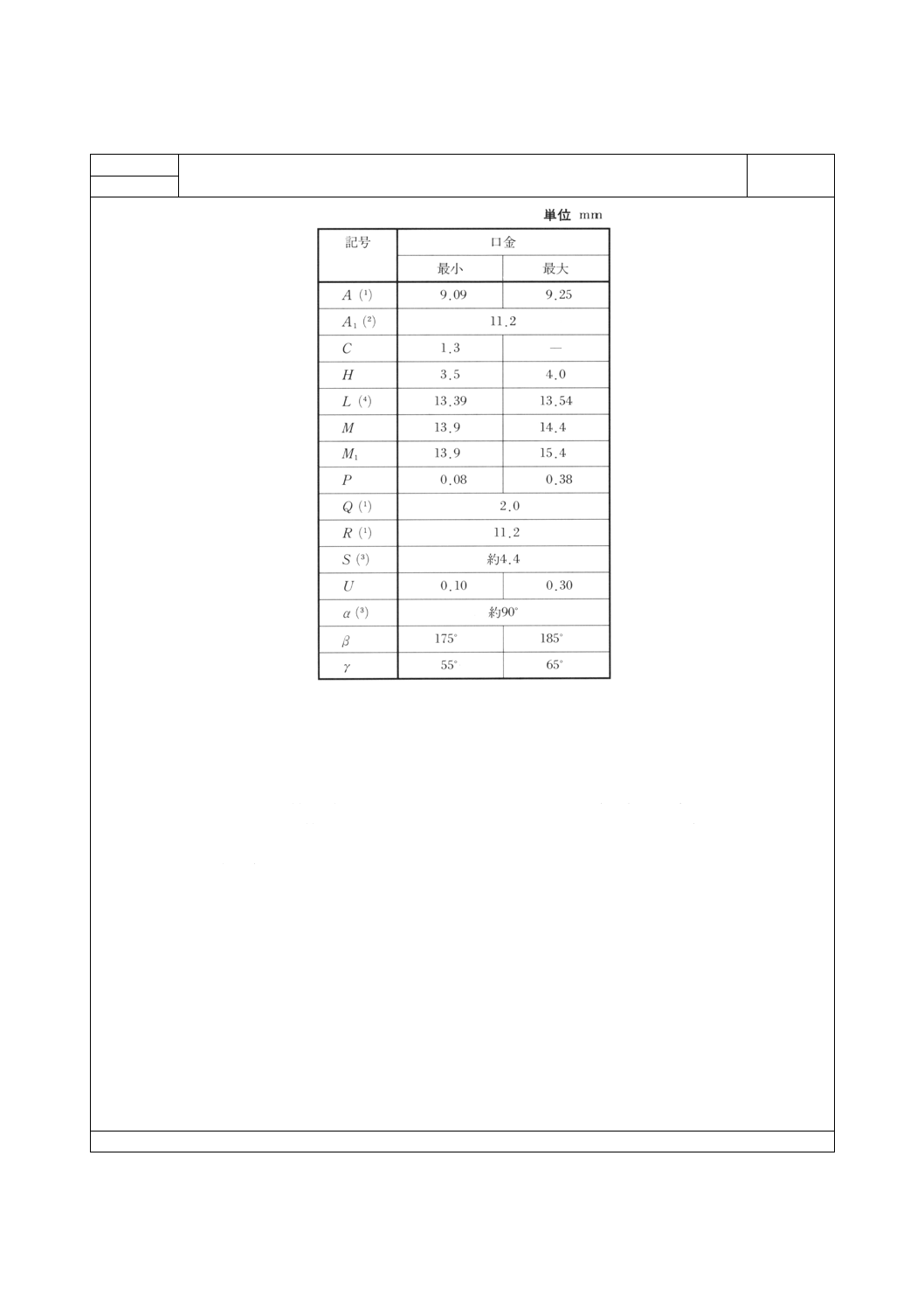
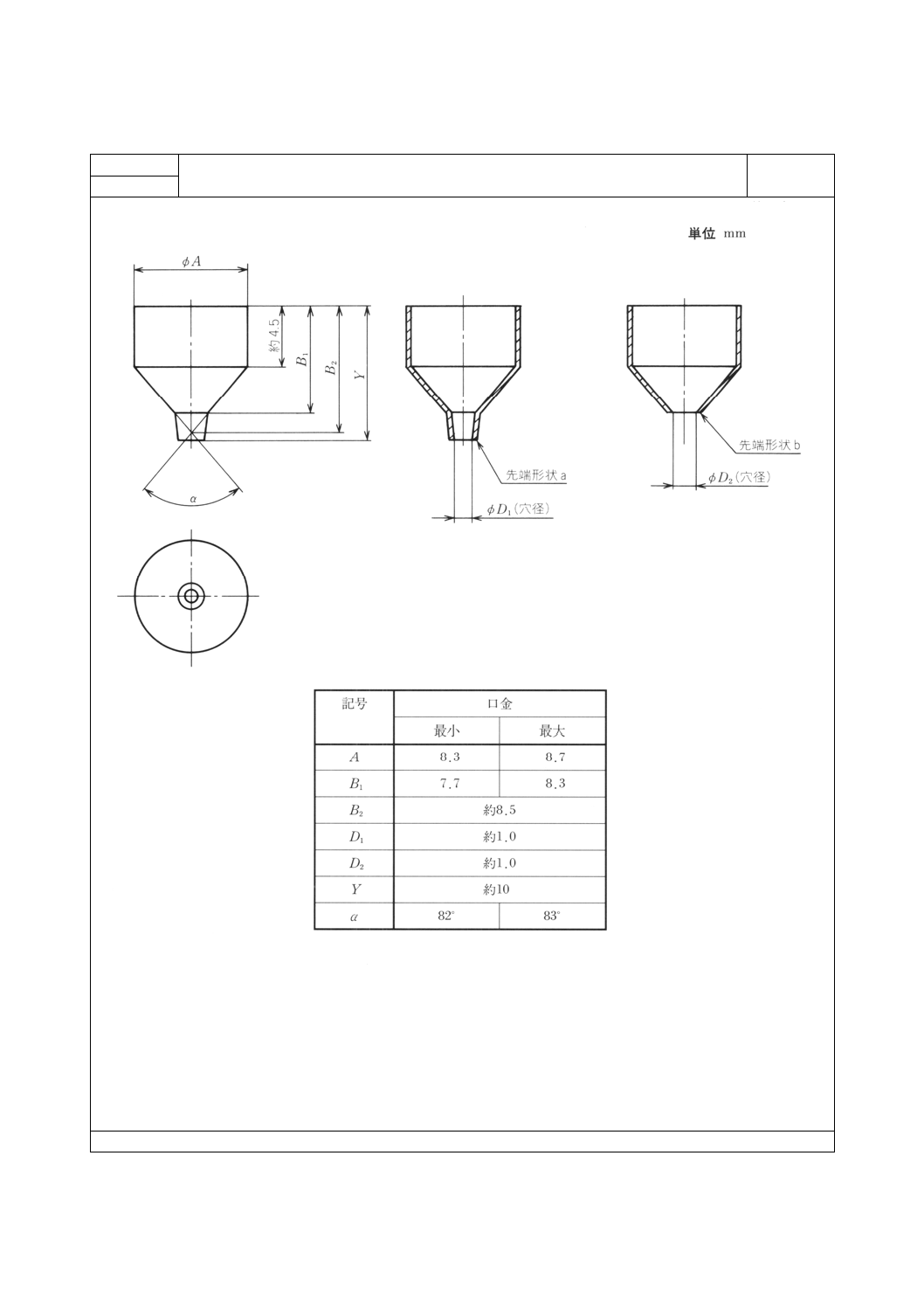
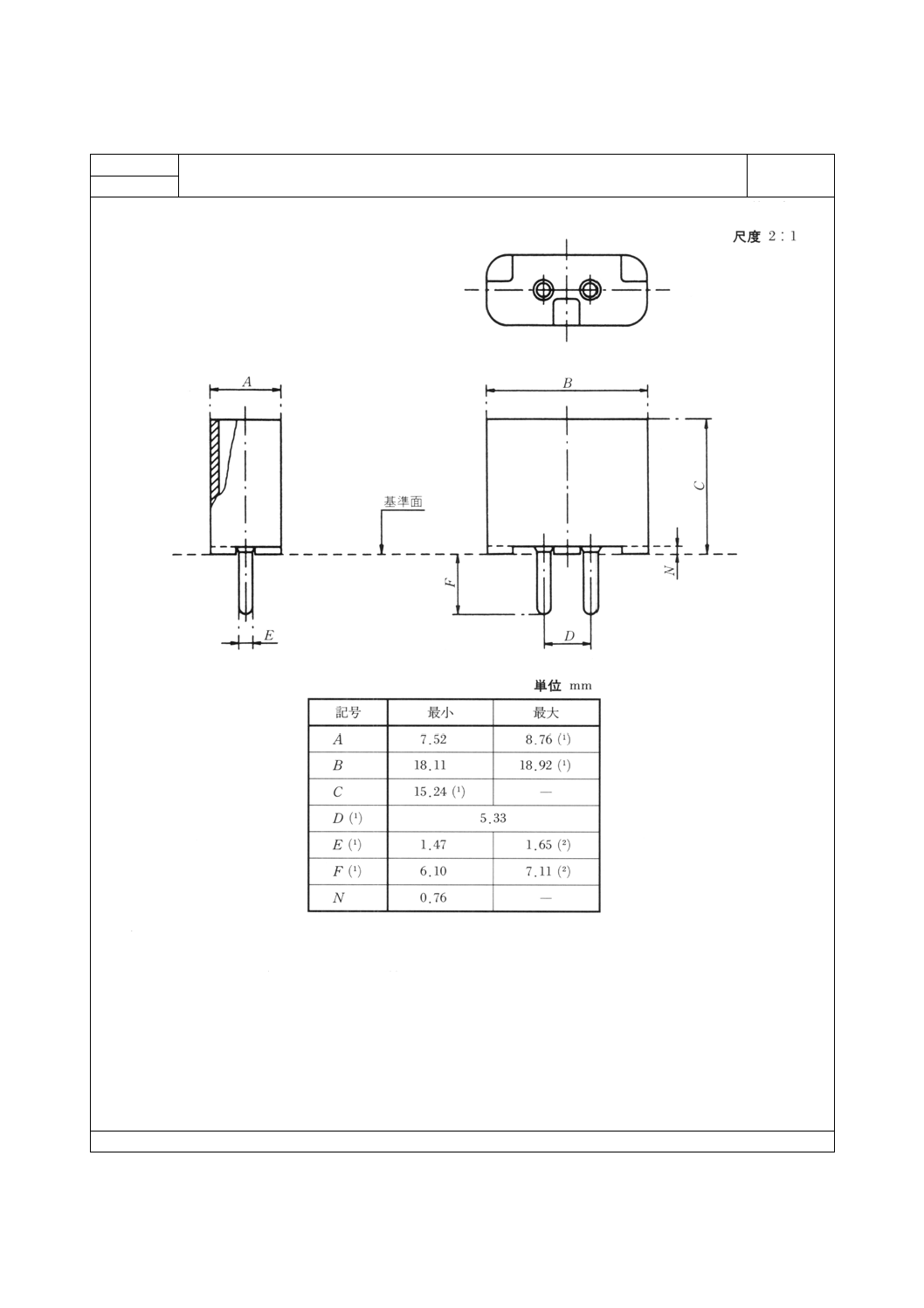
B 15 d 口金
ページ1/1
第三角法
注(1) Nは,φAが適用される範囲を示す。
備考1. 口金にフレアを付けた場合,フレア部の外径は図に示した外径の最大値に1mmを加えた値以下とする。
2. 完成ランプ口金の絶縁のための沿面距離は充電部分同士の場合3mm以上,充電部と口金シェルの場合
2mm以上必要である。
完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-1-1のゲージ又は測定器で検査すること。
1-1-1
6
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
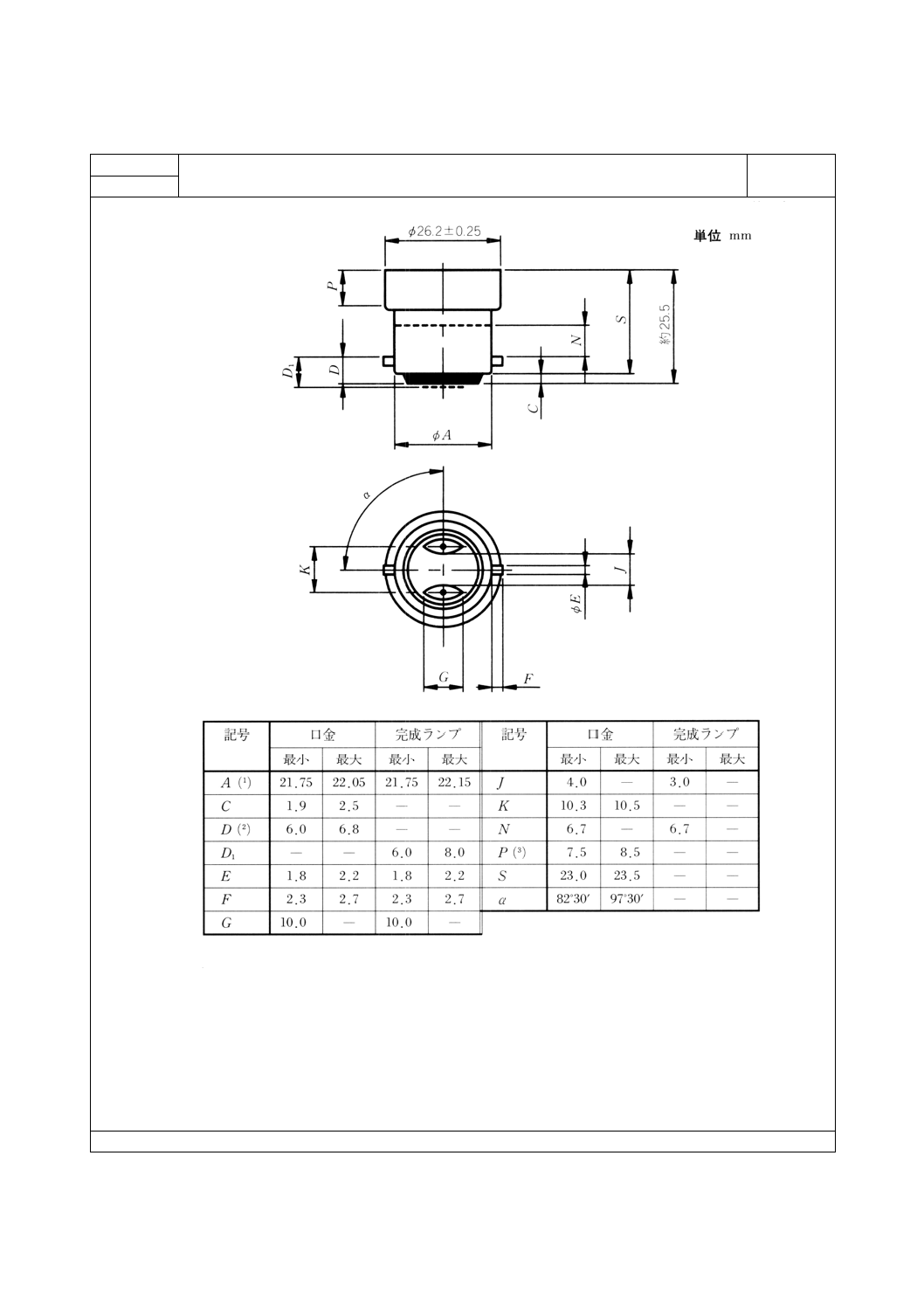
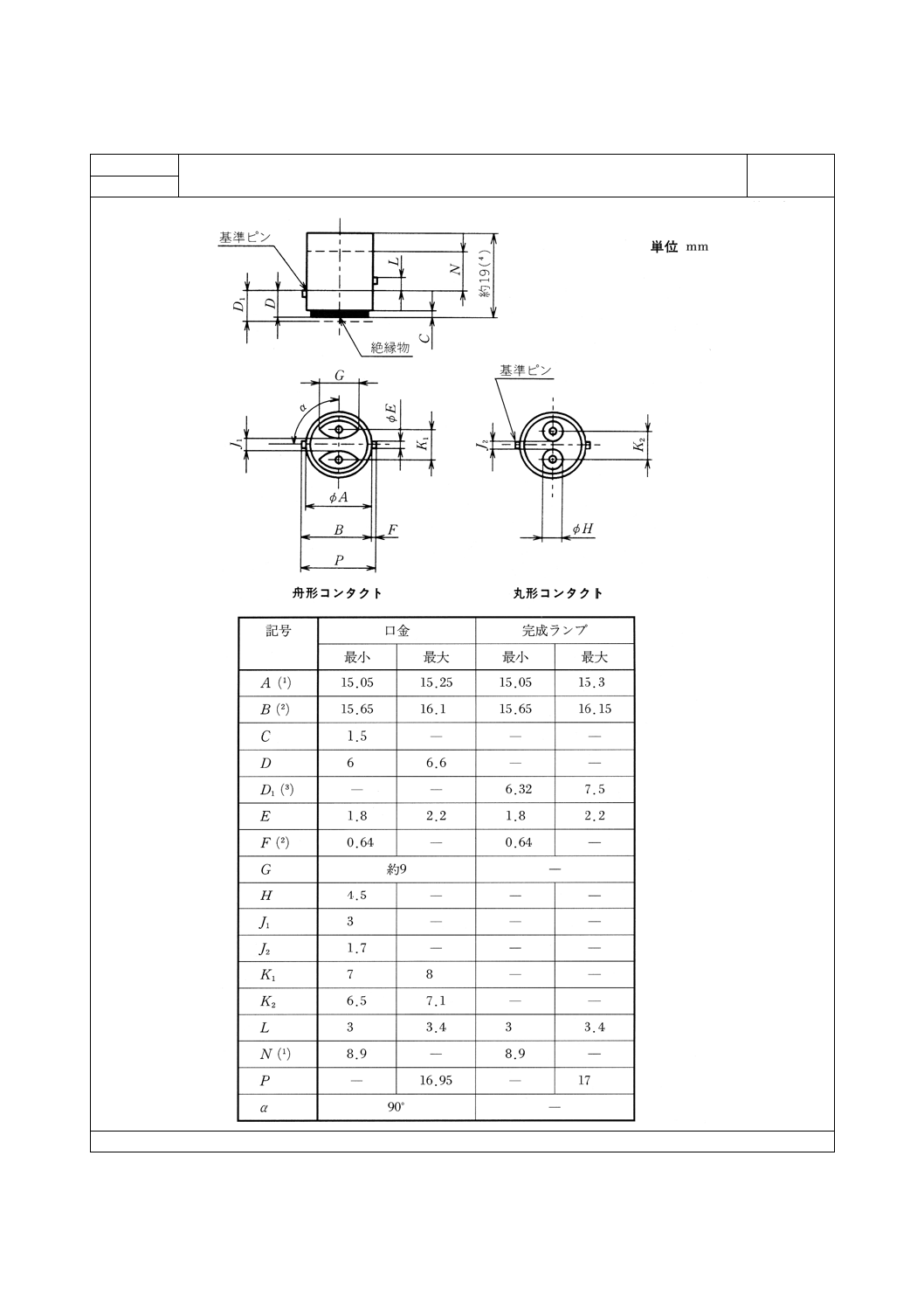
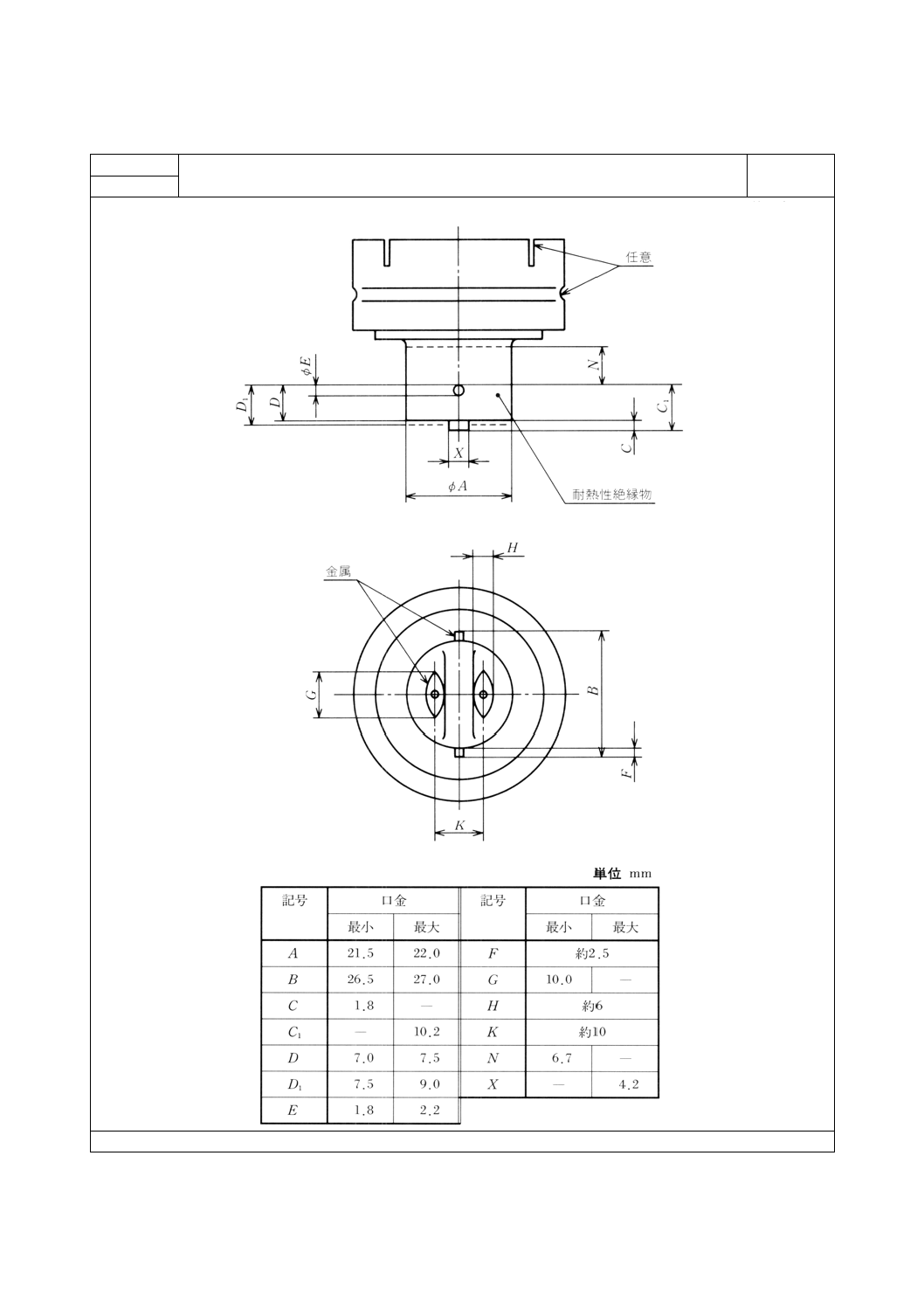
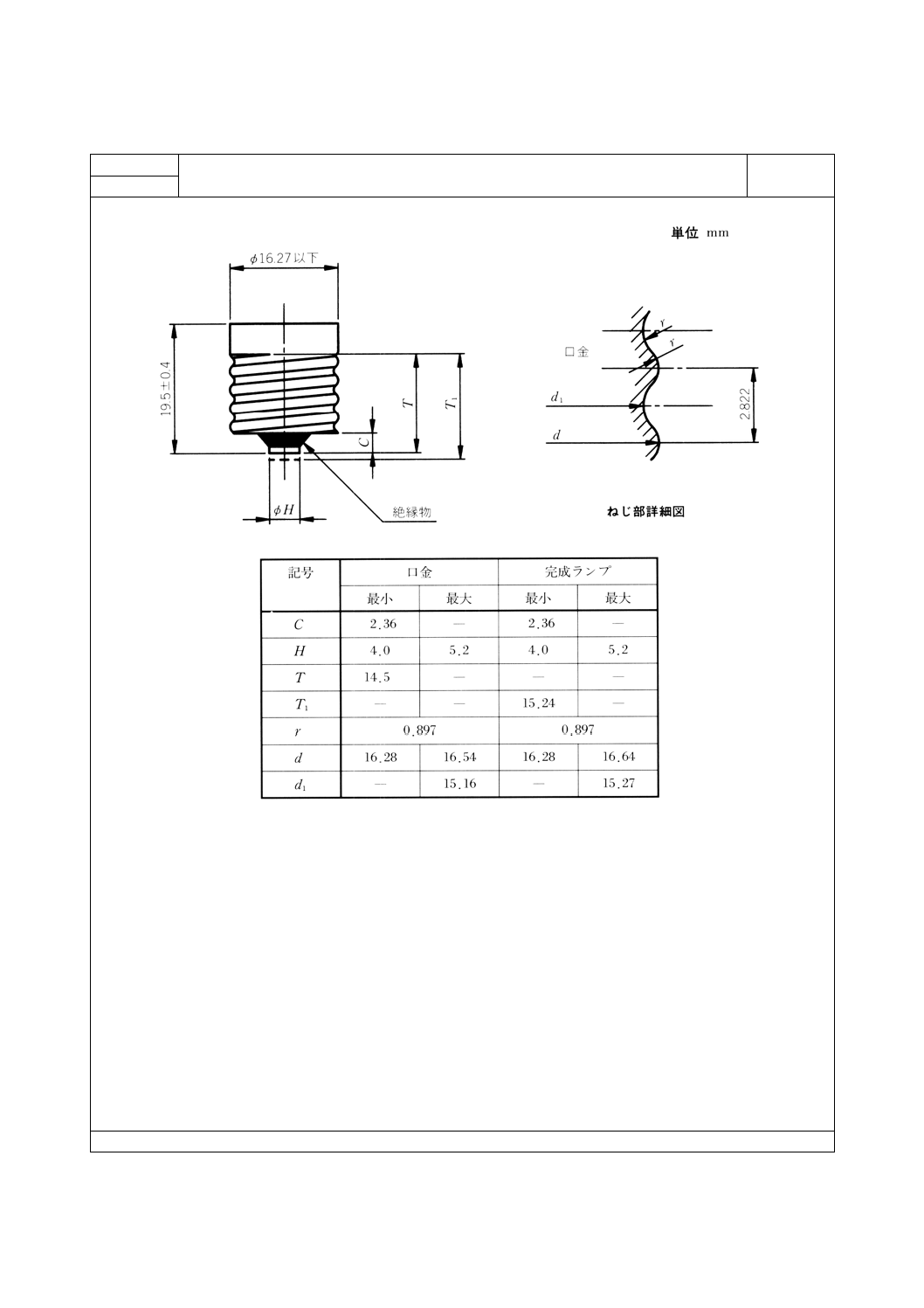
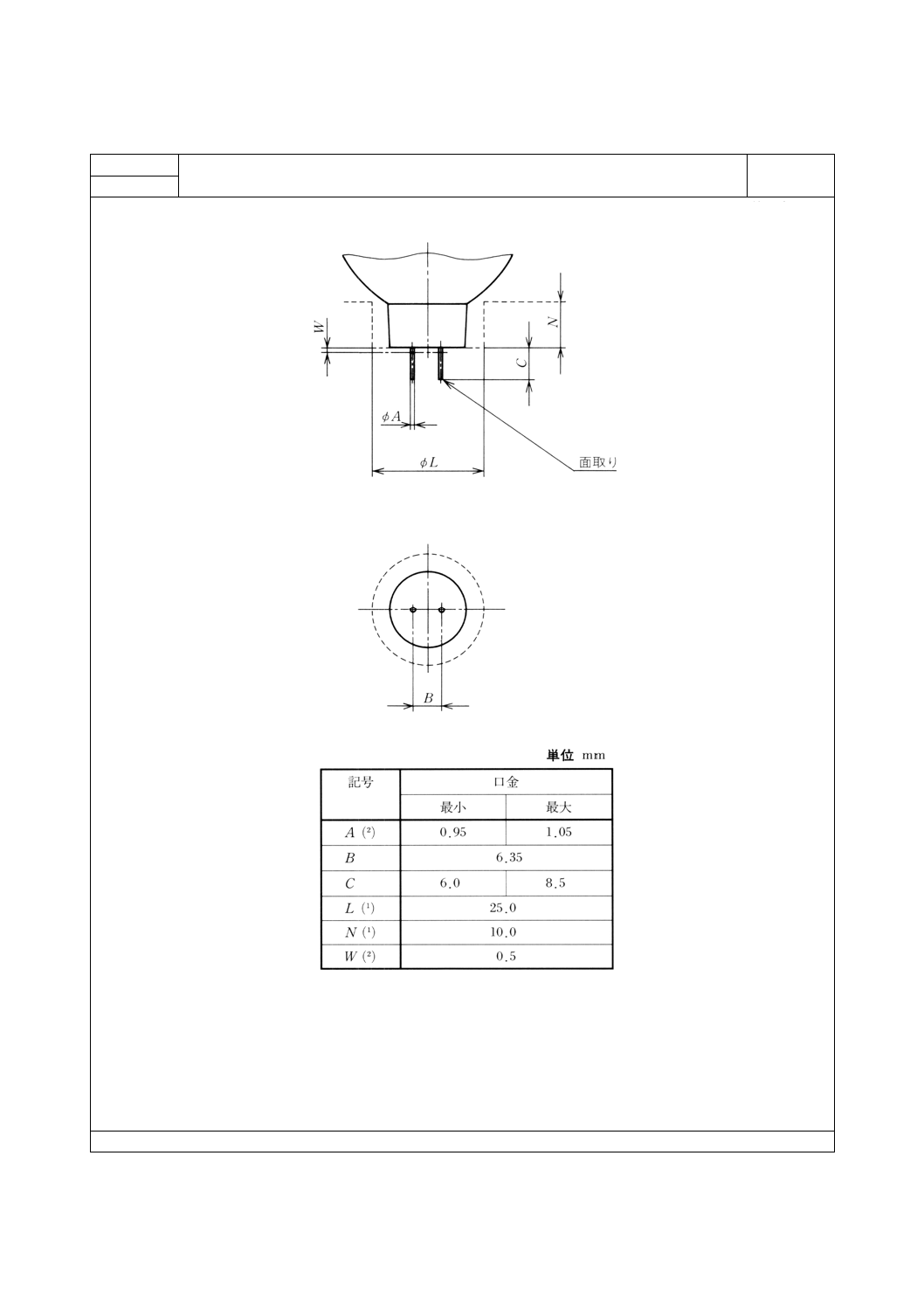
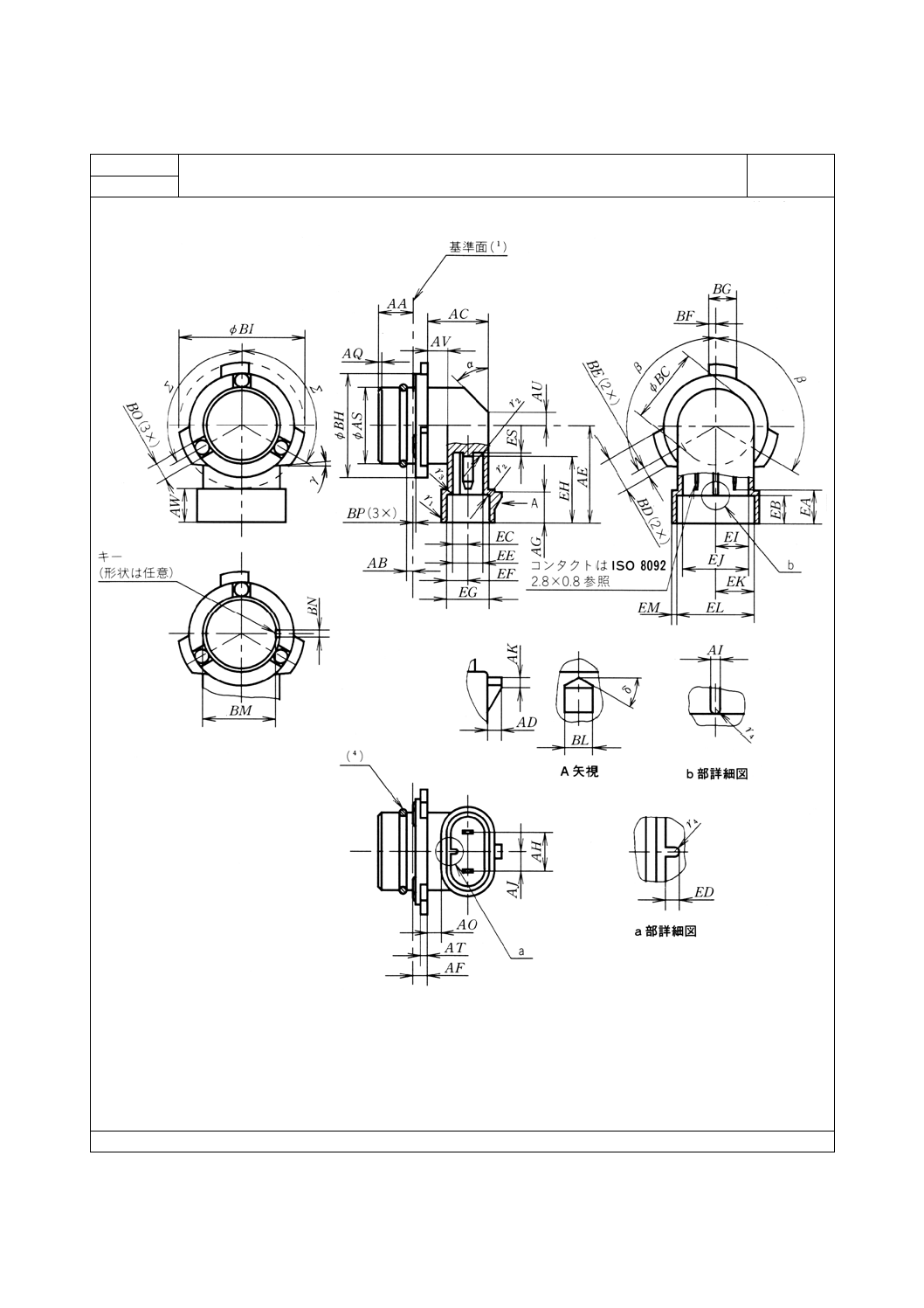
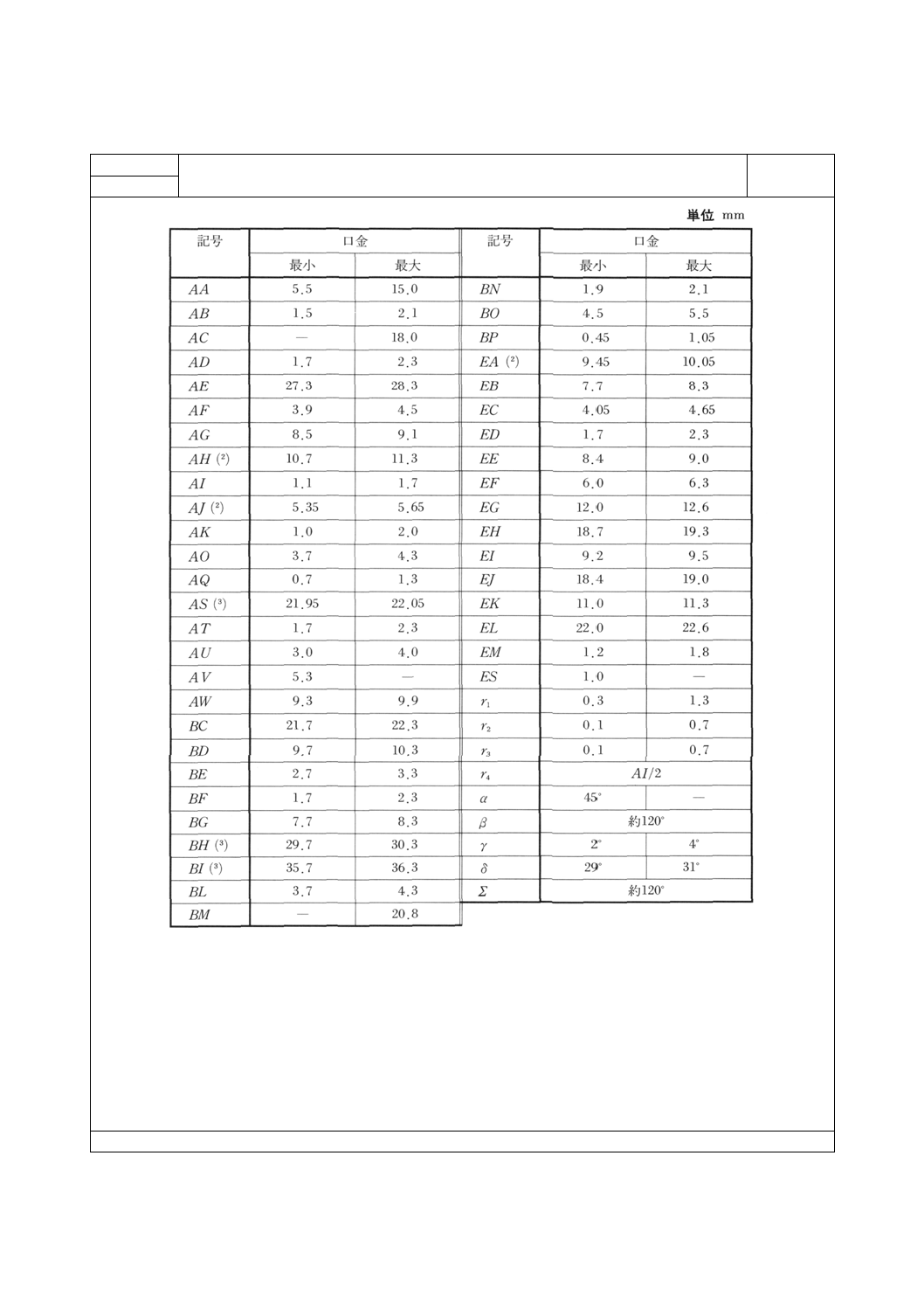
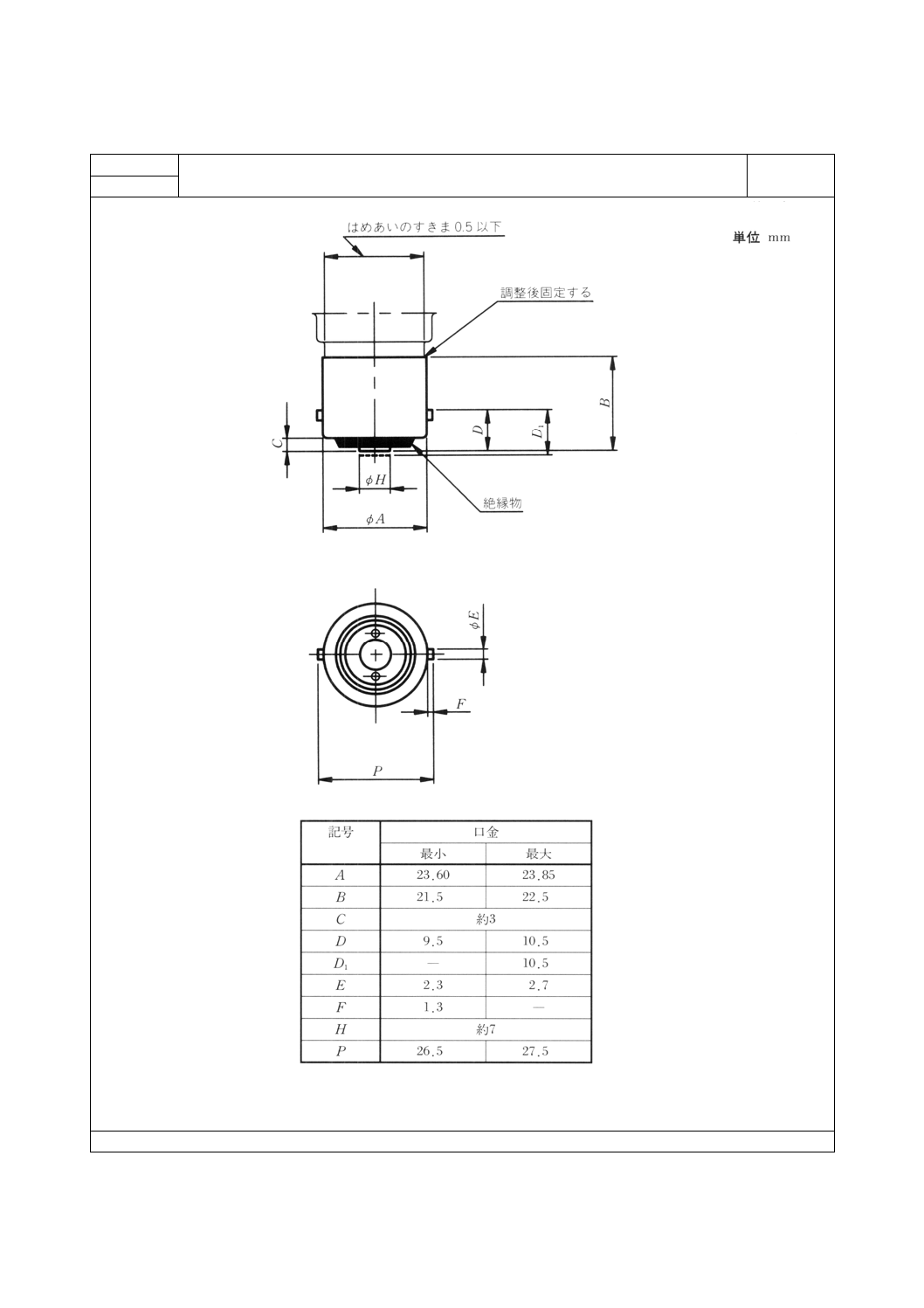
B 22 d/25×26 口金
ページ1/1
第三角法
注(1) Nは,φAが規定される範囲を示す。
(2) Dのずれは,0.4mm以下とする。
(3) Pはφ26.2±0.25が規定される範囲を示す。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-2-1及び3-2-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
3. トップはんだの高さは,1.5mm以下とする。
1-2-1
7
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
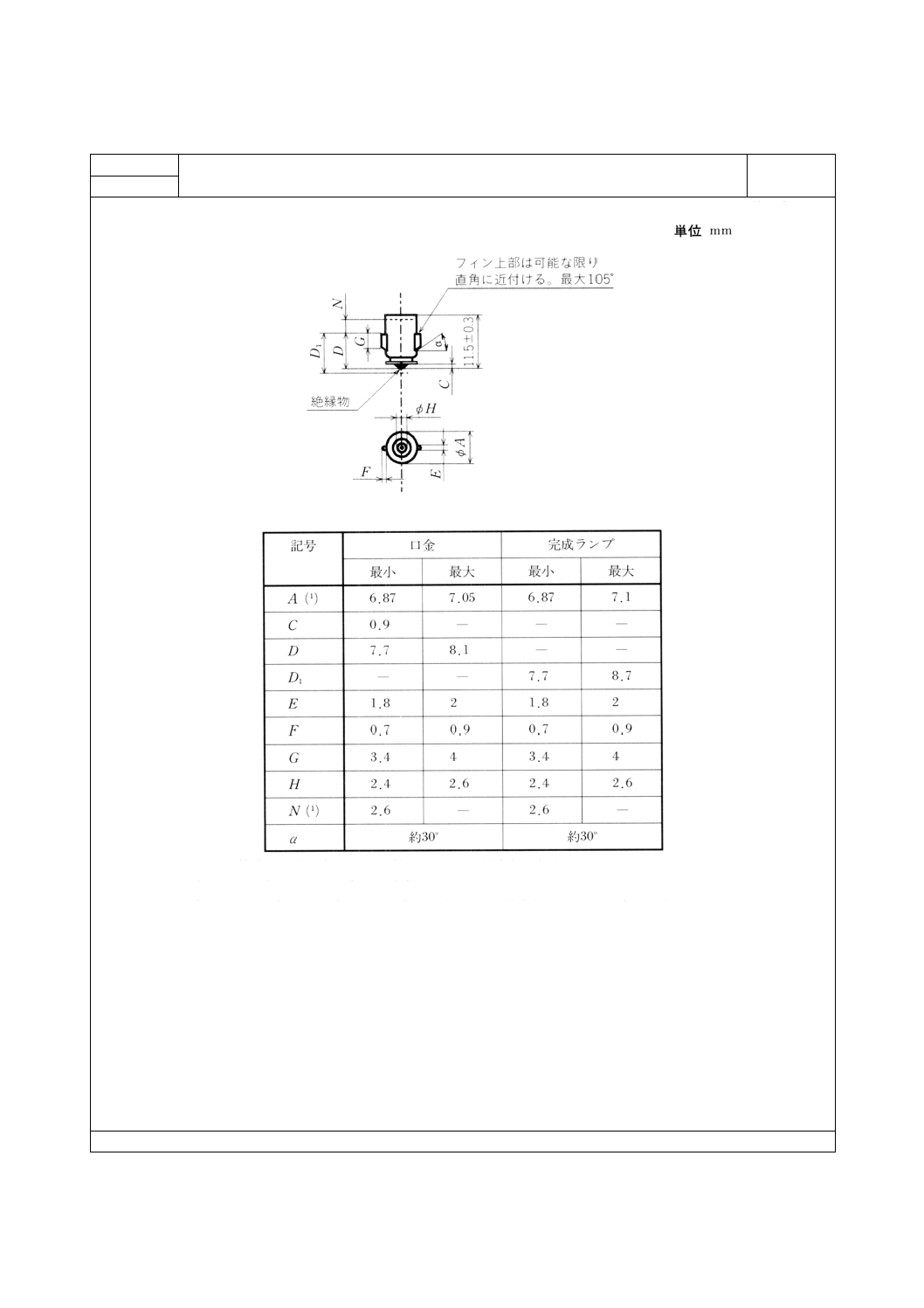
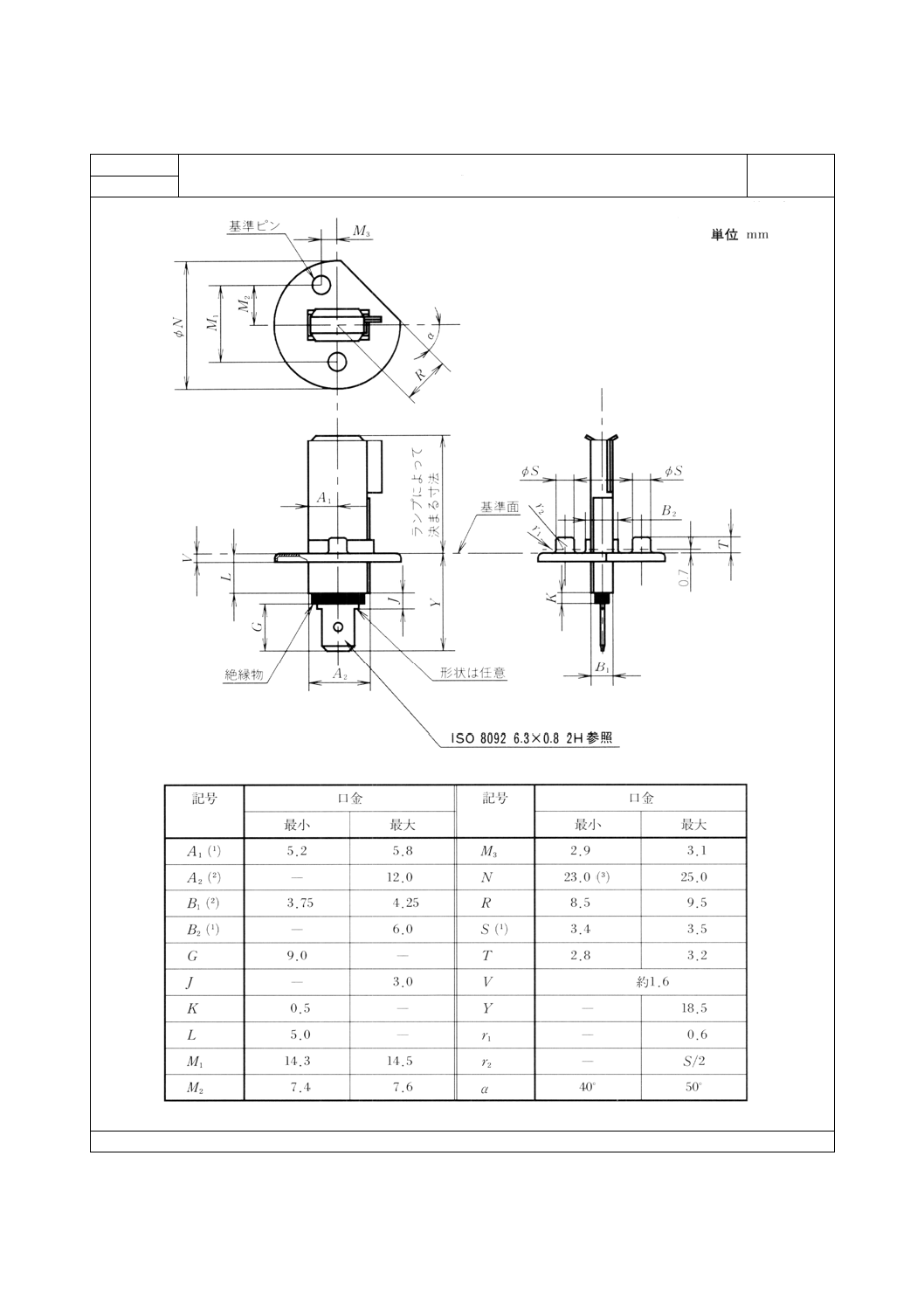
BA 7 s 口金
ページ1/1
第三角法
注(1) Nは,φAを検査する最小値で,この範囲ではφAの最大値を超えないこと。
備考1. 完成ランプ口金の寸法は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径はφAの最大値に0.5mmを加えた値以下とする。
1-3-1
8
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
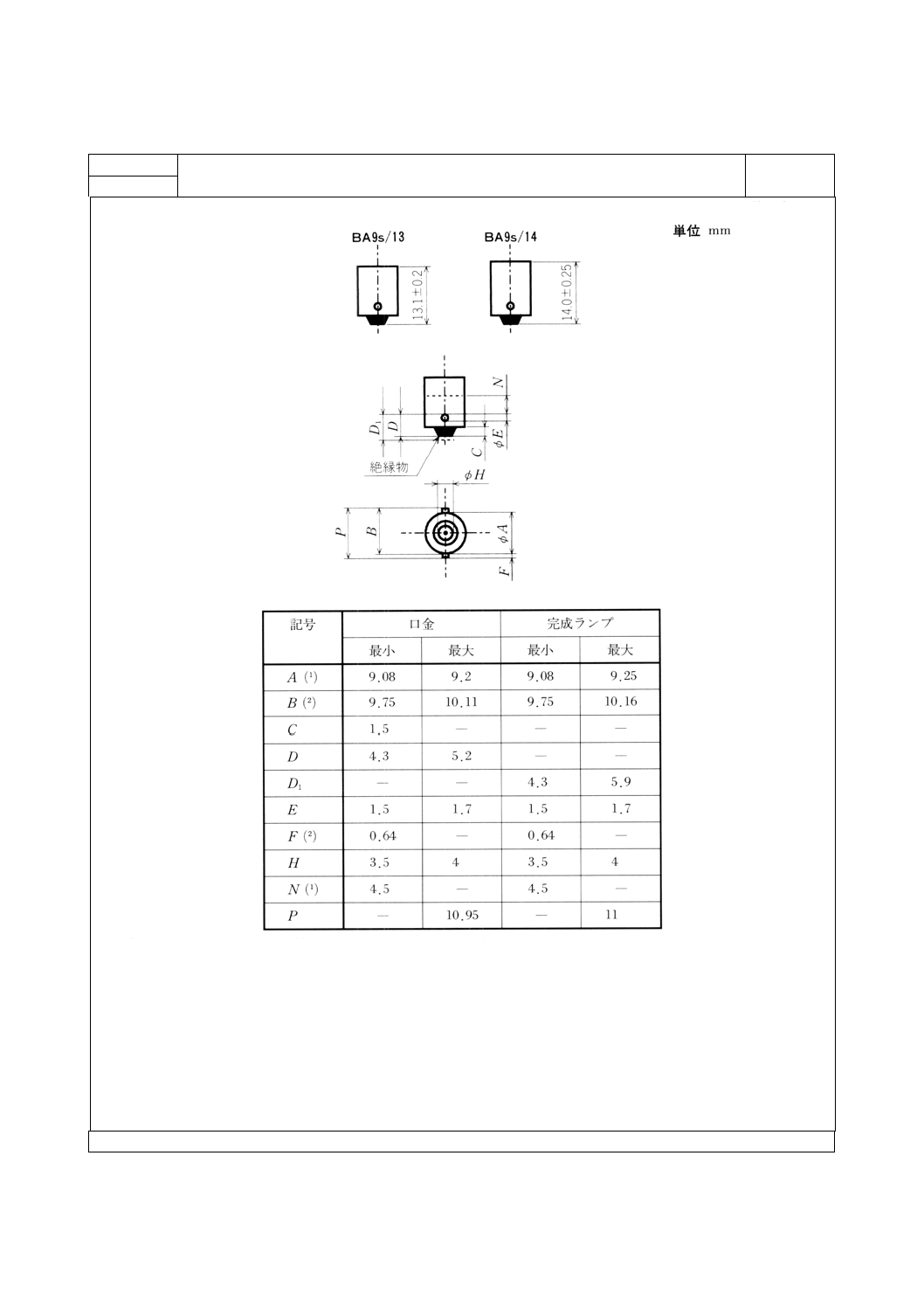
BA 9 s 口金
ページ1/1
第三角法
注(1) Nは,φAを検査する最小値で,この範囲ではφAの最大値を超えないこと。
(2) Bが最小のとき,基準ピン先端のRは0.2mm以下とする。Bが9.75mmを超えるときは,先端のRはそれ
に応じて増やしてもよい。
この要件は,ガラス球に近い方の先端の片側だけに適用する。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-4-1,3-4-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径はAの最大値に0.5mmを加えた値以下とする。
1-4-1
9
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
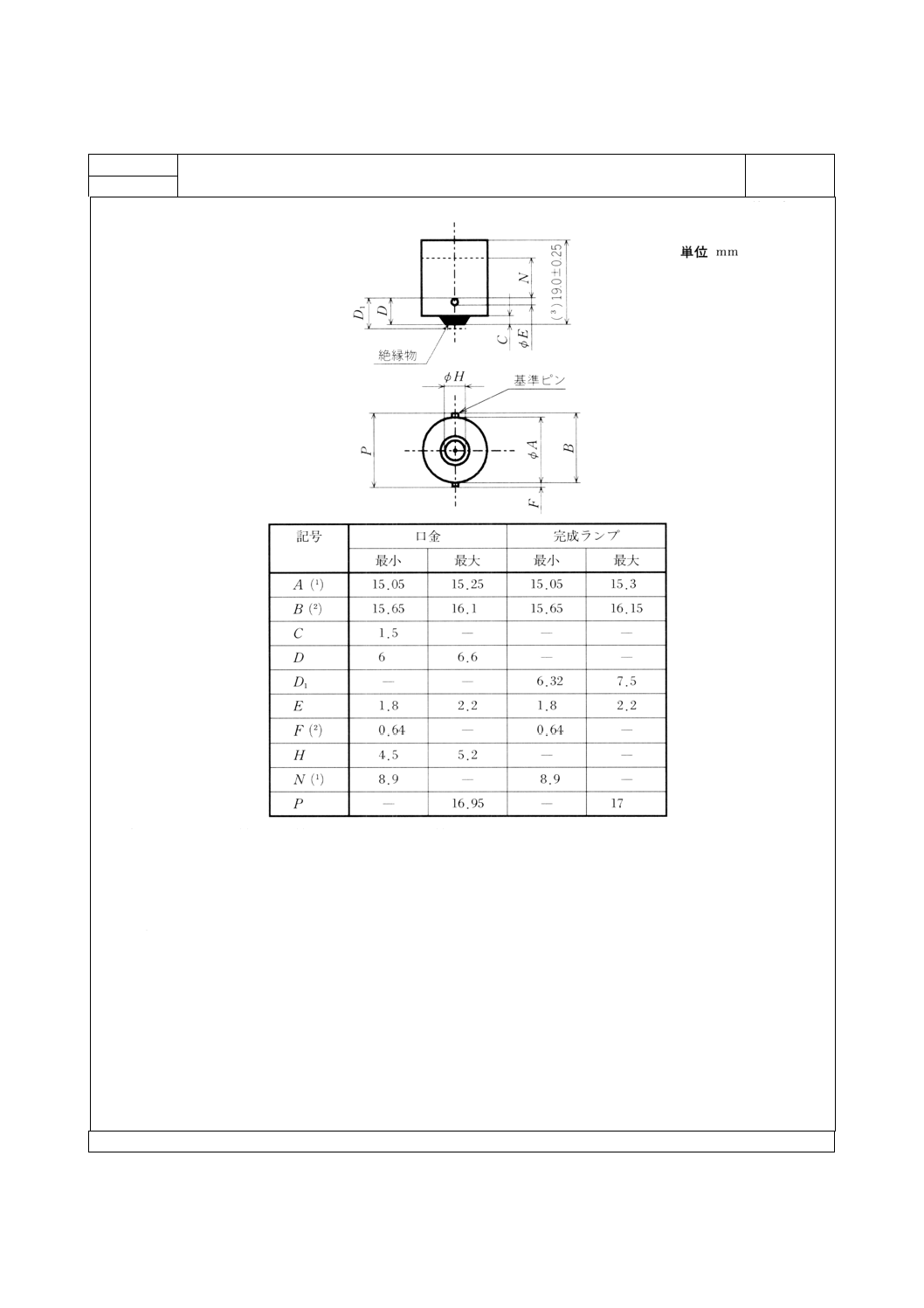
BA 15 s 口金
ページ1/1
第三角法
注(1) Nは,φAの最大及び最小を検査するときの最小値を示す。
完成ランプφAの最小値に関する要件は,次のとおりである。
(a) あらゆる水平面からもNの範囲に,少なくとも直径が15.05mm又はそれ以上ある方向が一つあること。
(b) いかなる面の方向からも,Nの範囲では直径は14.92mm以上とする。
測定する点は,基準ピンの0.5mm上側からNの範囲とする。
(2) Bが最小のとき,基準ピン先端のRは0.2mm以下とする。Bが15.65mmを超えるときは,先端のRはそれ
に応じて増やしてもよい。この要件は,ガラス球に近い方の先端の片側だけに適用する。
(3) この数値の他に17.5±0.25mm,21±0.25mmを推奨する。
備考1. 完成ランプ口金の寸法Aの最大値は,JIS C 7709-3のシートNo.3-5-1のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径はAの最大値に1.0mmを加えた値以下とする。
1-5-1
10
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
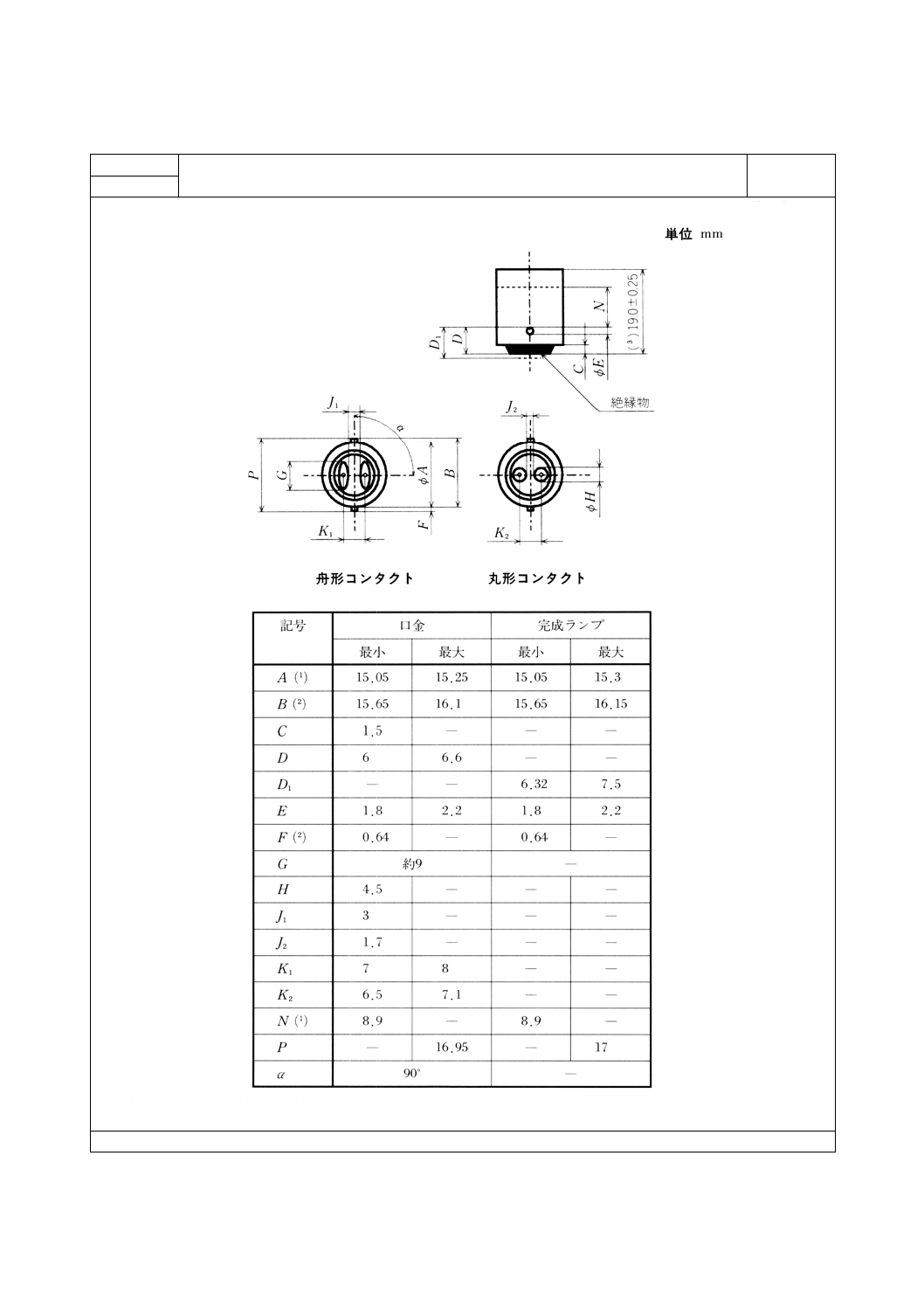
BA 15 d 口金
ページ1/2
第三角法
注(1) Nは,φAの最大及び最小を検査するときの最小値を示す。
1-6-1
11
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BA 15 d 口金
ページ2/2
完成ランプφAの最小値に関する要件は,次のとおりである。
(a) あらゆる水平面からも,Nの範囲に,少なくとも直径が15.05mm又はそれ以上ある方向が一つあること。
(b) いかなる面の方向からも,Nの範囲では直径は14.92mm以上とする。
測定する点は,基準ピンの0.5mm上側からNの範囲とする。
(2) Bが最小のとき,基準ピン先端のRは0.2mm以下とする。B寸法が15.65mmを超えるときは,先端のR
はそれに応じて増やしてもよい。
この要件は,ガラス球に近い方の先端の片側だけに適用する。
(3) この数値のほかに17.5±0.25mm,21±0.25mmを推奨する。
備考1. 完成ランプの口金の寸法は,JIS C 7709-3のシートNo.3-6-1のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径はAの最大値に1.0mmを加えた値以下とする。
1-6-1
12
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
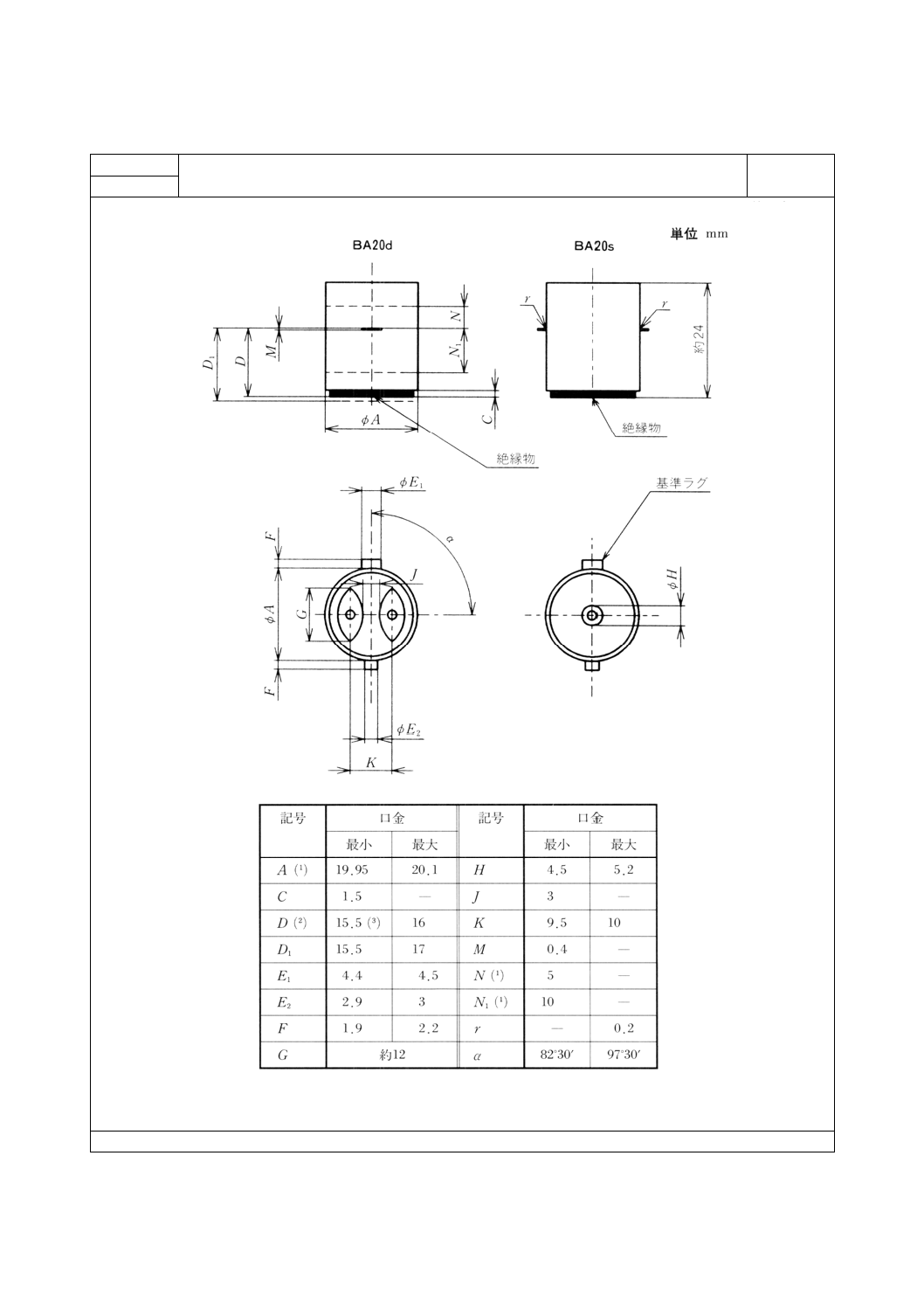
BA 20 口金
ページ1/2
第三角法
注(1) N,N1は,φAの最大及び最小を検査するときの最小値を示す。
N1以下のときには,φA最大の限界値だけを適用する。
1-7-1
13
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BA 20 口金
ページ2/2
完成ランプφAに関する要件は,次のとおりである。
(a) あらゆる水平面からも,N,N1の範囲内に,少なくとも直径が19.95mm又はそれ以上である方向が一つ
あること。
(b) いかなる面の方向からも,N,N1の範囲では,直径は19.77mm以上とする。
測定する点は,ラグの0.5mm上側からN,N1寸法の範囲とする。
(2) 二つのラグ間の高さの差異は,0.15mm以下とする。
(3) 絶縁材料の面までの最小距離:15mm
備考1. 小さい方のラグの中心線と基準ラグと口金中心を通る中心線間のずれは,0.15mmであること。
2. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-7-1のゲージ又は測定器で検査すること。
1-7-1
14
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BAU 15 s 口金
ページ1/2
第三角法
注(1) Nは,φAの最大及び最小を検査するときの最小値を示す。
完成ランプφAの最小値に関する要件は,次のとおりである。
1-8-1
15
C 7709-1 : 1997
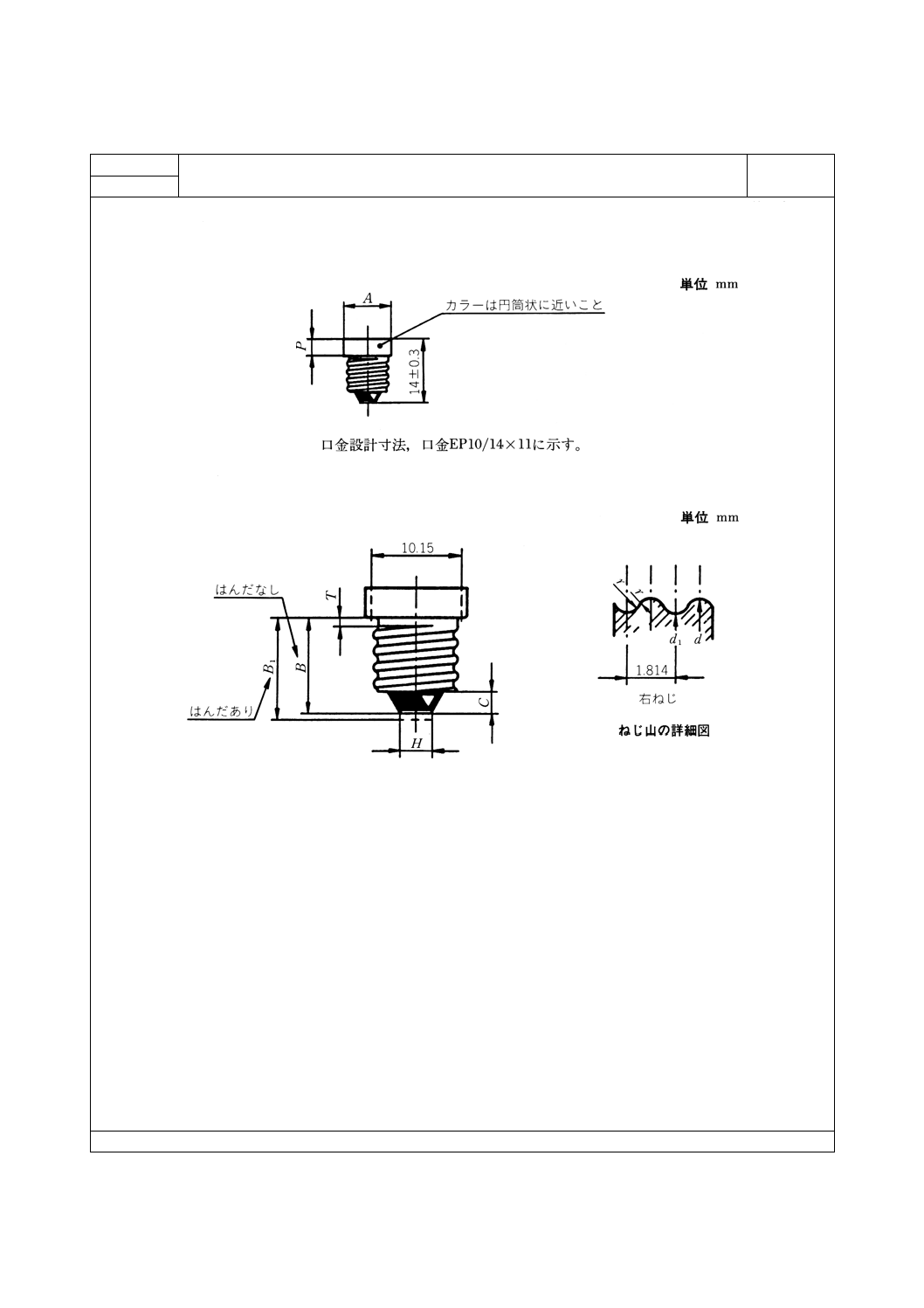
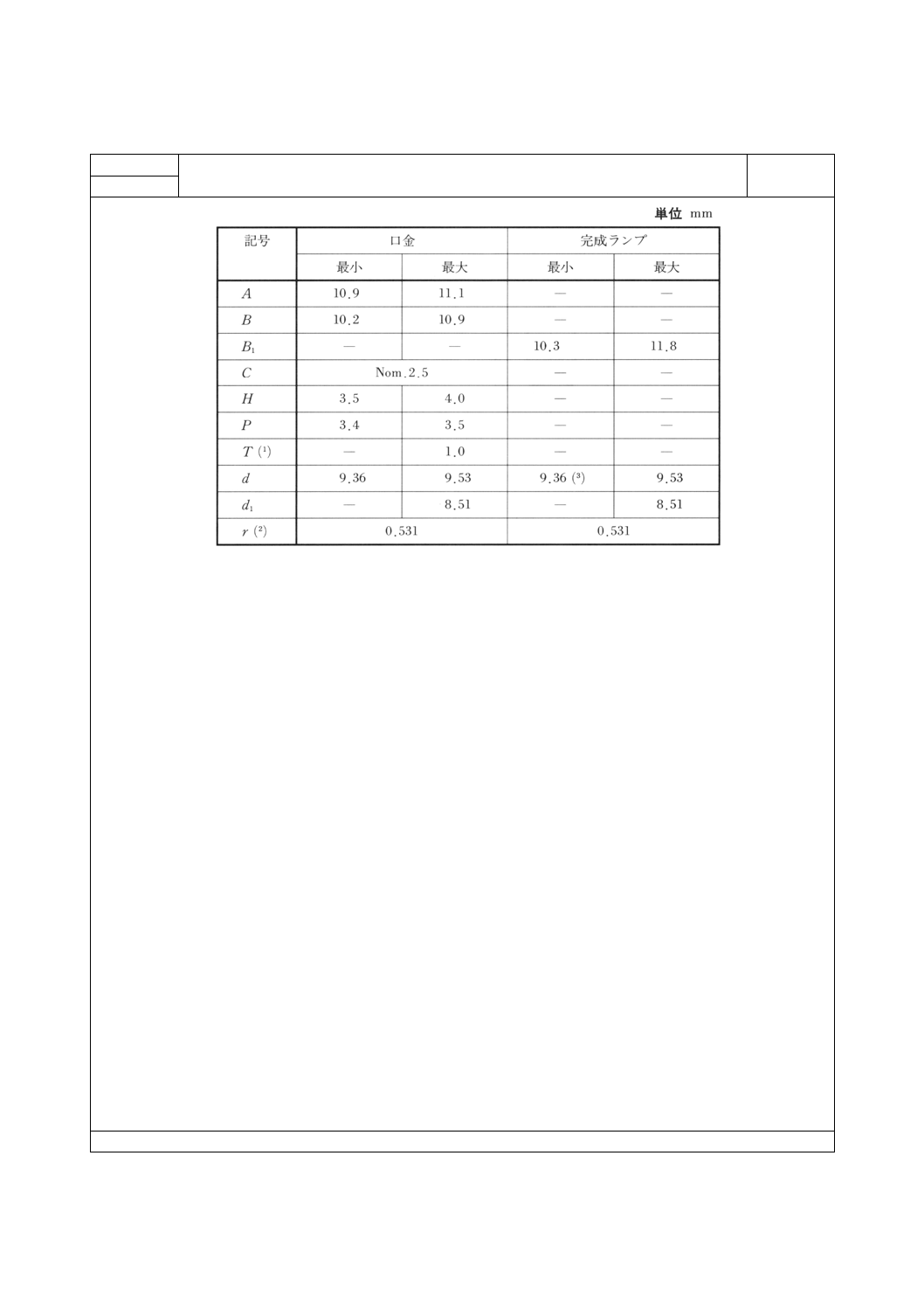
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
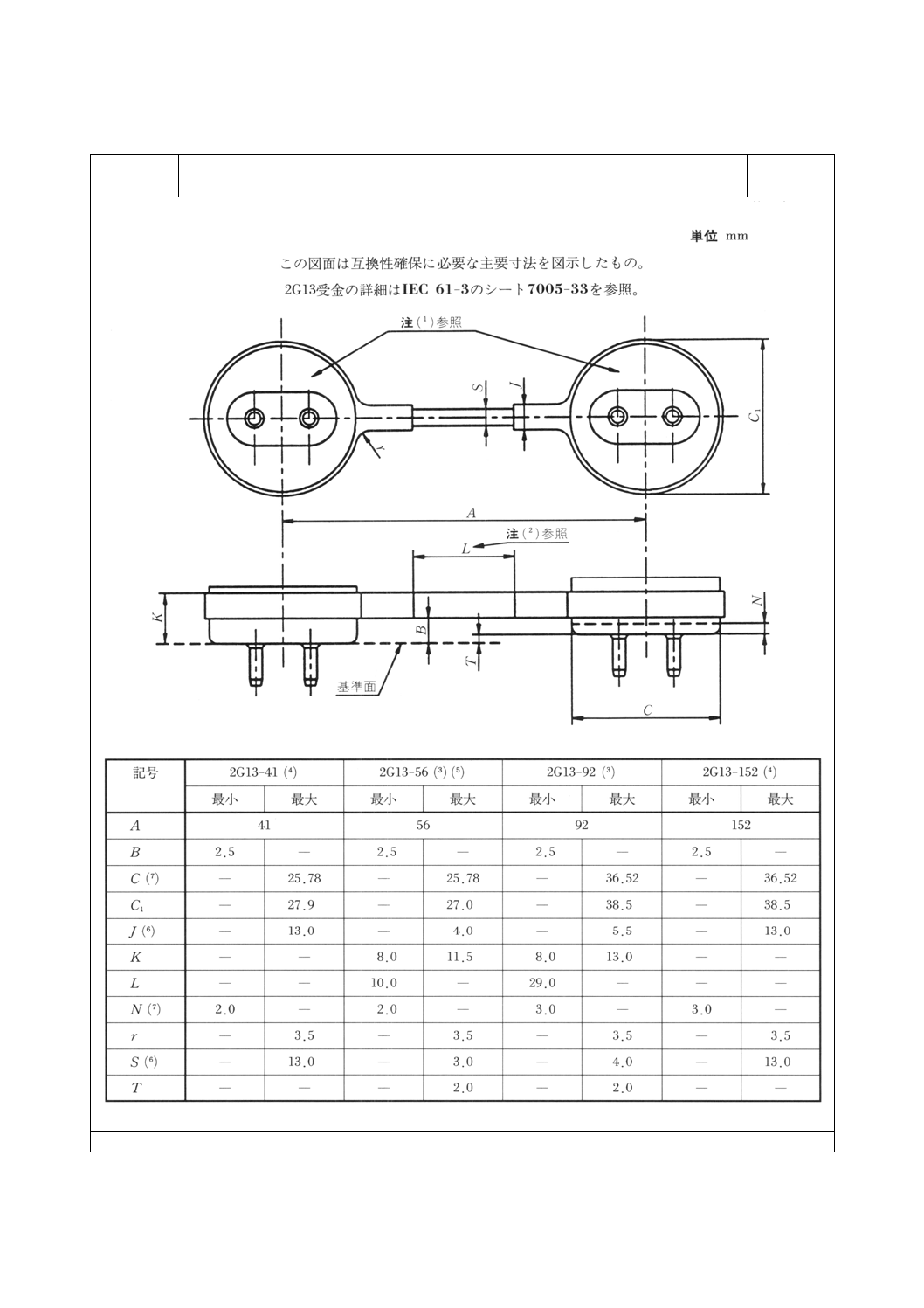
BAU 15 s 口金
ページ2/2
(a) あらゆる水平面からも,Nの範囲に,少なくとも直径が15.05mm又はそれ以上ある方向が一つあること。
(b) いかなる面の方向からも,Nの範囲では直径は14.92mm以上とする。
測定する点は,基準ピンの0.5mm上側からN寸法の範囲とする。
(2) Bが最小のとき,基準ピン先端のRは0.2mm以下とする。Bが15.65mmを超えるときは,先端のRはそれ
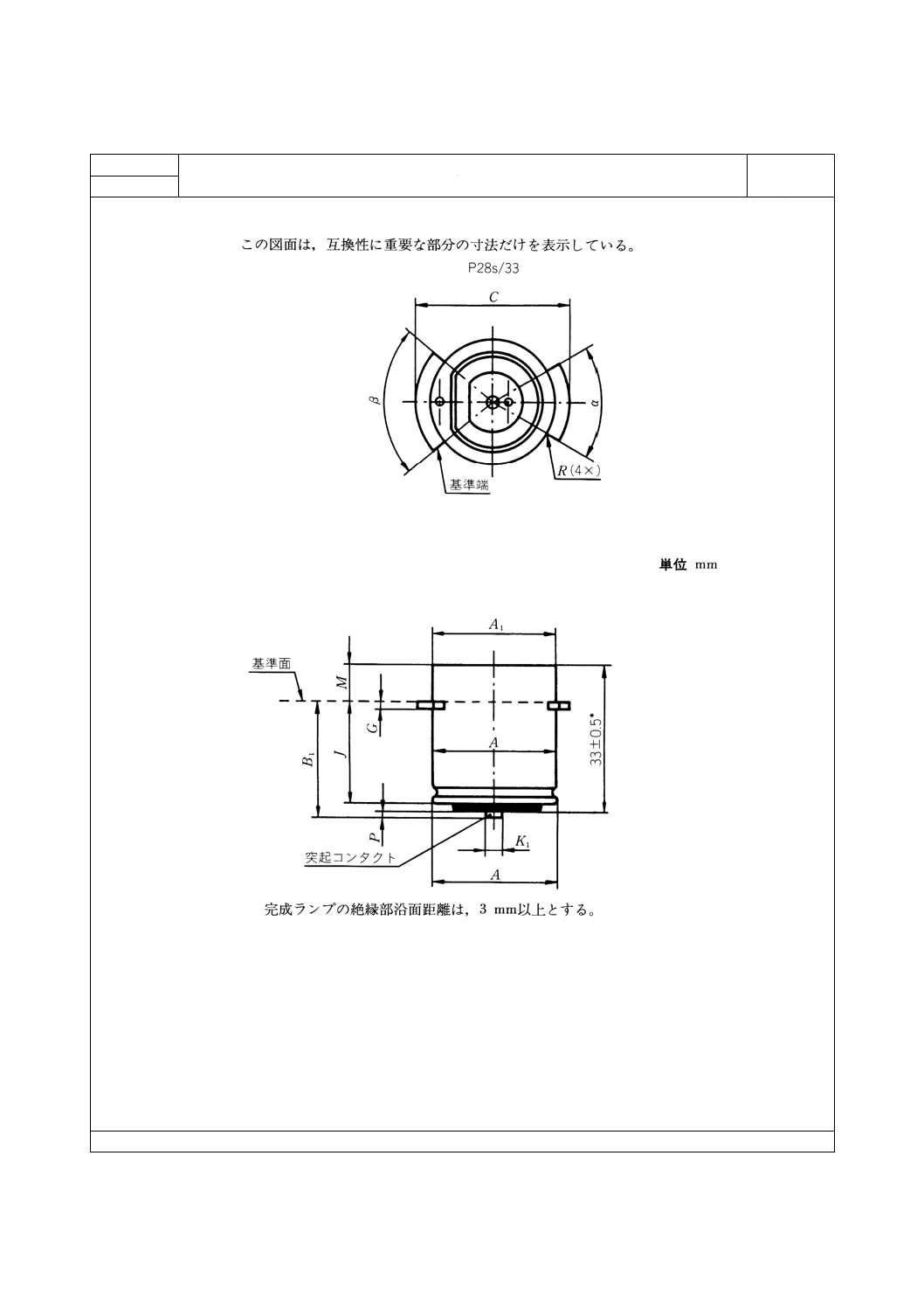
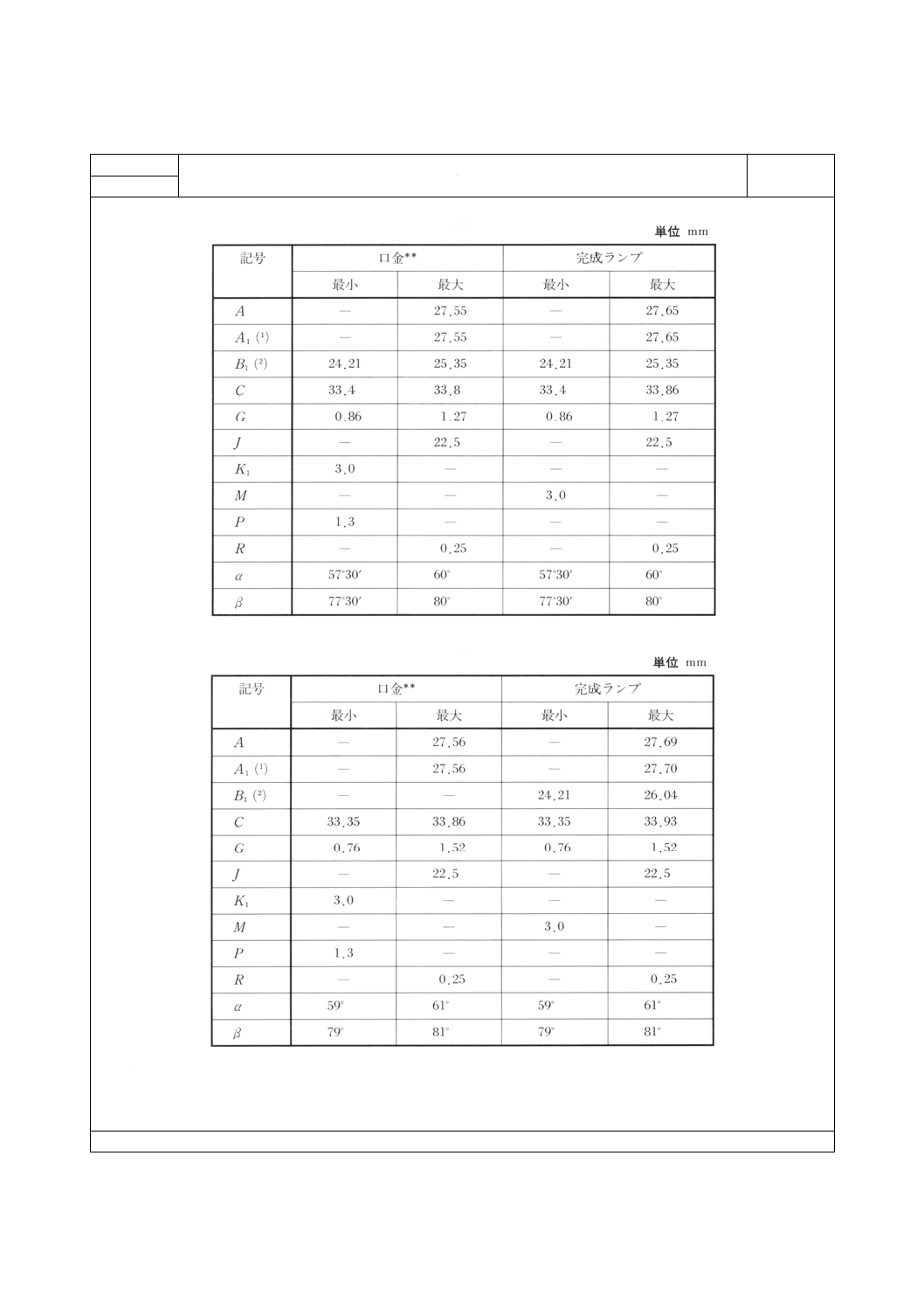
に応じて増やしてもよい。
この要件は,ガラス球に近い方の先端の片側だけに適用する。
(3) この数値の他に21±0.25mmを推奨する。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-8-1のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径はA寸法の最大値に1.0mmを加えた値以下とする。
1-8-1
16
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BAX 9 s 口金
ページ1/1
第三角法
注(1) Nは,φAの最大及び最小を検査するときの最小値を示す。
完成ランプφAの最小値に関する要件は,次のとおりである。
(a) あらゆる水平面からも,Nの範囲に,少なくとも直径が9.08mm又はそれ以上ある方向が一つあること。
(b) いかなる面の方向からも,Nの範囲では直径は8.99mm以上とする。
測定する点は,基準ピンの0.5mm上側からN寸法の範囲とする。
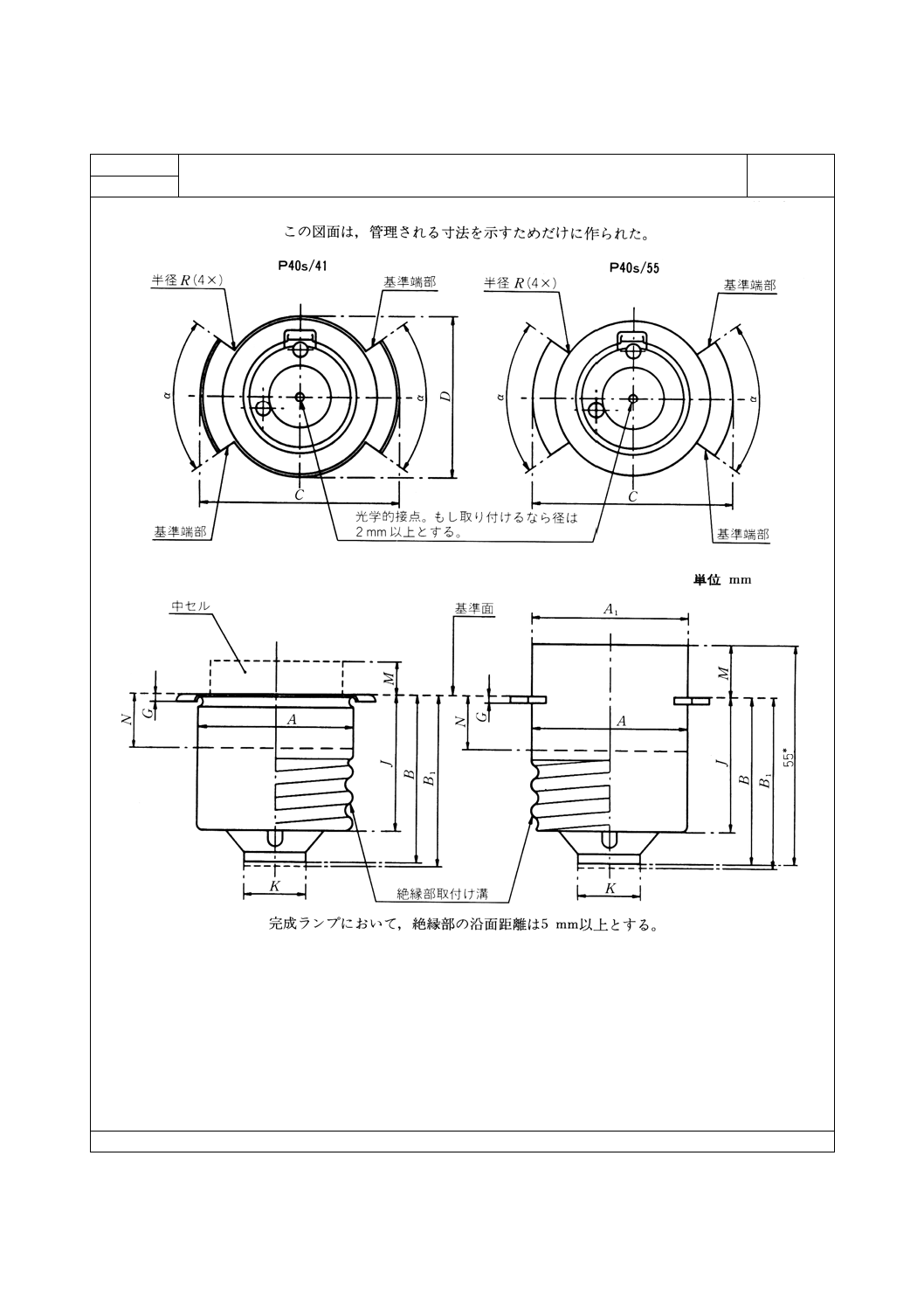
(2) Bが最小のとき,基準ピン先端のRは0.2mm以下とする。B寸法が9.75mmを超えるときは,先端のRは
それに応じて増やしてもよい。
この要件は,ガラス球に近い方の先端の片側だけに適用する。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-9-1のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径はA寸法の最大値に0.5mmを加えた値以下とする。
1-9-1
17
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BAX 15 d 口金
ページ1/2
第三角法
1-10-1
18
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BAX 15 d 口金
ページ2/2
注(1) Nは,φAの最大及び最小を検査するときの最小値を示す。
完成ランプφAの最小値に関する要件は,次のとおりである。
(a) あらゆる水平面からも,Nの範囲に,少なくとも直径が15.05mm又はそれ以上ある方向が一つあること。
(b) いかなる面の方向からも,Nの範囲では直径は14.92mm以上とする。
測定する点は,基準ピンの0.5mm上側からN寸法の範囲とする。
(2) Bが最小のとき,基準ピン先端のRは0.2mm以下とする。Bが15.65mmを超えるときは,先端のRはそれ
に応じて増やしてもよい。
この要件は,ガラス球に近い方の先端の片側だけに適用する。
(3) 丸形コンタクトの完成ランプ口金は,その二つのコンタクトの高さの差違は,0.5mm以下とする。
備考1. 完成ランプ口金の寸法は,測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径はA寸法の最大値に1.0mmを加えた値以下とする。
1-10-1
19
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BAY 9 s 口金
ページ1/1
第三角法
注(1) Nは,φAの最大及び最小を検査するときの最小値を示す。
完成ランプφAの最小値に関する要件は,次のとおりである。
(a) あらゆる水平面からも,Nの範囲に,少なくとも直径が9.08mm又はそれ以上ある方向が一つあること。
(b) いかなる面の方向からも,Nの範囲では直径は8.99mm以上とする。
測定する点は,基準ピンの0.5mm上側からN寸法の範囲とする。
(2) B寸法が最小値のとき,基準ピン先端のRは0.2mm以下とする。B寸法が9.75mmを超えるときは,先端
のRはそれに応じて増やしてもよい。この要件は,ガラス球に近い方の先端の片側だけに適用する。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-11-1のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径はA寸法の最大値に0.5mmを加えた値以下とする。
1-11-1
20
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BAY 15 d 口金
ページ1/2
第三角法
1-12-1
21
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BAY 15 d 口金
ページ2/2
注(1) Nは,φAの最大及び最小を検査するときの最小値を示す。
完成ランプφAの最小値に関する要件は次のとおりである。
(a) あらゆる水平面からも,Nの範囲に,少なくとも直径が15.05mm又はそれ以上ある方向が一つあること。
(b) いかなる面の方向からも,Nの範囲では直径は14.92mm以上とする。
測定する点は,基準ピンの0.5mm上側からN寸法の範囲とする。
(2) Bが最小のとき,基準ピン先端のRは0.2mm以下とする。Bが15.65mmを超えるときは,先端のRはそれ
に応じて増やしてもよい。
この要件は,ガラス球に近い方の先端の片側だけに適用する。
(3) 丸形コンタクトの完成ランプ口金は,その二つのコンタクトの高さの差違は,0.5mm以下とする。
(4) この数値のほかに,約18,21mmを推奨する。
備考1. 完成ランプ口金Aの寸法は,JIS C 7709-3のシートNo.3-12-1のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径はA寸法の最大値に1.0mmを加えた値以下とする。
1-12-1
22
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BAZ 15 d 口金
ページ1/2
第三角法
注(1) Nは,φAの最大及び最小を検査するときの最小値を示す。
1-13-1
23
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BAZ 15 d 口金
ページ2/2
完成ランプφAの最小値に関する要件は,次のとおりである。
(a) あらゆる水平面からも,Nの範囲に,少なくとも直径が15.05mm又はそれ以上ある方向が一つあること。
測定する点は,基準ピンの0.5mm上側からN寸法の範囲とする。
(2) Bが最小のとき,基準ピン先端のRは0.2mm以下とする。Bが15.65mmを超えるときは,先端のRはそれ
に応じて増やしてもよい。
この要件は,ガラス球に近い方の先端の片側だけに適用する。
(3) 丸形コンタクトの完成ランプ口金は,その二つのコンタクトの高さの差違は,0.5mm以下とする。
(4) この数値のほかに,約21mmを推奨する。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-13-1のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径はA寸法の最大値に1mmを加えた値以下とする。
1-13-1
24
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BY 22 d 口金
ページ1/2
第三角法
1-14-1
25
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BY 22 d 口金
ページ2/2
注 Nの範囲でφA最大,最小,Dの範囲でφA最大寸法を管理すること。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-14-1及び3-14-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレアの外径は胴の外径に1mmを加えた値以下とする。
1-14-1
26
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
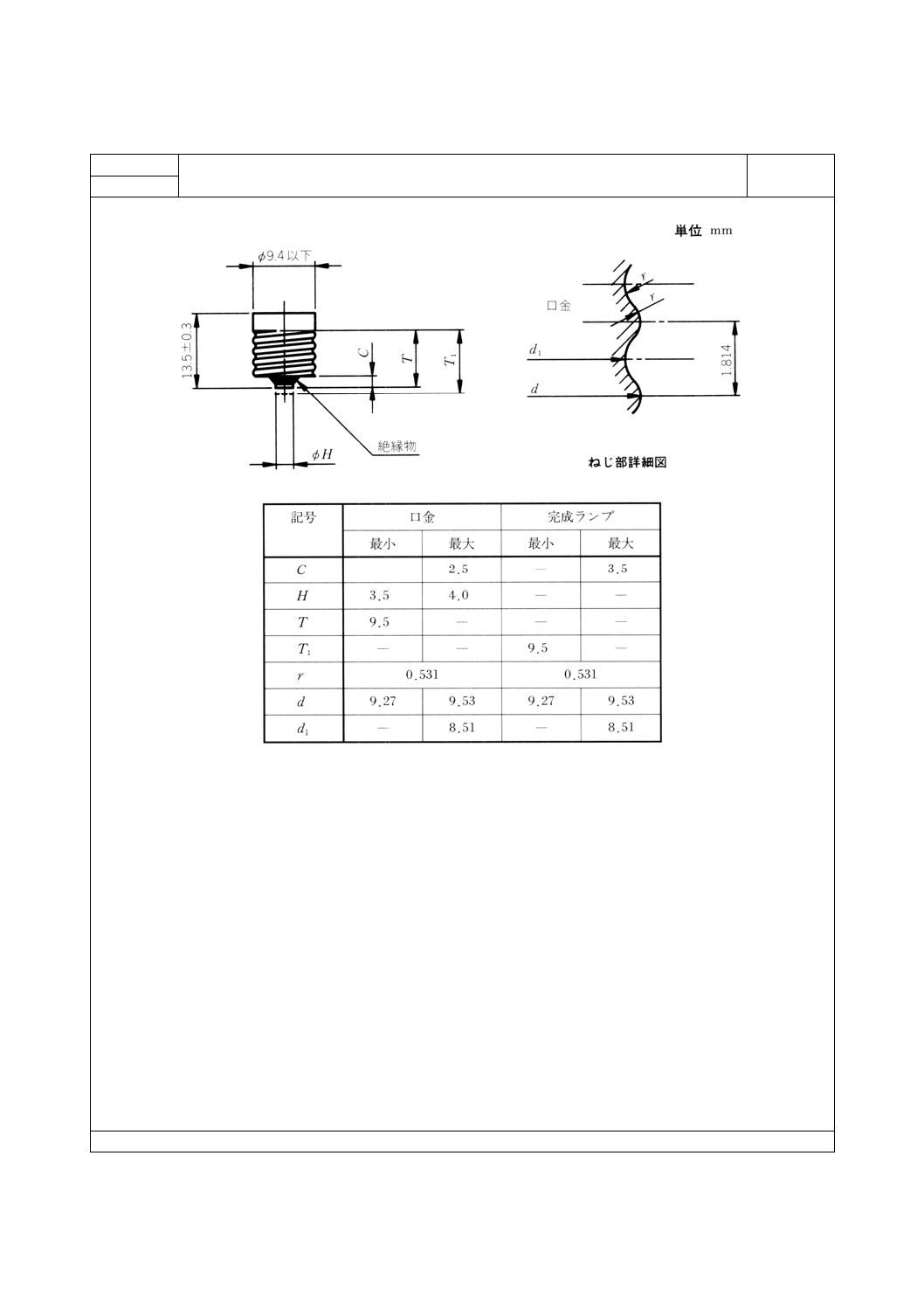
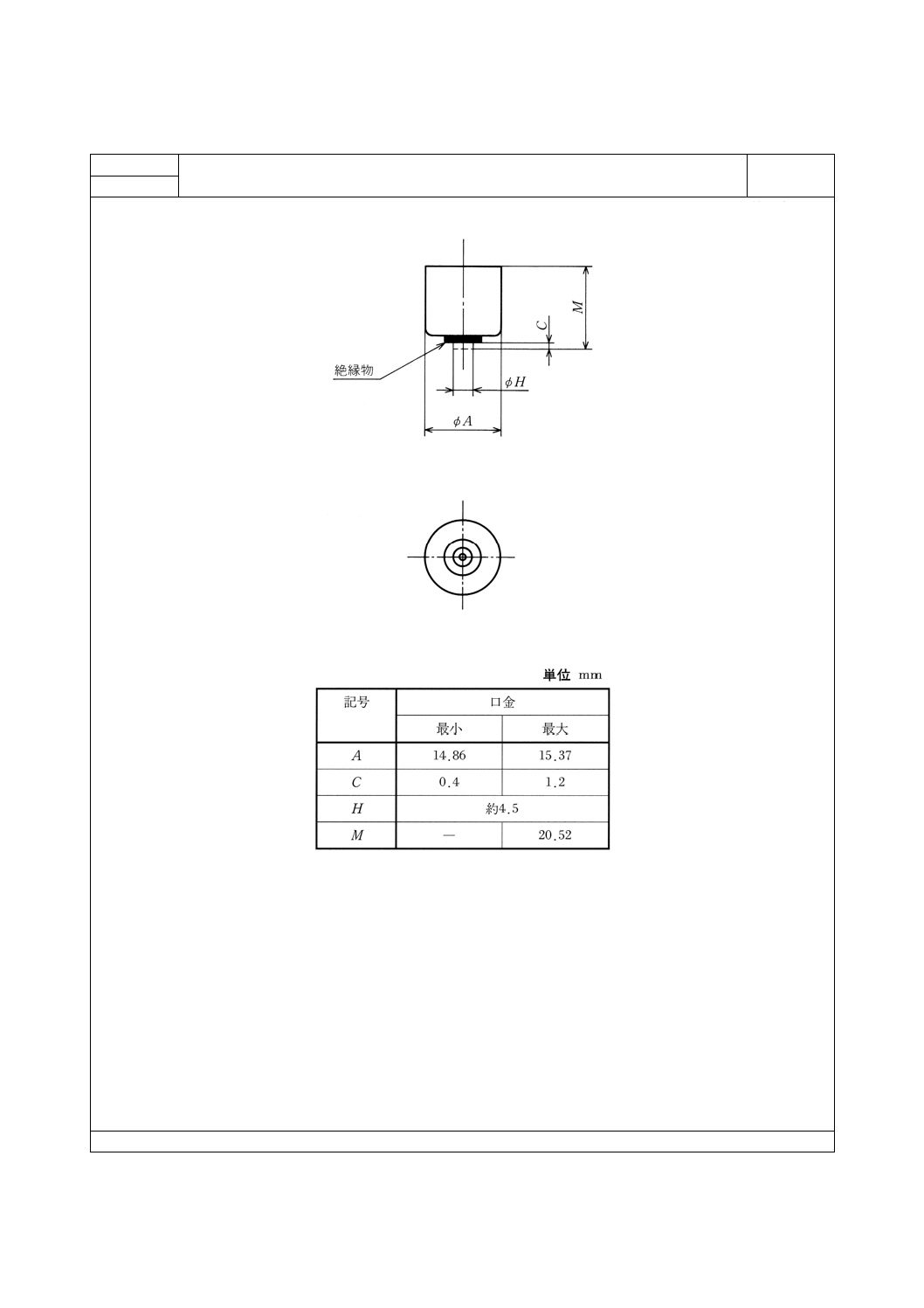
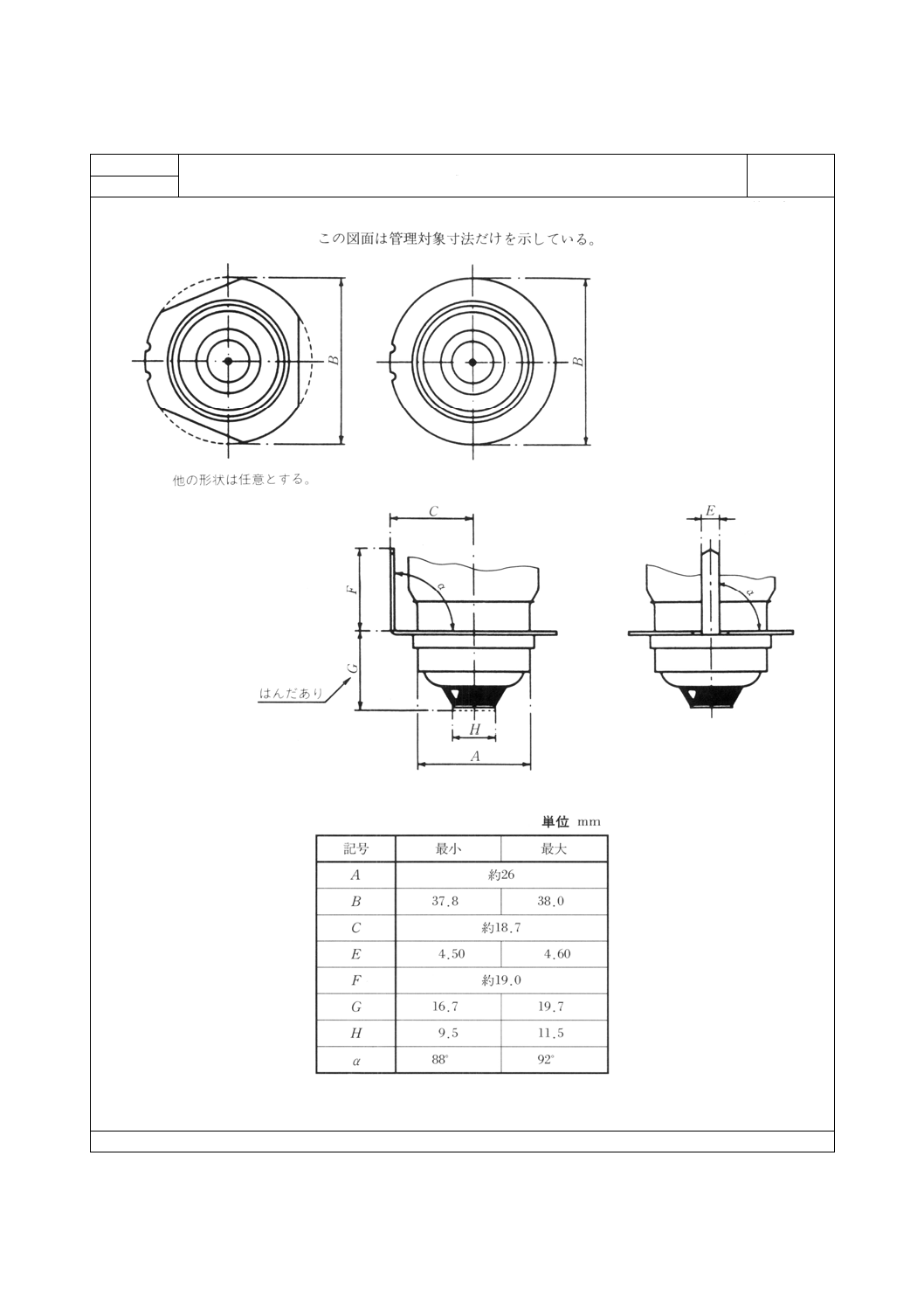
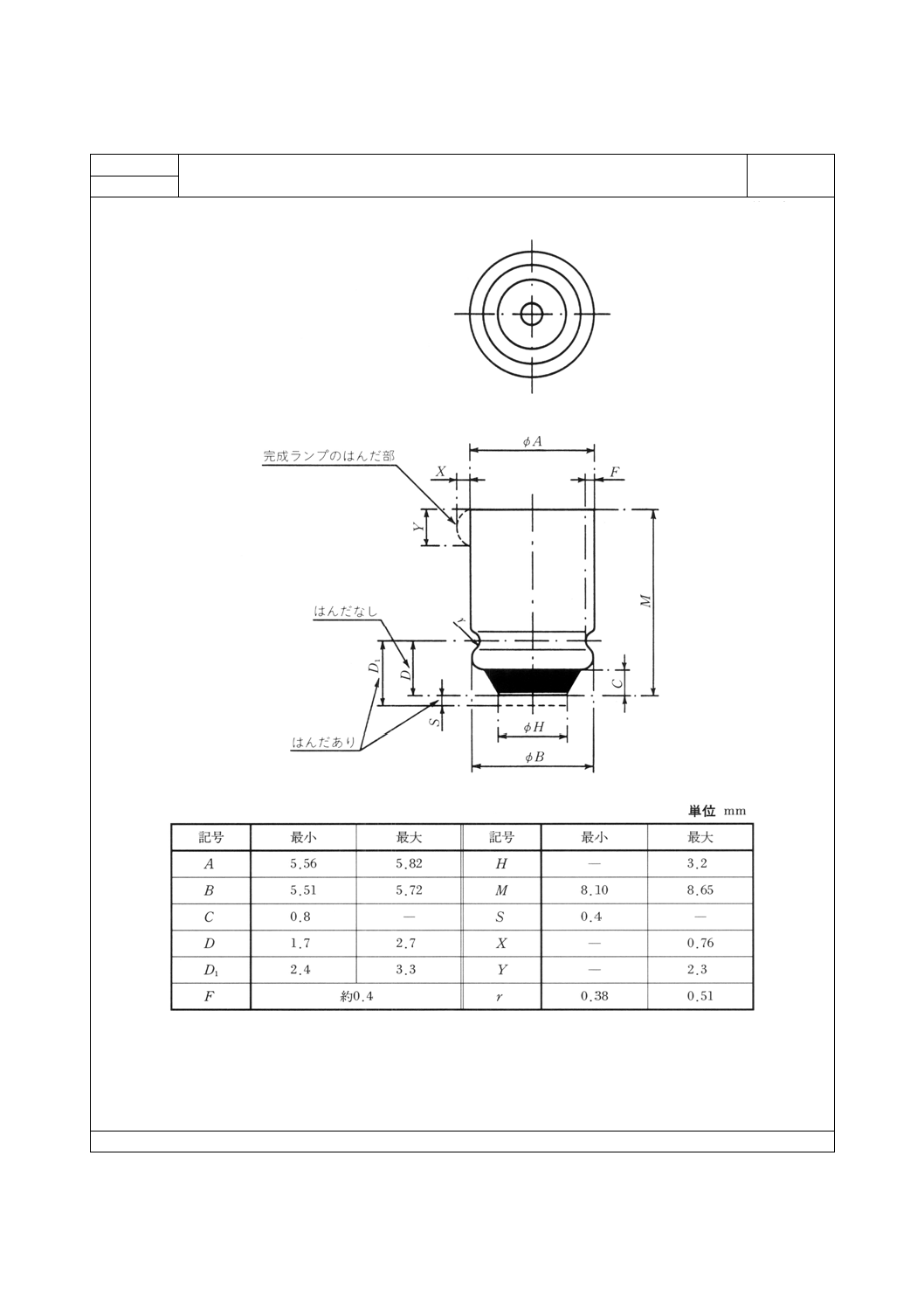
E 10/13 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-15-1及び3-15-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
3. サイドはんだの高さは1mm以下,トップはんだの高さは1.5mm以下とする。
1-15-1
27
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
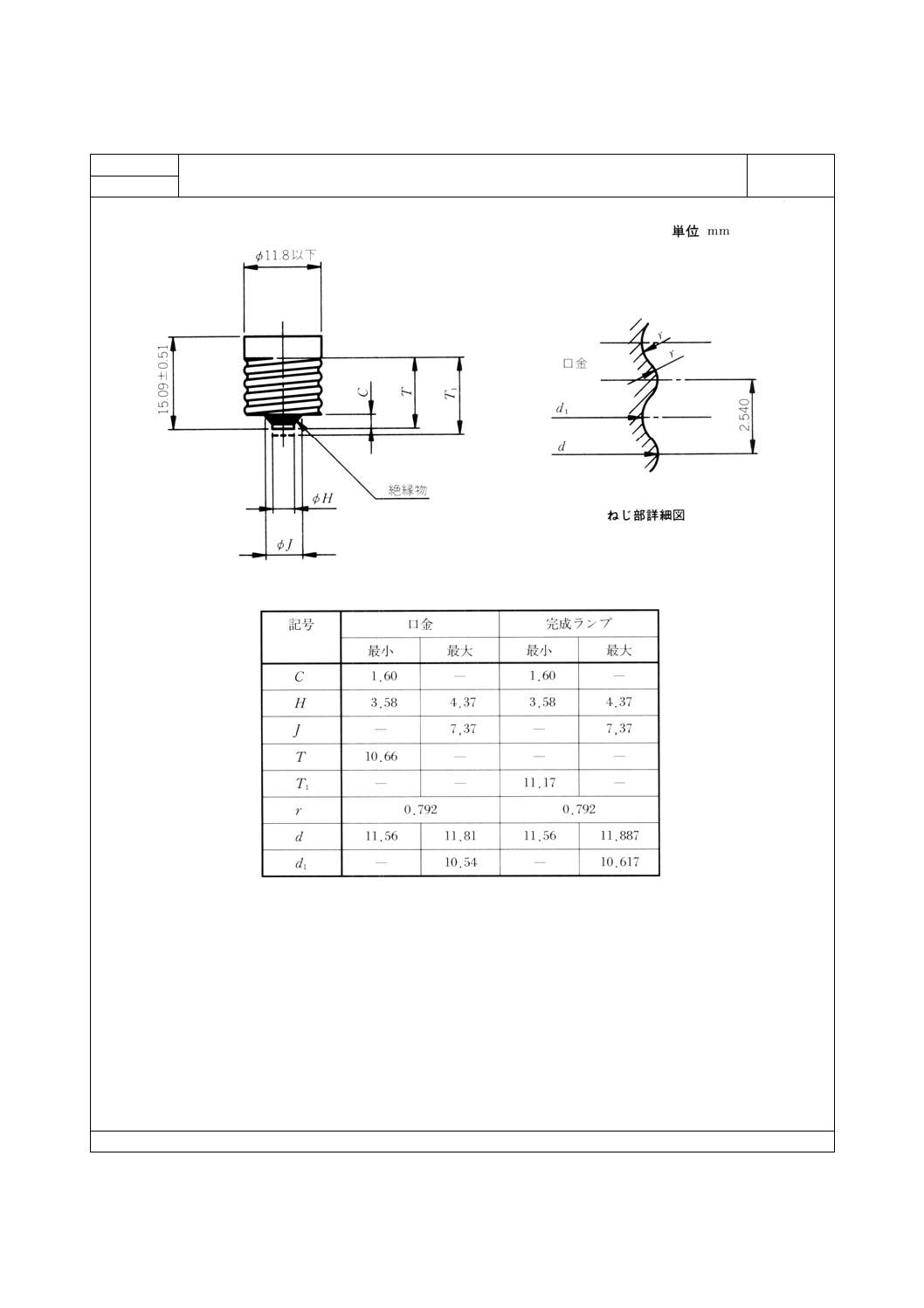
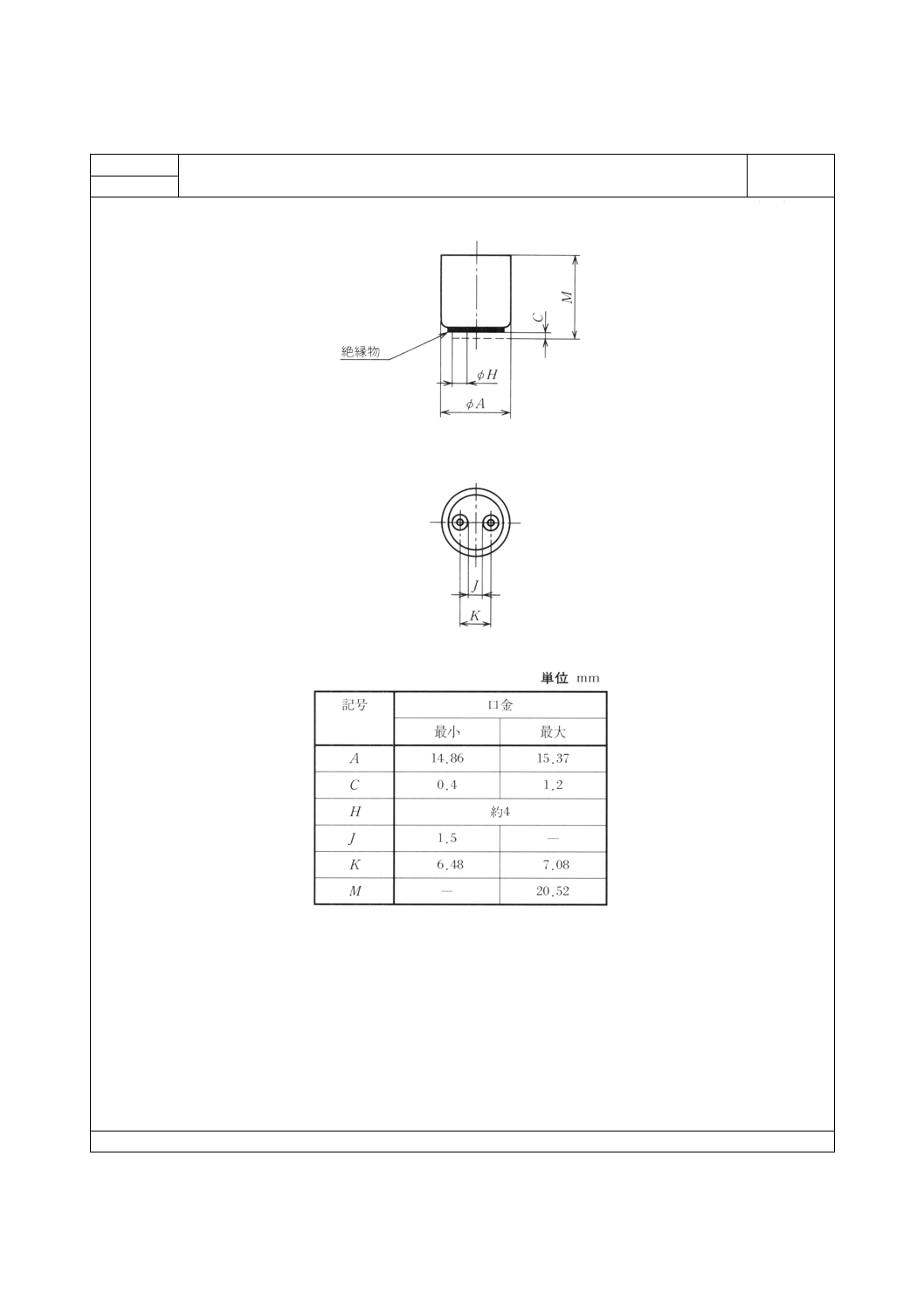
E 11 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-16-1のゲージ又は測定器で検査すること。
2. サイドはんだ又は溶接部の高さは,0.7mm以下とする。
1-16-1
28
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
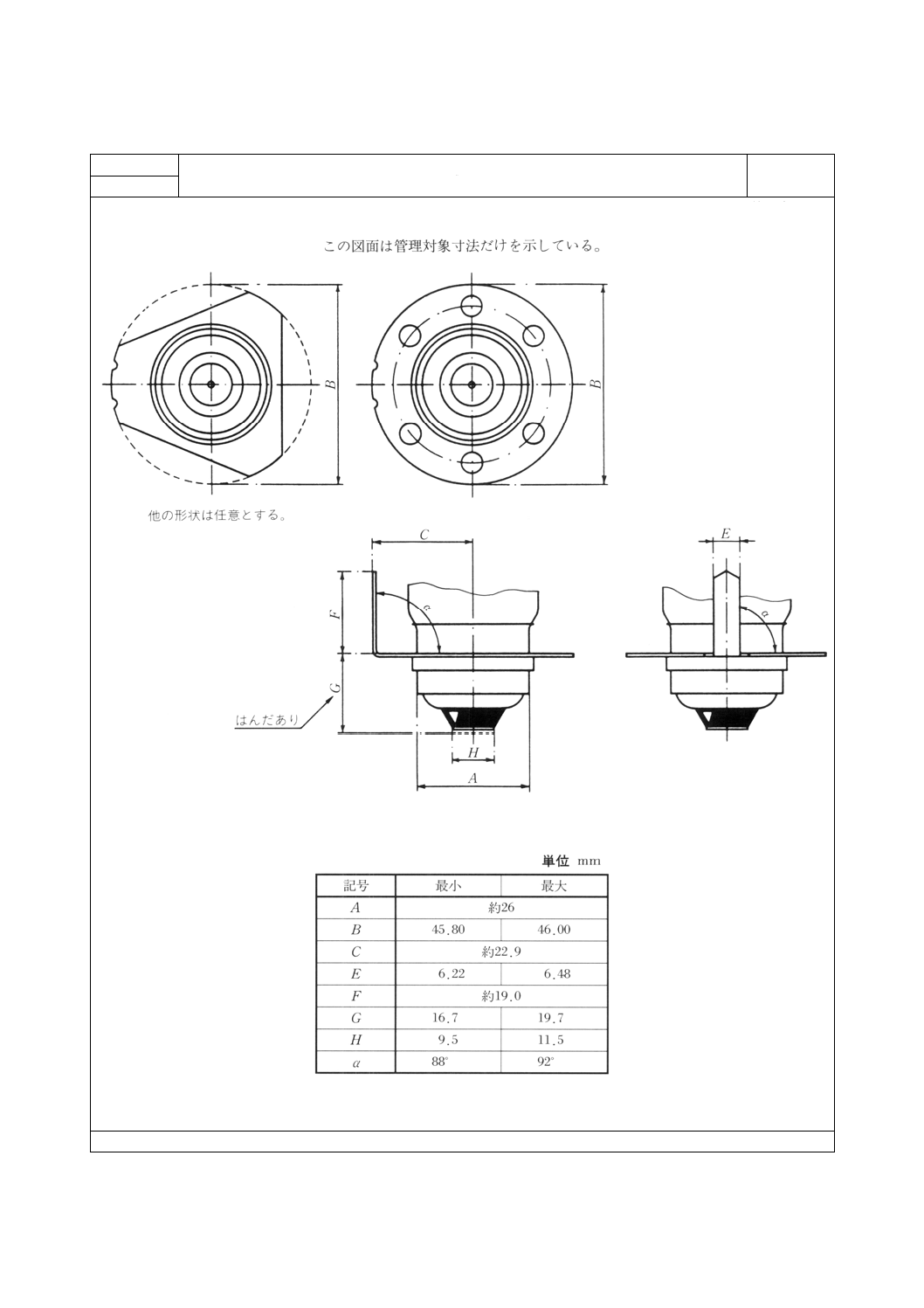
E 12/15 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-17-1及び3-17-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径はφ12.32mm以下とする。
3. サイドはんだの高さは1mm以下,トップはんだの高さは1.5mm以下とする。
1-17-1
29
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
(参考)
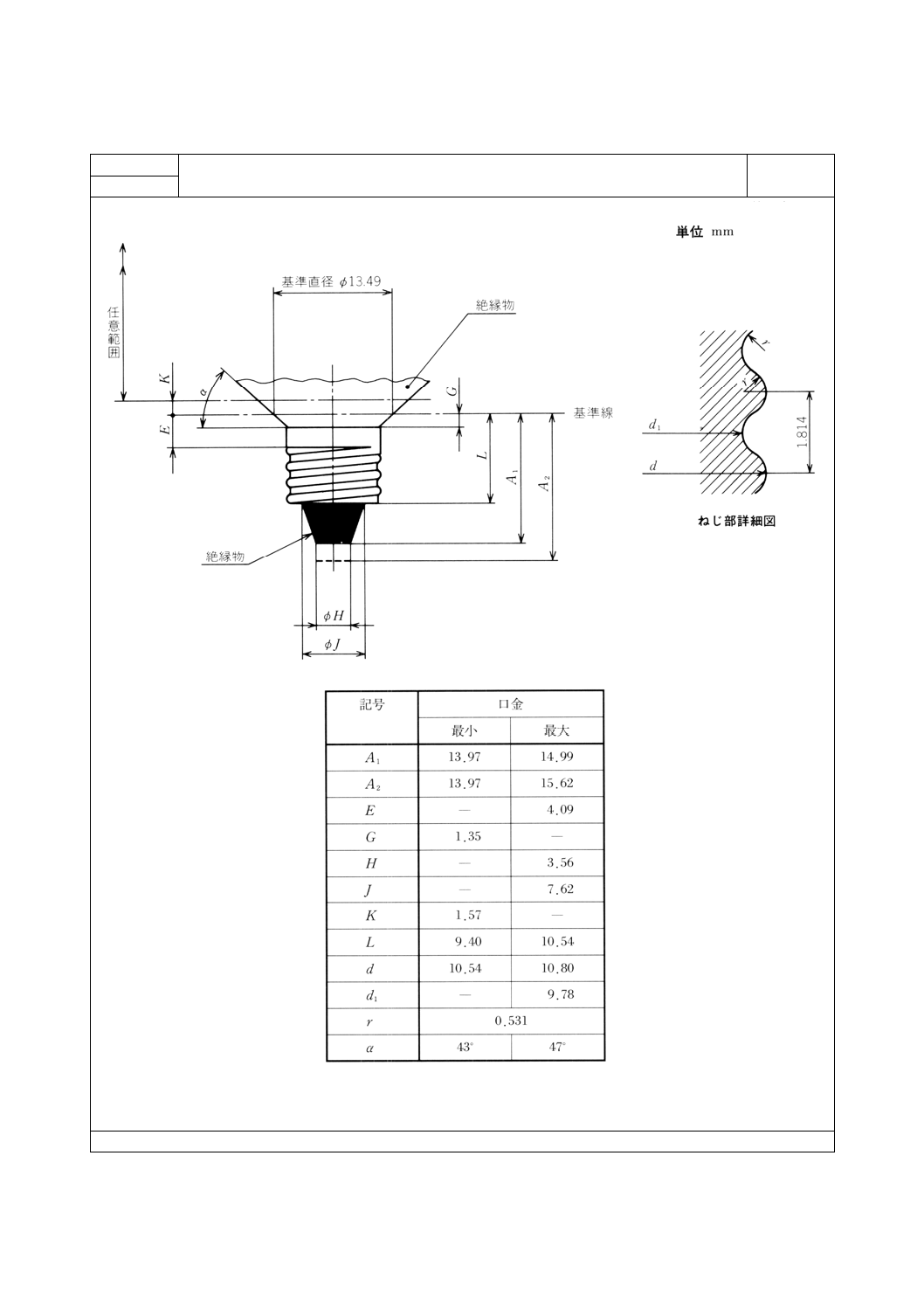
E 14/20 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-18-1及び3-18-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
3. サイドはんだの高さは1mm以下,トップはんだの高さは1.5mm以下とする。
1-18-1
30
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
(参考)
E 14/25×17 口金
ページ1/1
第三角法
注(1) 充電部が露出しない専用ソケット又はガードを設けたソケットを使用すること。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-18-1及び3-18-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
3. サイドはんだの高さは1mm以下,トップはんだの高さは1.5mm以下とする。
1-19-1
31
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
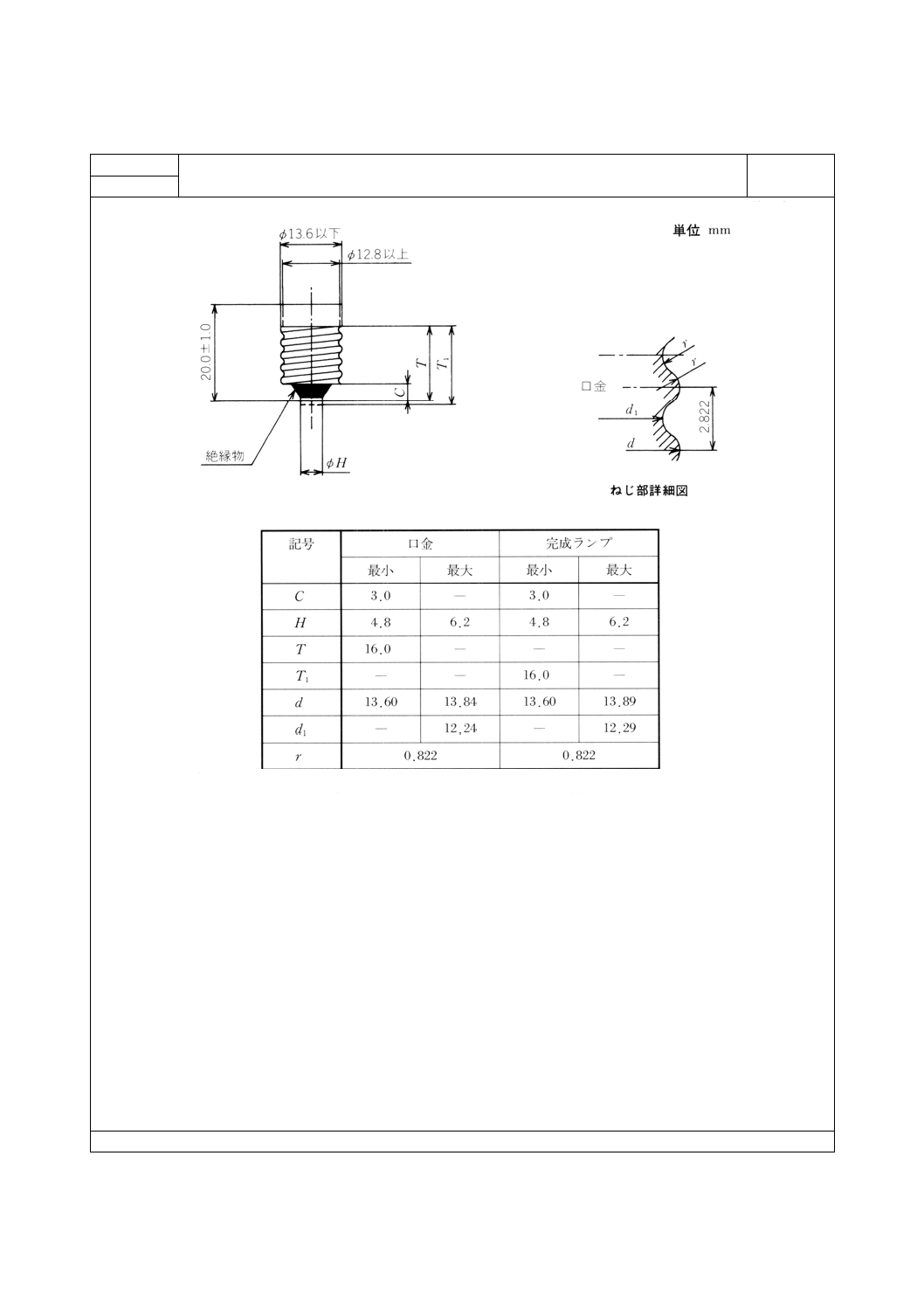
E 17/20 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-20-1及び3-20-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
3. サイドはんだの高さは1mm以下,トップはんだの高さは1.5mm以下とする。
1-20-1
32
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
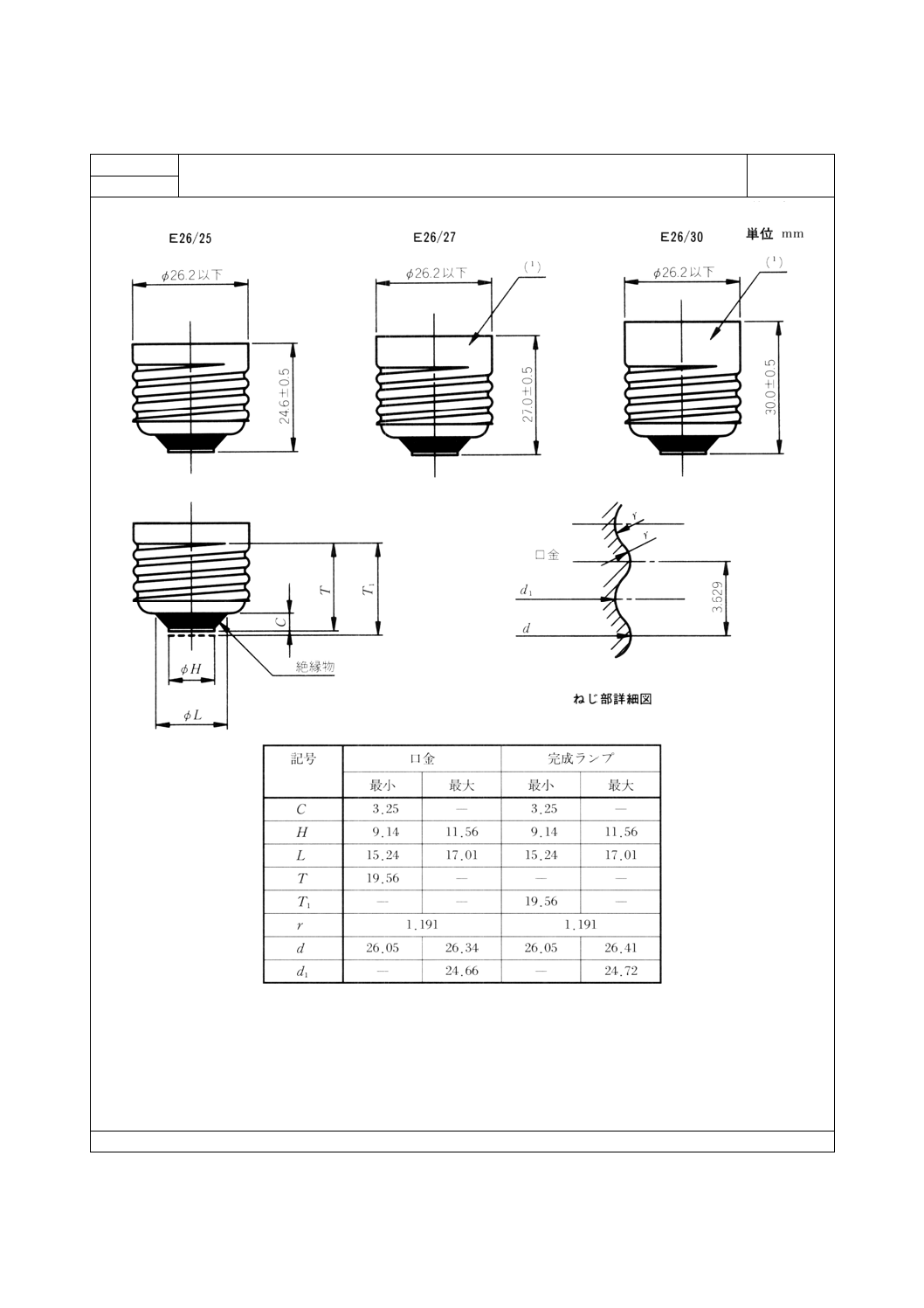
E 26/25 E 26/27 E 26/30 口金
ページ1/1
第三角法
注(1) 充電部が露出しない専用ソケット又はガードを設けたソケットを使用すること。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-21-1及び3-21-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
3. サイドはんだの高さは1.5mm以下,トップはんだの高さは1.5mm以下とする。
1-21-1
33
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
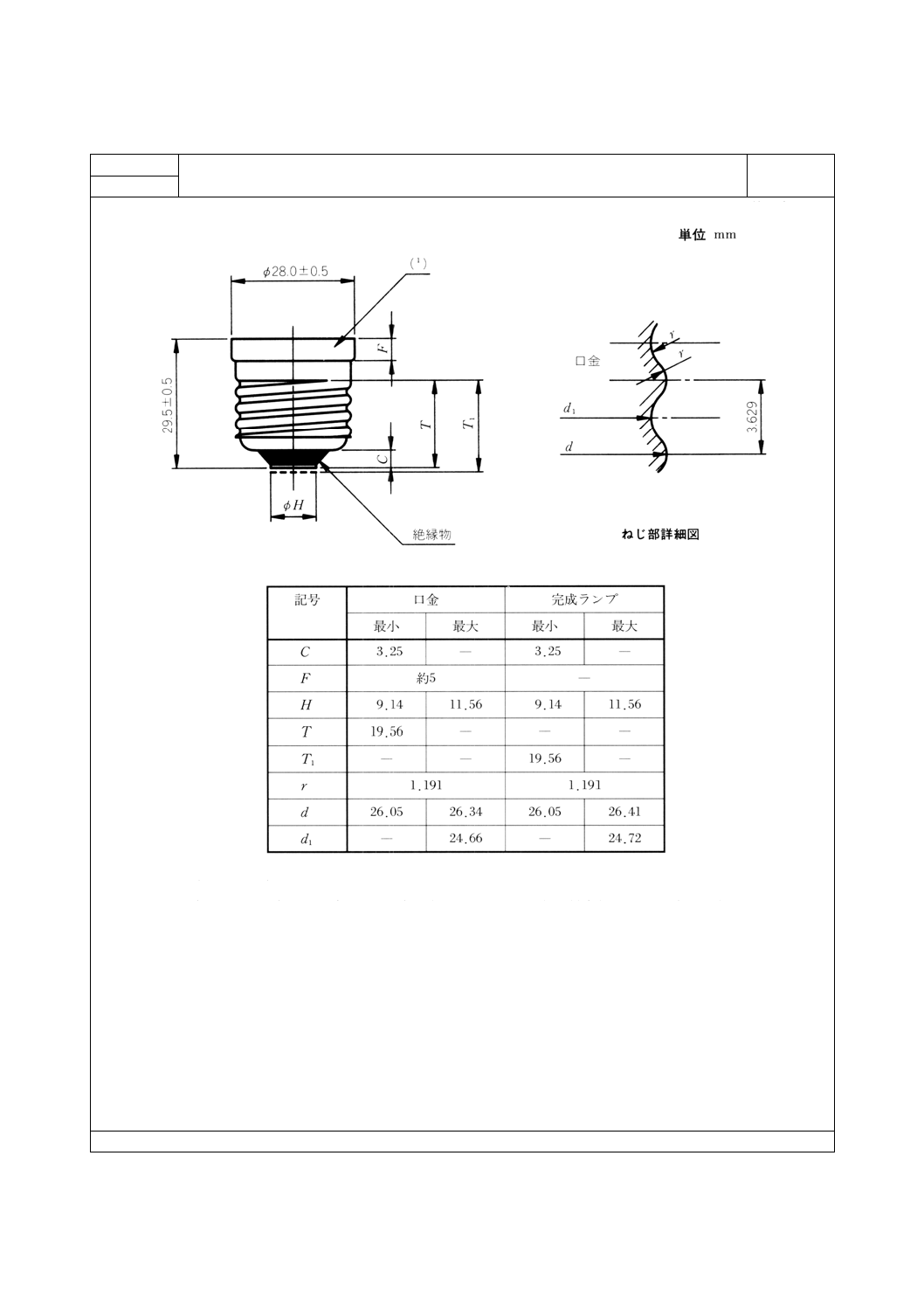
E 26/30×28 口金
ページ1/1
第三角法
注(1) 充電部が露出しない専用ソケット又はガードを設けたソケットを使用すること。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-21-1及び3-21-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
3. サイドはんだの高さは1.5mm以下,トップはんだの高さは1.5mm以下とする。
1-22-1
34
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
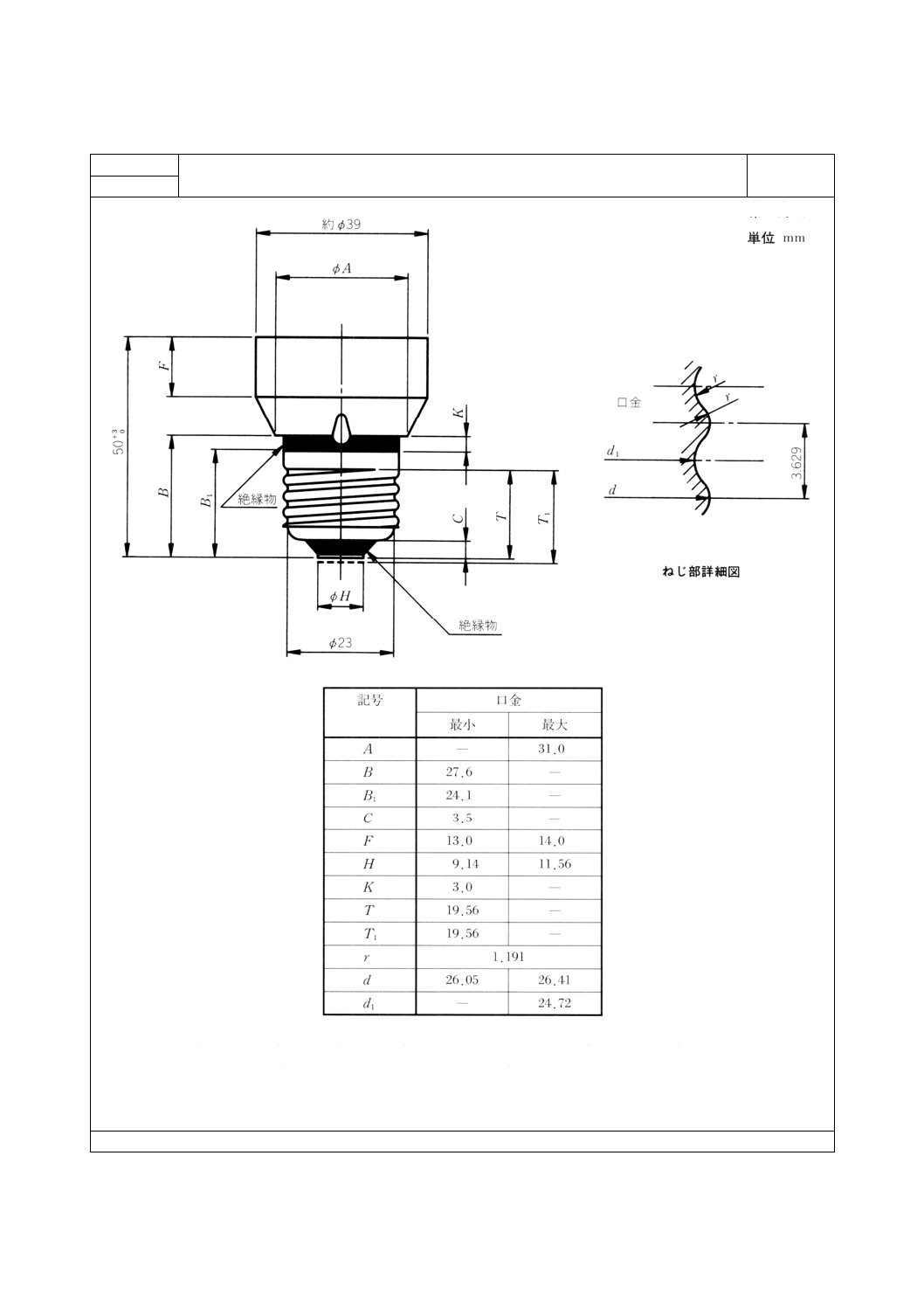
E 26/51×39 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-21-1及び3-21-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
3. サイドはんだの高さは1.5mm以下,トップはんだの高さは1.5mm以下とする。
1-23-1
35
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
(参考)
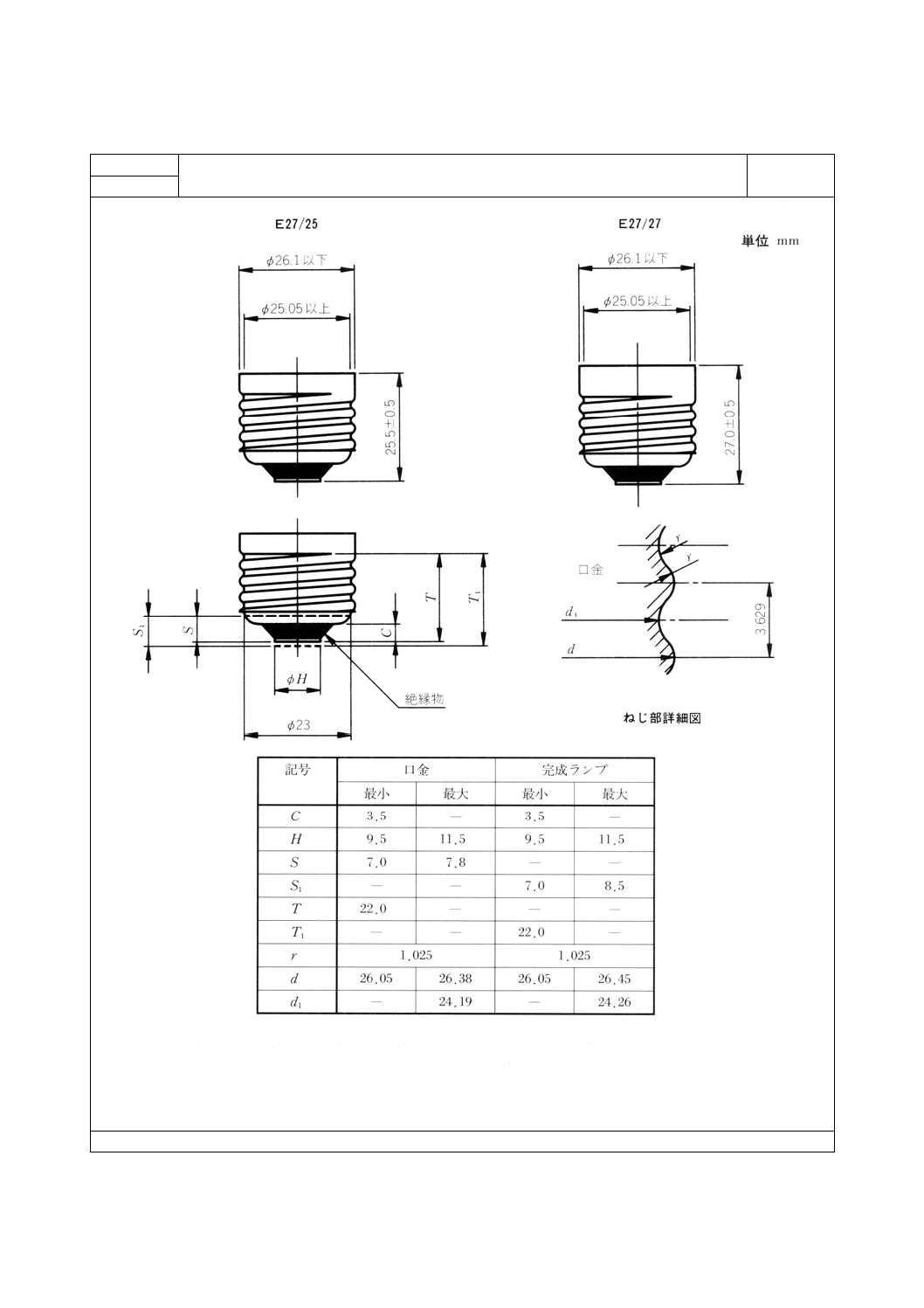
E 27/25 E 27/27 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-24-1及び3-24-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
3. サイドはんだの高さは1.5mm以下,トップはんだの高さは1.5mm以下とする。
1-24-1
36
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
(参考)
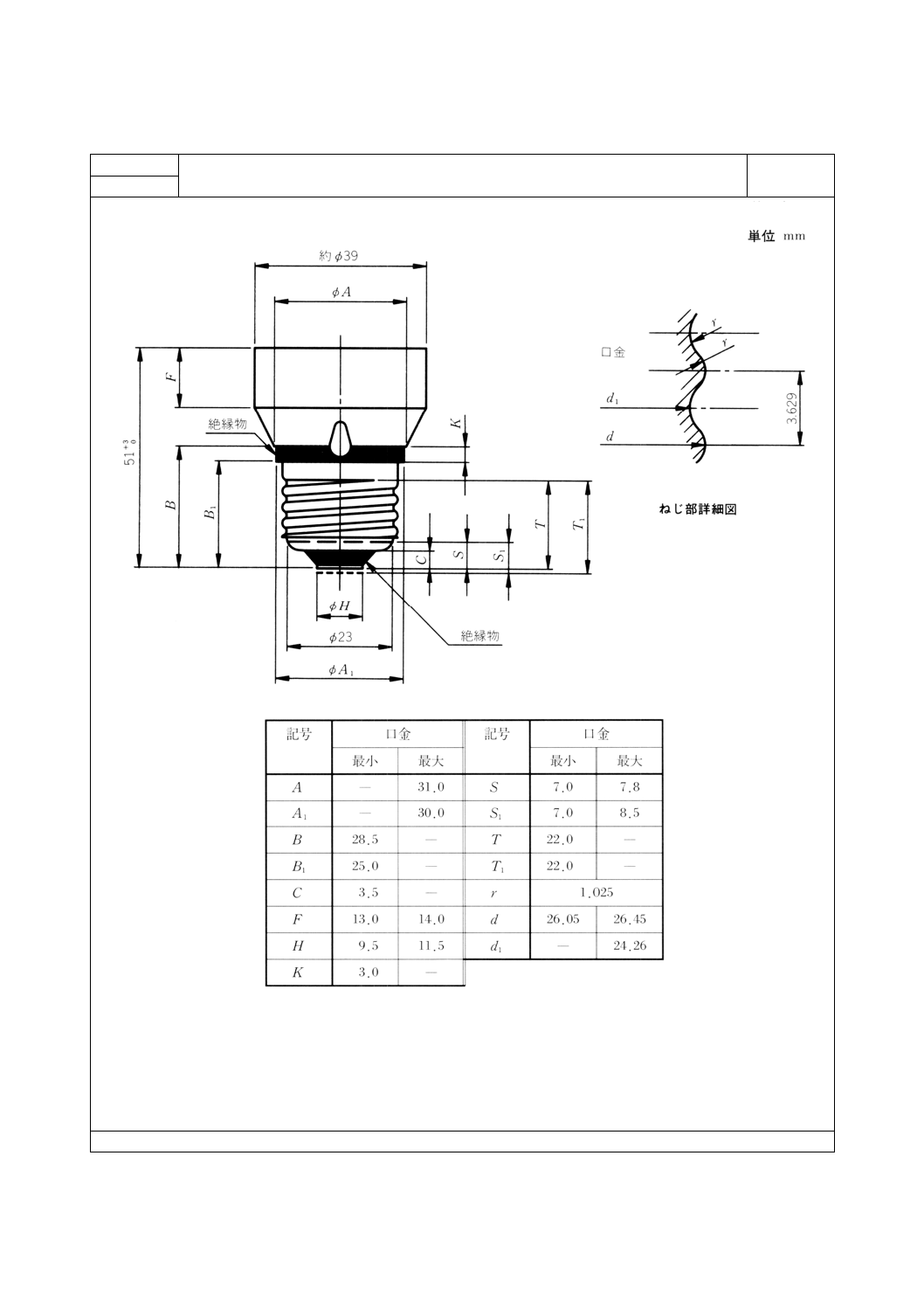
E 27/51×39 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-24-1及び3-24-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
3. サイドはんだの高さは1.5mm以下,トップはんだの高さは1.5mm以下とする。
1-25-1
37
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
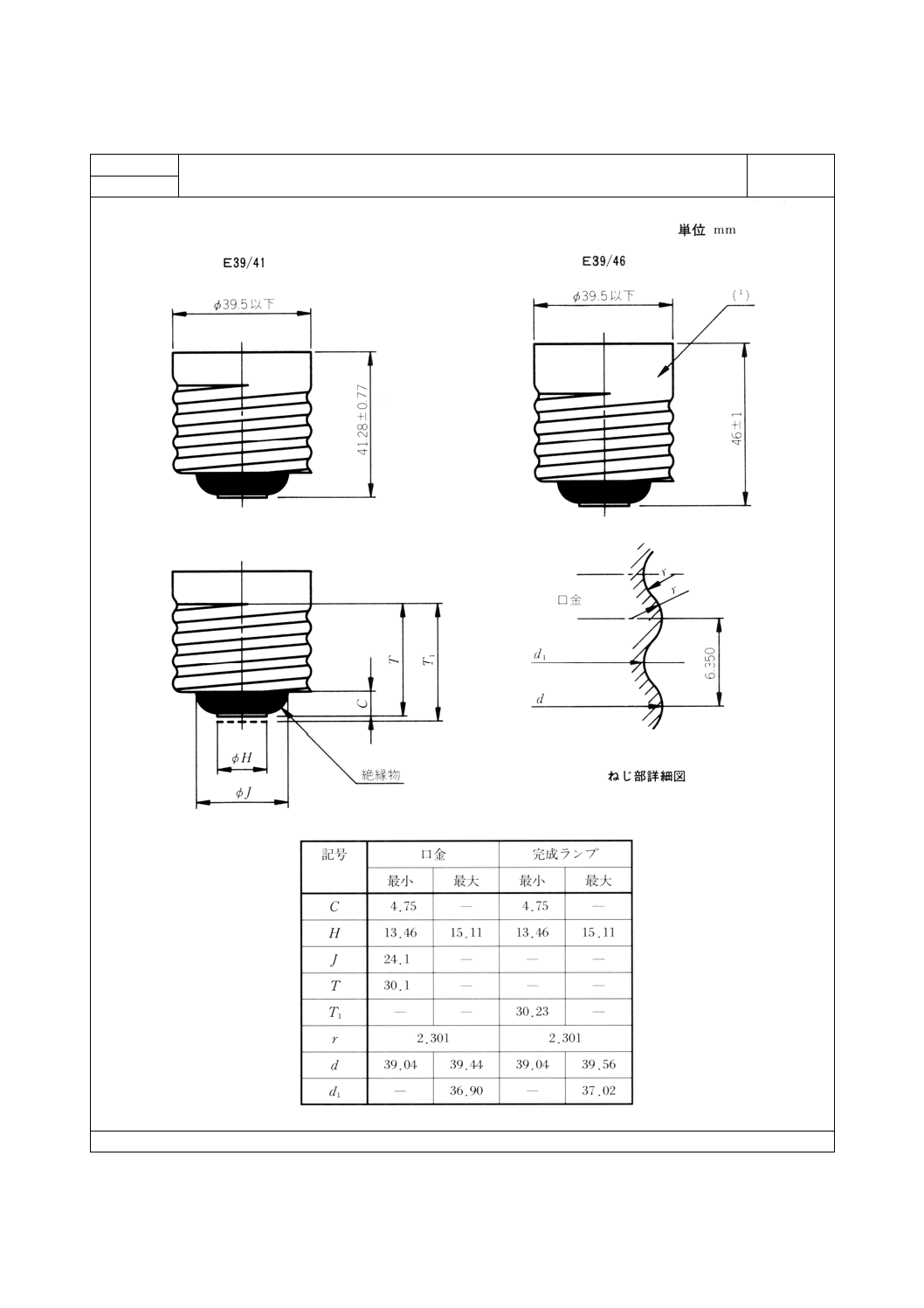
E 39/41 E 39/46 口金
ページ1/2
第三角法
1-26-1
38
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
E 39/41 E 39/46 口金
ページ2/2
注(1) 充電部が露出しない専用ソケット又はガードを設けたソケットを使用すること。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-26-1及び3-26-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に2mmを加えた値以下とする。
3. サイドはんだの高さは2mm以下,トップはんだの高さは2mm以下とする。
1-26-1
39
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
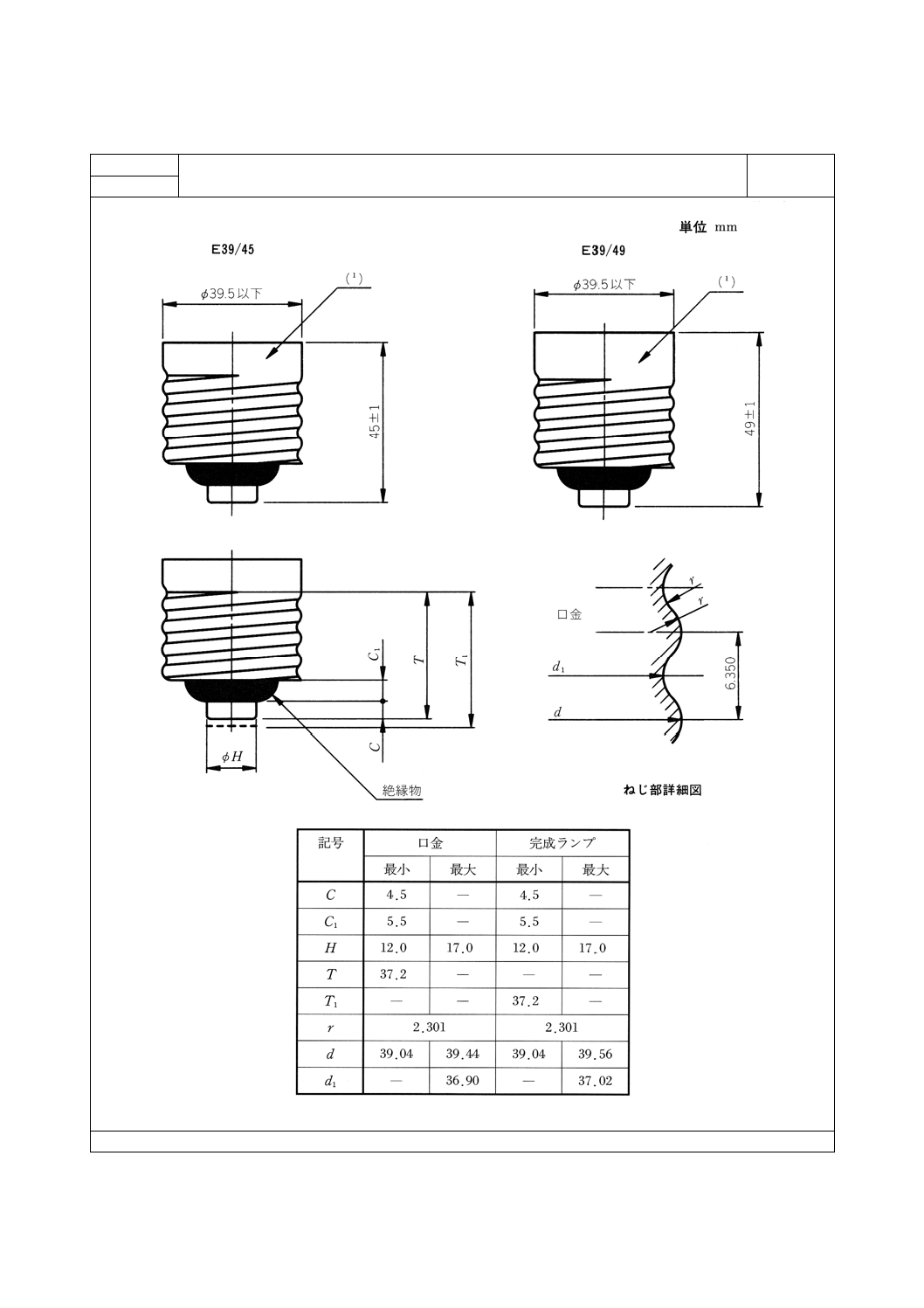
E 39/45 E 39/49 口金
ページ1/2
第三角法
1-27-1
40
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
E 39/45 E 39/49 口金
ページ2/2
注(1) 充電部が露出しない専用ソケット又はガードを設けたソケットを使用すること。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-27-1及び3-26-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に2mmを加えた値以下とする。
3. サイドはんだの高さは2mm以下,トップはんだの高さは2mm以下とする。
1-27-1
41
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
(参考)
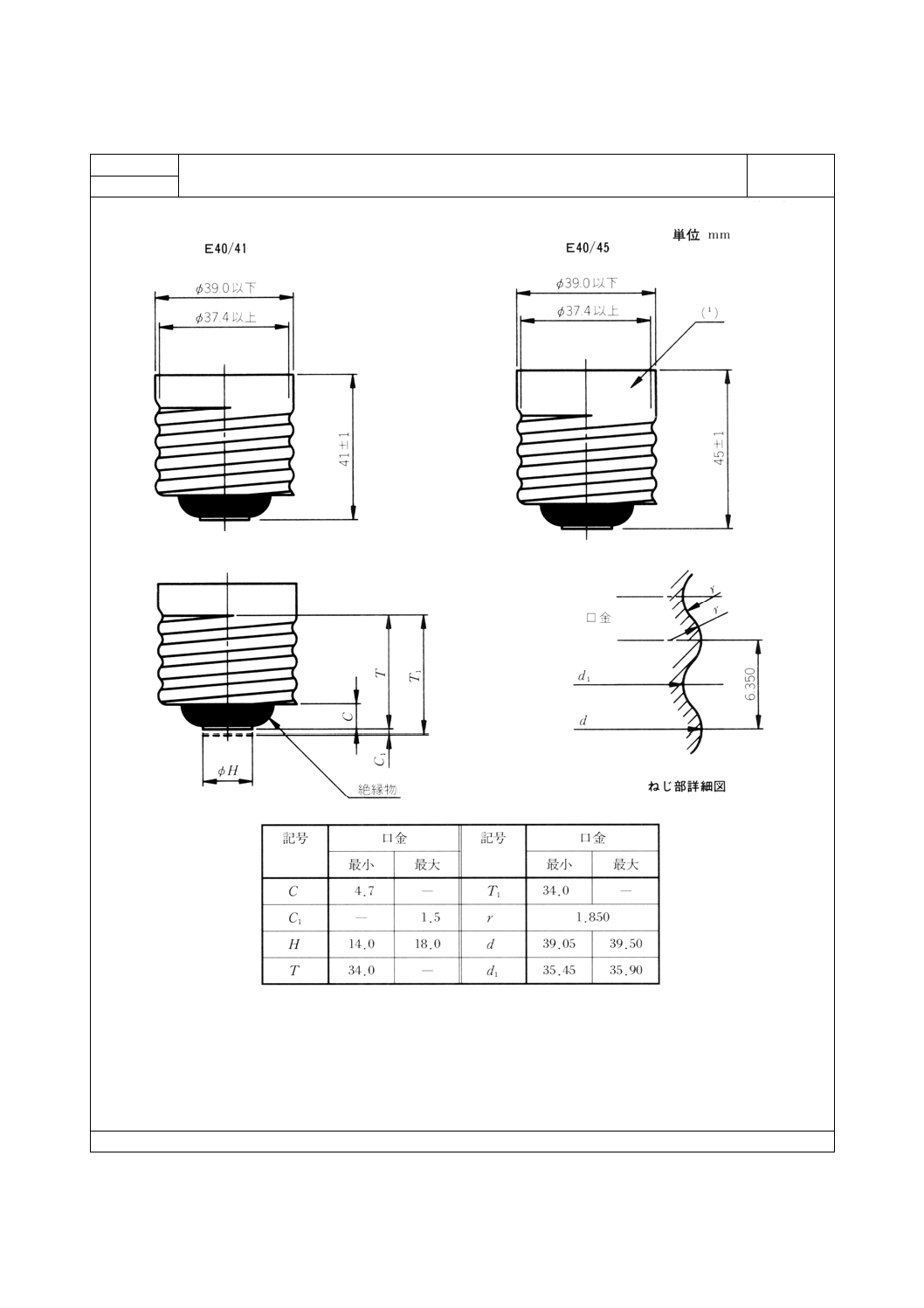
E 40/41 E 40/45 口金
ページ1/1
第三角法
注(1) 充電部が露出しない専用ソケット又はガードを設けたソケットを使用すること。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-28-1及び3-28-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
3. サイドはんだの高さは2mm以下とする。
1-28-1
42
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
EZ 10 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-29-1のゲージ又は測定器で検査すること。
2. サイドはんだ又は溶接部の高さは0.7mm以下とする。
1-29-1
43
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
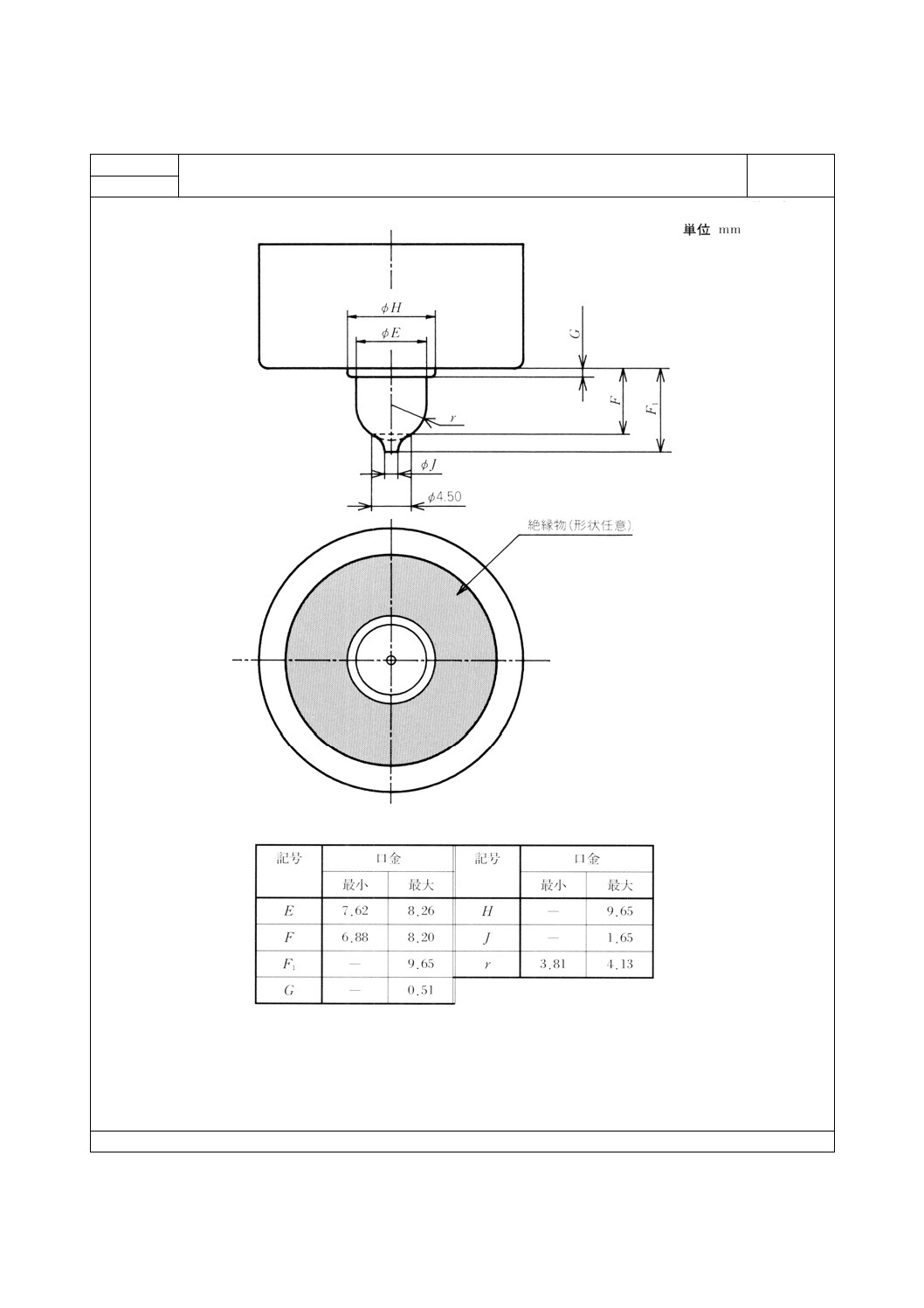
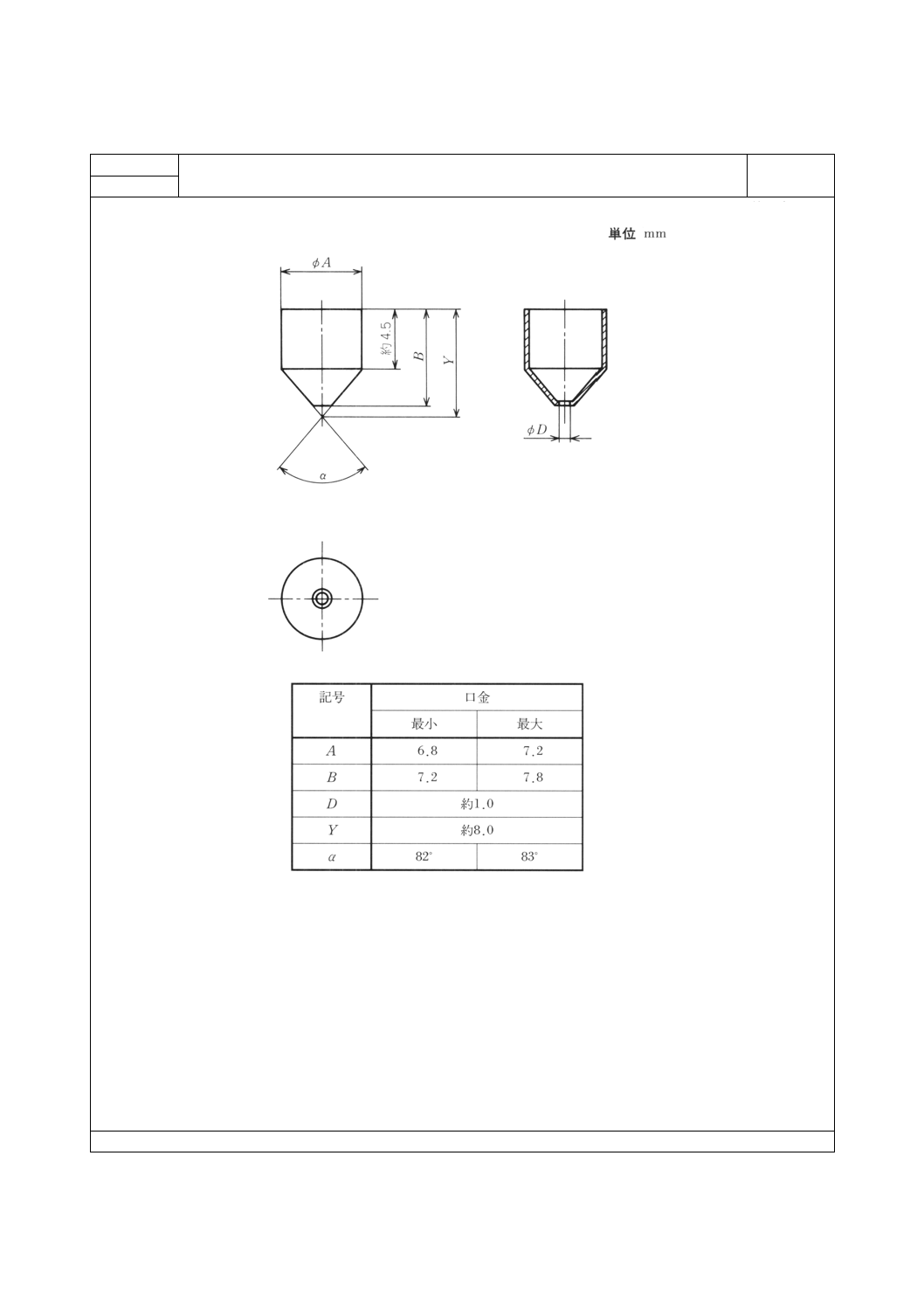
Fa 8 口金
ページ1/1
第三角法
備考1. 口金の寸法は,JIS C 7709-3のシートNo.3-30-1及び3-30-2のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径は,胴の外径の最大値に1.0mmを加えた値以下とする。
1-30-1
44
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
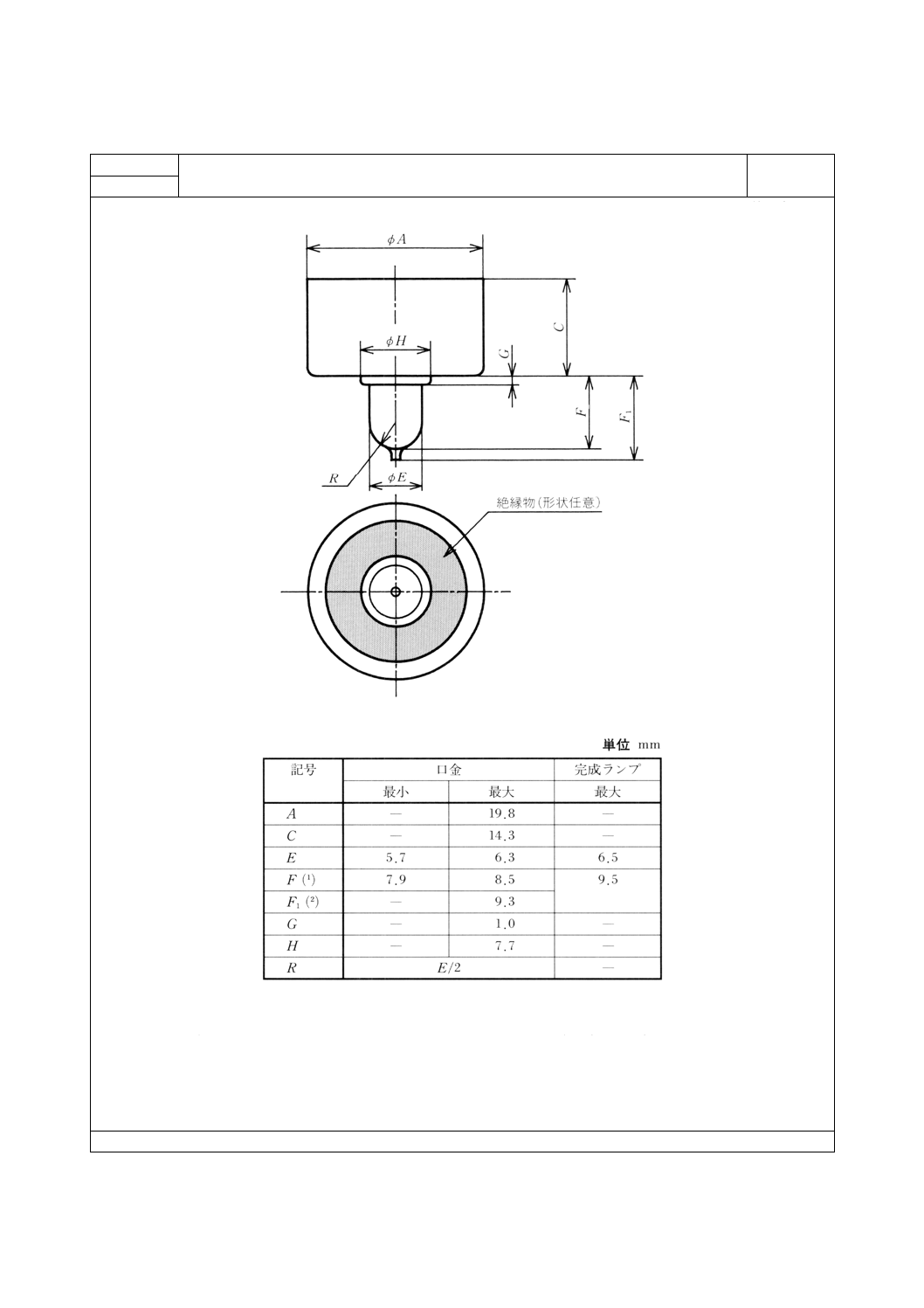
FaX 6 口金
ページ1/1
第三角法
注(1) F寸法は,はんだ付け方式による口金の場合
(2) F1寸法は,溶接方式による口金の場合
備考1. 完成ランプの口金寸法は,JIS C 7709-3のシートNo.3-31-1のゲージ又は測定器で検査すること。
2. 口金にフレアを付けた場合,フレア部の外径は,胴の外径の最大値に1.0mmを加えた値以下とする。
1-31-1
45
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
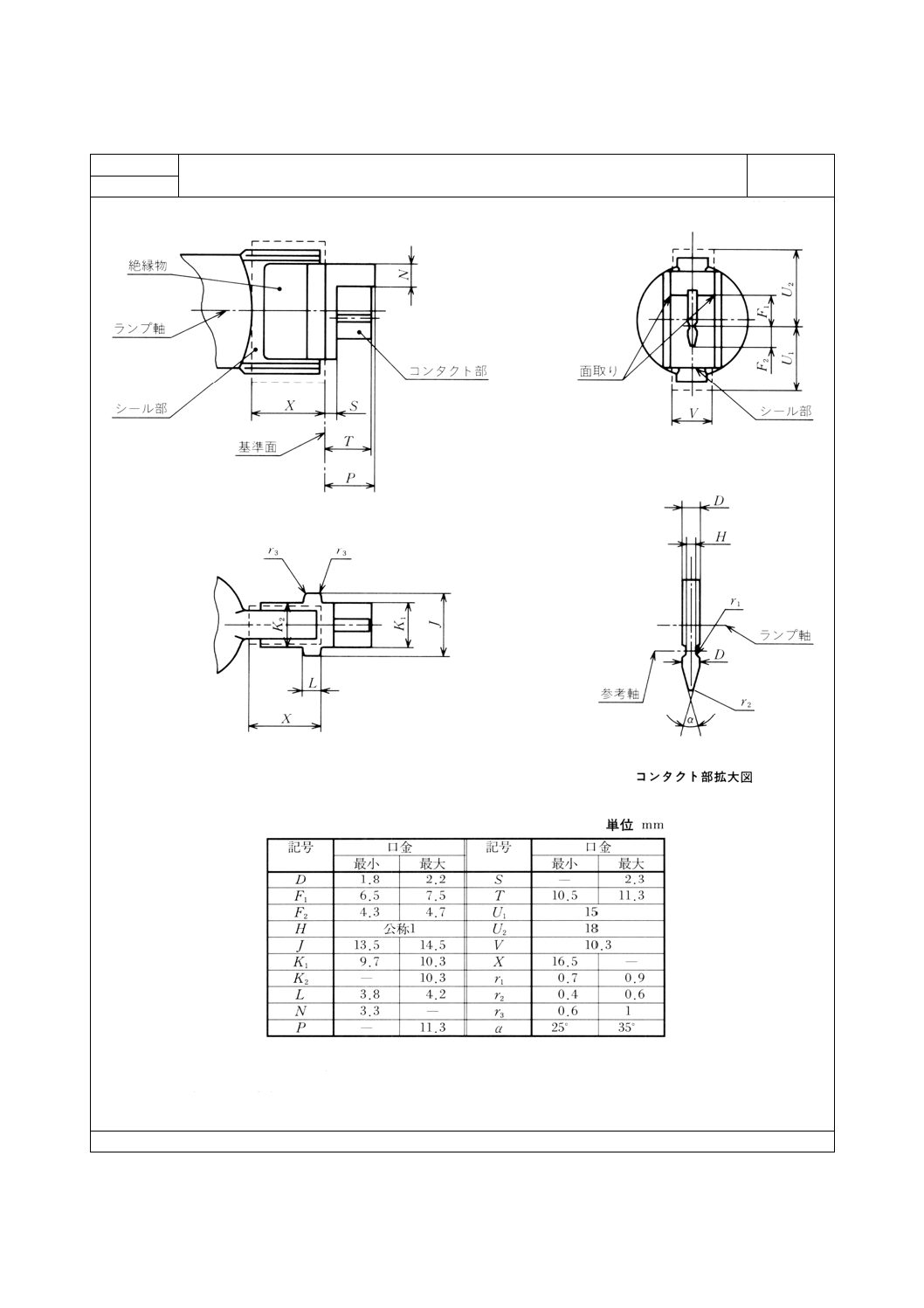
Fc 2 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-32-1のゲージ又は測定器で検査すること。
2. ランプシール部は,点線で囲んだ部分(寸法U1,U2,V,X)からはみださないこと。
3. N部は,U2寸法以下とする。
1-32-1
46
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 4 口金
ページ1/1
第三角法
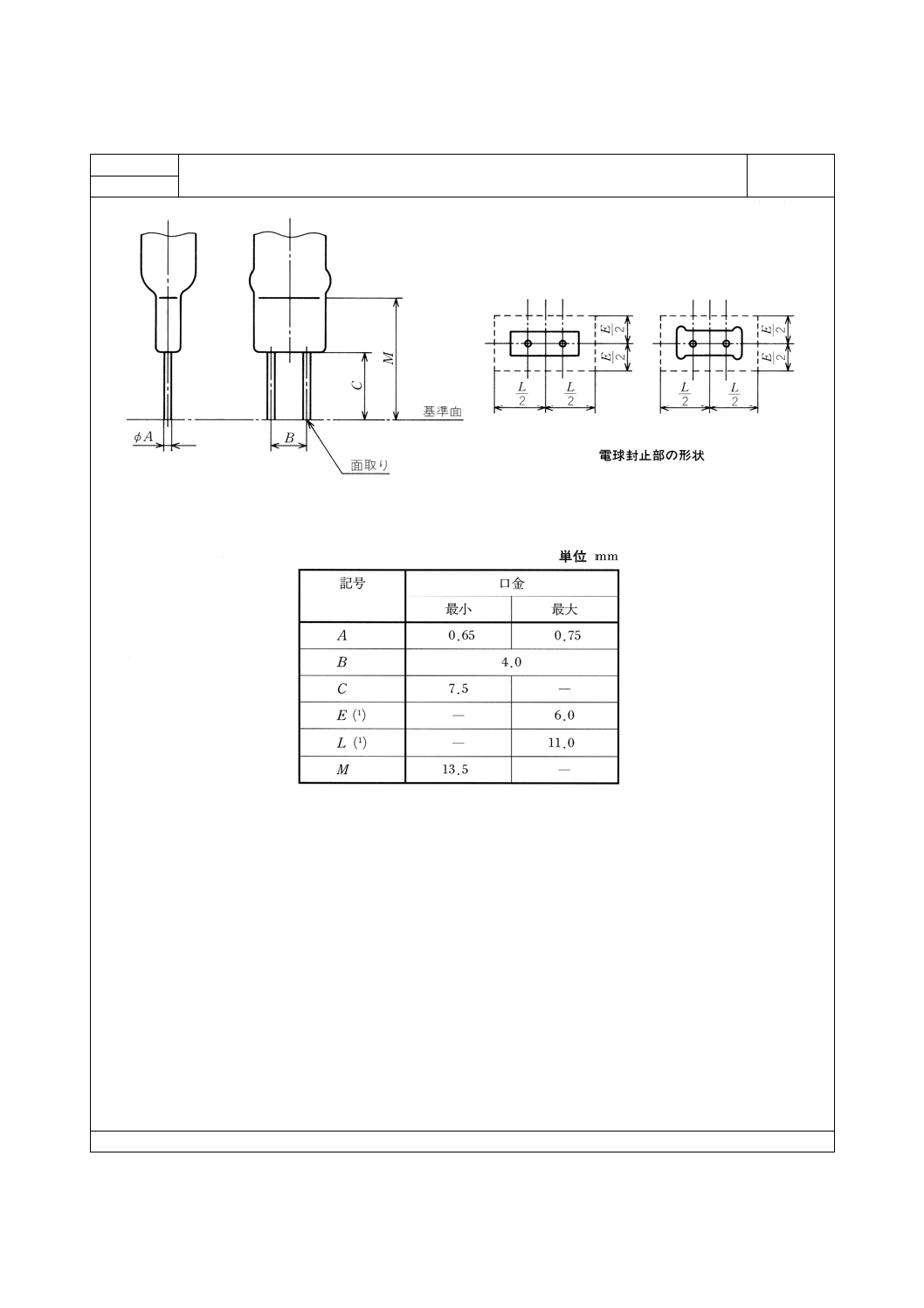
注(1) EとLは,JIS C 7709-3のシートNo.3-33-1のゲージBの凹部のEとLの寸法の輪郭を示す。
Mの範囲内の部分は,この輪郭の内側にあること。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-33-1のゲージ又は測定器で検査すること。
1-33-1
47
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
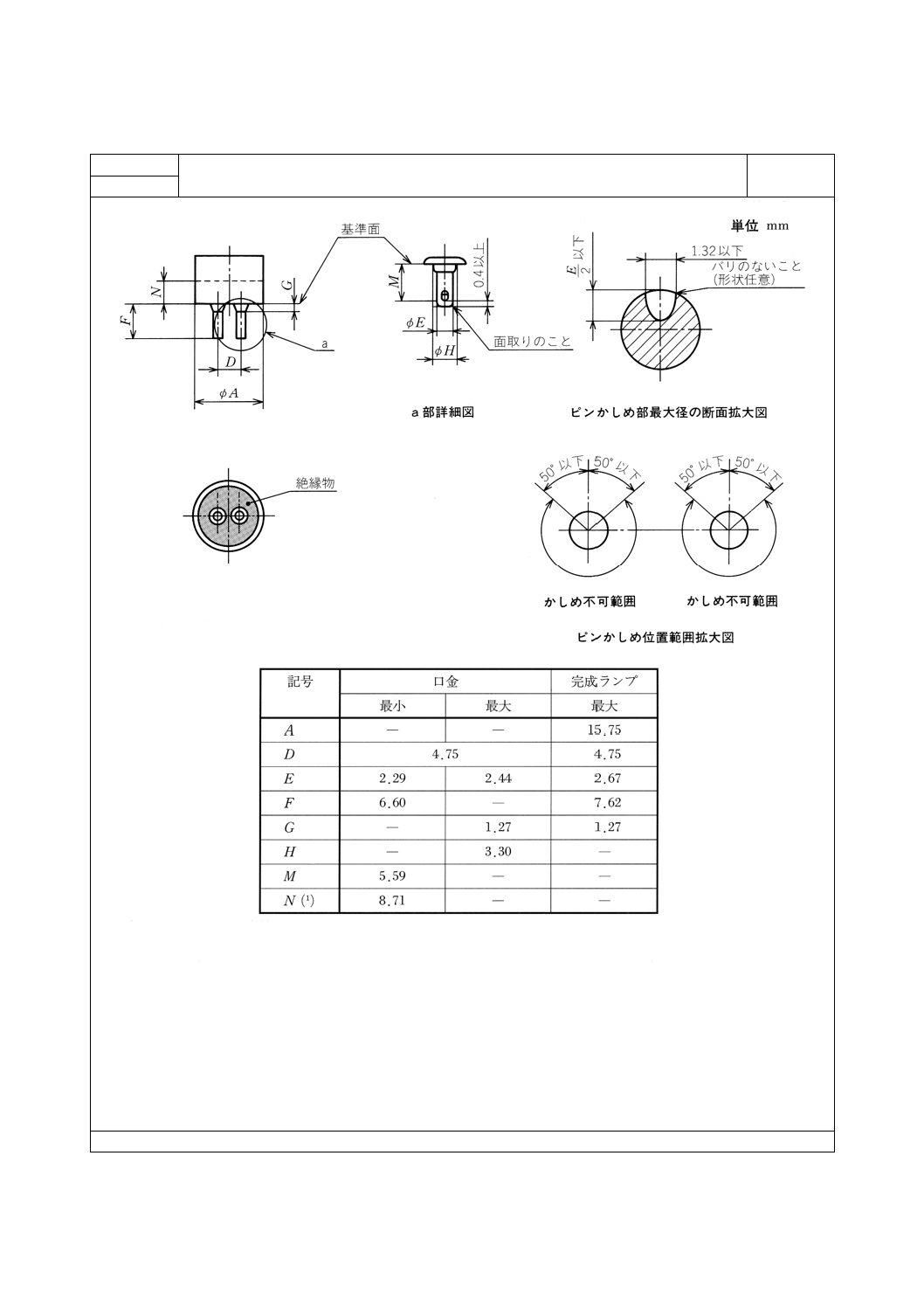
G 5 口金
ページ1/1
第三角法
注(1) Nは,Aの測定箇所を示す。
備考1. 口金の寸法は,JIS C 7709-3のシートNo.3-34-1のゲージ又は測定器で検査すること。
2. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-34-2のゲージ又は測定器で検査すること。
3. 口金にフレアを付けた場合,フレア部の外径は,胴の外径の最大値に1.0mmを加えた値以下とする。
4. はんだ付け方式による口金の場合は,F最大は7.3mmが望ましい。
また,溶接方式の場合のφE,Fは,かしめ方式と同じとする。
1-34-1
48
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
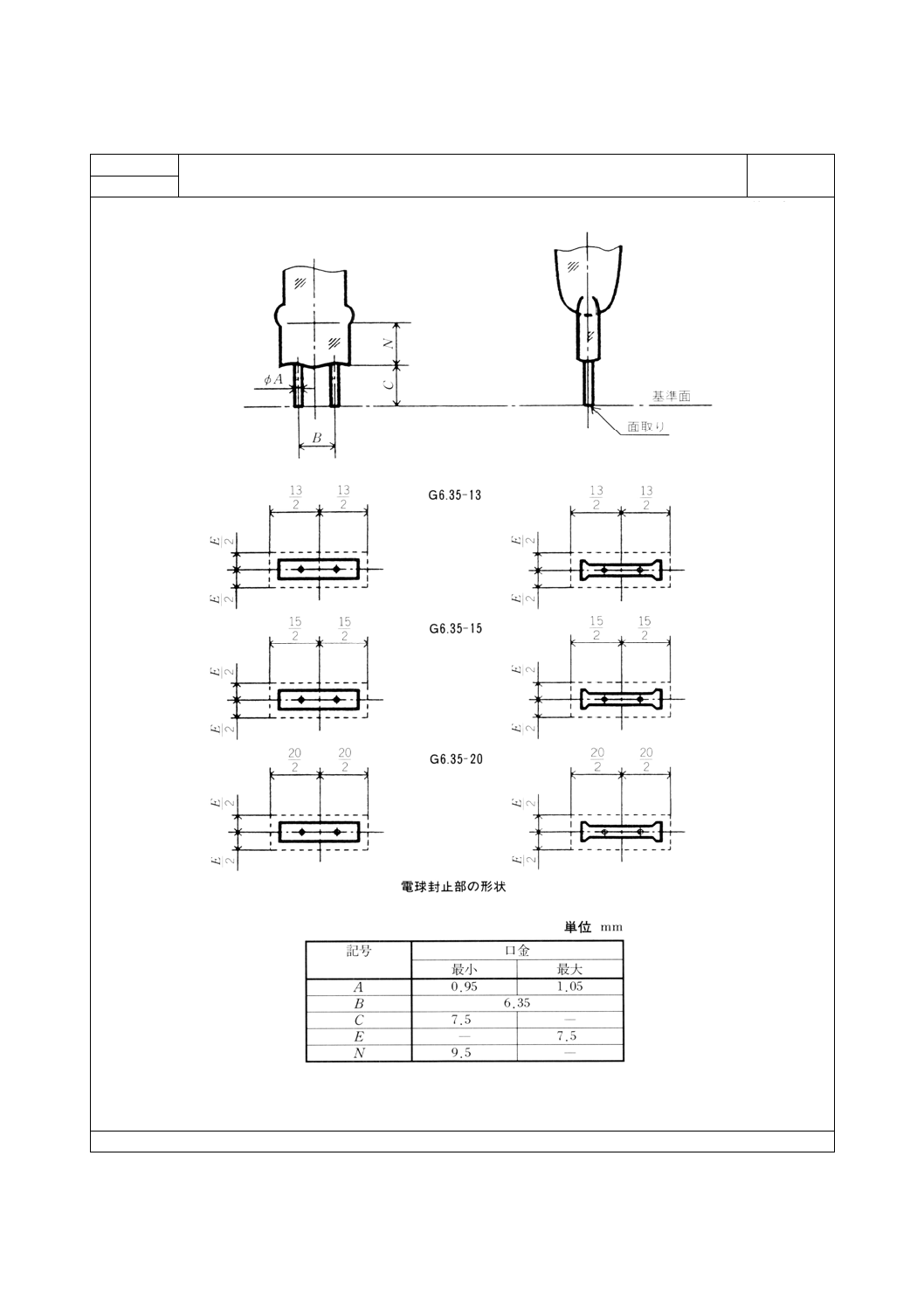
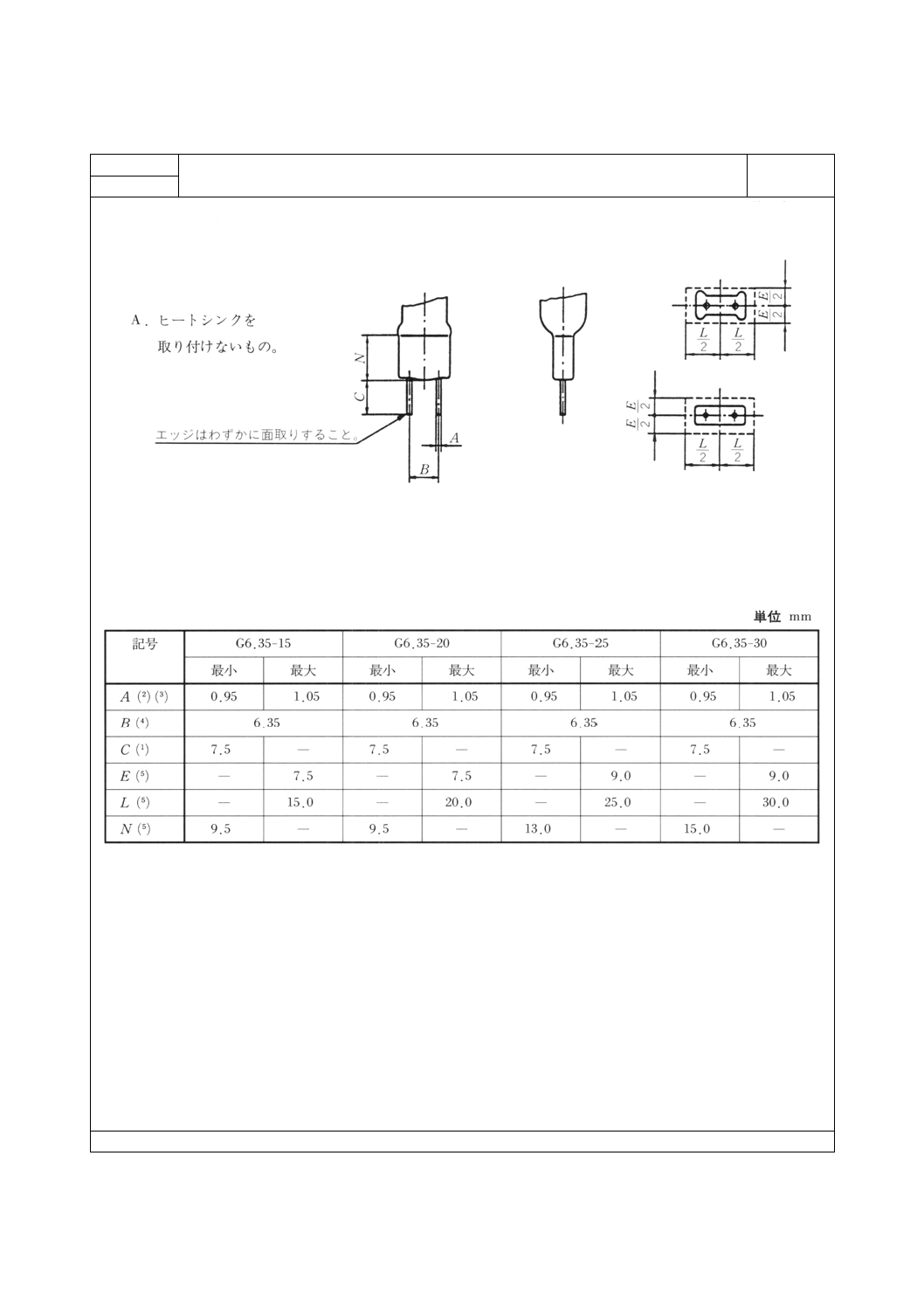
G 6.35 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-35-1及び3-35-2のゲージ又は測定器で検査すること。
2. 電球封止部は,基本形状を表し,破線の内側にあること。
1-35-1
49
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
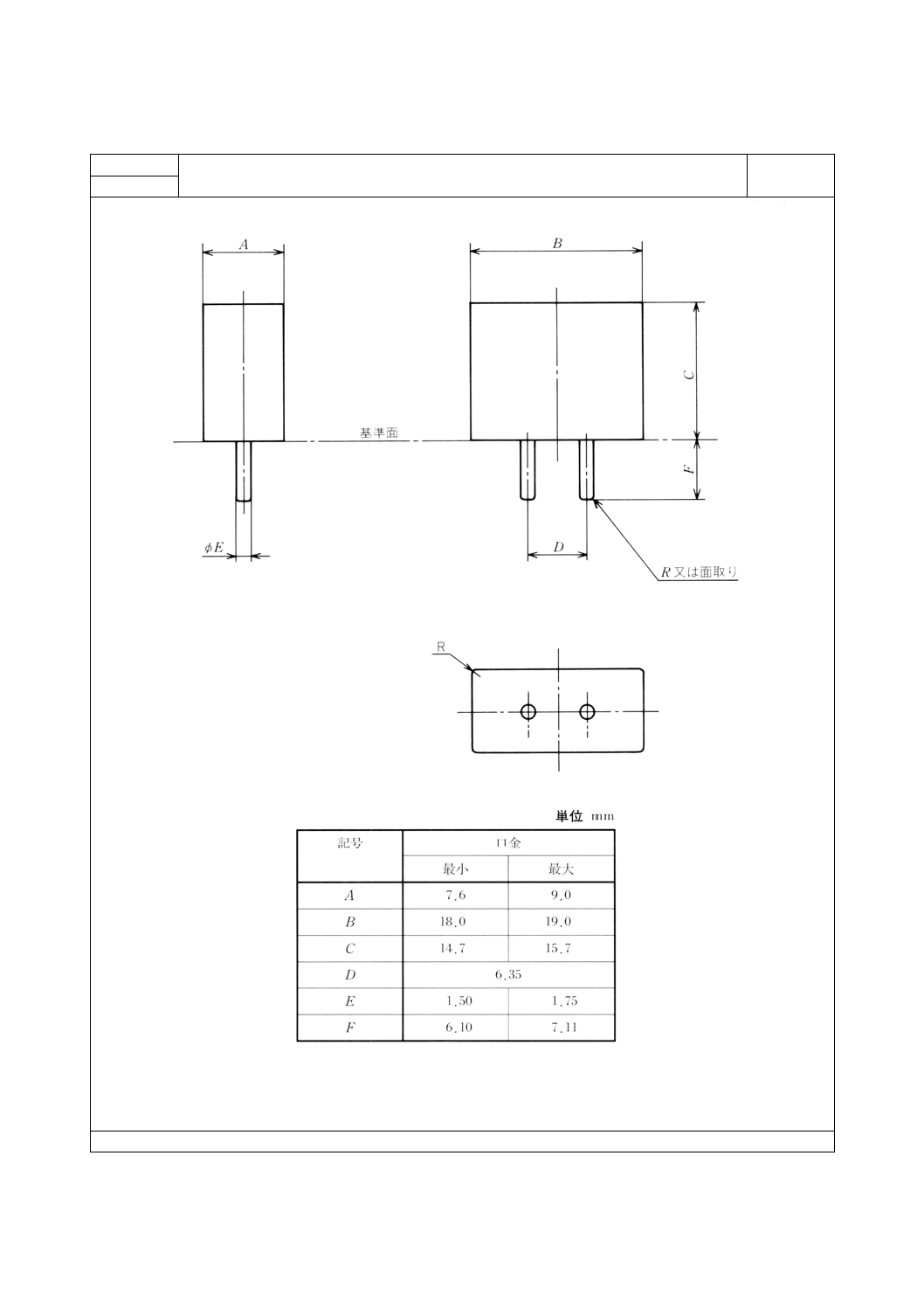
G 6.35/15×19 口金
ページ1/1
第三角法
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-36-1のゲージ又は測定器で検査すること。
1-36-1
50
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
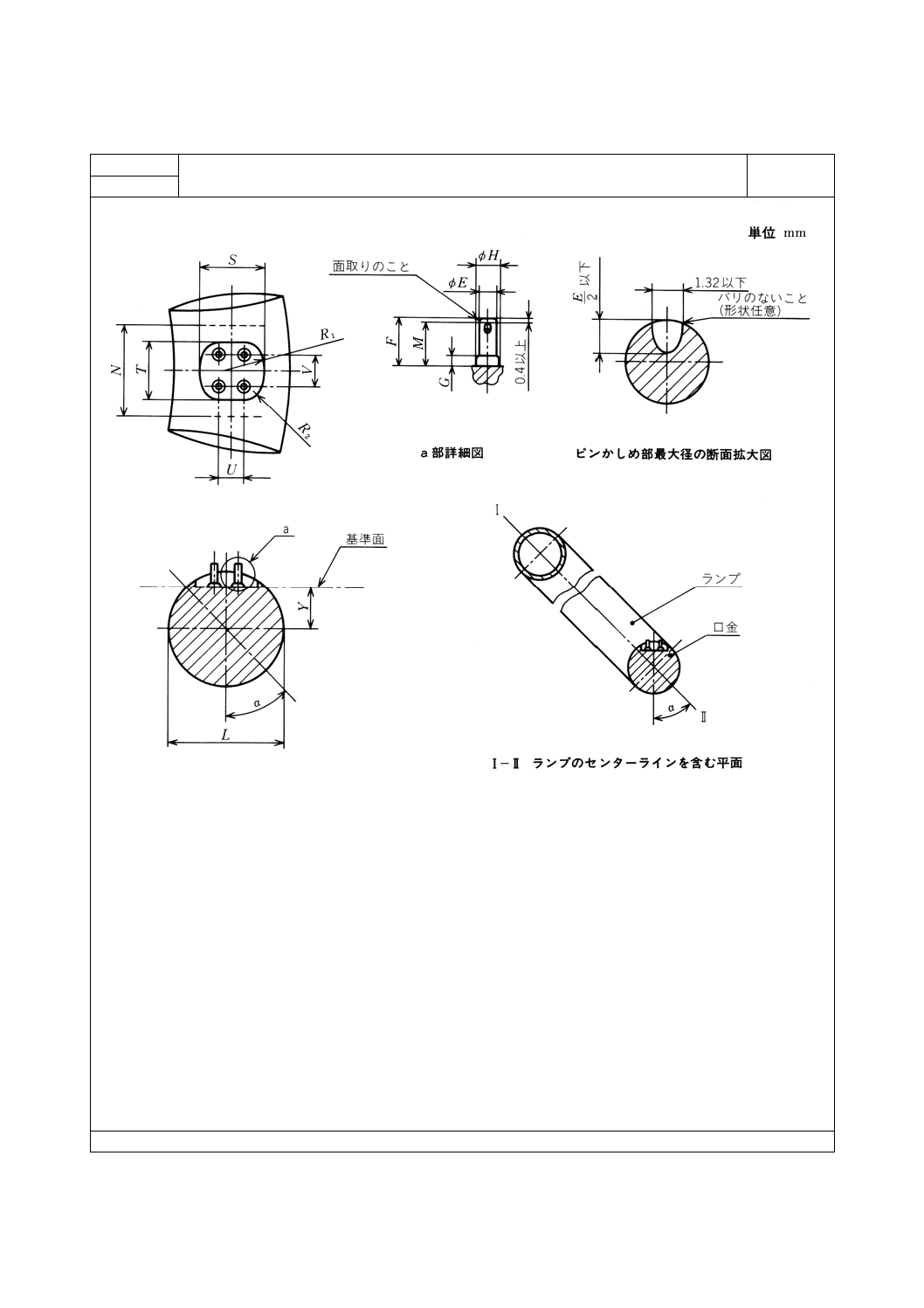
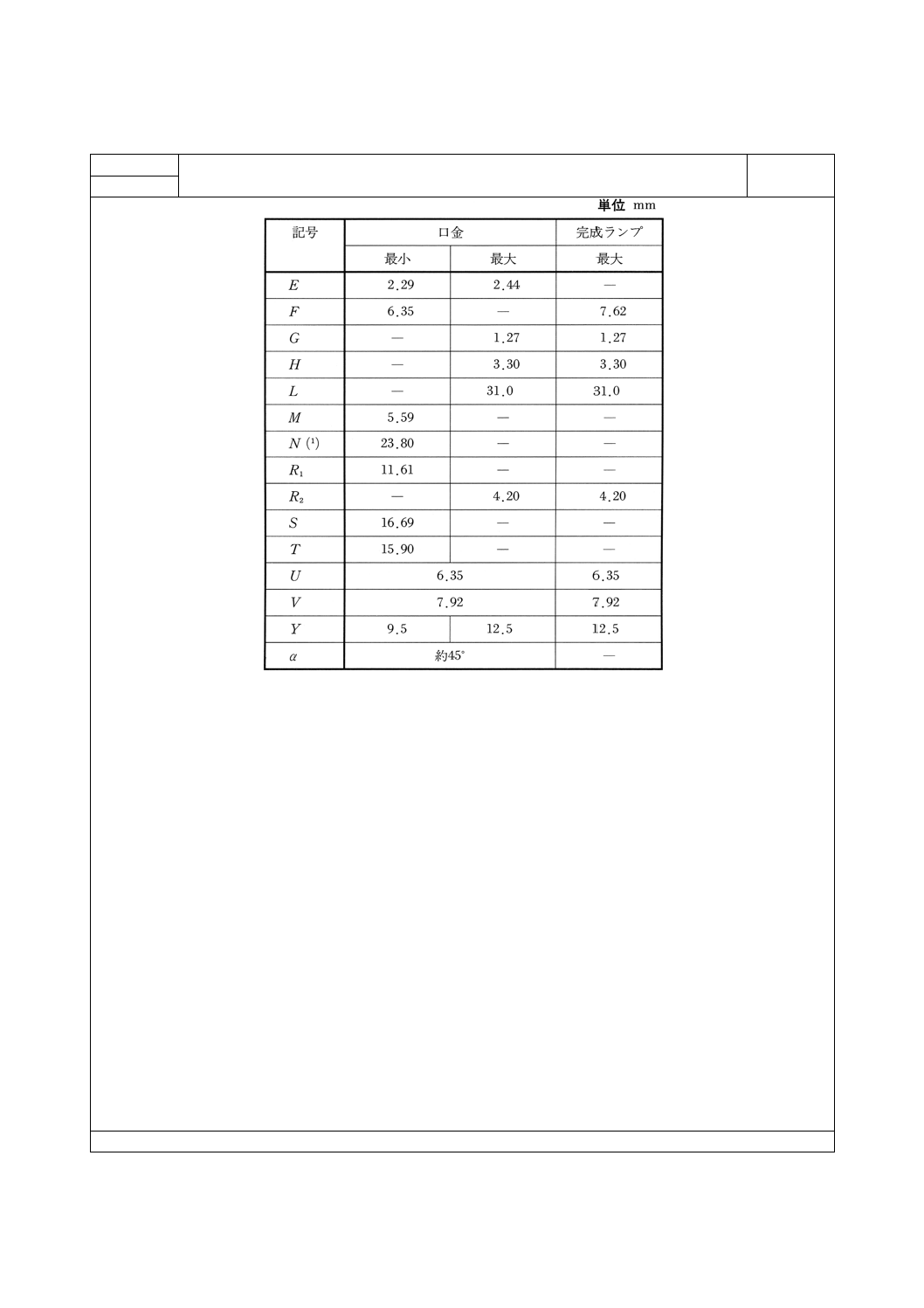
G 9.5 口金
ページ1/1
第三角法
注(1) この範囲までは,A及びB寸法を維持すること。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-37-1のゲージ又は測定器で検査すること。
1-37-1
51
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 10q 口金
ページ1/2
第三角法
1-38-1
52
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 10q 口金
ページ2/2
注(1) Nは,Lの測定箇所を示す。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-38-1のゲージ又は測定器で検査すること。
2. ピンのボスの形状は,ゲージで確認すること。
1-38-1
53
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
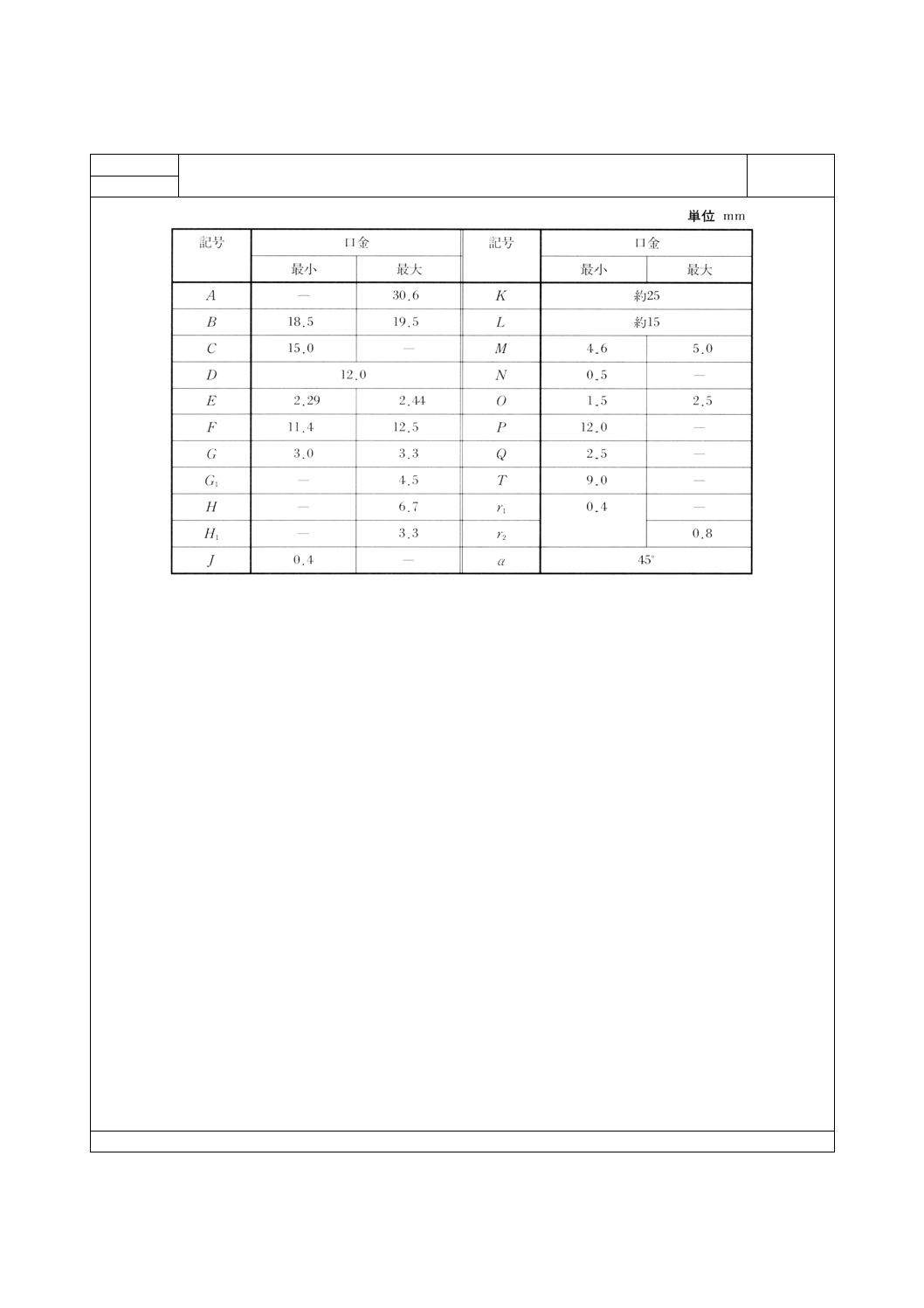
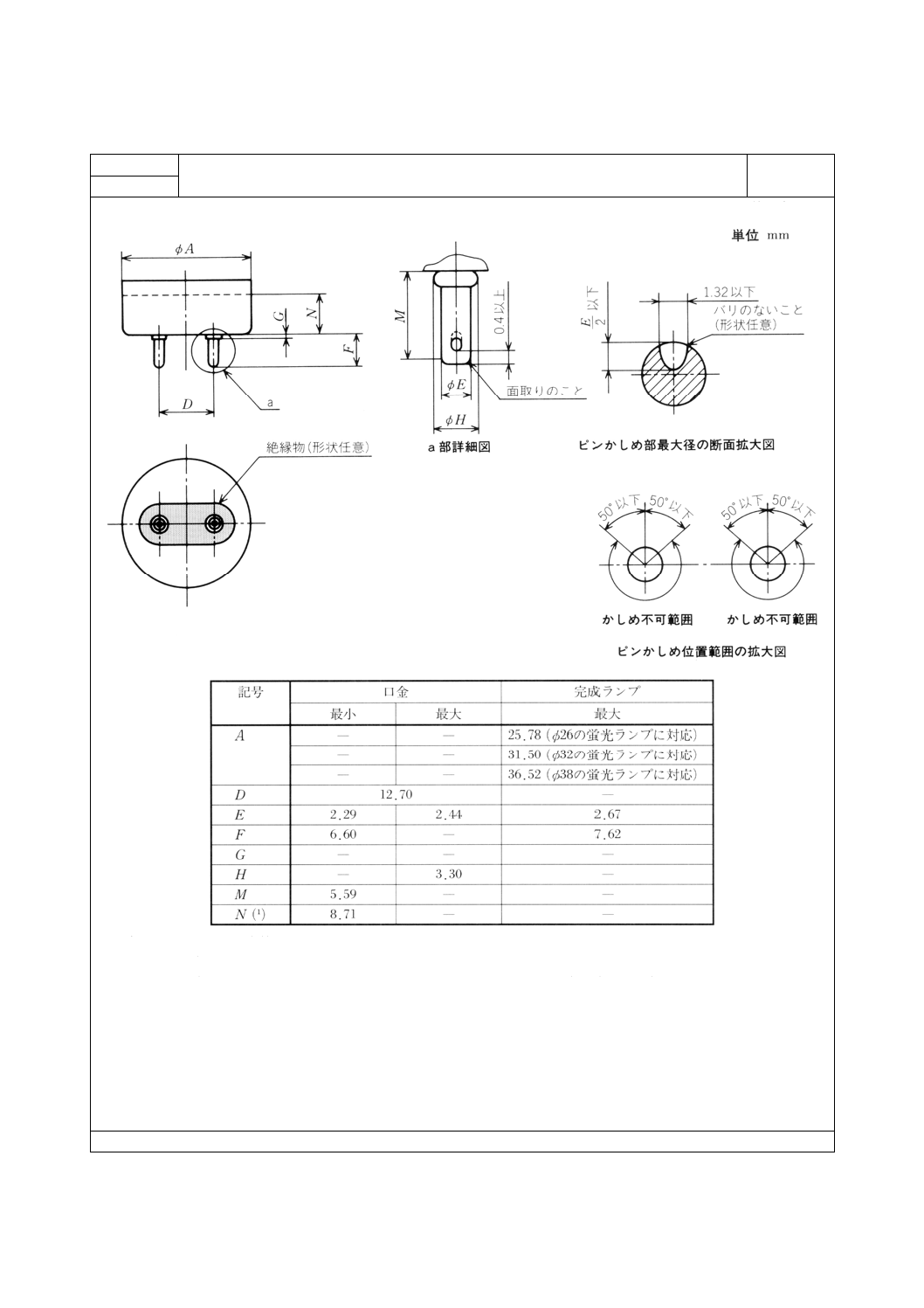
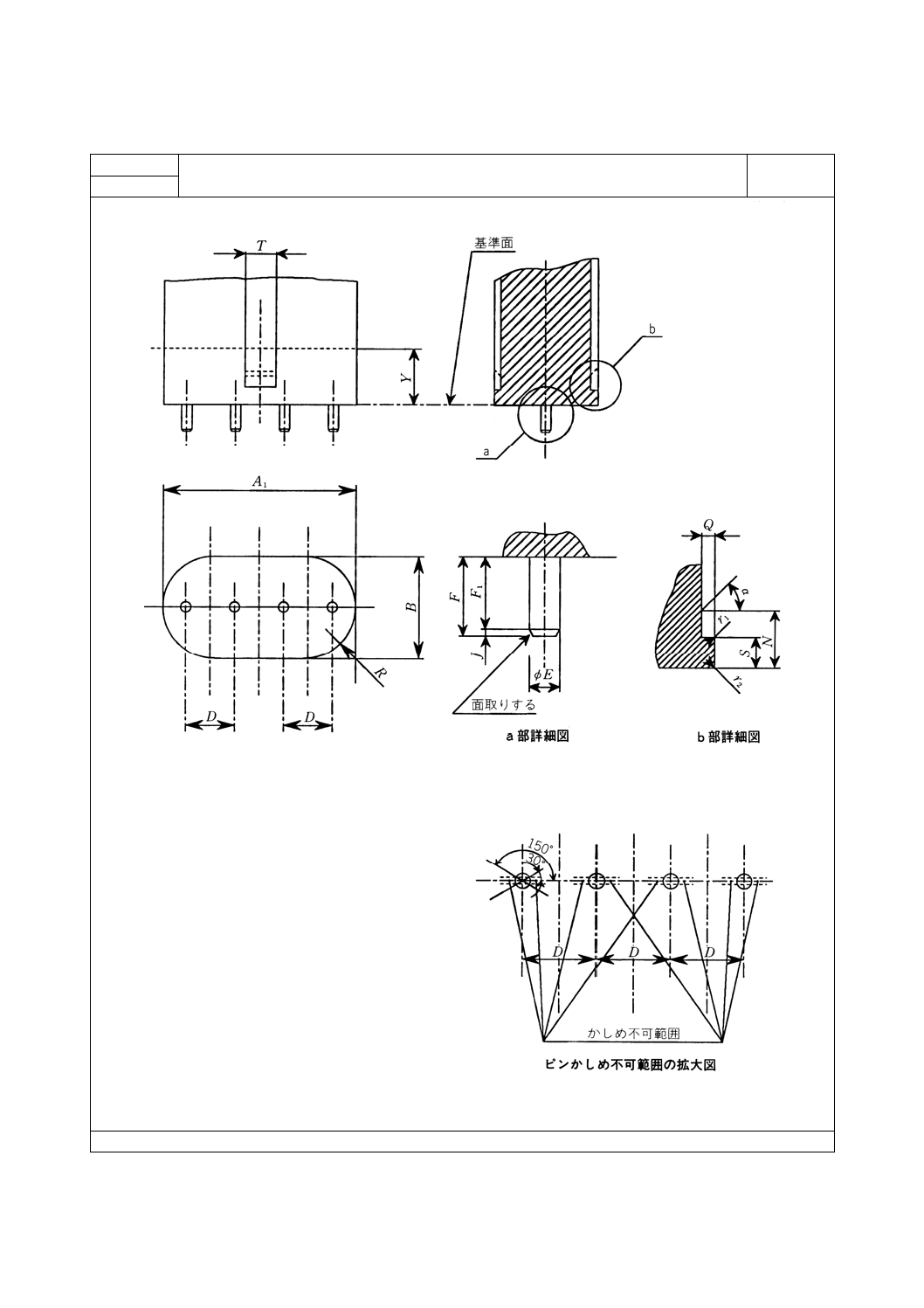
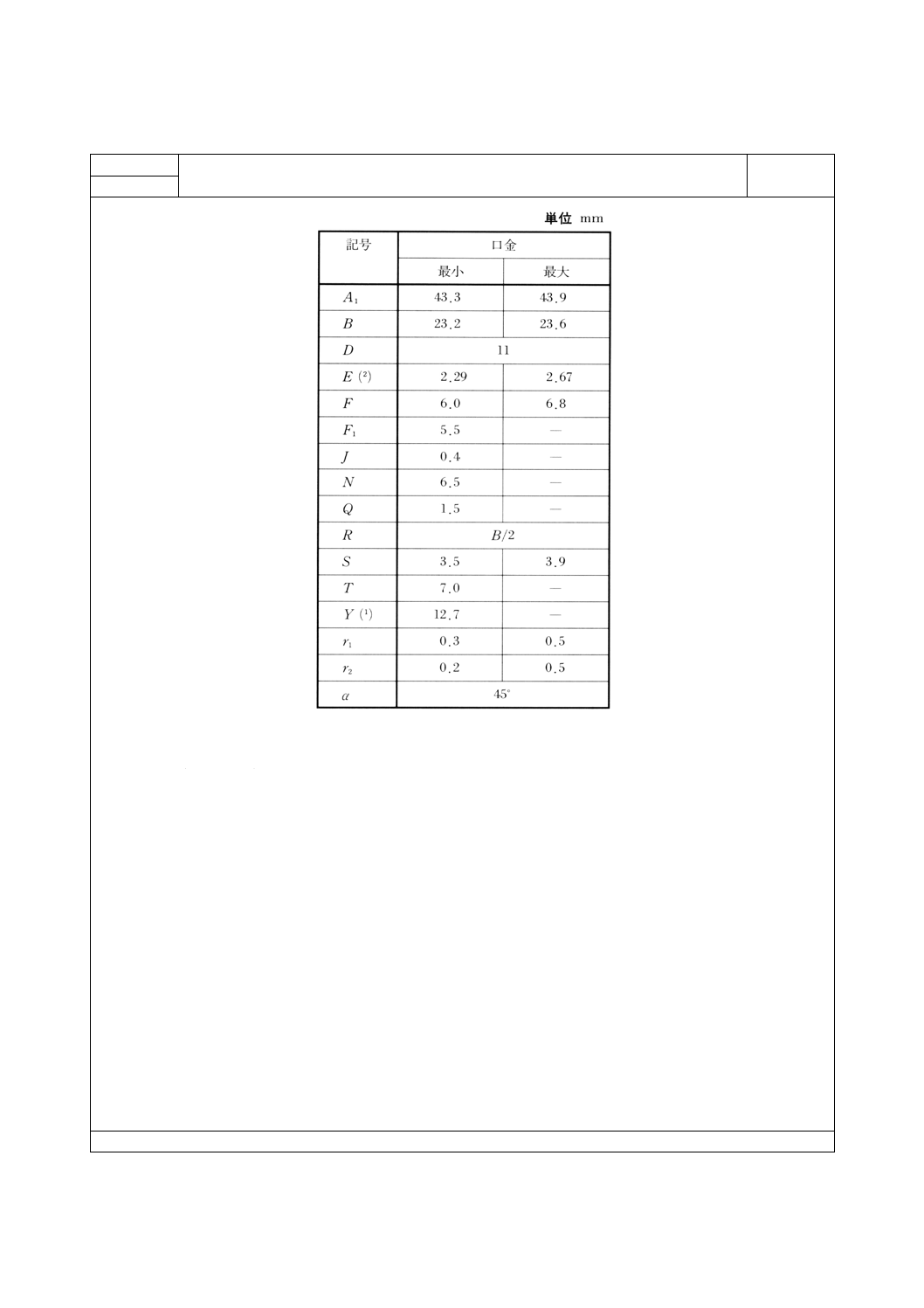
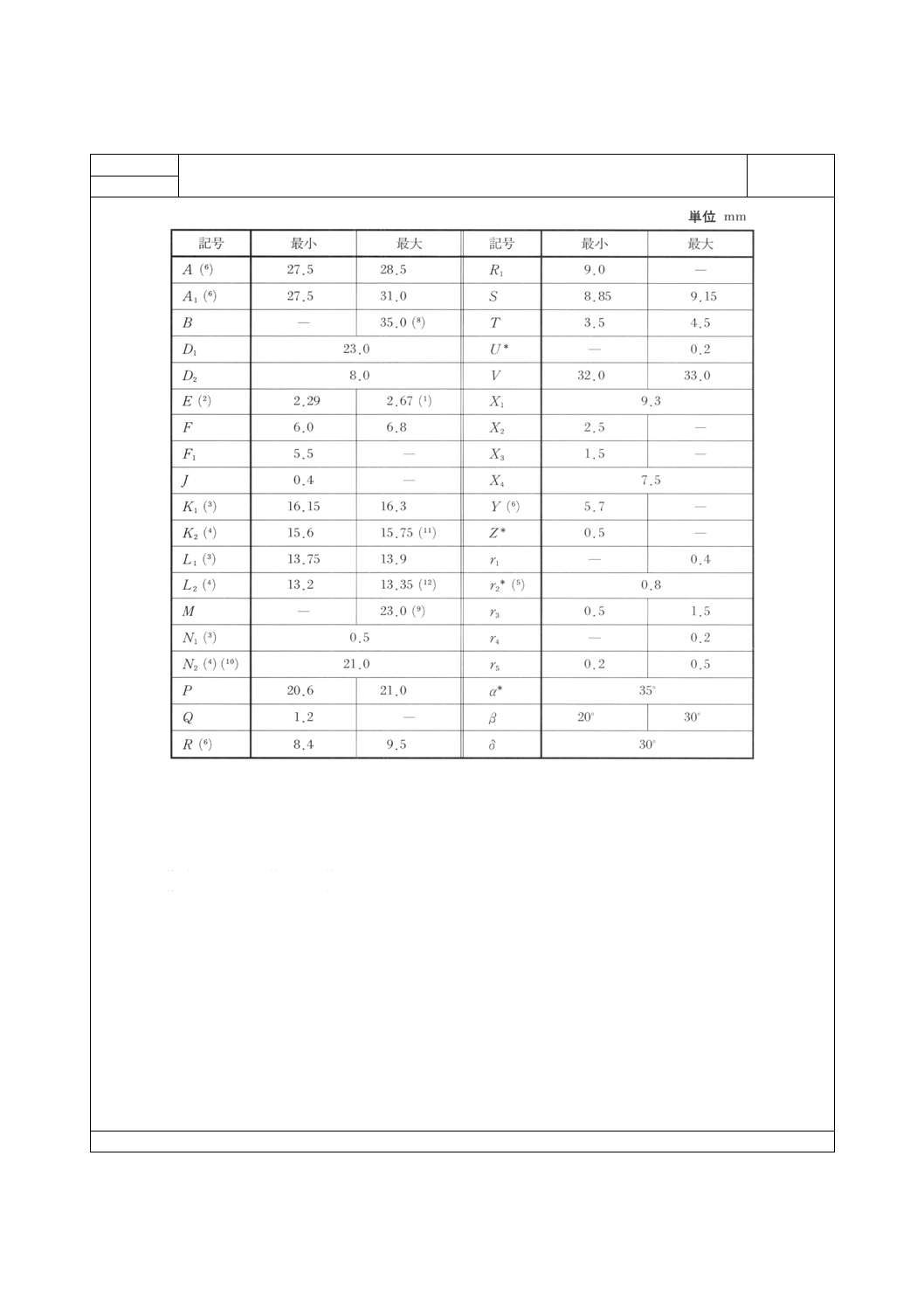
G 12 口金
ページ1/2
第三角法
1-39-1
54
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 12 口金
ページ2/2
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-39-1のゲージ又は測定器で検査すること。
2. B最小,M,Q,r1,r2は,Tの内側部に適用する。
3. Pとαは受金保持金具のための最小のスペースを表す。
4. Cは,AとBを見て最小の長さを示している。
5. 完成ランプ口金φEは,2.67以下とする。
6. Dの最大及び最小はゲージによるが,受金の設計のためには±0.25mmの公差を使用する。
1-39-1
55
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
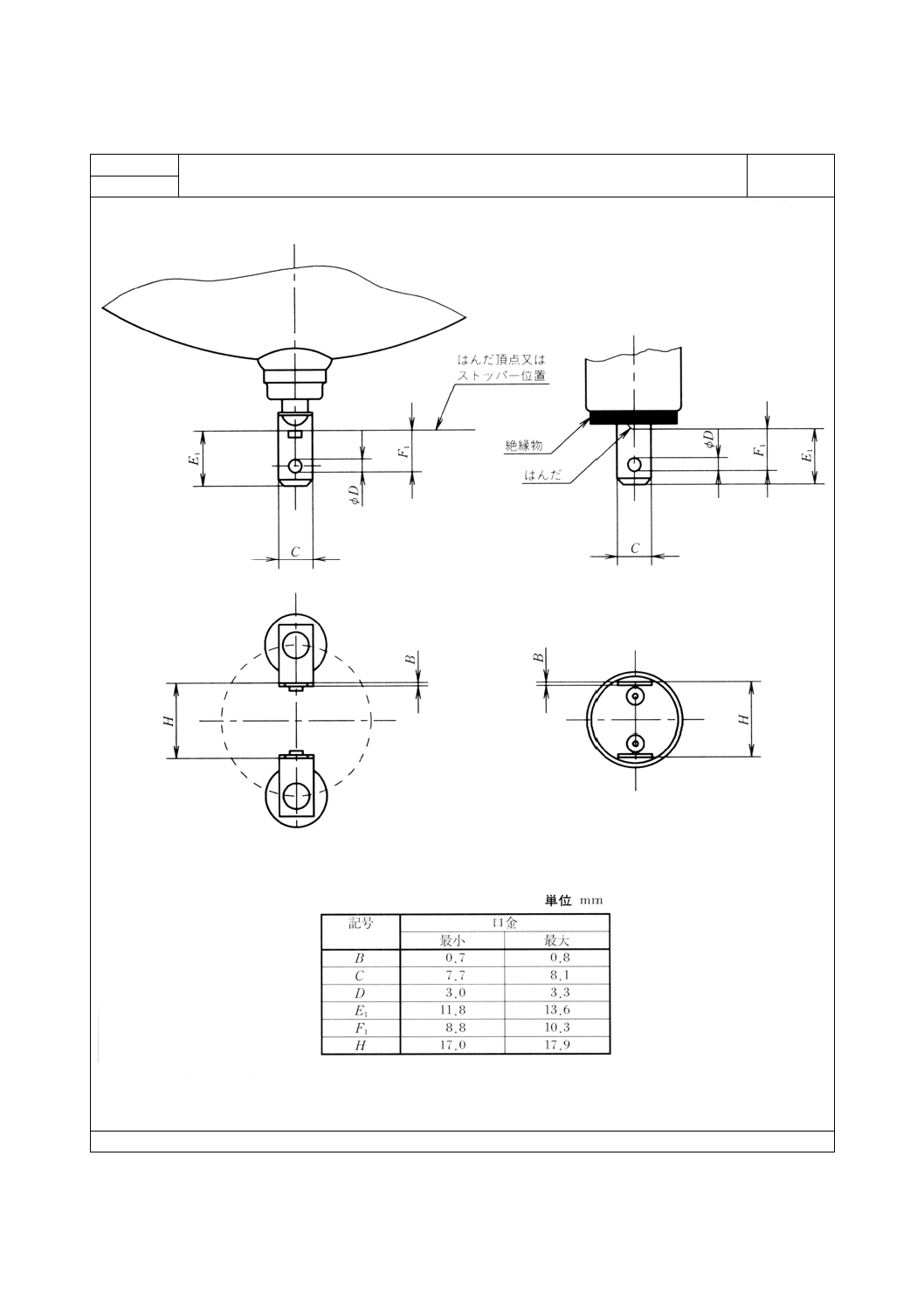
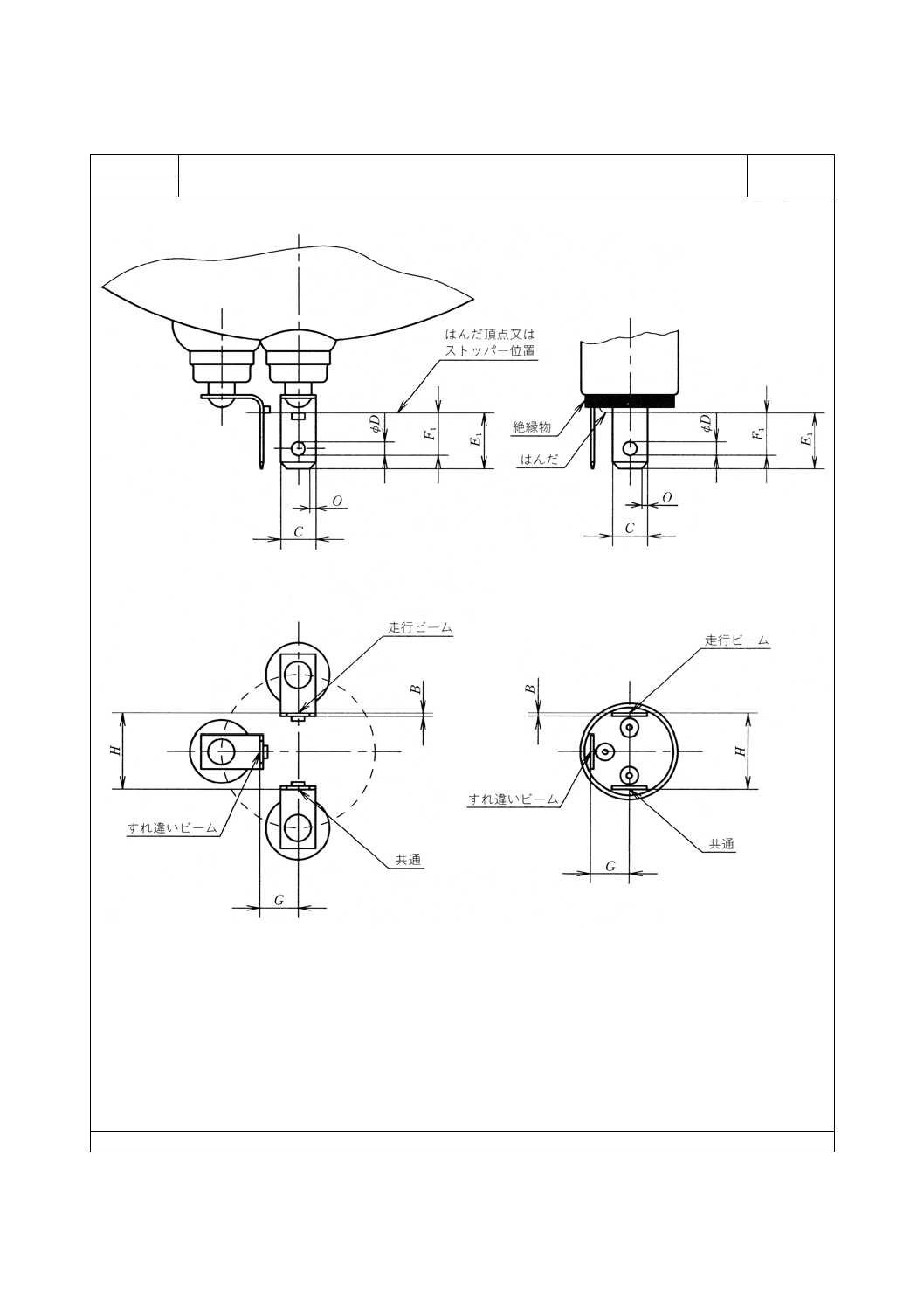
G 13 口金
ページ1/1
第三角法
注(1) Nは,Aの測定箇所を示す。
備考1. 口金の寸法は,JIS C 7709-3のシートNo.3-40-1のゲージ又は測定器で検査すること。
2. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-40-2のゲージ又は測定器で検査すること。
3. 口金にフレアを付けた場合,フレア部の外径は,胴の外径の最大値に1.0mmを加えた値以下とする。
4. はんだ付け方式による口金の場合は,F最大は7.3mmが望ましい。
また,溶接方式の場合のφE,Fは,かしめ方式と同じとする。
1-40-1
56
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
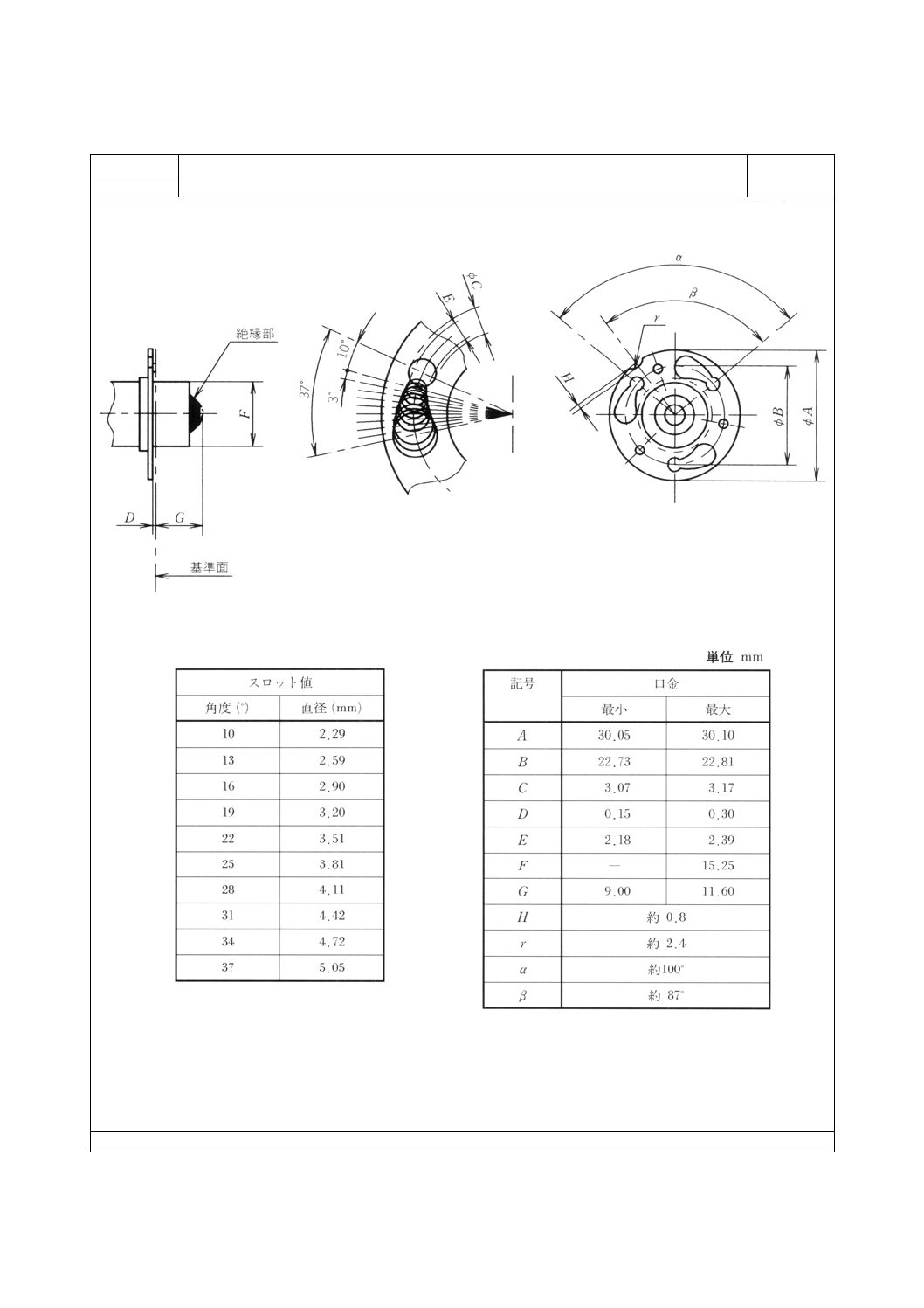
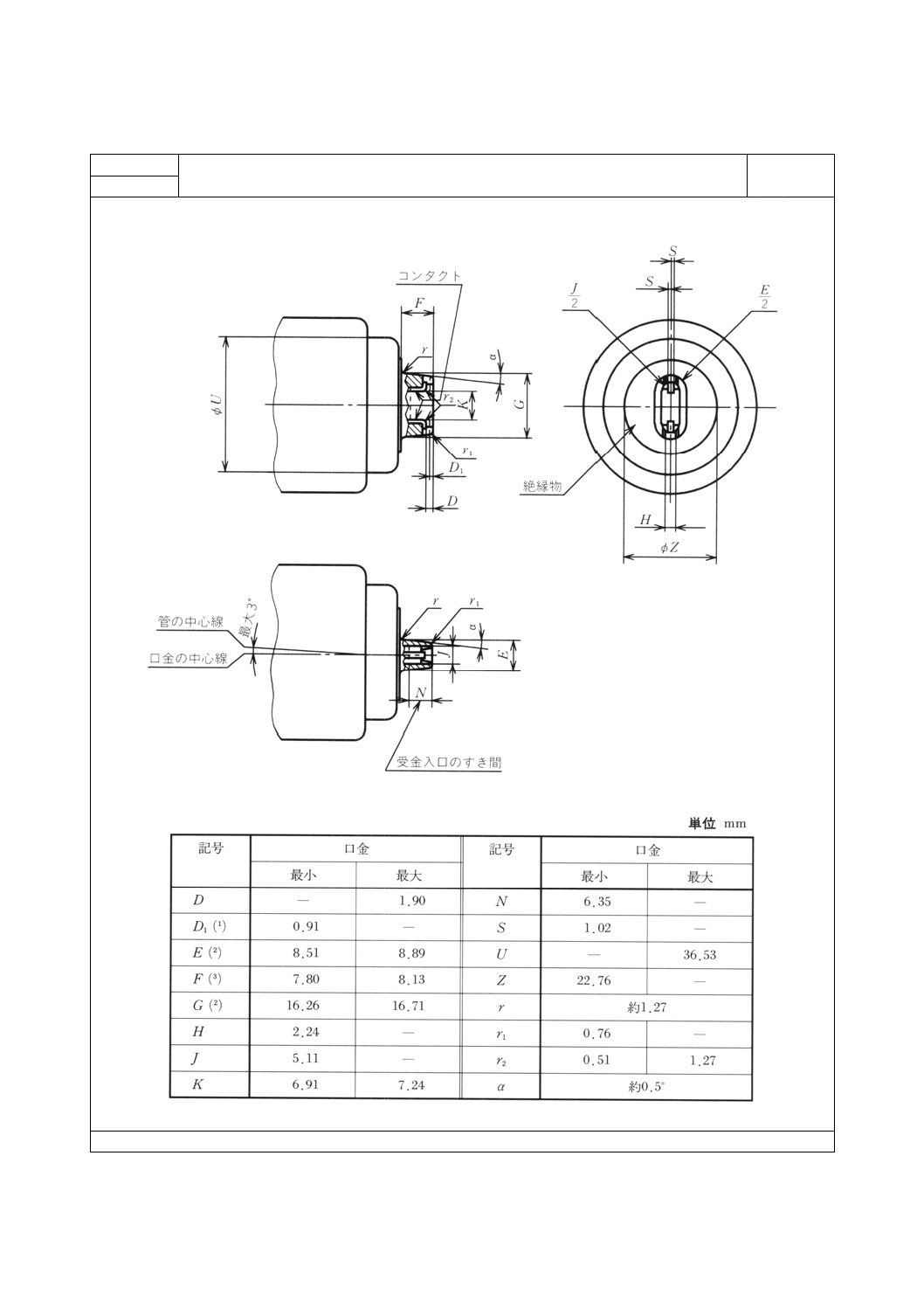
G 16 d 口金
ページ1/1
第三角法
備考 完成ランプ口金のコンタクト形状は,JIS C 7709-3のシートNo.3-41-1のゲージ又は測定器で検査すること。
1-41-1
57
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
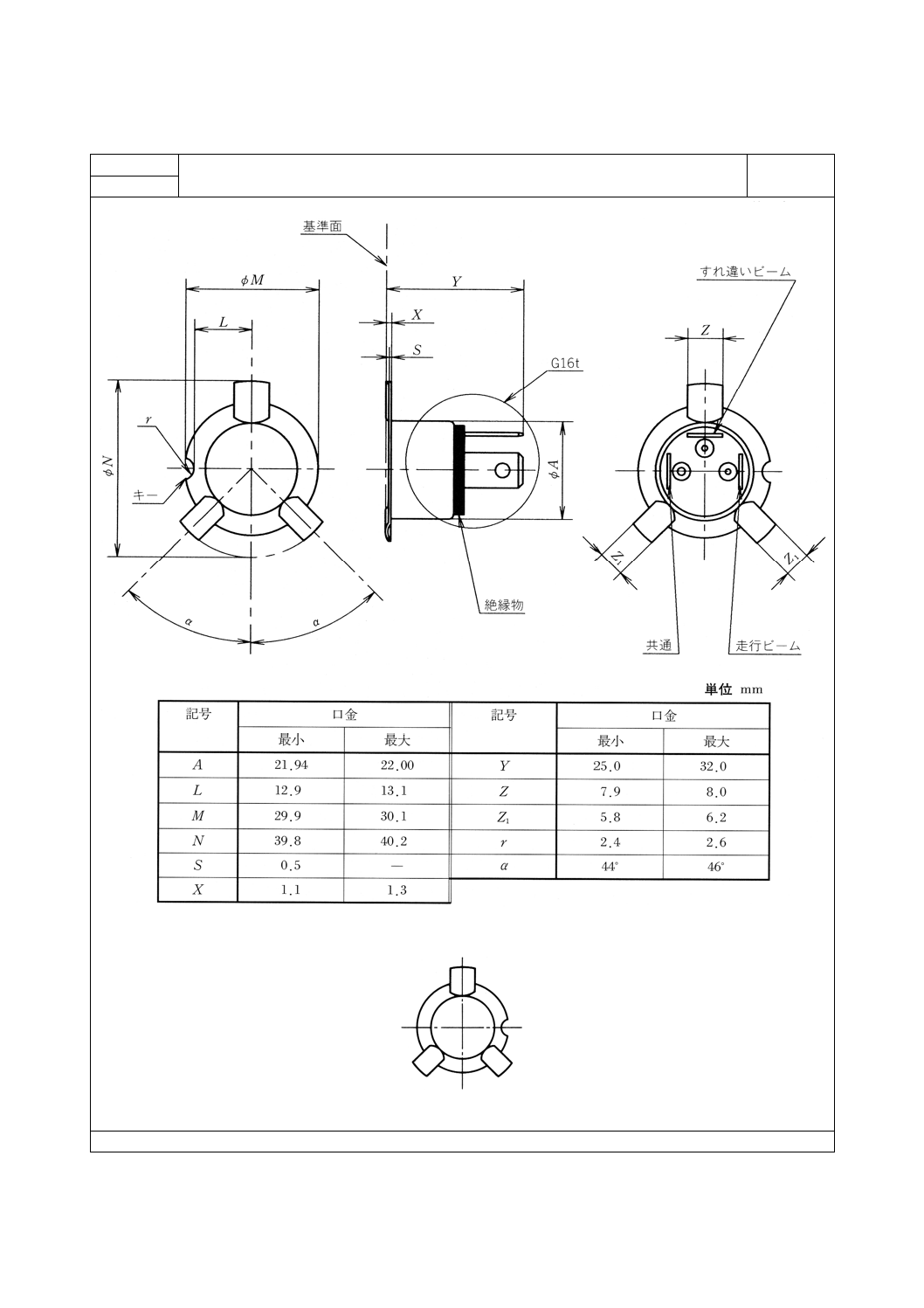
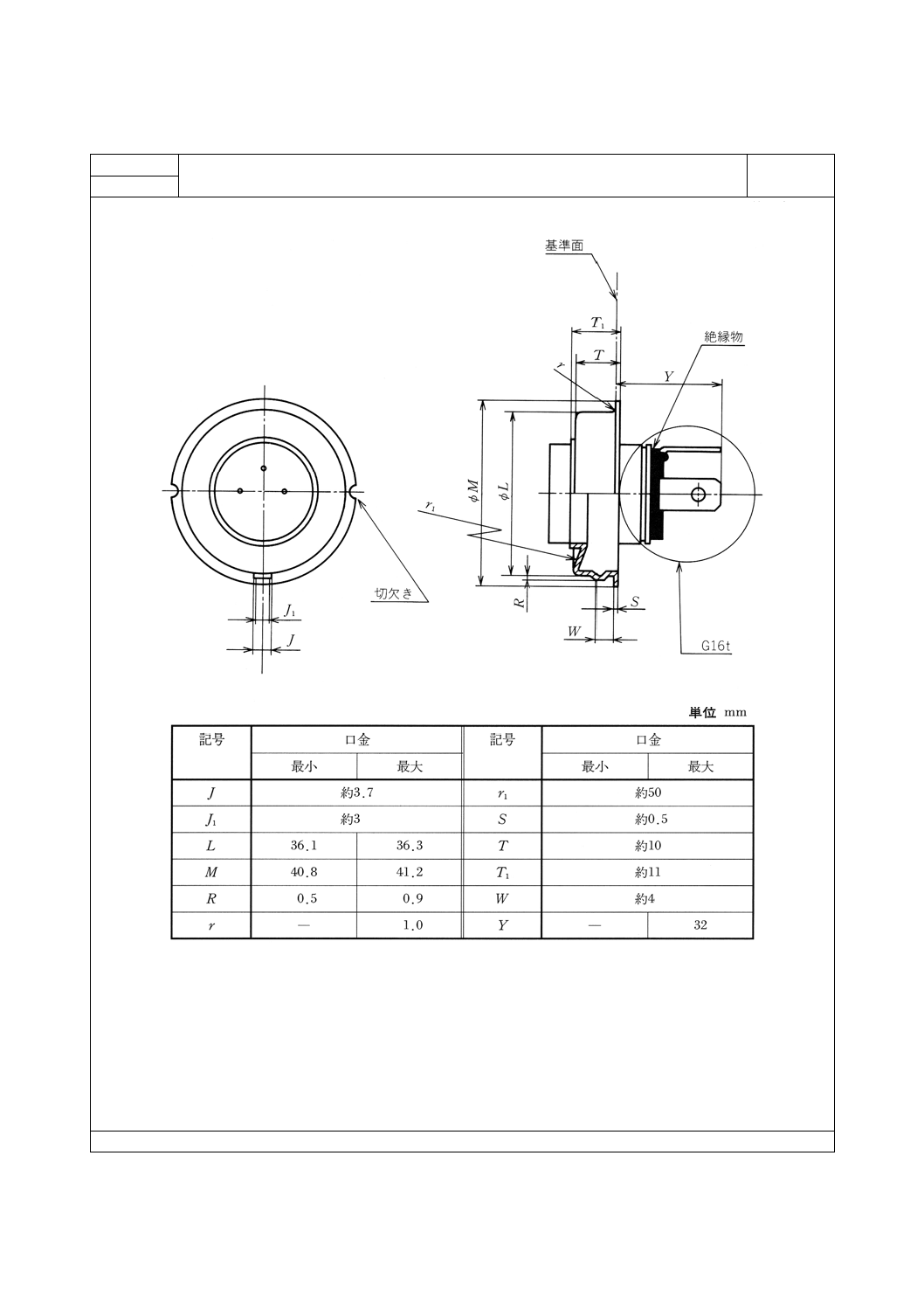
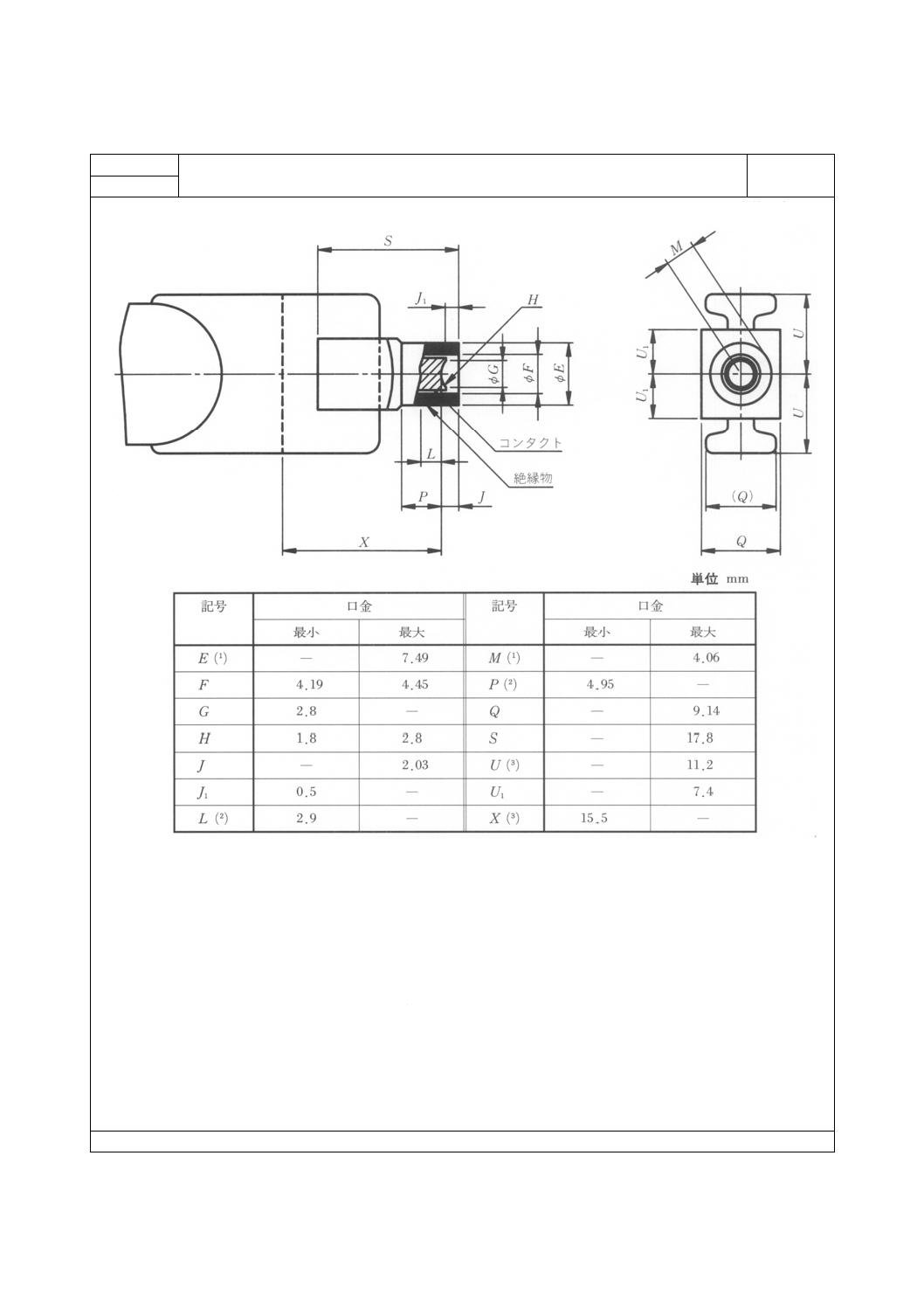
G 16 t 口金
ページ1/2
第三角法
1-42-1
58
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 16 t 口金
ページ2/2
備考 完成ランプ口金のコンタクト形状は,JIS C 7709-3のシートNo.3-41-1のゲージ又は測定器で検査すること。
1-42-1
59
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 19/51×60 口金
ページ1/1
第三角法
備考1. 口金にフレアを付けた場合,フレア部の外径は図に示した外径の最大値に3mmを加えた値以下とする。
2. 完成ランプ口金の寸法は,測定器で検査する。
1-43-1
60
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
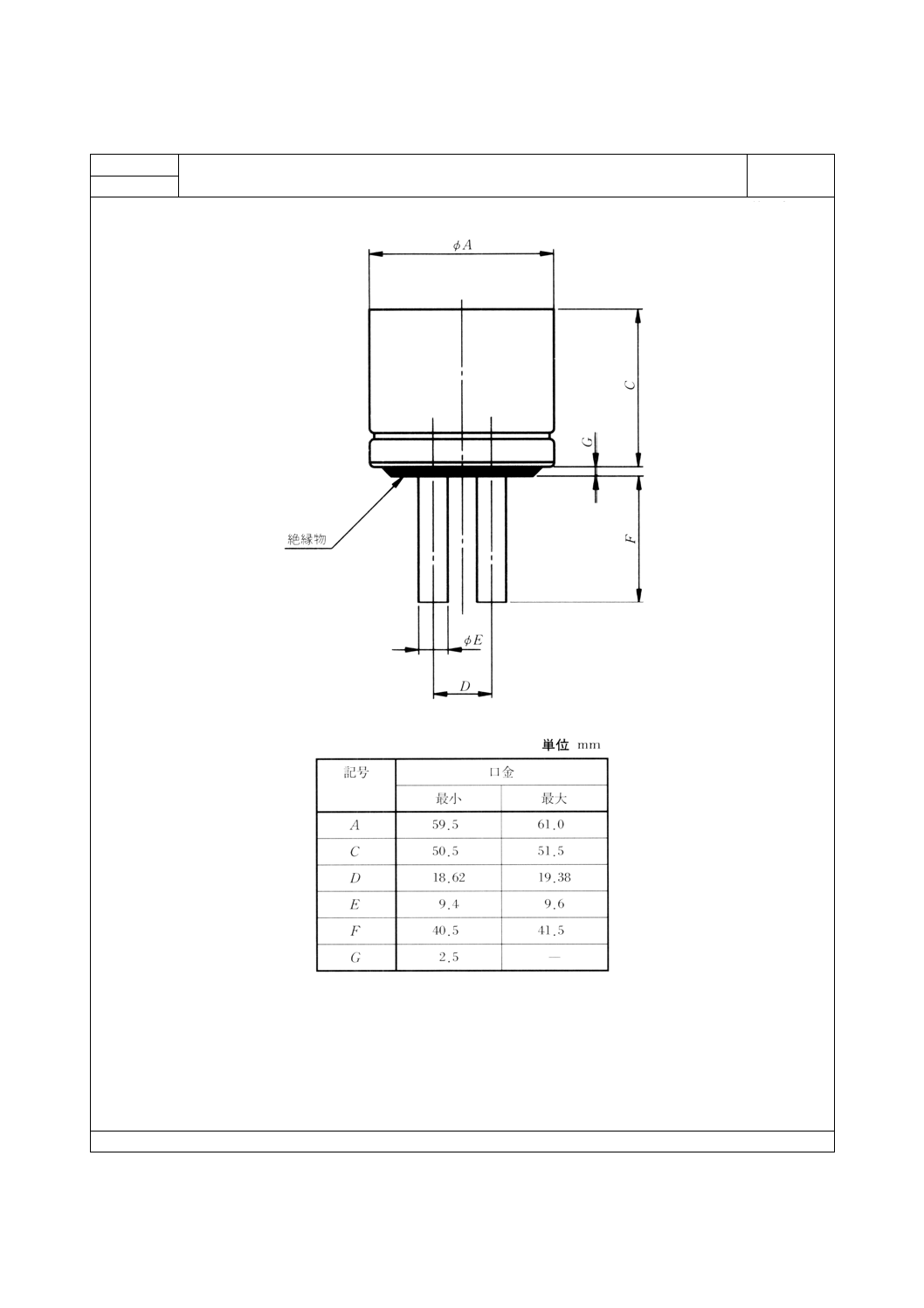
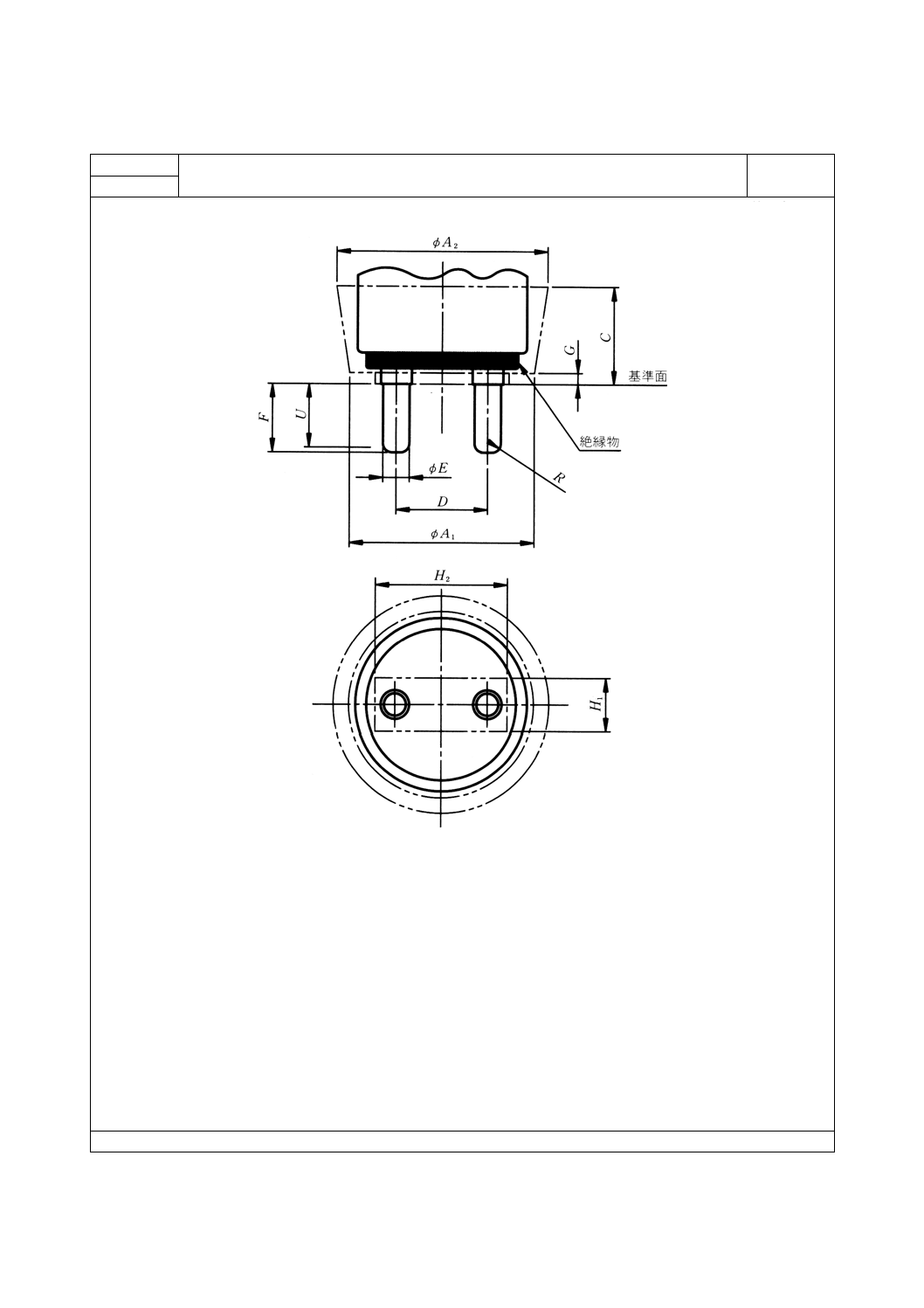
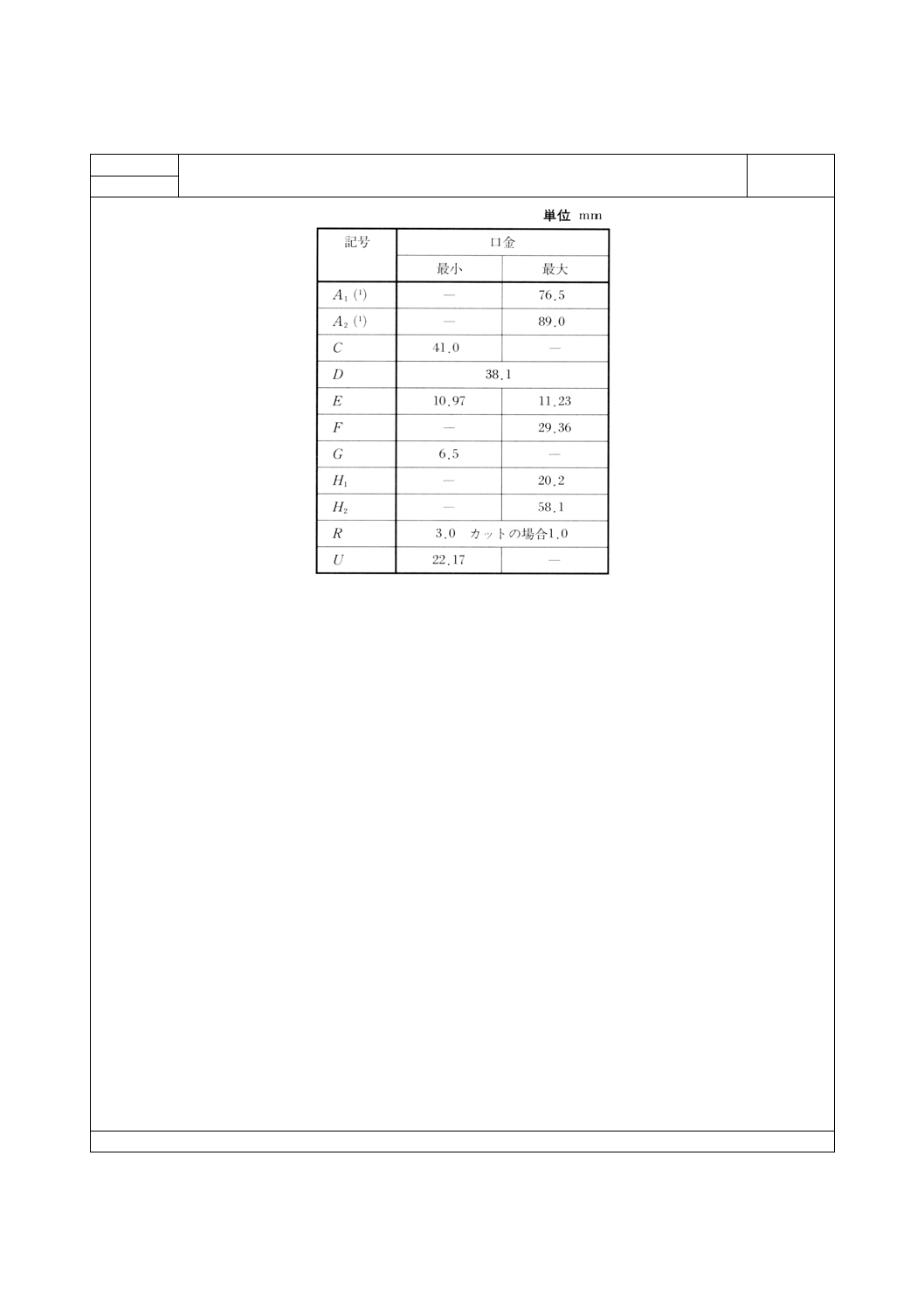
G 22 口金
ページ1/1
第三角法
注(1) 基準面より上の部分はφA1及びφA2内にあること。
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-44-1
61
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
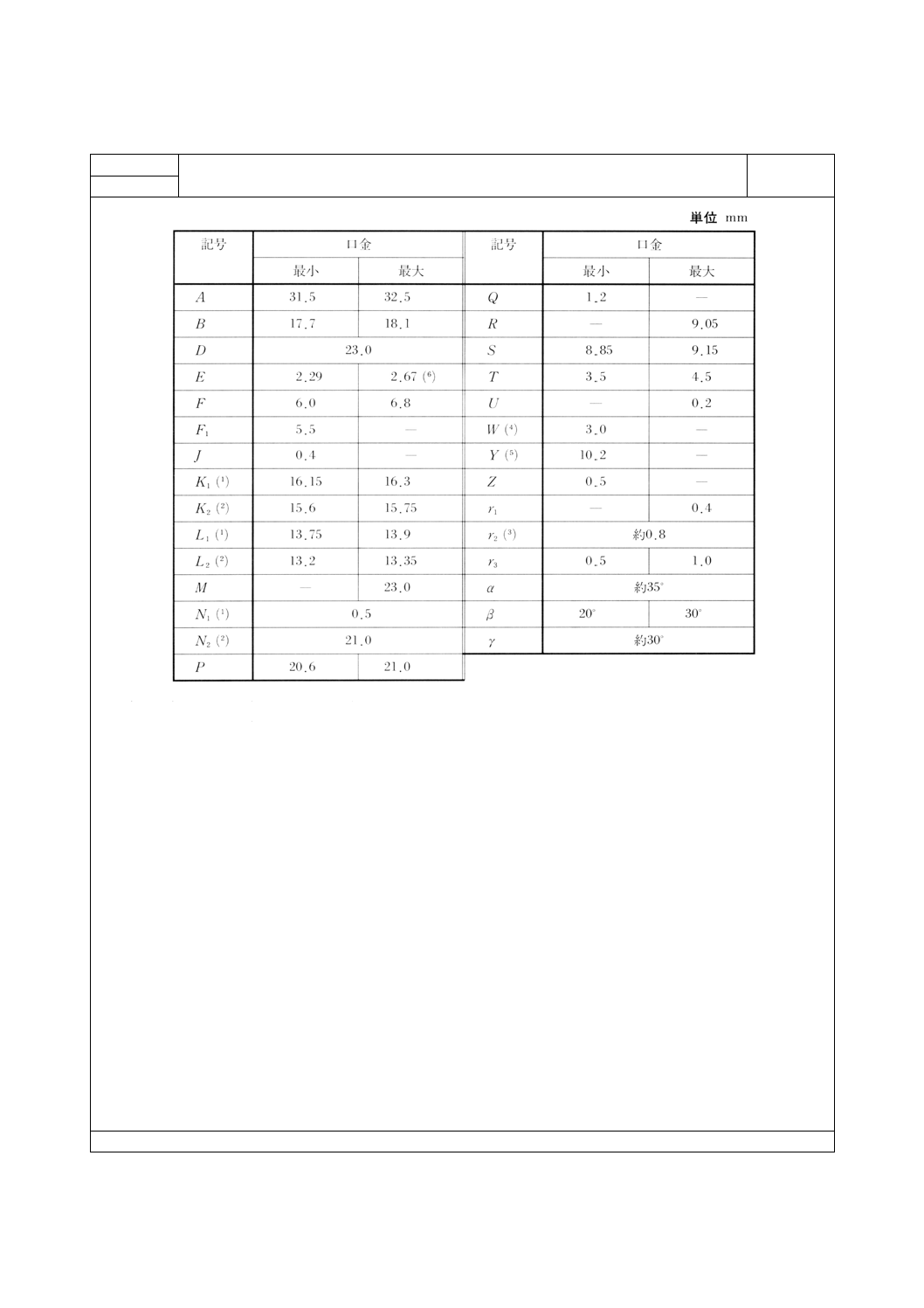
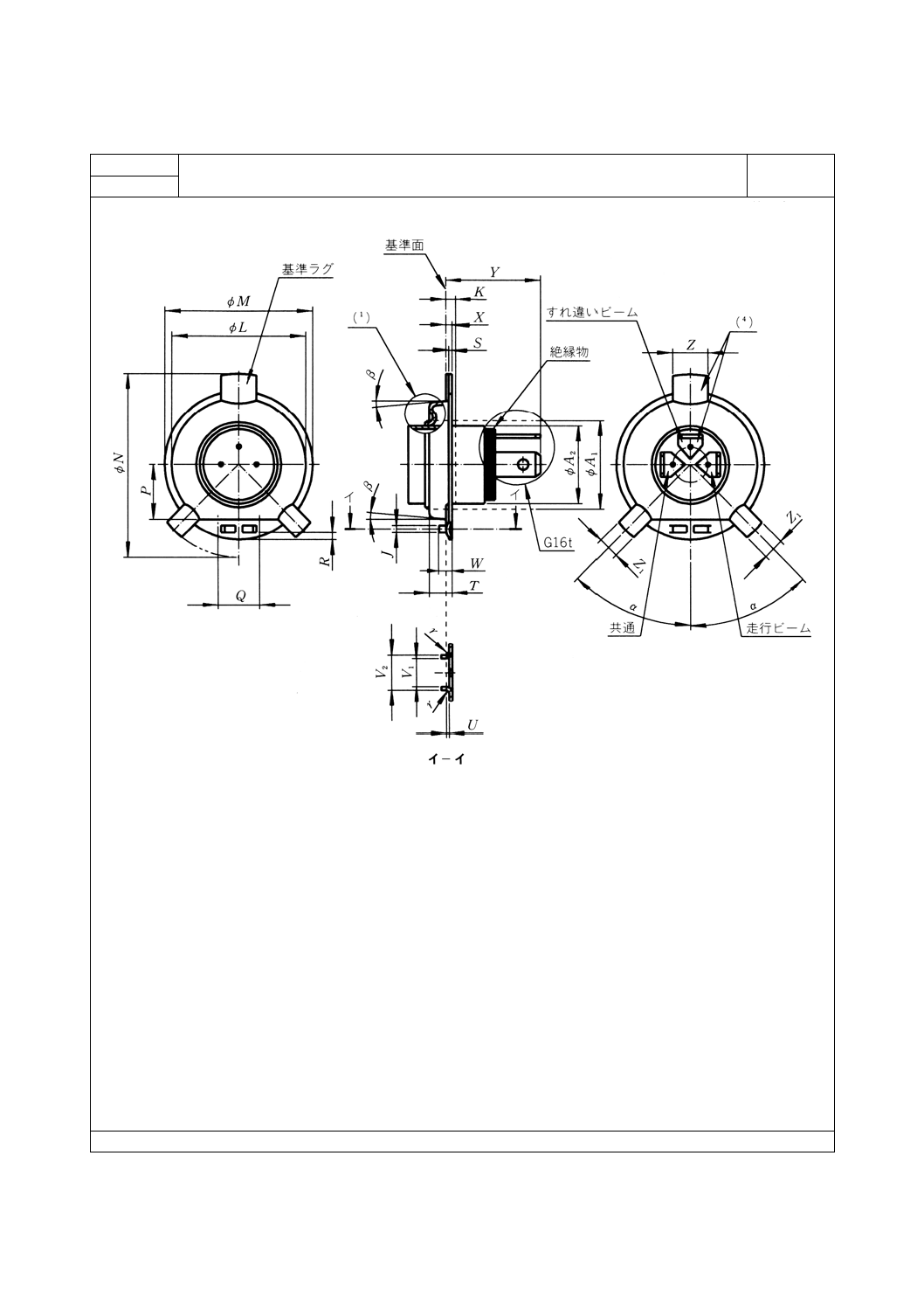
G 23 口金
ページ1/2
第三角法
1-45-1
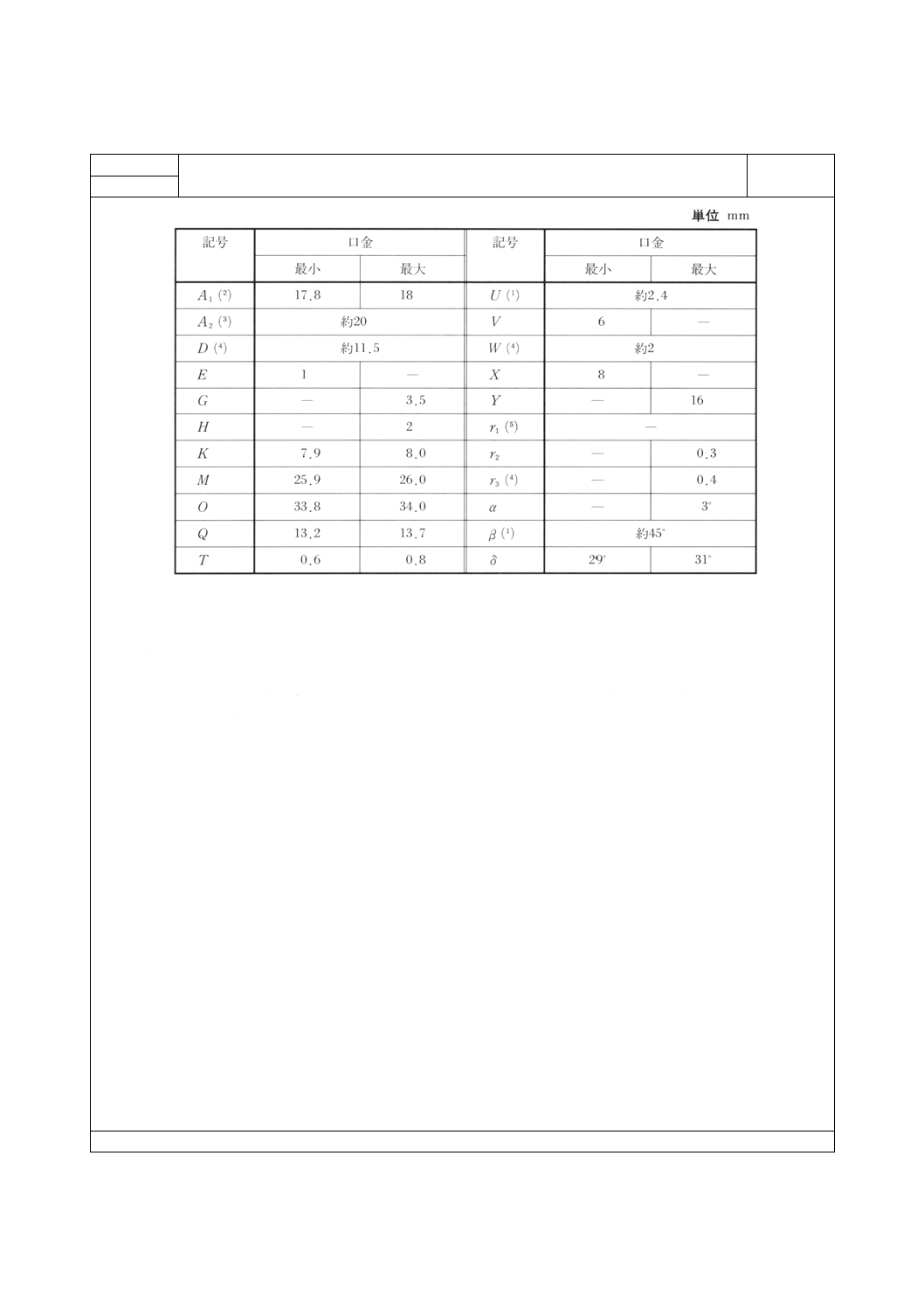
62
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 23 口金
ページ2/2
注(1) 基準面から距離N1の位置での値。
(2) 基準面から距離N2の位置での値。
(3) 約0.8mmのC面取りでもよい。
(4) 絶縁物の部分の高さを示す。
(5) A,B及びRの値を満足しなければならない範囲を示す。
(6) 口金単体のφE最大は,2.44mmとする。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-45-1のゲージ又は測定器で検査すること。
1-45-1
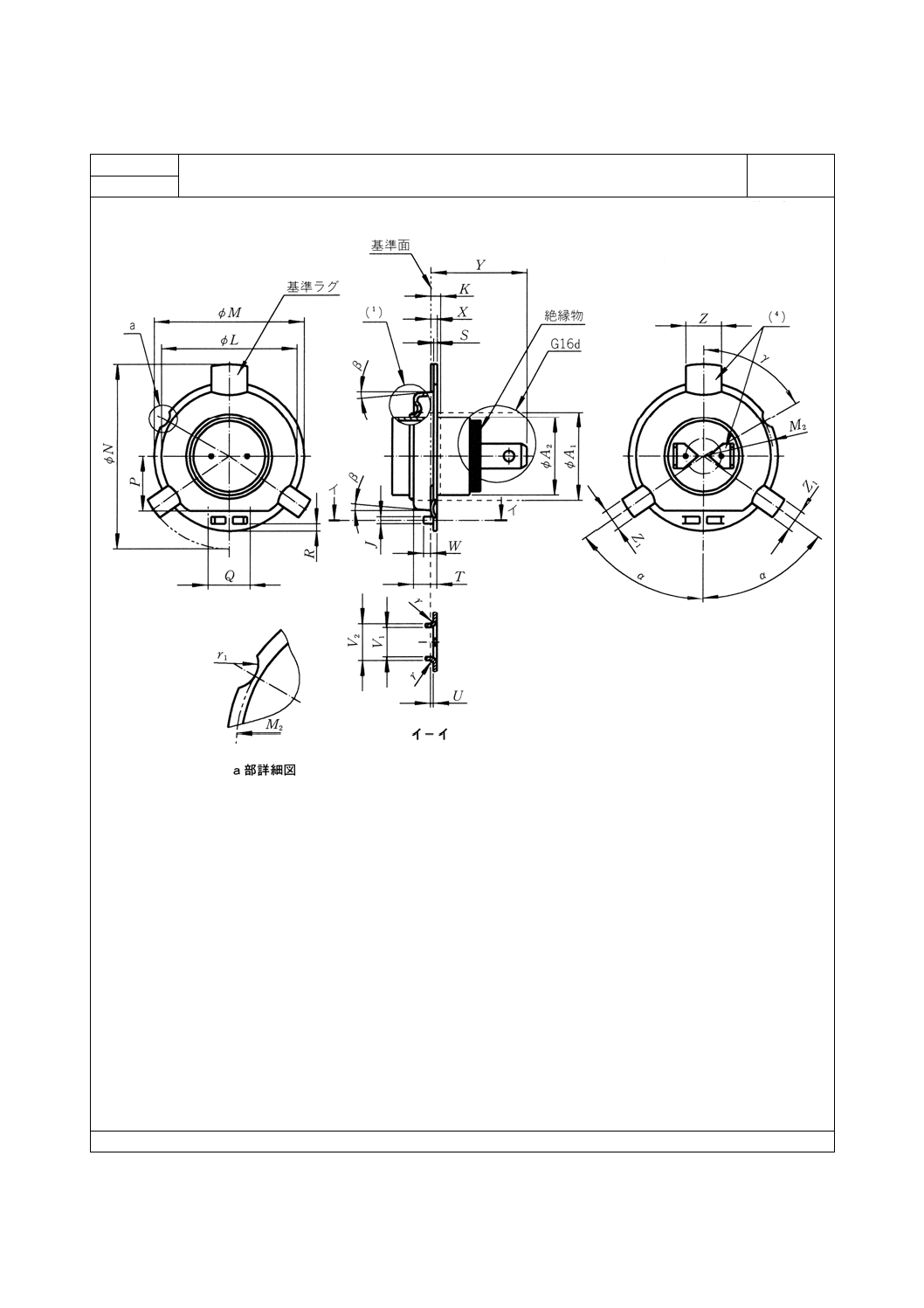
63
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
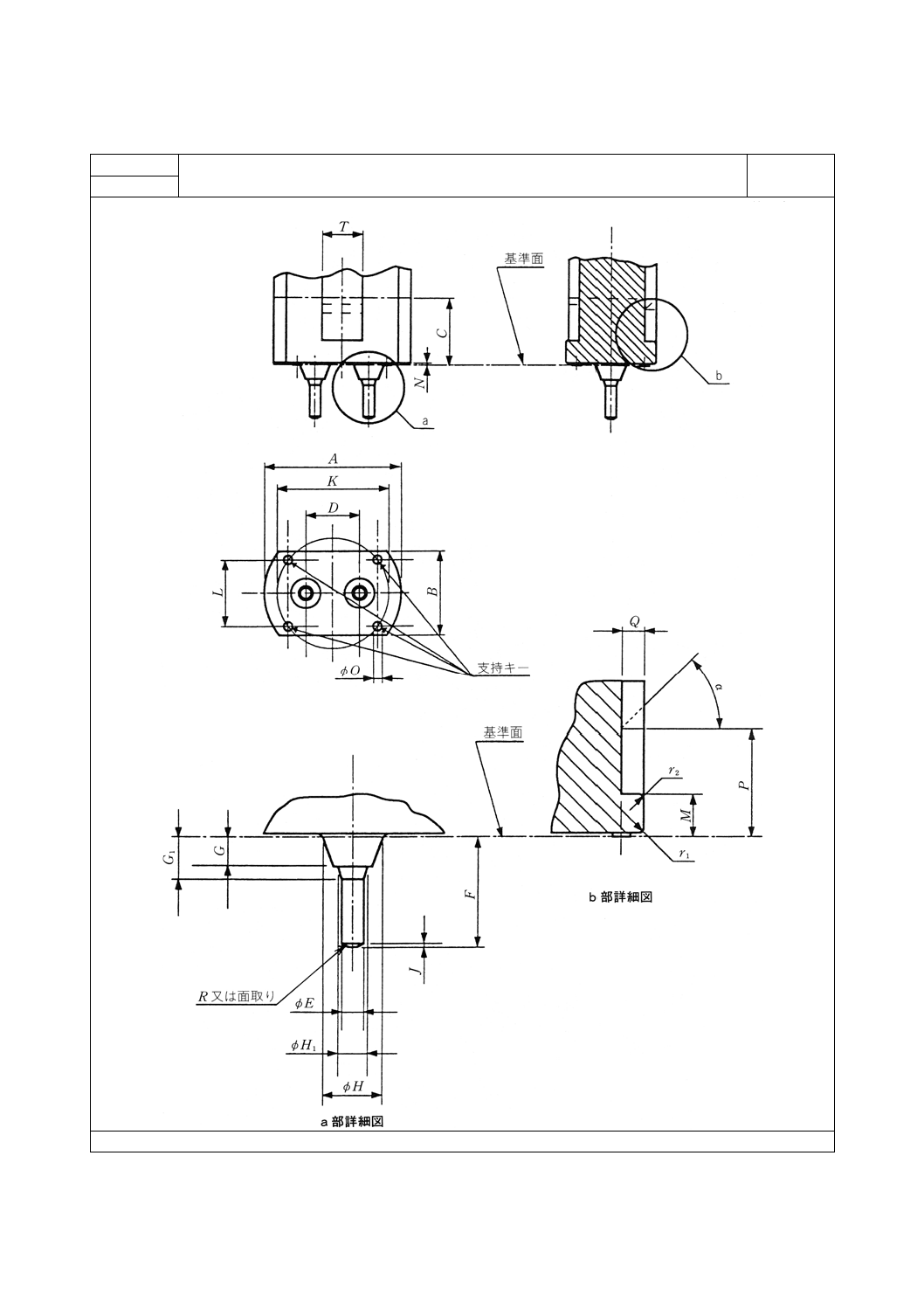
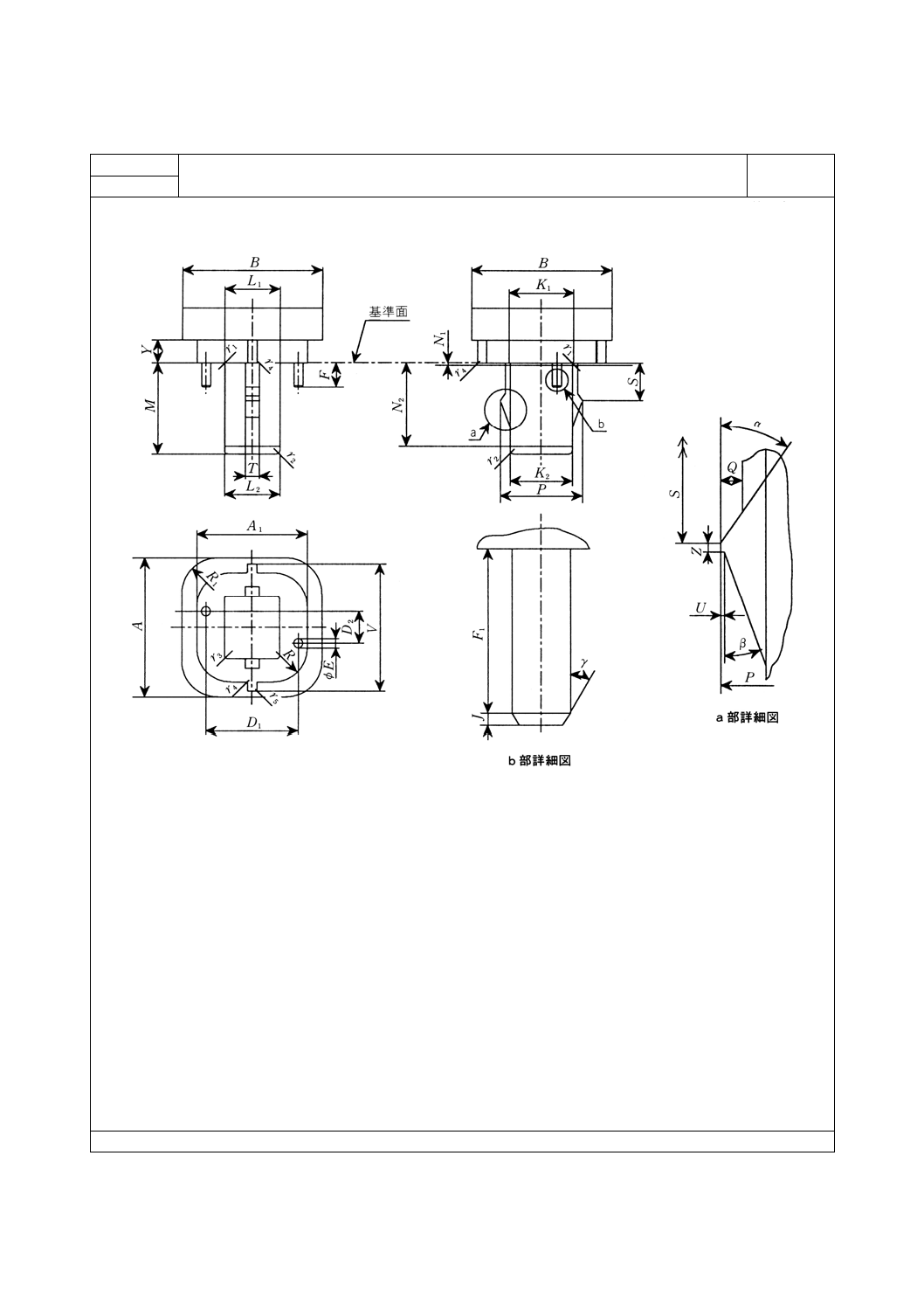
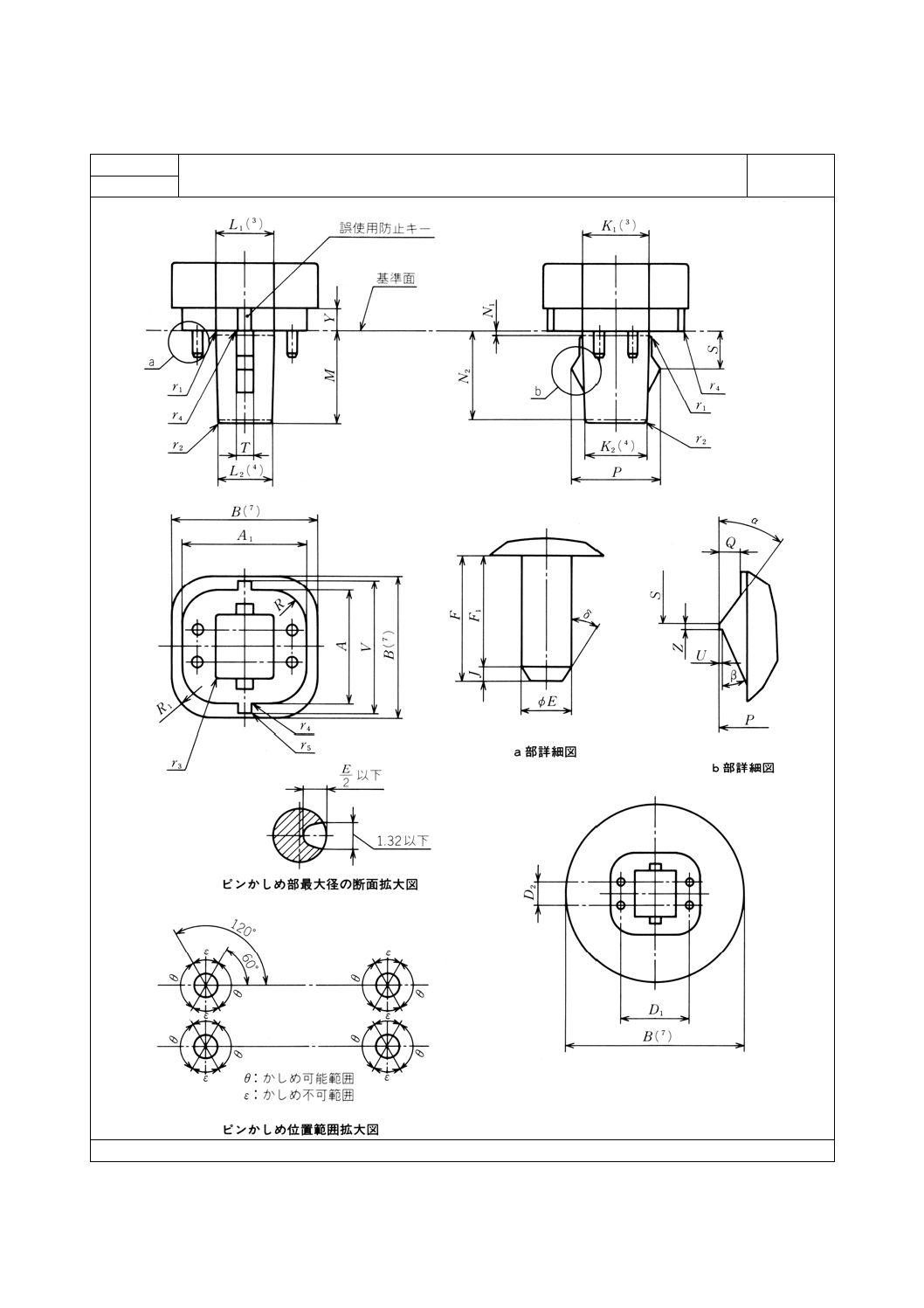
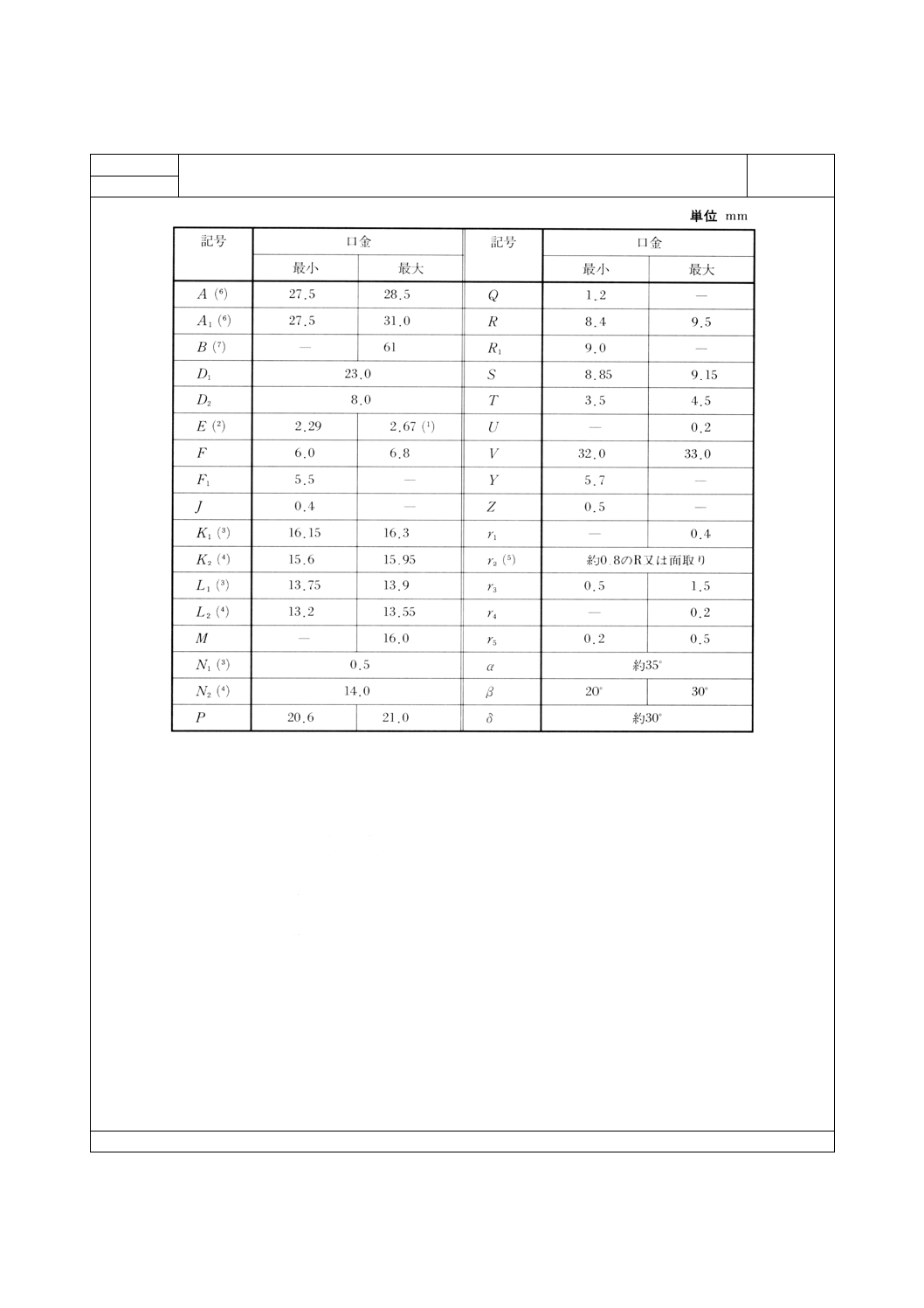
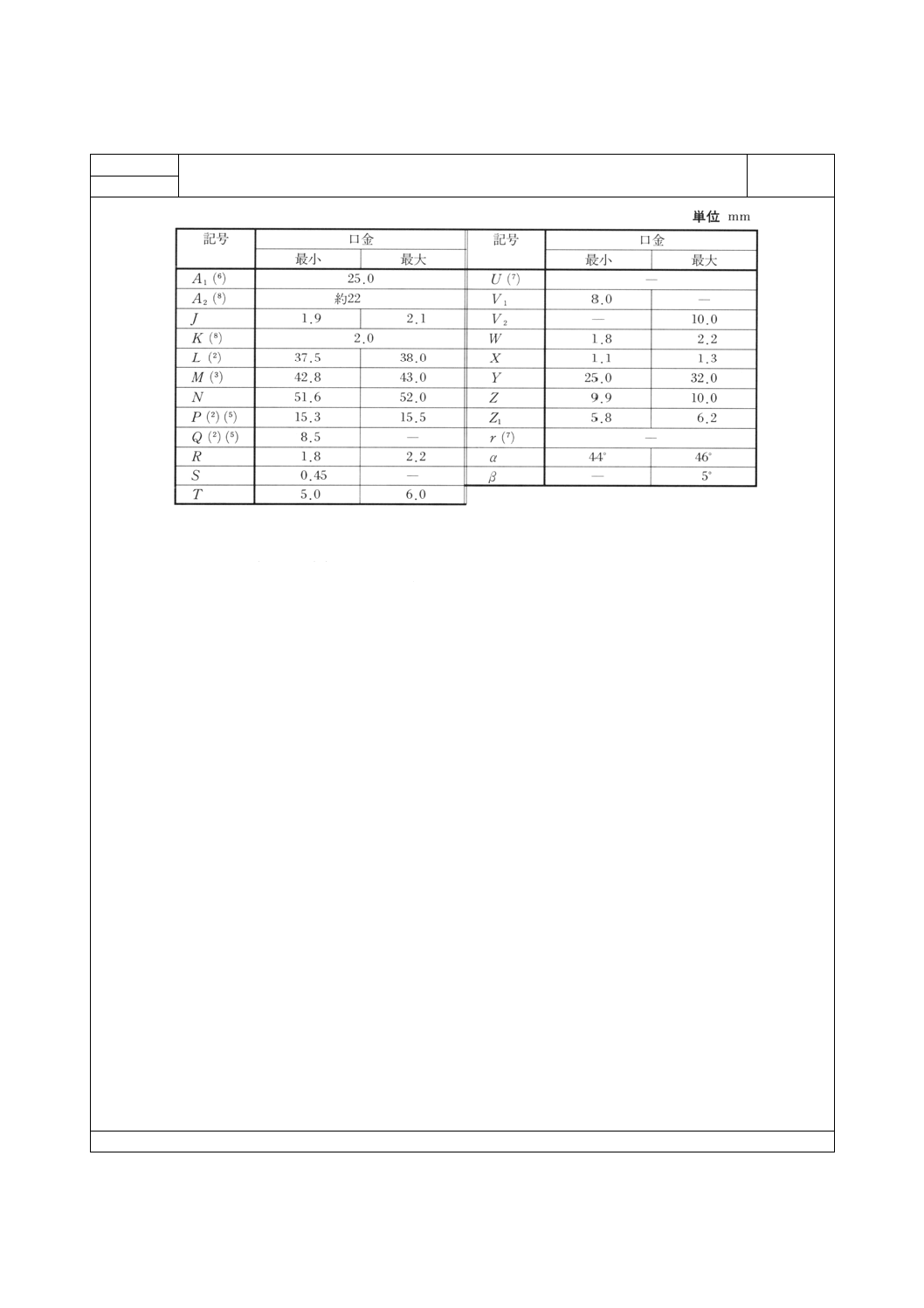
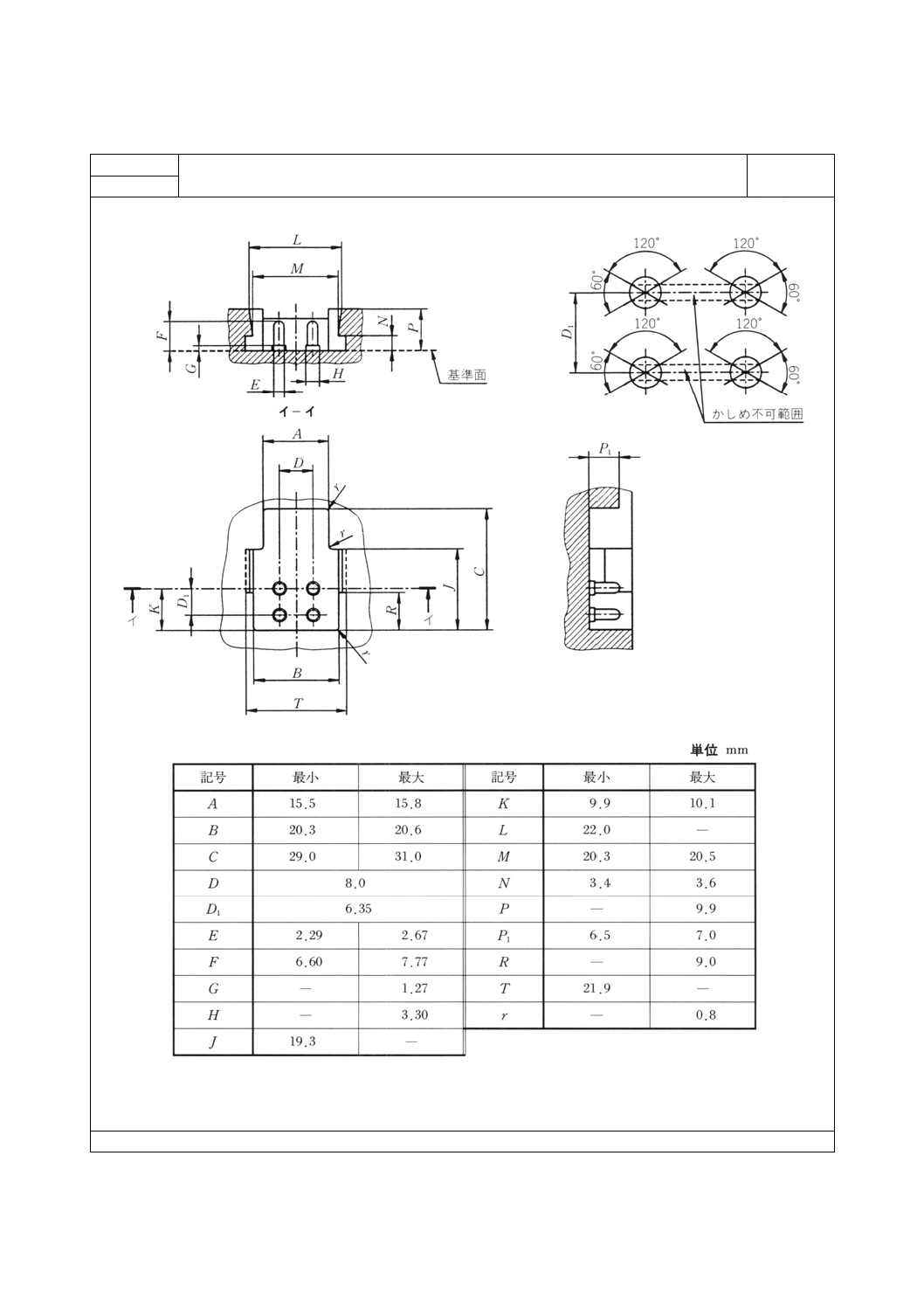
G 24 d 口金
ページ1/3
第三角法
1-46-1
64
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
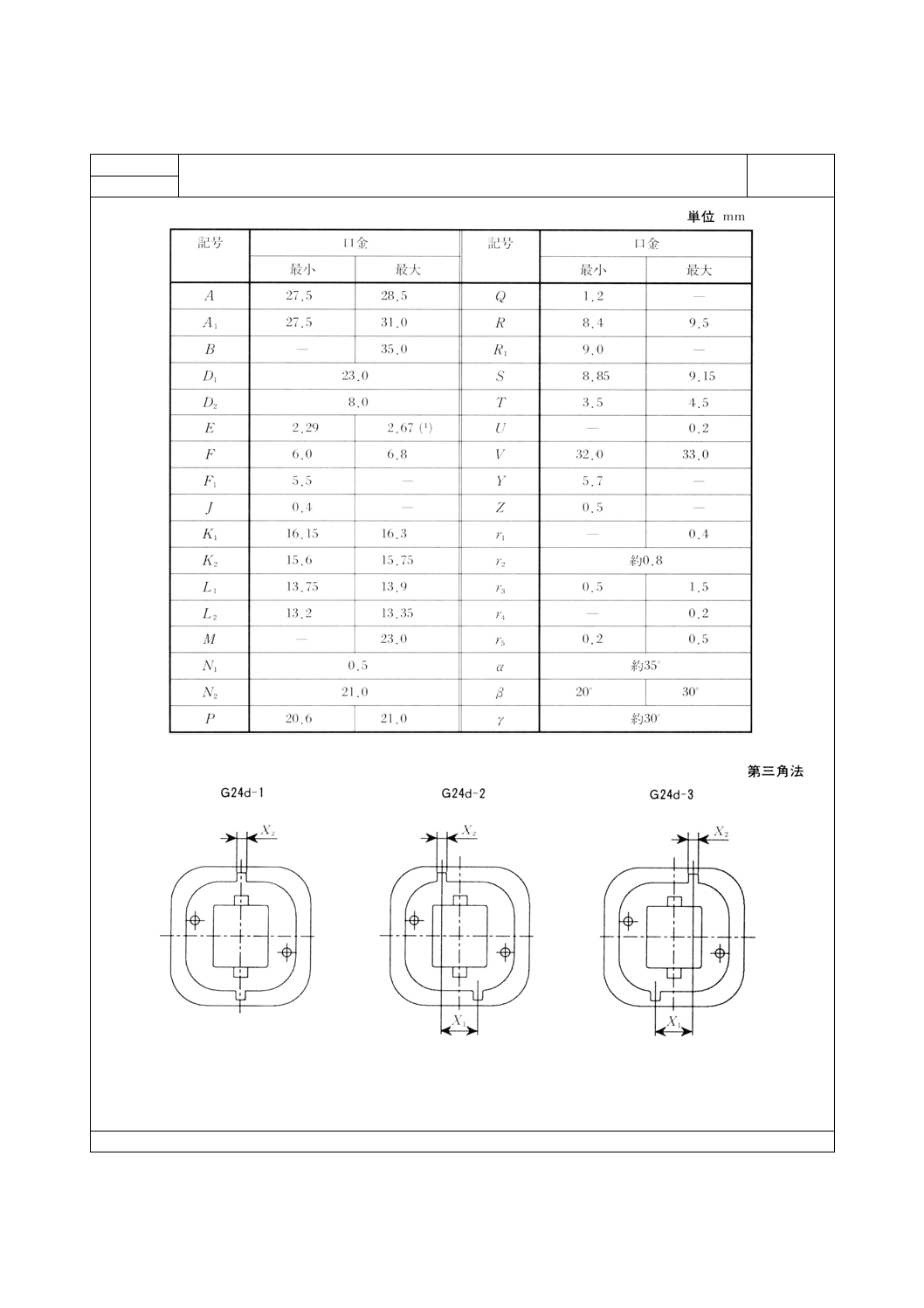
G 24 d 口金
ページ2/3
誤使用防止キー
1-46-1
65
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
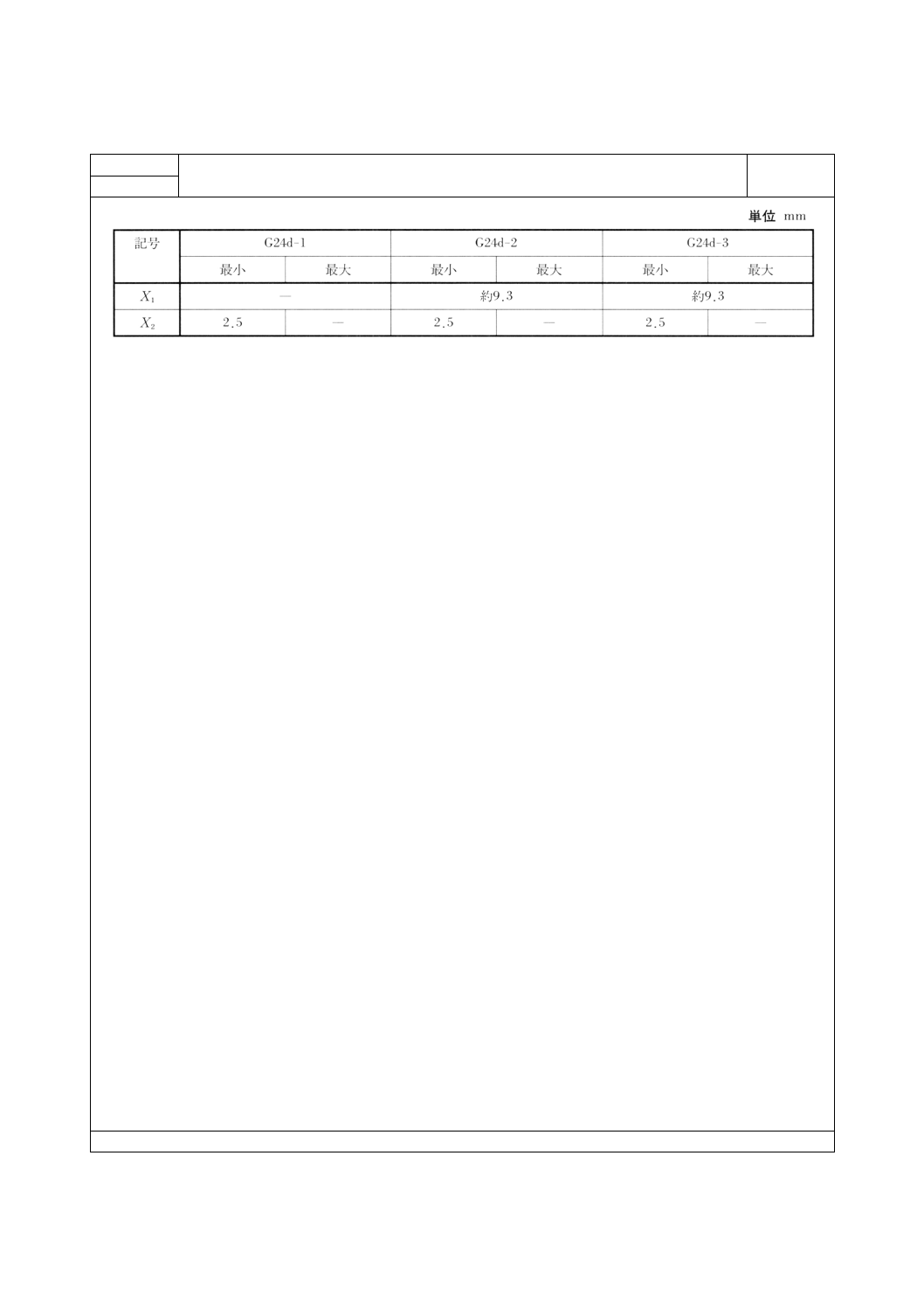
G 24 d 口金
ページ3/3
注(1) 口金のφE最大は,2.44mmとする。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-46-1のゲージ又は測定器で検査すること。
1-46-1
66
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 38 口金
ページ1/2
第三角法
1-47-1
67
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 38 口金
ページ2/2
注(1) 基準面より上の部分はφA1及びφA2内にあること。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-47-1及び3-47-2のゲージ又は測定器で検査すること。
1-47-1
68
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
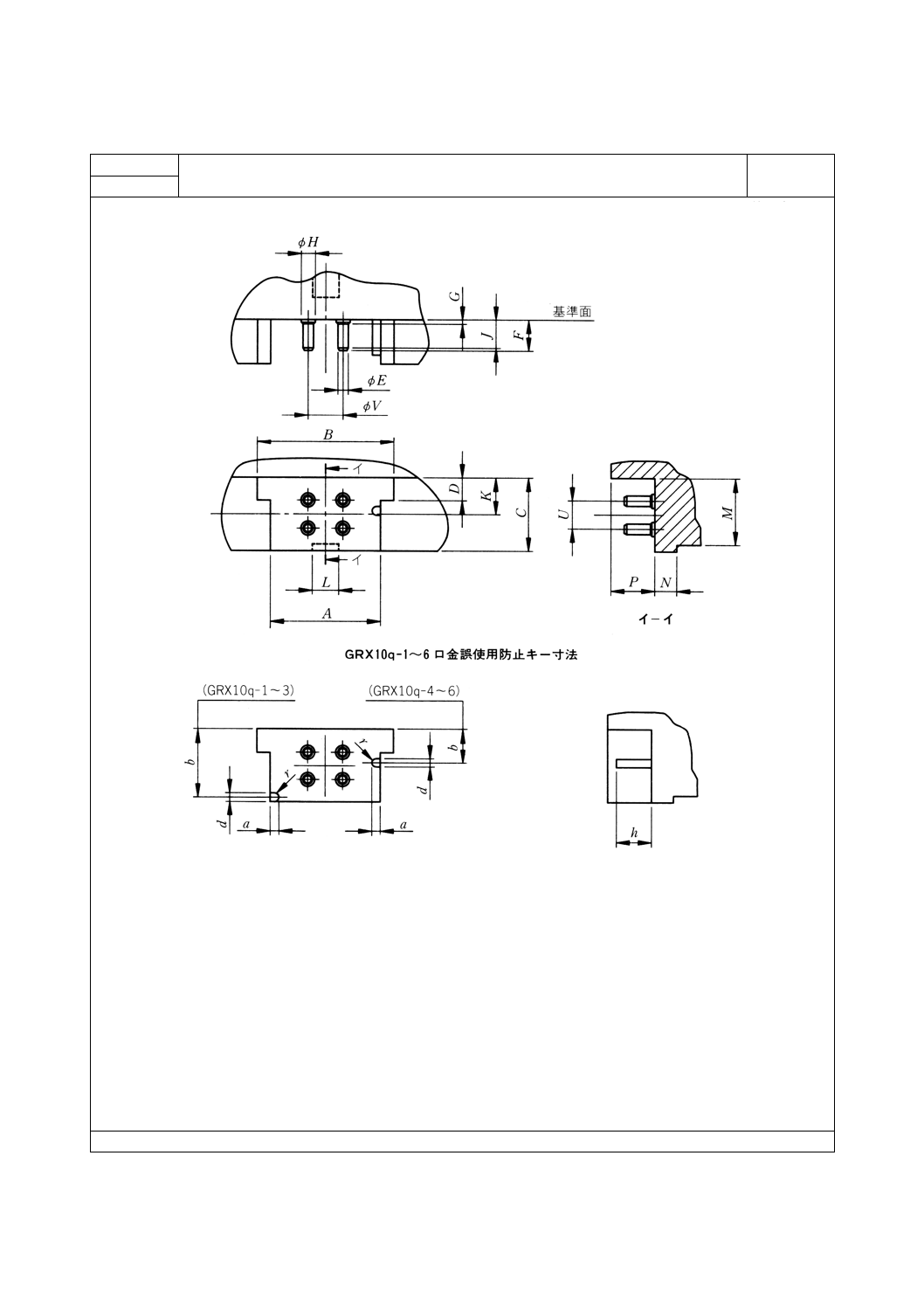
GRX 10q-1〜6 口金
ページ1/2
第三角法
1-48-1
69
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
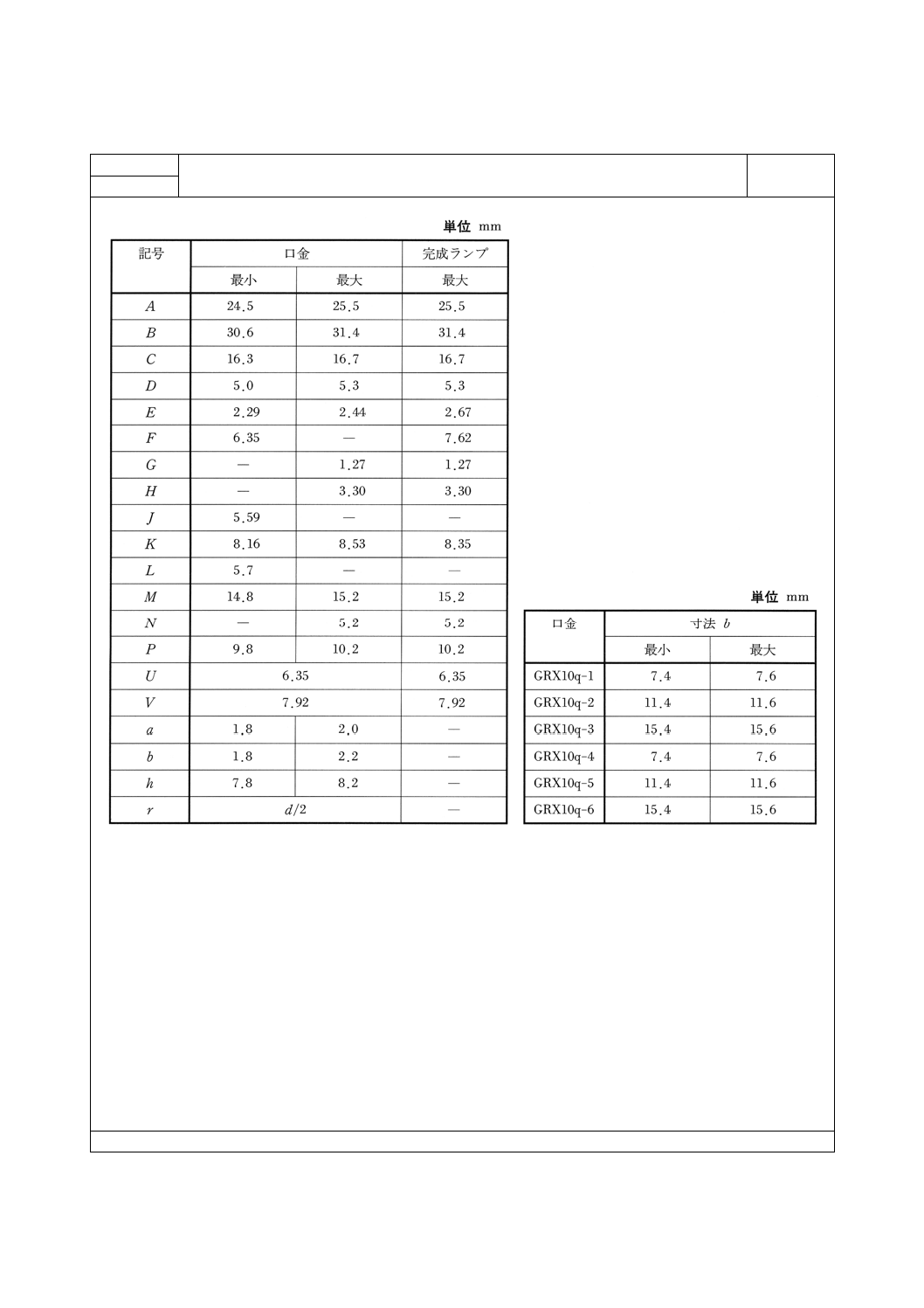
GRX 10q-1〜6 口金
ページ2/2
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-48-1のゲージ又は測定器で検査すること。
1-48-1
70
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GU 4 口金
ページ1/2
第三角法
1-49-1
71
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GU 4 口金
ページ2/2
注(1) Q面から8.5mmまで,口金の本体は,ピン間隔の中心を軸とした直径23mmの円筒の中に収まること。
(2) φEの最大は,Wの範囲には適用しない。
(3) LとMは,Q面から距離Qの位置で測定する。
(4) C又はMは,Hと等しいか,それより大きくする。
備考1. この口金には,二つの形式がある。
2. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-49-1のゲージ又は測定器で検査すること。
1-49-1
72
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
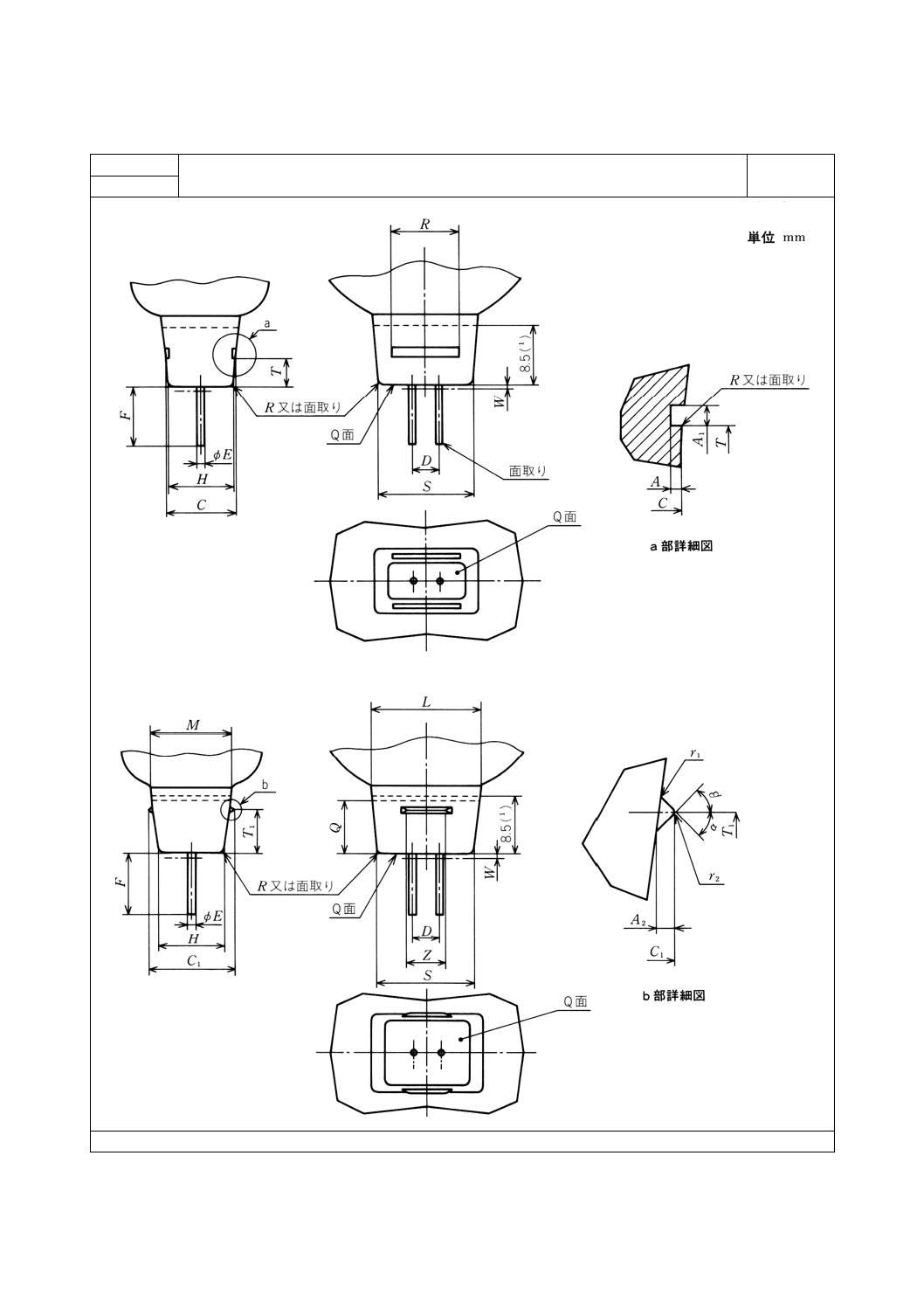
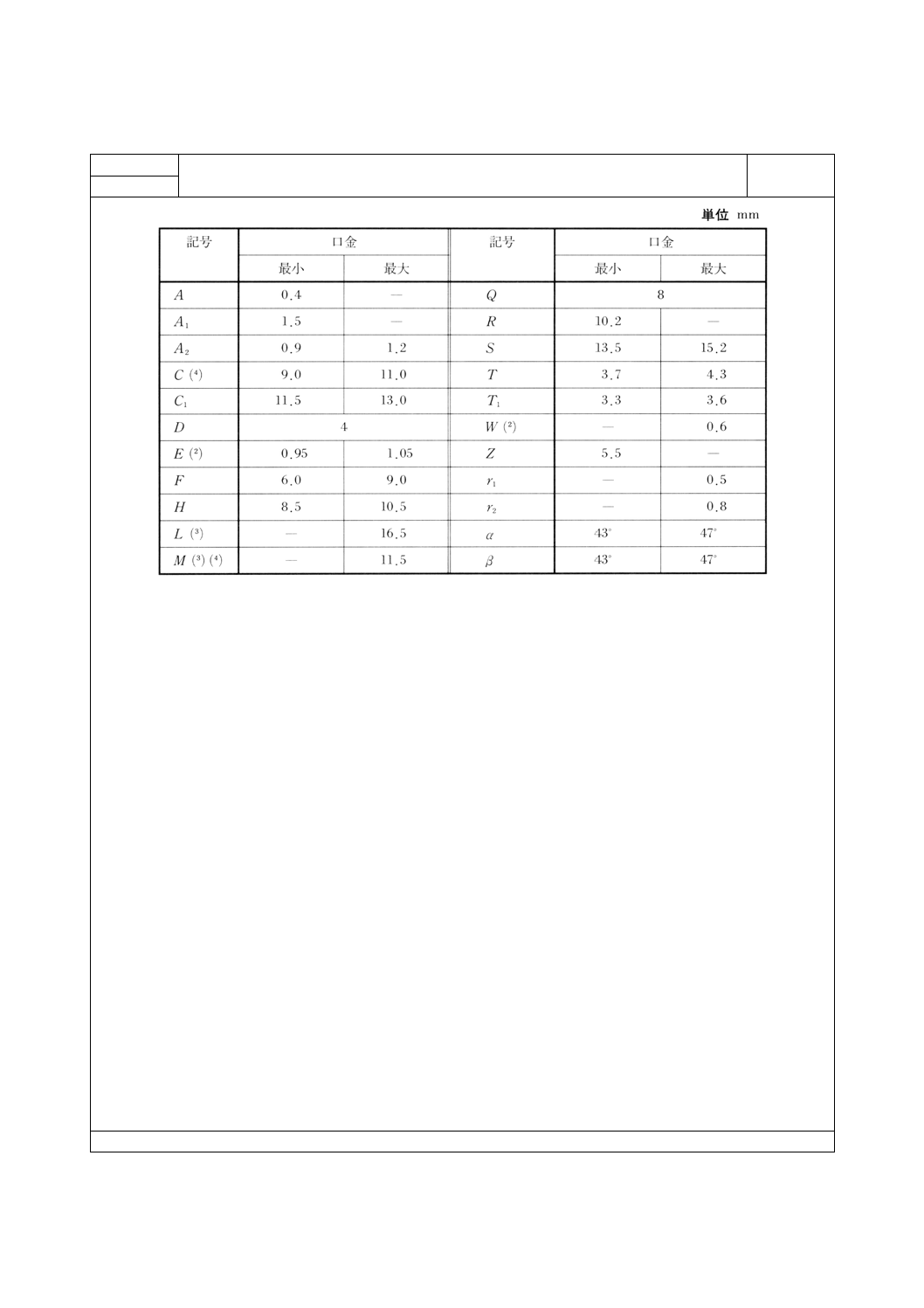
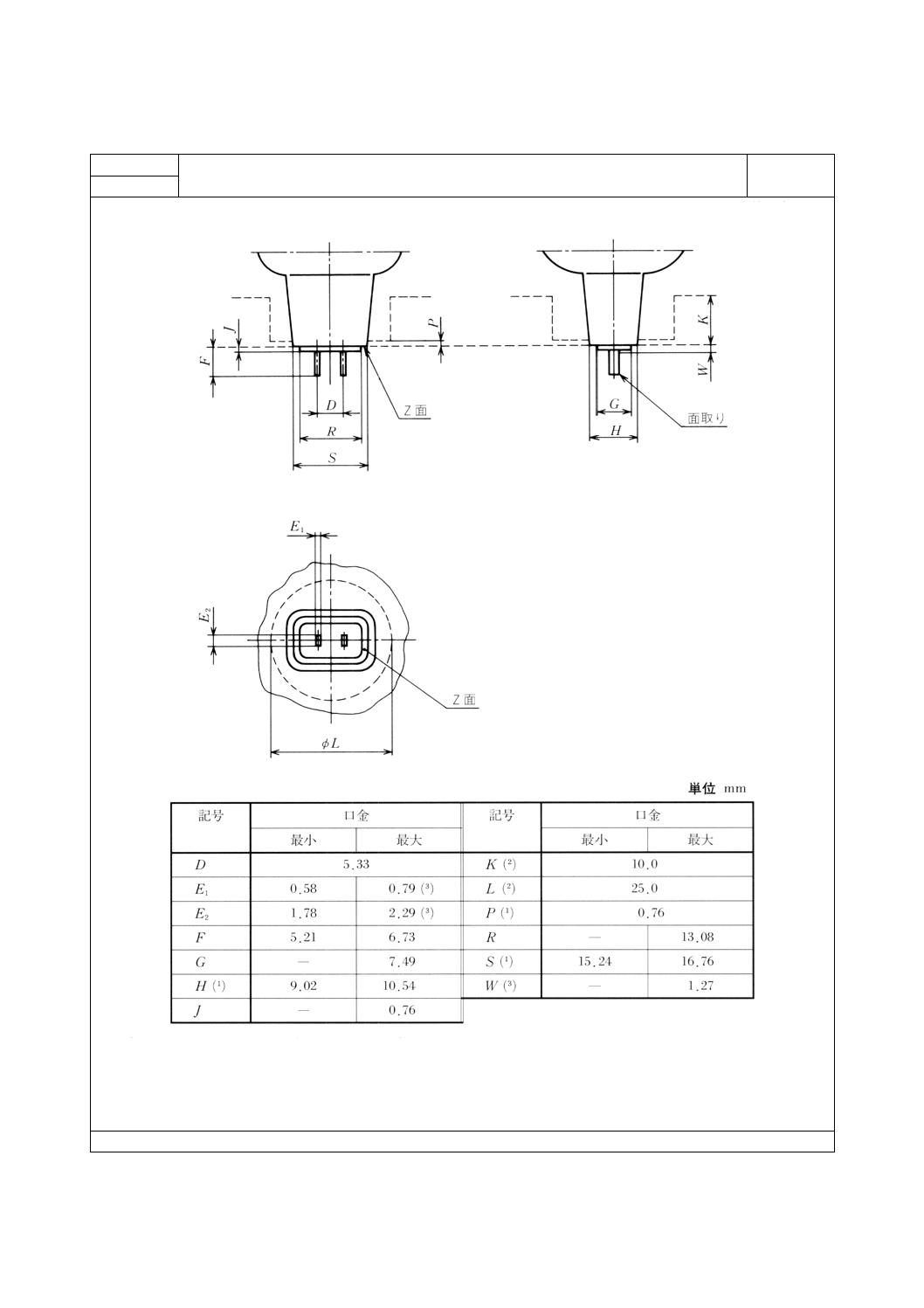
GU 5.3 口金
ページ1/2
第三角法
1-50-1
73
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GU 5.3 口金
ページ2/2
注(1) Q面から14mmの位置までは,口金の本体が,ピン間隔の中心を軸とした直径24mm(検討中)の円筒内に
入ること。
(2) φE最大は,Wの範囲には適用しない。
(3) H,Sは,Q面から距離Pの位置で測定する。
(4) A1は深さ0.4mmの位置で測定する。
(5) C,Mは,H以上とする。
(6) L,Mは,Q面から距離Qの位置で測定する。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-50-1のゲージ又は測定器で検査すること。
1-50-1
74
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
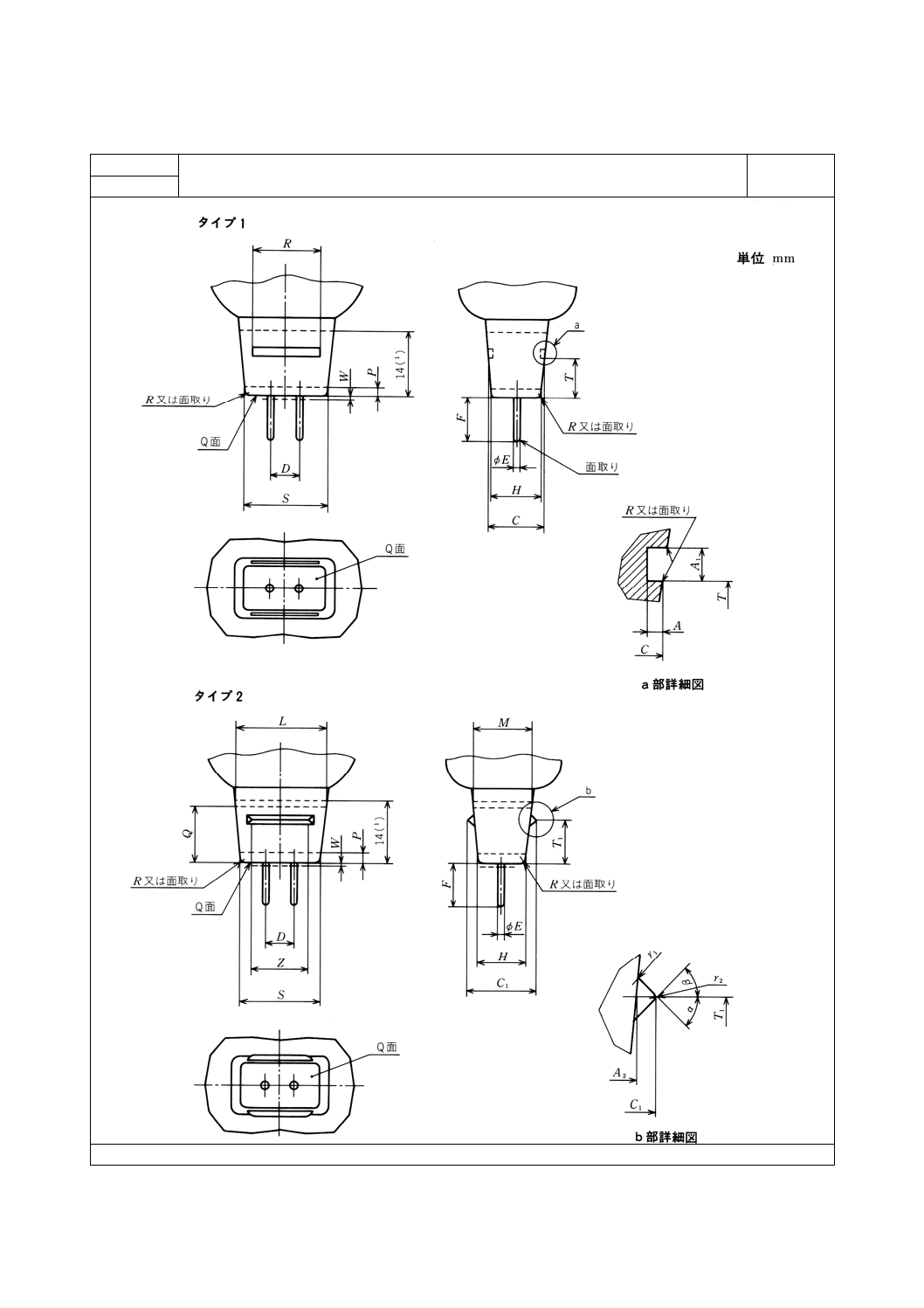
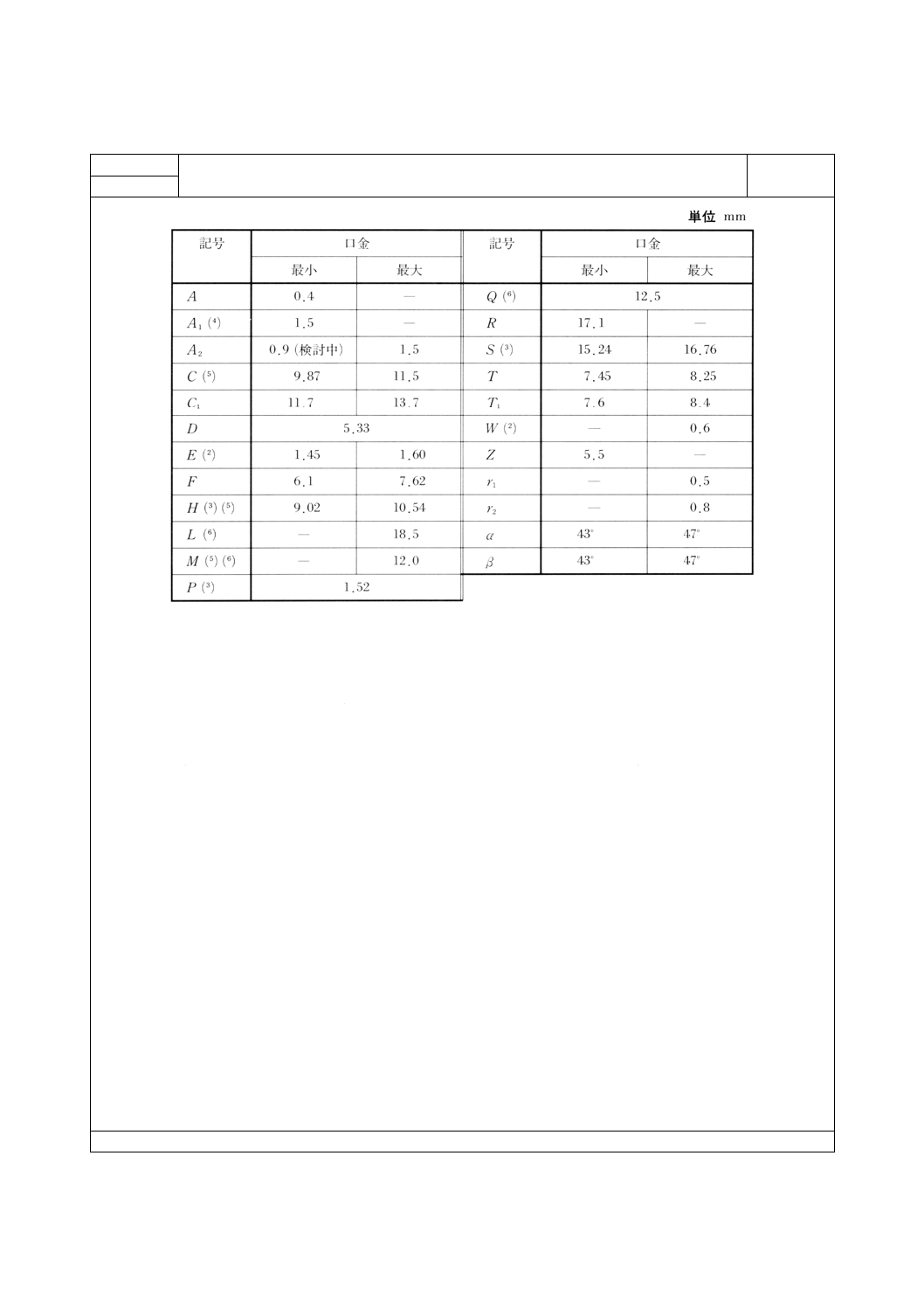
GX 5.3 口金
ページ1/1
第三角法
注(1) H,Sは,Z面から距離Pの位置で測定する。
(2) K,Lは,電球によって占められる領域と,受金・器具によって占められる領域の境界を示す。
(3) φE最大は,Wの範囲には適用しない。
(4) ヨーロッパでは,この値は,7.62mmとする。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-51-1のゲージ又は測定器で検査すること。
1-51-1
75
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GX 9.5 口金
ページ1/1
第三角法
1-52-1
76
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GX 10q-1〜6 口金
ページ1/3
第三角法
1-53-1
77
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
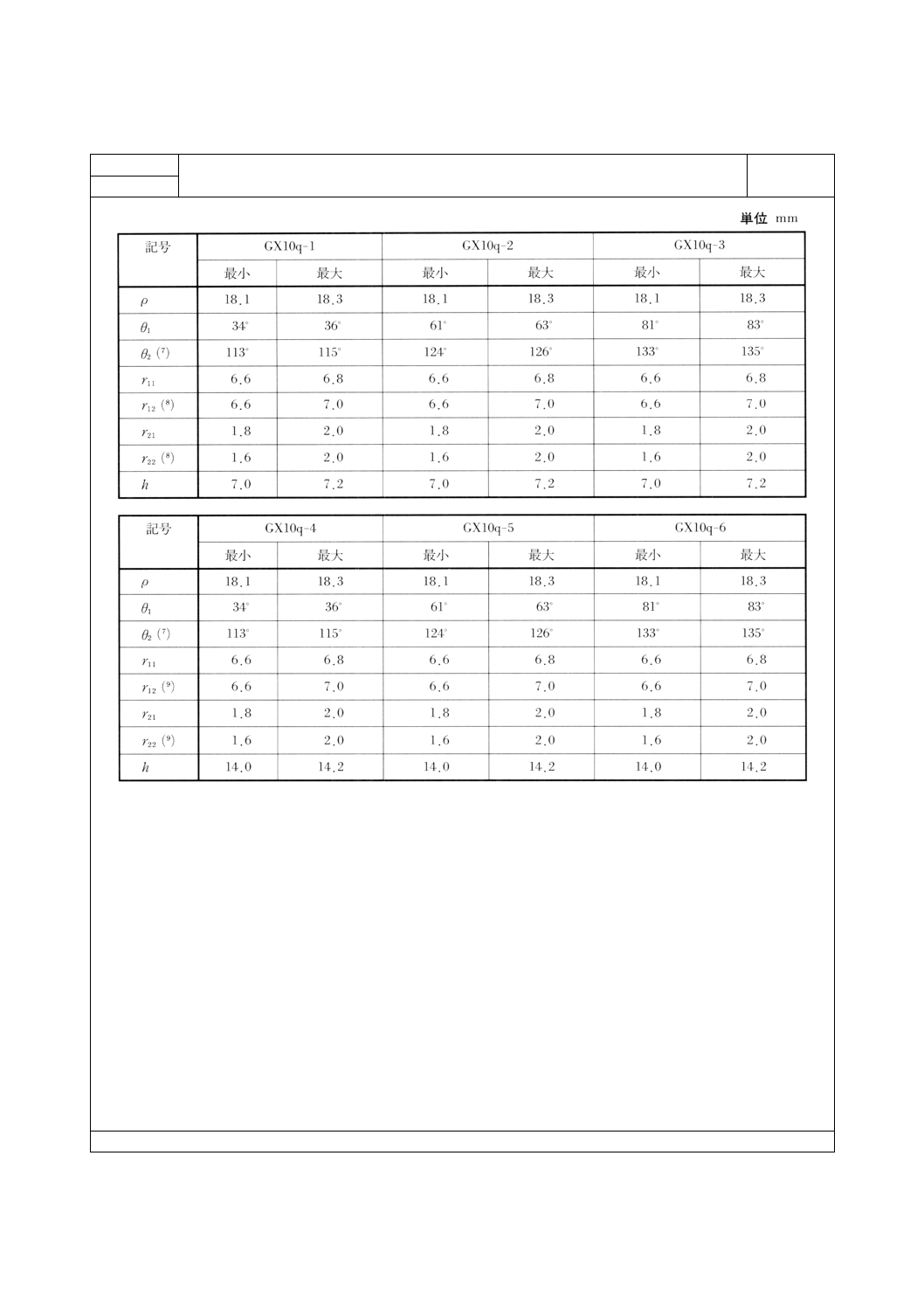
GX 10q-1〜6 口金
ページ2/3
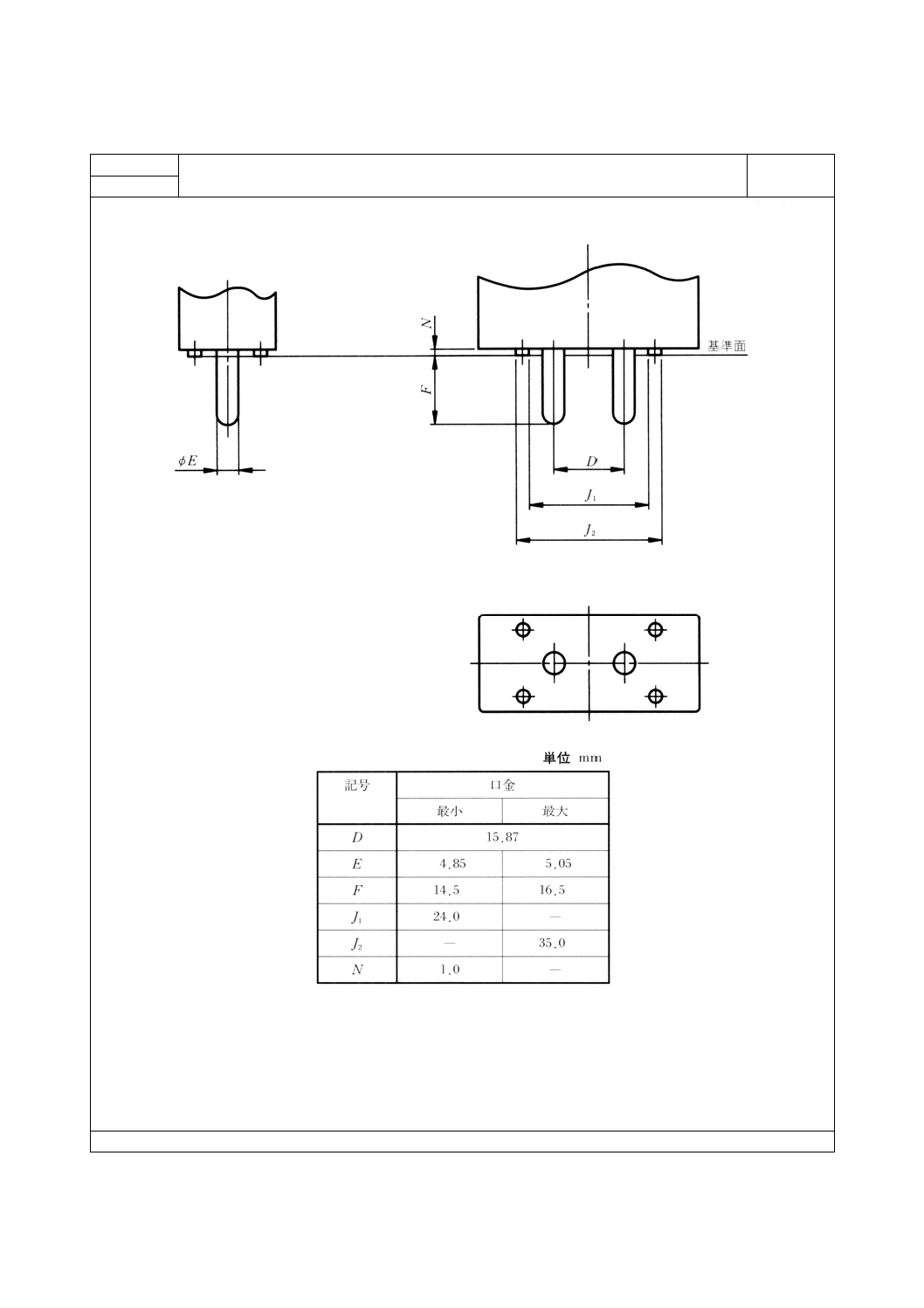
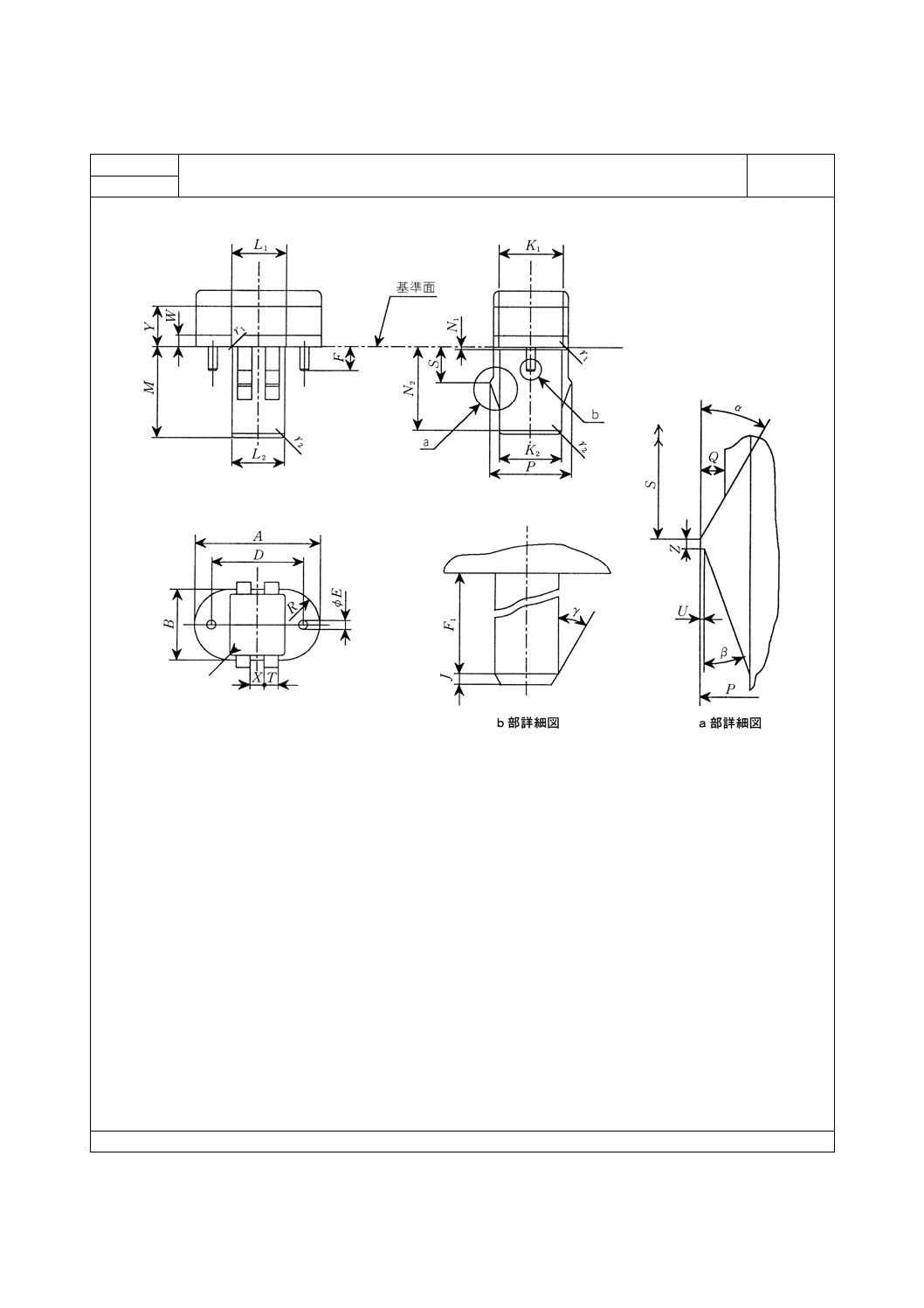
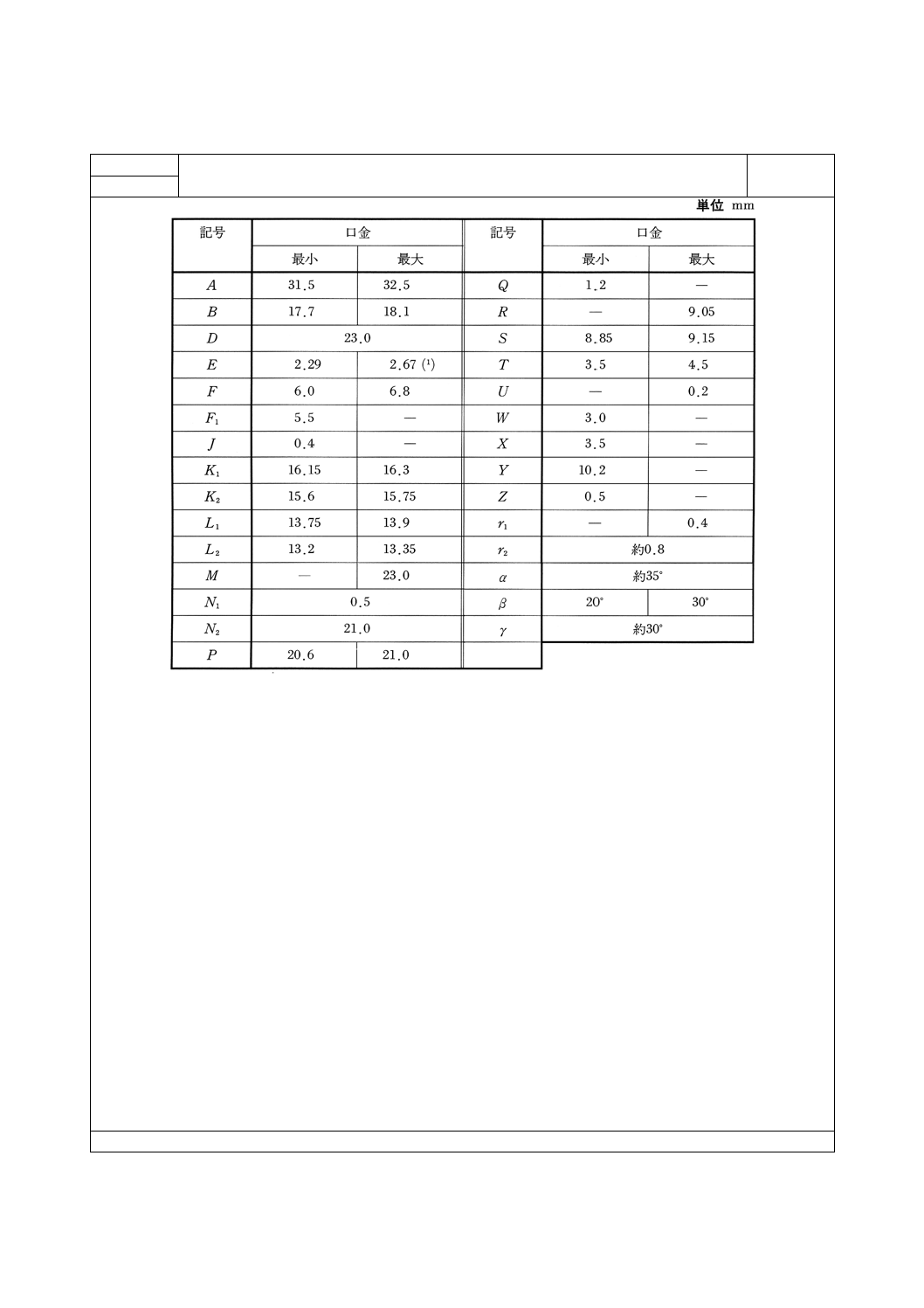
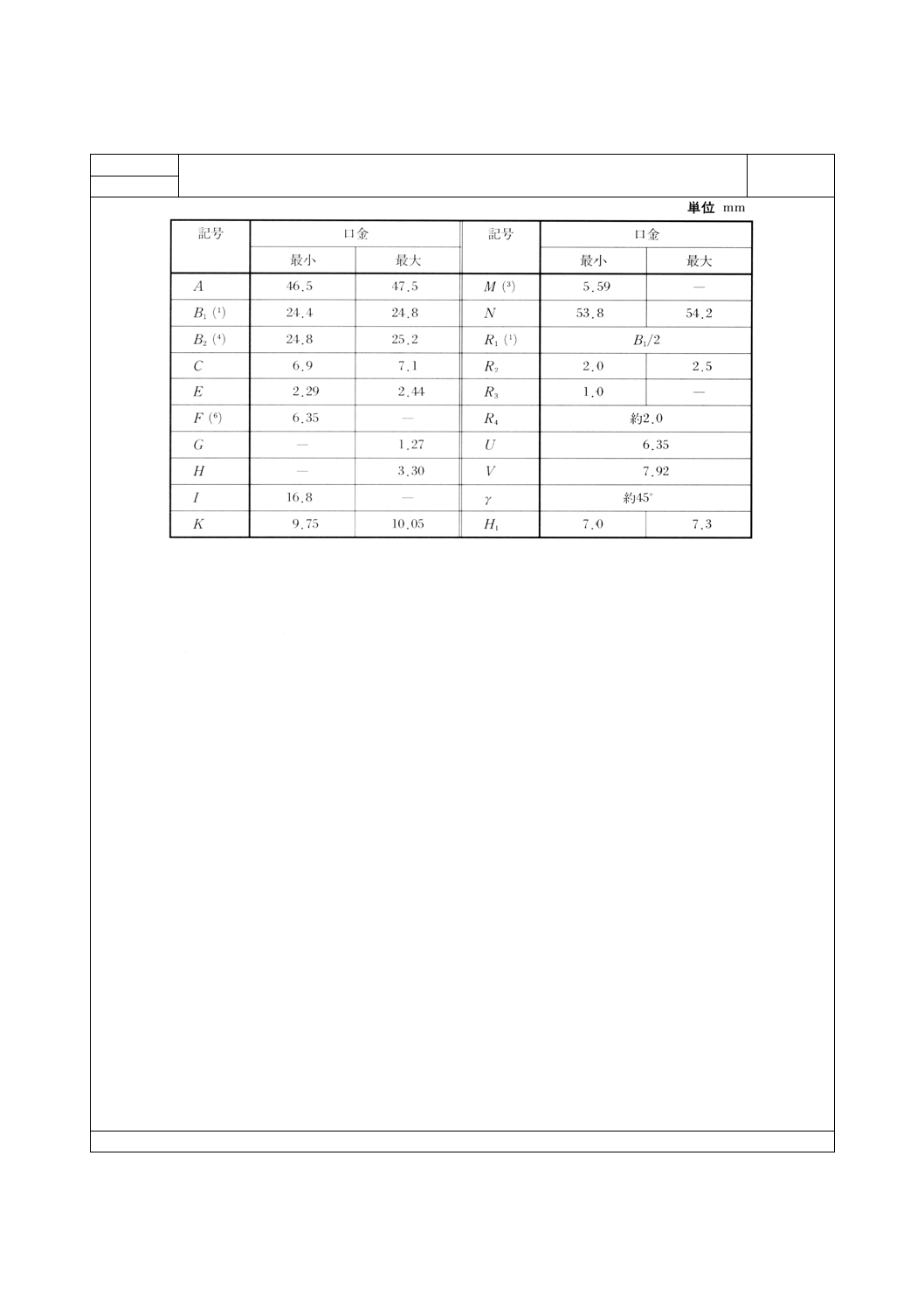
注(1) B1,R1は,基準面から2mmの位置での値とする。
(2) ピンの先端は,C面取り又はR面取りされていること。
(3) MはGを除くピンの円筒部の基準面からの最小距離を示す。
(4) 基準面から12.3mmの位置での値とする。
(5) 定格区分別誤使用防止キーを示す。
(6) 完成ランプ口金の最大は,7.62mmとする。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-53-1のゲージ又は測定器で検査すること。
第三角法
1-53-1
78
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GX 10q-1〜6 口金
ページ3/3
注(7) θ2は,r21,r22で示される円弧に接する接線の角度を示す。
(8) 基準面から7.0mmの位置での値とする(区分1〜3)。
(9) 基準面から14.0mmの位置での値とする(区分4〜6)。
1-53-1
79
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GX 16 口金
ページ1/1
第三角法
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-54-1のゲージ又は測定器で検査すること。
1-54-1
80
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GX 23 口金
ページ1/2
第三角法
1-55-1
81
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GX 23 口金
ページ2/2
注(1) 口金単体のφE最大は,2.44mmとする。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-55-1のゲージ又は測定器で検査すること。
1-55-1
82
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
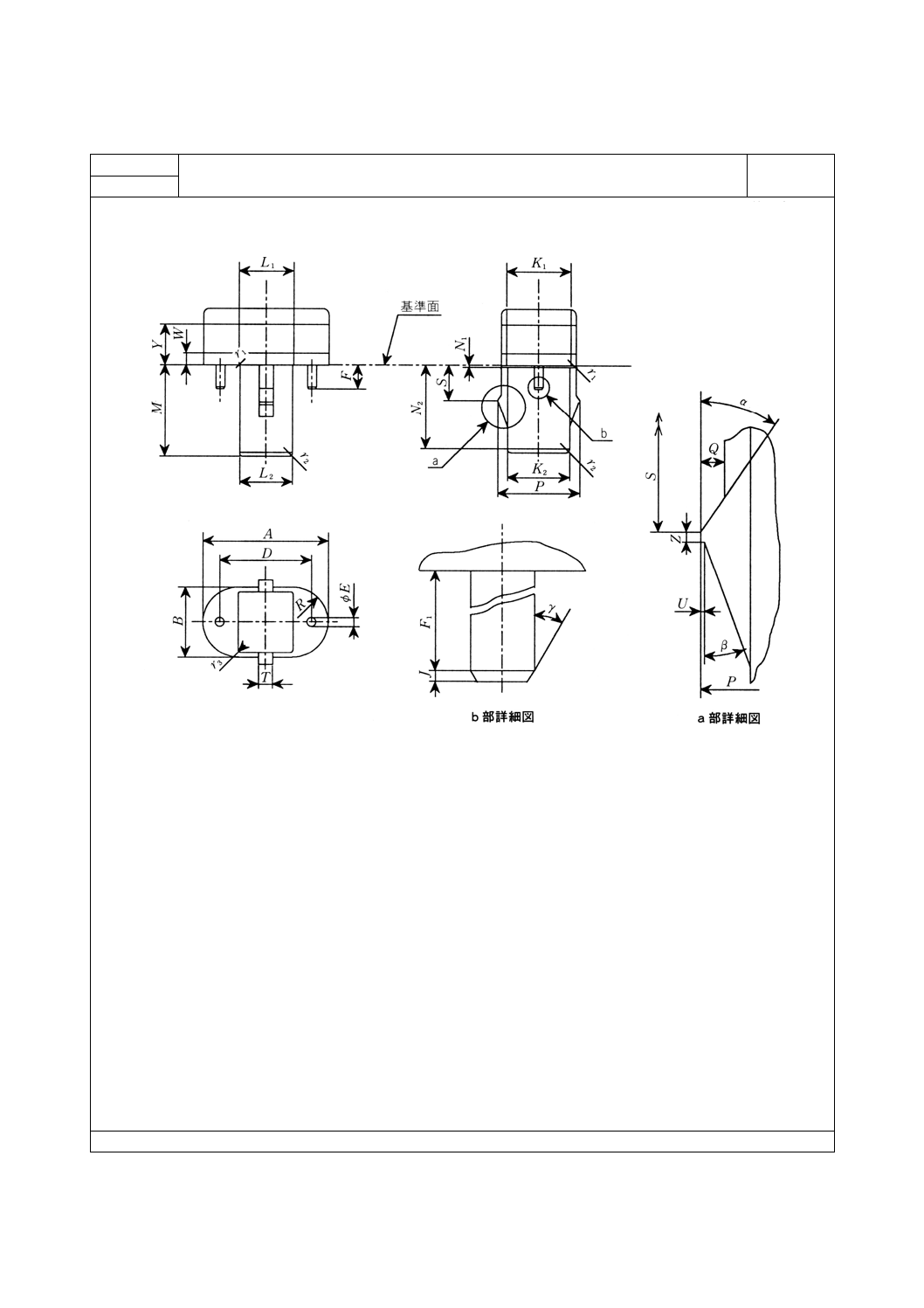
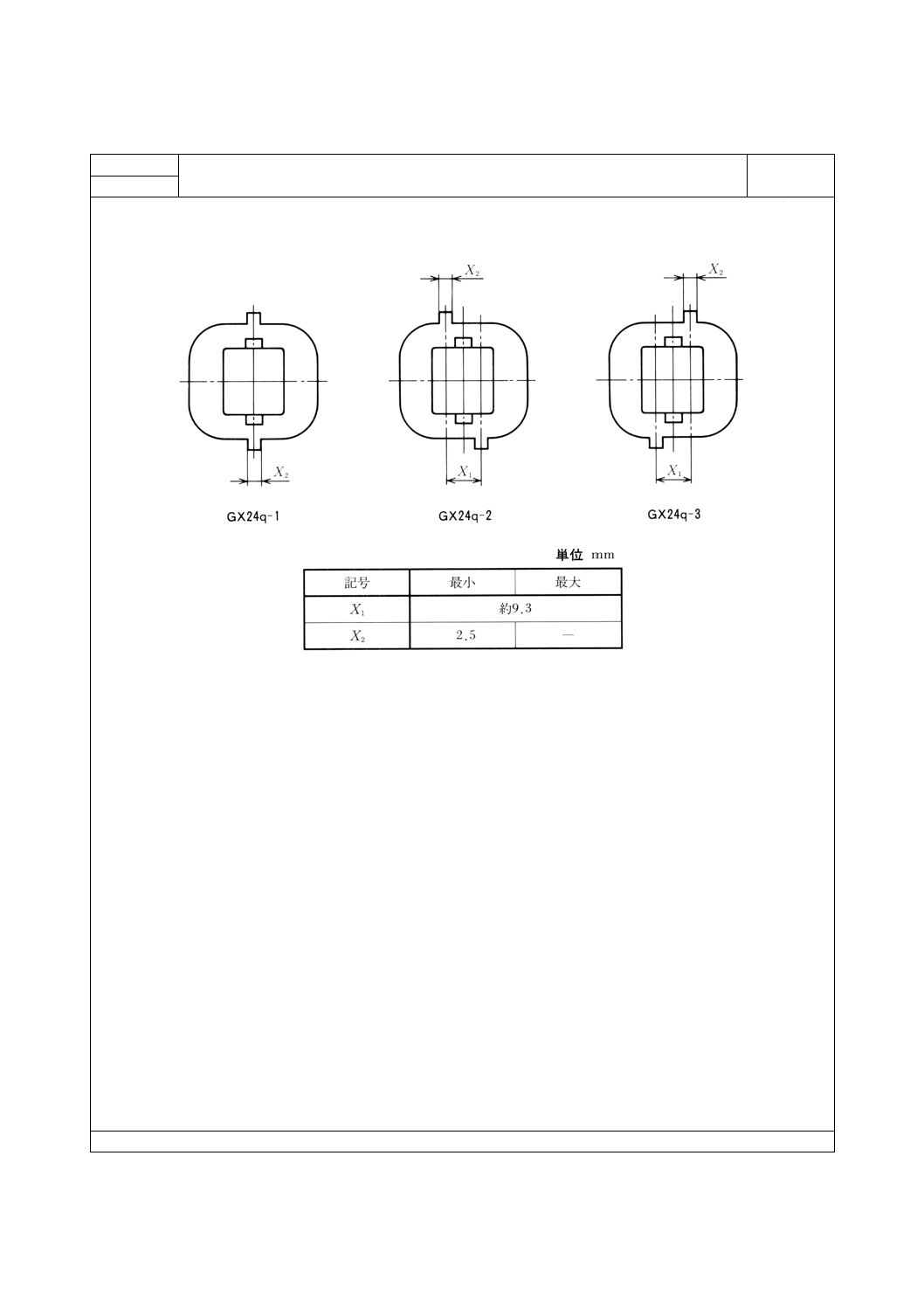
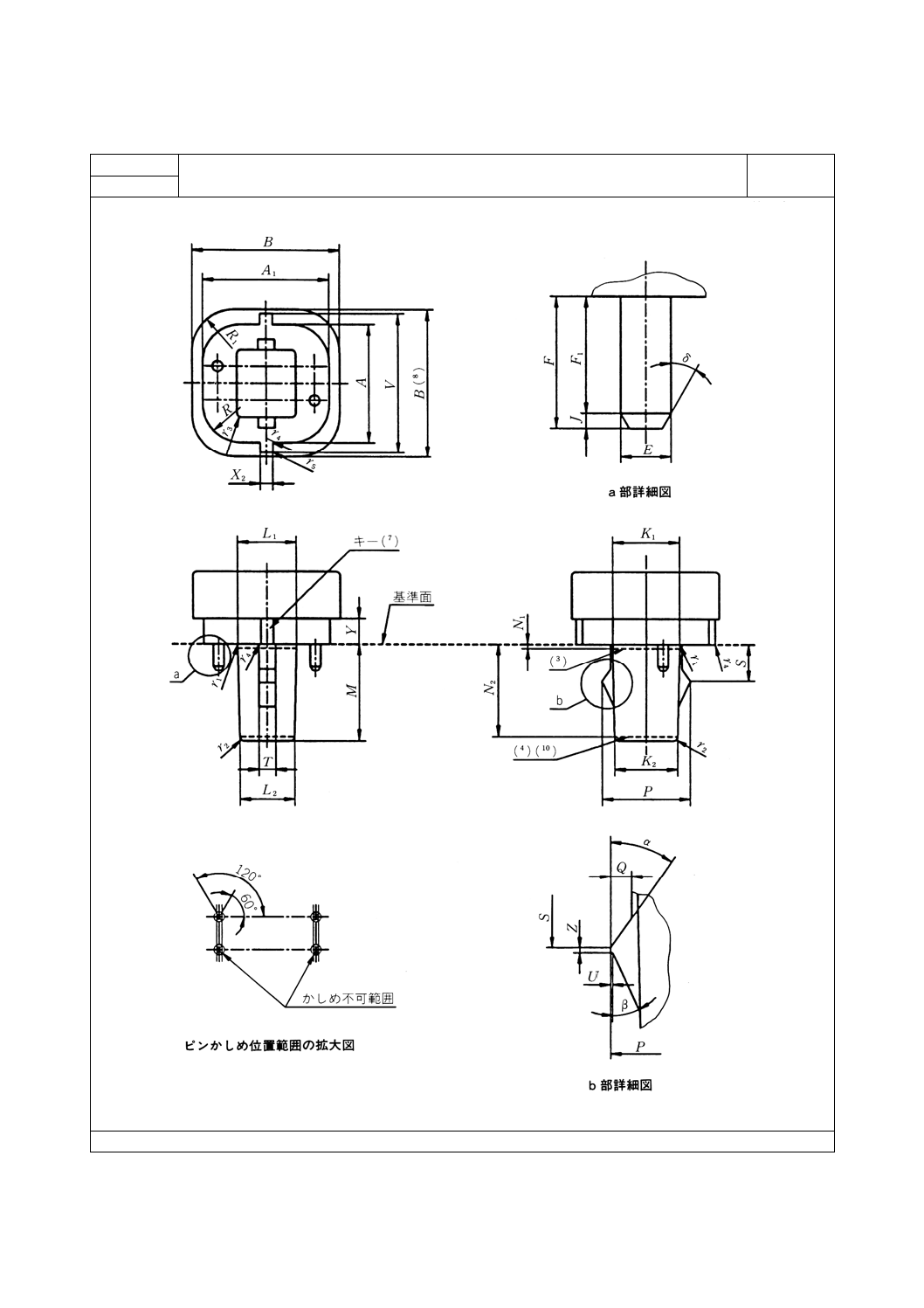
GX 24q-1〜3 口金
ページ1/3
第三角法
1-56-1
83
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GX 24q-1〜3 口金
ページ2/3
注(1) 口金単体のE最大は,2.44mmとする。
(2) ピン表面のかしめ穴の深さは,ピン半径以内で,その間口は,D2によって区切られた二つの平行平面との
なす角が,60°以内か,120°以上であること(ピンかしめ位置範囲拡大図を参照のこと)。
ピンの外径は,この面に直角方向で測って底面から上のどの点においても2.29mmを下回らないこと。
(3) K1,L1は,基準面からN1 (0.5mm) の位置での値とする。
(4) K2,L2は,基準面からN2 (14.0mm) の位置での値とする。
(5) 約0.8mmの面取りでもよい。
(6) 口金周囲は,誤使用防止キーを除いてY以内で,Yの上側にA,A1の最大及びRの最小があり,下側にA,
A1の最小及びRの最大があること。
(7) 規定されている外側線は,最大φ61mmの円周となる。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-56-1のゲージ又は測定器で検査すること。
1-56-1
84
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GX 24q-1〜3 口金
ページ3/3
第三角法
誤使用防止キー寸法
1-56-1
85
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GY 5.3 口金
ページ1/1
第三角法
注(1) H,Sは,Z面から距離Pの位置で測定する。
(2) KとLは,電球によって占められる領域と,受金・器具によって占められる領域の境界を示す。
(3) E1,E2最大寸法は,Wの範囲には適用しない。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-57-1のゲージ又は測定器で検査すること。
1-57-1
86
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
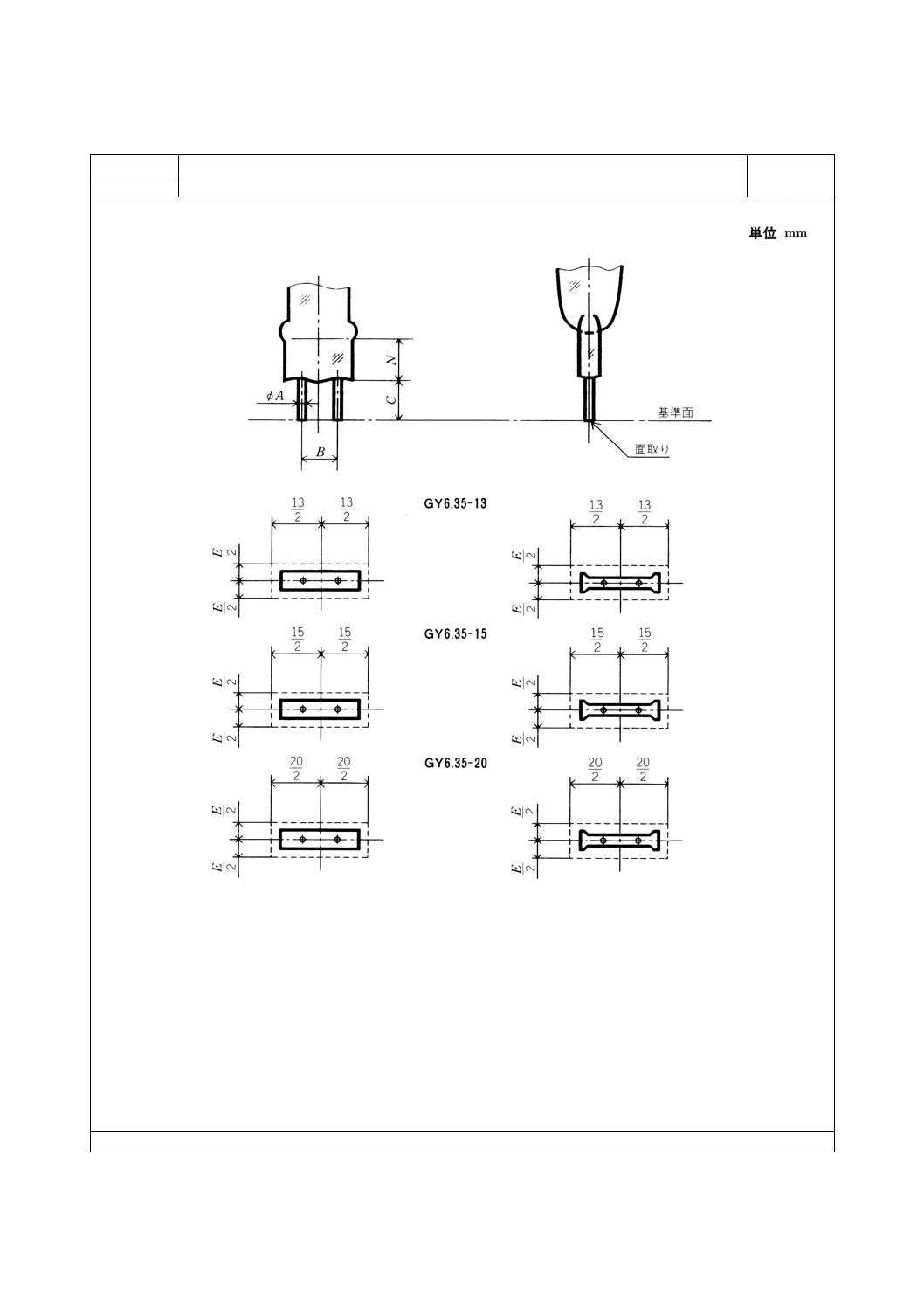
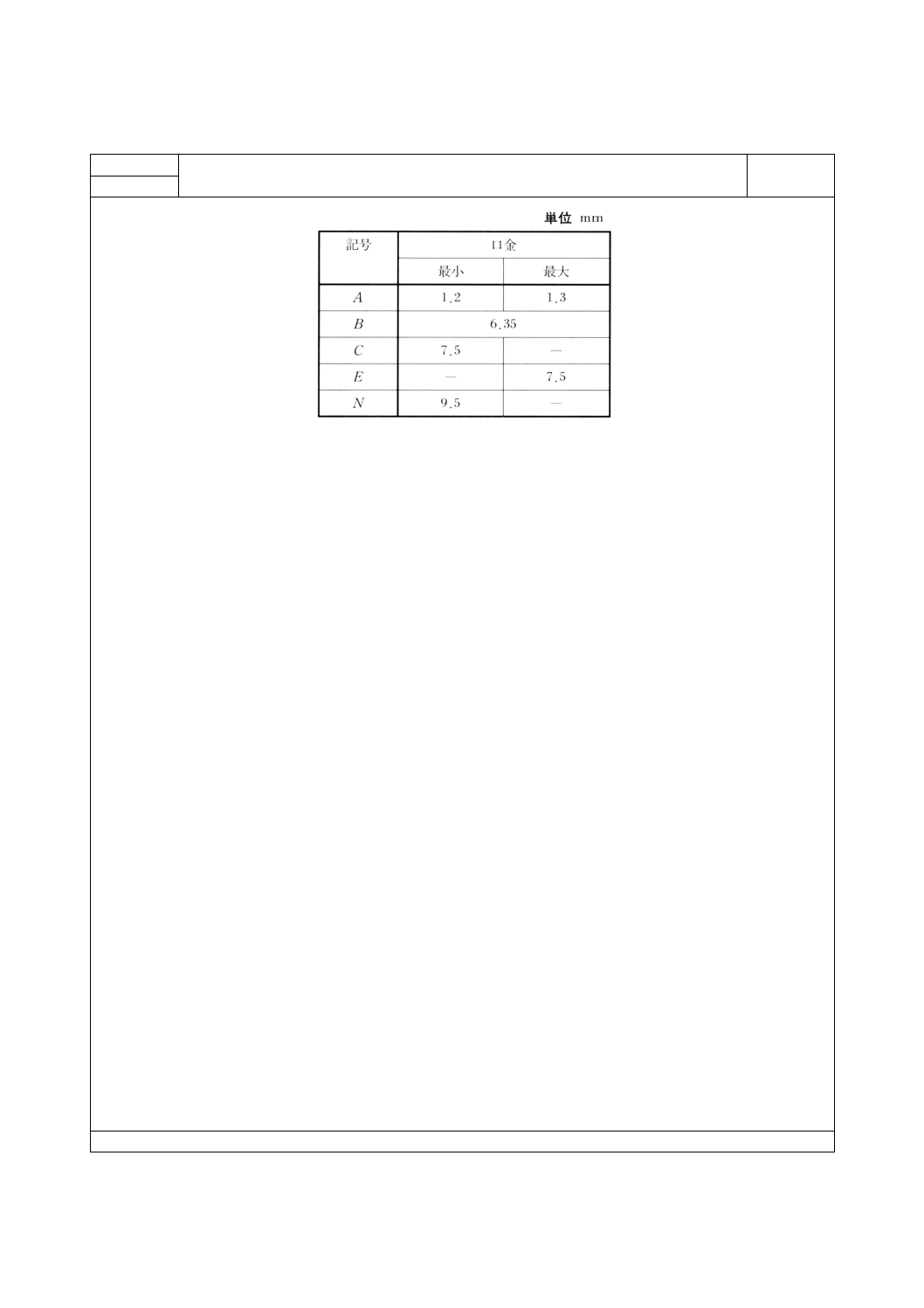
GY 6.35 口金
ページ1/2
第三角法
電球封止部の形状
1-58-1
87
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GY 6.35 口金
ページ2/2
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-58-1及び3-58-2のゲージ又は測定器で検査すること。
2. 電球封止部は,基本形状を表し破線の内側にあること。
1-58-1
88
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
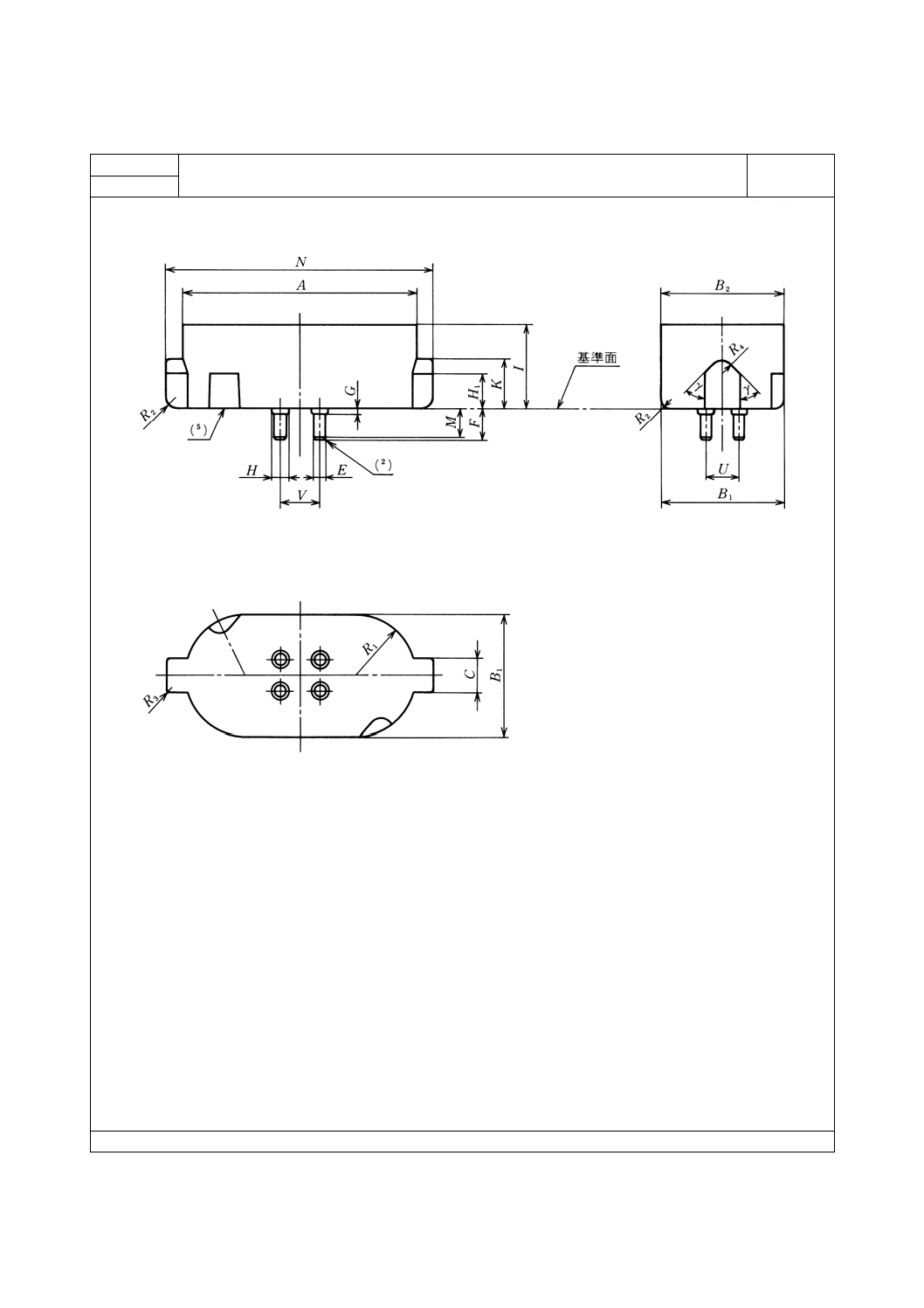
GY 9.5 口金
ページ1/1
第三角法
1-59-1
89
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
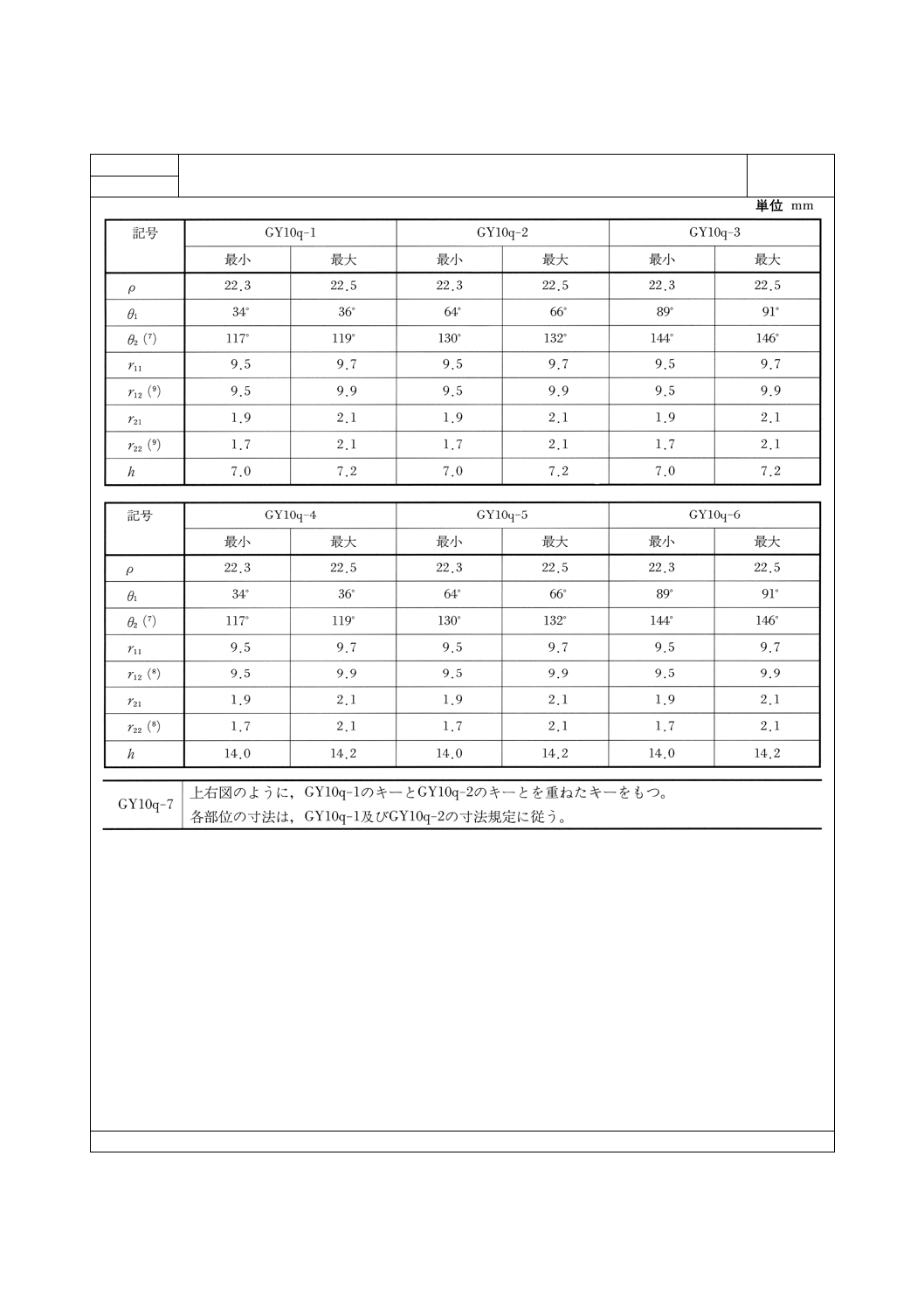
GY 10 q-1〜7 口金
ページ1/4
第三角法
1-60-1
90
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GY 10 q-1〜7 口金
ページ2/4
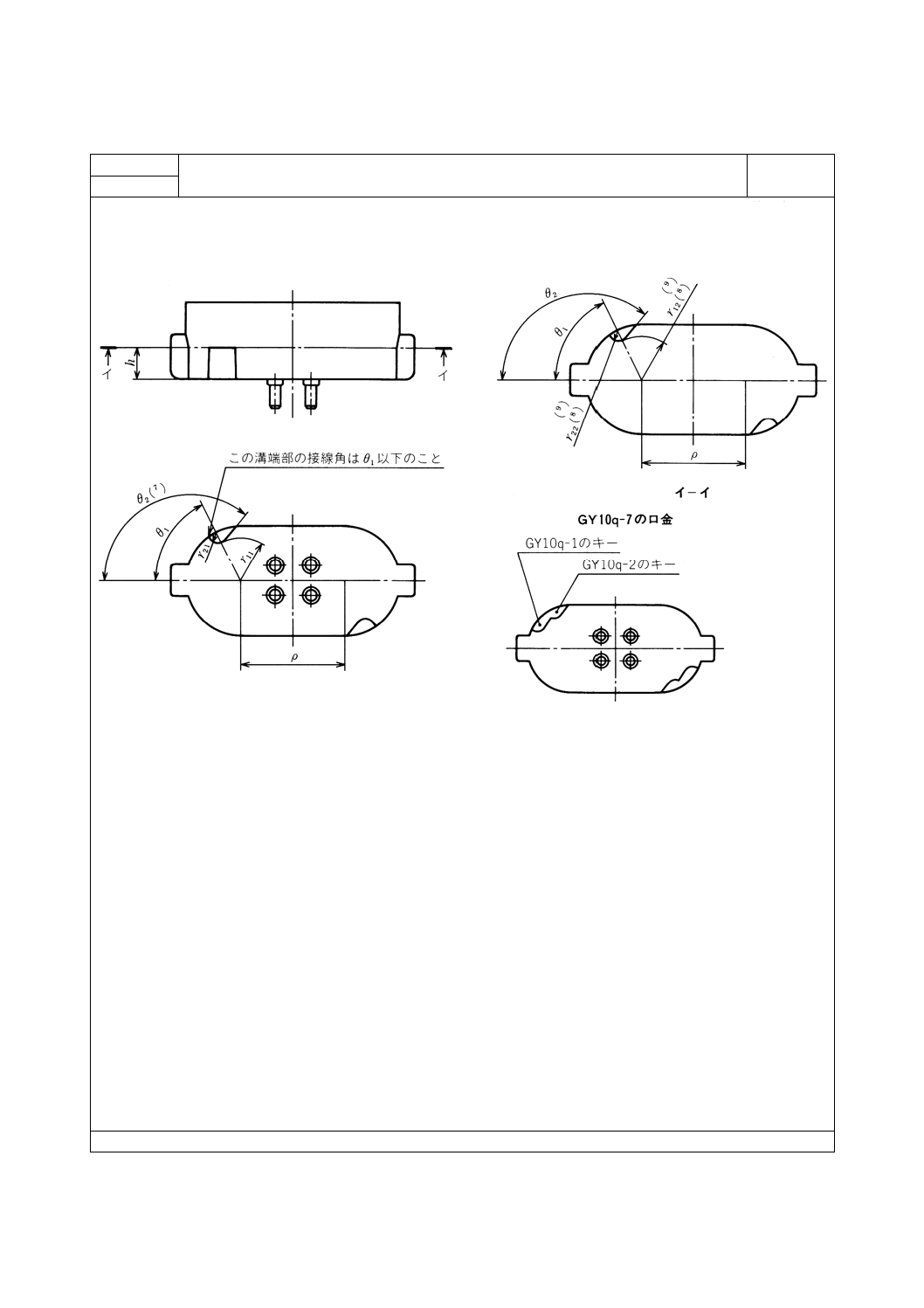
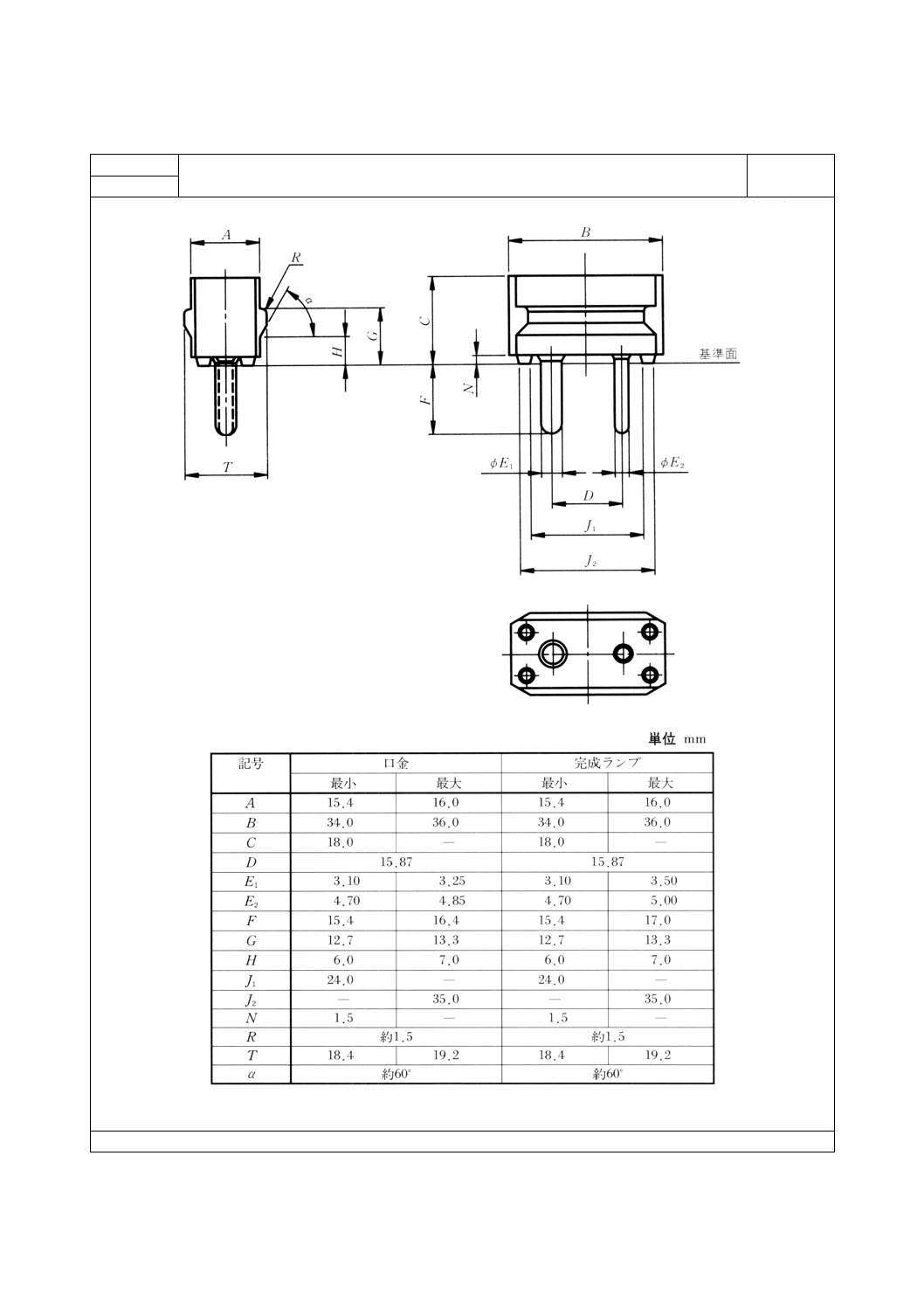
注(1) B1,R1は,基準面から2mmの位置での値とする。
(2) ピンの先端は,C面取り又はR面取りされていること。
(3) Mは,Gを除くピンの円筒部の基準面からの最小距離を示す。
(4) 基準面から14.8mmの位置での値とする。
(5) 定格区分別誤使用防止キーを示す。
(6) 完成ランプ口金の最大は,7.62mmとする。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-60-1のゲージ又は測定器で検査すること。
1-60-1
91
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GY 10 q-1〜7 口金
ページ3/4
第三角法
誤使用防止キー寸法
1-60-1
92
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GY 10 q-1〜7 口金
ページ4/4
注(7) θ2は,r21,r22で示される円弧に接する接線の角度を示す。
(8) 基準面から14.0mmの位置での値とする(区分4〜6及び7)。
(9) 基準面から7.0mmの位置での値とする(区分1〜3及び7)。
1-60-1
93
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GY 16 口金
ページ1/1
第三角法
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-61-1のゲージ又は測定器で検査すること。
1-61-1
94
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
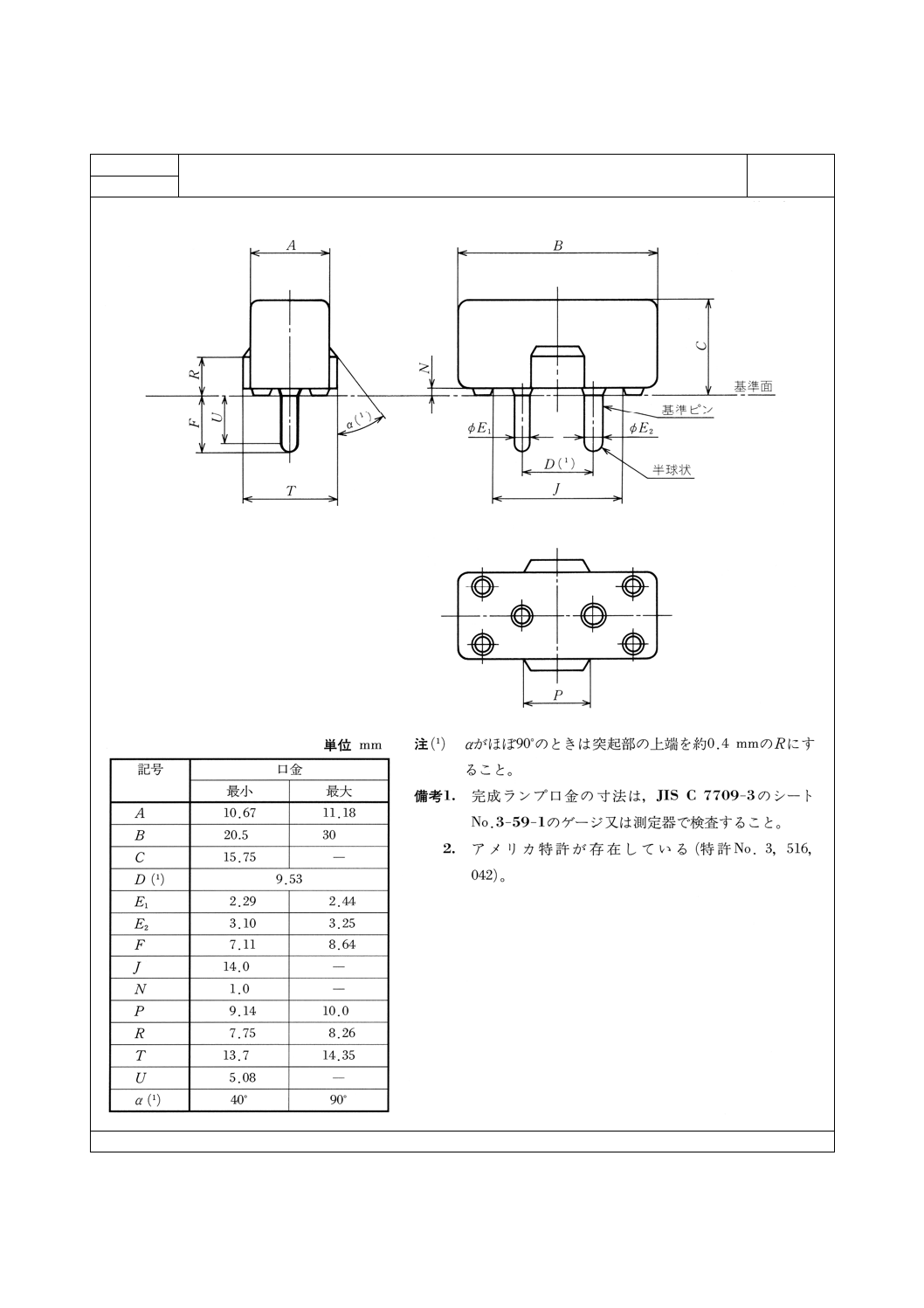
GZ 4 口金
ページ1/1
第三角法
注(1) LとNは,電球によって占められる領域と受金や器具によって占められる領域の境界の輪郭を示す。
(2) φAの最大は,Wの範囲には適用しない。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-62-1のゲージ又は測定器で検査すること。
1-62-1
95
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GZ 6.35 口金
ページ1/1
第三角法
注(1) φLとNは,ランプによって占められるスペースと,受金や灯具によって占められるスペースとの間の境界
輪郭を示す。
(2) φA最大は,Wの範囲には適用しない。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-63-1のゲージ又は測定器で検査すること。
2. 完成ランプのピンφA最大最小寸法は,JIS C 7709-3のシートNo.3-63-2のゲージ又は測定器で検査するこ
と。
1-63-1
96
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
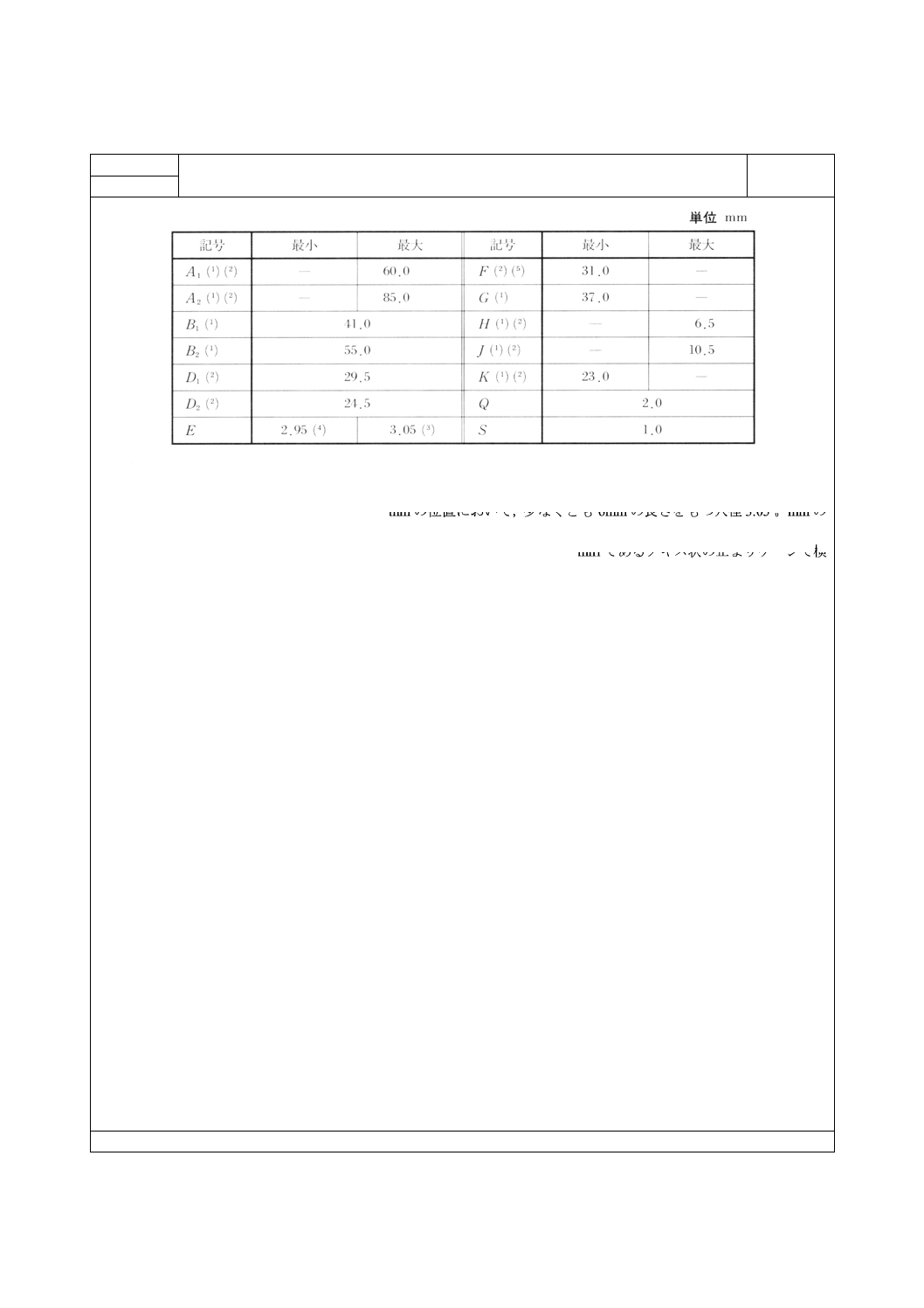
2 G 11 口金
ページ1/2
第三角法
1-64-1
97
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
2 G 11 口金
ページ2/2
注(1) Yは,A1最大,B最大,R最大の際の最小長さを示す。
(2) 口金単体でのφE最大は2.44mmとする。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-64-1のゲージ又は測定器で検査すること。
1-64-1
98
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
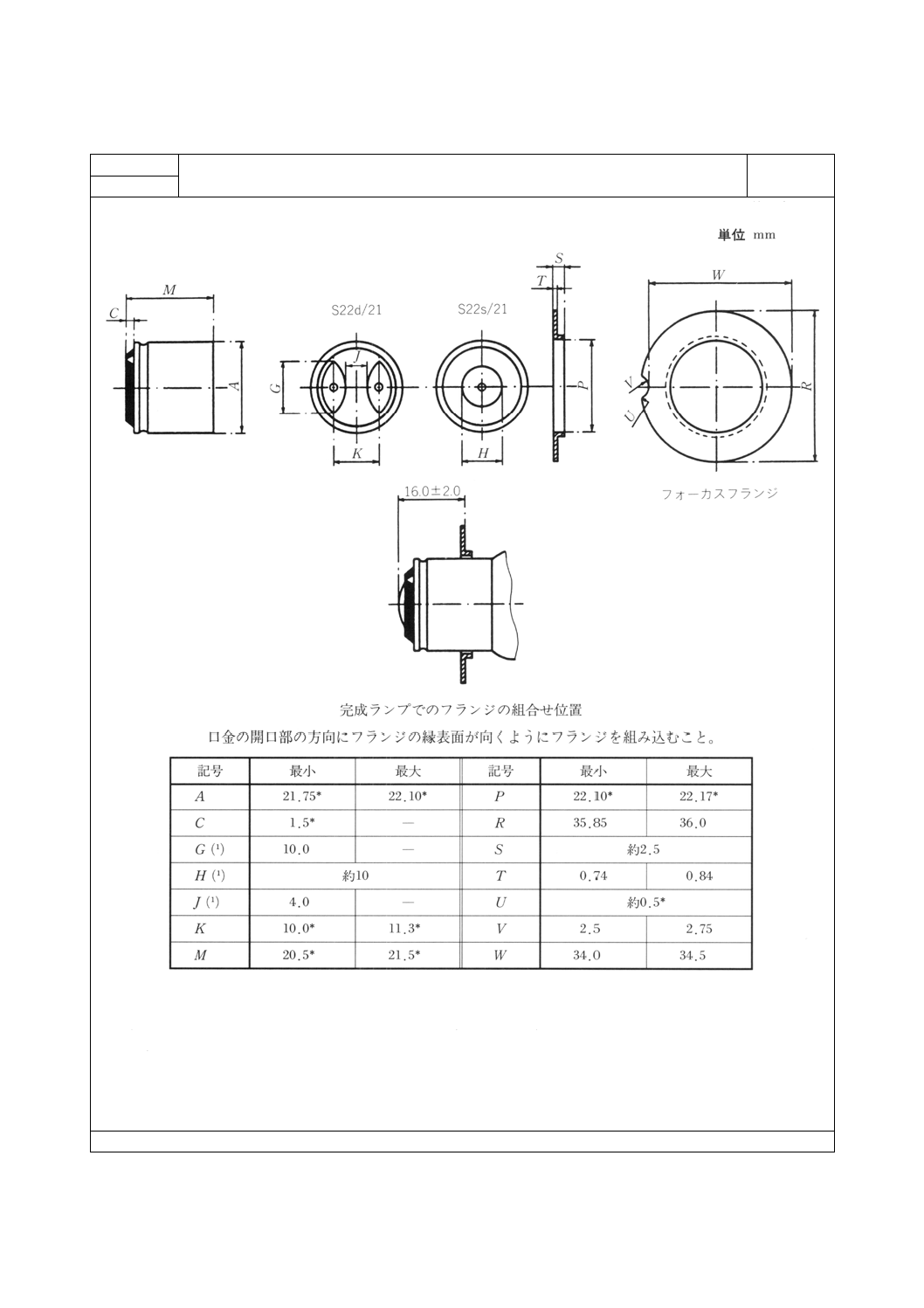
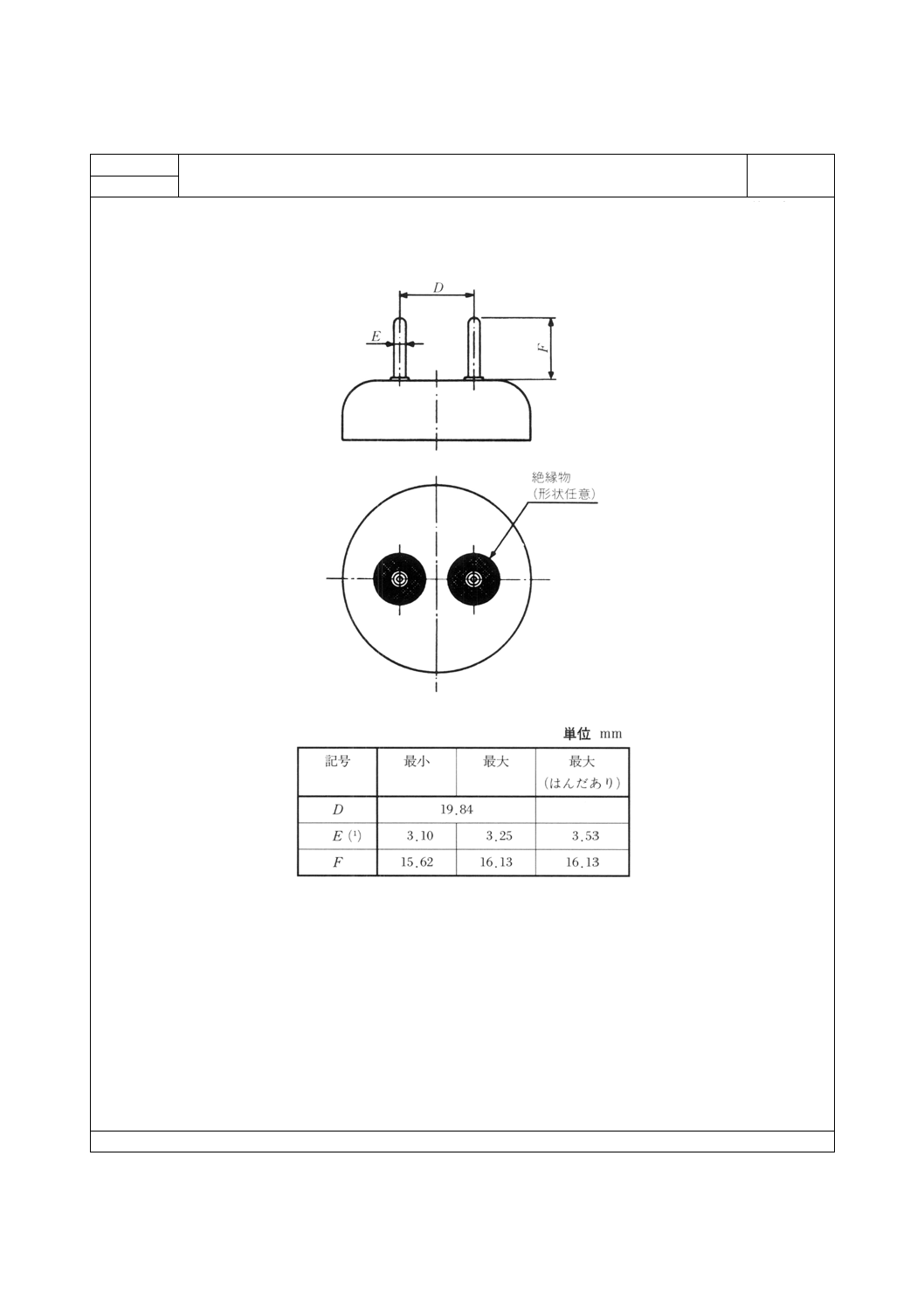
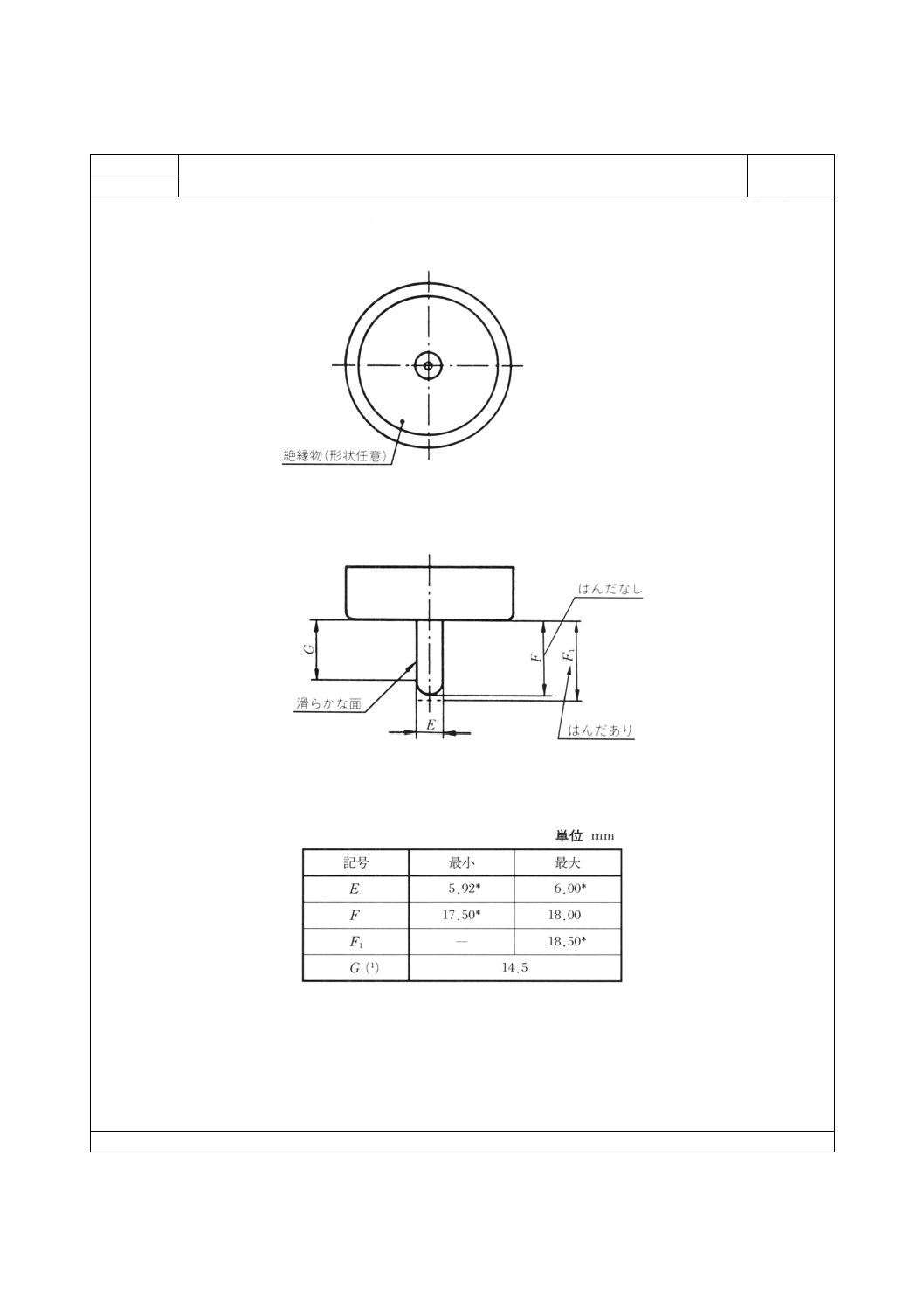
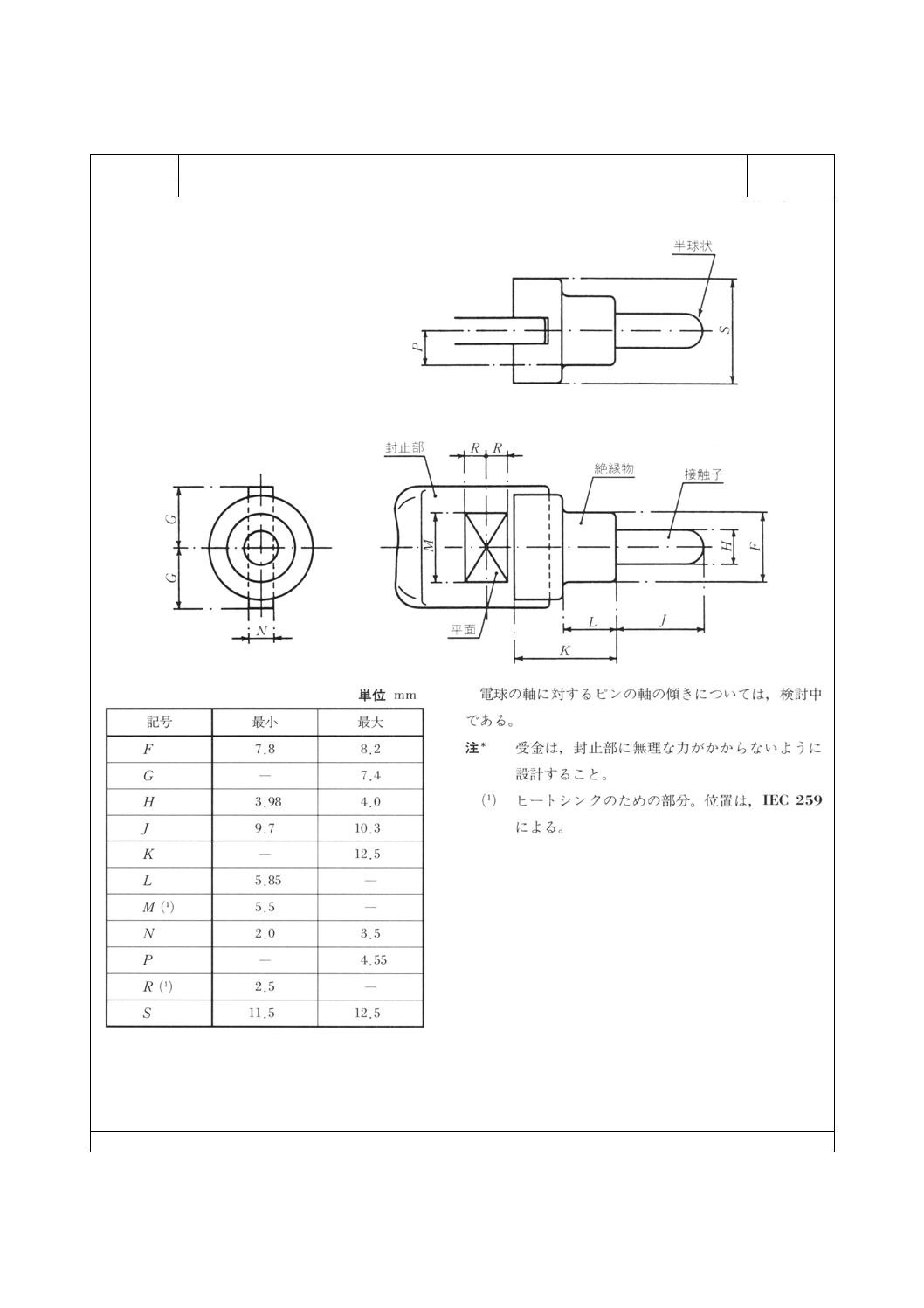
1997
P 13.5 s/14 口金
ページ1/2
第三角法
1-65-1
99
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 13.5 s/14 口金
ページ2/2
注(1) QとφRは,参考値である。胴部から,つば部への形状は,その外郭がQ'点とR'点を結んだ破線を超えない
こと。なお,Qは,φAの適用されない範囲を示している。
(2) φA1の破線は,サイドはんだを含んだ口金部分と,口金を固定する受金部分との境界を示しており,サイド
はんだの高さは,φA1を超えないこと。
(3) φLの最小は,突起部の3か所及び切り込み部には適用しない。
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-65-1
100
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 14.5 s 口金
ページ1/2
第三角法
1-66-1
101
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 14.5 s 口金
ページ2/2
注(1) これらの寸法は,基準面の上方0.7mmに位置する面より上部に適用される。
(2) これらの寸法は,絶縁物部から4mmの長さを超える部分に適用される。
(3) リングは,フレア付きであってもよい。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-66-1のゲージ又は測定器で検査すること。
1-66-1
102
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 15 s-25-1 口金
ページ1/1
第三角法
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-67-1
103
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 15 d-25-1 口金
ページ1/1
第三角法
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-68-1
104
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 15 d-25-3 口金
ページ1/1
第三角法
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-69-1
105
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 20 d 口金
ページ1/2
第三角法
1-70-1
106
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 20 d 口金
ページ2/2
注(1) 基準面は,3か所の支持突起又は,連続面によって規定される。後者の場合,平面の平たん度は,0.05mm
以下とする。
(2) コンタクト先端間を検査すること。コンタクトの平行度は1°30′以下とする。
(3) 真円度は,0.2mm以下とする。
(4) Oリングの気密性は,20.22±0.10mmの円筒状の開口部をもつ試験用ジグに挿入し,ジグ内の圧力と大気圧
との差を70kPa以上にして試験したとき,これに耐えること。
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-70-1
107
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 21 口金
ページ1/1
第三角法
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-71-1及び3-71-2のゲージ又は測定器で検査すること。
1-71-1
108
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
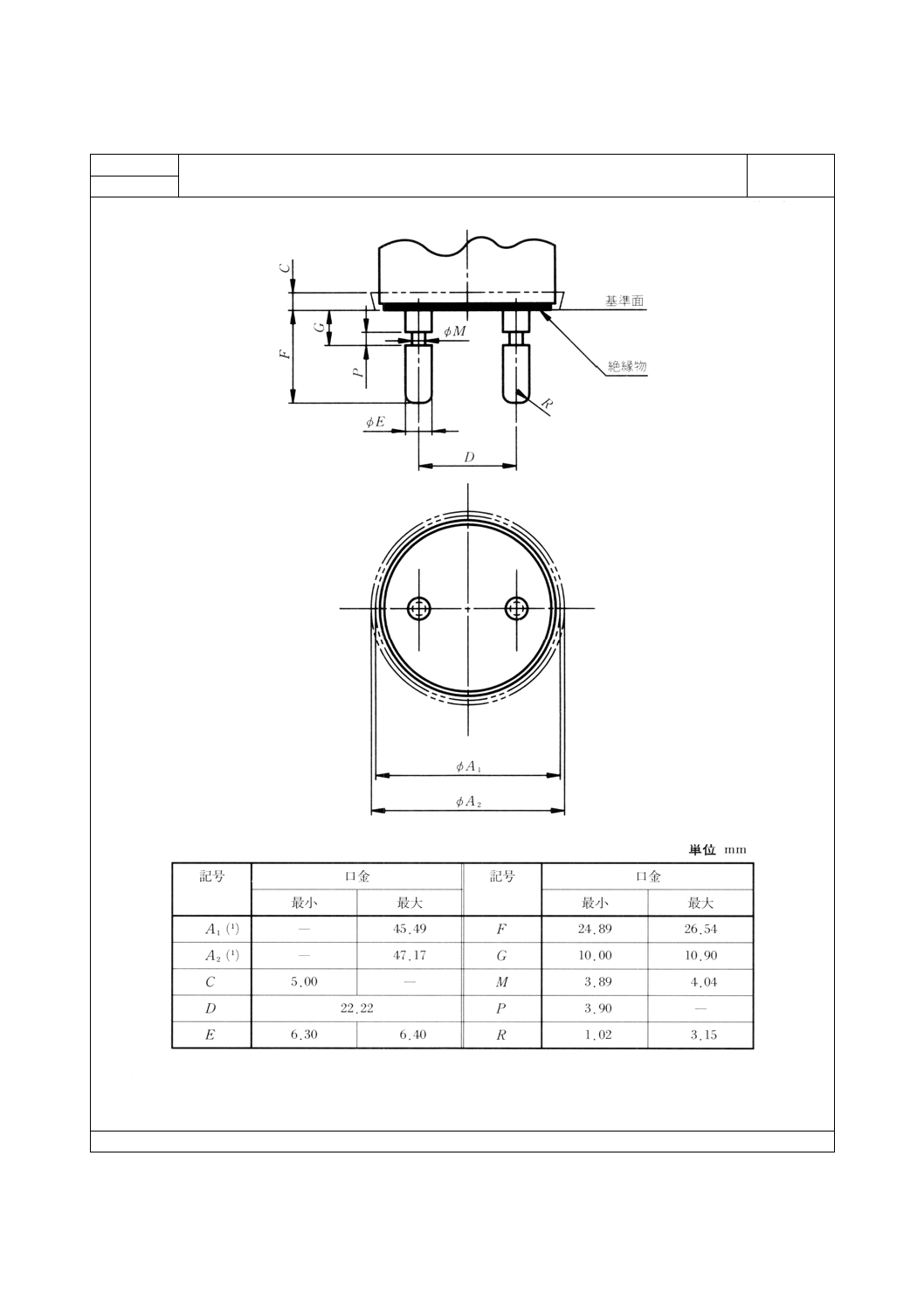
P 22 d 口金
ページ1/2
第三角法
1-72-1
109
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 22 d 口金
ページ2/2
注(1) 基準面は,3か所の支持突起又は,連続面によって規定される。後者の場合,平面の平坦度は,0.05mm以
下とする。
(2) コンタクト先端間を検査すること。コンタクトの平行度は1°30′以下とする。
(3) 真円度は,0.2mm以下とする。
(4) Oリングの気密性は,22.22±0.10mmの円筒状の開口部をもつ試験用ジグに挿入し,ジグ内の圧力と大気圧
との差を70kPa以上にして試験したとき,これに耐えること。
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-72-1
110
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 22 d/5 口金
ページ1/2
第三角法
1-73-1
111
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 22 d/5 口金
ページ2/2
注(1) リング前方の口金部は,P,Q,R3の範囲内にあること。
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-73-1
112
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 22 d/6 口金
ページ1/2
第三角法
1-74-1
113
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 22 d/6 口金
ページ2/2
注(1) リング前方の口金部は,本寸法の範囲内にあること。
備考1. P22d/6口金は,P22d/5口金の切込みR,T寸法を変えたものである。
2. 完成ランプ口金の寸法は,測定器で検査すること。
1-74-1
114
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 22 t-30-3 口金
ページ1/1
第三角法
備考1. この図はP22t-30-3-1口金だけを図示している。キー位置によって,下図に示すP22t-30-3-2がある。
2. 完成ランプ口金の寸法は,測定器で検査すること。
1-75-1
115
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 24 s/22 口金
ページ1/1
第三角法
備考1. 完成ランプ口金の寸法は,測定器で検査すること。
2. トップはんだの高さは,0.8mm以下とする。
1-76-1
116
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 28 s/24 口金
ページ1/1
第三角法
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-77-1のゲージ又は測定器で検査すること。
1-77-1
117
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 30 s-10.3 口金
ページ1/1
第三角法
備考1. A寸法は,JIS C 7709-3のシートNo.3-78-1のゲージ又は測定器で検査すること。
2. C寸法は,JIS C 7709-3のシートNo.3-78-2のゲージ又は測定器で検査すること。
3. B寸法は,JIS C 7709-3のシートNo.3-78-3のゲージ又は測定器で検査すること。
1-78-1
118
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 30 d-10.3 口金
ページ1/1
第三角法
備考1. A寸法は,JIS C 7709-3のシートNo.3-78-1のゲージ又は測定器で検査すること。
2. C寸法は,JIS C 7709-3のシートNo.3-78-2のゲージ又は測定器で検査すること。
3. B寸法は,JIS C 7709-3のシートNo.3-78-3のゲージ又は測定器で検査すること。
1-79-1
119
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
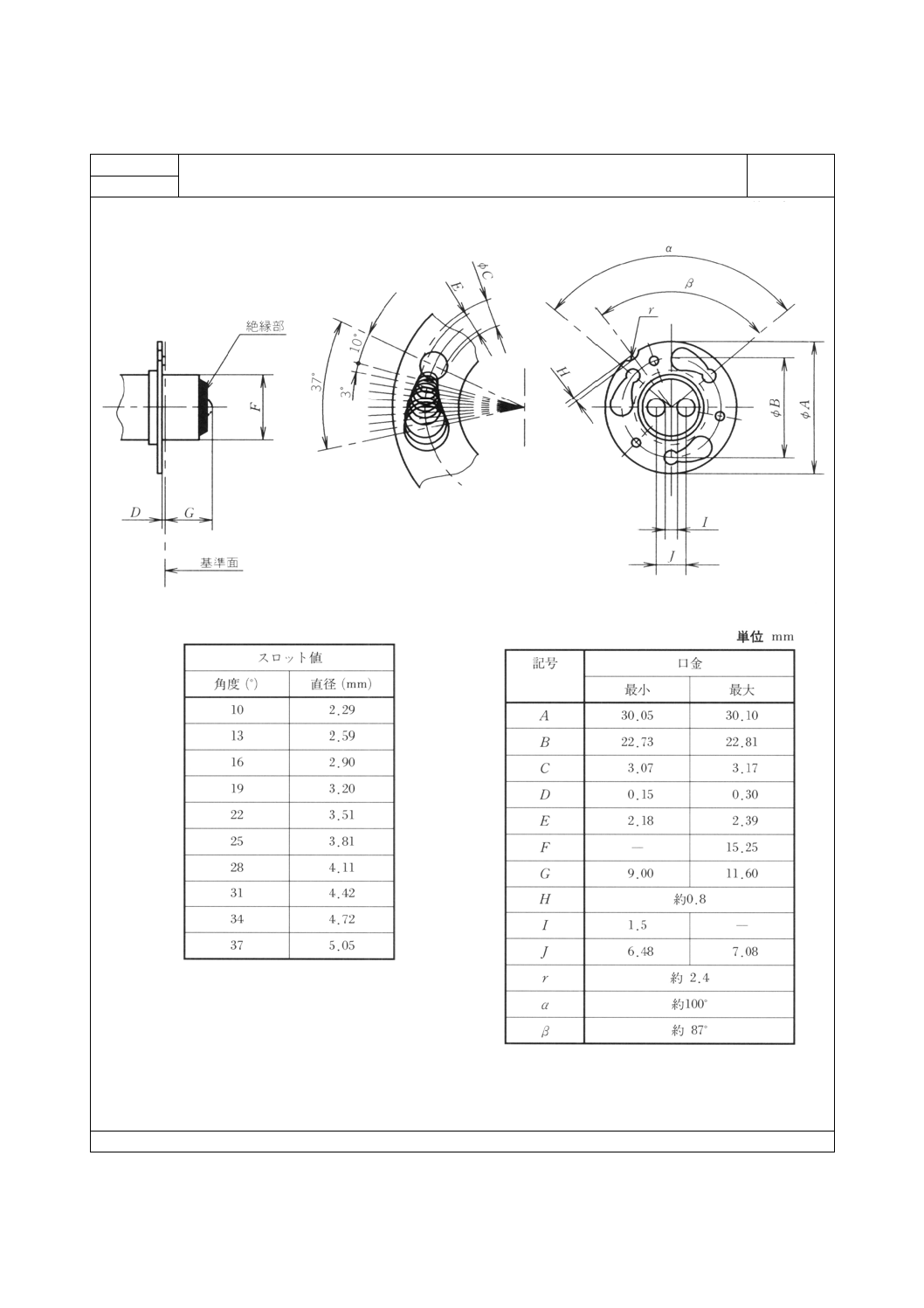
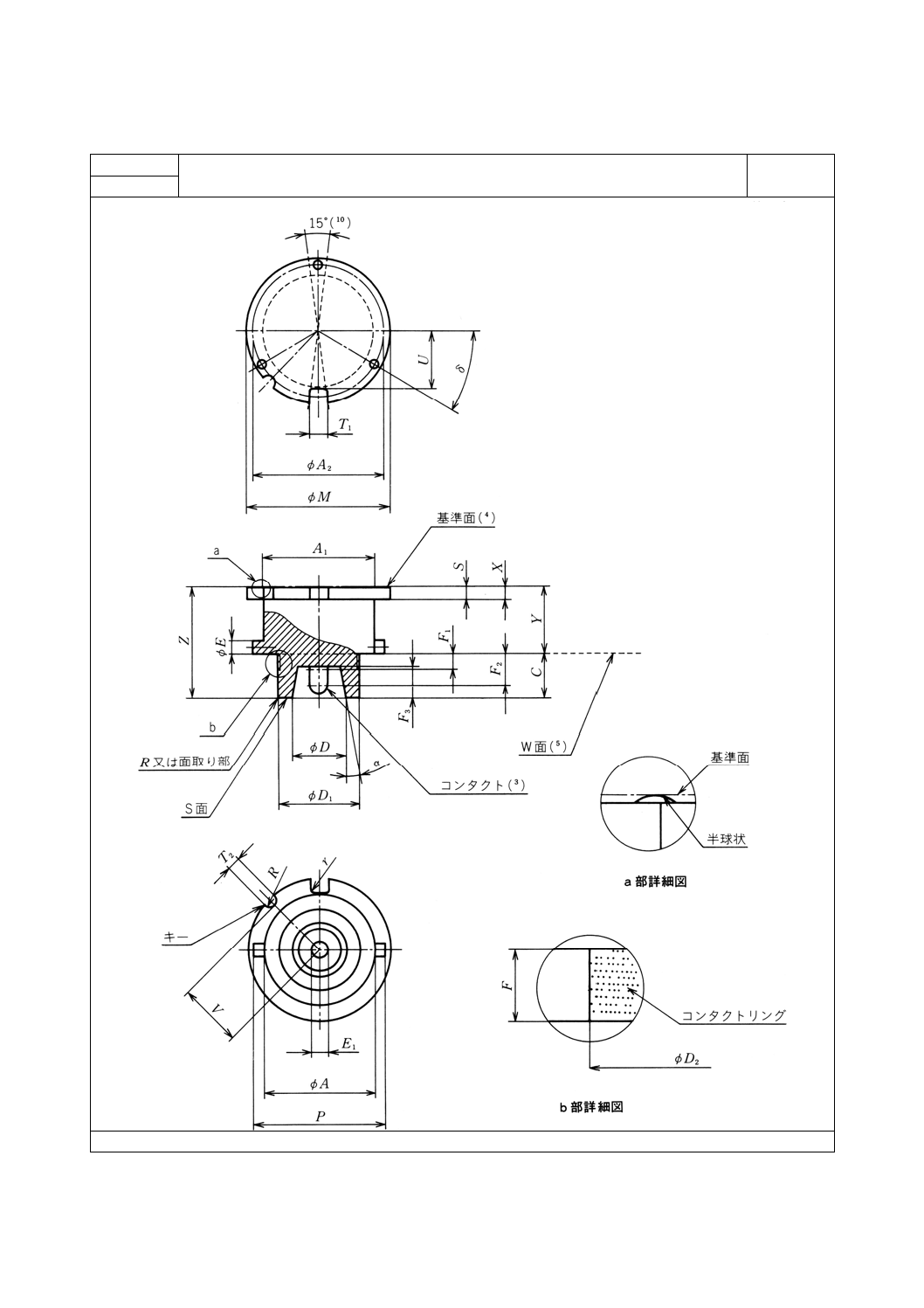
P 32 d 口金
ページ1/3
第三角法
1-80-1
120
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 32 d 口金
ページ2/3
キー位置による名称
注(1) コンタクトは,F1及びF2寸法が描く範囲では,E1寸法に従うこと。
(2) コンタクトの端部は,面取りするか丸めること。
(3) 完成ランプのコンタクトの端部は,S面から突き出てないこと。
1-80-1
121
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
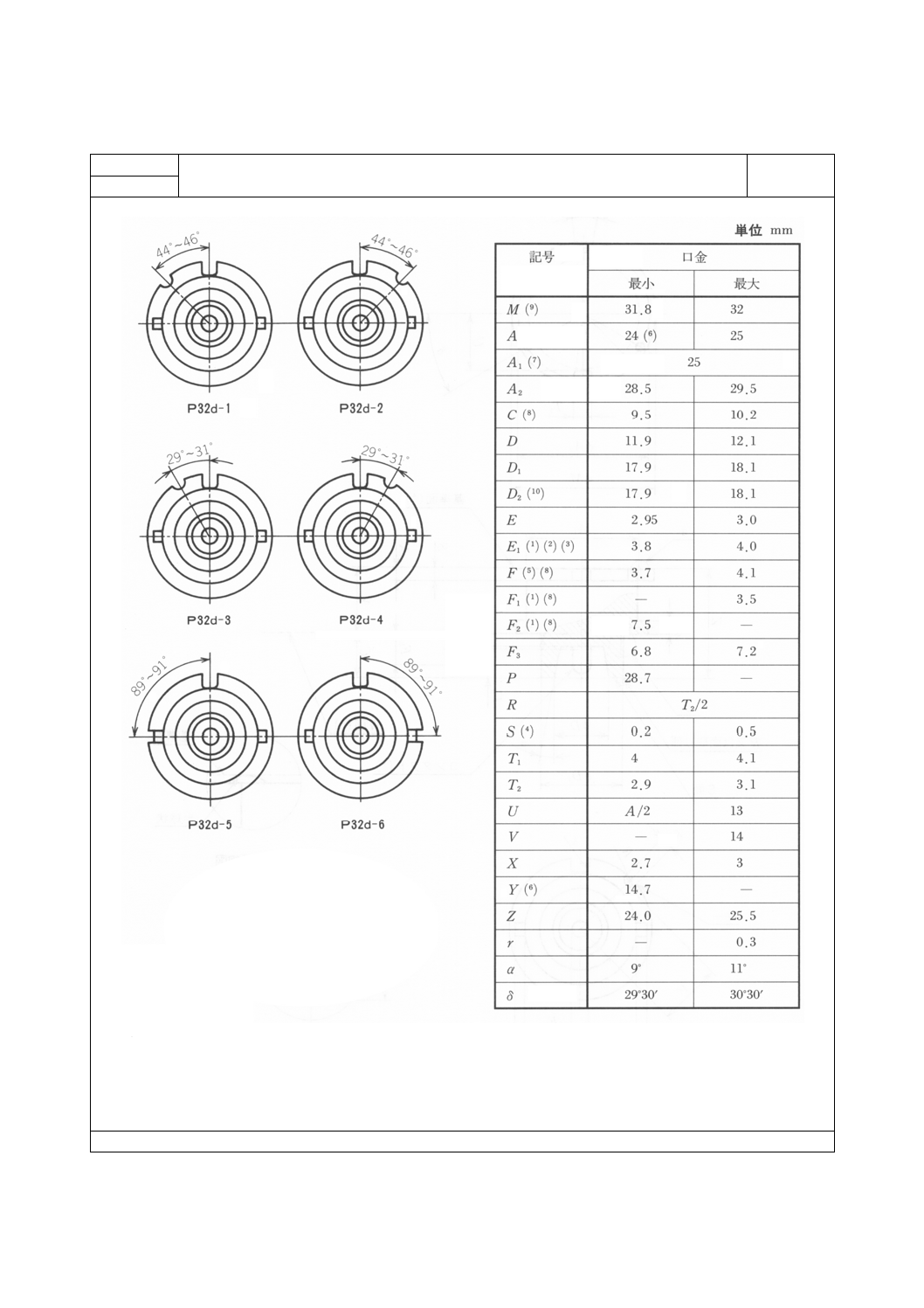
1997
P 32 d 口金
ページ3/3
(4) 基準面は,三つの突起の頂点によって決まる。基準面は,受金のためのものである。
(5) W面は,基準面に平行,かつ2本のバイヨネットピンの下面と接する面である。
(6) φAの最小及びYはPK32d口金には適用しない。
(7) A1寸法は,電球や受金並びに灯具などの部品があってもよい空間の境界である。
(8) C,F,F1及びF2寸法は,W面から測定のこと。
(9) φMは,φMの最大からはみ出すような凹凸を設けてはならない。そのような凹凸は,φMの最小より小さく
てもよいが,キーの領域や支持領域(JIS C 7709-2のシートNo.2-80参照)にないこと。
(10) 接触リングのくぼみは,φD2の最大を超えないという制限付きで,この領域内だけで許される。
備考1. この図は,P32d-1口金だけを図示している。
キー位置によって,他にもP32d-2,P32d-3,P32d-4,P32d-5,P32d-6の種類がある。
2. 完成ランプ口金の寸法は,測定器で検査すること。
1-80-1
122
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 36 t-10 口金
ページ1/1
第三角法
備考1. 切欠きの有無は,任意とする。
2. 完成ランプ口金の寸法は,測定器で検査すること。
1-81-1
123
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
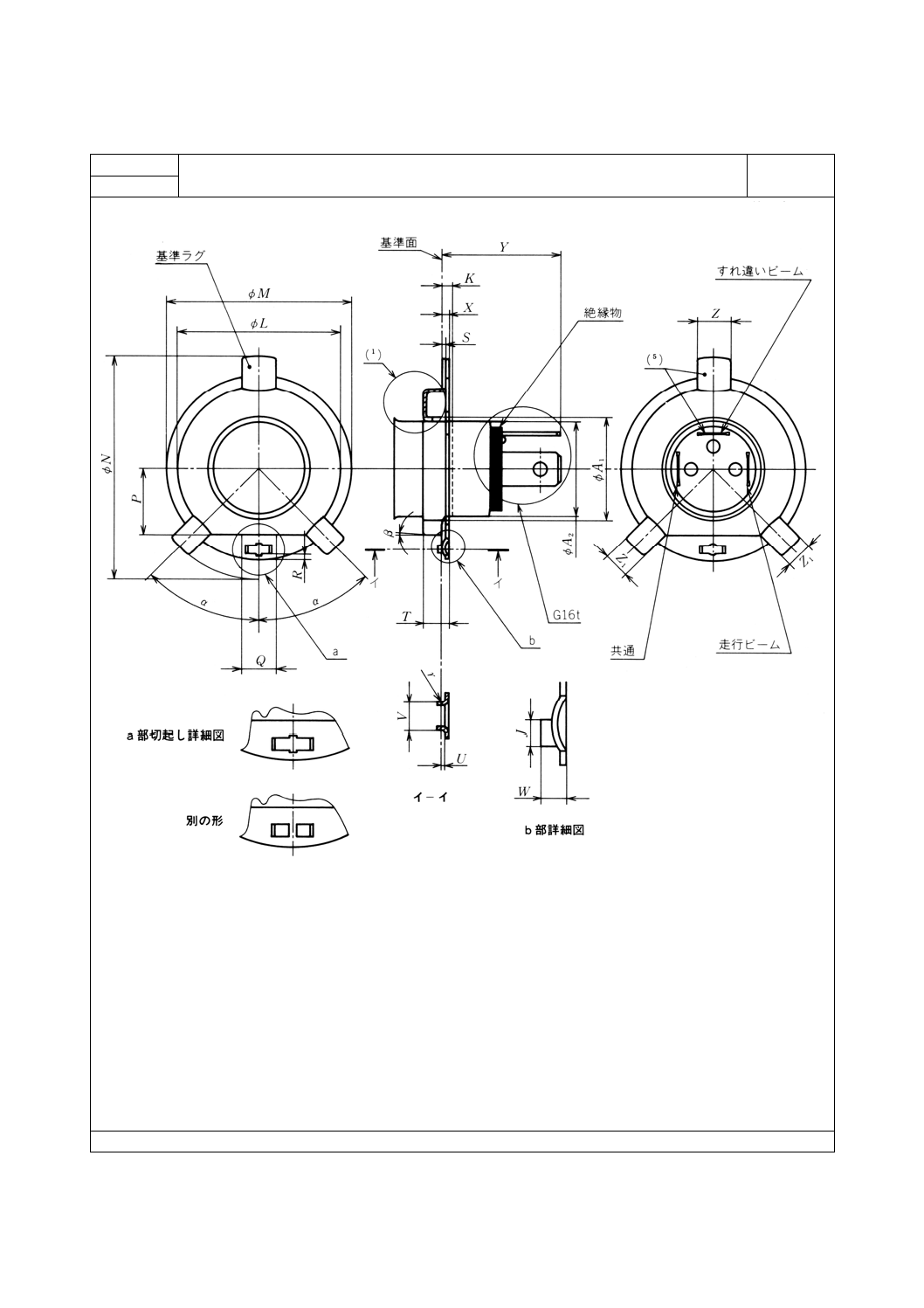
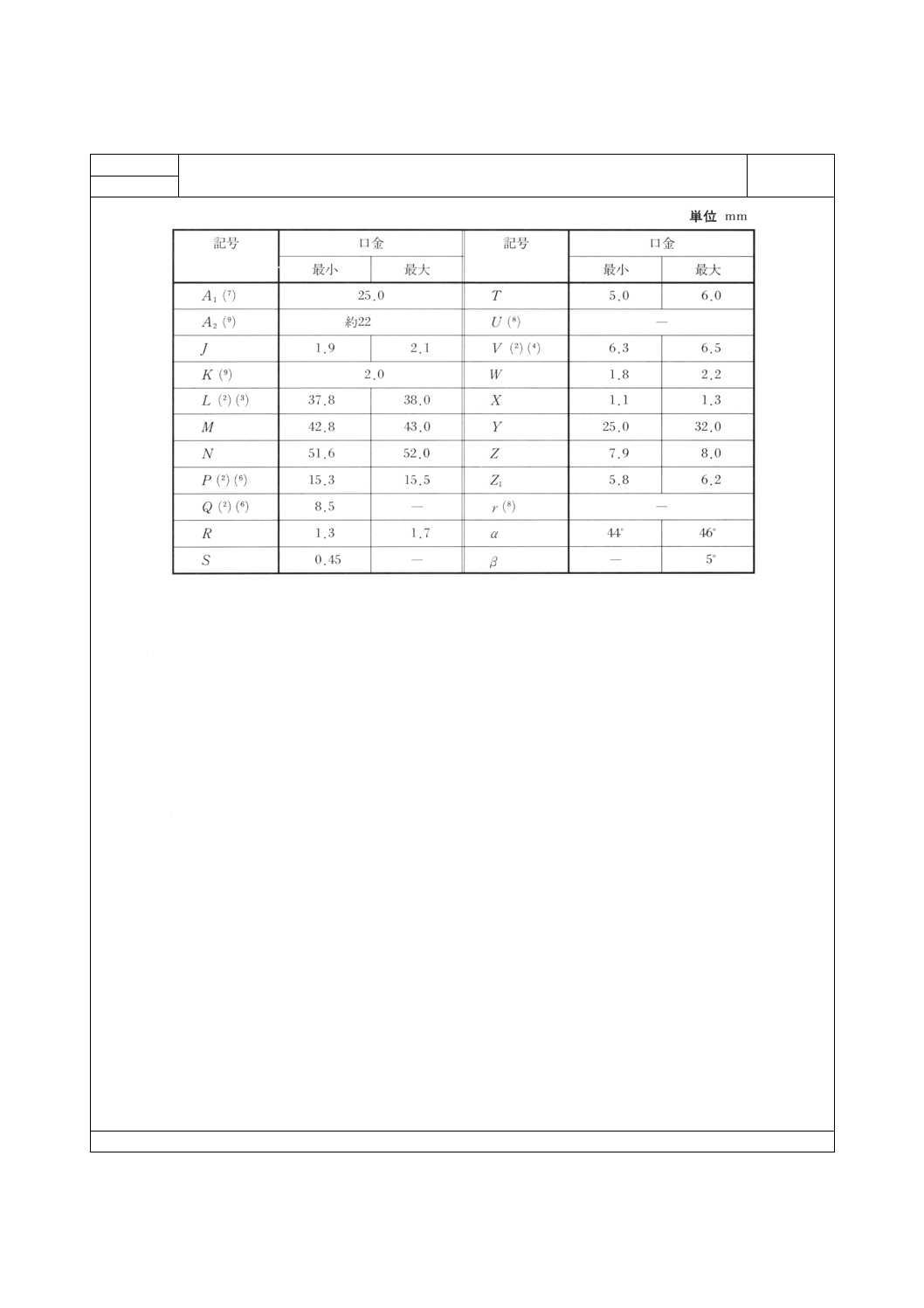
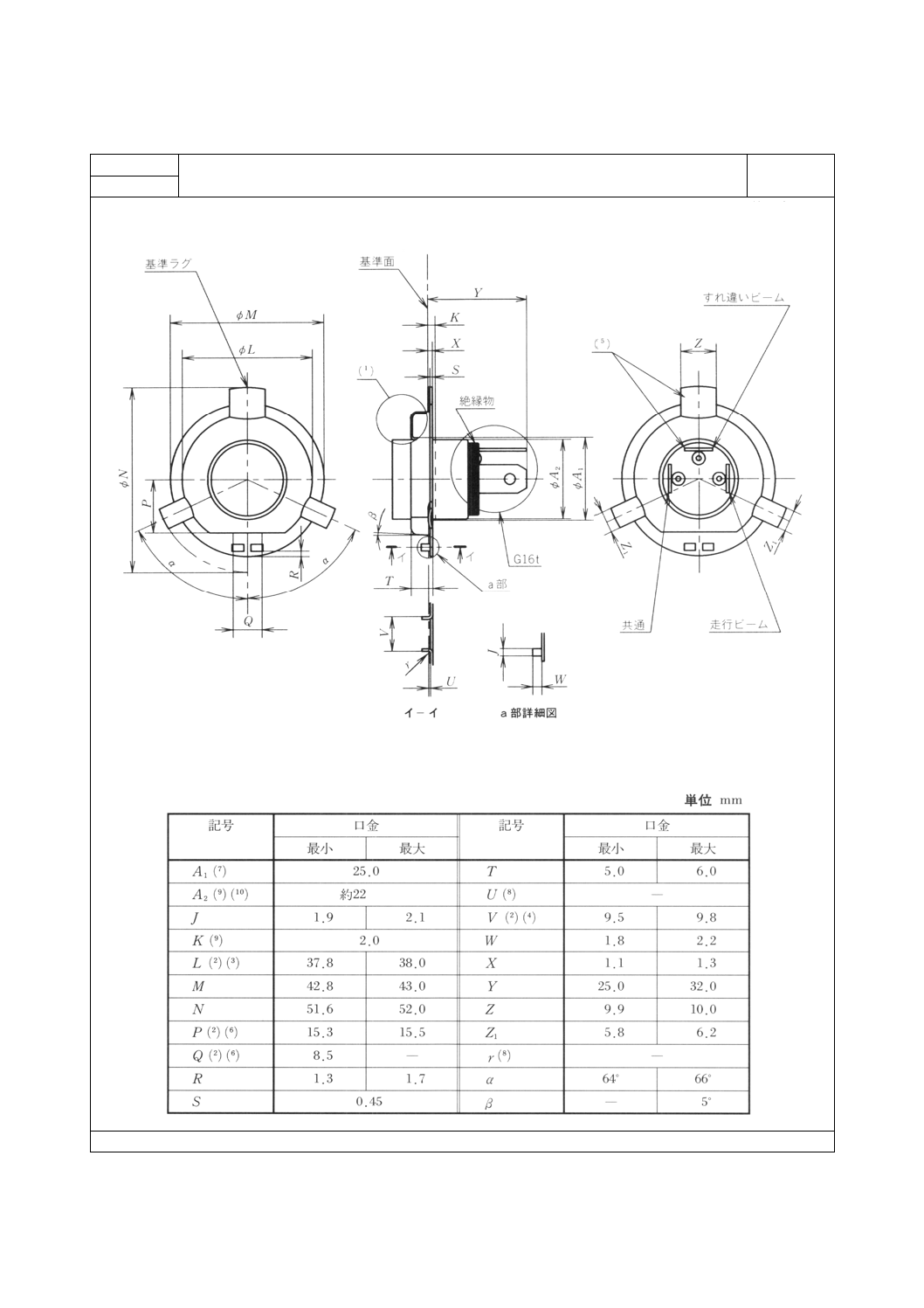
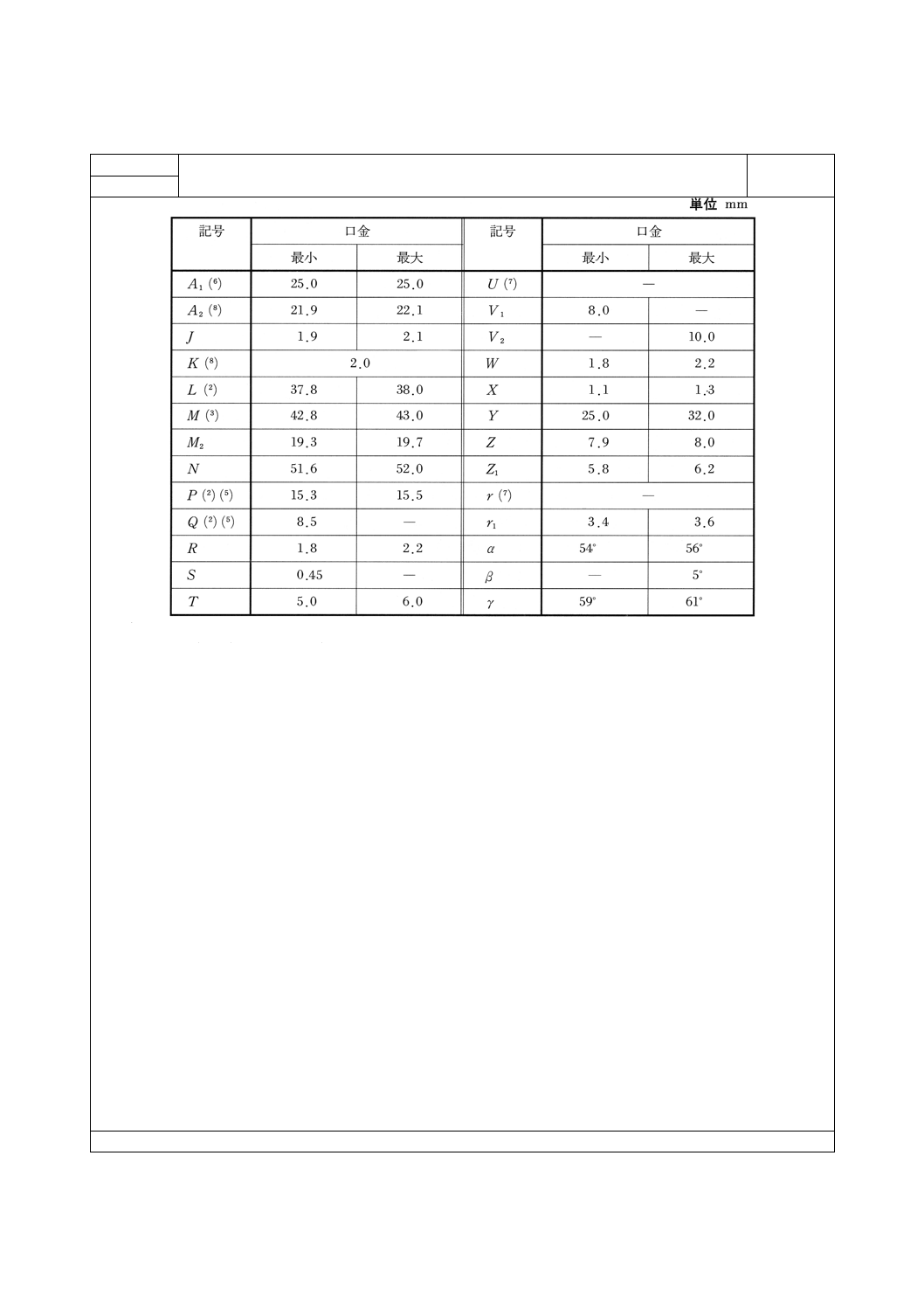
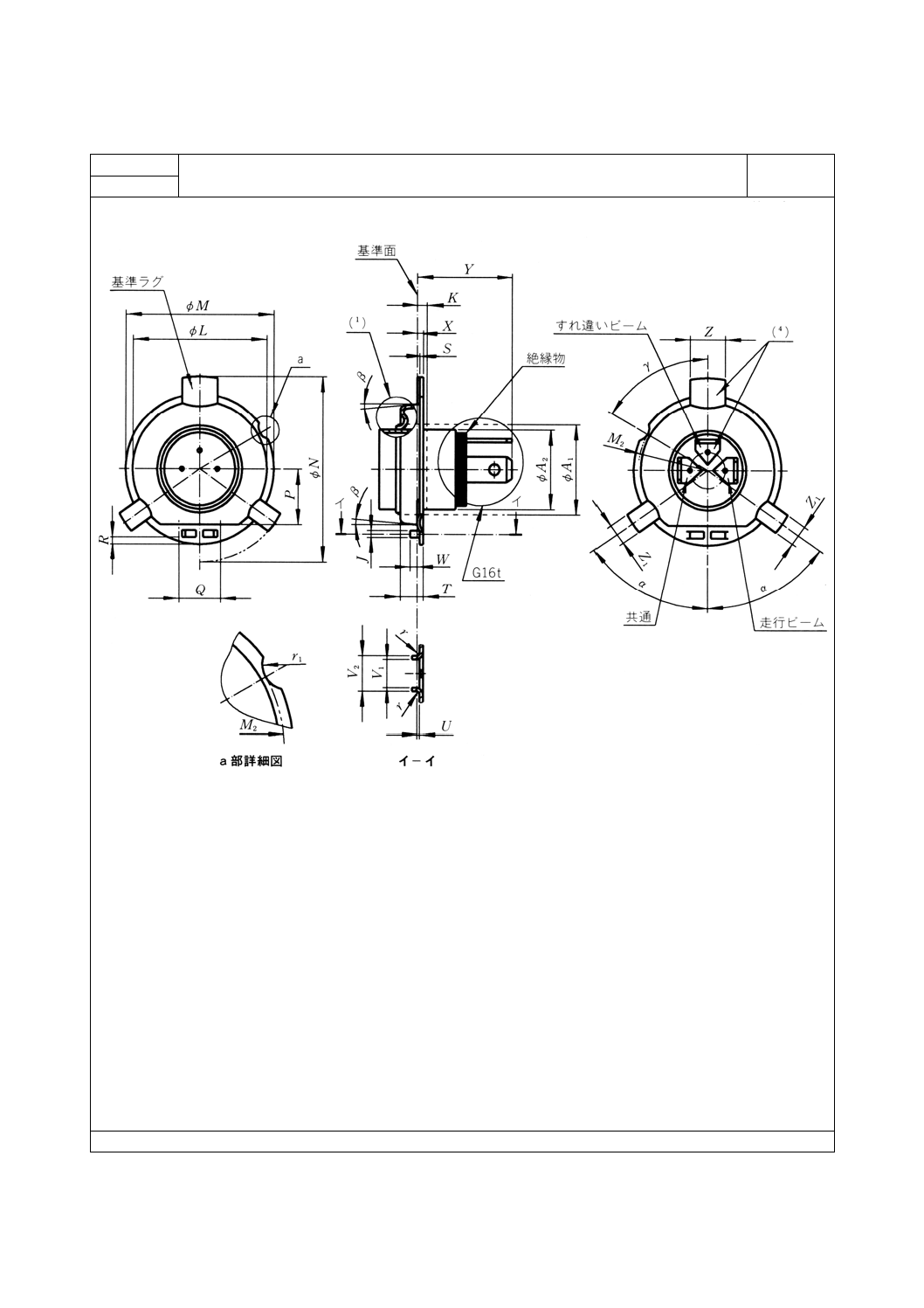
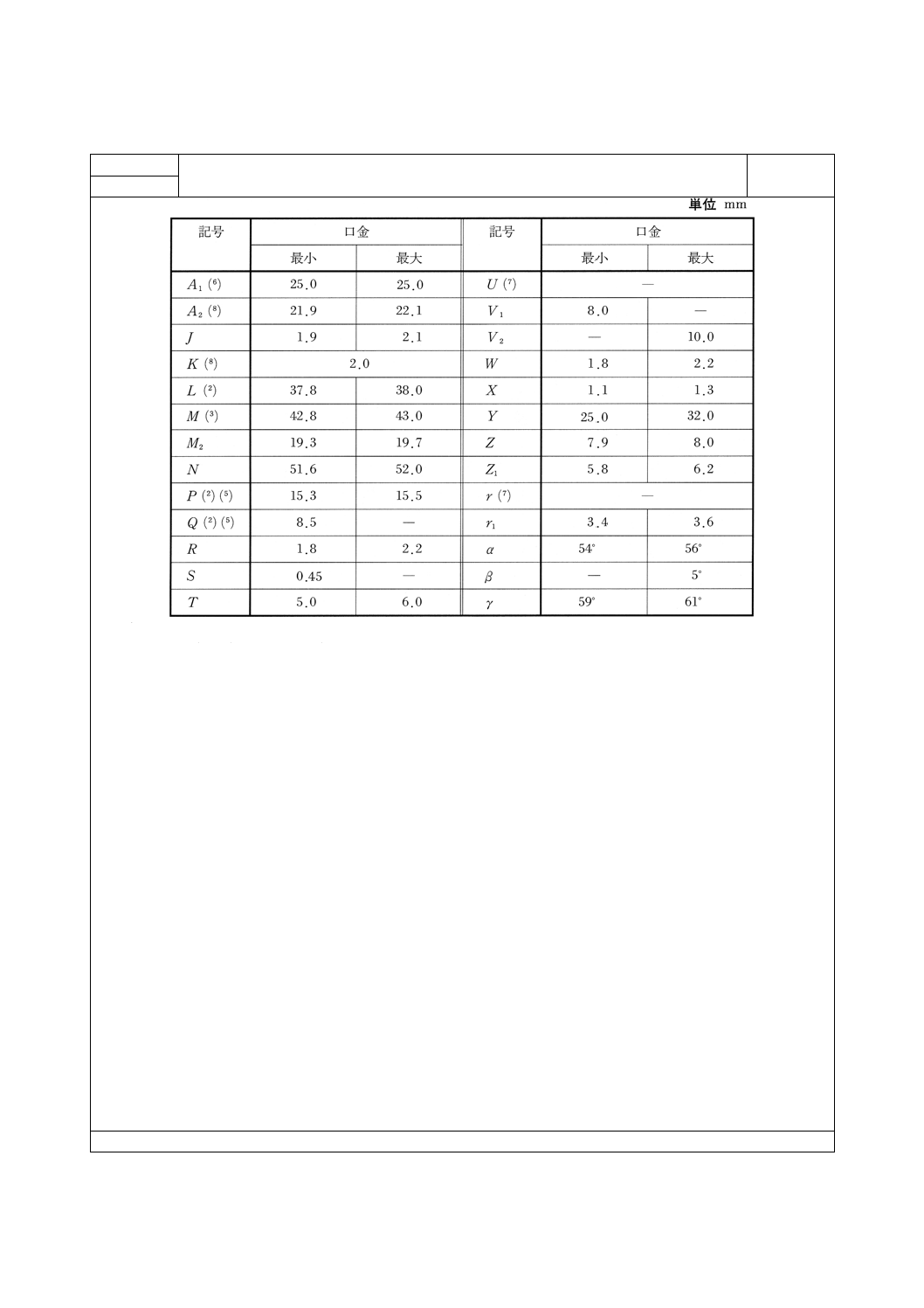
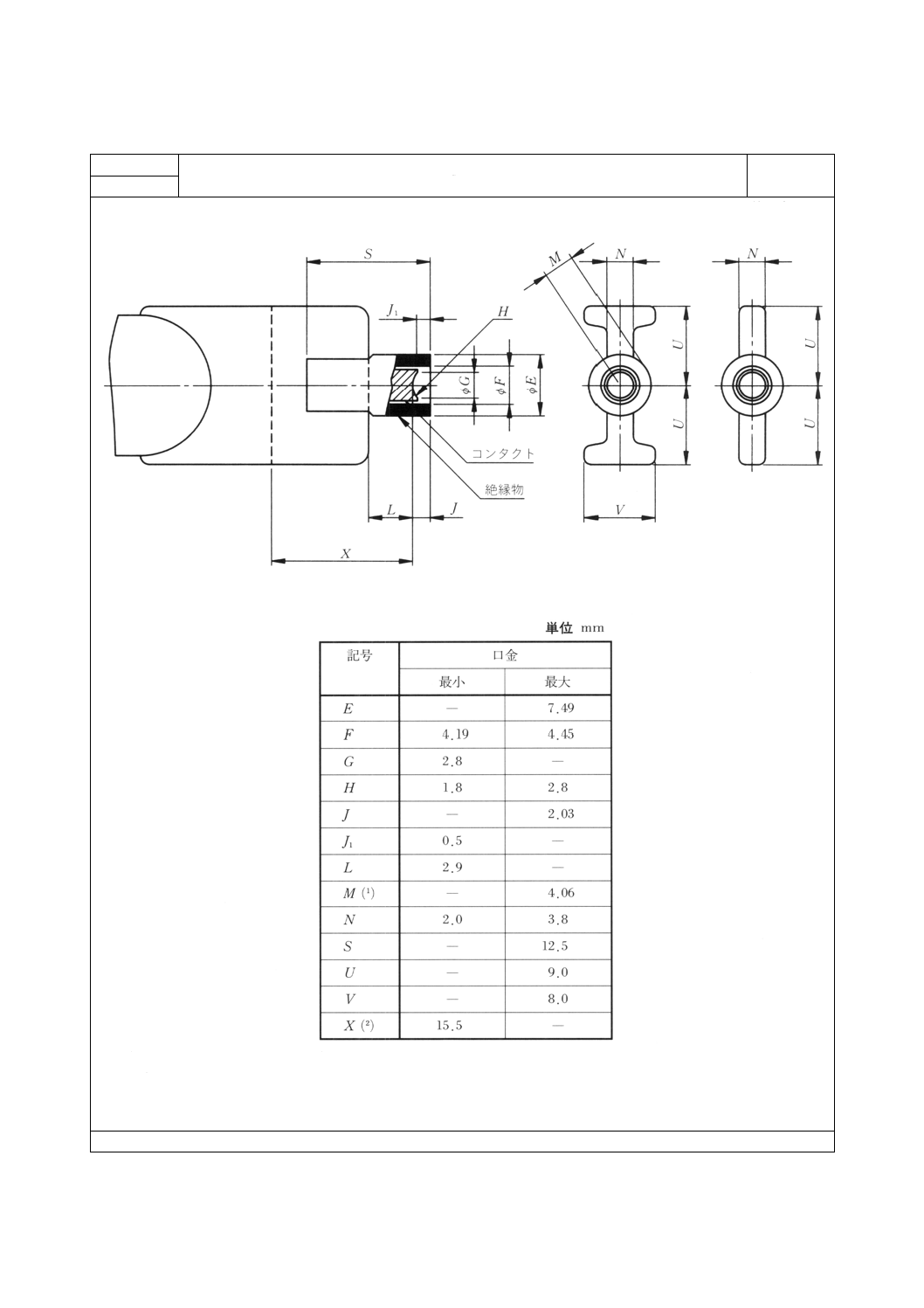
P 43 t-38 口金
ページ1/2
第三角法
1-82-1
124
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 43 t-38 口金
ページ2/2
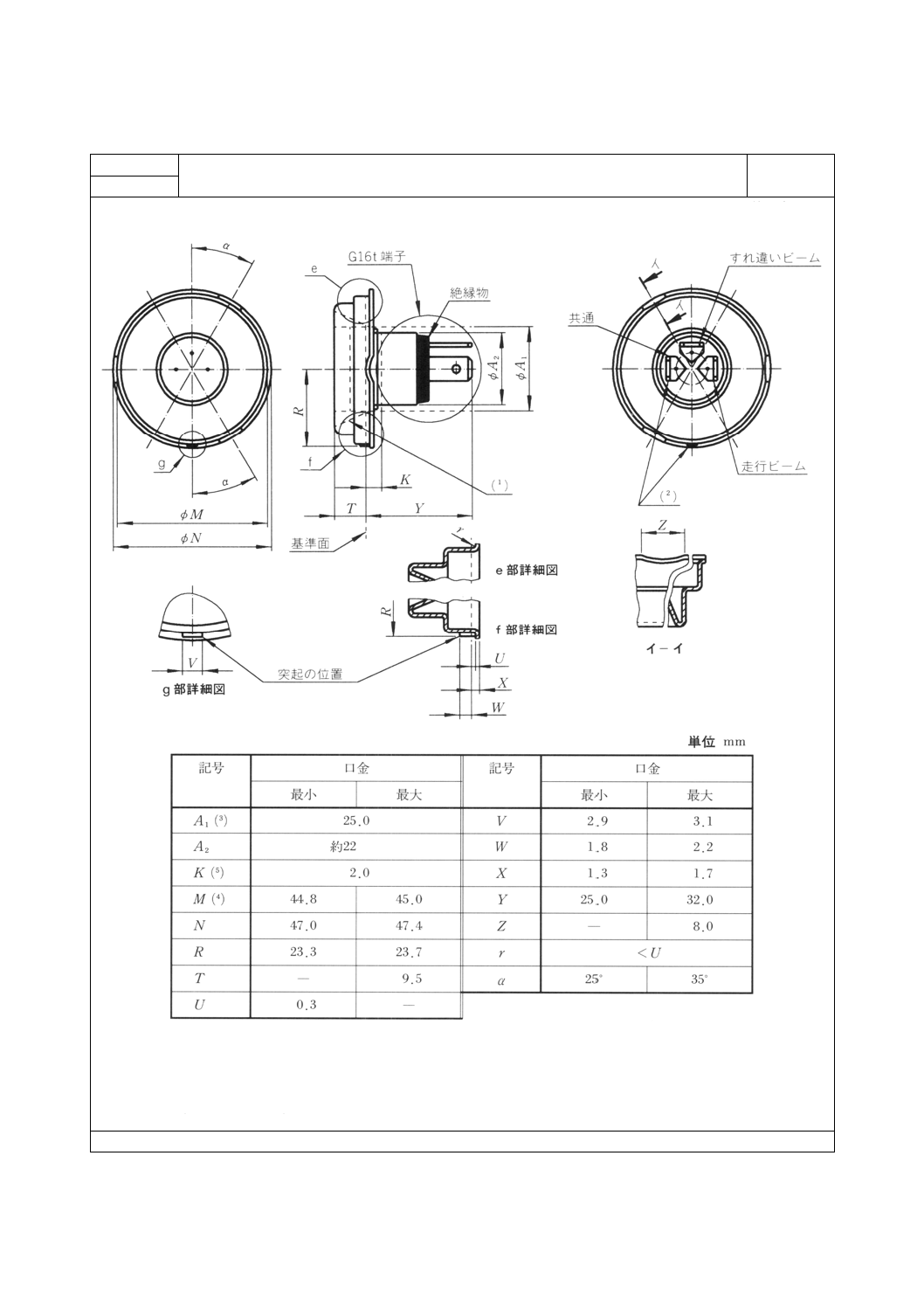
注(1) リングのこの丸状の部分の形については,任意であるが,灯具へ取り付けたときに,走行ビームによる異
常なグレアを,引き起こしてはならない。
(2) この寸法は,基準面で検査すること。
(3) φMの円に対するφLの偏心は,0.05mm以下とする。
(4) 切起しの中心の最大許容偏位は,基準線に対し0.05mmである。切起しの両側は,外側に曲がらないこと。
(5) コンタクトと基準ラグの相対位置は,±20°以内とする。
(6) P寸法は,Q内で測定すること。PはQの外側では上限を超えないこと。
(7) 灯具の中でリングを固定する手段は,この円筒領域内に入らないこと。
(8) 半径rは,U寸法と同等以下とする。
(9) φA2寸法は,距離Kの外側で,かつG16tの端子側の位置で測定すること。
備考 完成ランプの口金の寸法は,JIS C 7709-3のシートNo.3-82-1,3-82-2及び3-82-3のゲージ又は測定器で検
査すること。
1-82-1
125
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
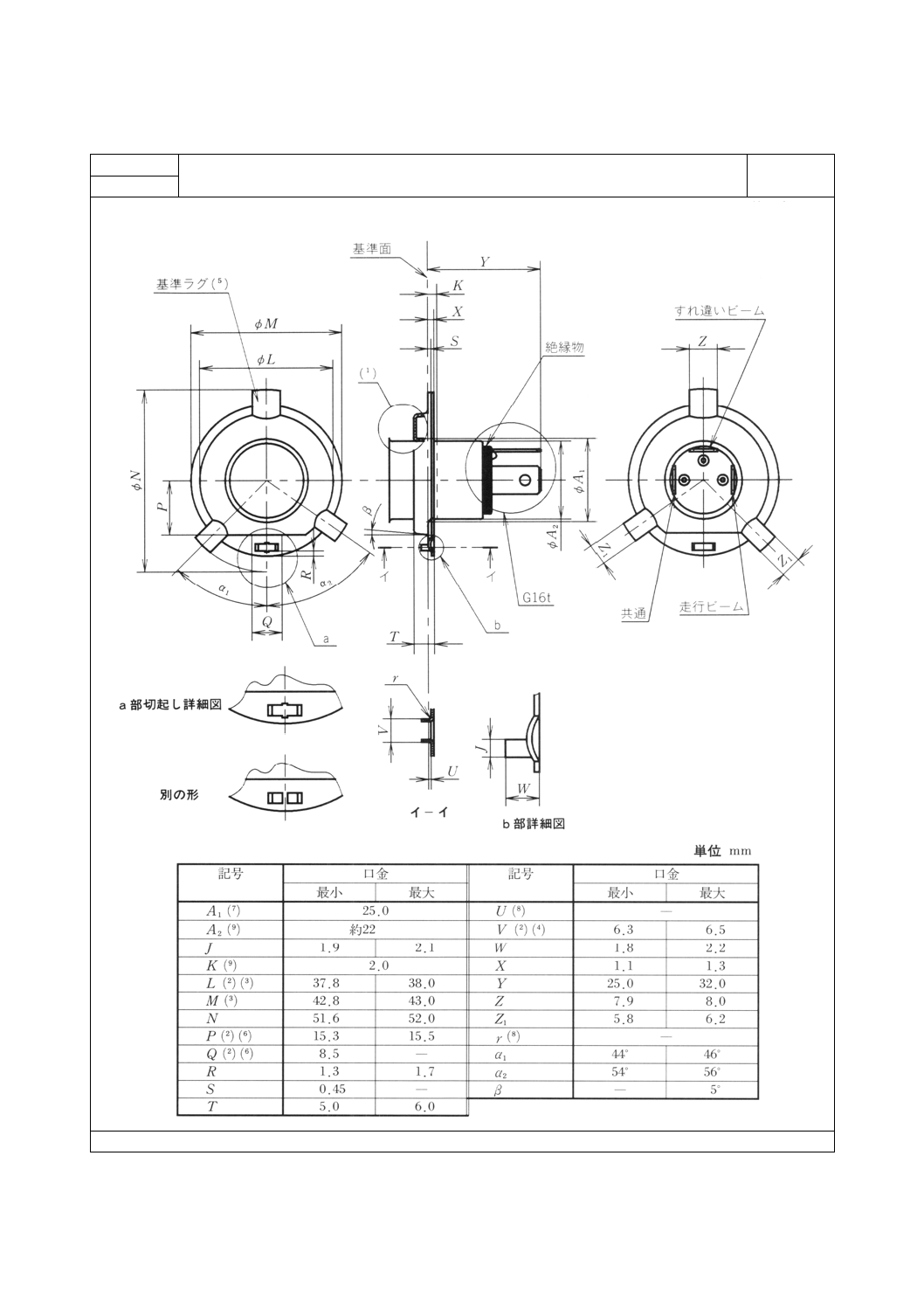
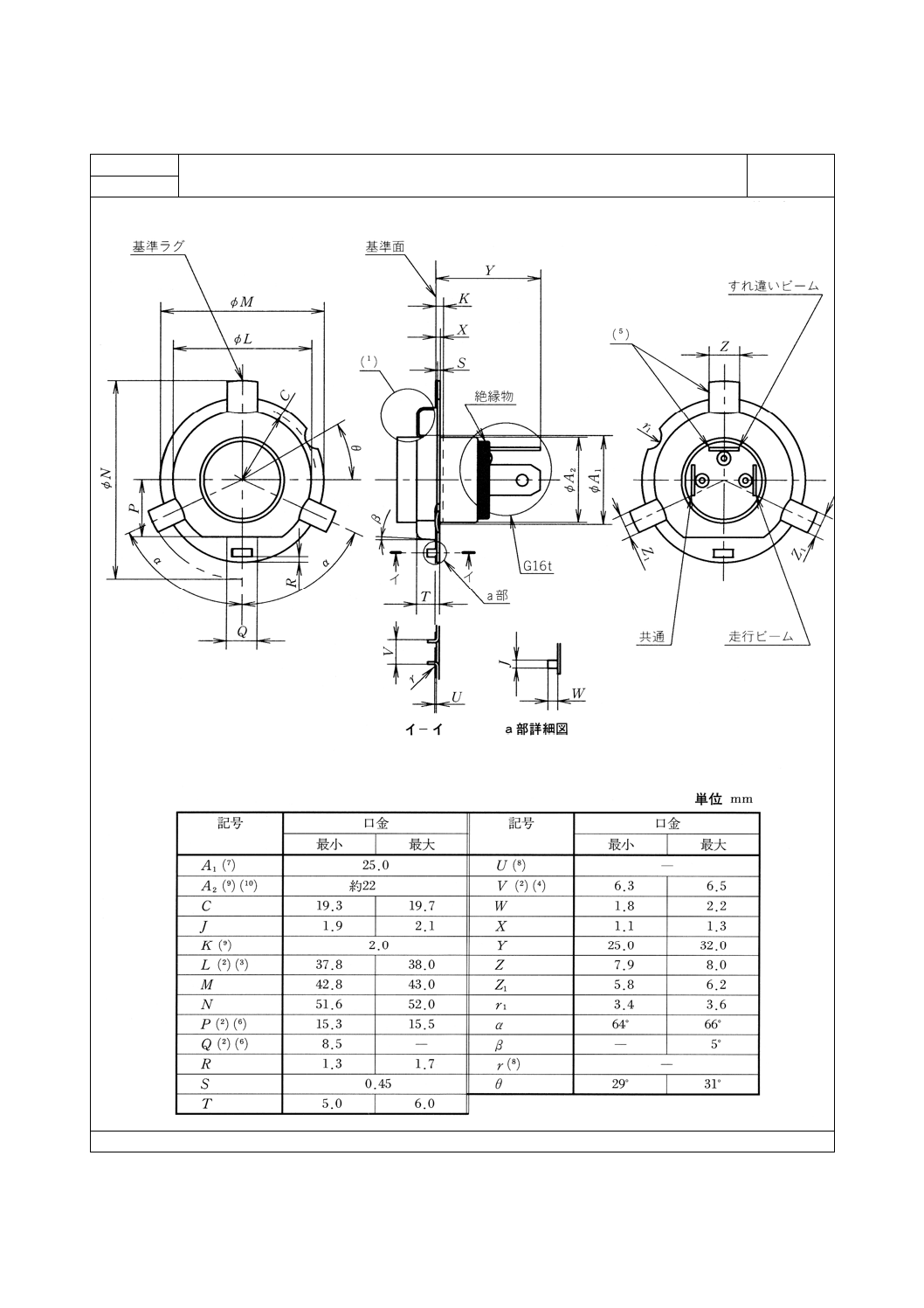
P 43 t-38/55×45 口金
ページ1/2
第三角法
1-83-1
126
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 43 t-38/55×45 口金
ページ2/2
注(1) リングのこの丸状の部分の形については任意であるが,灯具へ取り付けたときに,走行ビームによる異常
なグレアを,引き起こしてはならない。
(2) この寸法は,基準面で検査すること。
(3) φMの円に対するφLの偏心は,0.05mm以下とする。
(4) 切起しの中心の最大許容偏位は,基準線に対し0.05mmである。切起しの両側は,外側に曲がらないこと。
(5) コンタクトと基準ラグの相対位置は,±20°以内とする。
(6) P寸法は,Q内で検査すること。P寸法はQの外側では上限値を超えないこと。
(7) 灯具の中でリングを固定する手段は,この円筒領域内に入らないこと。
(8) 半径rは,U寸法と同等以下とする。
(9) φA2寸法は,距離Kの外側かつG16tの末端の方向で検査すること。
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-83-1
127
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 43 t-38/65×65 口金
ページ1/2
第三角法
1-84-1
128
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 43 t-38/65×65 口金
ページ2/2
注(1) リングのこの丸状の部分の形については任意であるが,灯具へ取り付けたときに,走行ビームによる異常
なグレアを引き起こさないこと。
(2) この寸法は基準面で検査する。
(3) 直径Mの円に対するLの偏心は,0.05mm以下とする。
(4) 切起しの中心の最大許容偏位は,基準線に対し0.05mmである。切起しの両側は,外側に曲がらないこと。
(5) コンタクトと基準ラグの相対位置は,±20°以内とする。
(6) P寸法は,Q内で測定すること。PはQの外側では上限を超えないこと。
(7) 灯具の中でリングを固定する手段は,この円筒領域内に入らないこと。
(8) 半径rは,U寸法と同等以下とする。
(9) A2寸法は,距離Kの外側かつG16tの末端の寸法で検査する。
1-84-1
129
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 43 t-38/65×65 A 口金
ページ1/2
第三角法
1-85-1
130
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 43 t-38/65×65 A 口金
ページ2/2
注(1) リングのこの丸状の部分の形については任意であるが,灯具へ取り付けたどきに,走行ビームによる異常
なグレアを引き起こさないこと。
(2) この寸法は基準面で検査する。
(3) 直径Mの円に対するLの偏心は,0.05mm以下とする。
(4) 切起しの中心の最大許容偏位は,基準線に対し0.05mmである。切起しの両側は,外側に曲がらないこと。
(5) コンタクトと基準ラグの相対位置は,±20°以内とする。
(6) P寸法は,Q内で測定すること。PはQの外側では上限を超えないこと。
(7) 灯具の中でリングを固定する手段は,この円筒領域内に入らないこと。
(8) 半径rは,U寸法と同等以下とする。
(9) A2寸法は,距離Kの外側かつG16tの末端の寸法で検査する。
1-85-1
131
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 45 t 口金
ページ1/2
第三角法
注(1) リングのこの丸状の部分の形については,任意であるが,灯具へ取り付けたときに,すれ違いビームによ
る異常なグレアを,引き起こしてはならない。
(2) コンタクトと基準ラグの相対位置は,±20°以内とする。
(3) リングは,この円筒領域からはみ出してはならない。そして,この寸法はリングの方に見える口金円筒部
の全長にわたって適用する。
1-86-1
132
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 45 t 口金
ページ2/2
(4) φMは,基準面から最低0.5mm上のところで要求される寸法である。
(5) φA2は,Kの外側かつG16tの末端の方向で測定する。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-86-1,3-86-2,3-86-3,3-86-4,3-86-5及び3-86-6の
ゲージ又は測定器で検査すること。
1-86-1
133
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
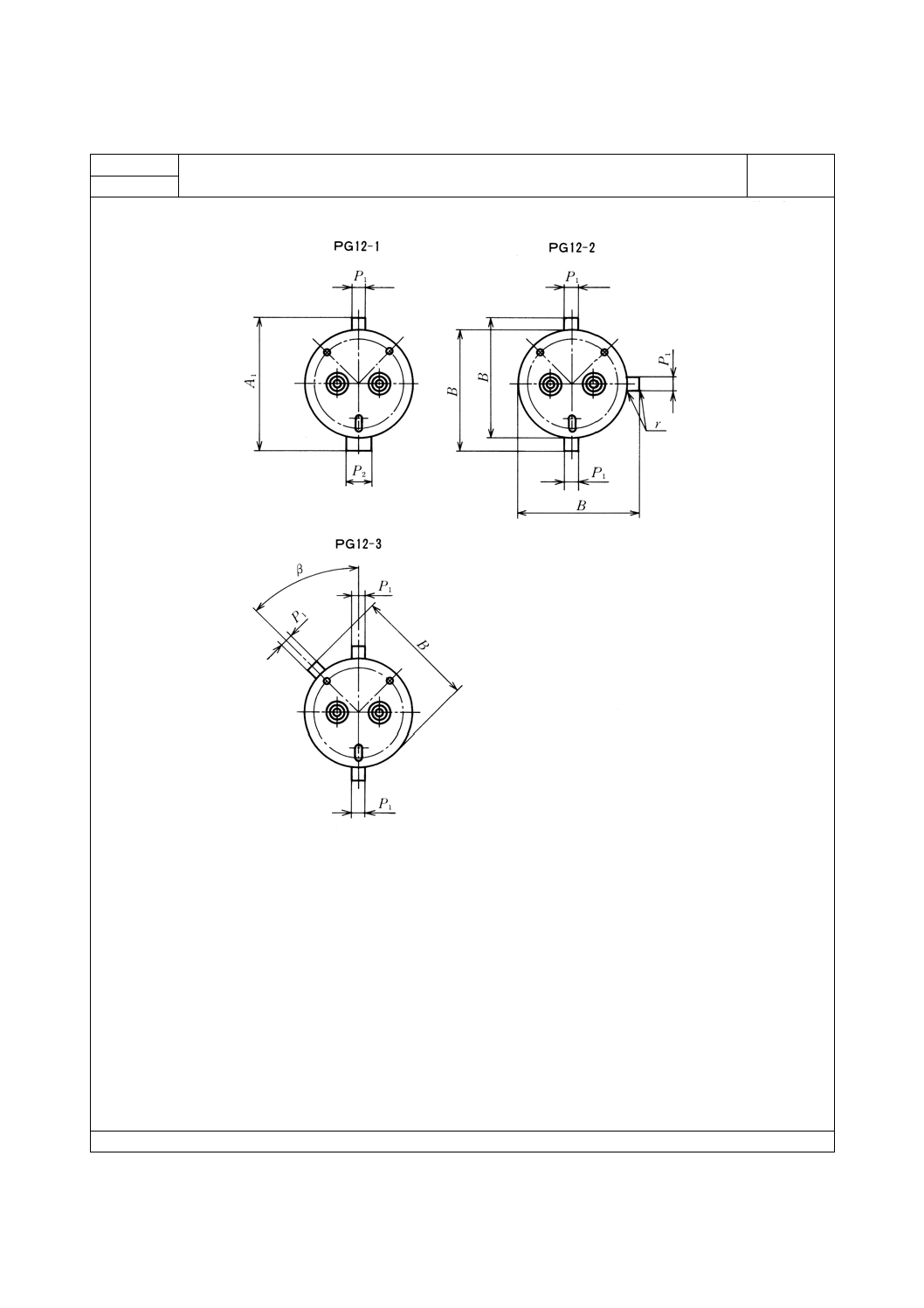
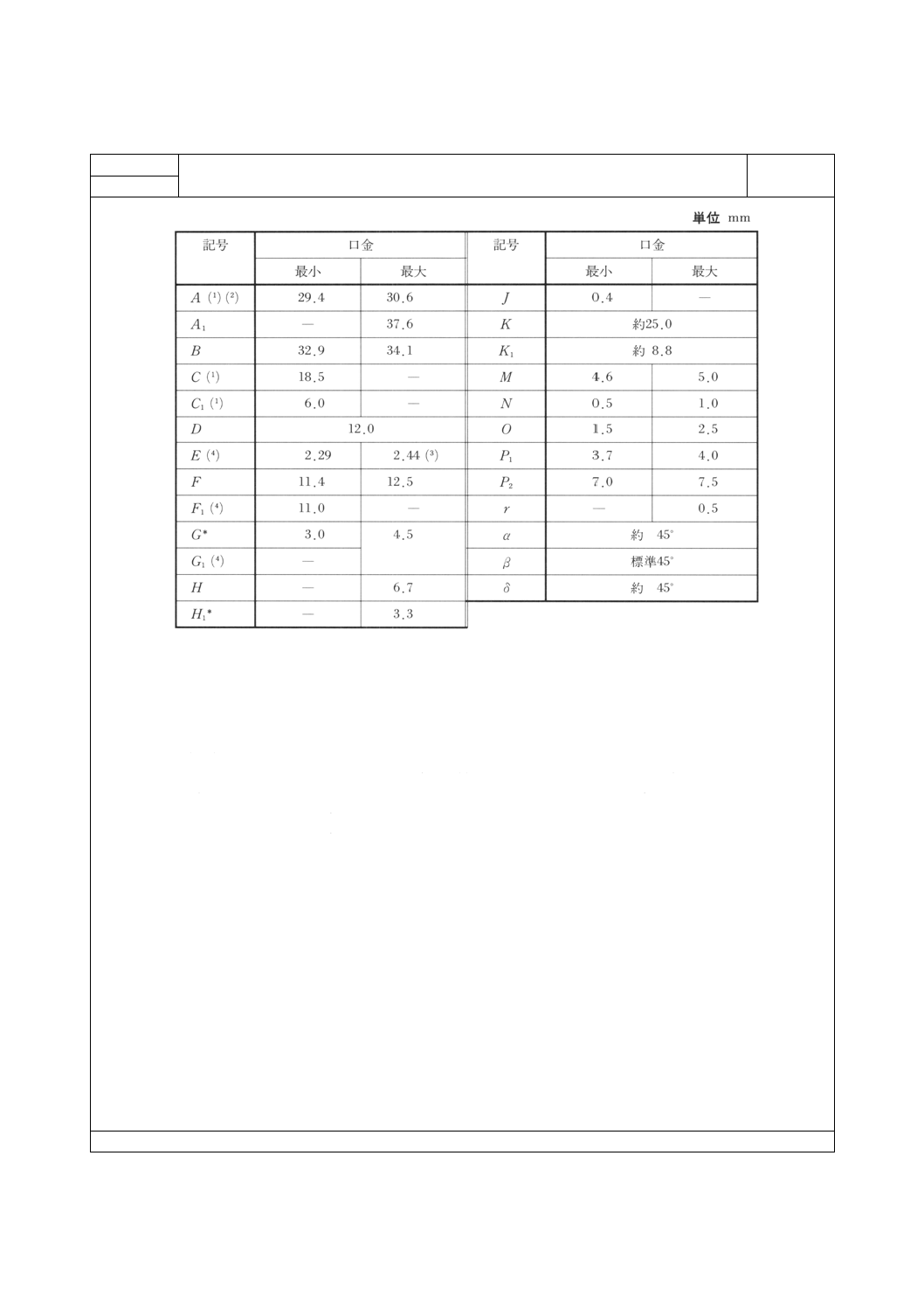
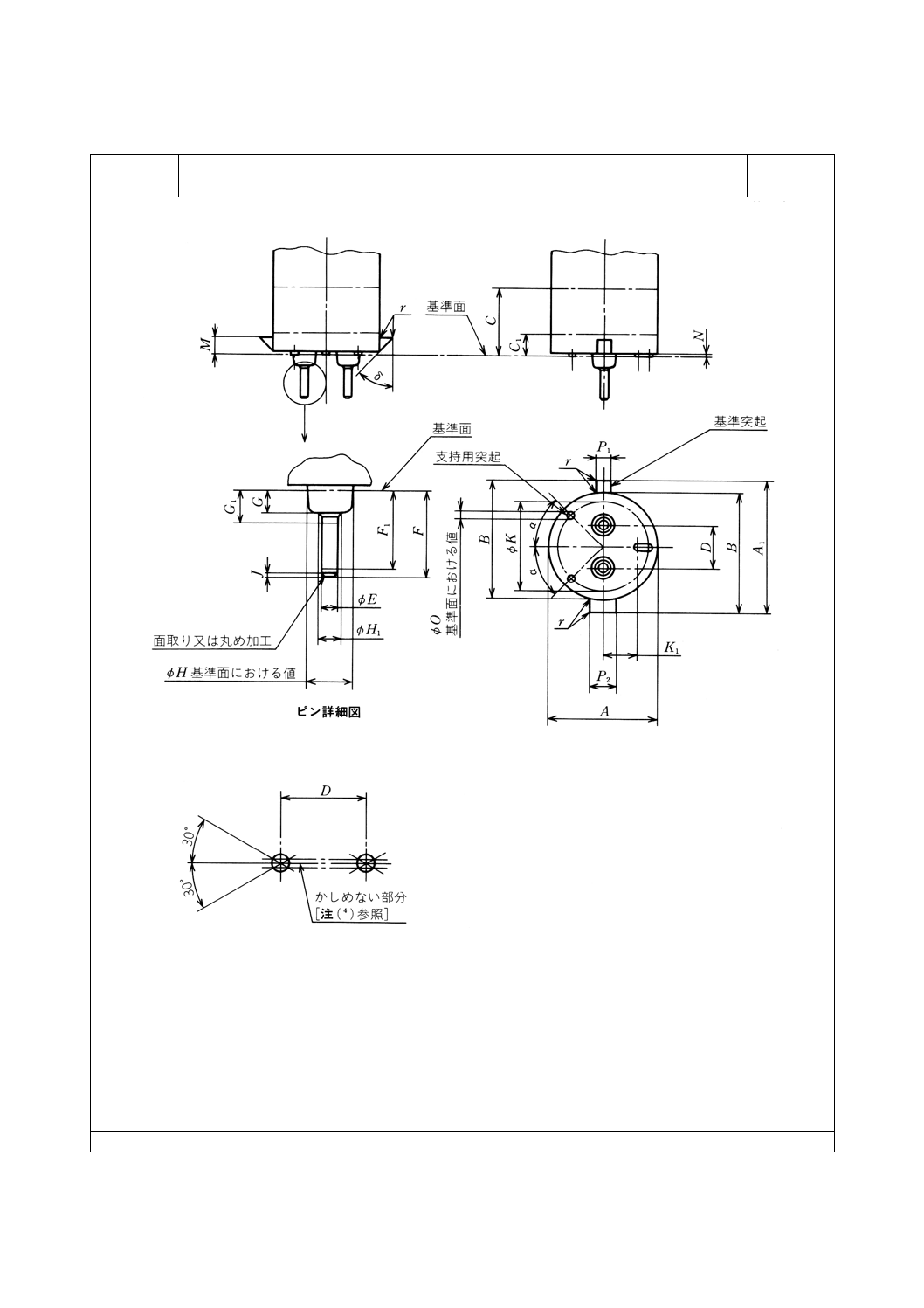
PG 12 口金
ページ1/3
第三角法
1-87-1
134
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PG 12 口金
ページ2/3
第三角法
1-87-1
135
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PG 12 口金
ページ3/3
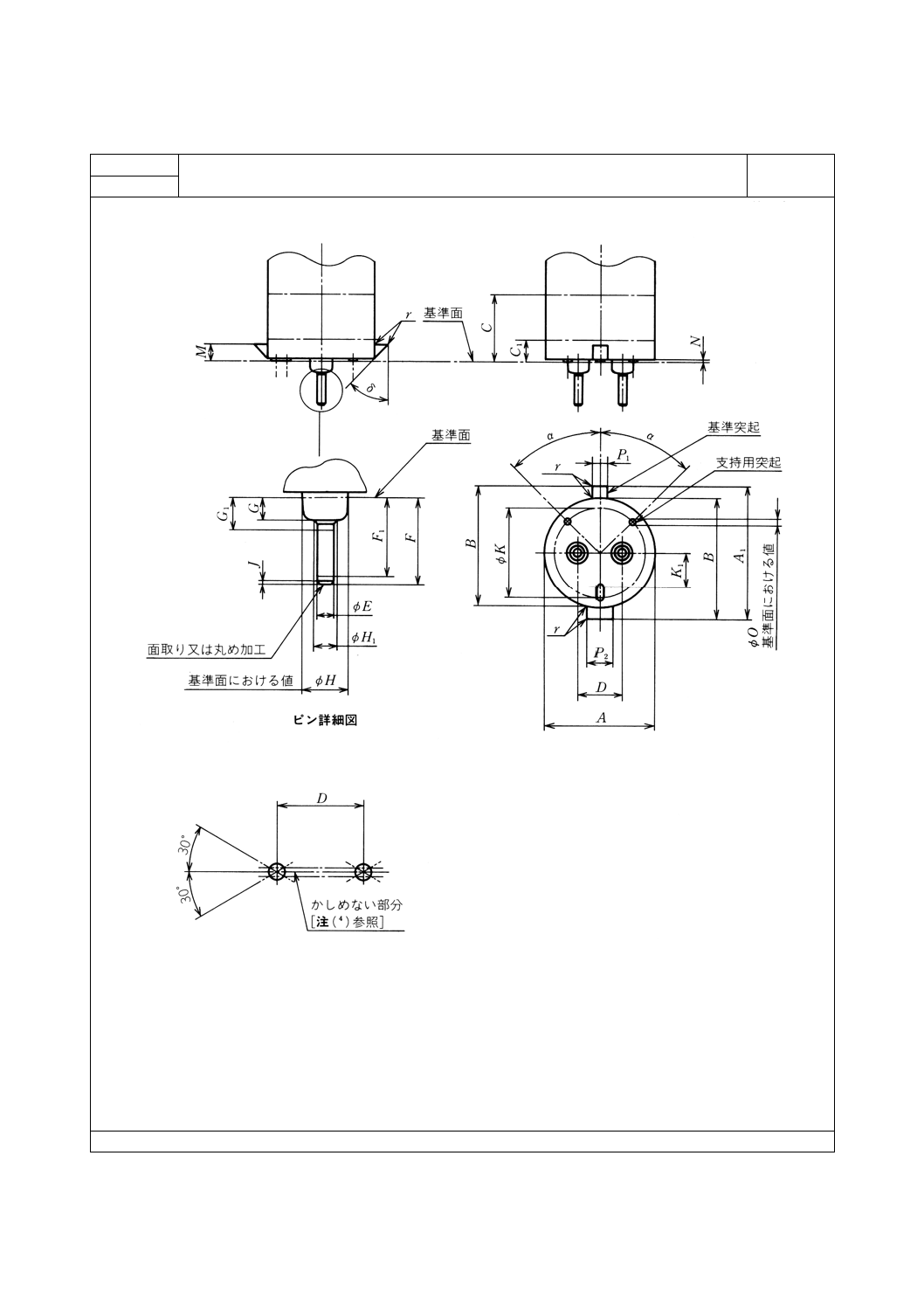
注*
これらの寸法は,完成したランプについて規定するものではなく,口金設計のためのものである。
(1) Aの最小値は,C1部の範囲に適用する。
(2) Aの最大値は,C部の範囲に適用する。
(3) 完成ランプのφEの最大値は,2.67mmとする。
(4) 二つのピンの中心線を通る平面を基準に30°の範囲内には,かしめの凹みを設けないこと(詳細はページ
1/3参照)。
ピン径は,上記のかしめない部分で測定し,最小値は,範囲G1以上F1以下に適用する。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-87-1のゲージ又は測定器によって検査すること。
2. PG12-2口金は,誤使用防止キーの寸法及び数以外は,PG12-1と等しい。
3. PG12-3口金は,誤使用防止キーの位置以外は,PG12-2と等しい。
1-87-1
136
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
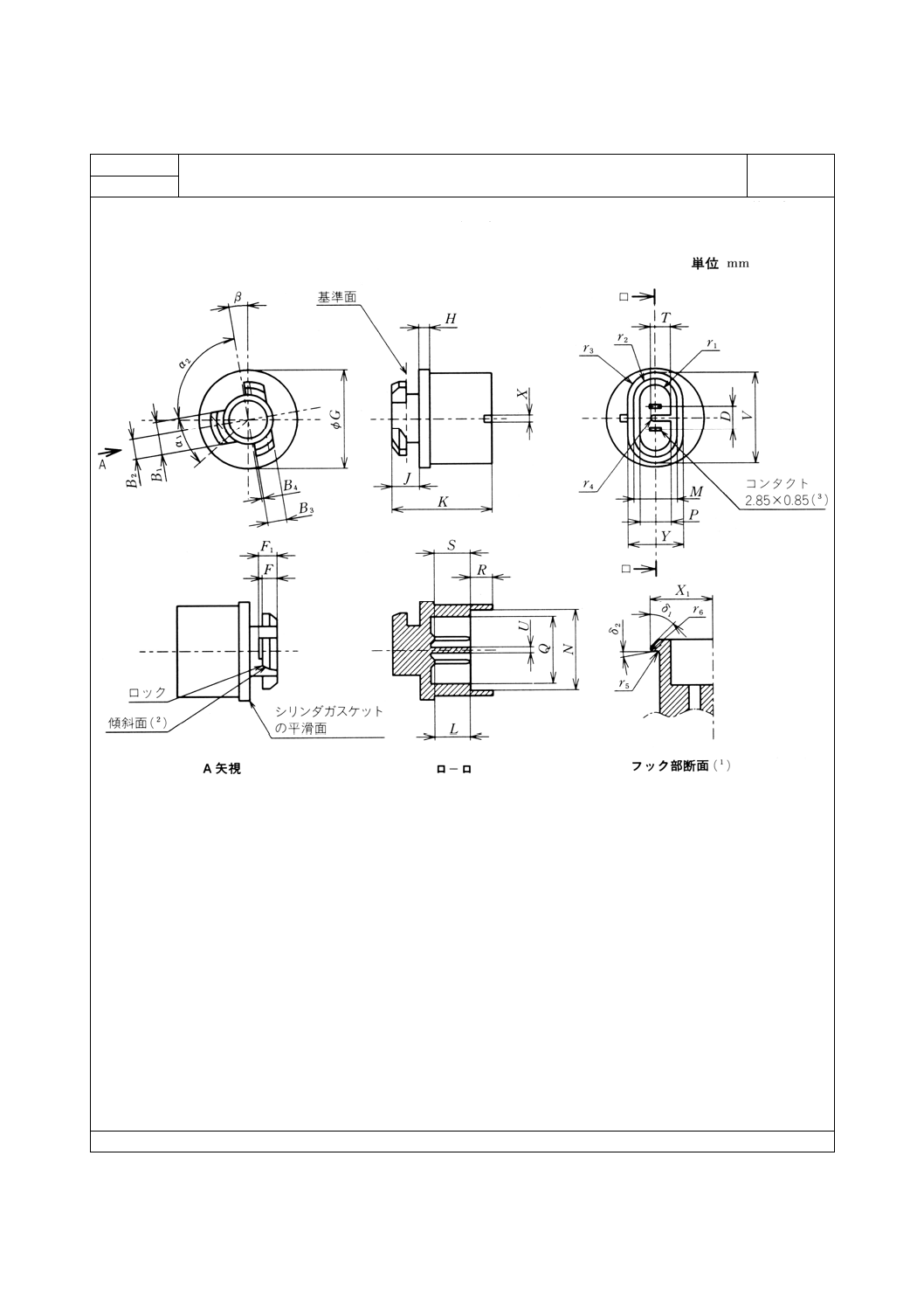
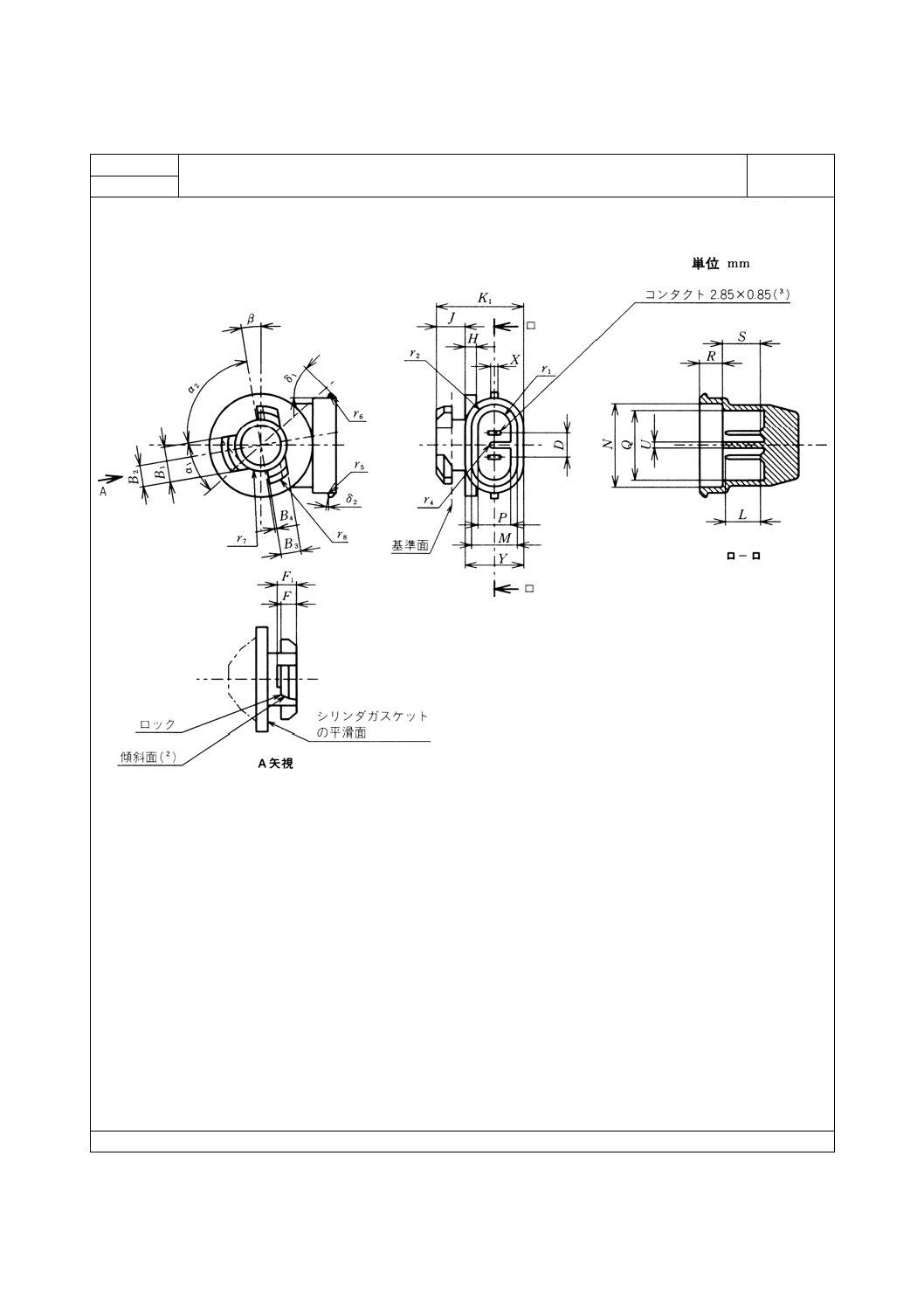
PG 13 口金
ページ1/3
第三角法
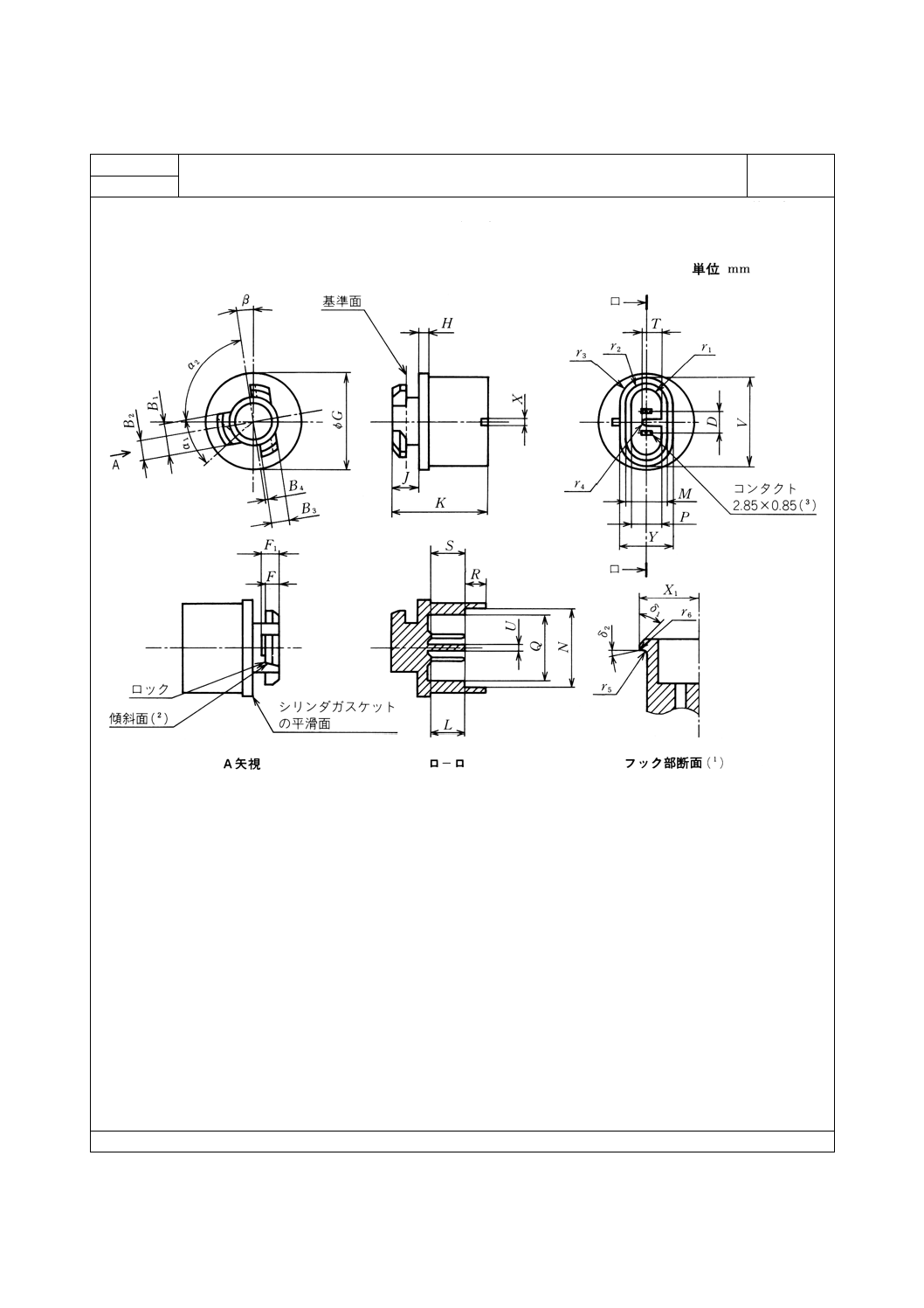
軸方向口金
1-88-1
137
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PG 13 口金
ページ2/3
第三角法
直角方向口金
1-88-1
138
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PG 13 口金
ページ3/3
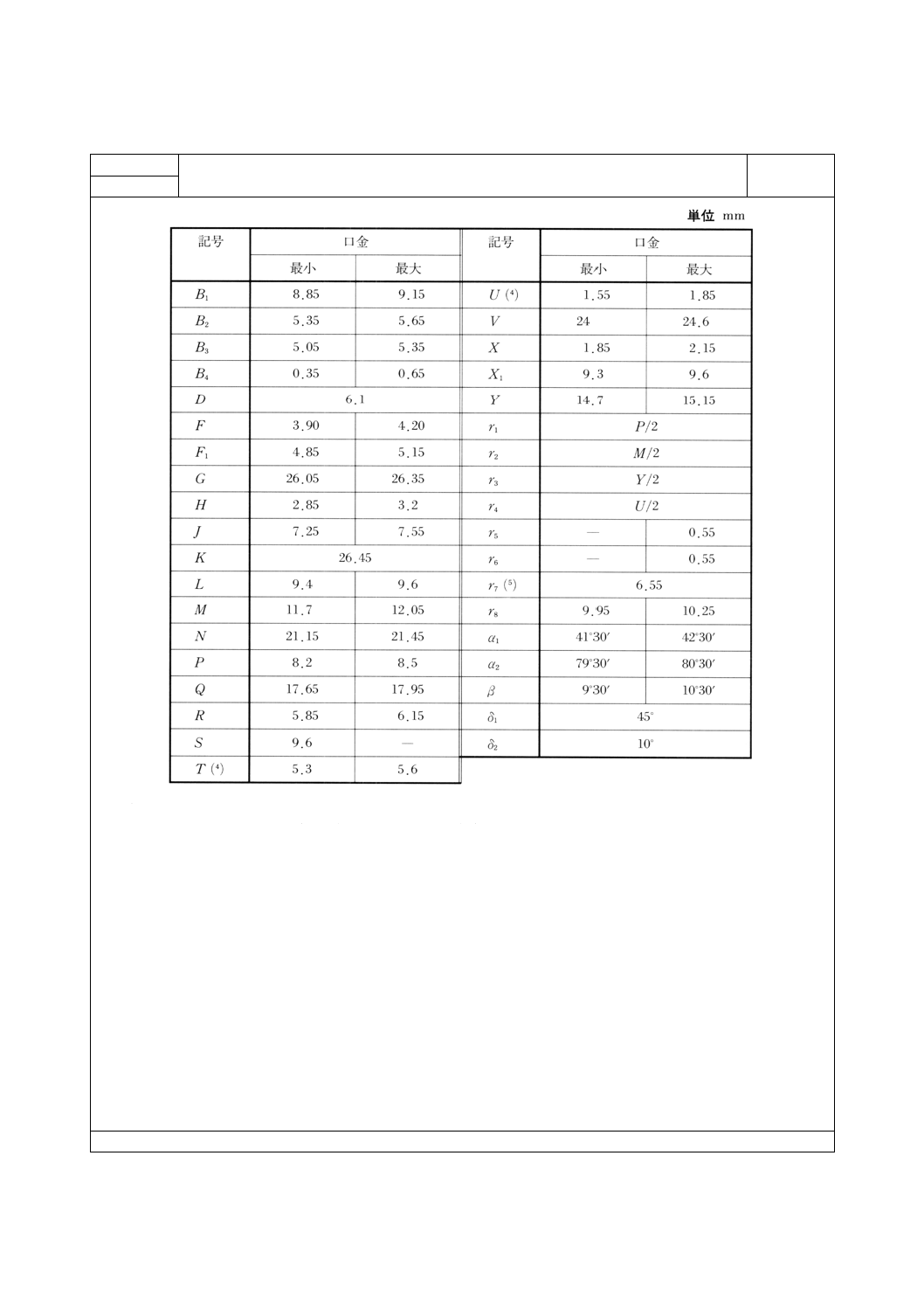
注(1) コネクタ保持用にフックが正規の位置についていること。
(2) ランプ受金に口金を挿入しやすくするために,傾斜面に引っ込み角があること。
(3) ラグの厚みは,最小0.8mmで,その端部に傾斜を付けることが必要である。
(4) T寸法は,基準高さを示し,その幅はUである。
(5) これらの口金を確認するには,寸法r7を基に2倍し,その値は約13mmである。
備考 コンタクトの空間,コンタクトのサイズ及び合わせの許容差が含まれているD寸法は,JIS C 7709-3のシ
ートNo.3-88-1のゲージ又は測定器で検査すること。
1-88-1
139
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PGJ 13 口金
ページ1/3
第三角法
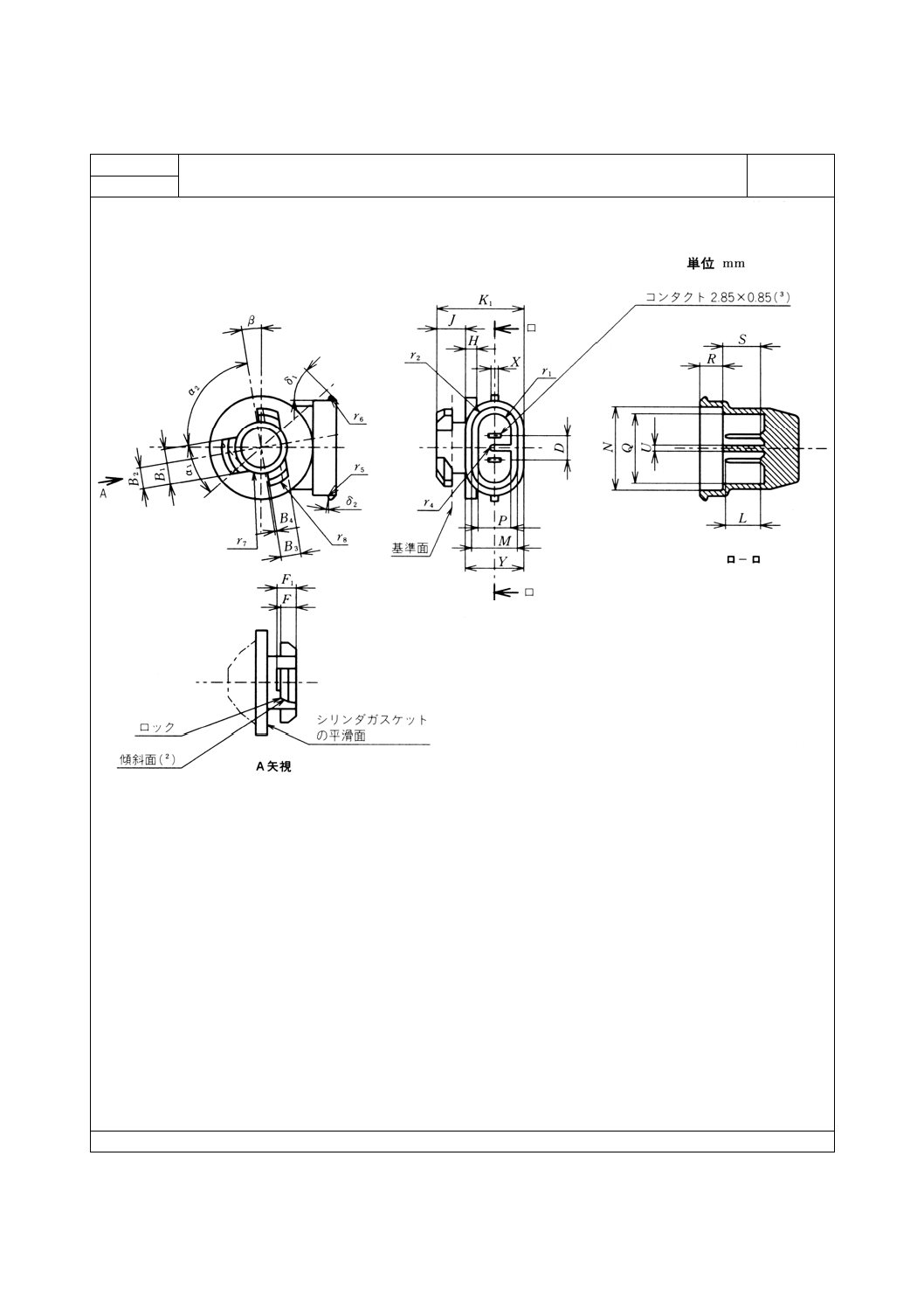
軸方向口金
1-89-1
140
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PGJ 13 口金
ページ2/3
第三角法
直角方向口金
1-89-1
141
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PGJ 13 口金
ページ3/3
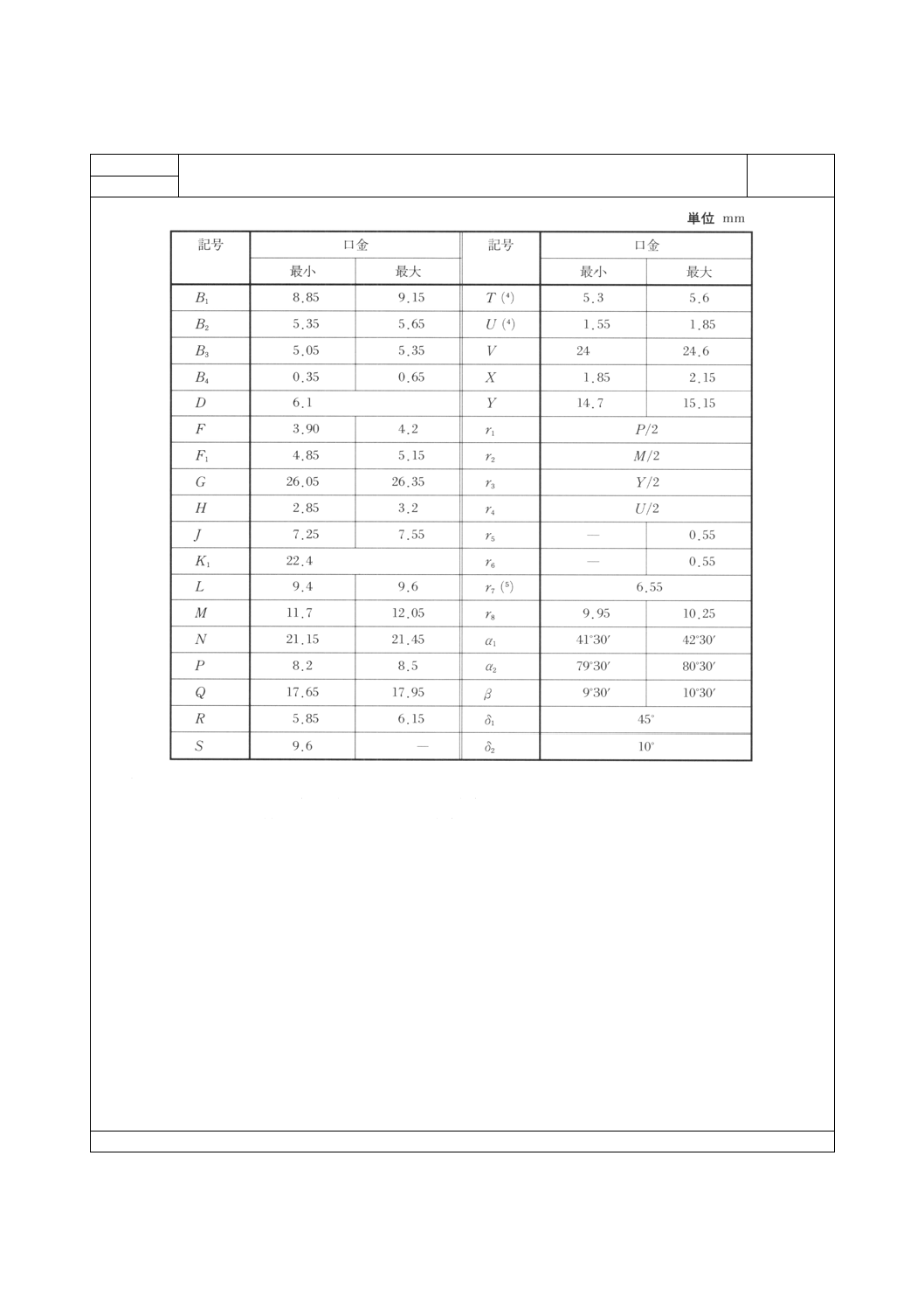
注(1) コネクタ保持用にフックが正規の位置についていること。
(2) ランプ受金に口金を挿入しやすくするために,傾斜面に引っ込み角があること。
(3) ラグの厚みは,最小0.8mmで,その端部に傾斜を付けることが必要である。
(4) T寸法は,基準高さを示し,その幅はUである。
(5) これらの口金を確認するには,寸法r7を基に2倍し,その値は約13mmである。
備考 コンタクトの空間,コンタクトのサイズ及び合わせの許容差が含まれているD寸法は,JIS C 7709-3のシ
ートNo.3-89-1のゲージ又は測定器で検査すること。
1-89-1
142
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
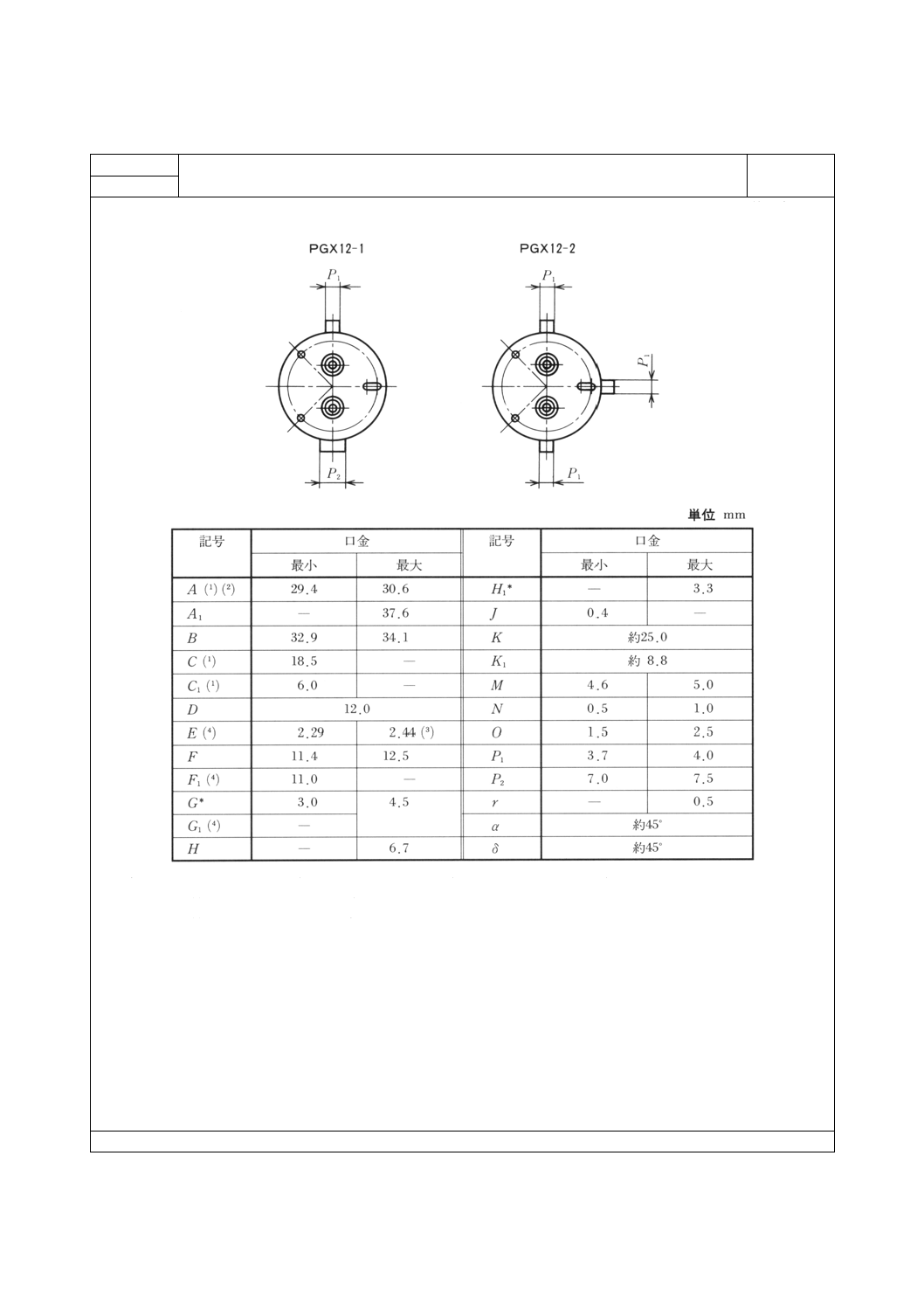
PGX 12 口金
ページ1/2
第三角法
1-90-1
143
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PGX 12 口金
ページ2/2
第三角法
注*
これらの寸法は,完成したランプについて規定するものではなく,口金設計のためのものである。
(1) Aの最小値は,C1部の範囲に適用する。
(2) Aの最大値は,C部の範囲に適用する。
(3) 完成ランプのEの最大値は,2.67mmとする。
(4) 二つのピンの中心線を通る平面を基準に30°の範囲内には,かしめの凹みを設けないこと(詳細はページ
1/2参照)。
ピン径は,上記のかしめない部分で測定し,最小値は,範囲G1以上F1以下に適用する。
備考1. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-90-1のゲージ又は測定器によって検査すること。
2. PGX12-2口金は,誤使用防止キーの寸法及び数以外は,PGX12-1と等しい。
1-90-1
144
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
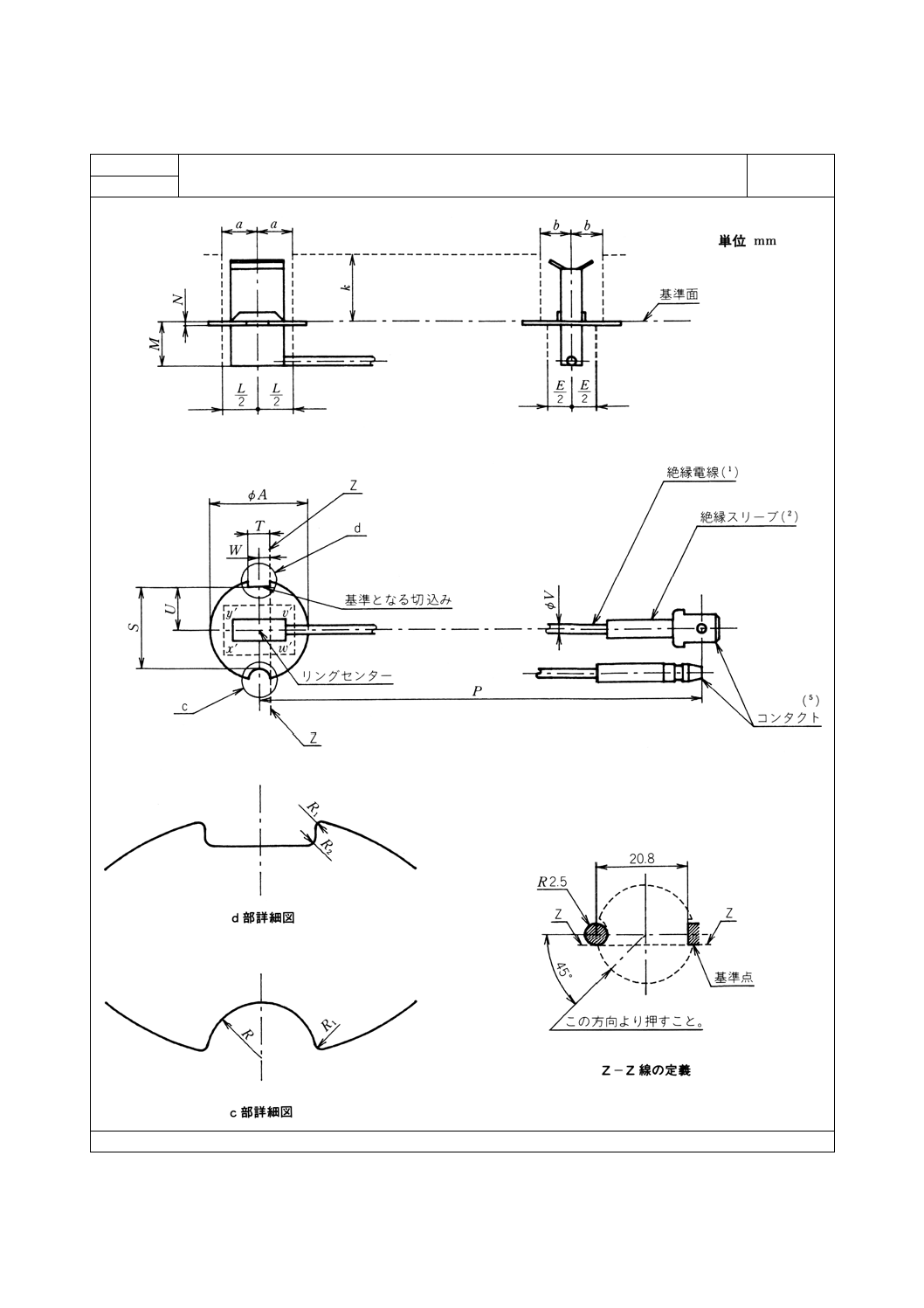
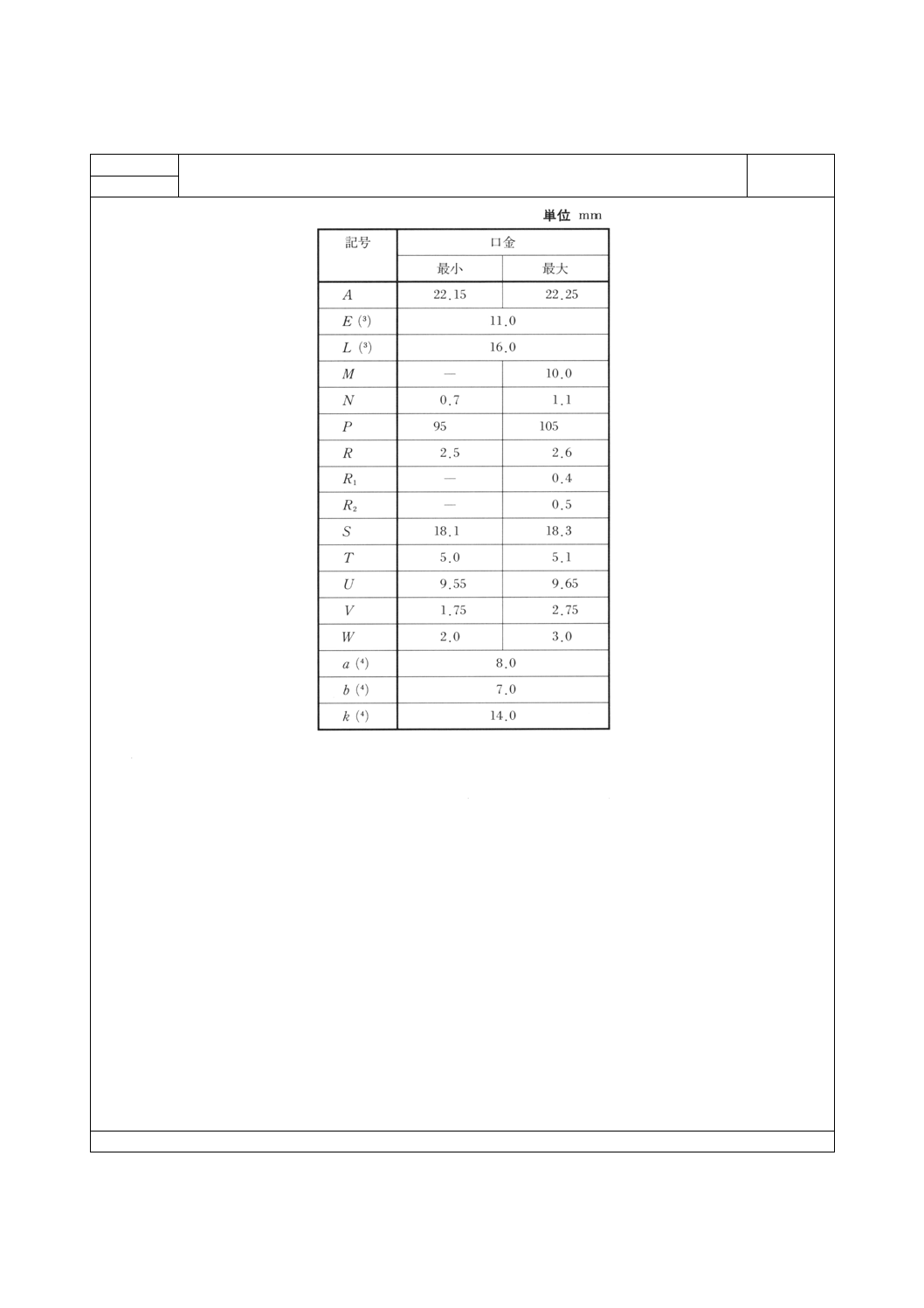
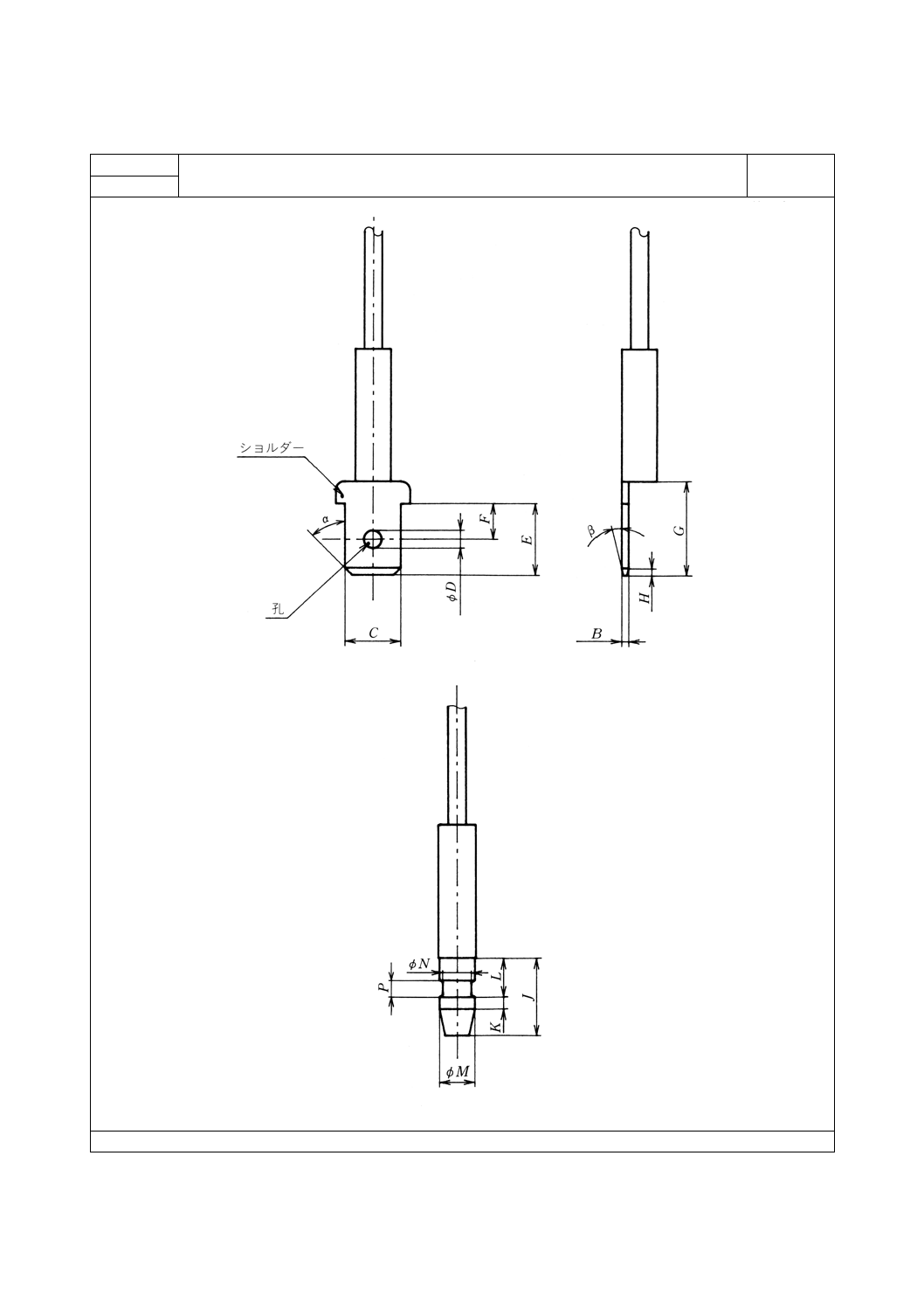
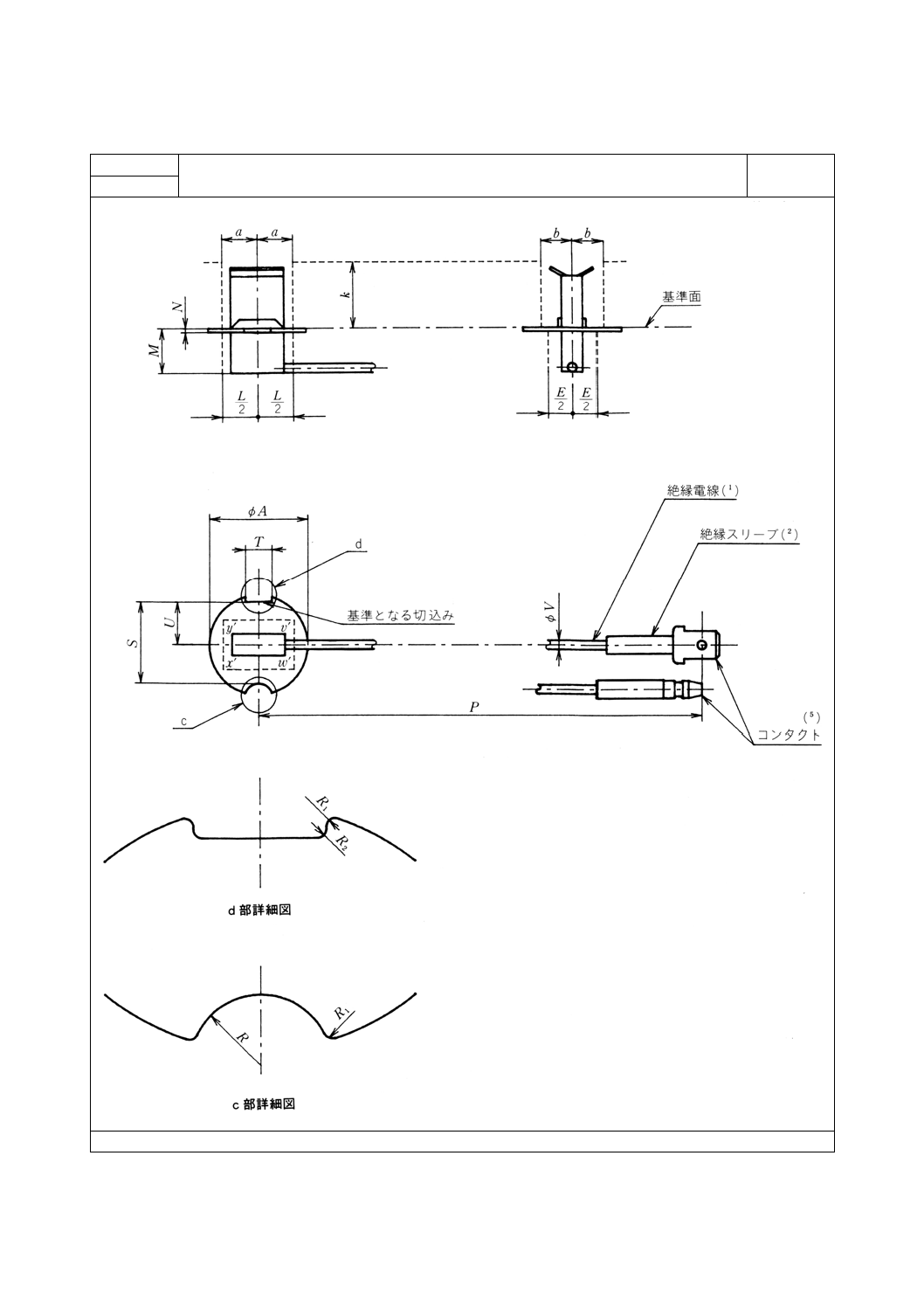
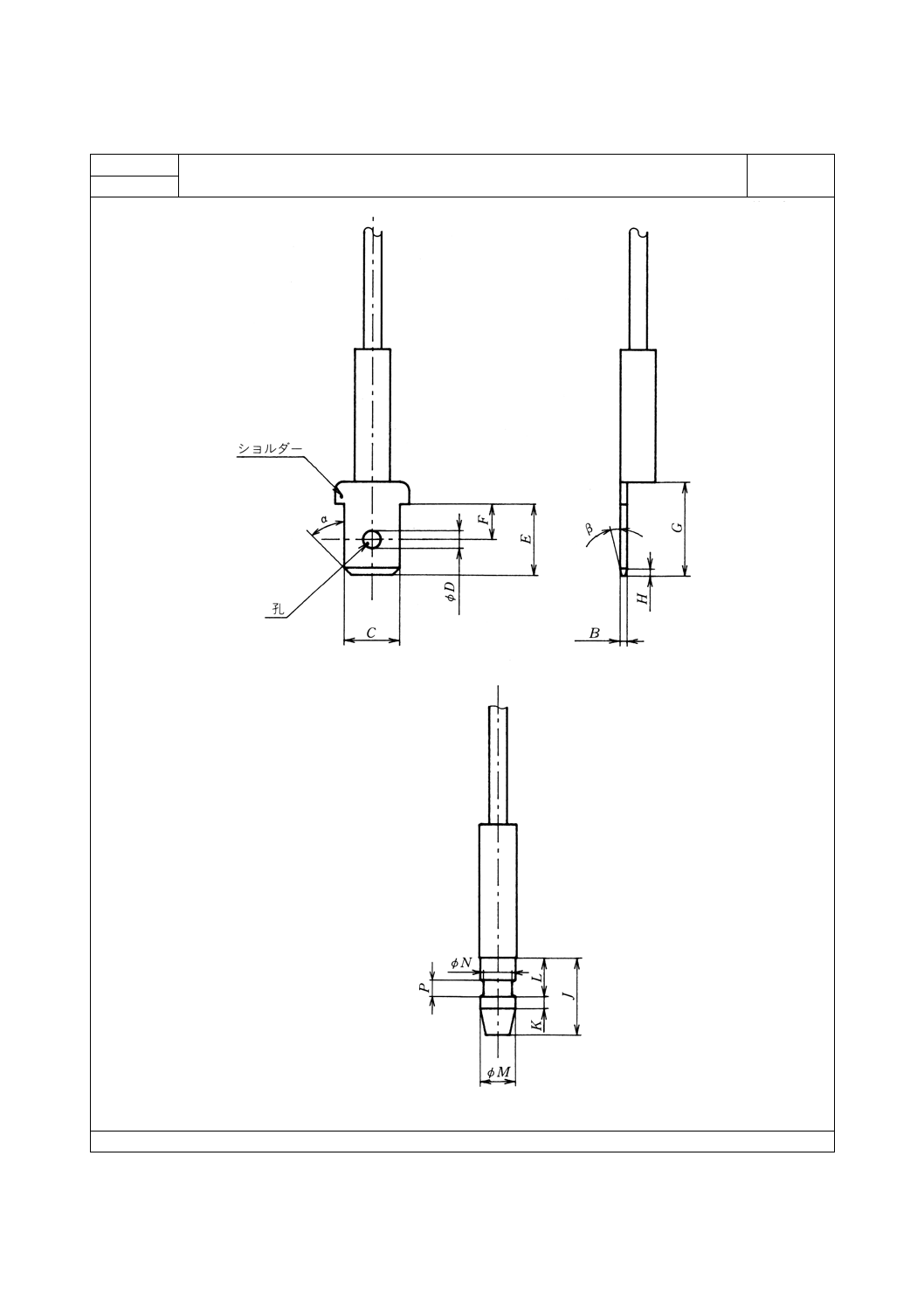
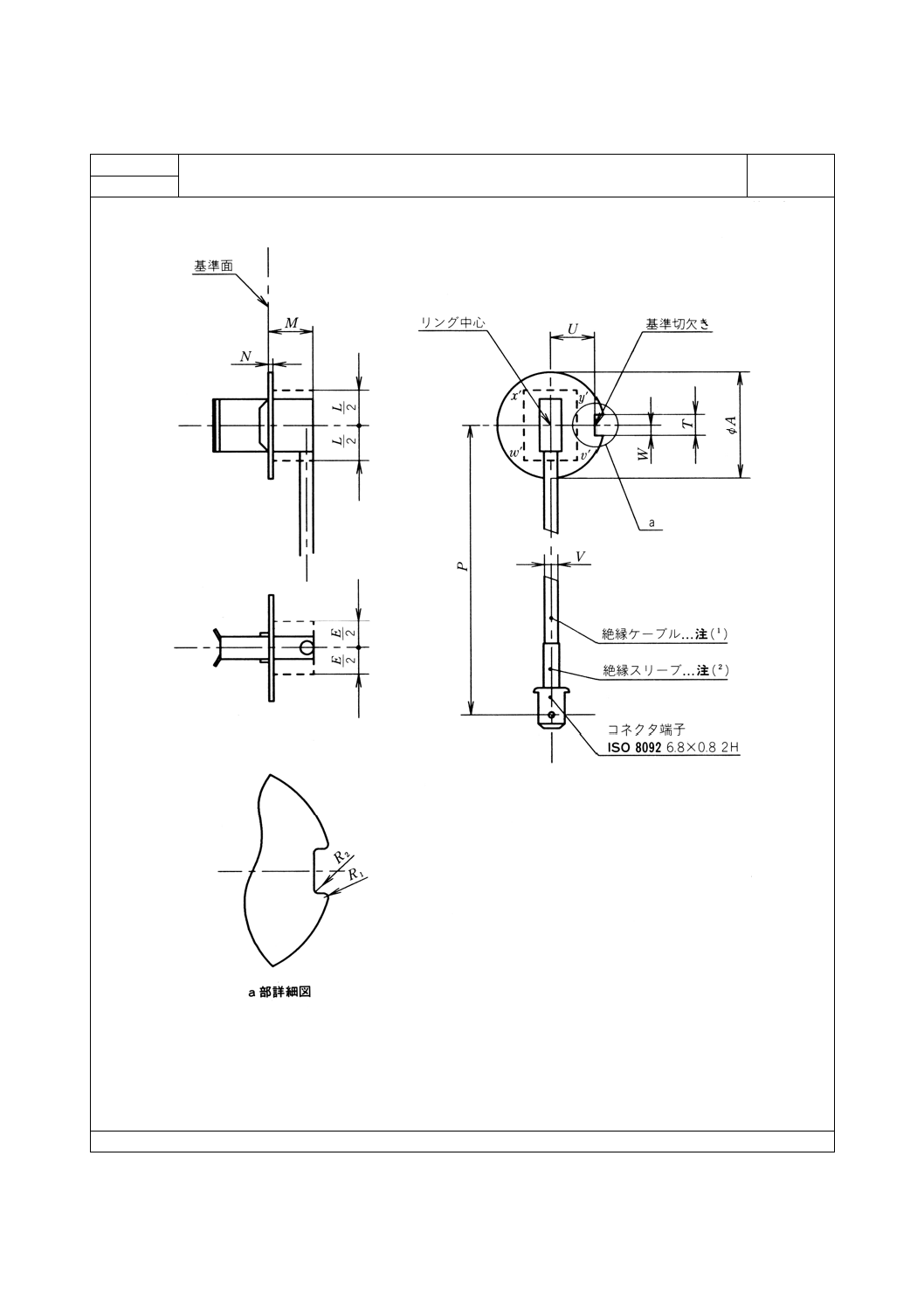
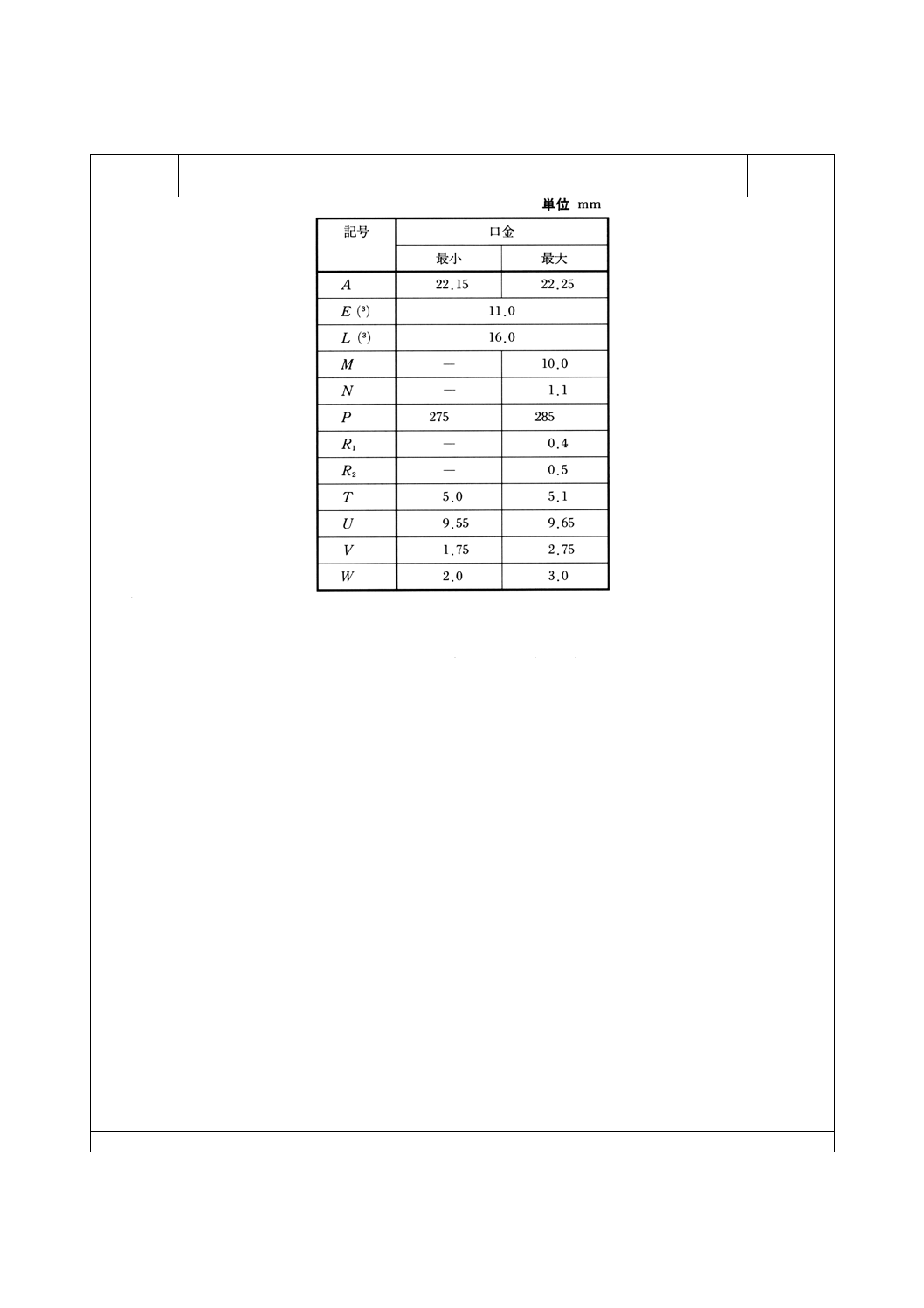
PK 22 s 口金
ページ1/4
第三角法
1-91-1
145
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PK 22 s 口金
ページ2/4
注(1) リード線は,プレートの円内に,曲げて入れられる程度の柔軟性をもっていること。
(2) 絶縁スリーブは,コンタクトのリード線かしめ部を確実に包み込んでいること。
(3) プレートのEとL寸法で決まるx',y',v',w'で定義された部分の平面度は,0.25mm以下とする。
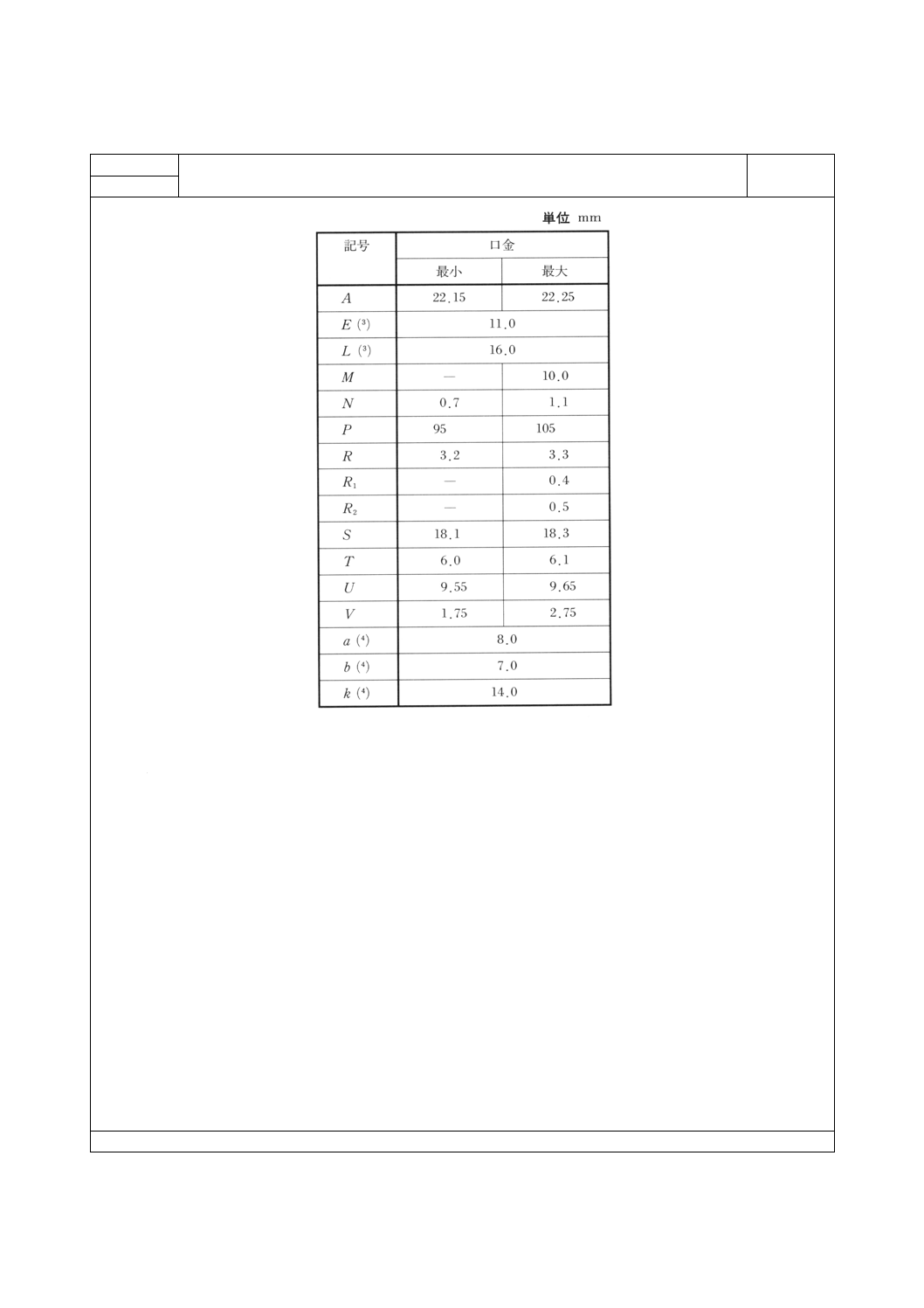
(4) kは,aとbによって決まる底面をもったボックスの最小値を示す。
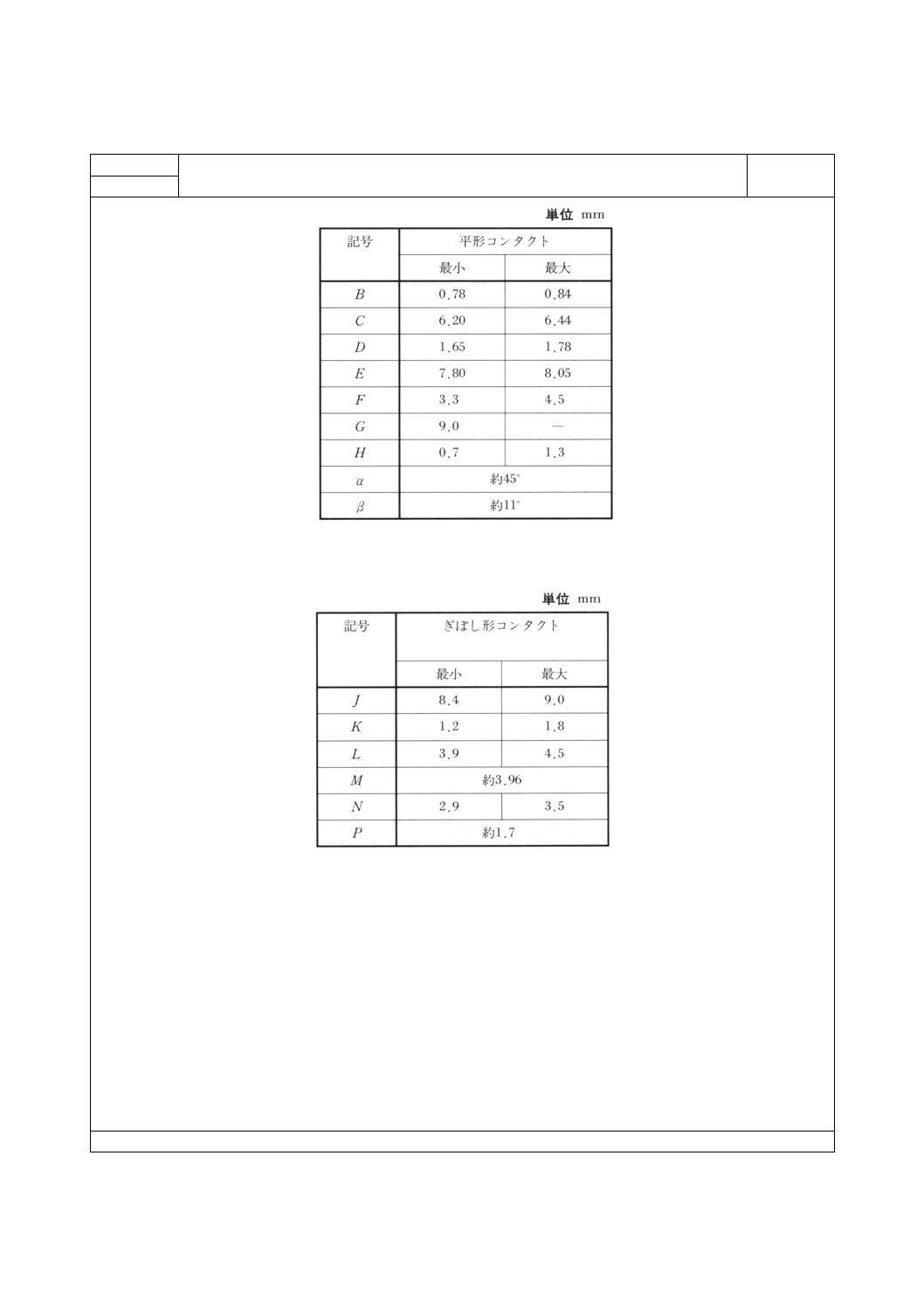
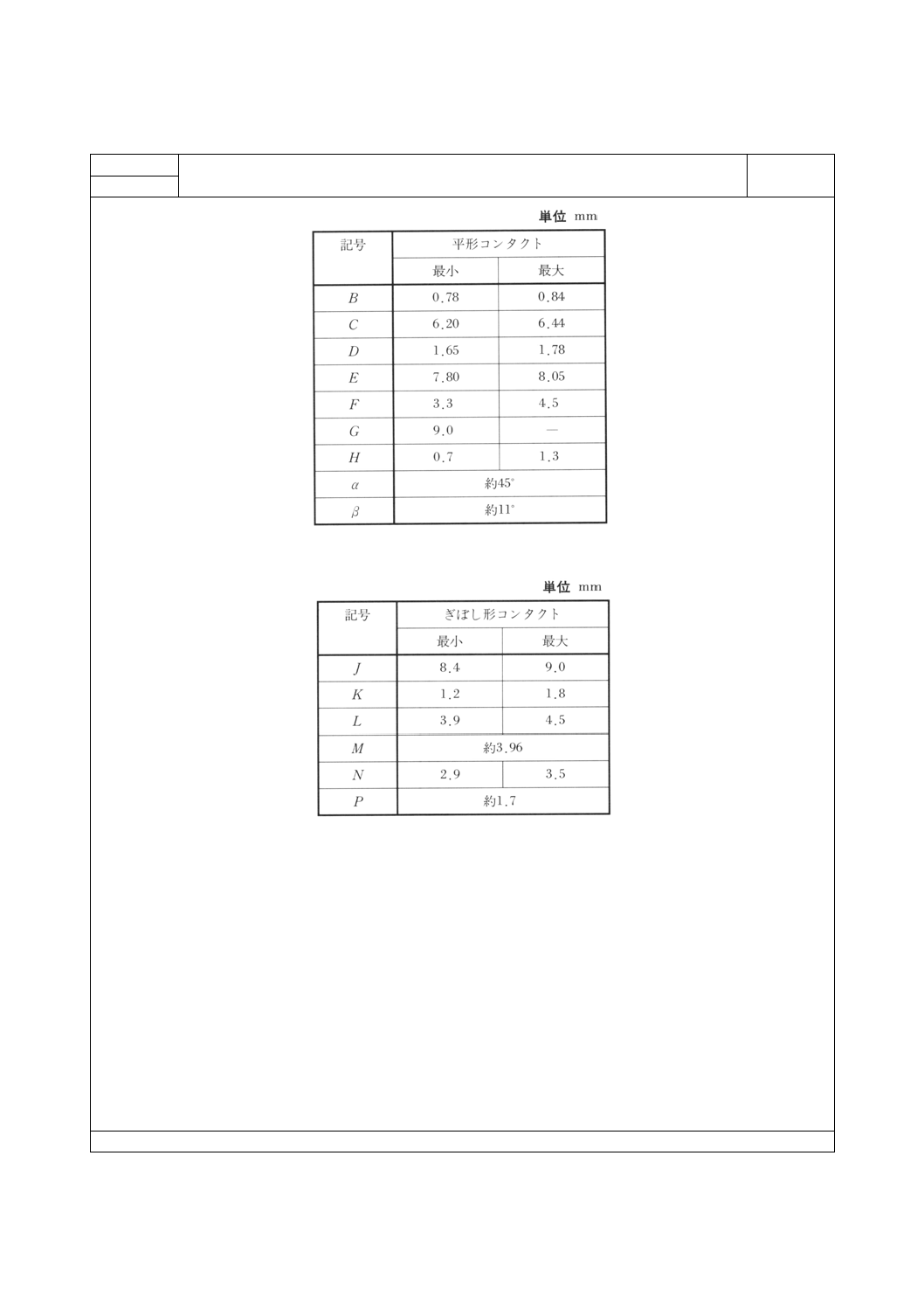
(5) 平形とぎぼし形コンタクトが,現在使用されているが,今後平形コンタクトに統一する。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-91-1のゲージ又は測定器で検査すること。
1-91-1
146
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PK 22 s 口金
ページ3/4
第三角法
平形コンタクト
ぎぼし形コンタクト
1-91-1
147
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PK 22 s 口金
ページ4/4
備考 ショルダーと孔は,なくてもよい。
備考1. 新規設計の電球には,平形コンタクトを使用することが望ましい。
2. 挿抜力は,19.6〜68.6Nとする。
1-91-1
148
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PK 22 s/6 口金
ページ1/4
第三角法
1-92-1
149
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PK 22 s/6 口金
ページ2/4
注(1) リード線は,プレートの円内に,曲げて入れられる程度の柔軟性をもっていること。
(2) 絶縁スリーブは,コンタクトのリード線かしめ部を確実に包み込んでいること。
(3) プレートのEとL寸法で決まるx',y',v',w'で定義された部分の平面度は,0.25mm以下とする。
(4) kは,aとbによって決まる底面をもったボックスの最小値を示す。
(5) 平形とぎぼし形コンタクトが,現在使用されているが,今後平形コンタクトに統一する。
備考1. PK22s/6口金は,PK22s口金の切込みR,T寸法を変えたものである。
2. 完成ランプ口金の寸法は,測定器で検査すること。
1-92-1
150
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PK 22 s/6 口金
ページ3/4
第三角法
平形コンタクト
ぎぼし形コンタクト
1-92-1
151
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PK 22 s/6 口金
ページ4/4
備考 ショルダーと孔は,なくてもよい。
備考1. 新規設計の電球には,平形コンタクトを使用することが望ましい。
2. 挿抜力は,19.6〜68.6Nとする。
1-92-1
152
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PKX 22 s 口金
ページ1/2
第三角法
1-93-1
153
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PKX 22 s 口金
ページ2/2
注(1) ケーブルは,リング軸と同心の直径22.2mmの円筒範囲に折り曲げることができること。
(2) 絶縁スリーブは,しっかりと装着されていてワイヤーの絶縁材を確実に覆い,かつコネクタ端子の肩部に
至るすべての金属部分を被覆していること。
(3) リングより下の口金部分のスペースは,ケーブル出口部を除き長方形x'y'v'w'の範囲に制限される。
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-93-1
154
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PX 13.5 s 口金
ページ1/2
第三角法
1-94-1
155
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PX 13.5 s 口金
ページ2/2
注(1) Q寸法とR寸法は,参考寸法である。筒部空フランジ部へ移行する部分の形状は随意である。ただし,そ
の部分において口金の外形は基準面からQ寸法を隔てた位置におけるA実寸法で仕切られる円の線と口金
フランジ上のR寸法で仕切られる円の線を結ぶ直線をはみださないこと。
(2) 直径A1の円筒は,口金の部品(例えば口金側面のはんだ)が存在しても差し支えない領域と受金の不動部
品が存在しても差し支えない領域の境界を示す。
(3) 位置決め用ノッチの最小外径は,JIS C 7709-3のシートNo.3-94-1のゲージ又は測定器で検査する。
位置決め用ノッチの最大外径は,JIS C 7709-3のシートNo.3-94-3のゲージ又は測定器で検査する。
(4) L最小寸法の値は,3個の支持突起と位置決め用ノッチの部分には使用しない。
備考 口金の3個の支持突起は,受金の基準面に接触する状態を維持すること。
1-94-1
156
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PX 15 d-25-3 口金
ページ1/1
第三角法
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-95-1
157
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PX 26 d 口金
ページ1/2
第三角法
1-96-1
158
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PX 26 d 口金
ページ2/2
注(1) この部分には,切欠きやくぼみがあってもよい。
(2) 電球を受金内に保持しておくための機構は,この領域において,電球基準軸の方向に力を作用させるもの
であってはならない。
(3) φA2は,電球の部品が存在しても差し支えない領域と,受金/反射鏡の部品が存在しても差し支えのない領
域の,境界を示す。
(4) D,W,r3は,3個の支持ラグからφMへ移行する部位の,r3曲率半径が適用される箇所を除き,リングがそ
の範囲で円筒形であることを要する最小の高さを示す。
(5) r1は,Tを超えてはならない。
(6) コンタクトの位置は,図示した位置から±20°以上ずれてはならない。
1-96-1
159
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PX 43 t 口金
ページ1/2
第三角法
1-97-1
160
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PX 43 t 口金
ページ2/2
注(1) リングのこの丸状の部分の形については,任意であるが,灯具へ取り付けたときに,すれ違いビームによ
る異常なグレアを,引き起こしてはならない。
(2) L,P,Qは,基準面で検査すること。
(3) φMは,電球の中心を円の中心とする直径である。
(4) 位置決め用ラグと接続用端子の位置関係は,±20°以上ずれてはならない。
(5) Pは,Q内で測定すること。PはQの外側では上限を超えないこと。
(6) リングは,この円筒領域からはみ出してはならない。そして,この寸法はリングの方に見える口金円筒部
の全長にわたって適用する。
(7) 半径rは,U以下とする。
(8) φA2は,Kの外側,かつG16tの末端の方向で測定すること。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-97-1,3-97-2及び3-97-3のゲージ又は測定器で検査
すること。
1-97-1
161
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PY 43 d 口金
ページ1/2
第三角法
1-98-1
162
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PY 43 d 口金
ページ2/2
注(1) リングのこの丸状の部分の形については,任意であるが,灯具へ取り付けたときに,すれ違いビームによ
る異常なグレアを,引き起こしてはならない。
(2) L,P,Qは,基準面で検査すること。
(3) φMは,電球の中心を円の中心とする直径である。
(4) 位置決め用ラグと接続用端子の位置関係は,±20°以上ずれてはならない。
(5) Pは,Q内で測定すること。PはQの外側では上限を超えないこと。
(6) リングは,この円筒領域からはみ出してはならない。そして,この寸法はリングの方に見える口金円筒部
の全長にわたって適用する。
(7) 半径rは,U以下とする。
(8) φA2は,Kの外側かつG16tの末端の方向で測定すること。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-98-1,3-98-2及び3-98-3のゲージ又は測定器で検査
すること。
1-98-1
163
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PZ 43 t 口金
ページ1/2
第三角法
1-99-1
164
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PZ 43 t 口金
ページ2/2
注(1) リングのこの丸状の部分の形については,任意であるが,灯具へ取り付けたときに,すれ違いビームによ
る異常なグレアを,引き起こさないこと。
(2) L,P,Qは,基準面で検査する。
(3) φMは,電球の中心を円の中心とする直径である。
(4) 位置決め用ラグと接続用端子の位置関係は,±20°以上ずれてはならない。
(5) Pは,Q内で測定すること。PはQの外側では上限を超えないこと。
(6) リングは,この円筒領域からはみ出してはならない。そして,この寸法はリングの方に見える口金円筒部
の全長にわたって適用する。
(7) 半径rは,U以下とする。
(8) φA2は,Kの外側かつG16tの末端の方向で測定すること。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-99-1,3-99-2及び3-99-3のゲージ又は測定器で検査
すること。
1-99-1
165
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
R 7 s 口金
ページ1/1
第三角法
注(1) Mは受電部の中心から円筒Eの円周への距離を示す。
(2) XはUとVが適用される部分の最短距離を示す。
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-100-1
166
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
R 17 d 口金
ページ1/2
第三角法
注(1) はんだ又は溶接部を含む。
1-101-1
167
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
R 17 d 口金
ページ2/2
(2) E及びGは,口金の平らな表面から1.27mmの面で測定する。
(3) Fは,口金の最も高い表面からボスまでの距離。
備考1. 口金のコンタクトは,半径5.2mmの半球をもつテストプローブに接触しないよう引っ込んでいること。
2. 口金の寸法は,JIS C 7709-3のシートNo.3-101-1のゲージ又は測定器で検査すること。
1-101-1
168
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
RX 7 s 口金
ページ1/1
第三角法
注(1) Mは受電部の中心から円筒Eの円周への距離を示す。
(2) EはLとJの和より長い円筒を示す。
Lよりランプ内側のPの部分は封止面の垂直方向で8.12mmの幅があってもよい。
(3) XはUとQが適用される部分の最短距離を示す。
備考1. 完成ランプ口金の寸法は,測定器で検査すること。
2. Uは16mmまで大きくしてもよい。この場合,受金のうちタイプAであれば,挿入に関する問題は生じ
ない。
Uが11.2mmを超える場合は口金名称を次のとおりとする。
例 Umax=15mmの場合 RX7s-30
3. 口金の絶縁部の形状は図で示したものでなくてもよく,Uの値が9.0mm以上であればR7sタイプの絶縁
部形状としてもよい。
1-102-1
169
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
S 7/8 口金
ページ1/1
第三角法
備考1. 口金にフレアを付けた場合,フレア部の外径は,φAの最大値に0.7mmを加えた値以下とする。
2. 新規設計の完成ランプには,SV7を使用すること。
3. 完成ランプ口金の寸法は,測定器で検査すること。
1-103-1
170
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
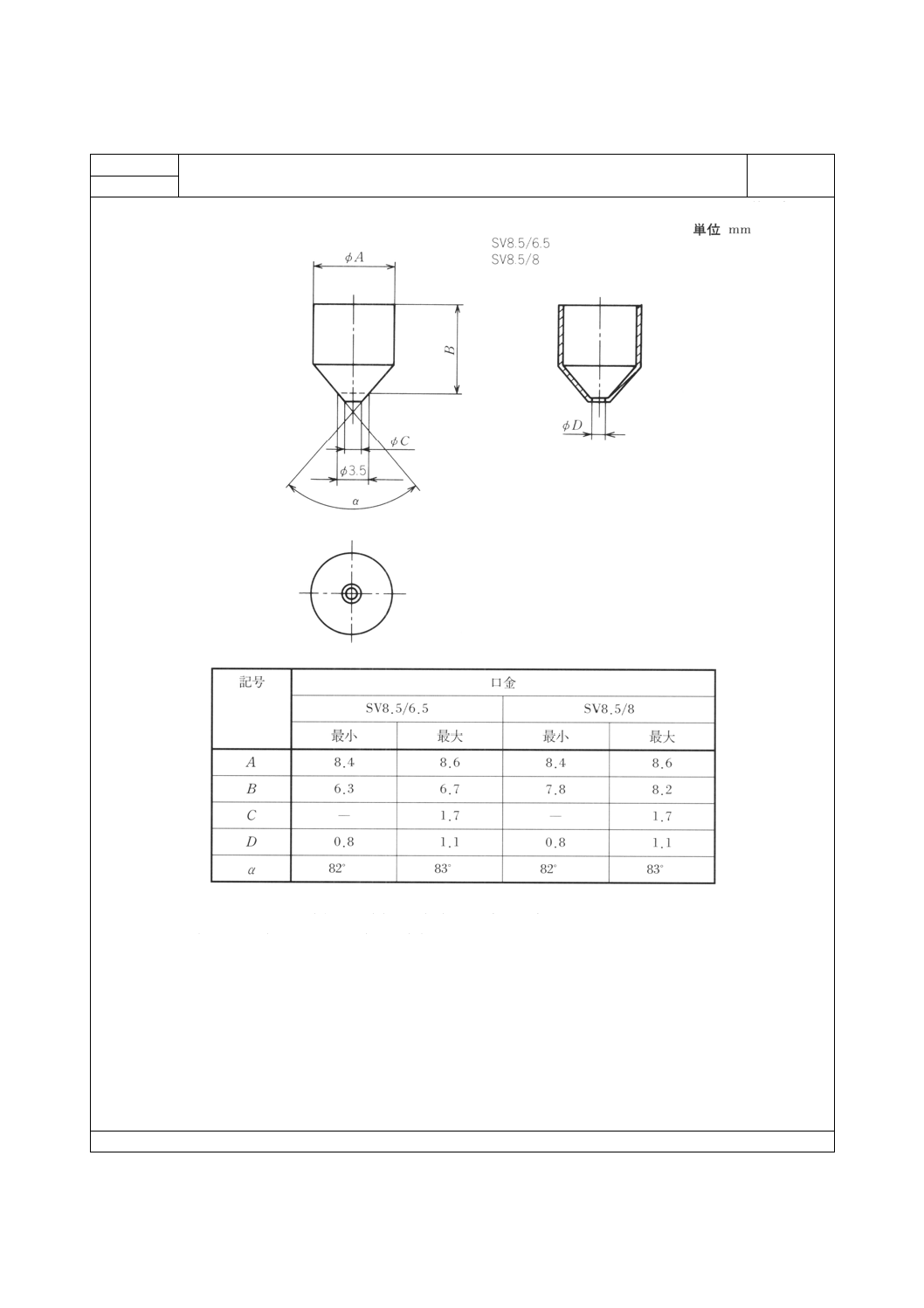
S 8.5/8.5 口金
ページ1/1
第三角法
備考1. 口金にフレアを付けた場合,フレア部の外径は,φAの最大値に0.7mmを加えた値以下とする。
2. 口金先端形状aはランプ外導線と圧着するものとし,先端より約0.5mm切断する。
3. 新規設計の完成ランプには,SV8.5を使用すること。
4. 完成ランプの口金寸法は,測定器で検査すること。
1-104-1
171
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
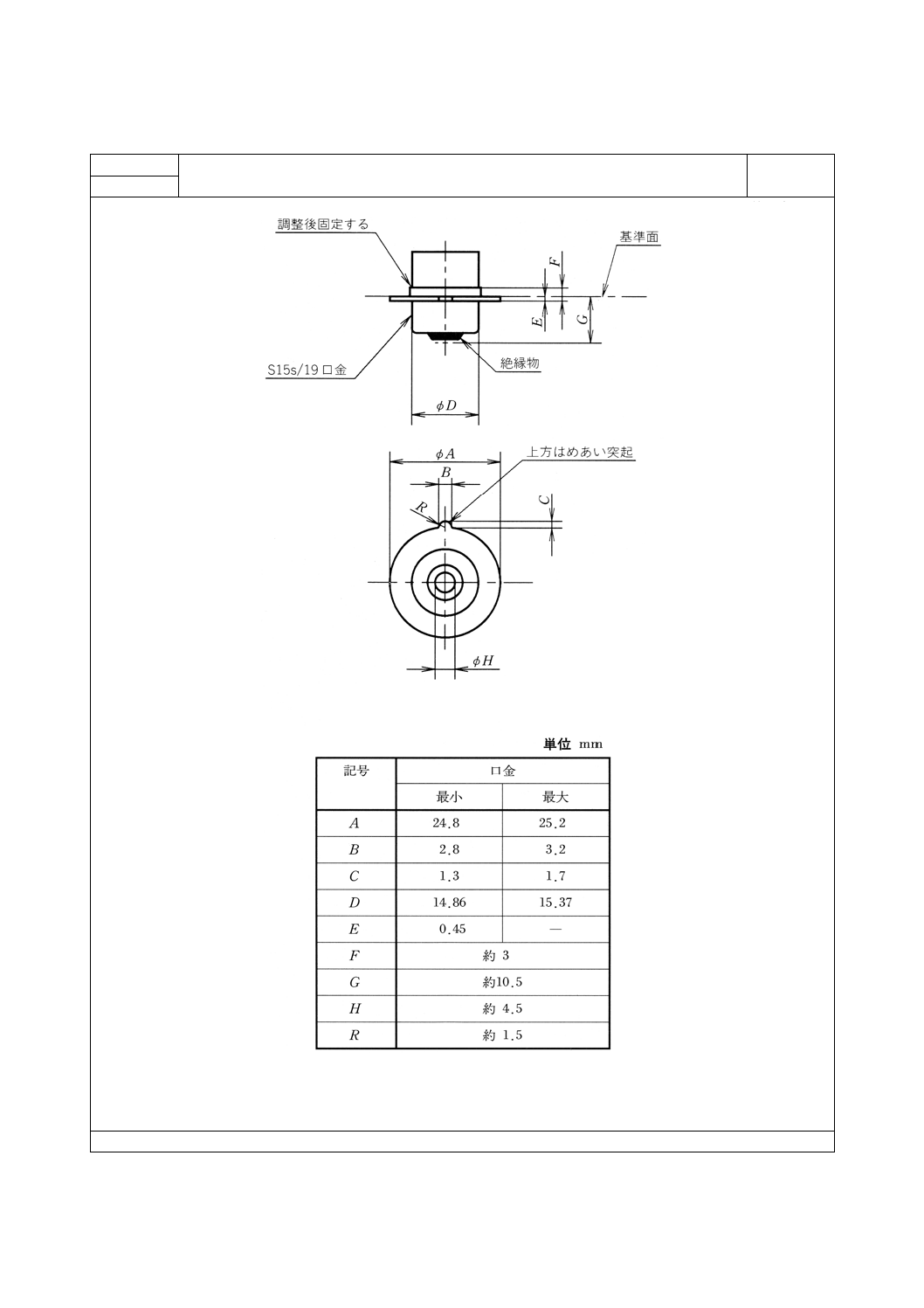
S 15 s/19 口金
ページ1/1
第三角法
備考1. 口金にフレアを付けた場合,フレア部の外径は,図に示した外径の最大値に1mmを加えた値以下とする。
2. 完成ランプの口金寸法は,測定器で検査すること。
1-105-1
172
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
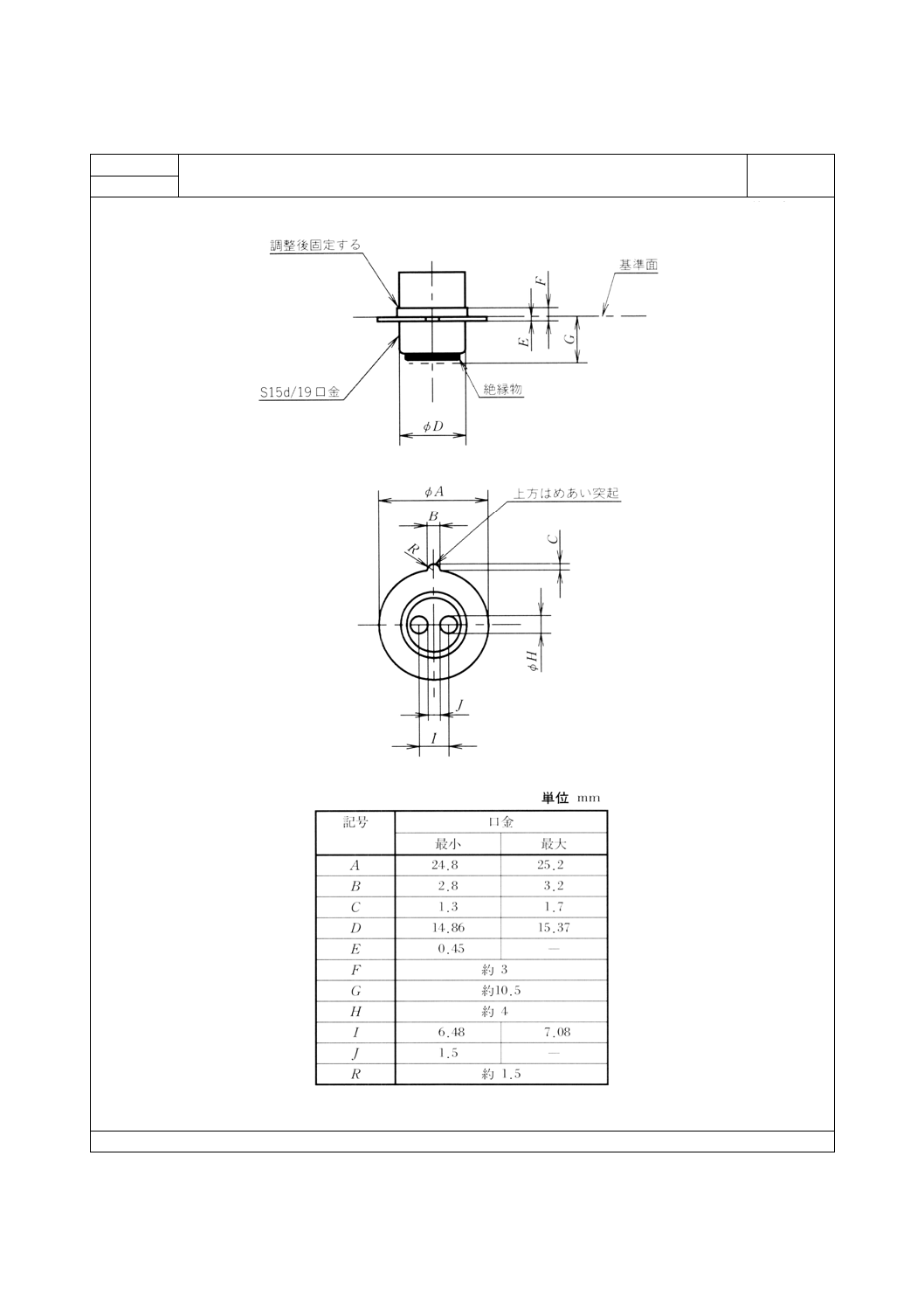
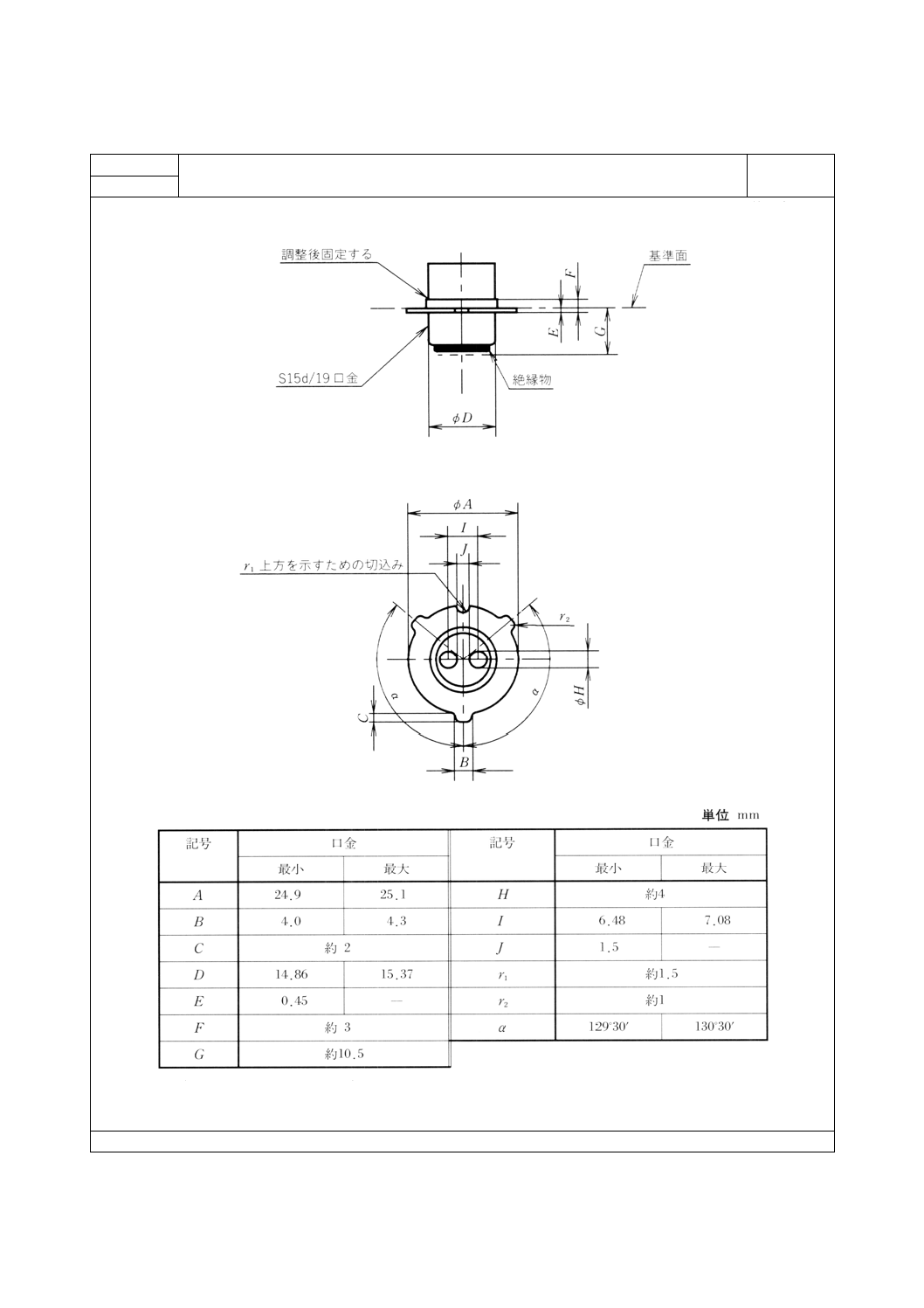
S 15 d/19 口金
ページ1/1
第三角法
備考1. 口金にフレアを付けた場合,フレア部の外径は,図に示した外径の最大値に1mmを加えた値以下とする。
2. 完成ランプの口金寸法は,測定器で検査すること。
1-106-1
173
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
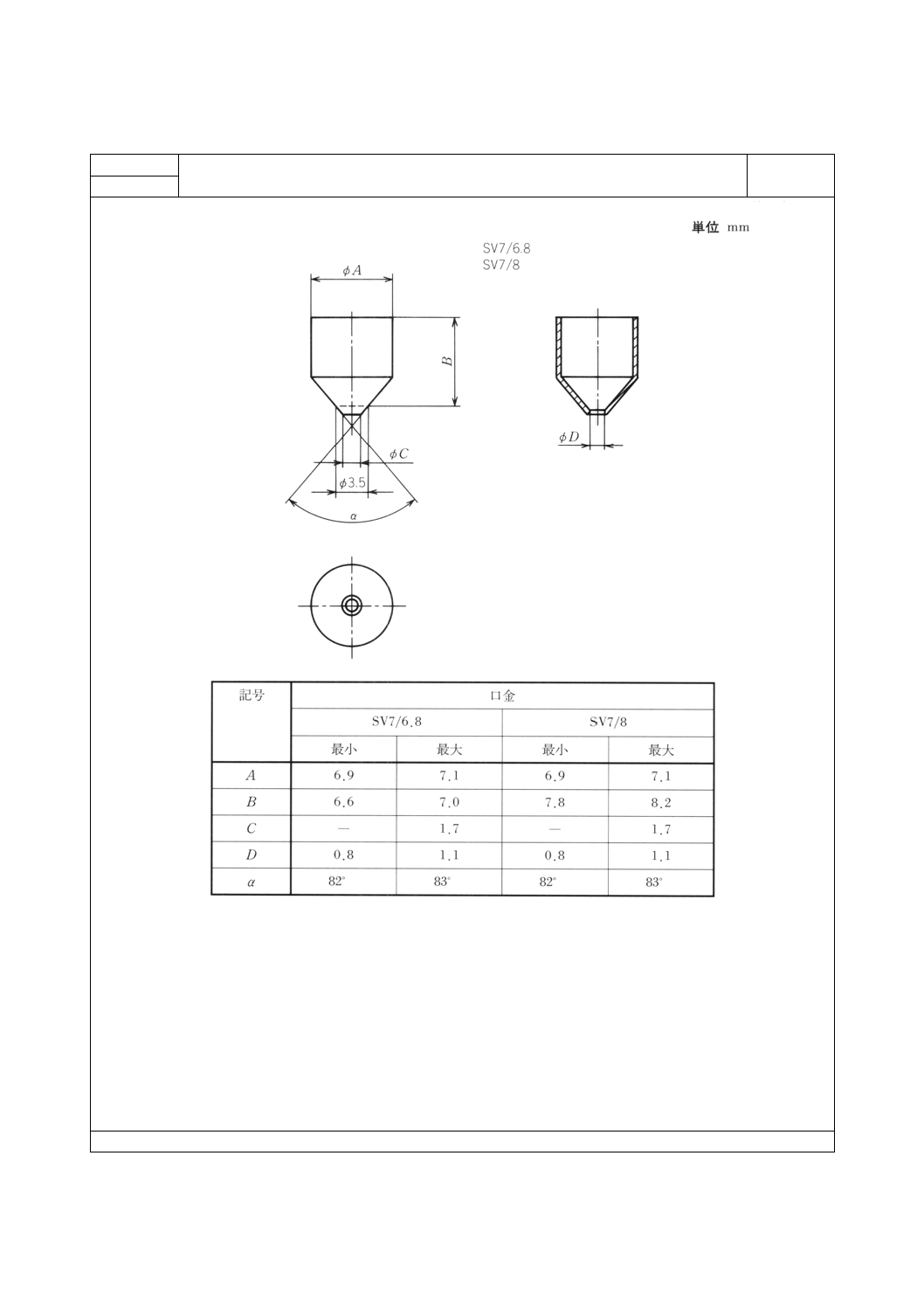
SV 7 口金
ページ1/1
第三角法
備考1. 口金にフレアを付けた場合,フレア部の外径は,Aの最大値に0.5mmを加えた値以下とする。
2. 図中に示す3.5mmの直径は,受金の口金受け開口部に対応する寸法である。
3. 完成ランプ口金の寸法は,測定器で検査すること。
1-107-1
174
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
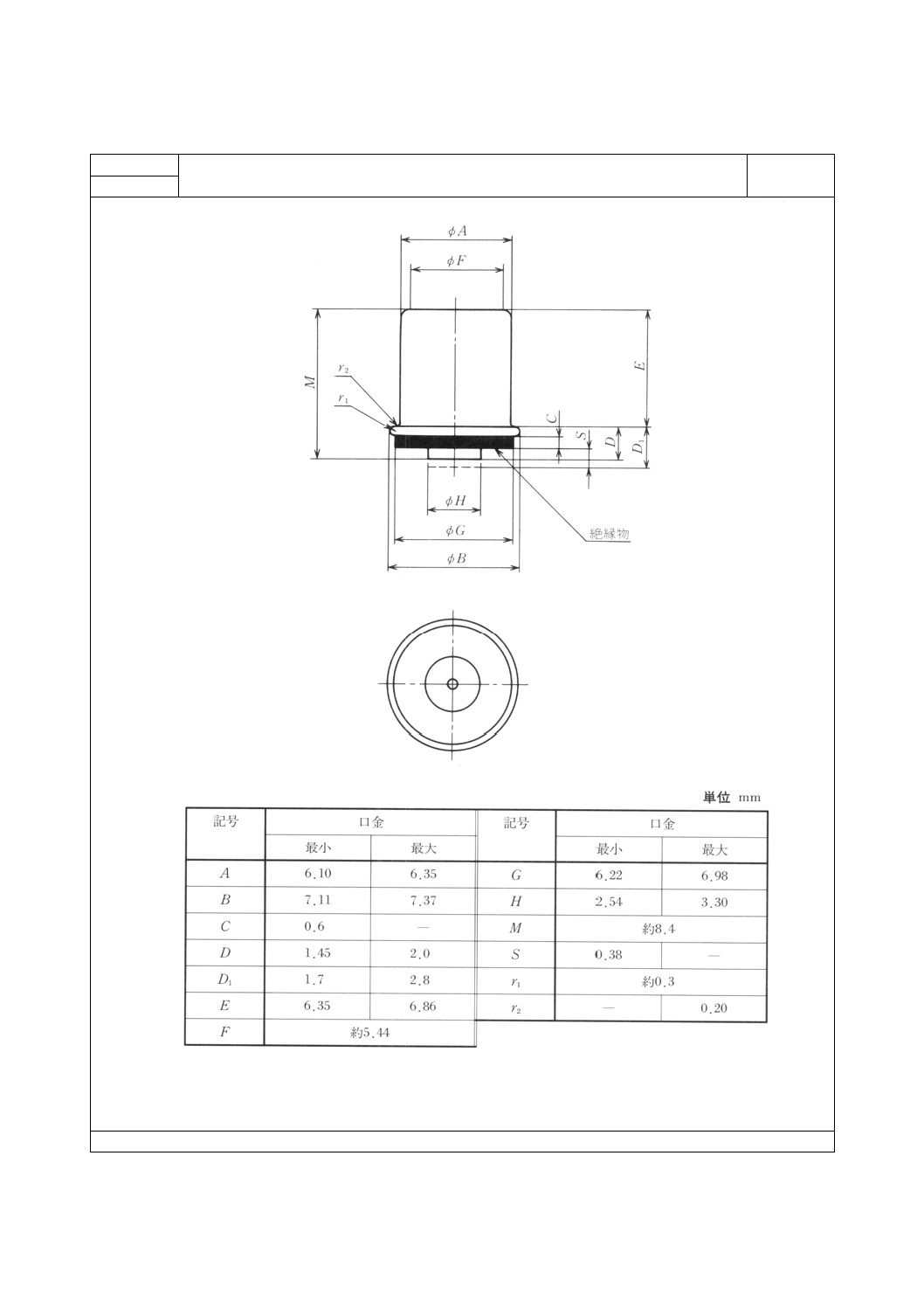
SV 8.5 口金
ページ1/1
第三角法
備考1. 口金にフレアを付けた場合,フレア部の外径は,Aの最大値に0.5mmを加えた値以下とする。
2. 図中に示す3.5mmの直径は,受金の口金受け開口部に対応する寸法である。
3. 完成ランプ口金の寸法は,測定器で検査すること。
1-108-1
175
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
SX 6 s/8×5.4 口金
ページ1/1
第三角法
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-109-1
176
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
W 2×4.6 d 口金
ページ1/1
第三角法
注(1) 排気管は,この範囲内にあること。
備考 完成ランプ口金の寸法は,測定器で検査すること。
1-110-1
177
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
W 2.1×9.5 d 口金
ページ1/1
第三角法
注(1) 排気管は,この範囲内にあること。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-111-1のゲージ又は,測定器で検査すること。
1-111-1
178
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
W 3×16 d 口金
ページ1/2
第三角法
1-112-1
179
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
W 3×16 d 口金
ページ2/2
注(1) 排気管は,この範囲内にあること。
(2) R又は面取り。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-112-1,3-112-2のゲージ又は測定器で検査すること。
1-112-1
180
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
W 3×16 q 口金
ページ1/2
第三角法
1-113-1
181
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
W 3×16 q 口金
ページ2/2
注(1) 排気管は,この範囲内にあること。
(2) R又は面取り。
備考 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-113-1,3-113-2のゲージ又は測定器で検査すること。
1-113-1
182
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
X 511 口金
ページ1/2
第三角法
1-114-1
183
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
X 511 口金
ページ2/2
備考1. 口金の支持面は,受金の三つの支持突起と接触する口金のつばの上の点で決まる。
2. 完成ランプ口金の寸法は,JIS C 7709-3のシートNo.3-114-1のゲージ又は測定器で検査すること。
1-114-1
184
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
口金,受金のIECシート 目次
ページ1/1
附属書(参考) 口金のIECシート
この参考は,本体の規定に関連する事柄を補足するもので,規定の一部ではない。
参考−0-1
185
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
口金 IECシート一覧表
ページ1/1
参考−1-1
186
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
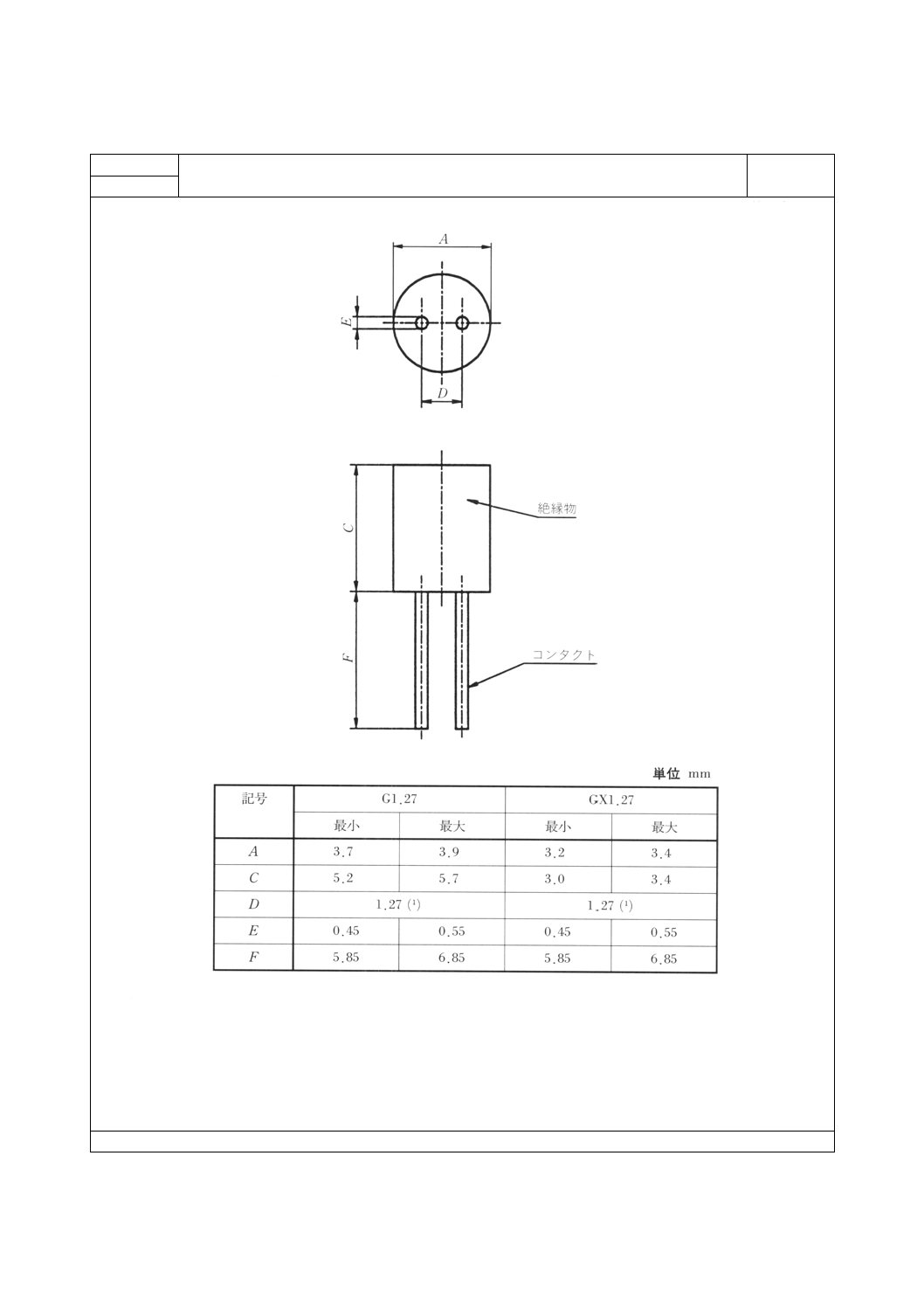
1997
G 1.27&GX 1.27 口金
ページ1/1
第一角法
注(1) この寸法は,キャップと同一平面で表すことができる。IEC 64-3のシート7006-4に示されるような適切なゲ
ージで検査すること。
7004-2-1
187
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
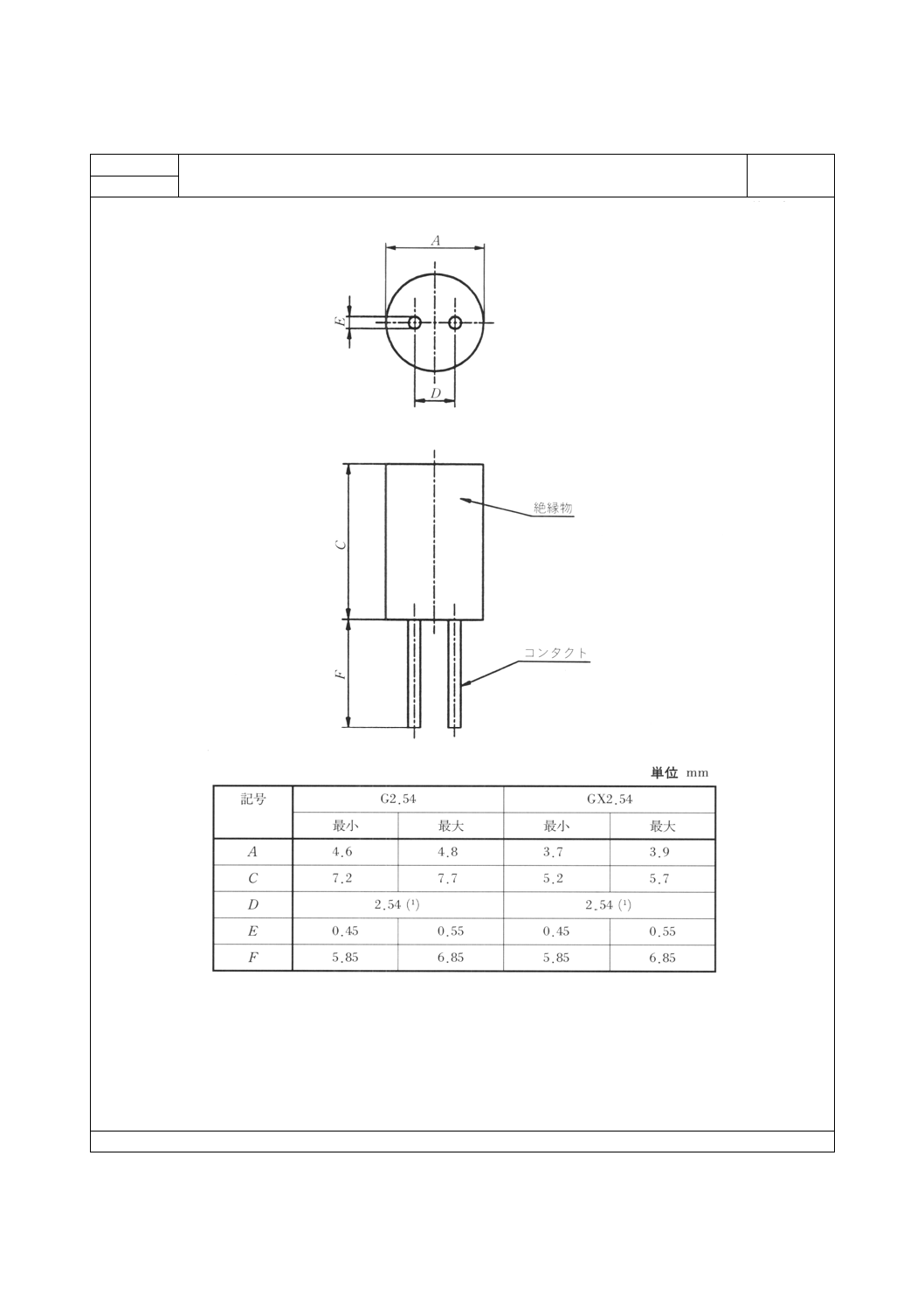
1997
G 2.54&GX 2.54 口金
ページ1/1
第一角法
注(1) この寸法は,キャップと同一平面で表すことができる。IEC 61-3のシート7006-4に示されるような適切なゲ
ージで検査すること。
7004-3-1
188
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
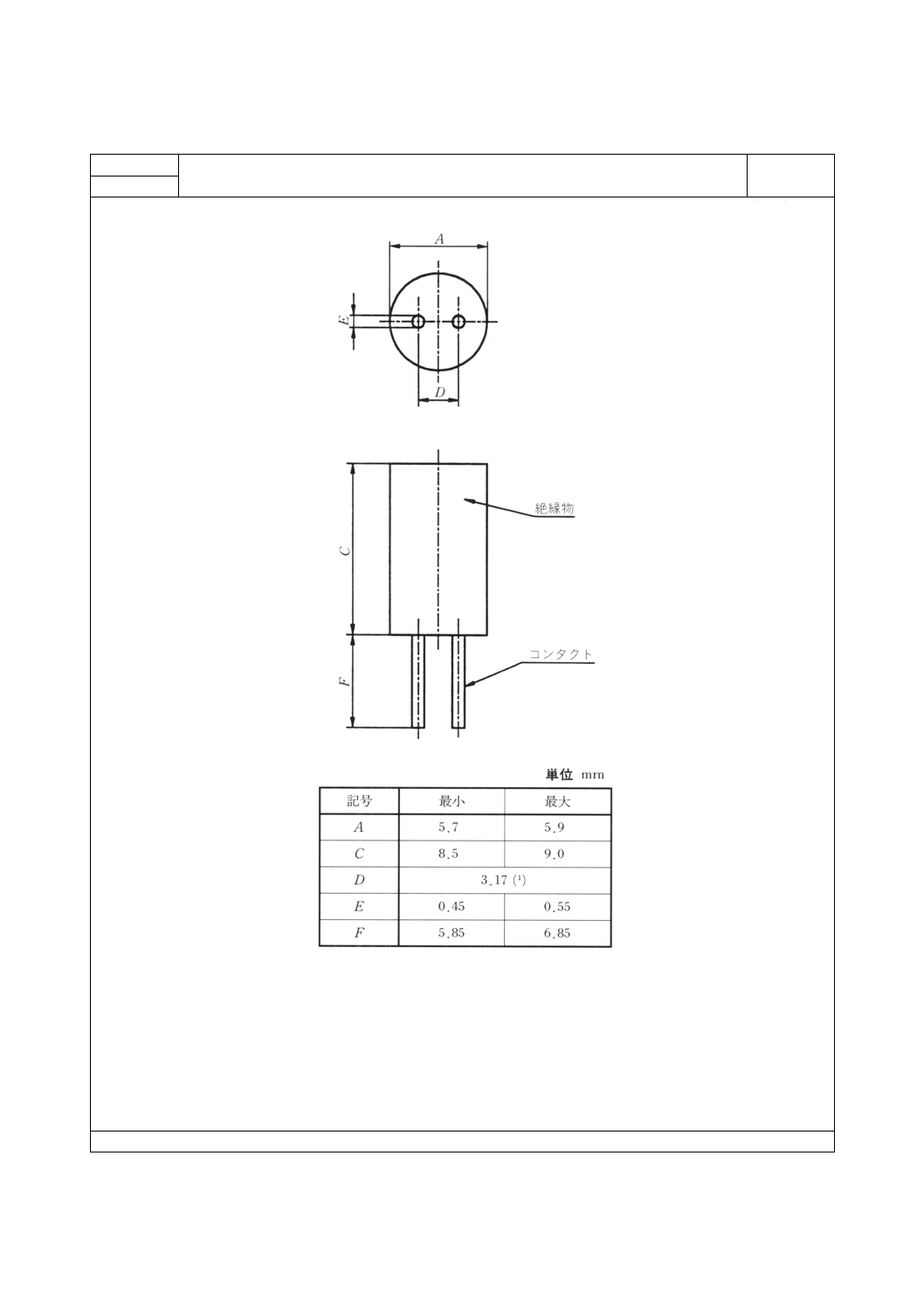
1997
G 3.17 口金
ページ1/1
第一角法
注(1) この寸法は,キャップと同一平面で表すことができる。IEC 61-3のシート7006-4に示されるような適切なゲ
ージで検査すること。
7004-4-1
189
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
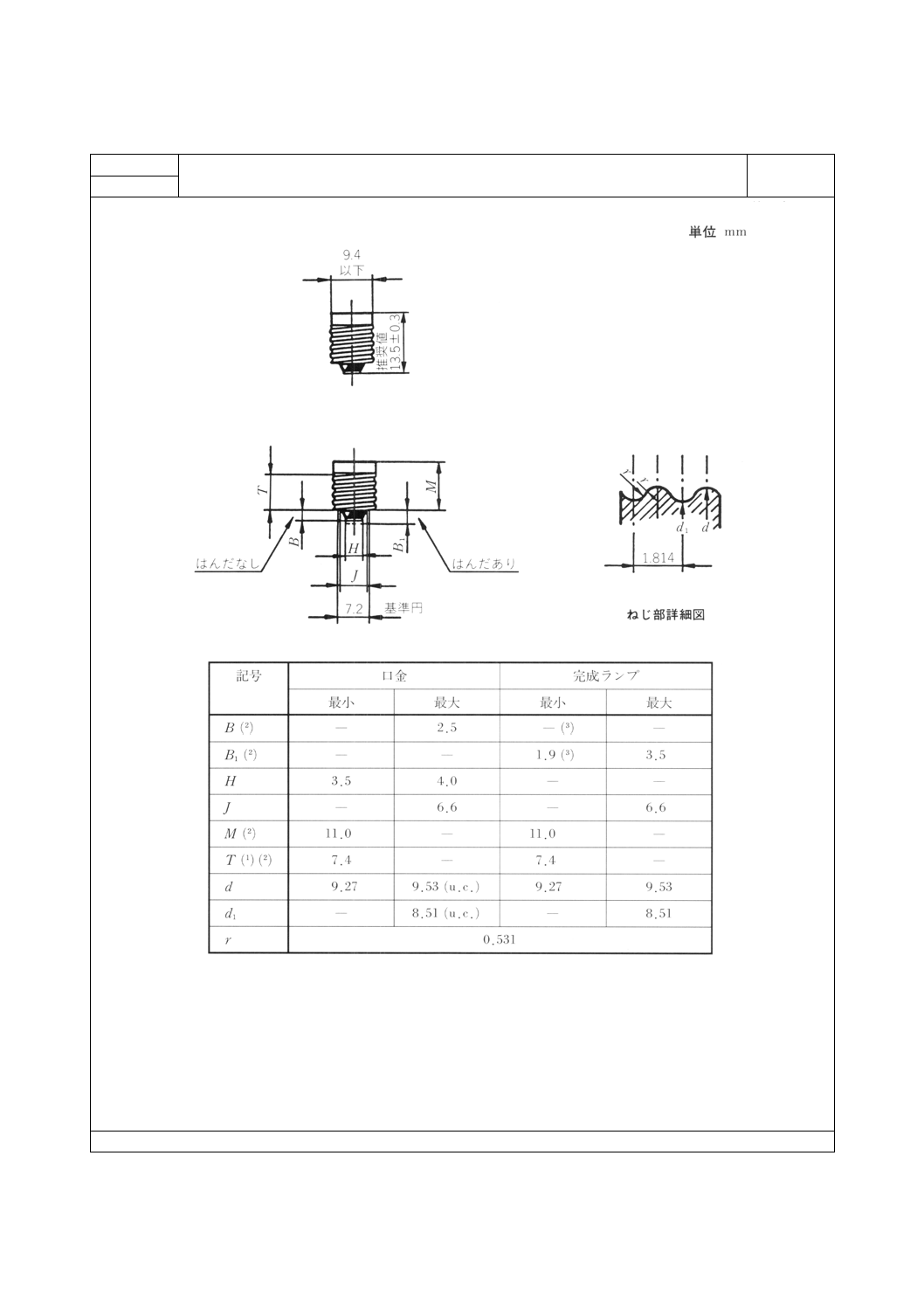
1997
EY 10/13 口金
ページ1/1
第一角法
注(1) Tは基準円から有効ねじ部の終端までの距離である。
(2) B,B1,M及びTは基準円から測定すること。
(3) 完成ランプの絶縁物の沿面距離は2mm以上とする。
備考 口金にフレアを付ける場合,フレア部外径は図に示した外径の最大値に1mmを加えた値以下とする。
7004-7-1
190
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
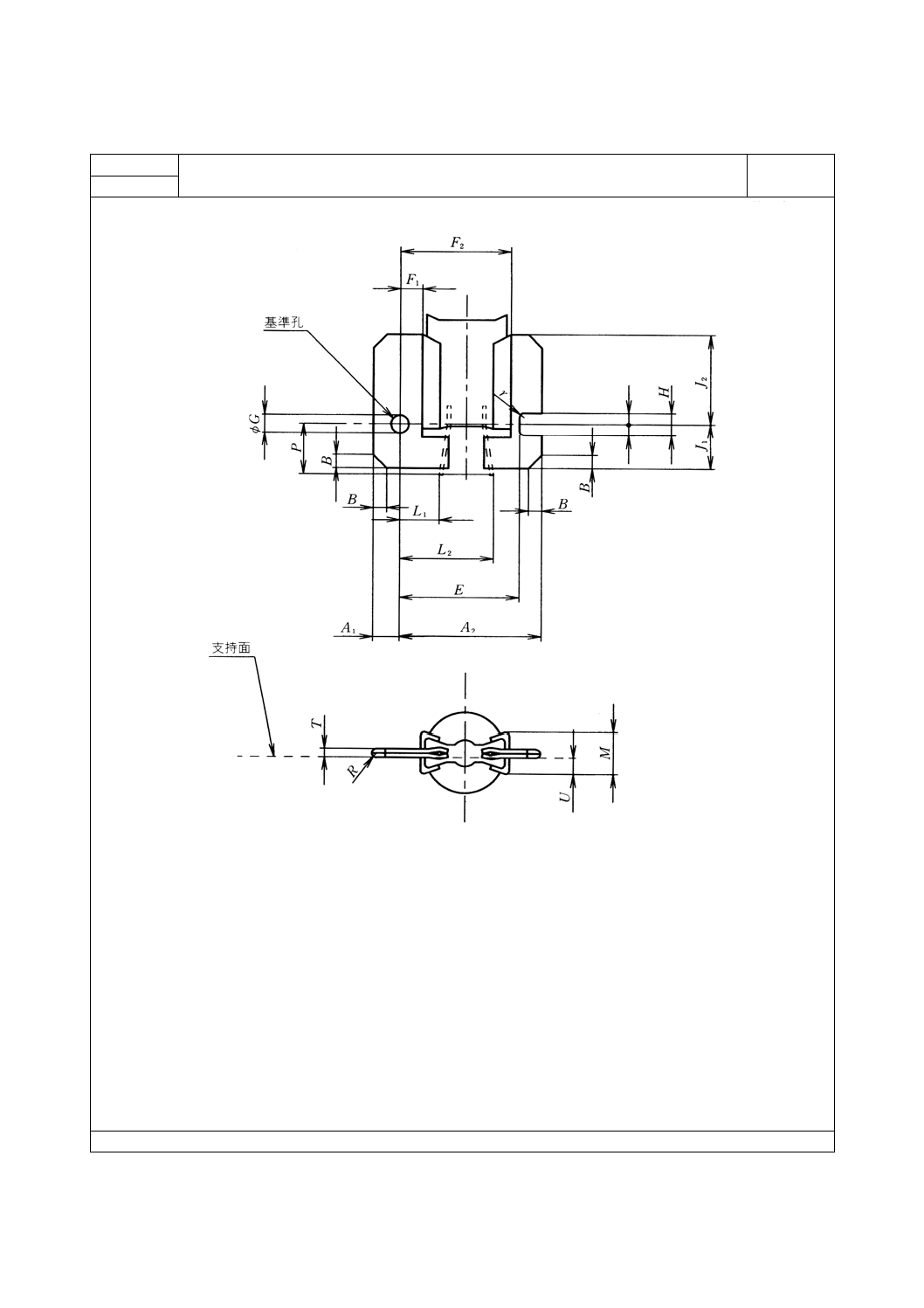
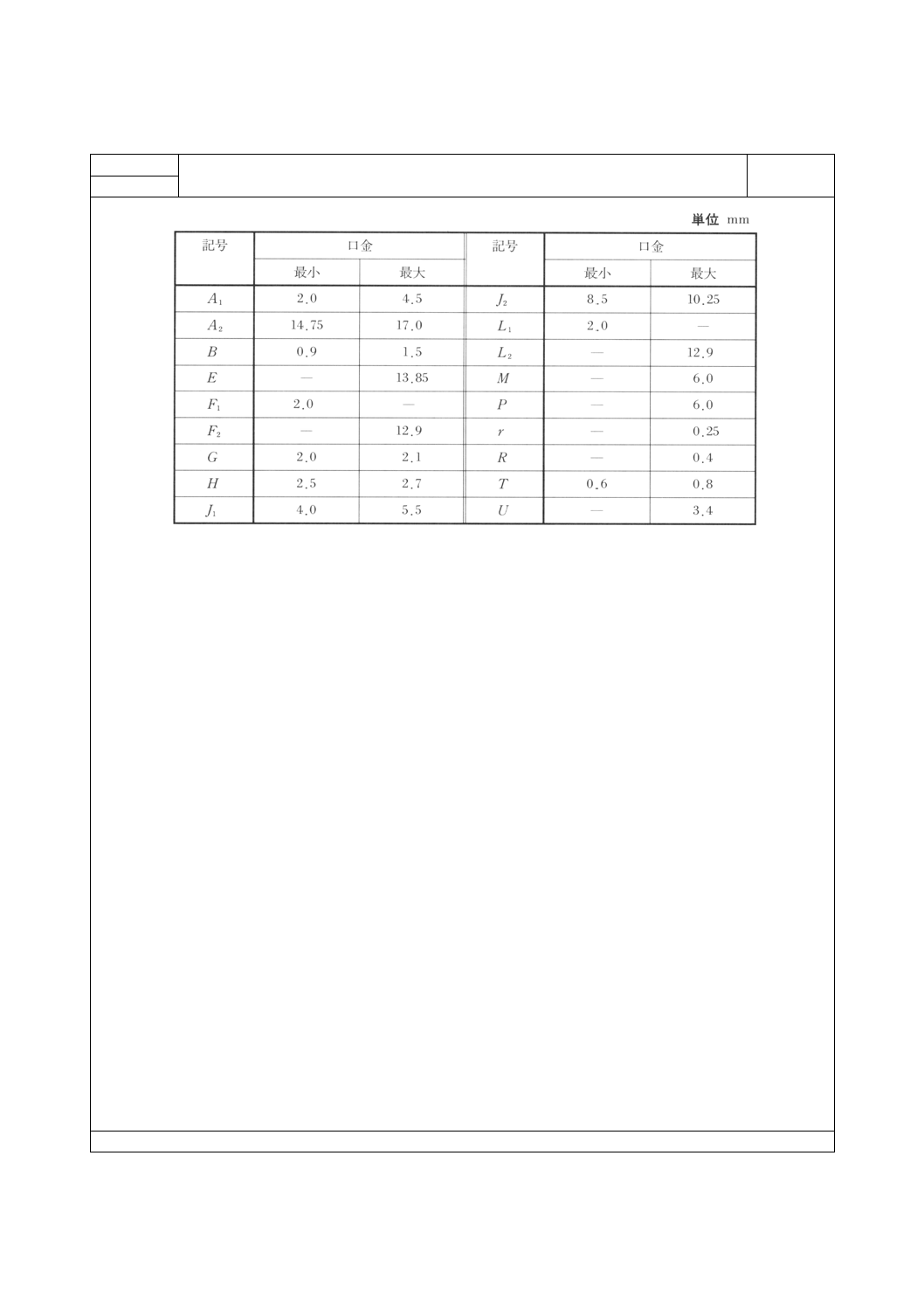
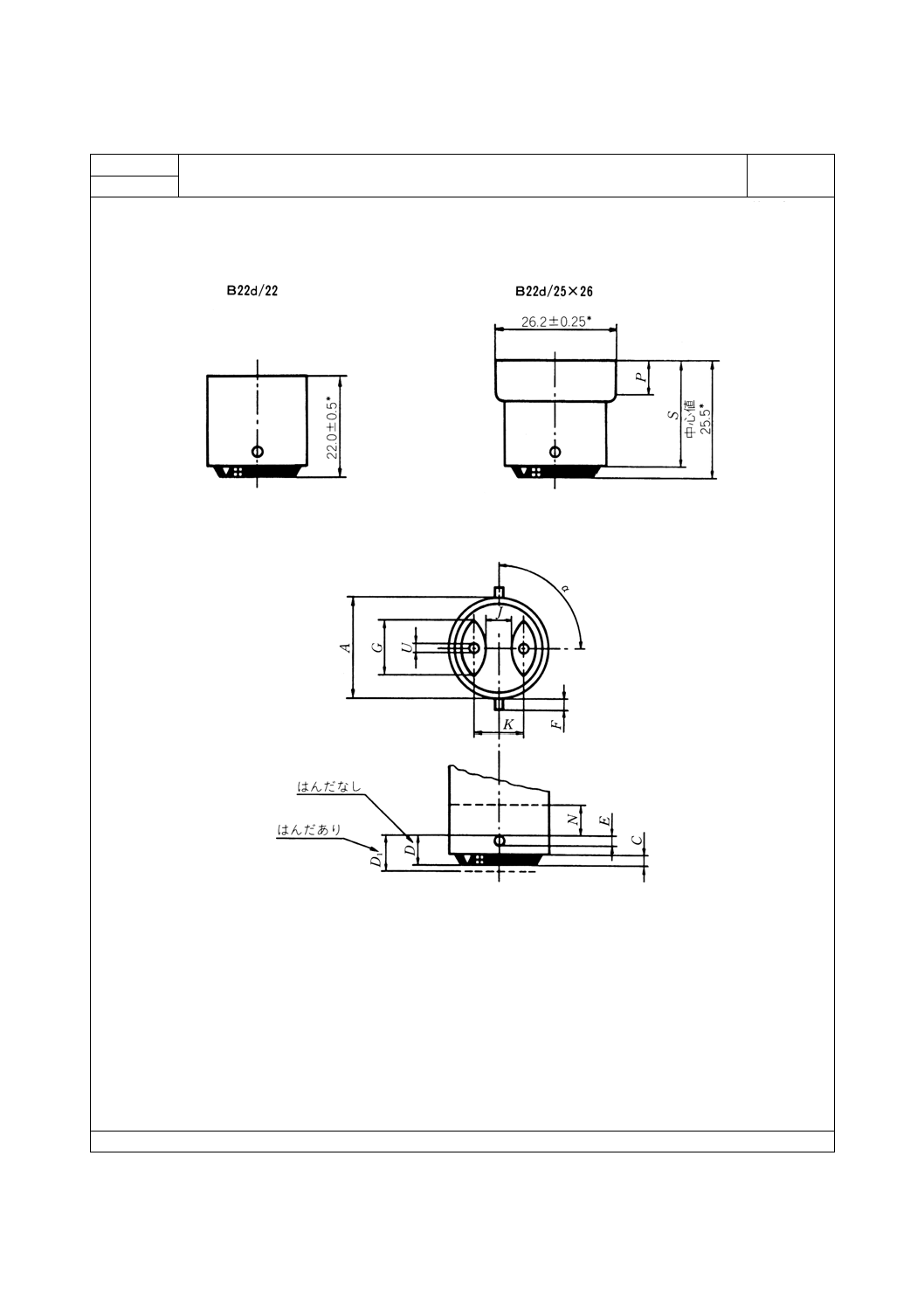
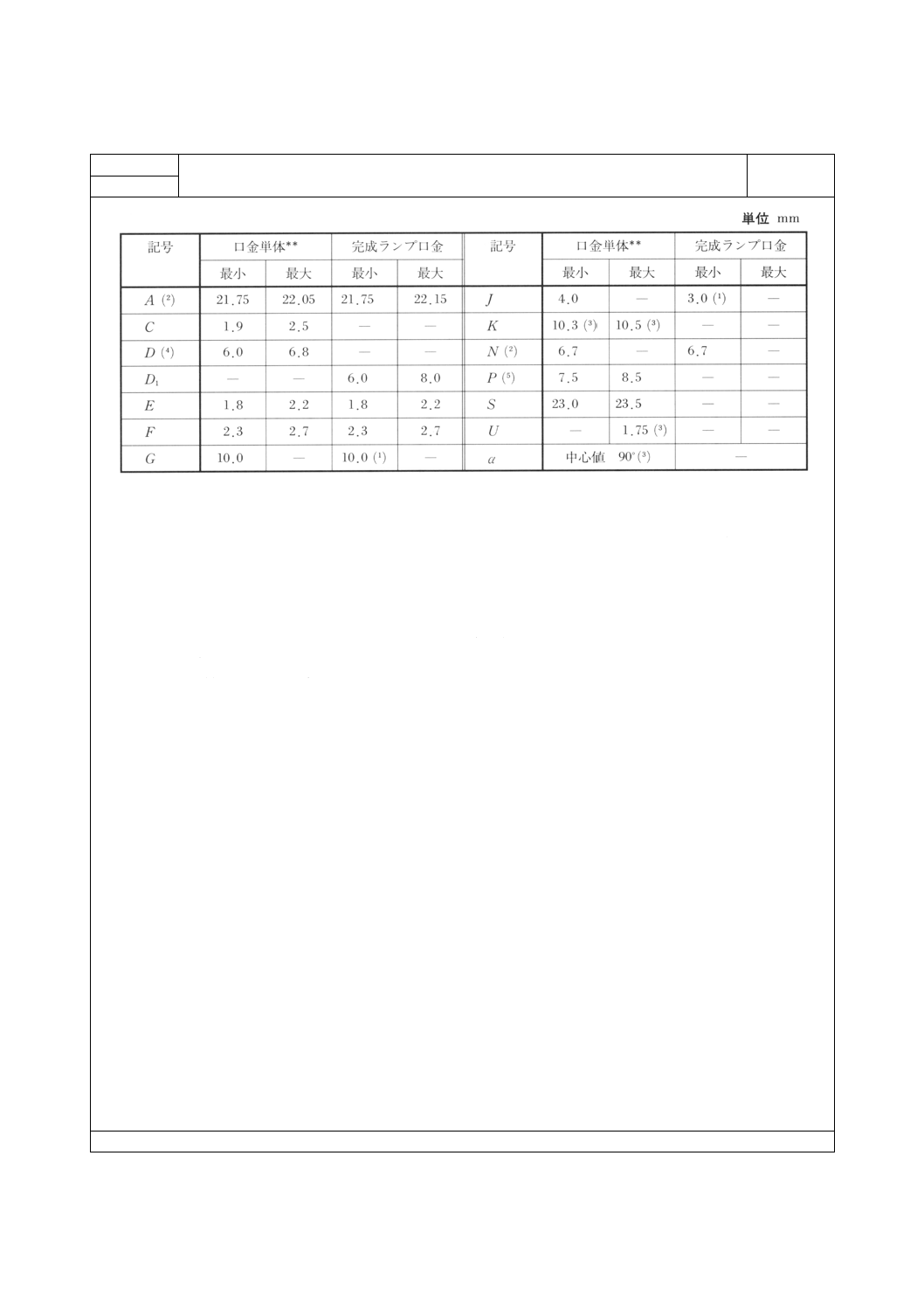
B 22 d 口金
ページ1/2
第一角法
単位 mm
この図面には互換性のための重要な寸法だけを示してある。
B22d受金の詳細については,IEC 61-3の7005-10を参照。
フレア付口金の直径は,フレアなし*口金の最大許容直径より1mmを超えないこと。完成ランプにおいて絶縁物を越
えた沿面距離は,充電部間の場合3mm以上,充電部と金属シェル間の場合は,2.5mm以上が必要である。
7004-10-6
191
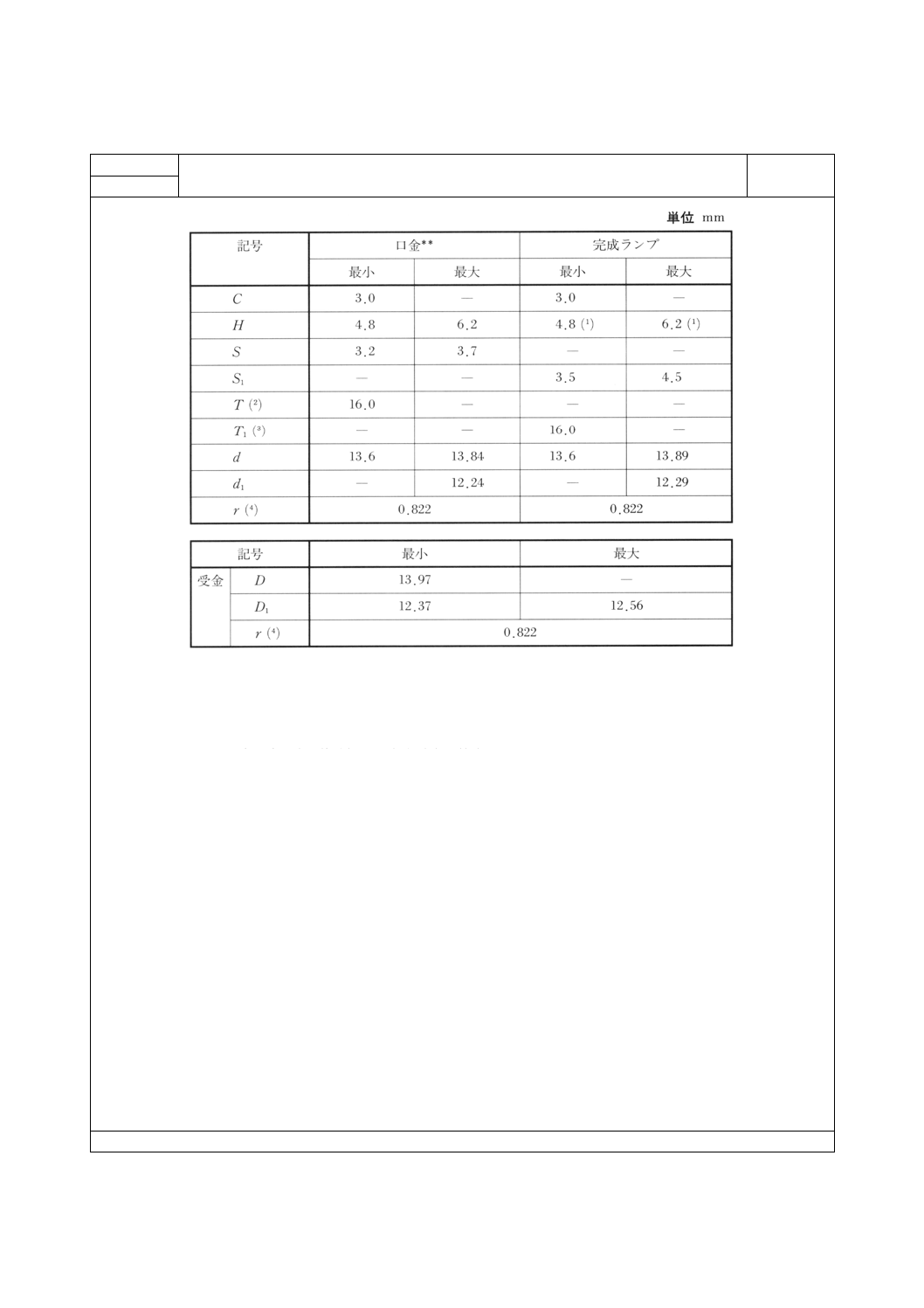
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
B 22 d 口金
ページ2/2
注*
これらの寸法は,単に口金設計のためのものであって完成ランプで測定されるべきではない。
**
以下に示す値は,口金設計のためのものであり,他に規定されたものを除いて測定されるべきではない。
中立的な関係当局によって管理されている口金単体の測定の場合には,IEC 61-3のシート7006-10及び7006-11に示
されるゲージを使用すること。
注(1) この寸法は,ミリメートル単位で測定する。
(2) 寸法Nは,寸法Aの最小及び最大値が守られるための最小距離を示す。
寸法N以下は,寸法Aの最大値だけに適用する。
(3) これらの値は,IEC 61-3のシート7006-3に示すゲージによって受け入れられるB22d/22とB22d/25×26口
金に適用する。
Vの最大寸法は,所定のプラグゲージによって検査すること。
他の口金については,寸法Kは,10.0mmの最小値11.3mmの最大値が与えられる。
角度αは,82°30´の最小値,97°30´の最大値が与えられる。
寸法Vの値は規定しない。
(4) 二つのピン間の高さの差は許されるが,0.4mmを超えないこと。
(5) 寸法Pは,スカートの円筒形を越えた部分の長さを示す。
7004-10-6
192
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
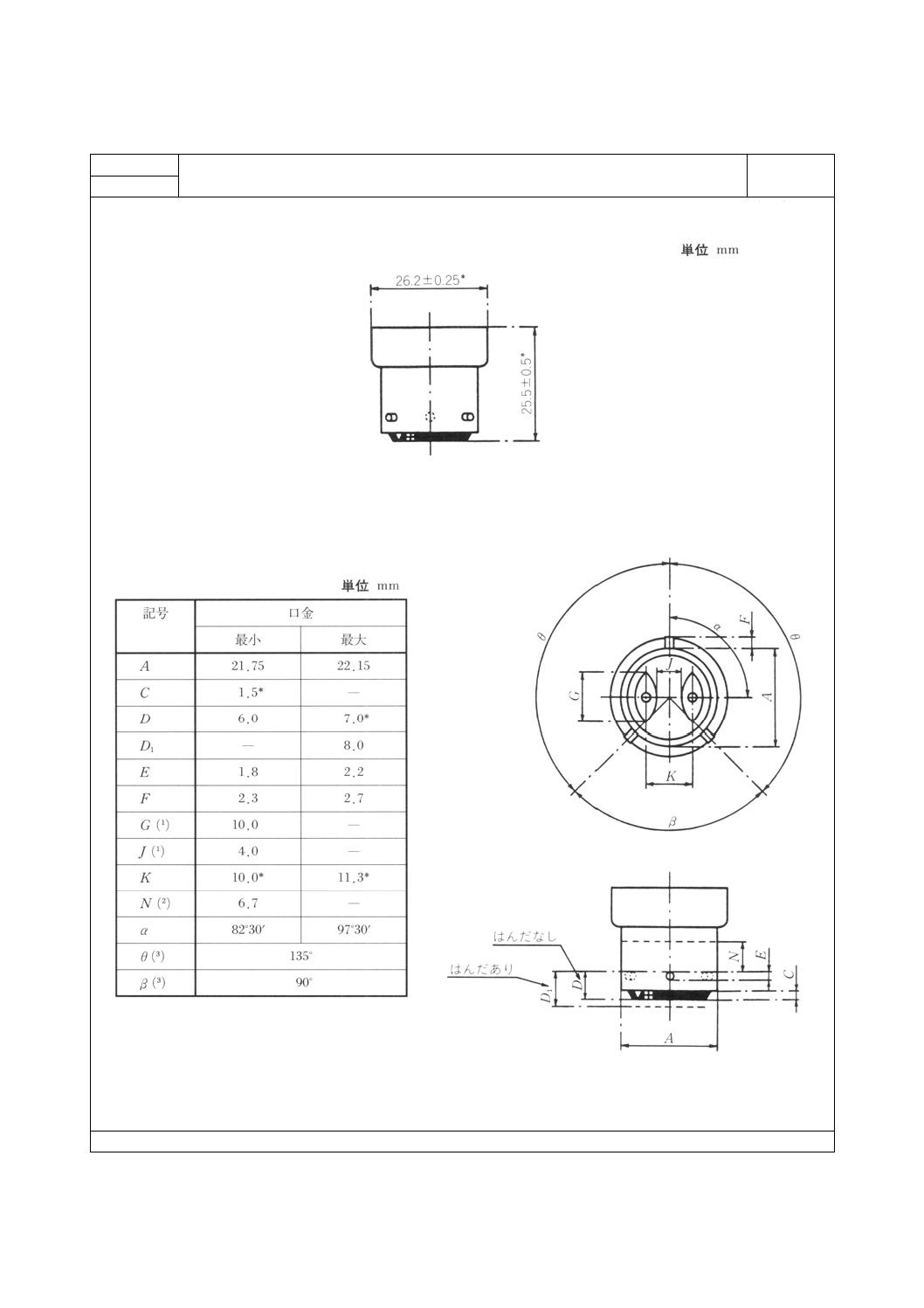
B 22 d-3 (90°/135°) /25×26 口金
ページ1/2
第一角法
口金はフレア付きでもよい。その径はフレア付きでない口金の最大許容径より,1mm以上大きくなってはいけない。
完成ランプにおいて,絶縁体に対する沿面距離は,電流が流れている部分間では3mm,そして電流が流れている部
分と金属シェル間では2.5mm以上とする。
注*
これらの寸法は,口金設計のためのものであり,完成ランプに対する規格ではない。
7004-10A-2
193
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
B22d-3 (90°/130°) /25×26 口金
ページ2/2
(1) この寸法は,mm定規で測定する。
(2) “N” は,寸法 “A” が守られるべき最小長さを示す。
(3) 角度θとβは,IEC 61-3のシート7006-19で示されたゲージで測定する。
7004-10A-2
194
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
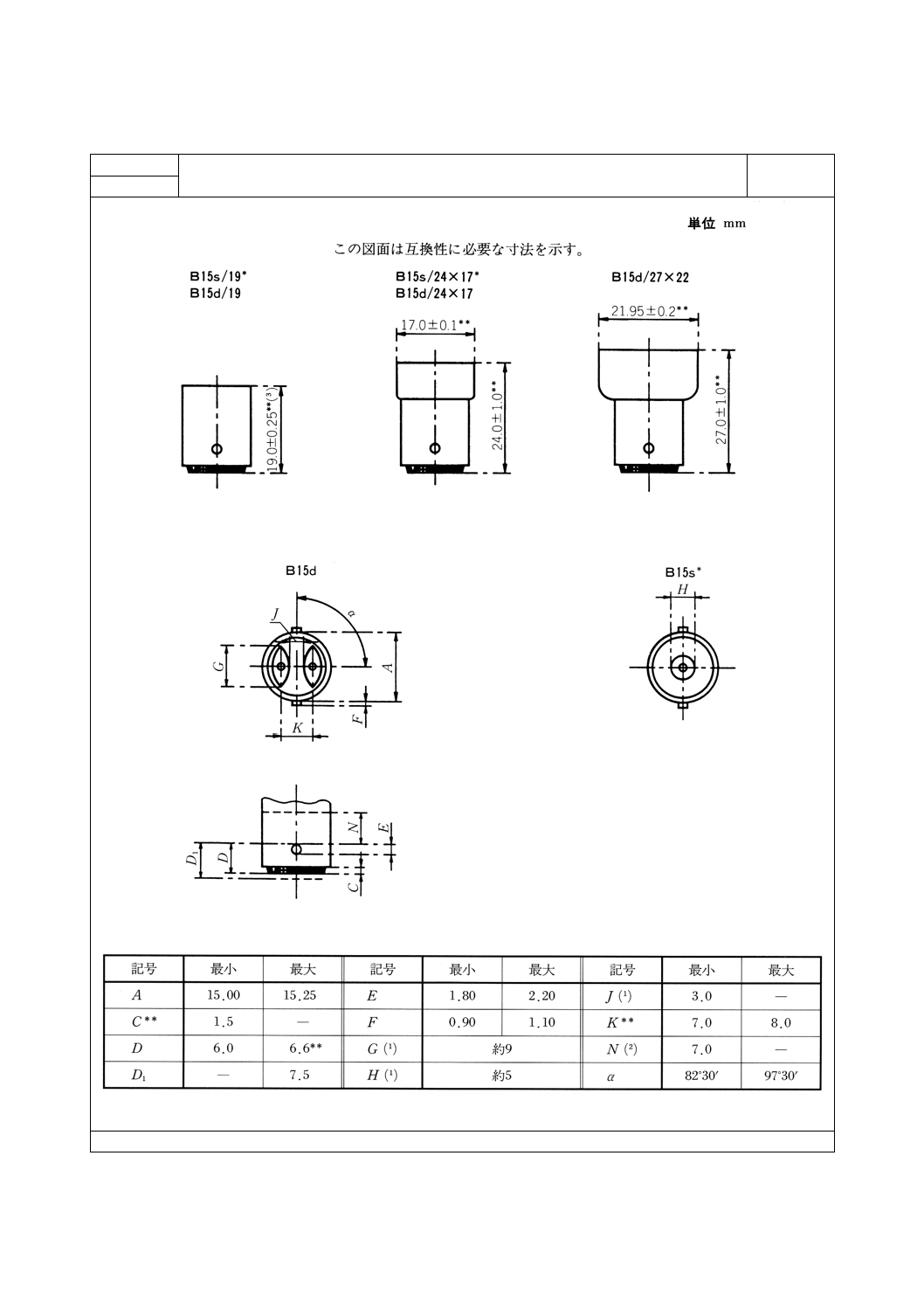
B 15 口金
ページ1/2
第一角法
口金にフレアを付けた場合,フレア部の外径は図に示した最大外径に1mmを加えた値以下とする。
完成ランプでは,絶縁部の沿面距離は充電部間で3mm,充電部と金属シェル間では2mm以上とする。
7004-11-5
195
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
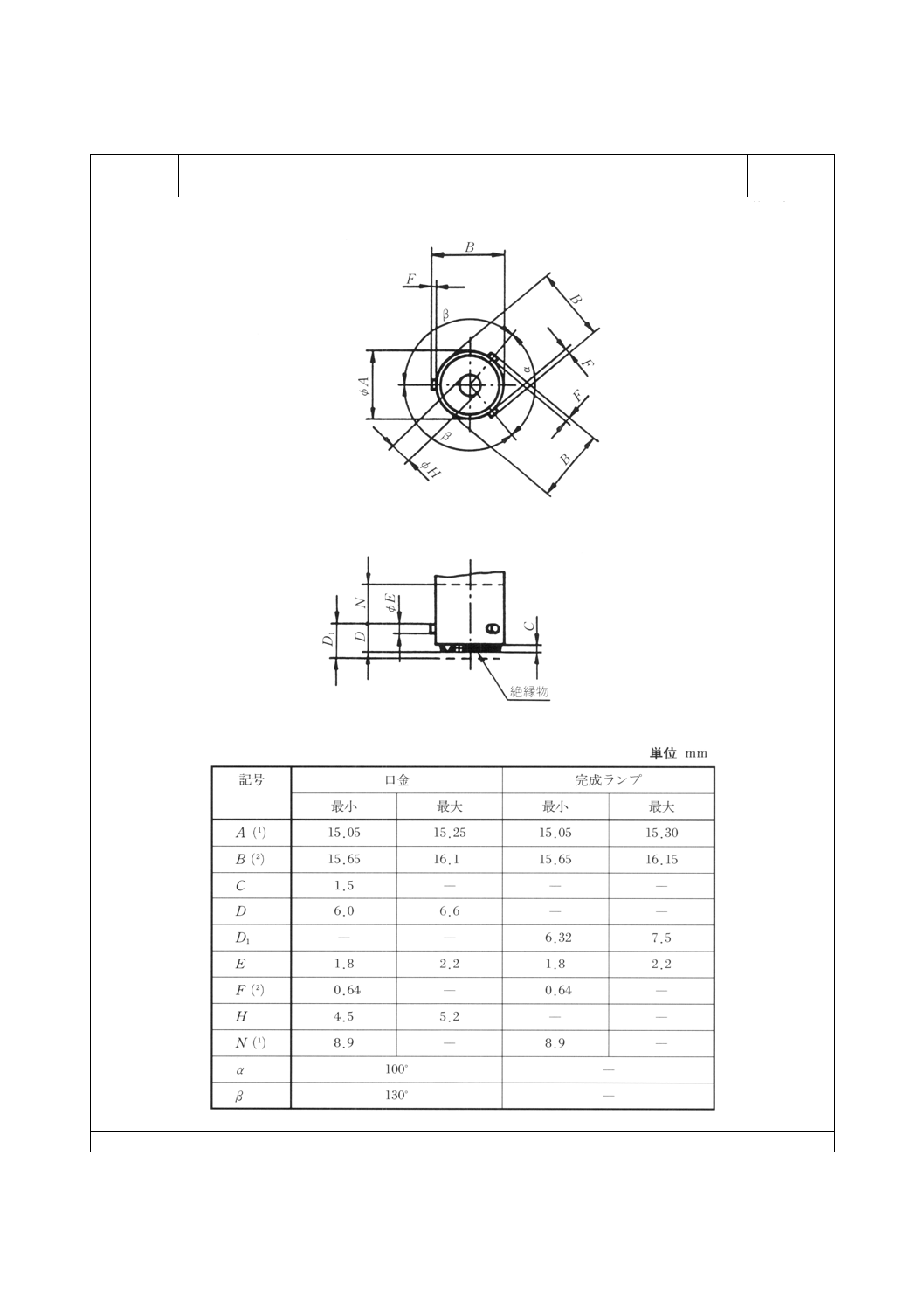
1997
B 15 口金
ページ2/2
注*
B15s口金/受金の適合は今後の設計に利用されるものではない。
口金寸法は交換目的だけに表示する。
**
これらの寸法は口金設計用だけであり,完成ランプの測定用のものではない。
(1) この寸法はミリメートル単位で測定する。
(2) “N”は寸法“A”が守られる最小値を示す。
(3) フランスでは暫定的に20±0.25mmの長さが認可されている。
7004-11-5
196
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BA 15 s-3 口金
ページ1/2
第一角法
7004-11D-1
197
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
BA 15 s-3 口金
ページ2/2
注(1) N寸法は,A寸法の最大値,最小値を検査するときの最小値を示す。
完成ランプA寸法の最小値に関する要件は次のとおりである。
(a) あらゆる水平面からも,N寸法の範囲に,少なくとも直径が15.05mm又は,それ以上ある方向が一つあ
ること。
(b) いかなる面の方向からも,N寸法の範囲では直径は14.92mm以上とする。
測定する点は,基準ピンの0.5mm上側からN寸法の範囲とする。
(2) B寸法が最小値のとき,基準ピン先端のRは0.2mm以下とする。B寸法が15.65mmを超えるときは,先端
のRはそれに応じて増やしてもよい。
この要件は,ガラス球に近い方の先端の片側だけに適用する。
備考 口金にフレアを付けた場合,フレア部の外径はA寸法の最大値に1.0mmを加えた値以下とする。
7004-11D-1
198
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
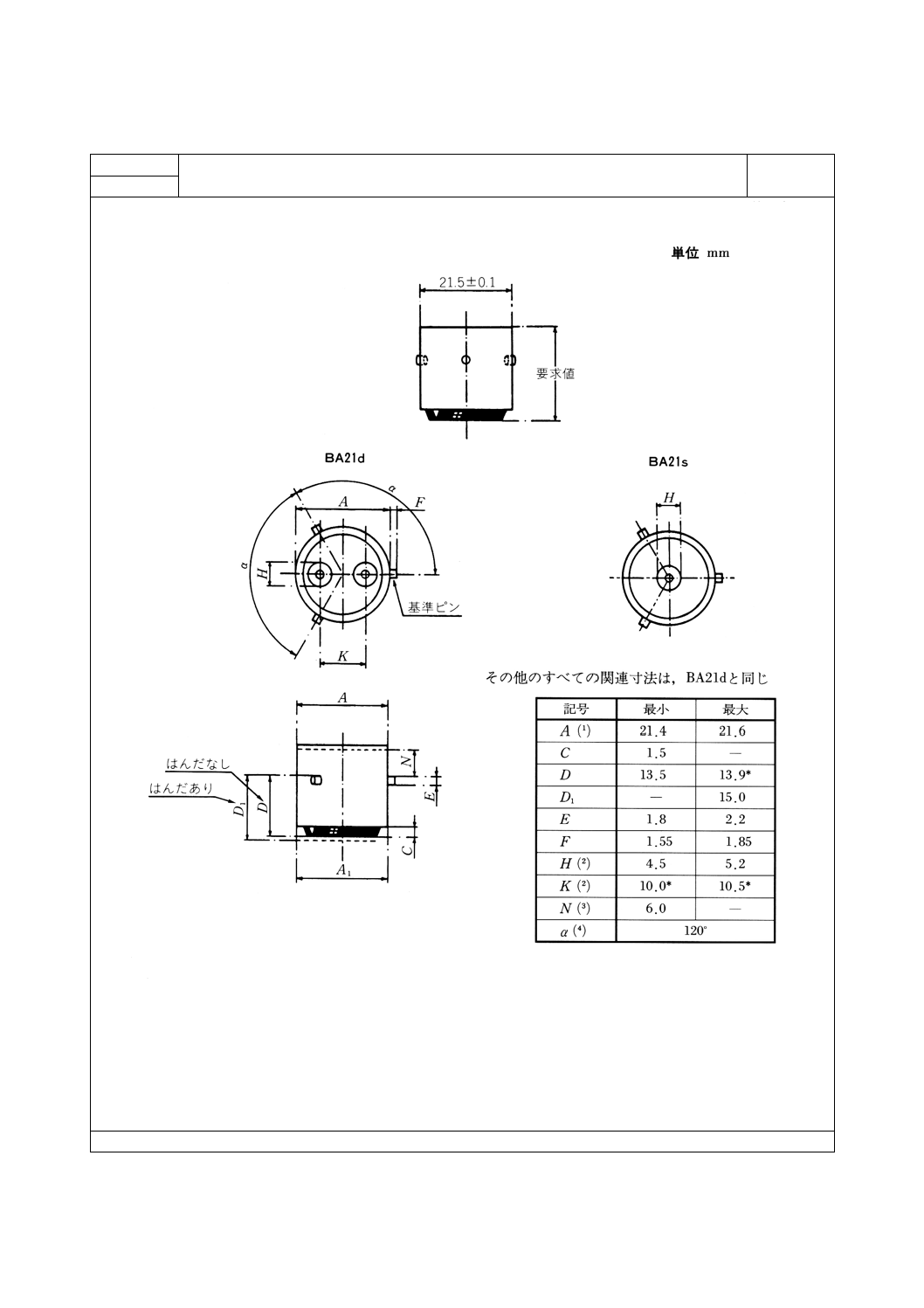
BA 21-3 口金
ページ1/1
第一角法
この図面は規制される寸法だけを示す。
注*
これらの寸法は単に口金設計のためのものであり,完成ランプでの測定はされない。
(1) この口金はA1寸法が最小値20.8mmをとる場合D寸法部について円錐形状となる。
(2) この寸法はミリメートル単位の定規で測定する。
(3) N寸法はA寸法が満たされなければならない最小長さを示す。
(4) 角度αはIEC 61-3のシート7006-17のゲージで測定する。
7004-13-4
199
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
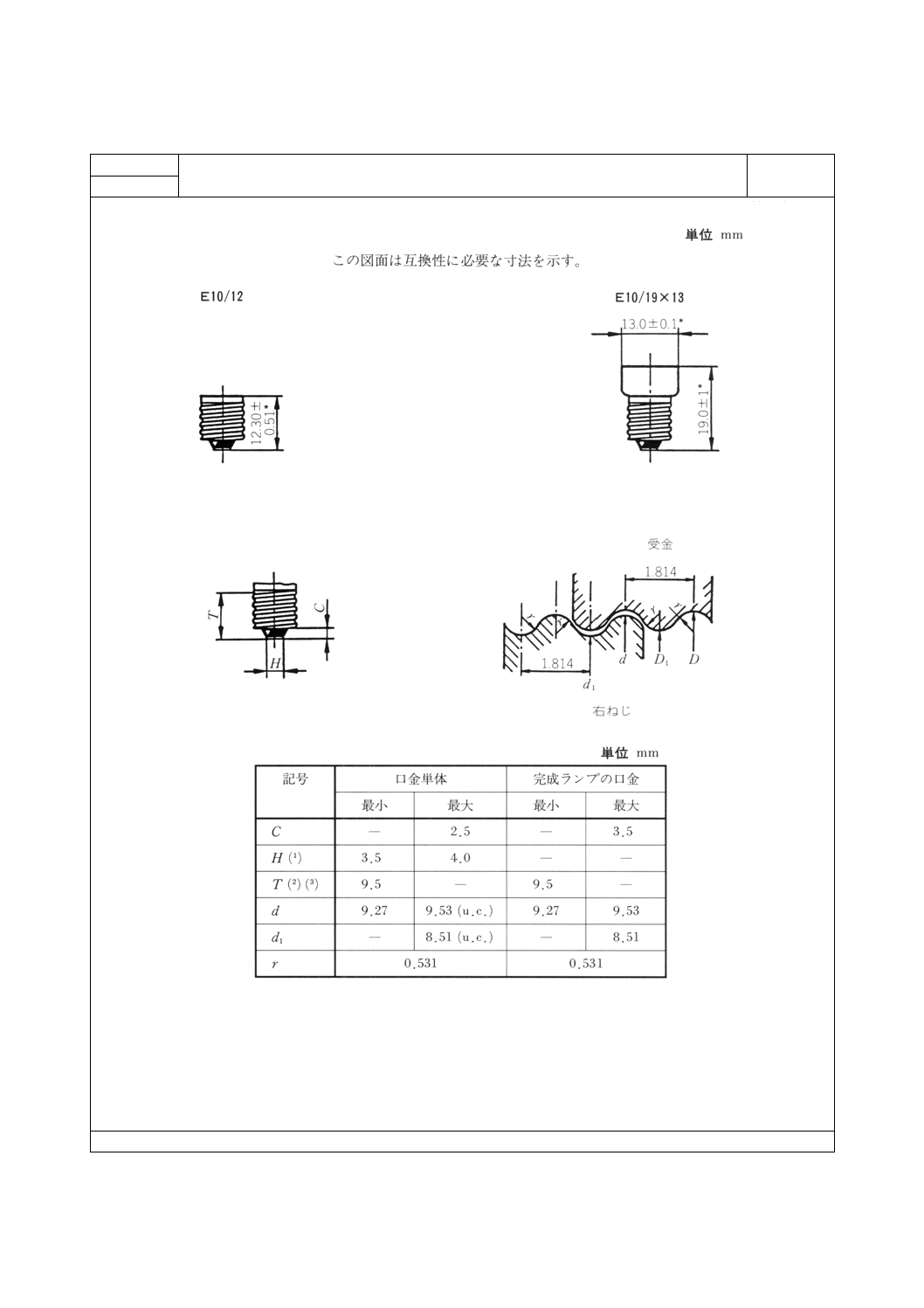
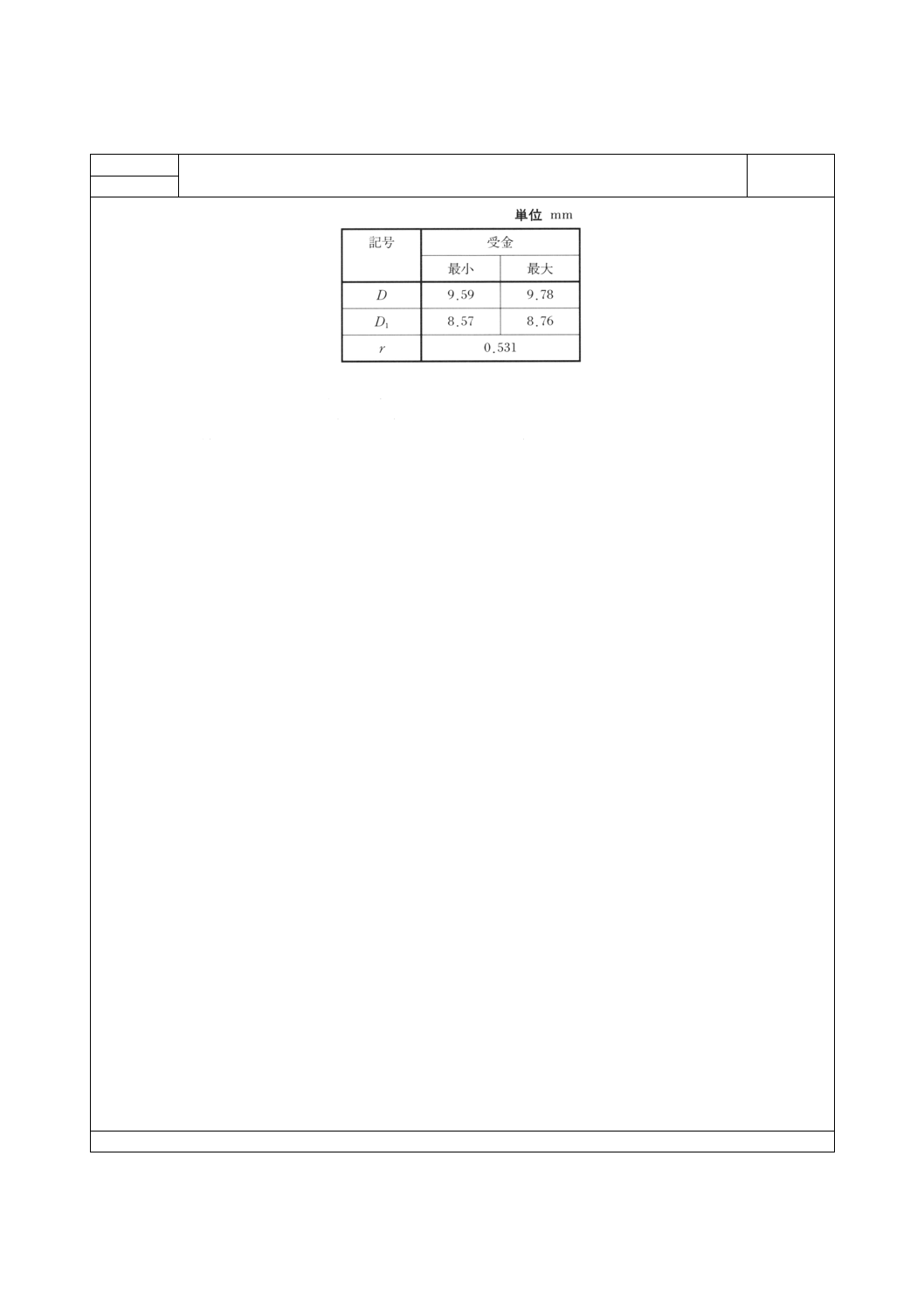
E 10 口金
ページ1/2
第一角法
口金にフレアを付けた場合,フレア部の外径は図に示した最大外径に1mmを加えた値以下とする。
7004-22-6
200
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
E 10 口金
ページ2/2
注*
これらの寸法は口金設計用だけであり,完成ランプの測定用のものではない。
(1) この寸法はミリメートル単位で測定する。
(2) これははんだ付けされた接点板から有効ねじ山終了までの寸法である。
(3) 口金単体のE10/12では,この値は7.75mmまで,また完成ランプの口金E10/12では8.13mmまで,それぞ
れ縮小される。
ゲージング:口金E10はIEC 61-3のシート7006-27Aと7006-28Eに示されたゲージでテストする。
7004-22-6
201
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
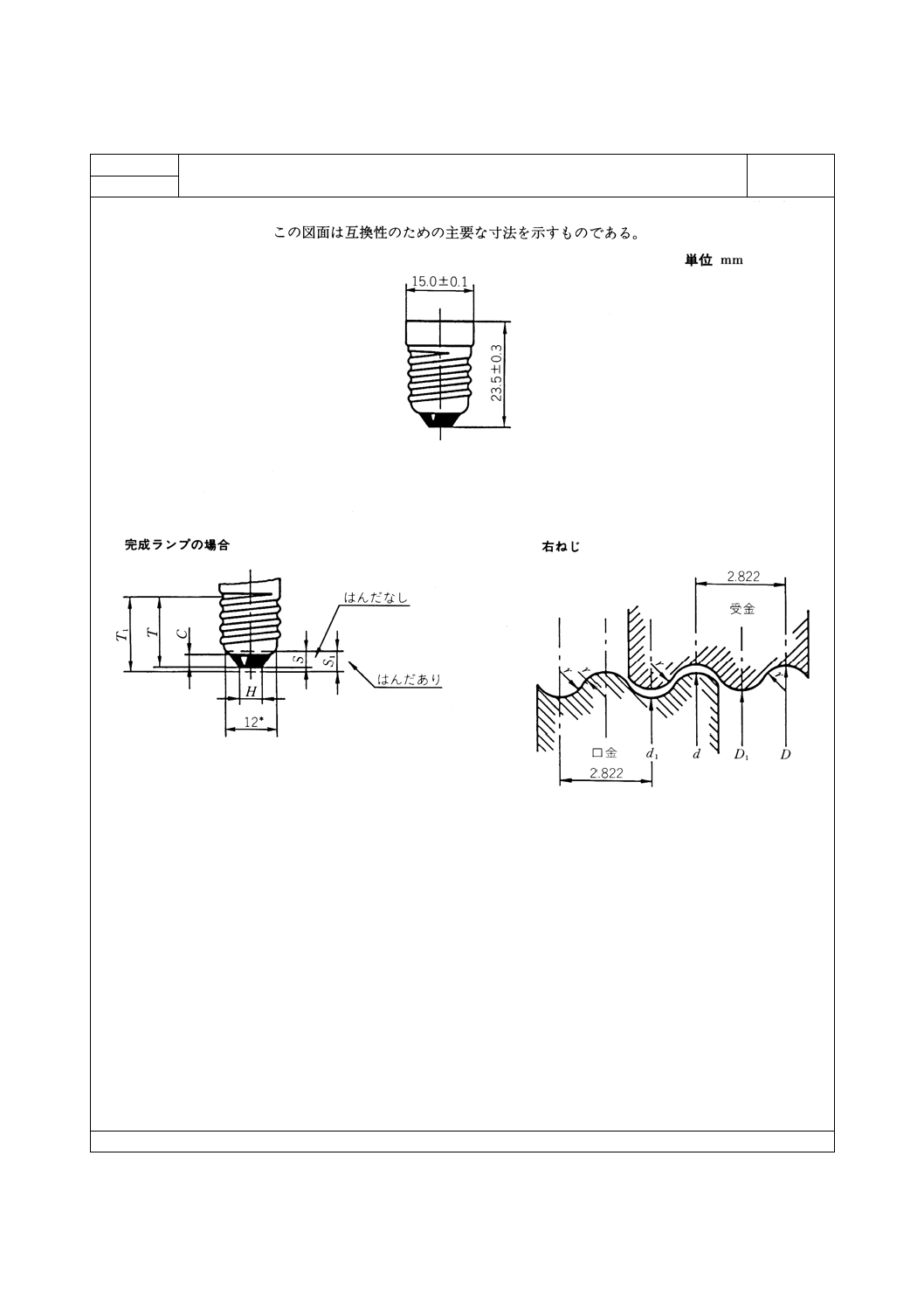
E 14/23×15 口金
ページ1/2
第一角法
口金にフレアを付けた場合,フレア部の外径は図に示した外径の最大値に1mmを加えた値以下とする。
完成ランプの絶縁物上の沿面距離は,3mm以上とする。
注 図面に示された口金の形状は参考図で要求事項を構成するものではない。
注*
この値は,SとS1の寸法の基準面となる円の直径を示す。
7004-23-6
202
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
E 14/23×15 口金
ページ2/2
注** これらの寸法は,口金設計のもので,完成ランプのゲージ検査のものではない。
(1) この寸法は,測定器で検査すること。
(2) “T” 寸法はコンタクトから有効ねじの終わりまでの距離。
(3) “T1” 寸法は,はんだの面から有効ねじの終わりまでの距離。
(4) この寸法はゲージ設計の基準値で口金や受金の検査のものではない。
7004-23-6
203
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
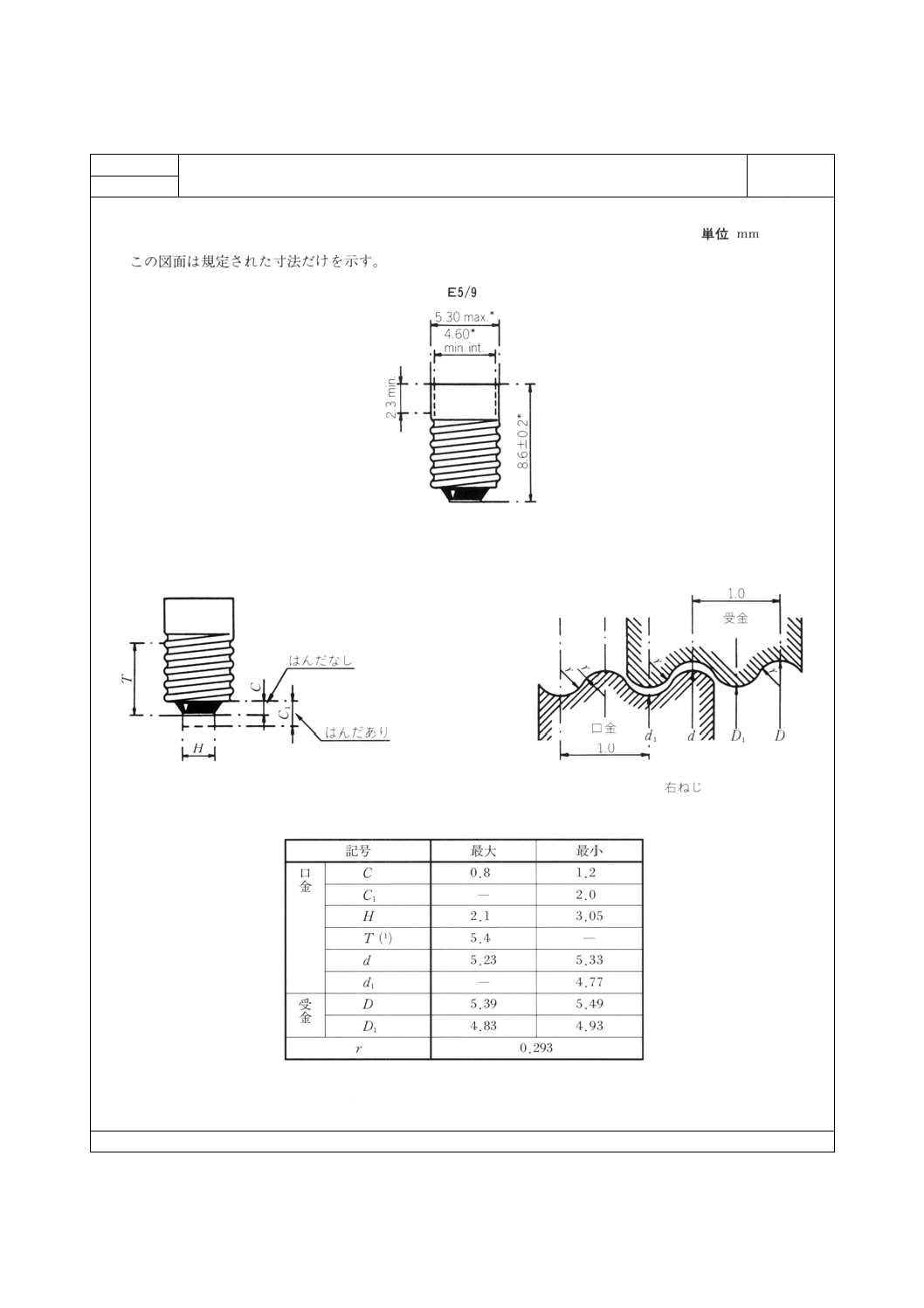
E 5 口金
ページ1/1
第一角法
フレア付き口金*の外径はフレアなし口金類の直径の最大値に0.5mmを加えた値以下とする。
完成ランプの絶縁物の沿面距離は0.8mm以上とする。
注*
これらの寸法は口金設計のもので,完成ランプの測定をするためのものではない。
(1) “T” は口金のアイレットから有効ねじの終わりまでの間隔である。
7004-25-3
204
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
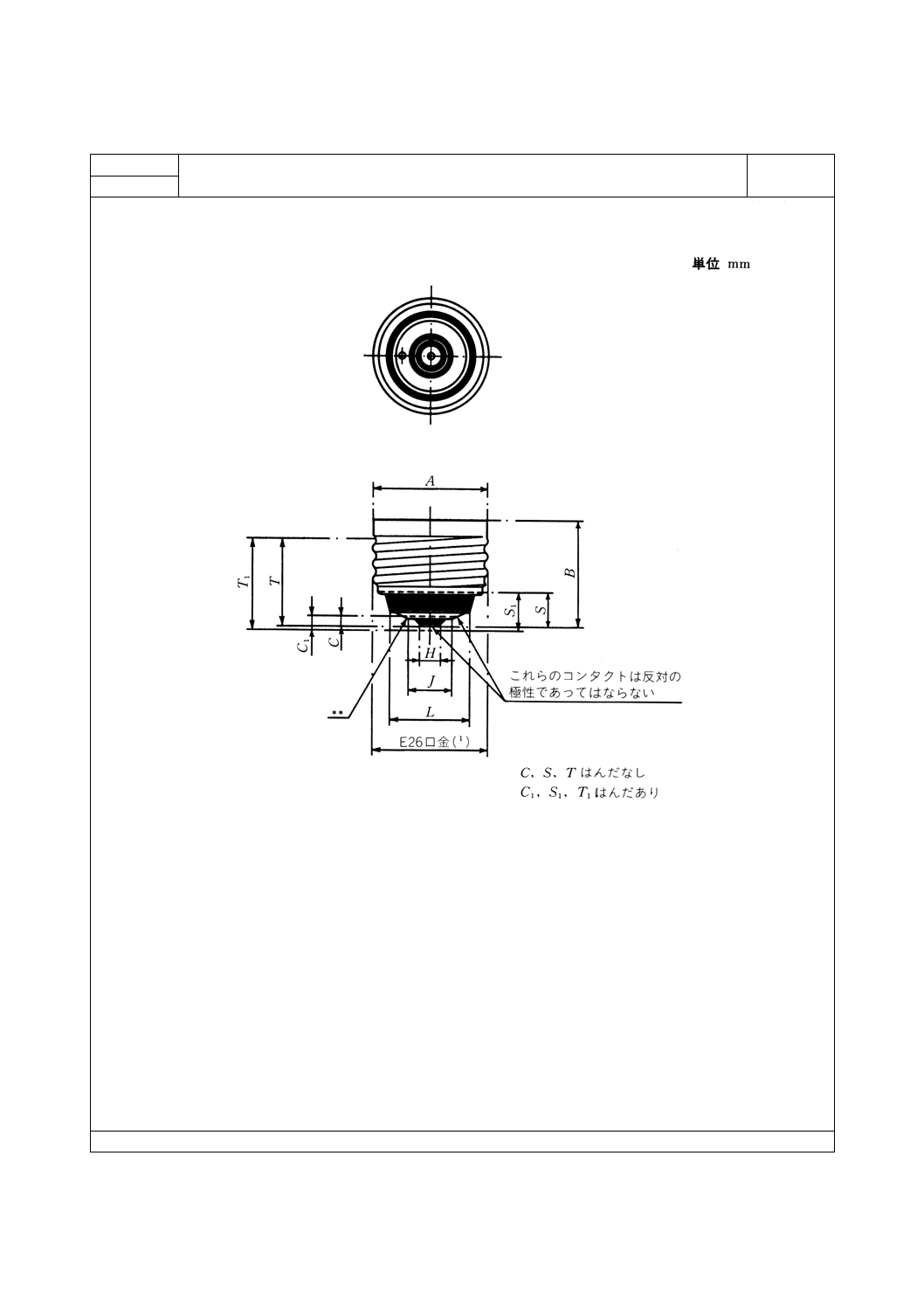
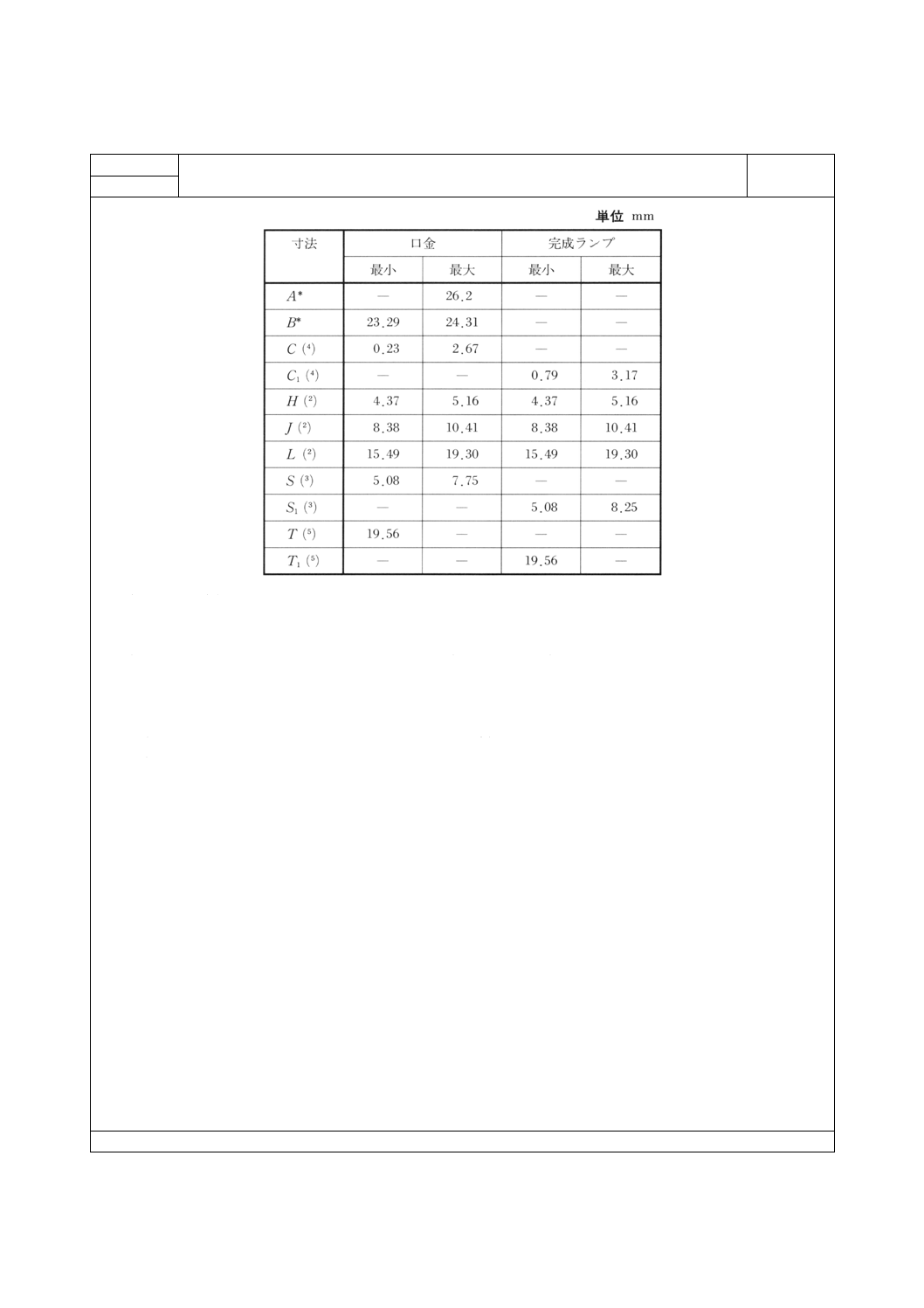
E 26 d 口金
ページ1/2
第一角法
この図面は規制される寸法だけを示す。
7004-29-1
205
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
E 26 d 口金
ページ2/2
口金のフレア*直径は27.56mm以下とする。
完成ランプにおいて絶縁物の沿面距離は中間コンタクト部と金属シェルの間が3mm以上とし,中間コンタクト部と
センタコンタクトの間は1.2mm以上とする。
注*
これらの寸法は口金設計のためのもので,完成ランプでの測定はされない。
**
中間コンタクト部分は環状と環状でないものがあり,加えて円すい状の場合と平板状の場合がある。
環状でないコンタクトはその外周がL寸法の最小値及び最大値の直径をもつ仮想円の内側に納まらなけ
ればならない。
(1) ねじ部分はシートIEC 61-1のシート7004-21Aに従う。
(2) これらの寸法はmm単位の定規で測定する。
(3) これらの寸法は直径23mmの部分を基準に測定する。
(4) これらの寸法の規制は直径10.4mmから13.2mmの範囲を基準としてすべての部分について適用する。
(5) 寸法T,T1は口金のセンタコンタクト部と有効ねじ部の終端との距離である。
7004-29-1
206
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
EP 10 口金
ページ1/2
第一角法
この図面は互換性に必要な寸法を表す。
定焦点受金EP10の詳細はIEC 61-3のシート7005-30による。
口金はスカートの径の許容し得る最大より1mm以下のフレア径とする。
完成ランプでは絶縁物上の沿面距離は2mm以上とする。
7004-30-2
207
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
EP 10 口金
ページ2/2
注(1) “T” は有効なねじの終わりから,10.15mmの参考の円周までの距離である。
(2) この寸法は,理論上のねじの外形から引き出したゲージ設計のためであり,口金をチェックするためのも
のではない。
(3) 適切なゲージによってチェックするには,IEC 61-3のシート7006-28による。
備考1. 寸法は単に口金設計のためであり,完成ランプをゲージするためのものではない。
2. これらの値は,別に定めるところを除き,IEC 61-3のシート7006-37に示されたゲージでチェックする。
7004-30-2
208
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
2 G 13 口金
ページ1/2
第一角法
7004-33-2
209
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
2 G 13 口金
ページ2/2
注(1) 他のすべての関連寸法はIEC 61-3のシート7004-51の2本ピンG13口金を参照。
(2) Lは,2G13-56と2G13-92口金の支柱外面の最小値を示す。
(3) K,L,SとTは,2G13-56と2G13-92口金の支柱の寸法を示す。
既存の受金には,受金表面位置で口金を保持するため,この支柱が使われているものがある。
(4) 2G13-41と2G13-152では,受金や器具にランプを保持するために支柱を使わないこと。
(5) 北米では上記注(4)が2G13-56にも適用されている。
(6) 支柱の断面形状は任意。
(7) NはCと関連した最小値を示す。
ゲージング
完成ランプの口金はIEC 61-3のシート7006-33のゲージを満足すること。
ゲージZ面に接触した各G13口金ピンの少なくとも一つと,G13口金部の少なくとも一方の底面はゲージのX面に
接触すること。
7004-33-2
210
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
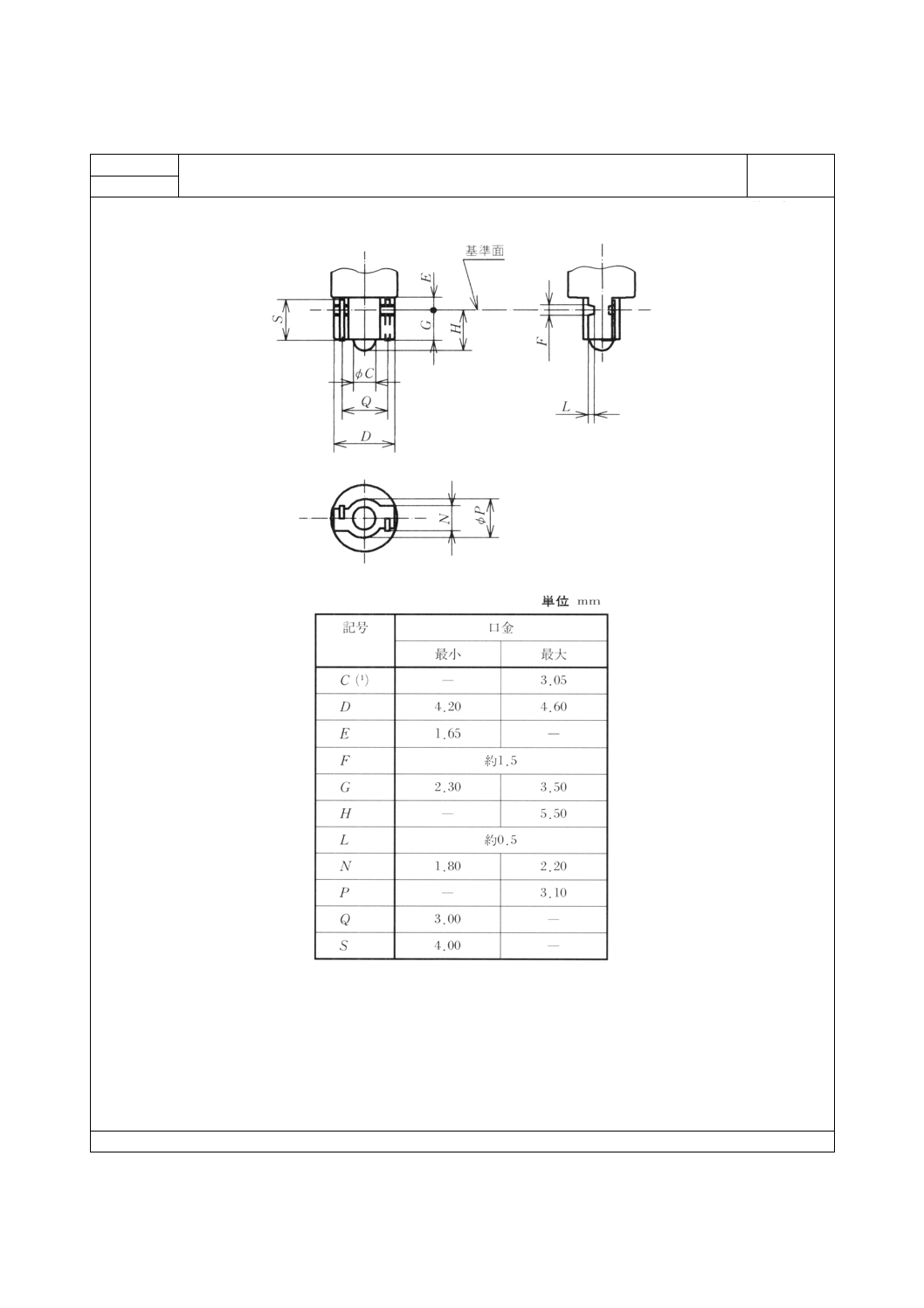
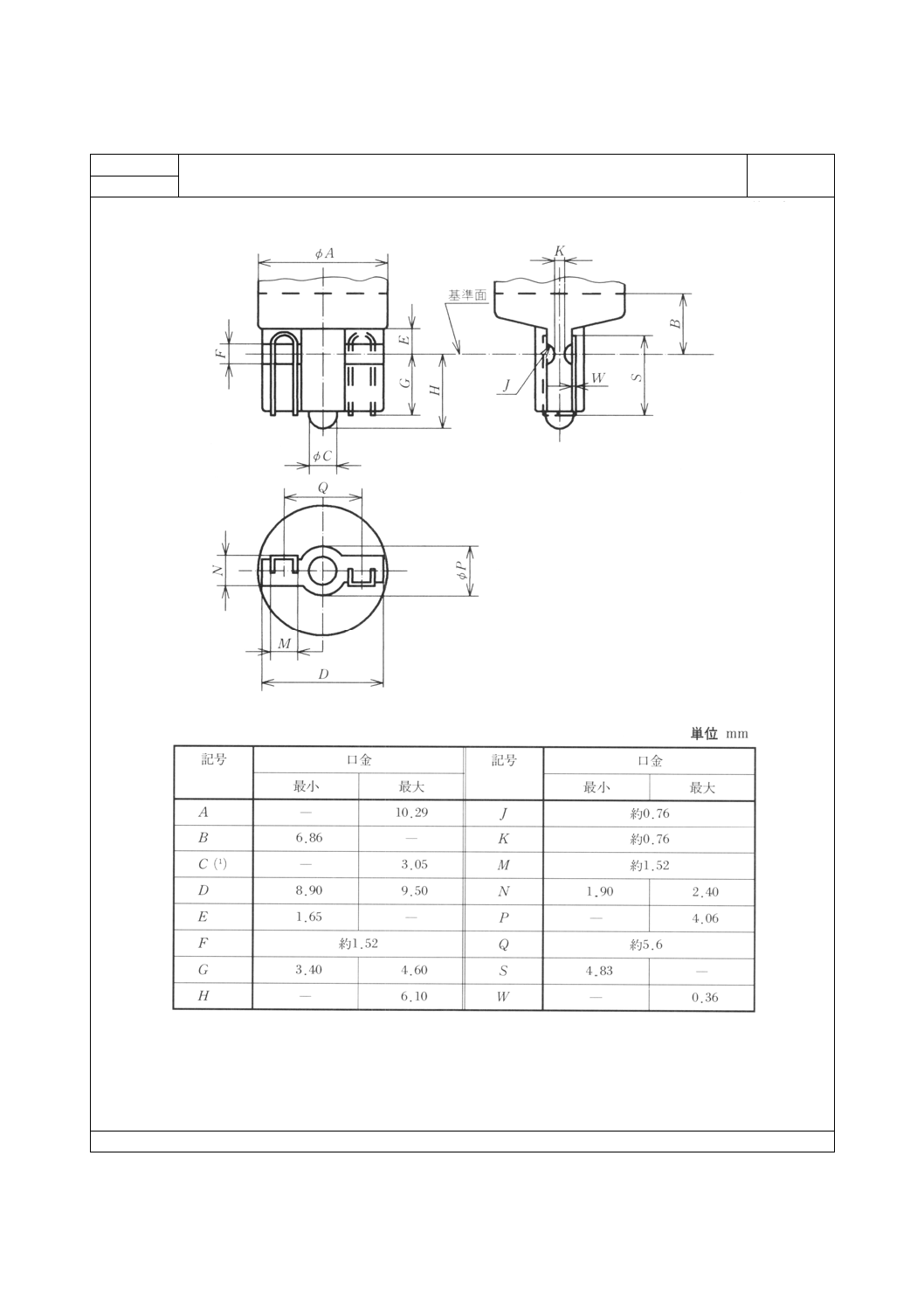
P 18 s 口金
ページ1/2
第一角法
7004-38-3
211
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 18 s 口金
ページ2/2
7004-38-3
212
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 38 s 口金
ページ1/1
第一角法
完成ランプは絶縁のための沿面距離が3mm以上とする。
7004-41-2
213
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 46 s 口金
ページ1/1
第一角法
完成ランプは絶縁のための沿面距離が3mm以上とする。
7004-41A-2
214
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 28 s 口金
ページ1/3
第一角法
7004-42-7
215
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 28 s 口金
ページ2/3
表1
表2
注*
この寸法は,口金単体だけの場合に適用される。
**
次に示された数値は,口金設計のためのものであり,規定された以外の寸法は測定しない。
(1) 口金にフレアを付けた場合,フレア部の外径は,図に示した最大外径に1mmを加えた値以下とする。
7004-42-7
216
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 28 s 口金
ページ3/3
(2) 口金単体のB1寸法は,突起コンタクト付きの口金だけに適用する。
備考 表1には,現存するすべてのソケットに適合するよう決められたIEC規格の数値を示している。
表2の値は,アメリカ合衆国の現状と一致し,また,受金の設計に使用される最終的な数値を示してい
る。IEC 61-3のシート7006-42Aの受金ゲージの規格は,表2の寸法を基準としている。
7004-42-7
217
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 40 s/41 & P 40 s/55 口金
ページ1/2
第一角法
7004-43-5
218
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 40 s/41 & P 40 s/55 口金
ページ2/2
注*
この寸法は,口金単体だけに適用する。
**
この表に示される値は,口金設計用だけの寸法で,特別に理由のない限り検査されない。
(1) Nで規定される範囲は,A寸法の最大値及び最小値を管理する範囲である。これより下部は,最大値だけを
管理する。
(2) この値は,今後データが積み上げられた時点で再考する。
(3) 口金は,一般にフレア部を付けて作られる。このときの外径は,フレアなしの場合の許容最大径に1mmを
加えた値以下でなければならない。
(4) 検査は,IEC 61-3のシート7006-43に示されたゲージで行う。
7004-43-5
219
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
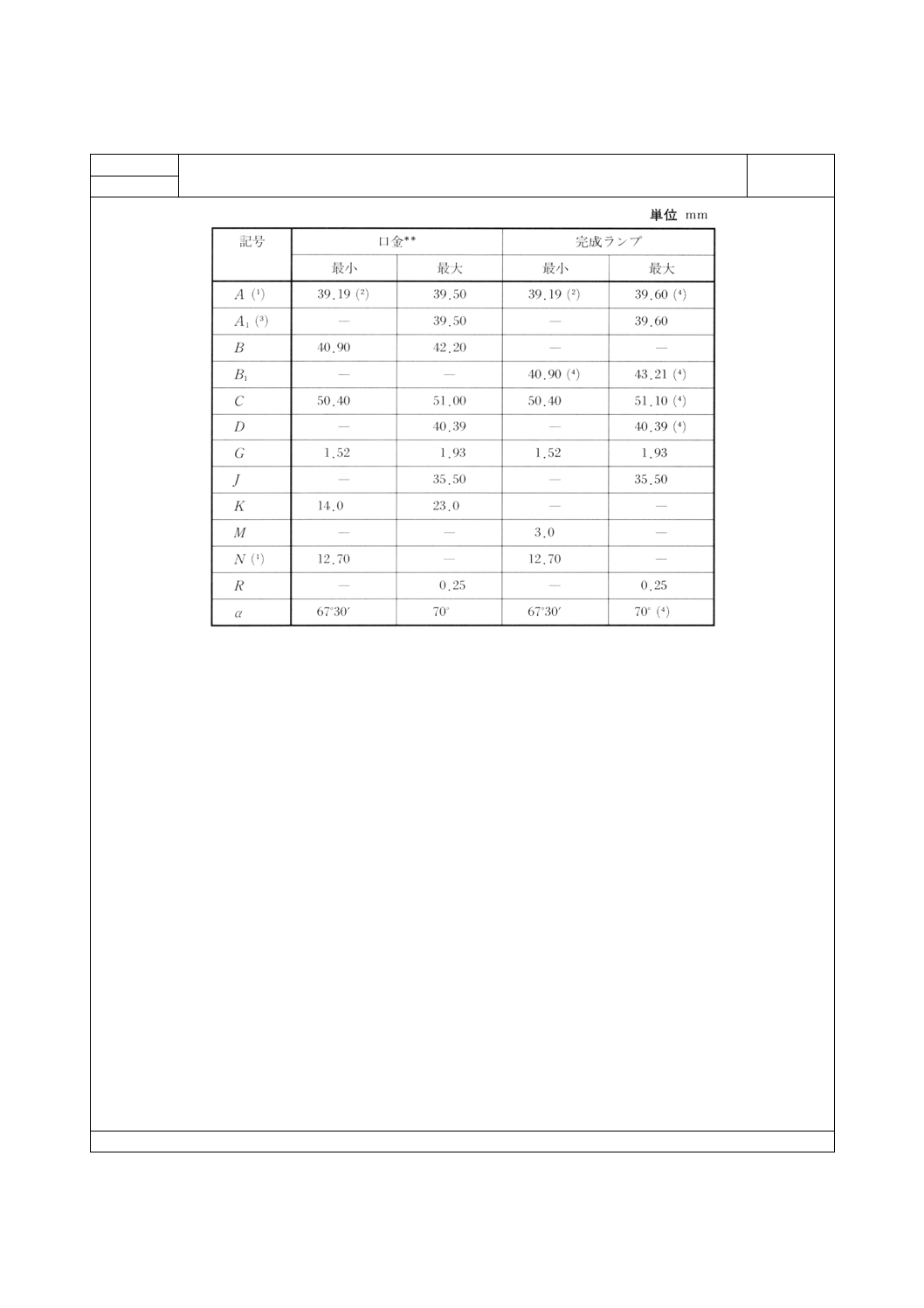
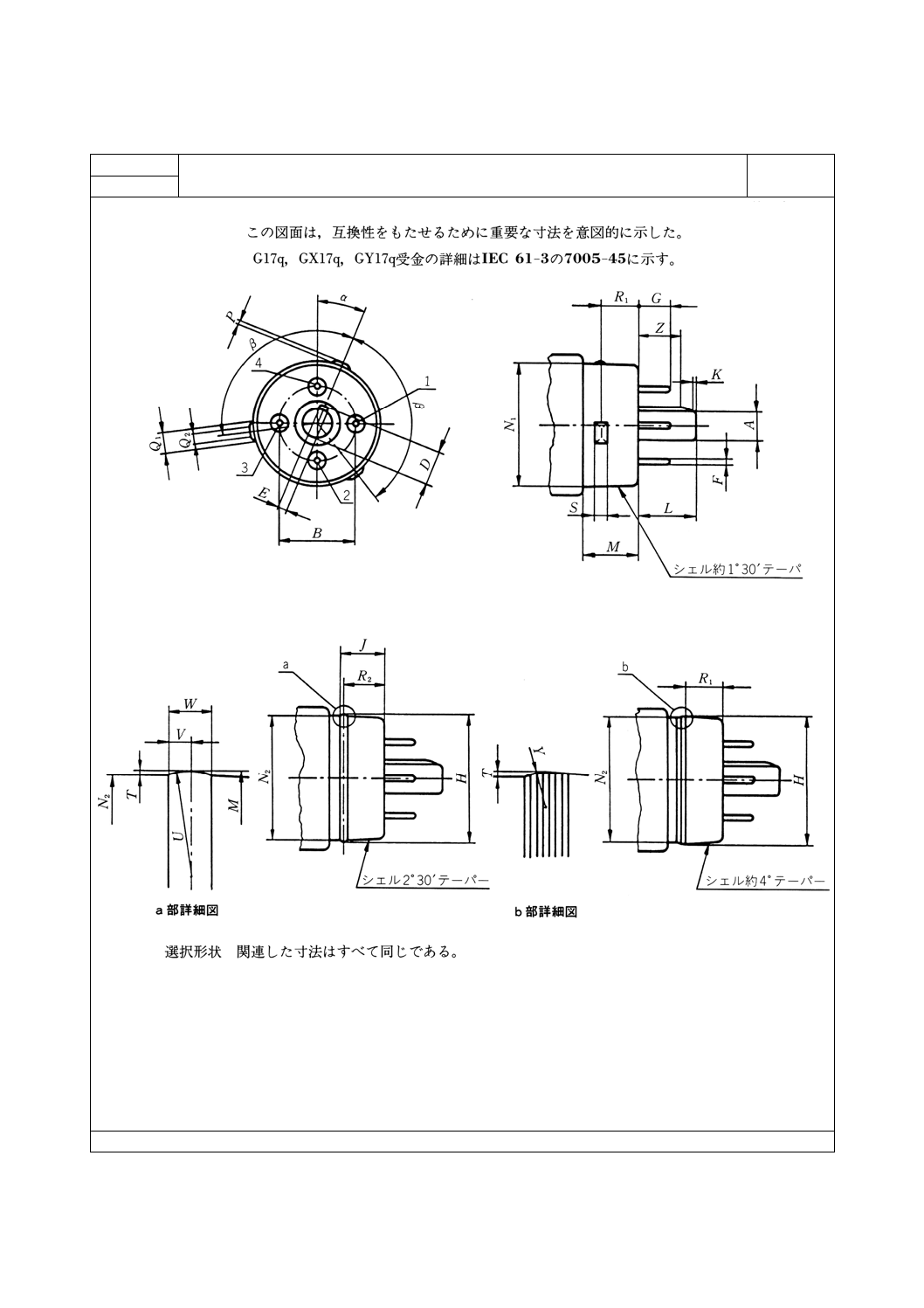
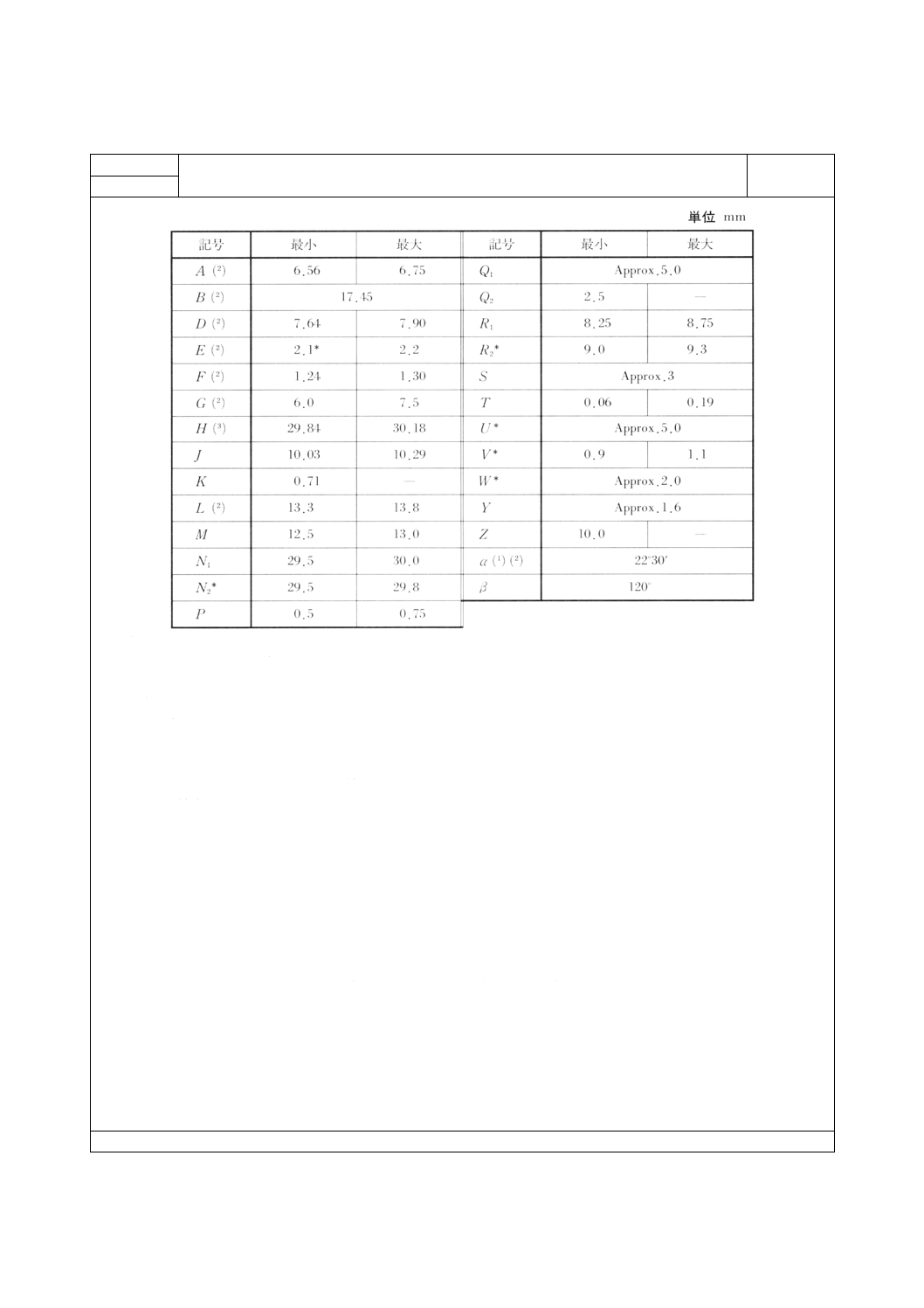
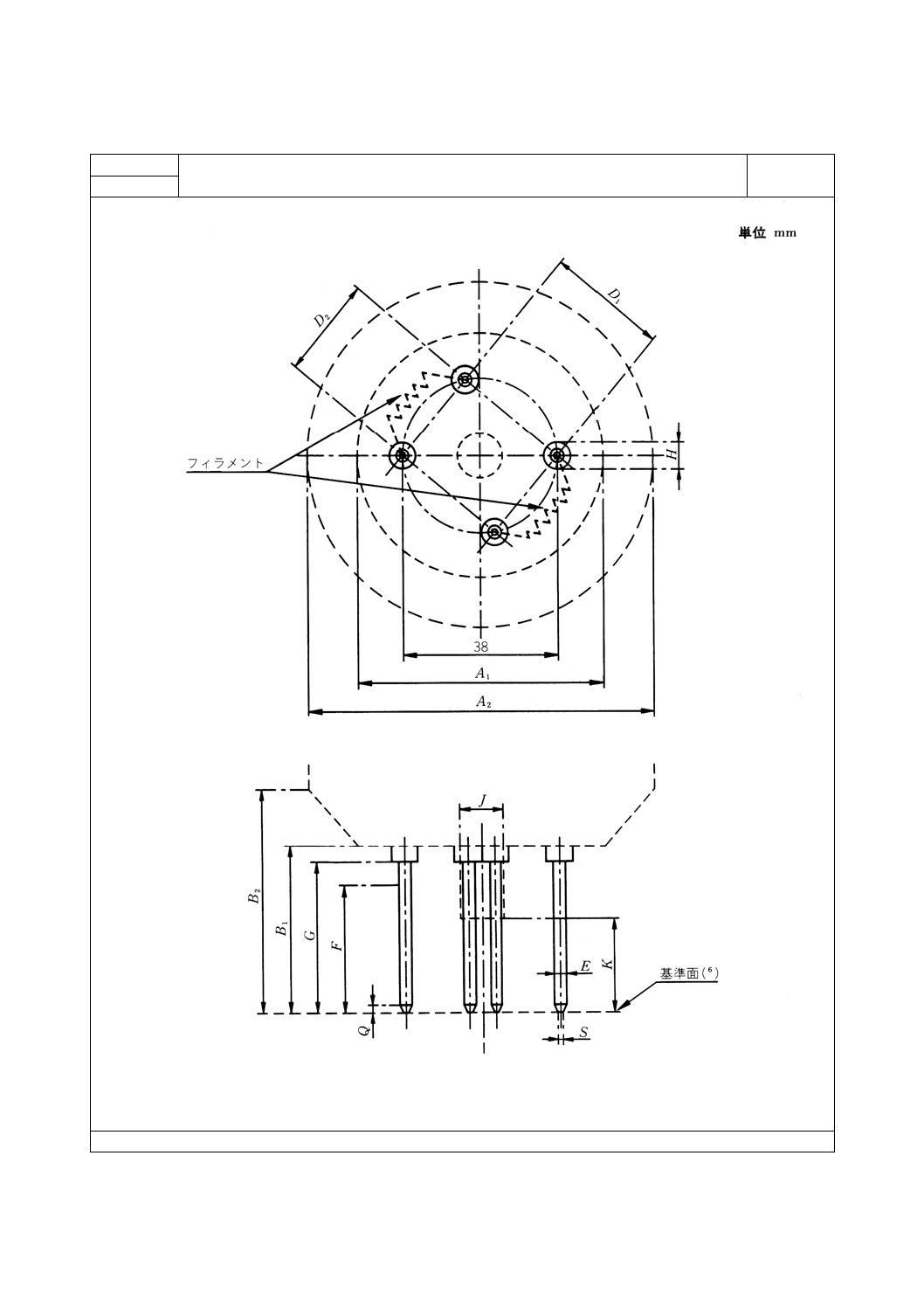
G 17 q-7,GX 17 q-7 & GY 17 q-7 口金
ページ1/2
第一角法
7004-45-3
220
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 17 q-7,GX 17 q-7 & GY 17 q-7 口金
ページ2/2
注*
これらの寸法は,完成球の検査ではなく口金設計のためである。
(1) キーとピンの角度。
外形突起部の正確な角度,位置は重要なものではない。
(2) これらの寸法は,口金G17q-7,GY17q-7のIEC 61-3のゲージ7006-58Aと口金GX17q-7のゲージで確認す
る。
(3) 直径Hの基準値は29.97mmである。
寸法Hの最小値はスナップ・ゲージ,最大値はリング・ゲージで検査する。
備考 フィラメントはピン1と3に接続されている。
接点ピンは1と4である。
電球にはピン2と4,及びピン1と2で接続されているものがある。
この口金の名称はGX17-qである。
3番目のタイプはピン1と3とに接続し,接点は四つのピンで構成されている。
ピン1と2及びピン3と4は相互に連結される。
受金も同様,相互に連結される。
この口金の名称はGY17q-7である。
G17q-7のピン2は省略できる。
幾つかの国での説明は,G17t-7として認めている。
有効部品と金属シェルとの絶縁は,IEC 238の詳細による湿度処理をした後,金属シェルとすべてのピン
とを同時に2 000Vのr. m. s. 電圧を1分間かけて耐え得るものでなければならない。
7004-45-3
221
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
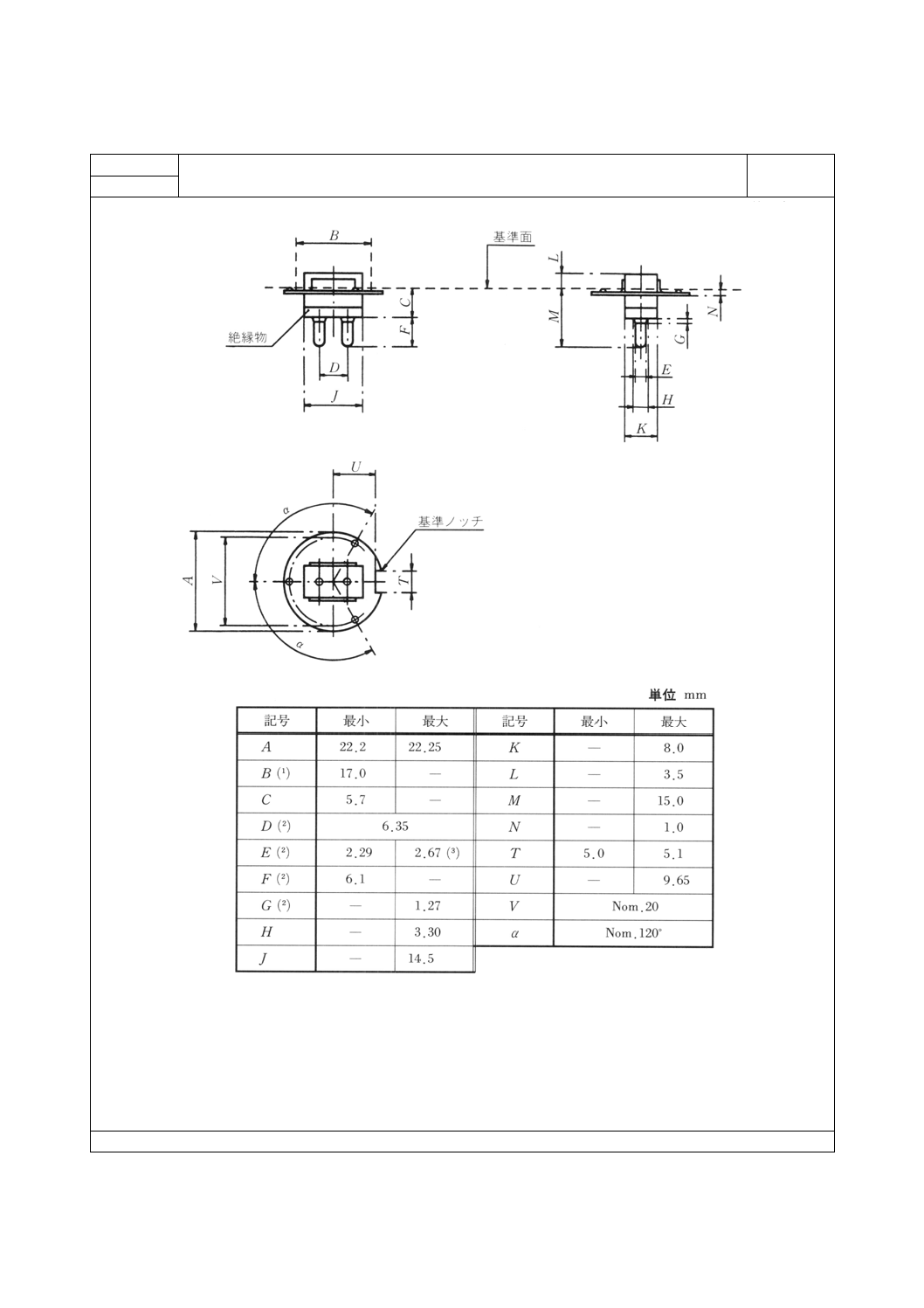
PG 22-6.35 口金
ページ1/1
第一角法
基準ノッチの中心線とピンの中心線の角度のずれは15°を超えない。
注(1) 直径Bの円筒状のスペースは基準面から3.5mmを超えてシェル部に保持されること。
(2) ピンの直径とずれ及びF最大とG最小は,IEC 61-3のゲージ7006-48で検査する。
(3) この値は,完成品ランプの口金に適用する。口金だけは2.44mmの最大値が許される。
7004-48-1
222
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 36 口金
ページ1/1
第一角法
二つのコンタクトがある口金に対しては,そのコンタクトを結ぶ中心線に対して,フランジのくぼみ部が±15°の
平面内にあること。
注 *印の寸法は口金の設計のためのものであり,完成ランプの評価のためのものではない。
(1) これらの寸法は,ミリメートルの精度での検査である。
7004-49-3
223
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 20 口金
ページ1/1
第一角法
寸法表示mm単位とインチ単位
図中に示されている箇所だけ統合寸法を示す。
注(1) 図のように突出しているピンについては,表中の標準寸法に対応しなければならない。(討議中)
7004-53-2
224
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
Fa 6 口金
ページ1/1
第一角法
この図面は互換性確保に必要な主要寸法を図示したもの。
Fa6受金の詳細はIEC 61-3のシート7005-55を参照。
完成ランプにおいて,導電部と金属胴との間の沿面距離は6mm以上とする。
ピンと金属胴はニッケルめっきを施すか,腐食に耐える材質とする。
はんだ付けされたピンの先端は半球状であることが望ましい。
注*
これらの寸法はIEC 61-3のシート7006-41で示すゲージで検査すること。
(1) GはEの範囲が守られている最小の長さを示す。
7004-55-3
225
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
Fa 4 口金
ページ1/1
第一角法
7004-58-1
226
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GX 6.35 口金
ページ1/1
第一角法
この図面は,互換性のための基本寸法を示す。
G6.35,GX6.35,GY6.35の受金の詳細はIEC 61-3のシート7005-59による。
ヒートシンクを取り付けるための用意のないランプは,分離不可能なヒートシンク付きの受金は適合しない。
このようなベースは,ヒートシンクを取り付けるための用意の有り無しの区別が簡単なものばかりではない。
G6.35とGY6.35について,基準面は,ピン先端によって定義する。
GX6.35について,基準面はピンチシール部の下面によって定義する。
口金と受金の適合はIEC 61-3のシート7006-61Aの専用ゲージによってチェックする。
注(1) 特別なランプについて,寸法Cは6.5mm〜7.5mmとする。
このような口金の命名はGX6.35-……とする。
(2) GY6.35について,ピン径Aは1.2mm〜1.3mmとする。
このような口金の命名はGY6.35-……とする。
(3) この寸法はIEC 61-3のシート7006-61に示す専用ゲージによってチェックする。
(4) この寸法はIEC 61-3のシート7006-61Aに示す専用ゲージによってチェックする。
(5) 寸法E,L,NはIEC 61-3のシート7006-61Aに示すゲージの長方形のくぼみの輪郭線である。
7004-59-4
227
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
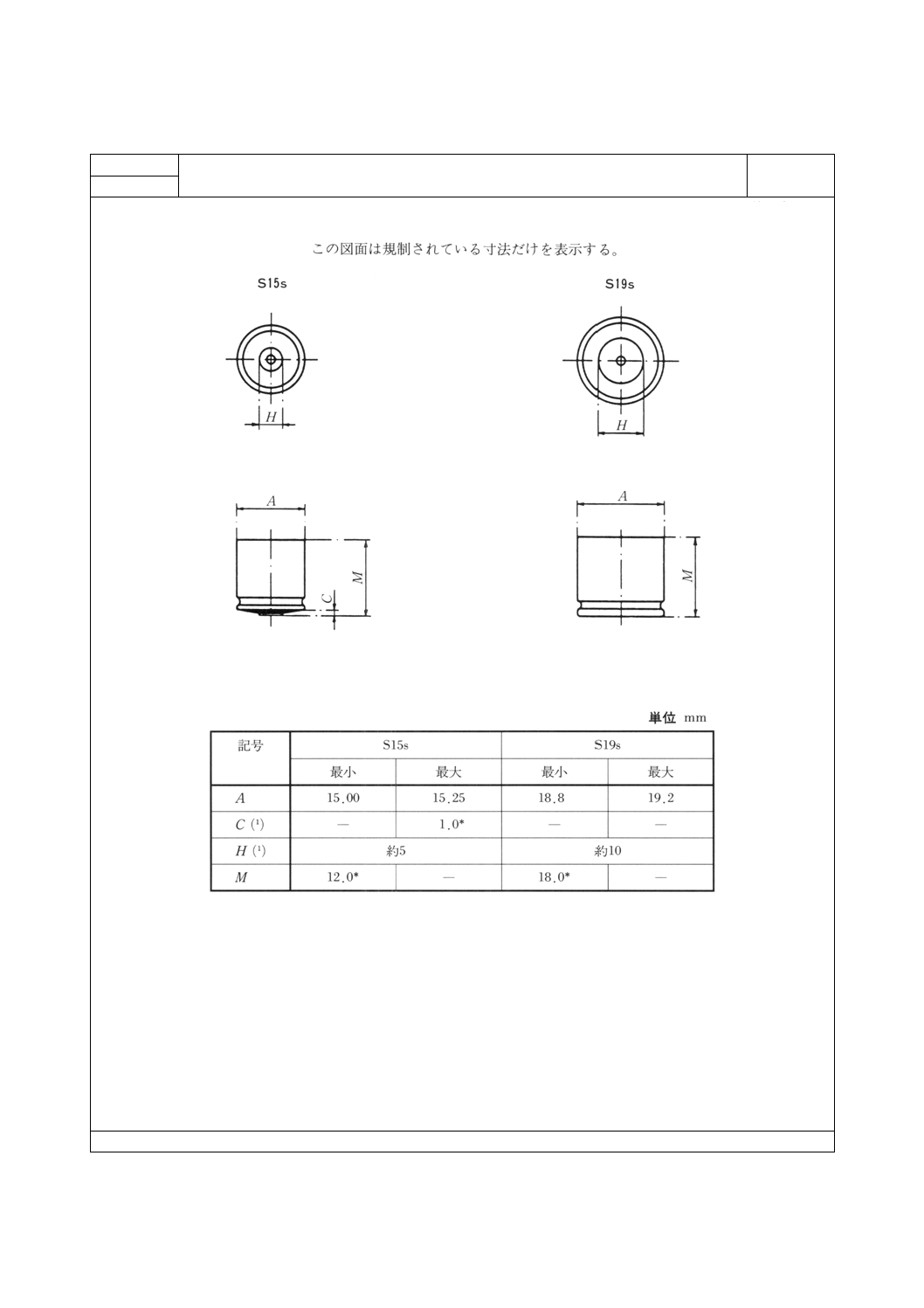
S 15 s & S 19 s 口金
ページ1/1
第一角法
口金にフレアを付けた場合,フレア部の外径は図に示した最大外径に1mmを加えた値以下とする。
完成ランプでは絶縁部の沿面距離はS15s口金で2mm,S19s口金で3mm以上とする。
注*
これらの寸法は口金設計用だけであり,完成ランプを測定するものではない。
(1) この寸法はミリメートル単位で測定する。
7004-60-2
228
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
S 5.7 s 口金
ページ1/1
第一角法
備考 口金には,フレアを付けてもよい。ただし,フレアの径は,フレアを付けない口金の最大許容径を0.5mm
以上,上回らないこと。
7004-62-1
229
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GX 38 q 口金
ページ1/2
第一角法
7004-65-1
230
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GX 38 q 口金
ページ2/2
注(1) これらの寸法は,口金の最大外形を示している。
(2) これらの寸法は,IEC 61-3のシート7006-65のゲージで検査すること。
(3) 最大E寸法は,ピン端部から31.005.0
−mmの位置において,少なくとも6mmの長さをもつ穴径3.05
01
.00
+mmの
通りゲージを用いて検査すること。
(4) 最小E寸法は,10mm幅の平たんなつめがあってその間隔が2.9505.0
−mmであるノギス状の止まりゲージで検
査すること。検査は,F寸法の全長及び全周にわたって行うこと。
(5) F寸法は,電気的導通の区間を示している。
(6) 基準面は,口金軸と直角であり,最も長いピンの先端と一致していること。
7004-65-1
231
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
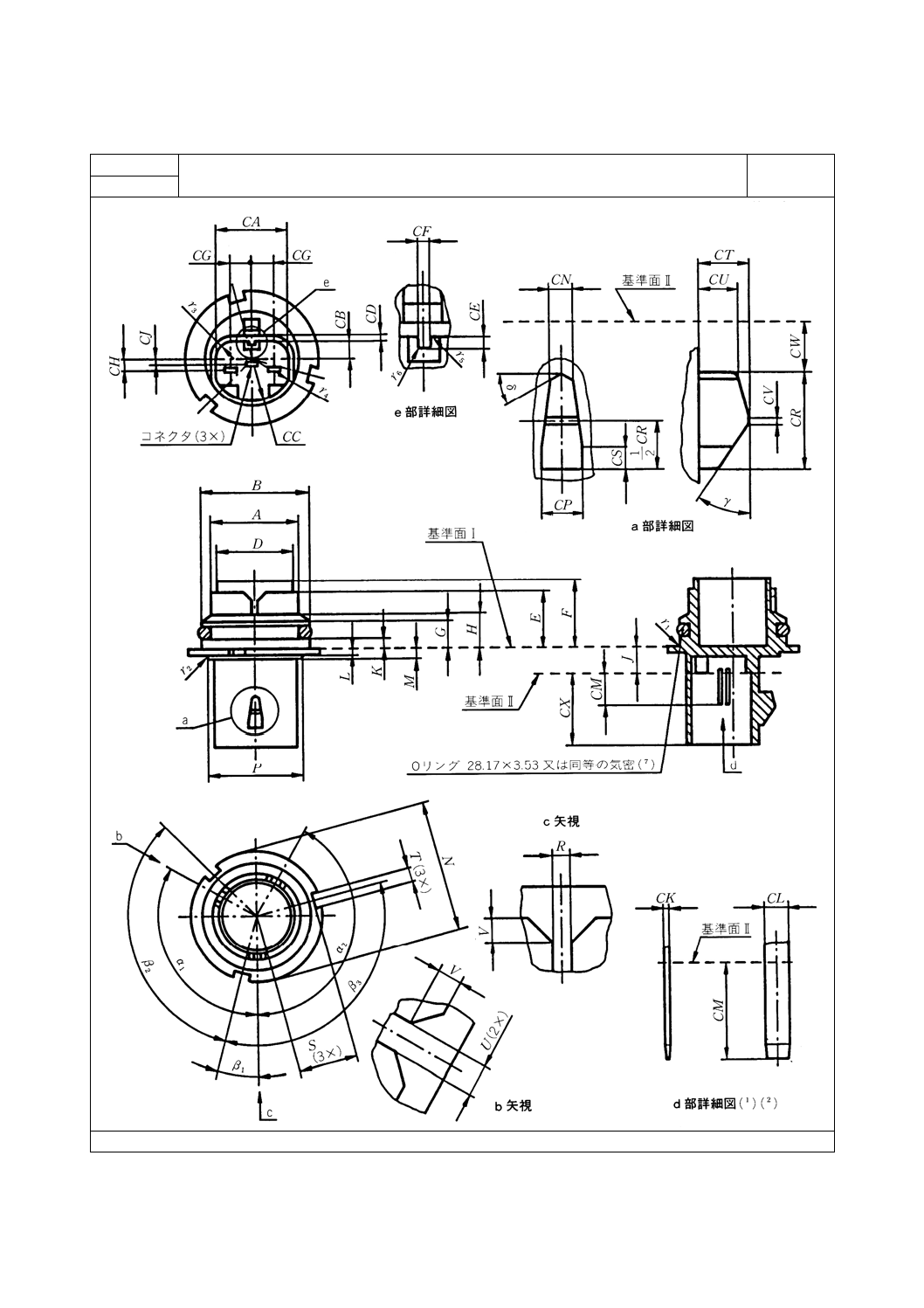
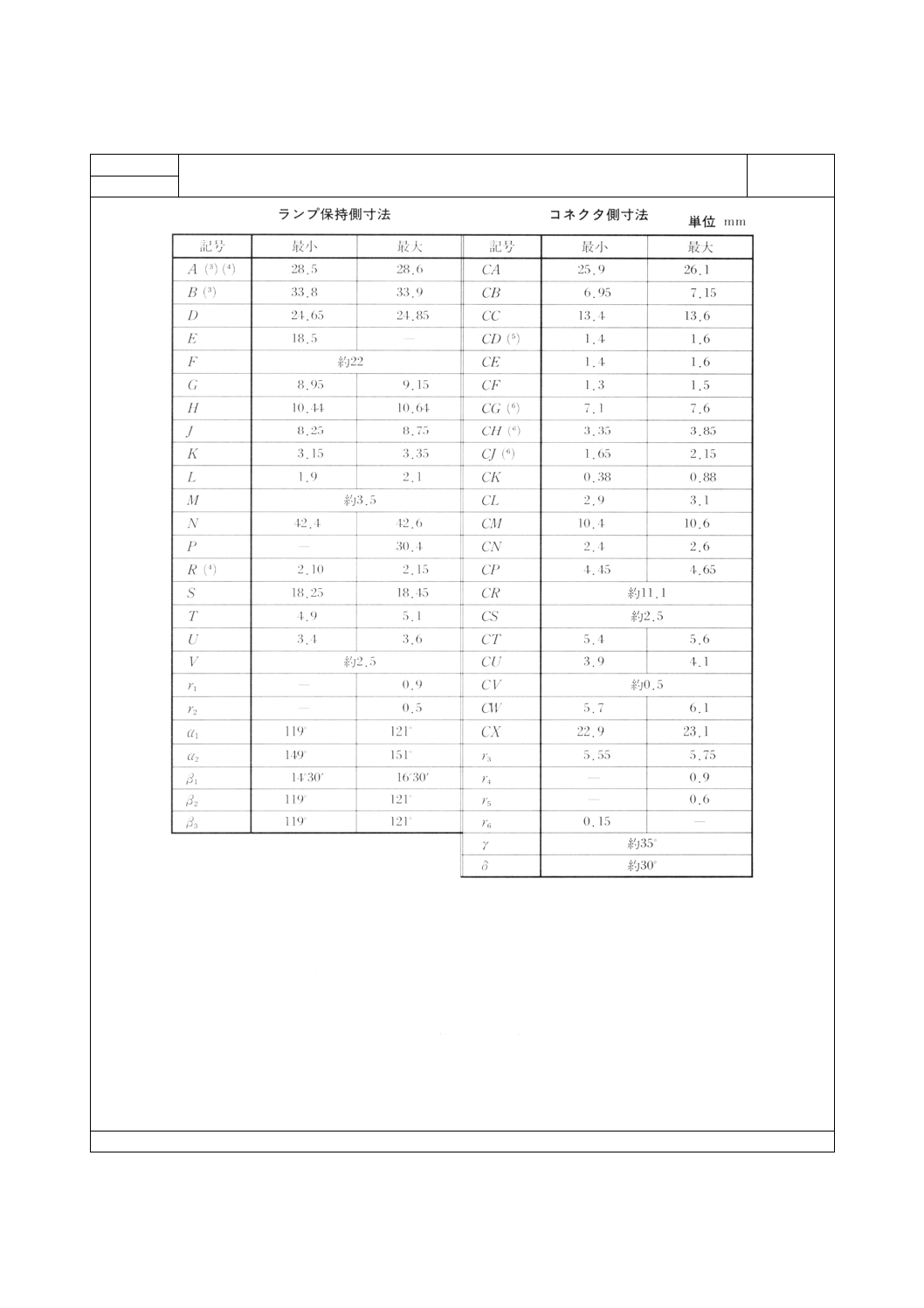
P 29 t 口金
ページ1/2
第一角法
7004-66-1
232
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 29 t 口金
ページ2/2
注(1) コンタクト先端は,コネクタの装着を補助するため,先細にするかRを付けること。
(2) これらの寸法は,口金設計のためのものであり,完成ランプでは評価しない。
コンタクトの最大許容曲がりは,1°30´とする。
(3) 円周Aに対する円周Bの最大許容偏心は,0.05mmとする。
(4) 円周Aに対する溝Rの最大許容偏心は,0.05mmとする。
(5) 板厚寸法CDは,コネクタ側円周全体に適用する。
(6) CG,CH,CJ寸法は,口金中心からコンタクト中心までの距離であり,基準面IIで測定する。
(7) 気密性は,完成ランプを34.2〜34.3mmの円筒状の孔に挿入したとき,70kPa以上の圧力に耐えること。
7004-66-1
233
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GR 8 口金
ページ1/1
第一角法
備考 完成ランプ口金の寸法は,IEC 61-3のシート7006-68,7006-68A,7006-68B,7006-68E及び7006-68Fのゲ
ージ検査に合格すること。
7004-68-3
234
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
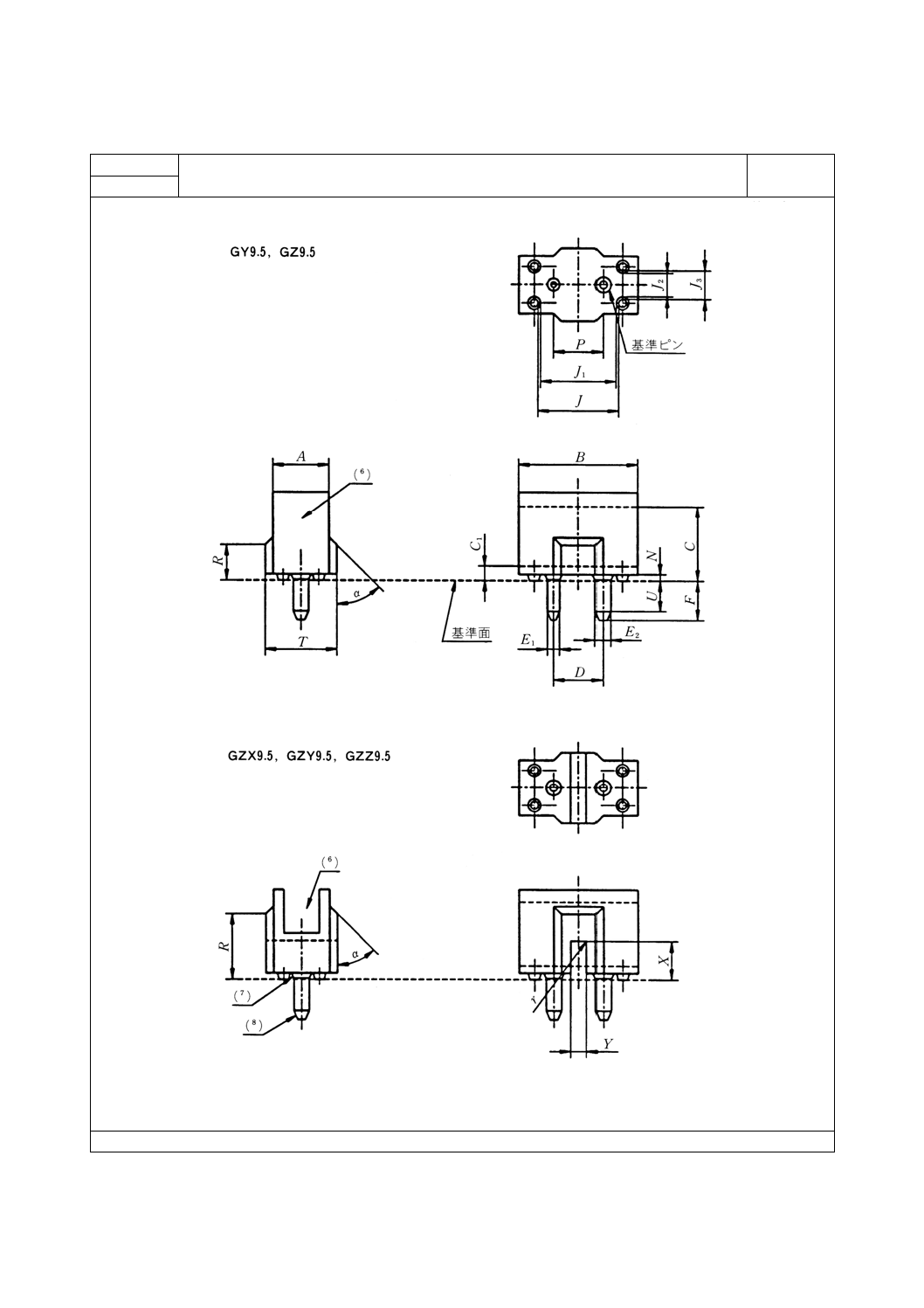
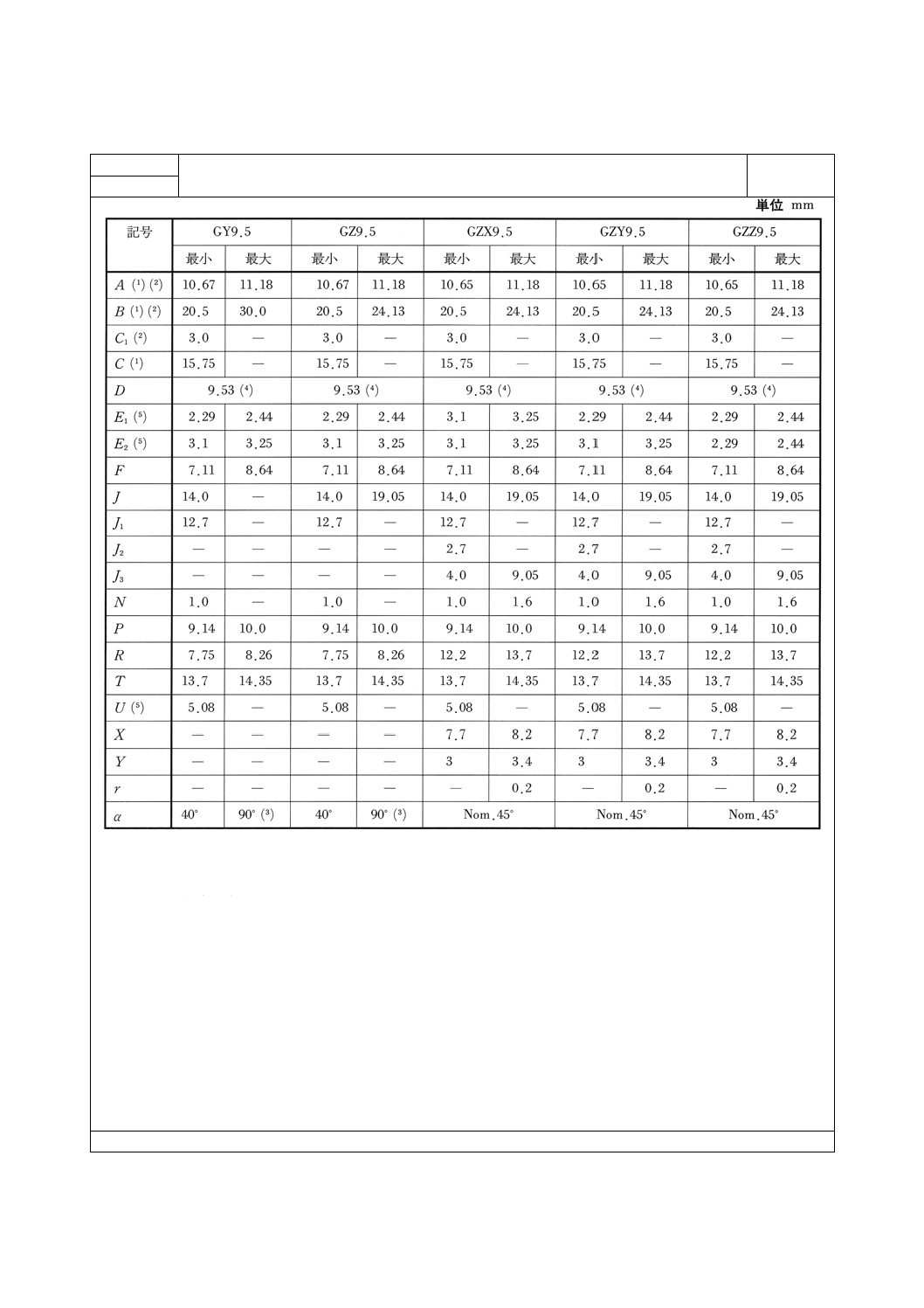
GY 9.5,GZ 9.5,GZX 9.5,GZY 9.5 & GZZ 9.5 口金
ページ1/3
第一角法
7004-70B-3
235
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GY 9.5,GZ 9.5,GZX 9.5,GZY 9.5 & GZZ 9.5 口金
ページ2/3
注(1) Cは,AとBの最大値が適用すべき最小寸法を示す。
(2) C1は,AとBの最大値が適用すべき最小寸法を示す。
(3) αが90°付近では,保持用突起の上端面については約0.4mmの面取りを行う。
(4) 関連ゲージでチェックすること。
(5) Uは,E1とE2の最小と最大の両方が遵守されるべき最小の長さを示し,この値以下では,E1とE2は最大
値を適用する。
(6) 絶縁物は,幅の狭い側で開けてもいい。この状態では,完成品ランプの口金と封止部の幅は,Cで決めら
れた範囲内で,Bの最大値を超えてはならない。この形状を用いるときは,通電部は触れられないように考
慮すべきである。
(7) ピンの突起は,基準面を超えてはならない。
7004-70B-3
236
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GY 9.5,GZ 9.5,GZX 9.5,GZY 9.5 & GZZ 9.5 口金
ページ3/3
(8) ピンの端は,受金に容易に取り付け,取り外しができるように,角を取ったり,テーパを付けたりすべき
である。
備考1. 口金GY9.5とGZ9.5は,IEC 61-3のシート7006-70Cのゲージで検査すること。
2. 口金GZX9.5,GZY9.5とGZZ9.5はゲージIEC 61-3のシート7006-… (UC)のゲージで検査すること。
7004-70B-3
237
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GY 4 口金
ページ1/1
第一角法
注(1) 適切なゲージで検査する。
(2) LとNは電球によって占められる領域と受金や器具によって占められる領域の境界の輪郭を示す。
口金G4との主な相違(寸法AとBは一致している)は,ランプネックのために必要とする大きい自由空間がある
ことである。
7004-72A-1
238
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 5.3 口金
ページ1/1
第一角法
注(1) IEC 61-3のシート7006-73に示すゲージで検査すること。
(2) この寸法は,はんだの許容差も含む。
備考1. ピンの根元の膨らみは,基準面を越えてはならない。
2. 完成ランプ口金において絶縁沿面距離は,2.5mm未満であってはならない。
7004-73-2
239
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GR 10 q 口金
ページ1/1
第一角法
備考 完成ランプ口金の寸法は,IEC 61-3のシート7006-77,7006-77A,7006-68B,7006-68E及び7006-68Fのゲ
ージ検査に合格すること。
7004-77-2
240
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 24,GX 24 & GY 24 口金
ページ1/4
第一角法
7004-78-2
241
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 24,GX 24 & GY 24 口金
ページ2/4
第一角法
7004-78-2
242
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 24,GX 24 & GY 24 口金
ページ3/4
注*
これらの寸法は口金設計のためのものであり,完成ランプでの測定用のものではない。
(1) 口金単体のE最大は,2.44mmとする。
(2) ピンかしめ穴の深さはピン半径以内で,その間口がD2によって区切られた二つの平行平面とのなす角は
60°以内か120°以上とする(ピンかしめ位置範囲拡大図を参照のこと。)。
ピンの外径はこの面に直角方向に測り,底面から上のどの点においても2.29mmを下回らないこと。
(3) 基準面からN1の位置での値。
(4) 基準面からN2の位置での値。
(5) 約0.8mmの面取り。
(6) 口金周囲(Yの高さの部分)は,上側にAとA1の最大及び最小があり,下側にAとA1の最小及びRの最大
があること。
(7) キーは中心線に位置する。
(8) φB領域(最大φ61.0mm)は,受金とのはめあいのために必要であり,B部の形状寸法がこの領域を越えな
いこと。
7004-78-2
243
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 24,GX 24 & GY 24 口金
ページ4/4
(9) G24q口金の値は16mmとする。
(10) G24q口金の値は14mmとする。
(11) G24q口金の値は15.95mmとする。
(12) G24q口金の値は13.55mmとする。
備考 完成ランプ口金の寸法はIEC 61-3のシート7006-78-1のゲージ又は測定器で検査すること。
7004-78-2
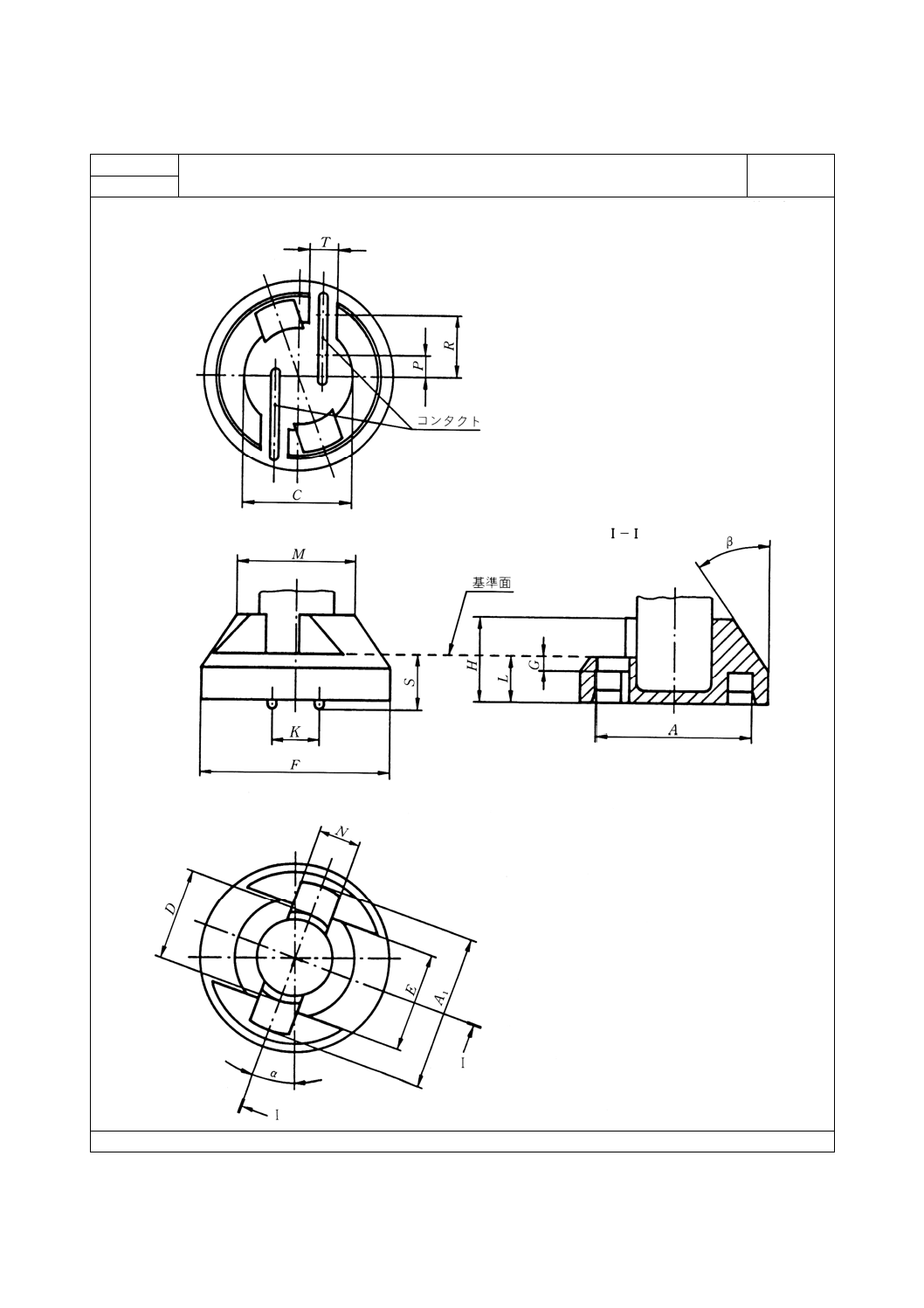
244
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 11.5 d 口金
ページ1/2
第一角法
7004-79-1
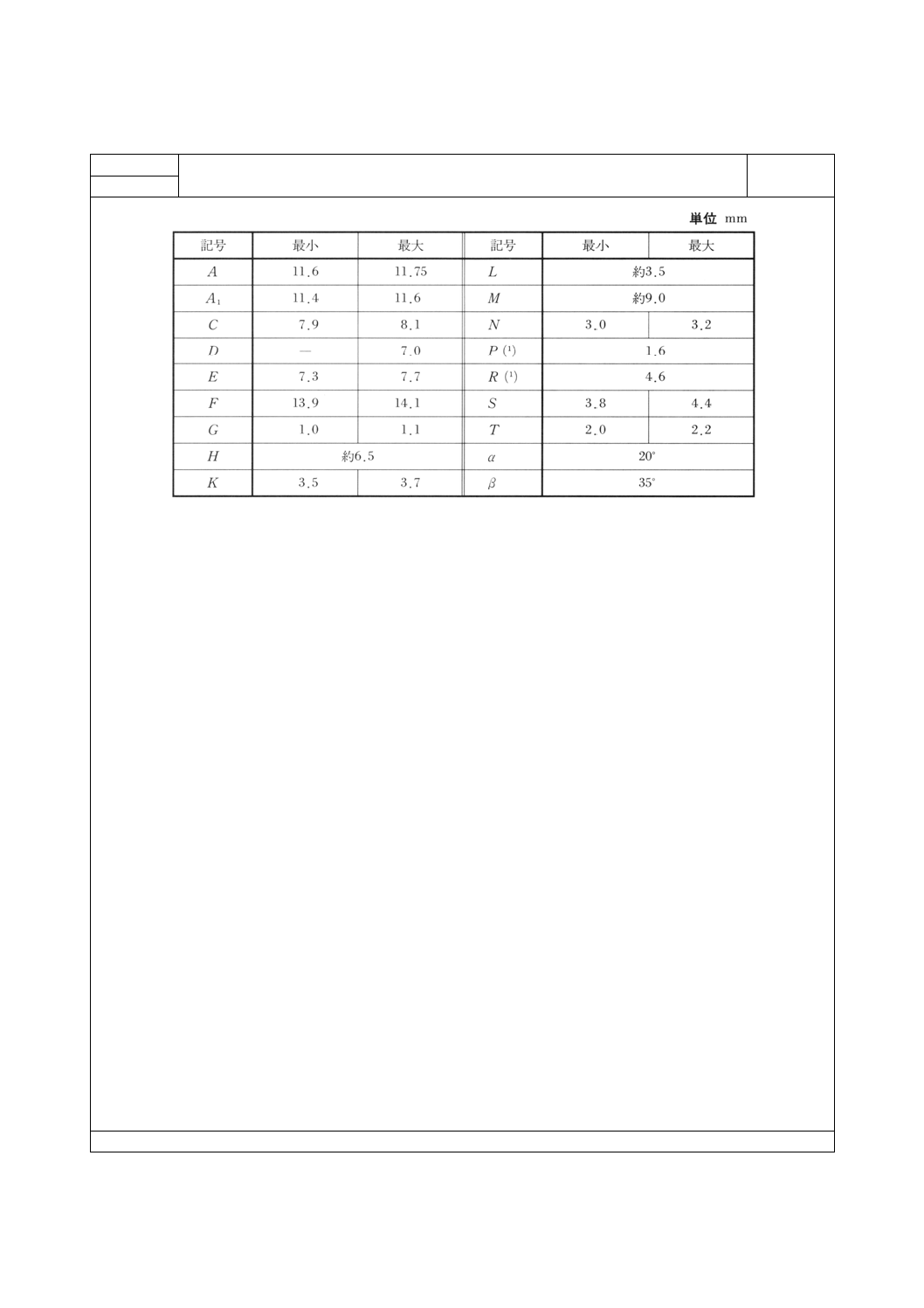
245
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P 11.5 d 口金
ページ2/2
注(1) 寸法PとRは,コンタクトが接触する範囲を示す。
7004-79-1
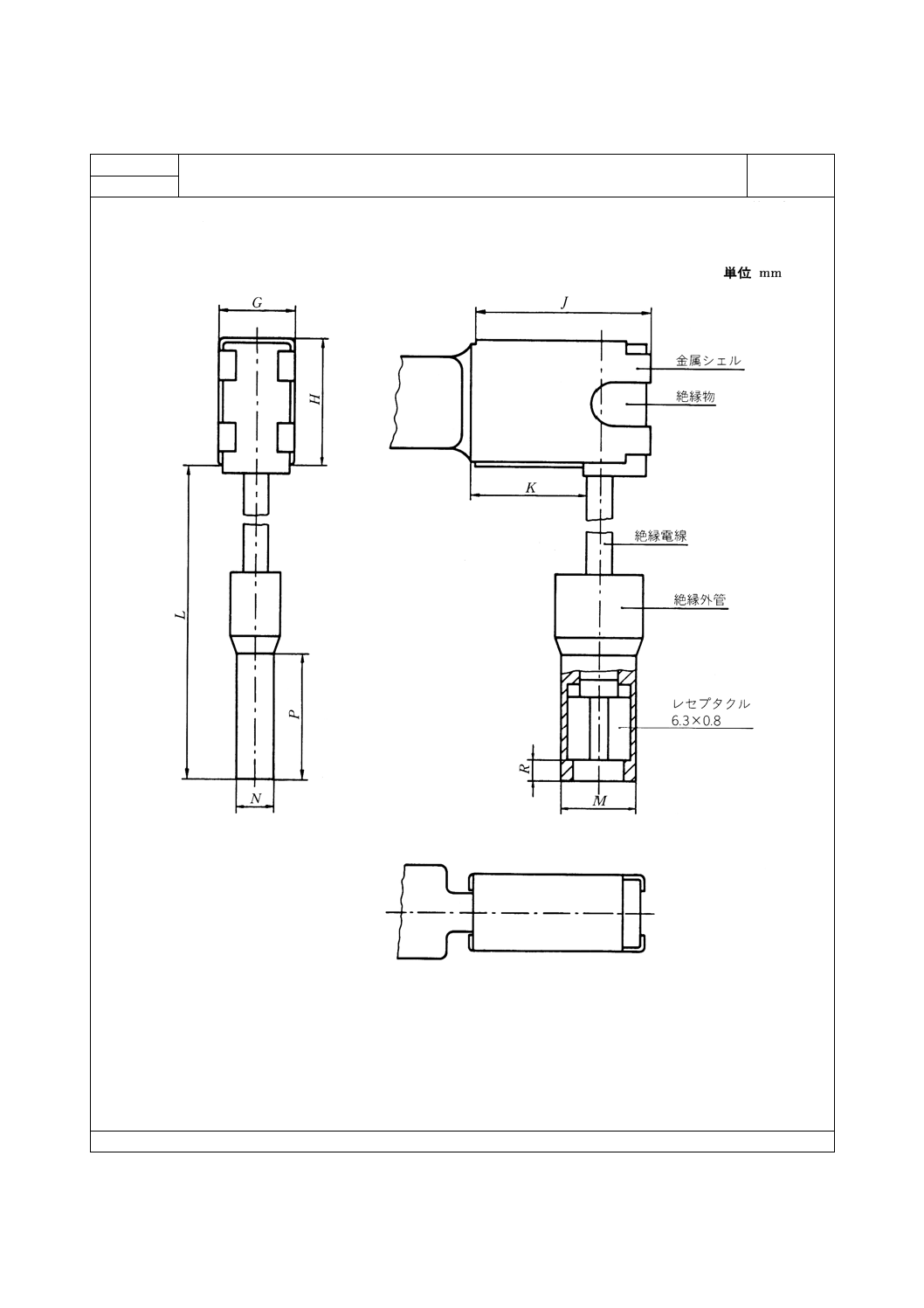
246
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
SK 15 s 口金
ページ1/2
第一角法
この図面は互換性のための実際の寸法を指示するために企画した。
受金SK15sの一対の構造の詳細はIEC 61-3のシート7005-83による。
7004-83-1
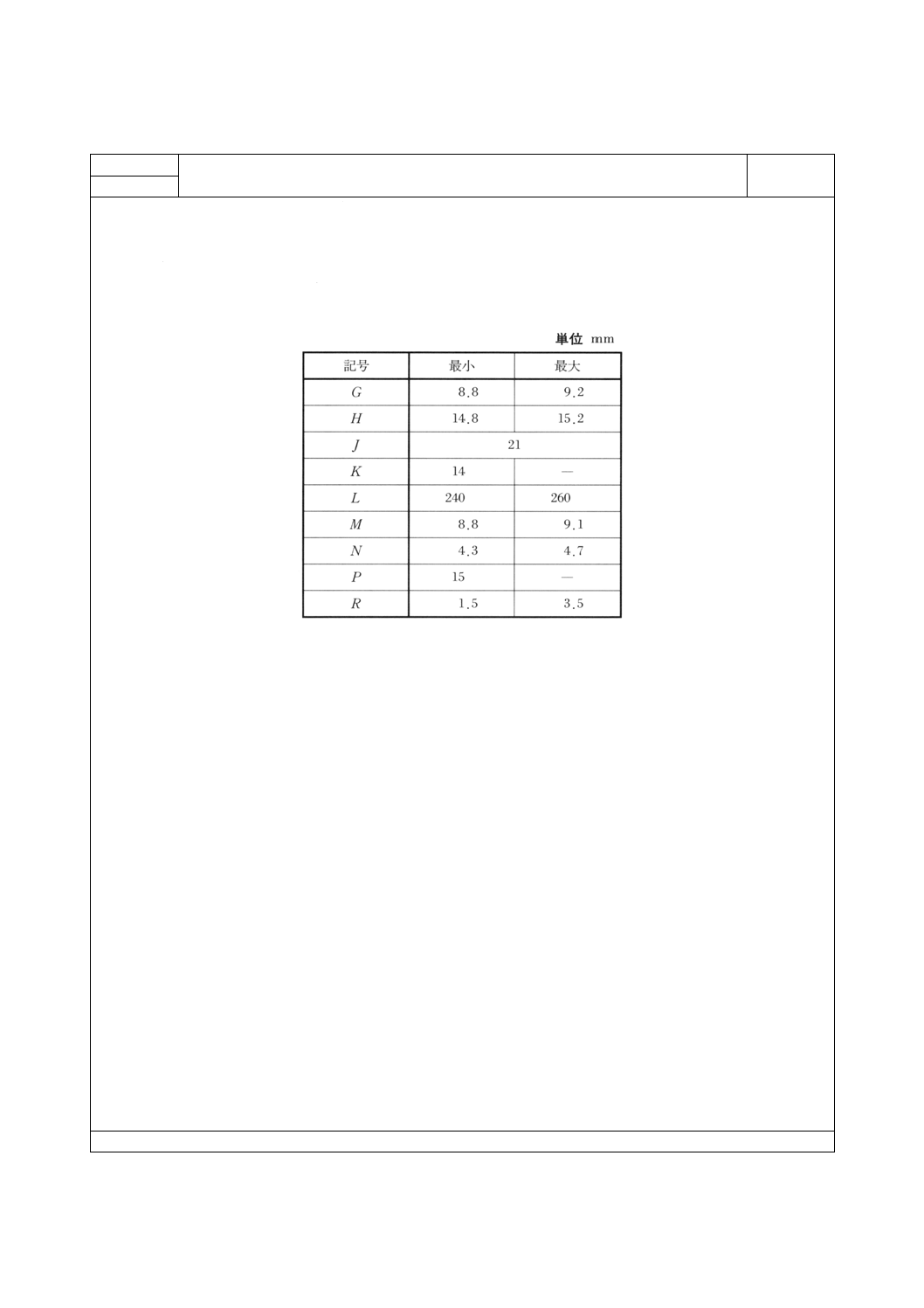
247
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
SK 15 s 口金
ページ2/2
口金は危険温度の規定のための温度降下の範囲を規定する。
最大使用温度は次の値を超えてはならない。
ランプ危険 250℃
電線の絶縁物 175℃
レセプタクル絶縁外管 110℃
備考 測定はIEC 682による。
7004-83-1
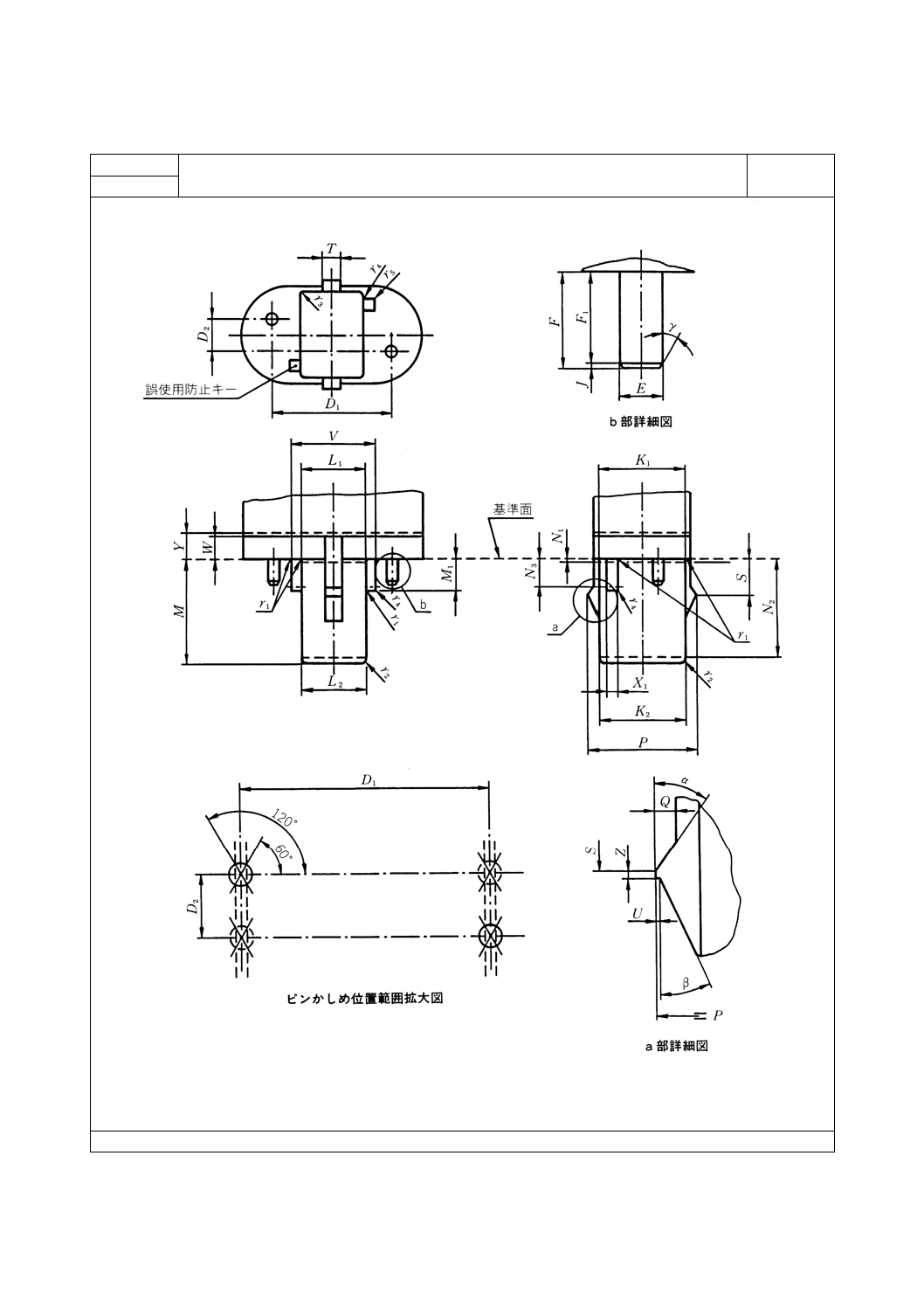
248
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 32,GX 32 & GY 32 口金
ページ1/3
第一角法
7004-87-2
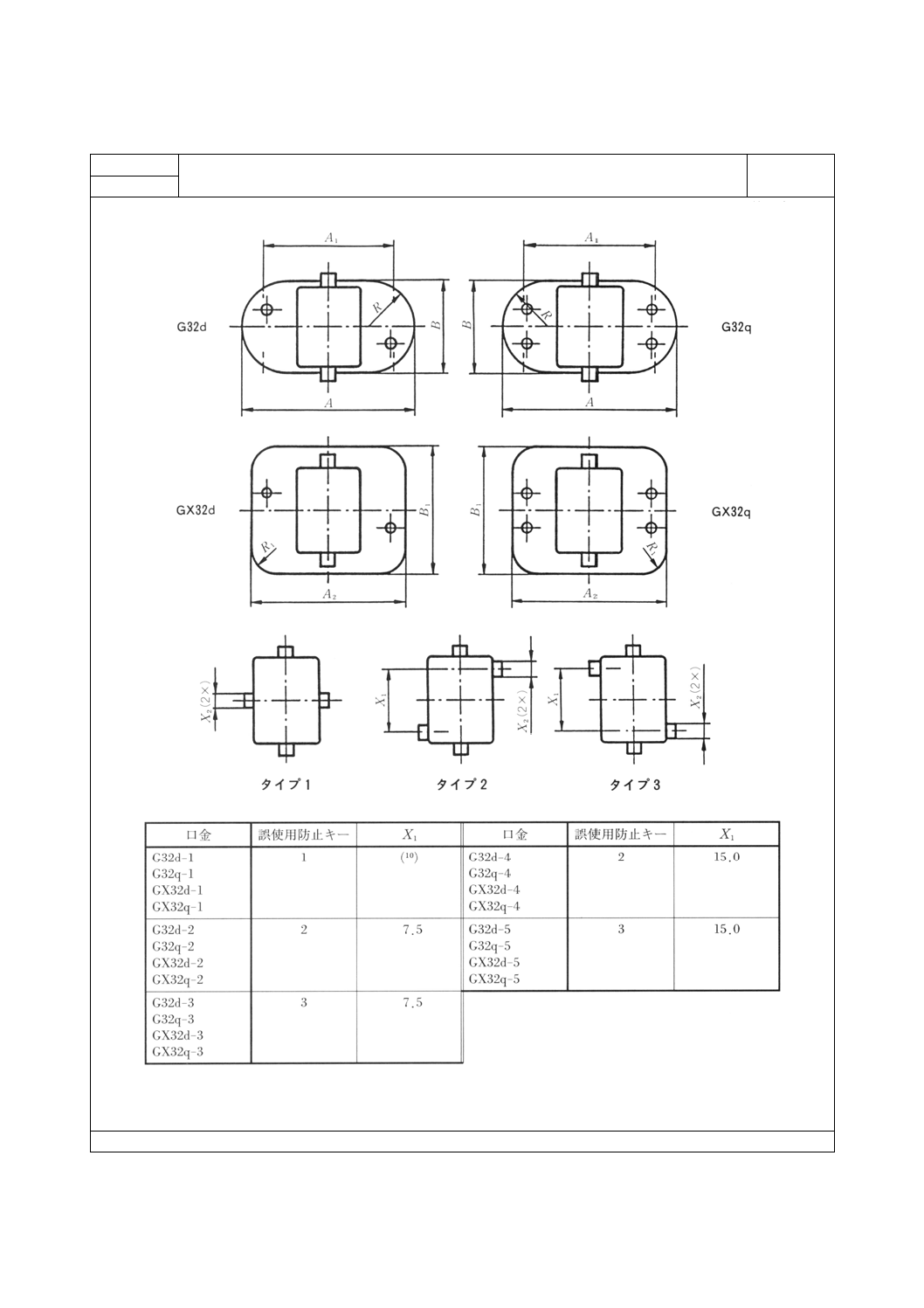
249
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 32,GX 32 & GY 32 口金
ページ2/3
第一角法
備考 GY32d口金は,将来の予備である。口金寸法は,G32d口金の二つのピン配置を除いて同一とする。D1,
D2は,そのままで,ピン位置が反対側になる。
7004-87-2
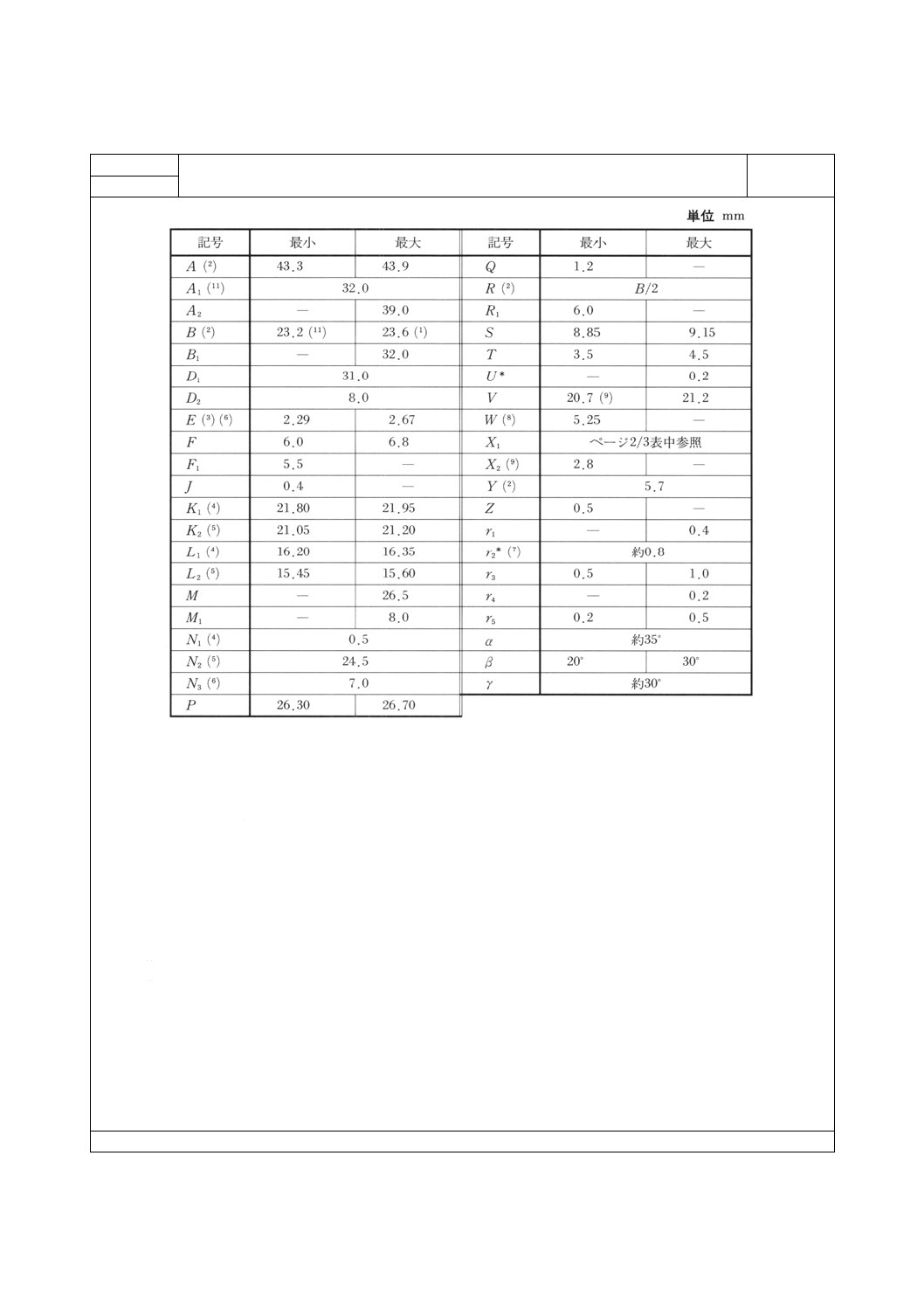
250
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G 32,GX 32 & GY 32 口金
ページ3/3
注(1) B最大は,T部外側にある。
(2) Yは,A最大,B最大とR最大又は,A2最大,B1最大とR1最大の際の最小を示す。
(3) 口金単体時のE最大は,2.44mmとする。
(4) K1,L1は,基準面から0.5mmの位置での値。
(5) K2,L2は,基準面から24.5mmの位置での値。
(6) ピンかしめ穴の深さはピン半径以内で,その間口がD2によって区切られた二つの平行平面とのなす角は,
60°以内か120°以上とする(ピンかしめ位置範囲拡大図を参照)。
ピンの外径はこの面に直角方向で測り,底面から上のどの点においても2.29mmを下回らないこと。
(7) 約0.8mmの面取りがあってもよい。
(8) Wは,絶縁部の高さを示す。
(9) V最小,X2最小は,基準面から7.0mmの位置での値。
(10) 誤使用防止キーの中心線を寸法指定する。
(11) A1で規定された範囲内の口金外周上に凹みがあってもよい。
7004-87-2
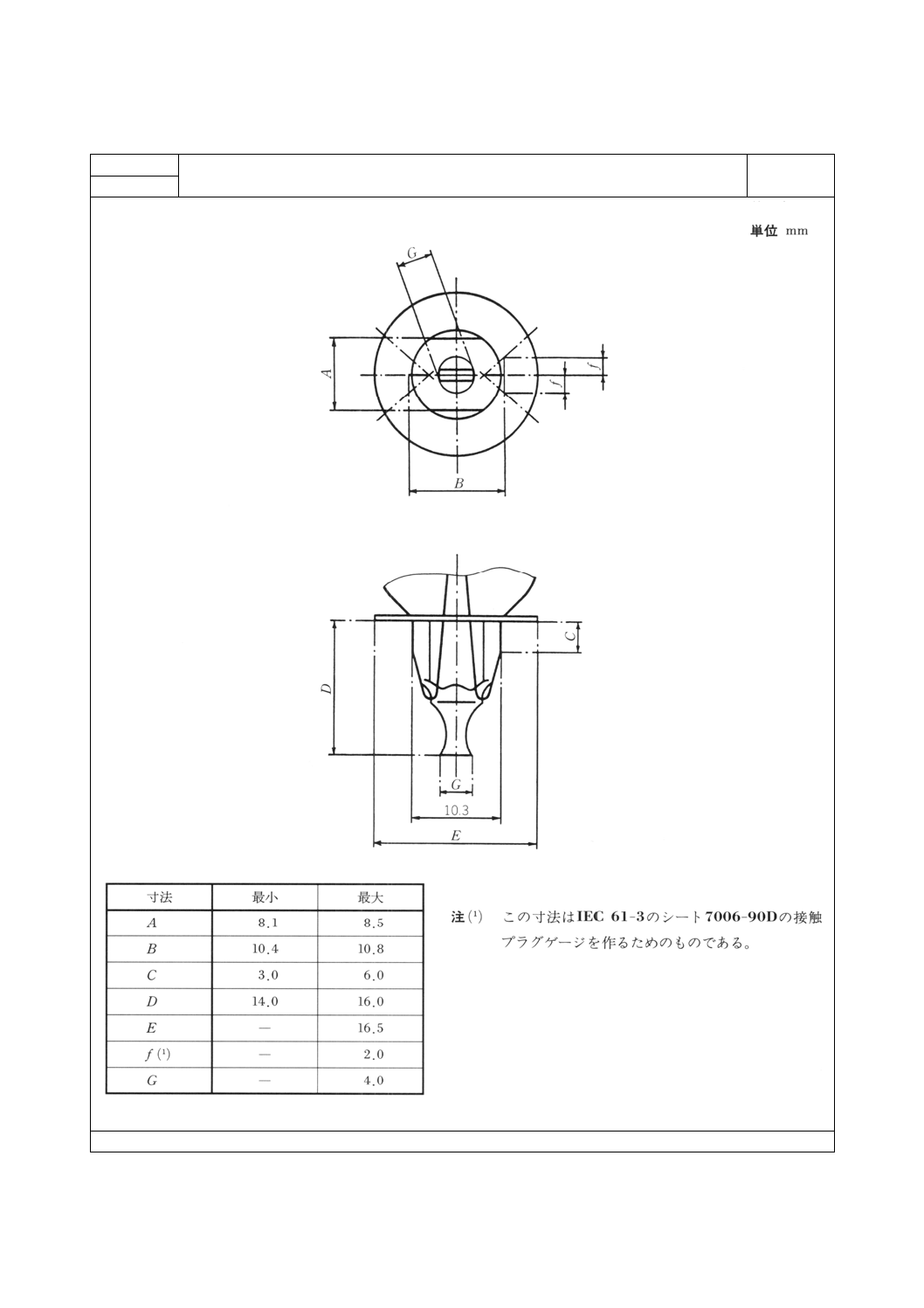
251
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
W 10.6×8.5 d 口金
ページ1/1
第一角法
7004-90-2
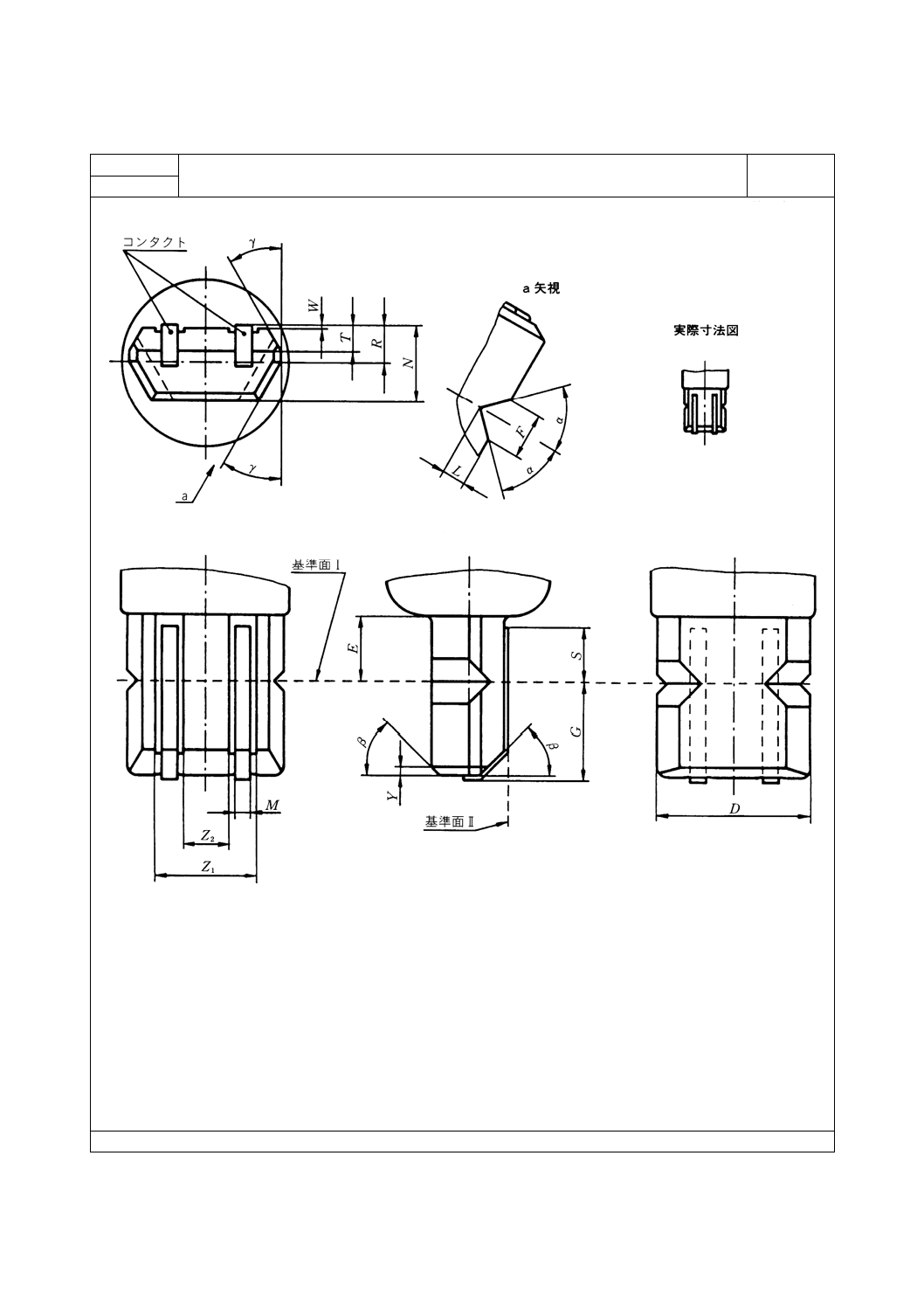
252
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
WP 4×9 d 口金
ページ1/2
第一角法
7004-93-1
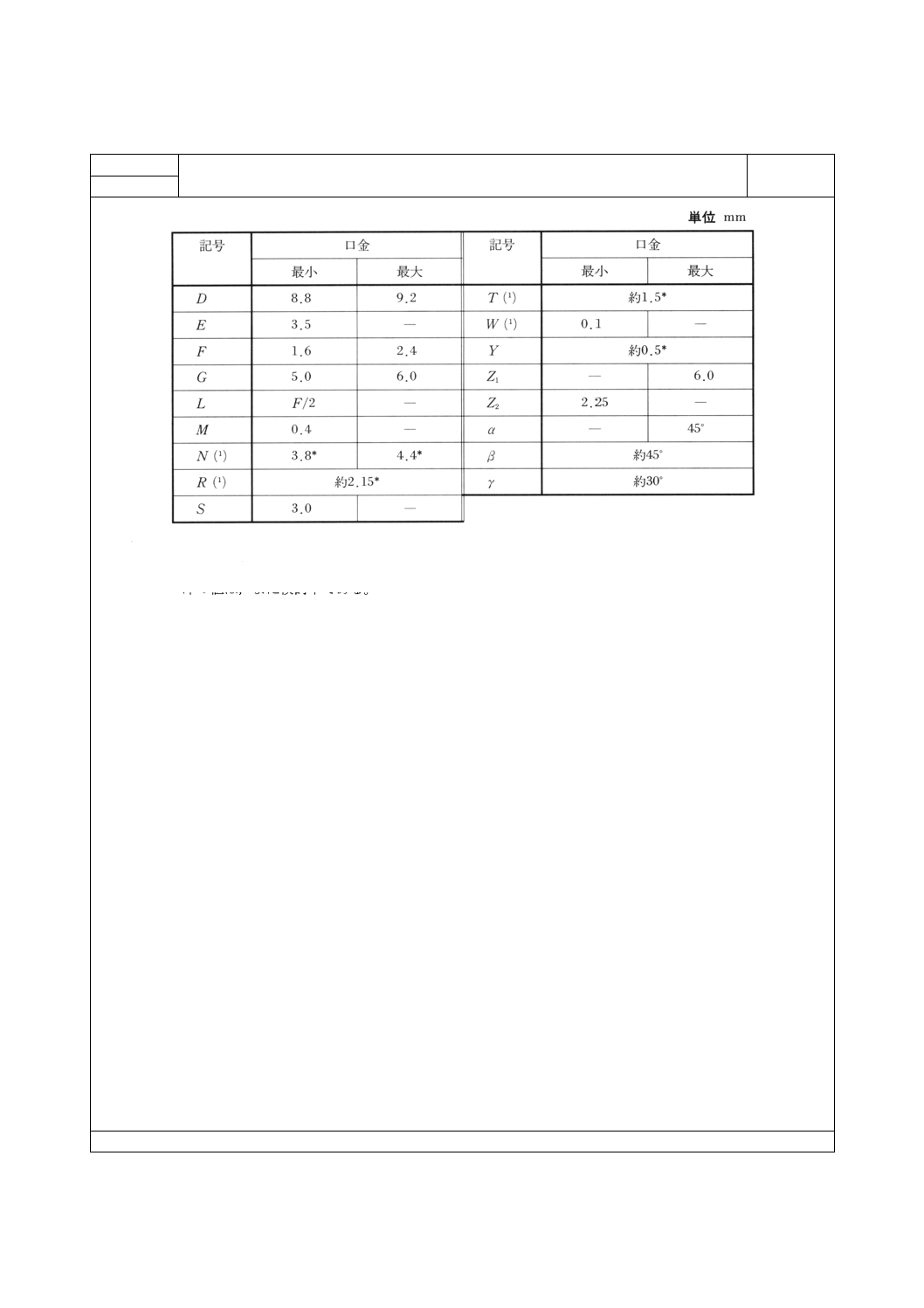
253
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
WP 4×9 d 口金
ページ2/2
注(1) この寸法は,両方の接触端子の表面がIの基準面に一致するまで,同時に押して測定する。このときの押す
力は,まだ検討中である。
*印の値は,まだ検討中である。
7004-93-1
254
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
W 3.3×10.4 d 口金
ページ1/2
この図面は規制されている寸法を示すことだけを意図する。 第一角法
7004-96-1
255
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
W 3.3×10.4 d 口金
ページ2/2
注*
この寸法は口金設計用だけのものであり,測定用のものではない。
(1) 口金軸に対するガラス球の許容される偏心。
(2) Fの水平面の許容差 最大0.76mm
(3) 幾つかの現行のヨーロッパの受金と良好に適合するためには,N最大寸法を3.8mmに下げることが望まし
い。
(4) ワイヤループの端はガラスで支持され溝より下に位置しなければならない。
(5) T1及びT2はC寸法が適用できる最小の範囲を示す。この範囲より下では厚さは小さくてもよい。
(6) 排気管の端はワイヤループの内側より下に伸びていてはいけない。
(7) この面はIEC 61-3のシート7006-96Aに示されるゲージに口金を適合して決められる。
(8) 受金設計において考慮すべき将来の目標は
M寸法 0.19mm
J 寸法 0.66mm
F寸法 最大 5.33mm
U寸法 最小 0.56mmである。
(9) 半径r3及びr4は同一の中心ではない。
7004-96-1
256
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
SX 4 s/4 口金
ページ1/1
第一角法
注*
この寸法は,口金設計のためで,完成ランプの検査をするものではない。
7004-97-1
257
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
SY 4 s/7 口金
ページ1/1
第一角法
注*
この寸法は,口金設計のためで,完成ランプの検査をするものではない。
7004-97A-1
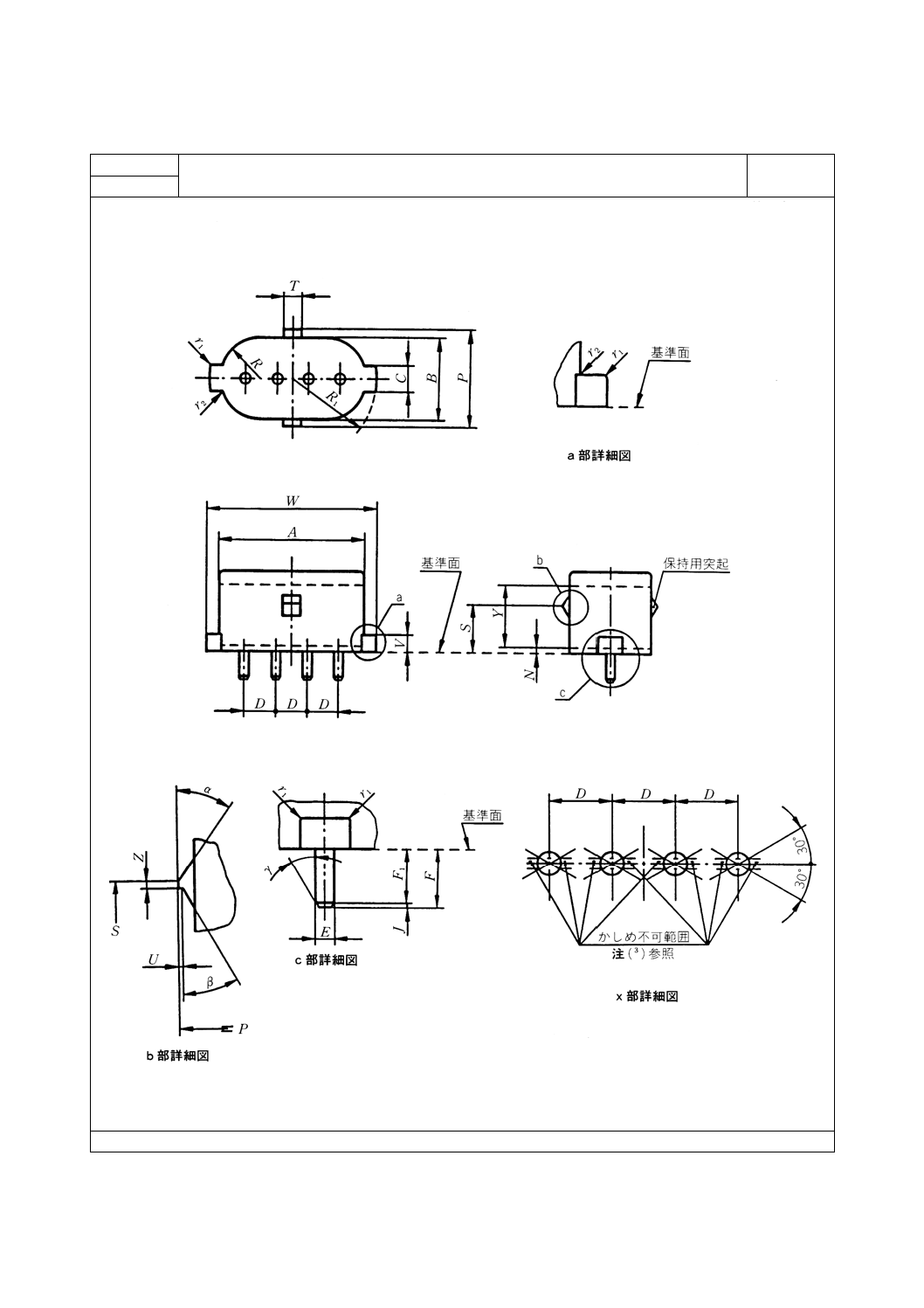
258
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
2 G 7 口金
ページ1/2
第一角法
この図面は,互換性確保に必要な主要寸法を図示したものである。
2G7受金の詳細は,IEC 61-2シート7005-102参照。
7004-102-1
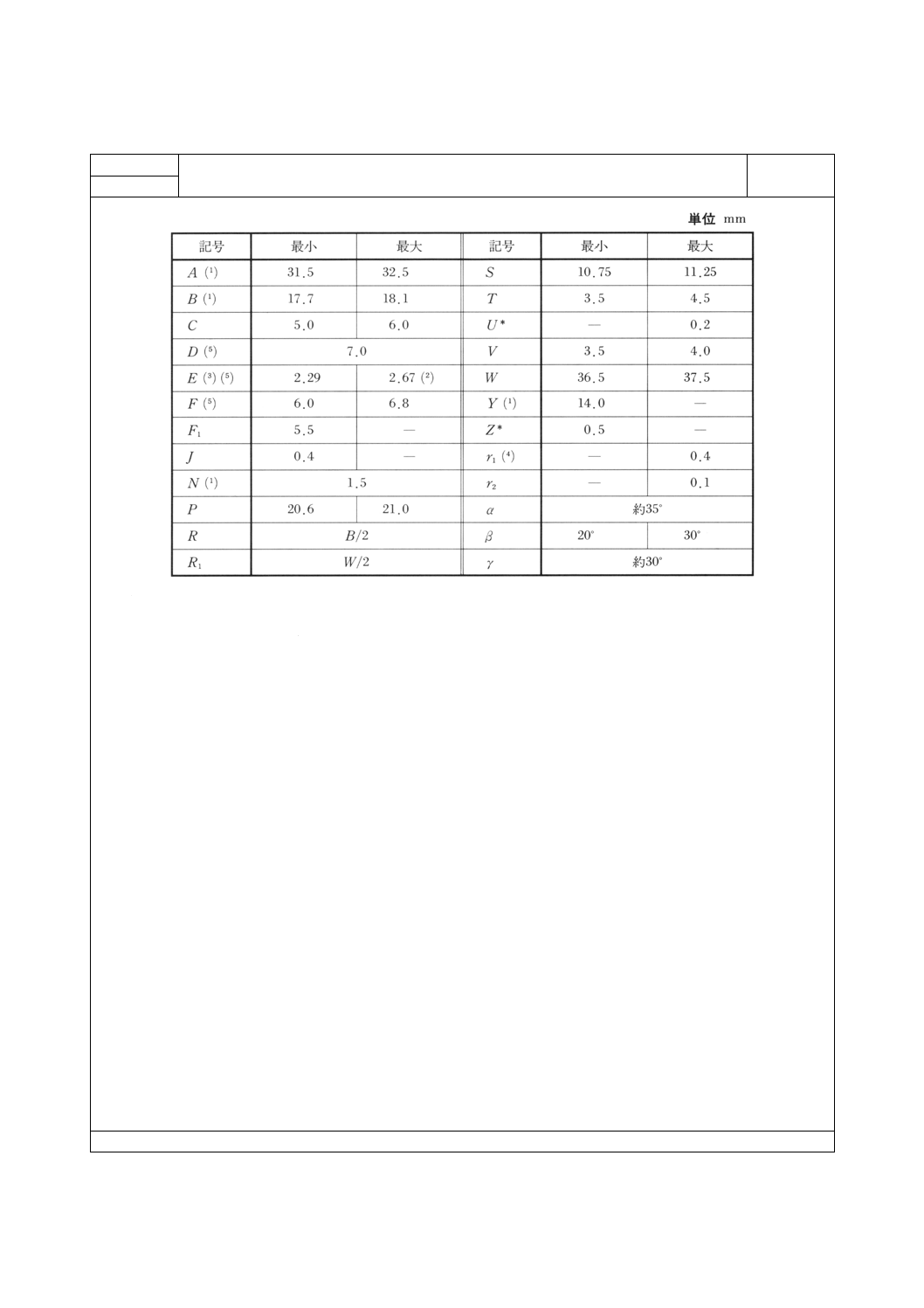
259
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
2 G 7 口金
ページ2/2
注 *印の寸法は,口金設計用で,完成ランプには適用しない。
(1) Yは,A最大最小,B最大最小の際の最小長さを示す。
Y部の小区間のくぼみは,受金に取り付けた状態を確保できればあってもよい。
Y下部 (N) は,A最大,B最大時だけに適用する。
(2) 口金単体のB最大は,2.44mmである。
(3) ピン表面の溝や粗面は,ピンの中心線を含む面の両側30°の範囲内に及んではならない(x部詳細図参照)。
ピンの直径は,ピンの中心線を含む面の両側30°の範囲内を測定し,ピン先端を除く平行部は,2.29mm以
上とする。
(4) 約0.4mmの面取りでもよい。
(5) ピンの直径と変位,個々のピンの最大最小径及び長さは,IEC 61-3のシート7006-102に示されている2G7,
2GX7口金通り止りゲージで確認する。
7004-102-1
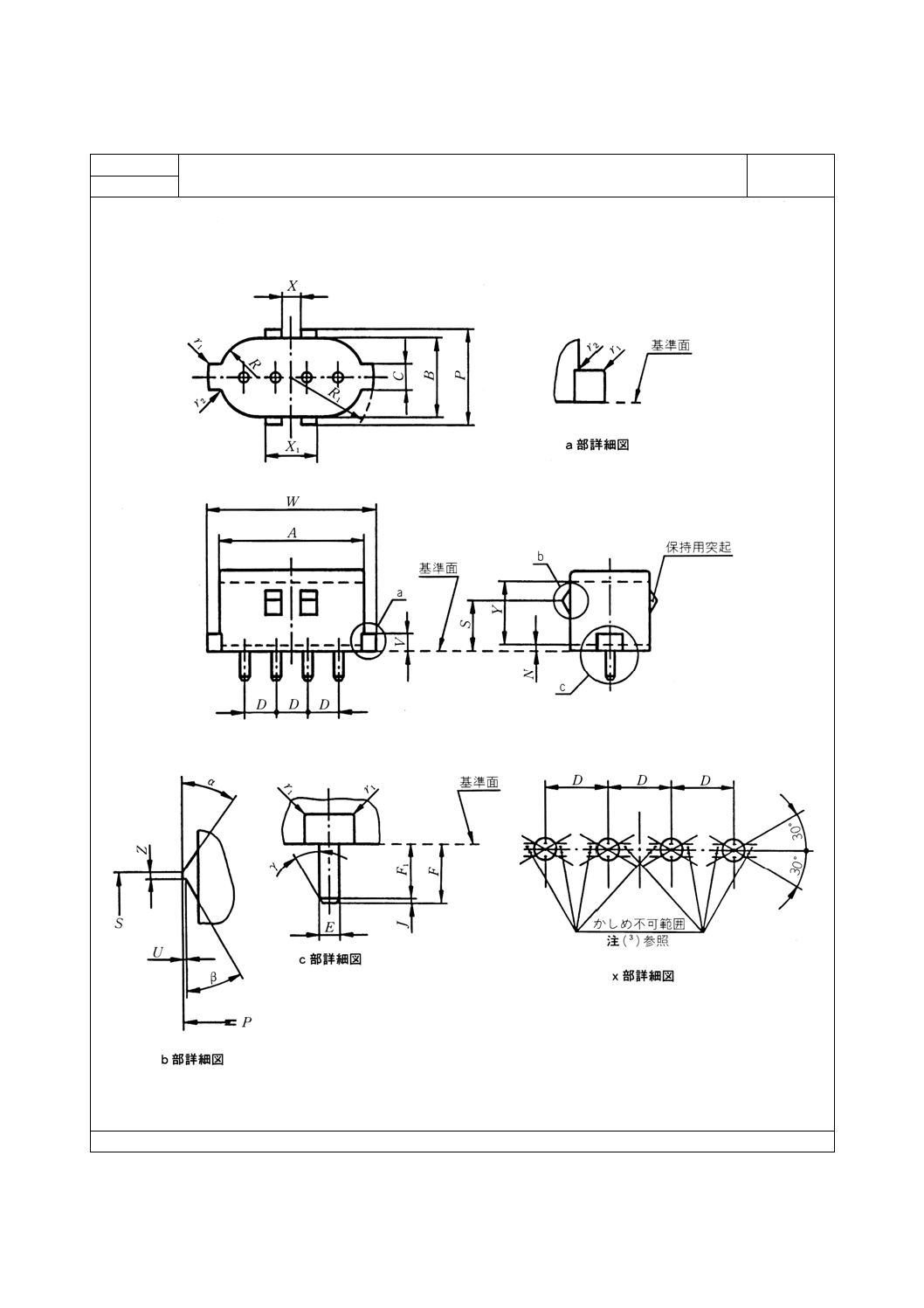
260
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
2 GX 7 口金
ページ1/2
第一角法
この図面は,互換性確保に必要な主要寸法を図示したものである。
2GX7受金の詳細は,IEC 61-3のシート7005-103参照。
7004-103-1
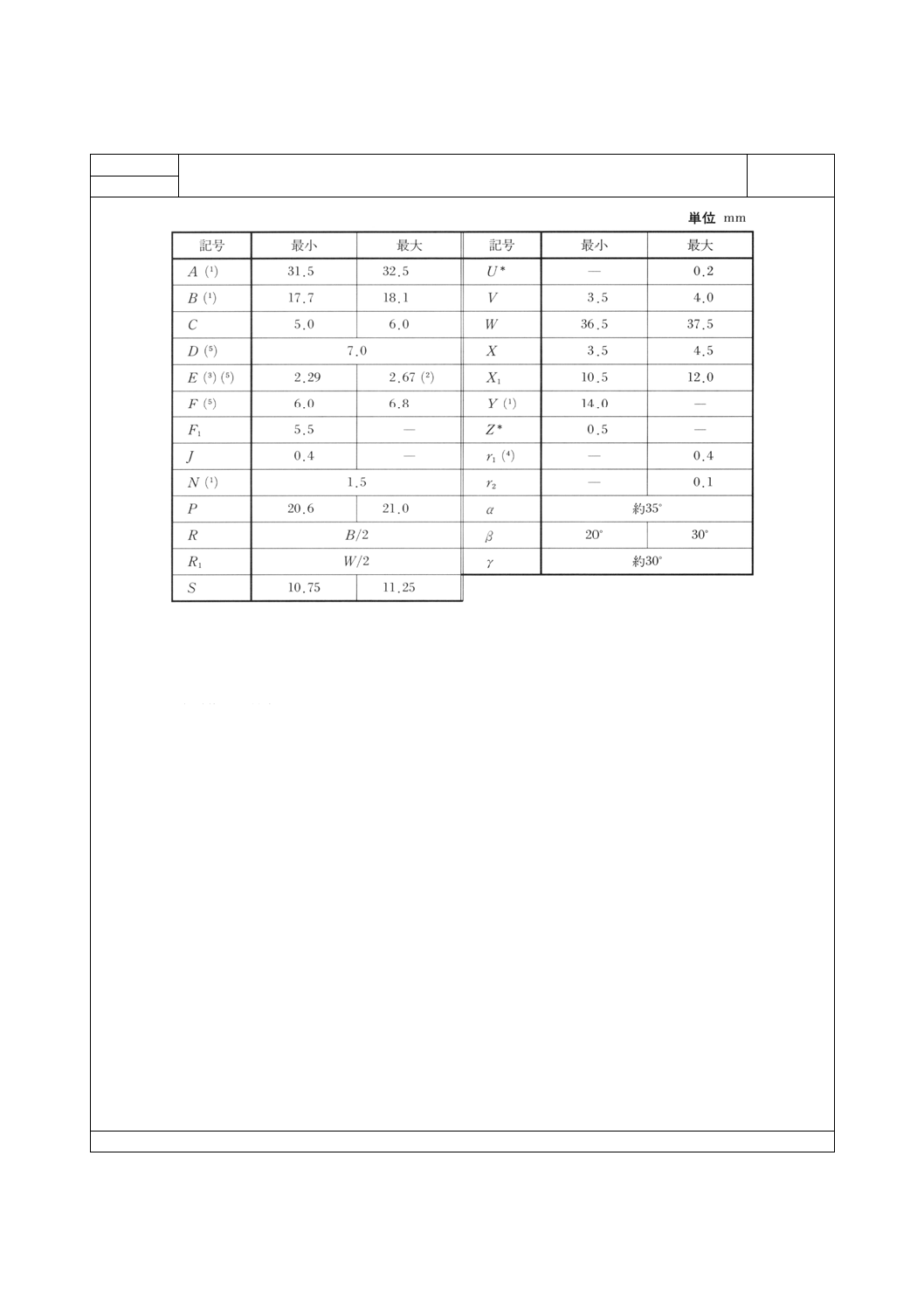
261
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
2 GX 7 口金
ページ2/2
注 *印の寸法は,口金設計用で,完成ランプには適用しない。
(1) Yは,A最大最小,B最大最小の際の最小長さを示す。
Y部の小区間のくぼみは,受金に取り付けた状態を確保できればあってもよい。Y下部 (N) は,A最大,
B最大時だけに適用する。
(2) 口金単体のB最大は,2.44mmである。
(3) ピン表面の溝や粗面は,ピンの中心線を含む面の両側30°の範囲内に及んではならない(x部詳細図参照)。
ピンの直径は,ピンの中心線を含む面の両側30°の範囲内を測定し,ピン先端を除く平行部は,2.29mm以
上とする。
(4) 約0.4mmの面取りでもよい。
(5) ピンの直径と変位,個々のピンの最大最小径及び長さは,IEC 61-3のシート7006-102に示されている2G7,
2GX7口金通り止りゲージで確認する。
7004-103-1
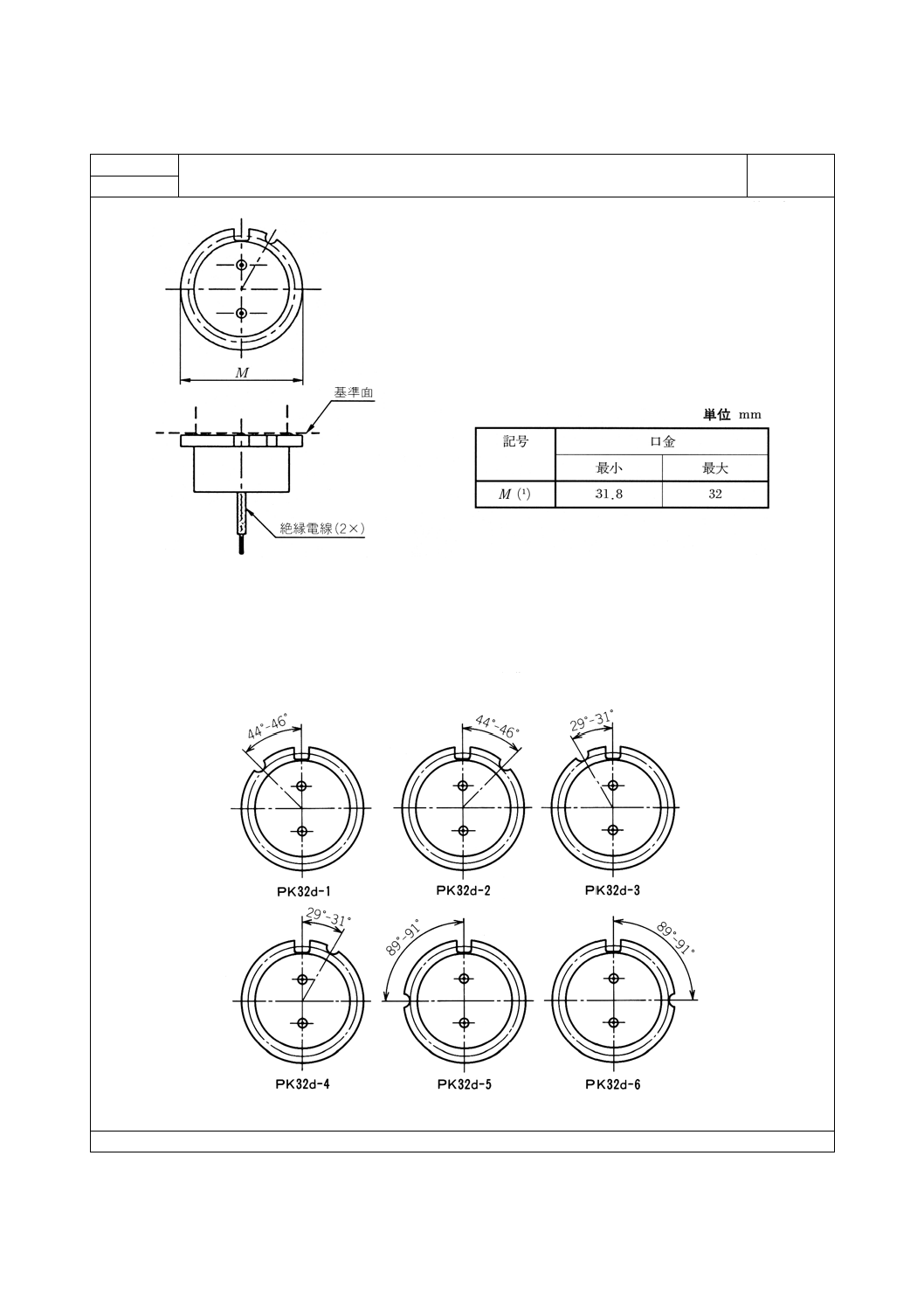
262
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
PK 32 d 口金
ページ1/1
第一角法
注(1) 直径Mの円筒部には,Mの最大からはみ出すような凹凸を設けてはならない。そのような凹凸は,Mの最
小より小さくてもよいが,キーの領域や支持領域IEC 61-2のシート(7005-111参照)にないこと。
備考 この図面は,PK32d-4口金だけを図示している。
キー位置によって,他にもPK32d-1,PK32d-2,PK32d-3,PK32d-5,PK32d-6の種類がある。
寸法については,P32d-1 (1-81-1) を参照のこと。
キー位置による名称
7004-111-1
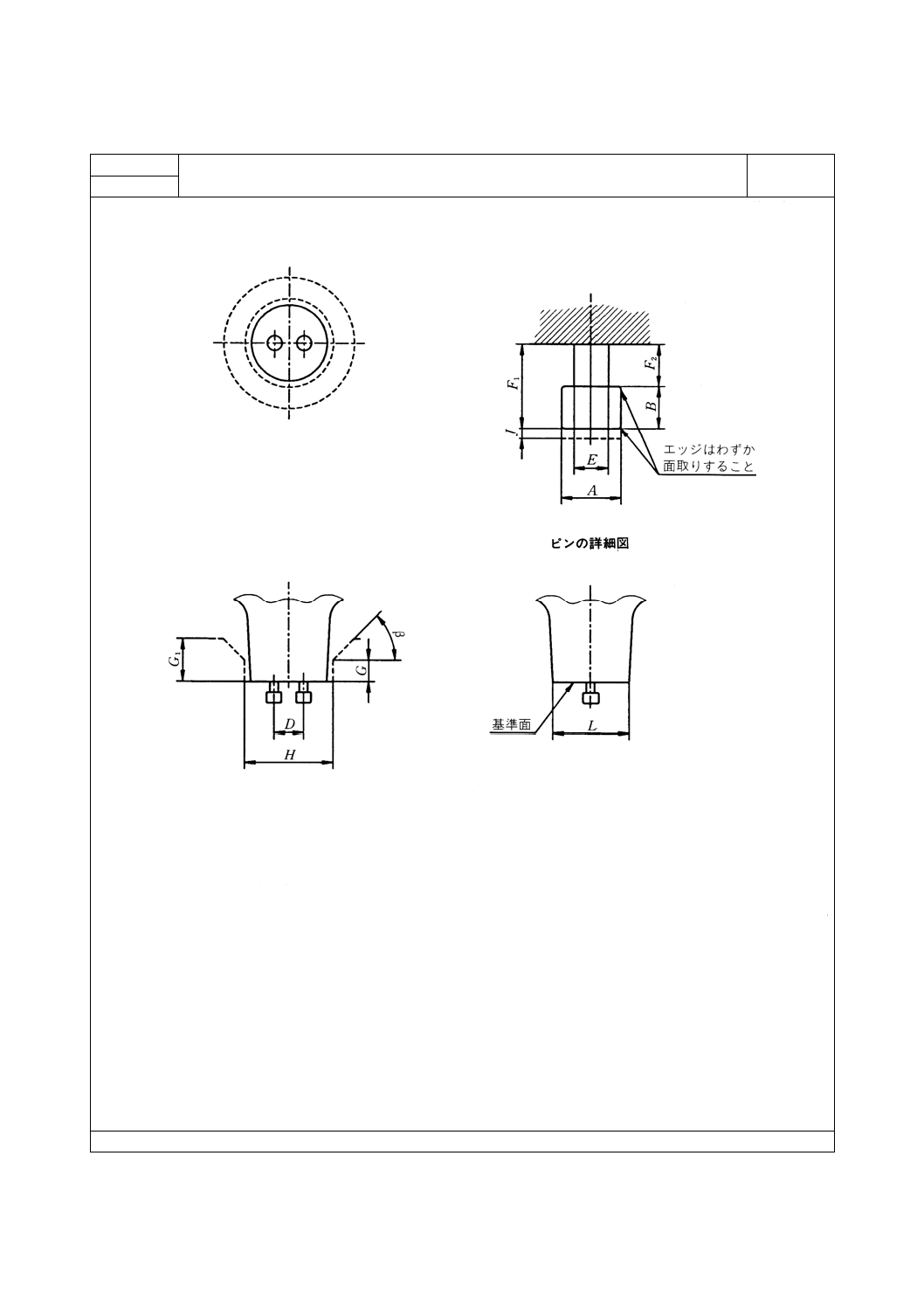
263
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GU 7 口金
ページ1/2
第一角法
この図面は,互換のための基本寸法を示す。
GU7受金の詳細はIEC 61-2のシート7005-113による。
IECはこの口金の構成部品について,GE LIGHTING Ltd. によってパテントが権利化されていることに注目してい
る。
しかしながら,これらのパテントは,この規格の主な部分を網羅しているにもかかわらず,IECはその有効期間に
ついて無関係な立場にある。
権利者は権利を欲しいという電球,器具などの製造者に対して,適正な価格で特別な差別なしに交渉に応じる用意
のあることをパテントの権利者はIECに対して保証した。
この件に関するパテント所有者との誓約書はIECで保管している。また,ライセンスの詳細についてはGE
LIGHTING Ltd. から入手してある。
権利者の住所を以下に示す。
GE LIGHTING Ltd
Technology department
Melton Road
7004-113-1
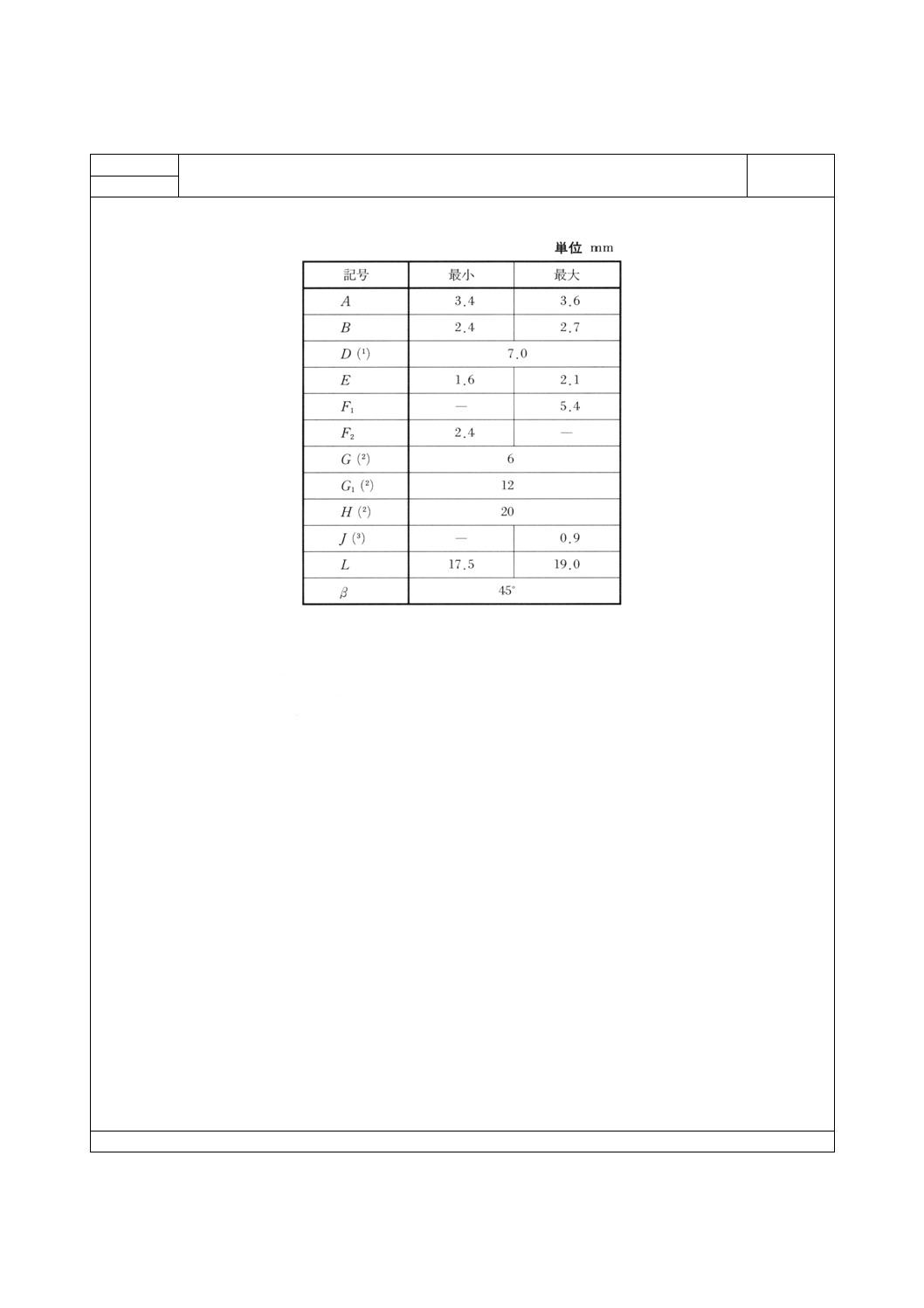
264
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
GU 7 口金
ページ2/2
Leicester LE4 7PD
United Kingdom
注(1) IEC 61-3のシート7006-113に示すゲージによってチェックする。
(2) 寸法G,G1,Hは次の①,②の間の空間の輪郭線である。
① 電球の一部が占有する部分。
② 受金又は器具の一部が占有する部分。
(3) 溶接又ははんだの限度。
7004-113-1
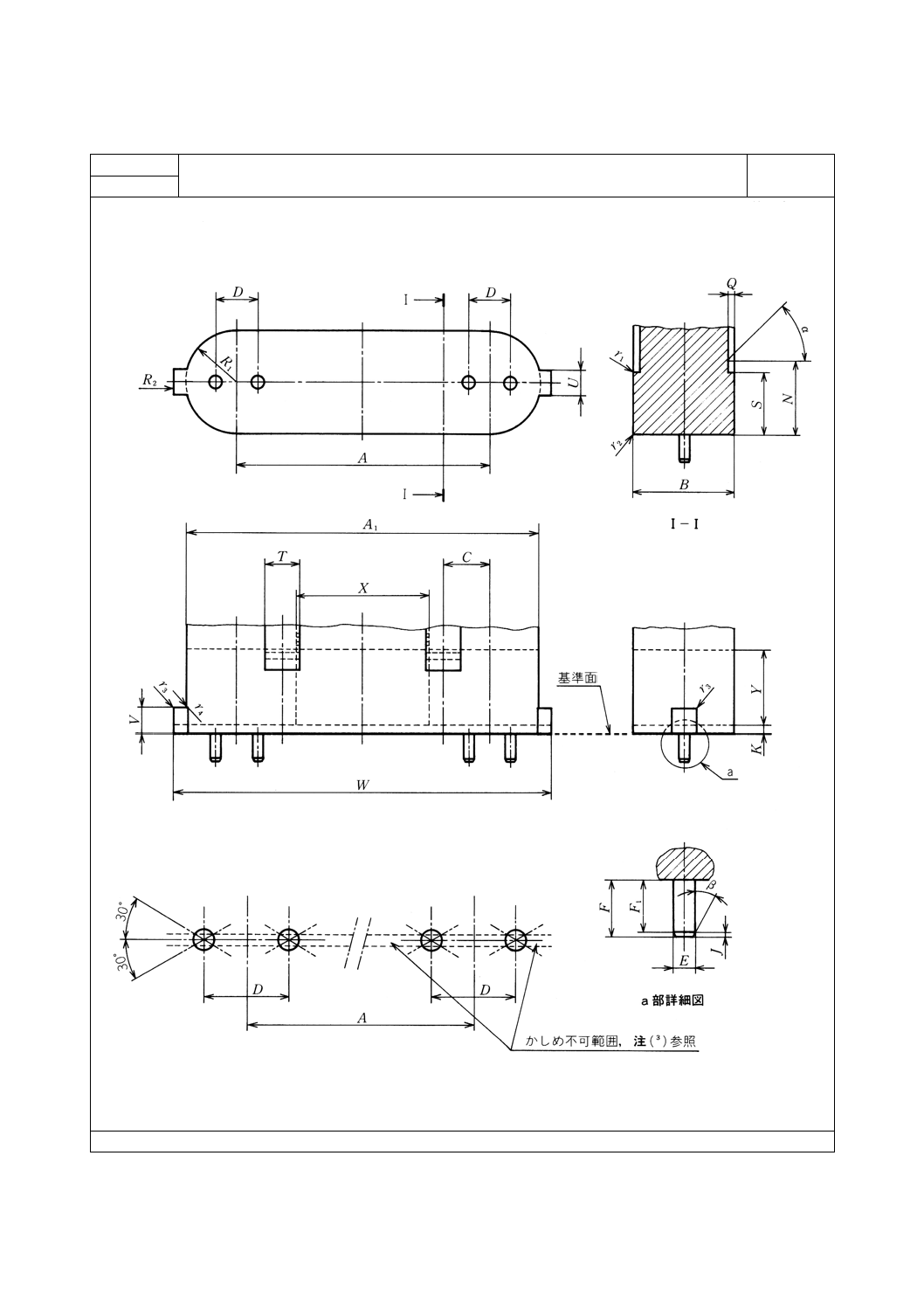
265
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
2 G 10 口金
ページ1/2
第一角法
この図面は互換性確保に必要な主要寸法を図示したもの。
2G10受金の詳細はIEC 61-2のシート7005-118を参照。
7004-118-1
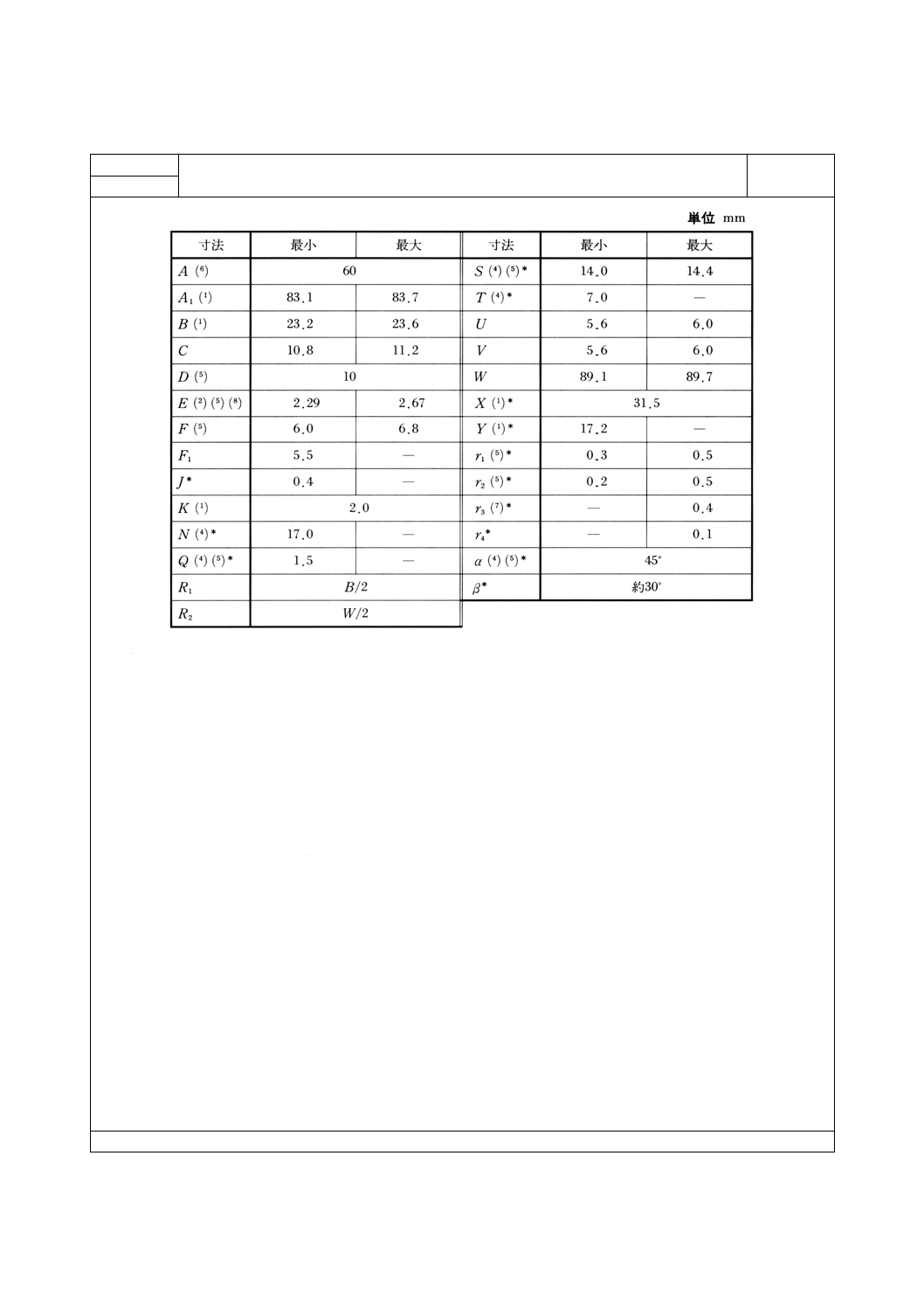
266
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
2 G 10 口金
ページ2/2
注*
これらの寸法は口金設計用で,完成ランプには適用しない。
(1) Yは,最大最小のA1及びBの両方に関する最小長を示す。
ランプの横方向の安定に影響ないなら,局部的なくぼみを許容する。
Yの下部 (K) には,寸法A1とBの上限値だけが適用される。Xの範囲内で,Bの上限値が適用される。
(2) 口金単体のE最大は2.44mmとする。
(3) ピン中心線から30°の範囲外なら,ピン表面の切り込みや筋は許容される(図参照)。ピン中心線と垂直な
方向で測られたピン径は,口金と平行な面で2.29mmより小さくないこと。
(4) N,Sとαは,QとTに関するノッチの最小値を示す。
ノッチに最大値はなく,口金頂部まで達していること。
(5) Q,S,r1,r2最小とαはノッチ幅T内に,Tの外にはr2最大を適用する。
(6) Aは2対のピンの中心線間距離を示す。
(7) 約0.4mmの面取りを許容する。
(8) ピン位置と径,各ピン径の最大最小とピン長さの最大最小はIEC 61-3のシート7006-118の完成ランプの
2G10口金通り止りゲージで検査すること。
7004-118-1
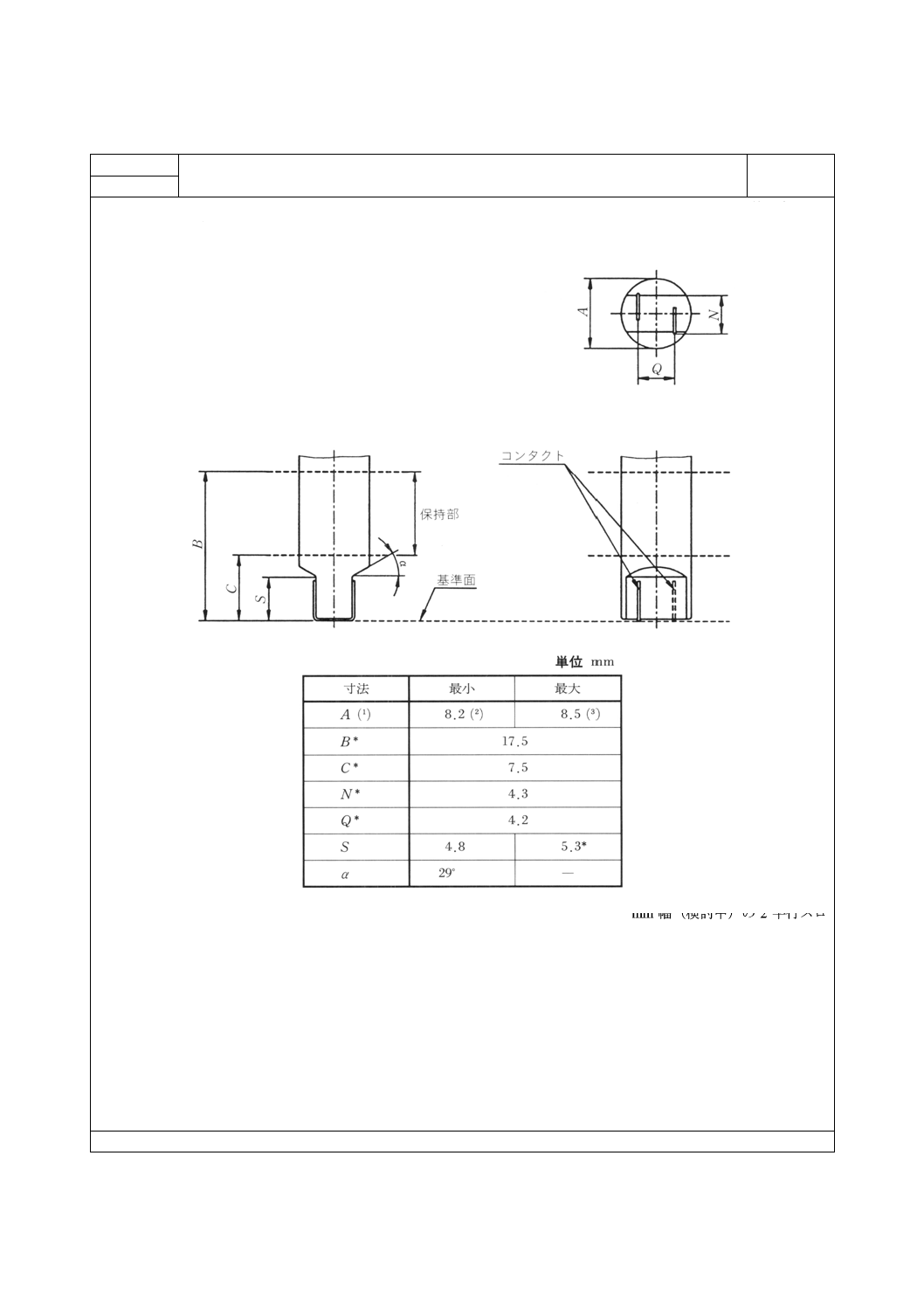
267
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
W 4.3×8.5 d 口金
ページ1/1
第一角法
この図面は互換性確保に必要な主要寸法を図示したもの。
W4.3×8.5d受金の詳細はIEC 61-2のシート7005-115を参照。
ゲージング 両口金ランプに使用される場合,口金のコンタクト配列は,4.85002
.0
−mm幅(検討中)の2平行スロ
ットをもつゲージで,Sの範囲内を検査すること。
注*
これらの寸法は,口金設計用で完成ランプには適用しない。
(1) Bの範囲内で適用。
(2) 連続である必要はない。
(3) …N(検討中)の力がA最大に加えられる条件で,保持部に達する…(検討中)。
7004-115-1
268
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS C 7709改正原案作成委員会 構成表
氏名
所属
(委員長)
○ 中 川 靖 夫
埼玉大学
(幹事)
○ 伊 藤 清之助
社団法人日本電球工業会
鷲 見 良 彦
通商産業省機械情報産業局
○ 藤 井 隆 宏
工業技術院標準部
加 山 英 男
財団法人日本規格協会
本 間 誠 一
日本電気計器検定所
松 澤 孝 司
財団法人日本電気用品試験所
○ 村 岡 良 三
社団法人日本自動車部品工業会
○ 原 雅 男
社団法人日本照明器具工業会
○ 上 田 孔
社団法人日本配線器具工業会
蒲 原 隆 志
社団法人日本電機工業会
(合同分科会主査) ○ 平 岡 真
東芝照明プレシジョン株式会社
(第1分科会主査) ○ 豊 嶋 彬
スタンレー電気株式会社
(第2分科会主査) ○ 丸 市 次 郎
松下電子工業株式会社
(第3分WG主査) ○ 鈴 木 篤
株式会社日立製作所
(第3分WG主査) ○ 稲 垣 富 樹
日本電池株式会社
(第4分科会主査) ○ 太田垣 芳 男
岩崎電気株式会社
○ 青 木 正 人
株式会社青木製作所
○ 齋 藤 哲 夫
社団法人日本電球工業会
(第1分科会)
大 倉 習
松下電子工業株式会社
佐 口 典 生
株式会社小糸製作所
高 田 福 夫
市光工業株式会社
仁 枝 康 弘
東芝ライテック株式会社
奥 村 善 彦
ウシオ電機株式会社
高 見 安 胤
株式会社ライフエレックス
宮 本 忠 夫
ウエスト電気株式会社
(第2分科会)
古 賀 正 己
東京電球材料連合会
大 川 浩二郎
扶桑電機工業株式会社
古 屋 善 規
株式会社坂田製作所
石 塚 昌 泰
東芝ライテック株式会社
菊 池 正 守
三菱電機照明株式会社
西 村 速 雄
松下電工株式会社
田 中 紀 彦
オスラム・メルコ株式会社
(第3分科会)
泉 泰 美
松下電子工業株式会社
渡 辺 好 美
東芝照明プレシジョン株式会社
坂 山 幸 平
オスラム・メルコ株式会社
川 口 茂
大亜蛍光工業株式会社
笹 川 静 夫
岩崎電気株式会社
村 上 博
ニッポ電機株式会社
郡 伸 夫
プリンス電気株式会社
梅 岡 則 広
東芝ライテック株式会社
山 村 修 史
日本電気ホームエレクトロニクス株式会社
増 田 勝
トヨスター株式会社
犬 飼 伸 治
東芝ライテック株式会社
福 田 誠
松下電子工業株式会社
大 谷 勝 也
オスラム・メルコ株式会社
三 好 和 彦
岩崎電気株式会社
成 清 謙 爾
株式会社日立製作所
手 塚 真
江東電気株式会社
269
C 7709-1 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
笠 井 義 弘
ウシオ電機株式会社
土 方 啓 司
金門電気株式会社
(第4分科会)
浦 滝 悦 夫
株式会社日立製作所
永 井 雅 雄
東芝ライテック株式会社
長 島 政之助
斉田工機株式会社
倉 田 英 男
江東電気株式会社
白 岡 久 広
ウシオ電機株式会社
鍋 島 隆 行
オスラム・メルコ株式会社
(関係者)
根 津 正 志
工業技術院標準部電気規格課
宮 田 圭
社団法人日本自動車部品工業会
千 葉 正 寿
スタンレー電気株式会社
工 藤 哲 也
スタンレー電気株式会社
井 澤 剛
株式会社小糸製作所
平 位 佳 秋
市光工業株式会社
若 林 光 雄
大井川電機株式会社
高 西 宏 佳
東芝ライテック株式会社
和 田 春 喜
ウエスト電気株式会社
木 原 邦 彦
東芝ライテック株式会社
朝 見 康 夫
岩崎電気株式会社
河 上 征 雄
平和金属工業株式会社
木 田 昭 二
木田金属工業株式会社
竹 間 俊 一
株式会社坂田製作所
吉 田 和 正
舶用電球株式会社
岡 田 基 光
メトロ電気工業株式会社
吉 峰 茂 樹
松下電子工業株式会社
朝 生 実
ウシオライティング株式会社
西 浜 伸 通
松下電工株式会社
宮 崎 興 一
東芝照明プレシジョン株式会社
(事務局)
萩 原 真 樹
社団法人日本電球工業会
備考 ○印は,分科会委員を兼ねる。
文責 原案作成委員会