2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 7708-1984
蛍光ランプ用ガラス管
Glass Tubing for Fluorescent Lamps
1. 適用範囲 この規格は,JIS C 7601[蛍光ランプ(一般照明用)]に規定する蛍光ランプの外管に用い
るガラス管(以下,管という。)について規定する。
引用規格:
JIS B 7503 0.01mm目盛ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7524 すきまゲージ
JIS C 7601 蛍光ランプ(一般照明用)
JIS C 7710 電球類ガラス管球の形式の表し方
JIS R 3102 ガラスの平均線膨張係数の試験方法
JIS R 3104 ガラスの軟化点試験方法
2. 形式 形式は,表1のとおりとする。
表1
T15.5
T20.2 S
T26.0 C
T27.7 C
T28.8
T31.0 C
T38.0
T20.0
T25.0 S
T26.2
T28.0
T29.0 C
T32.0 S
T38.0 S
T20.0 C
T25.5
T27.0
T28.1 C
T29.5 C
T32.5
T20.0 S
T25.5 S
T27.5
T28.7 C
T30.5 C
T32.5 S
備考 形式の記号の意味は,次のとおりである。
T:管を表す[JIS C 7710(電球類ガラス管球の形式の表し方)参照]。
数字:管の呼び径を表す。
C:環形のランプに使用するものを表す。
S:スリムライン形のランプに使用するものを表す。
N:図2の形状のものには上表形式の末尾にNを付ける。
例:T 25.5 N T 29.5 CN
2
C 7708-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
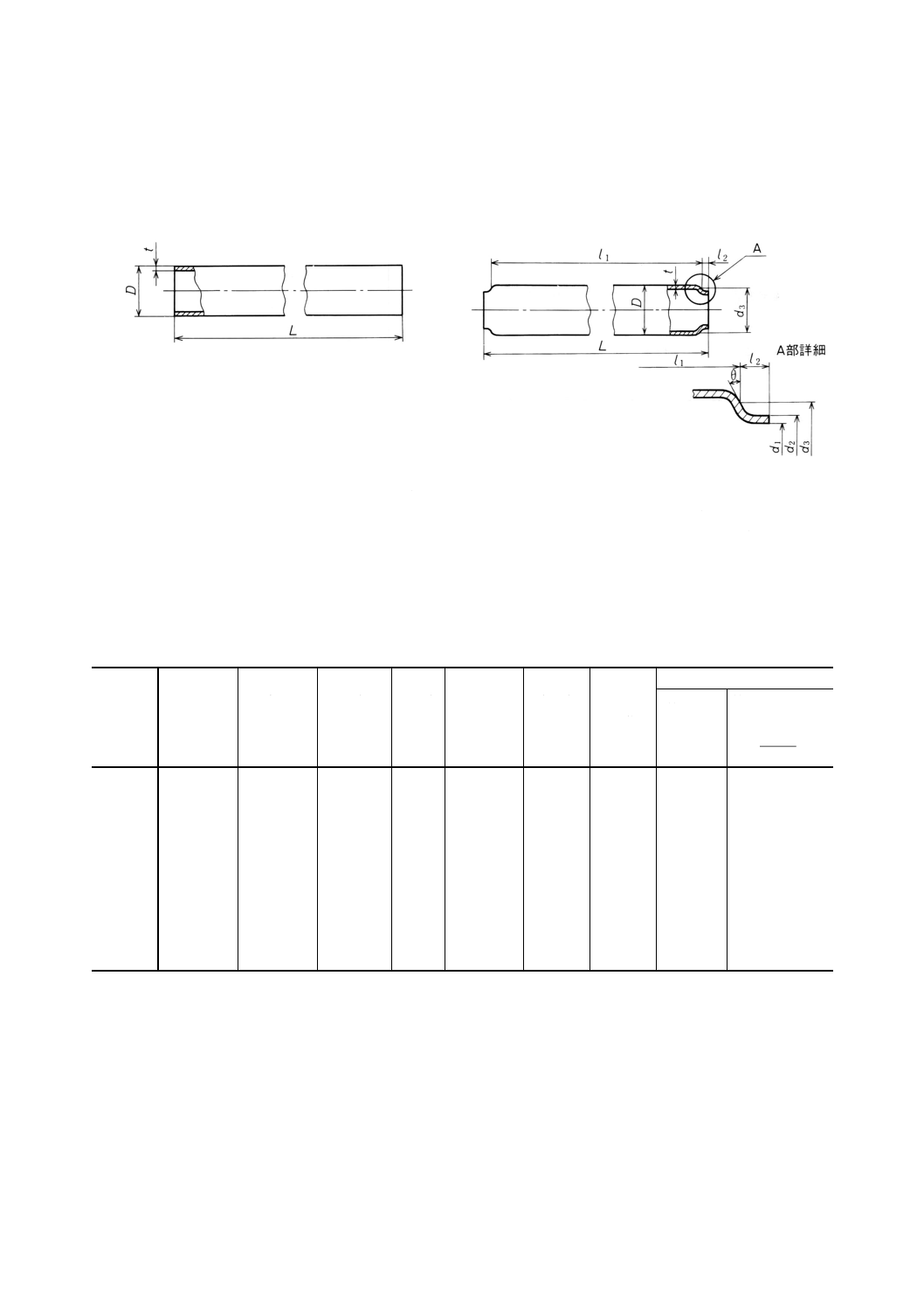
3. 形状及び寸法
3.1
形状 形状は,図1又は図2のとおりとする。
図1
図2
ここに,
D: 外径
d1: カラー内径
t: 肉厚
d2: カラー外径
L: 長さ
d3: ベースライン外径
I1: ベースライン長さ
θ: 接触角
I2: ネックライン長さ
3.2
寸法 寸法は,表2,表3及び表4のとおりとする。
表2 直管形蛍光ランプ用ガラス管
単位 mm
曲がり
形式
外径
D
肉厚
t
偏肉
長さ(1)
L
長さLの
許容差
真円度
切口の
凹凸
管の長さ
500未満の
場合
管の長さ500 以上
の場合
b=
500
管の長さ
T 15.5
15.5±0.25
0.70±0.08
0.10以下
−
2 000以下の
もの
±1.5以下
2 000を超え
るもの
±2.0以下
0.3以下
0.8以下
0.4以下
−
T 20.0
20.0±0.50
0.75±0.10
0.10以下
0.3以下
0.8以下
0.4以下
0.4b以下
T 25.5
25.5±0.60
0.75±0.10
0.10以下
0.5以下
1.0以下
0.5以下
0.5b以下
T 26.2
26.2±0.60
0.78±0.10
0.15以下
0.5以下
1.0以下
0.6以下
0.6b以下
T 27.0
27.0±0.65
0.78±0.10
0.15以下
0.5以下
1.0以下
0.6以下
0.6b以下
T 27.5
27.5±0.65
0.78±0.10
0.15以下
0.5以下
1.0以下
0.6以下
0.6b以下
T 28.0
28.0±0.65
0.78±0.10
0.15以下
0.5以下
1.0以下
0.6以下
0.6b以下
T 28.8
28.8±0.70
0.80±0.10
0.15以下
0.5以下
1.2以下
0.7以下
0.7b以下
T 32.5
32.5±0.80
0.80±0.10
0.15以下
0.7以下
1.2以下
0.8以下
0.8b以下
T 38.0
38.0±1.00
0.85±0.10
0.15以下
0.7以下
1.2以下
0.9以下
0.9b以下
3
C 7708-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 環形蛍光ランプ用ガラス管
単位 mm
形式
外径
D
肉厚
t
偏肉
長さ(1)
L
長さLの
許容差(2)
真円度
切口の凹凸
曲がり
T 20.0 C
20.0±0.50
1.20±0.10
0.10以下
−
±1.50以下
0.20以下
0.80以下
2.00以下
T 26.0 C
26.0±0.60
1.20±0.10
0.10以下
±1.50以下
0.30以下
1.00以下
2.00以下
T 27.7 C
27.7±0.65
1.15±0.10
0.10以下
±1.50以下
0.30以下
1.00以下
2.00以下
T 28.1 C
28.1±0.70
1.15±0.15
0.15以下
±1.50以下
0.40以下
1.20以下
2.00以下
T 28.7 C
28.7±0.70
1.15±0.15
0.15以下
±1.50以下
0.40以下
1.20以下
2.00以下
T 29.0 C
29.0±0.70
1.15±0.15
0.15以下
±1.50以下
0.40以下
1.20以下
2.00以下
T 29.5 C
29.5±0.70
1.15±0.15
0.15以下
±1.50以下
0.50以下
1.20以下
2.00以下
T 30.5 C
30.5±0.80
1.15±0.15
0.15以下
±1.50以下
0.50以下
1.20以下
2.00以下
T 31.0 C
31.0±0.80
1.20±0.15
0.15以下
±1.50以下
0.50以下
1.20以下
2.00以下
表4 スリムライン形蛍光ランプ用ガラス管
単位 mm
形式
外径
D
肉厚
t
偏肉
長さ(1)
L
長さL
の許容差
真円度
切口の凹凸
曲がり
管の長さ
1 000未満の
場合
管の長さ1 000 以上
の場合
b=
1000
管の長さ
T 20.0 S
20.0±0.50
0.75±0.10
0.10以下
−
2 000以下の
もの
±1.5以下
2 000を超え
るもの
±2.0以下
0.3以下
0.8以下
1.4以下
1.4b以下
T 20.2 S
20.2±0.50
0.75±0.10
0.10以下
0.3以下
0.8以下
1.4以下
1.4b以下
T 25.0 S
25.0±0.60
0.75±0.10
0.10以下
0.5以下
1.0以下
1.4以下
1.4b以下
T 25.5 S
25.5±0.60
0.75±0.10
0.10以下
0.5以下
1.0以下
1.4以下
1.4b以下
T 32.0 S
32.0±0.80
0.80±0.10
0.15以下
0.7以下
1.2以下
1.4以下
1.4b以下
T 32.5 S
32.5±0.80
0.80±0.10
0.15以下
0.7以下
1.2以下
1.4以下
1.4b以下
T 38.0 S
38.0±1.00
0.85±0.10
0.15以下
0.7以下
1.2以下
1.4以下
1.4b以下
注(1) 受渡当事者間の協定による。
(2) 管の長さが1 000mmを超えるものについては,受渡当事者間の協定による。
備考 管端を図2のように成形したものの各部寸法については,受渡当事者間の協定による。
4. 外観 管には,使用上有害な泡,きず,異物,すじなどがあってはならない。
5. 特性 特性は,6.により試験したとき,表5のとおりとする。
表5
材質
項目
ソーダ石灰ガラス
鉛ガラス
試験方法適用箇条
線膨脹係数 (0〜300℃) ×10−7/℃
90〜104
88〜98
6.2
軟化点 ℃
670〜730
600〜650
6.3
備考1. 線膨脹係数は,表5の範囲内で受渡当事者間の協定による。許容差は指定された値の
±3×10−7/℃とする。
2. 軟化点は,表5の範囲内で受渡当事者間の協定による。許容差は,指定された値の±
10℃とする。
6. 試験方法
6.1
外観 外観は,目視により調べる。
4
C 7708-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
線膨脹係数 線膨脹係数は,JIS R 3102(ガラスの平均線膨張係数の試験方法)に規定する方法によ
る。
6.3
軟化点 軟化点は,JIS R 3104(ガラスの軟化点試験方法)に規定する方法による。
6.4
寸法
6.4.1
測定器 測定器は,JIS B 7507(ノギス)に規定するノギス,JIS B 7503(0.01mm目盛ダイヤルゲ
ージ)に規定するダイヤルゲージ及びJIS B 7524(すきまゲージ)に規定するすきまゲージ又はこれらと
同等以上の精度をもつものを用いる。
6.4.2
測定方法 測定方法は,次による。
(1) 外径は,管の両端からそれぞれ約30mmの任意の箇所を測定する。
(2) 肉厚は,管のいずれか一端から長さ方向10mm以上の位置における円周上の任意の箇所を測定する。
(3) 偏肉は,(2)の測定における最大肉厚と最小肉厚との差を求める。
(4) 長さは,管の両端を管の軸方向と直角な平板に当て,これらの板面間の距離を測定する。
長さの許容差は,管の標準長さ表2〜4の長さ (L) からこの測定値を差し引いて求める。
なお,標準長さとは,受渡当事者間の協定により規定した長さをいう。
(5) 真円度は,管のいずれか一端から約30mmの箇所の外径を5点測定し,最大値と最小値との差を求め
る。
(6) 切口の凹凸は,管の一端を管の軸方向と直角な平板に当て,平板と管端のすきまをすきまゲージで測
定するか,又は管の他端にダイヤルゲージを当てて管を1回転させ,そのときのダイヤルゲージの読
みの最大値と最小値との差を求める。
(7) 曲がりは,管の両端からそれぞれ約25mmの箇所をローラで支え,管の中央部にダイヤルゲージを当
てて管を1回転させ,そのときのダイヤルゲージの読みの最大値と最小値との差の2分の1を求める。
7. 検査 検査は,6.の試験方法により次の項目について行い,3.,4.及び5.の規定に適合しなければなら
ない。
(1) 外観
(2) 寸法
(3) 線膨脹係数
(4) 軟化点
8. 製品の呼び方 製品の呼び方は,名称,形式及び標準長さとする。ただし,名称は省略してもよい。
例1: 光ランプ用ガラス管 T 25.5/490
例2: T 25.5/490
9. 表示 表示は包装表面に,次の事項を表示しなければならない。
(1) 形式
(2) 標準長さ (mm)
(3) 1包装単位の本数
(4) 製造業者名又はその略号
(5) 製造年月日又はその略号
5
C 7708-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
電気部会 放電灯専門委員会 構成表
氏名
所属
(委員会長)
中 川 靖 夫
埼玉大学
漆 原 富志郎
日本電気用品試験所
野 口 昌 吾
通商産業省機械情報産業局
三 嶋 泰 雄
工業技術院電子技術総合研究所
向 井 保
工業技術院標準部
吉 江 清
千葉大学工学部
伊 藤 三 郎
新日本電気株式会社
伊 藤 弘
三菱電機株式会社
岡 本 志 朗
岩崎電気株式会社
加 納 忠 男
東京芝浦電気株式会杜
高 橋 安 通
社団法人日本照明器具工業会
滝 波 定 平
社団法人日本電球工業会
中 井 賢 一
松下電工株式会杜
藤 井 信 弘
東芝電材株式会社
藤 尾 日 丸
松下電子工業株式会社
広 田 泰 輔
株式会社日立製作所
門 松 はま子
主婦連合会
桑 島 光 雄
社団法人日本電設工業協会
高 桑 祐 吉
日本国有鉄道鉄道技術研究所
牛 込 武 志
首都高速道路公団
大刀川 三 郎
社団法人日本電気協会
原 早 苗
消費科学連合会
堀 野 福 雄
建設省大臣官房官庁営繕部
萬 藤五郎
株式会社高島屋
(専門委員)
小 山 敦 夫
日立照明株式会社
(関係者)
鷹 木 清
日本電気硝子株式会杜
寺 嶋 信一郎
日本真空電気株式会社
中 川 光三郎
電気硝子工業会
増 田 勝
トヨスター株式会社
(事務局)
八 田 勲
工業技術院標準部電気規格課
畠 山 孝
工業技術院標準部電気規格課