C 60695-10-2:2018 (IEC 60695-10-2:2014)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 一般事項························································································································· 2
5 試験装置························································································································· 2
5.1 負荷装置 ······················································································································ 2
5.2 試験片受台 ··················································································································· 3
5.3 加熱オーブン ················································································································ 3
5.4 光学計測器 ··················································································································· 3
5.5 温度測定装置 ················································································································ 3
6 試験片···························································································································· 4
6.1 最終製品の試験 ············································································································· 4
6.2 材料の試験 ··················································································································· 4
7 状態調節························································································································· 4
8 試験手順························································································································· 4
8.1 試験温度の選定 ············································································································· 4
8.2 加熱オーブン及び試験装置の準備······················································································ 5
8.3 試験片の設置 ················································································································ 5
8.4 試験片の後処理 ············································································································· 5
8.5 へこみ測定 ··················································································································· 6
9 試験結果の評価基準 ·········································································································· 6
10 関連する製品規格に記載する情報 ······················································································ 7
11 試験報告書 ···················································································································· 7
附属書A(参考)ボールプレッシャー試験と JIS K 7206に規定するビカット軟化温度試験との相関性 · 8
附属書B(参考)へこみ深さによる方法···················································································· 9
C 60695-10-2:2018 (IEC 60695-10-2:2014)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般財団法人日本
規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS C 60695-10-2:2008
は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS C 60695-10の規格群には,次に示す部編成がある。
JIS C 60695-10-2 第10-2部:異常発生熱−ボールプレッシャー試験方法
JIS C 60695-10-3 第10-3部:異常発生熱−成形応力解放変形試験
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 60695-10-2:2018
(IEC 60695-10-2:2014)
耐火性試験−電気・電子−第10-2部:
異常発生熱−ボールプレッシャー試験方法
Fire hazard testing-Part 10-2: Abnormal heat-Ball pressure test method
序文
この規格は,2014年に第3版として発行されたIEC 60695-10-2を基に,技術的内容及び構成を変更する
ことなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格は,プラスチック及び部品に対する,異常発生熱に耐える能力としての負荷を加えた状態にお
ける軟化温度及び軟化による材料の流れを評価するボールプレッシャー試験方法について規定する。
この規格は,電気・電子製品,そのサブアセンブリ及びその部品に用いる材料,並びにセラミックを除
く固体絶縁材料にも適用できる。
注記1 ボールプレッシャー試験方法は,エラストマ,発泡材料などの室温で柔らかくなる傾向にあ
る材料には適していない。これらの材料は,JIS C 60695-10-3などに規定する他の試験方法
によって評価することが望ましい。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 60695-10-2:2014,Fire hazard testing−Part 10-2: Abnormal heat−Ball pressure test method
(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 1602 熱電対
注記 対応国際規格:IEC 60584-1,Thermocouples−Part 1: EMF specifications and tolerances(MOD)
JIS C 2143-4-1 電気絶縁材料−熱的耐久性−第4-1部:劣化処理オーブン−シングルチャンバオーブ
ン
注記 対応国際規格:IEC 60216-4-1,Electrical insulating materials−Thermal endurance properties−Part
4-1: Ageing ovens−Single-chamber ovens(MOD)
JIS C 60695-4 耐火性試験−電気・電子−第4部−電気・電子製品のための耐火性試験用語
注記 対応国際規格:ISO/IEC 13943:2008,Fire safety−Vocabulary(MOD)からの引用事項は,JIS
2
C 60695-10-2:2018 (IEC 60695-10-2:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C 60695-4の該当事項と同等である。
JIS K 7151 プラスチック−熱可塑性プラスチック材料の圧縮成形試験片
注記 対応国際規格:ISO 293,Plastics−Compression moulding of test specimens of thermoplastic
materials(IDT)
JIS K 7152(規格群) プラスチック−熱可塑性プラスチック材料の射出成形試験片
注記 対応国際規格:ISO 294 (All Parts),Plastics−Injection moulding of test specimens of thermoplastic
materials(IDT)
ISO 295,Plastics−Compression moulding of test specimens of thermosetting materials
ISO 3290-1,Rolling bearings−Balls−Part 1: Steel balls
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS C 60695-4によるほか,次による。
3.1
異常発生熱(abnormal heat)
通常の発熱状態を超える発熱。火災の原因となるものを含む。
3.2
最終製品(end product)
追加工なしで使用可能な状態にある製品。
注記 ある最終製品は,別の最終製品の部品として用いられる場合がある。
3.3
保証試験(proof test)
最終製品に対して要求する所定の試験。
4
一般事項
この試験は,規定する温度において,規定の圧力を鋼球の圧子によって試験片に加えた後,圧子を離し
たときのへこみ部分の直径dを測定する。
注記 この規格による試験結果とビカット軟化温度試験の結果との相関性を,附属書Aに示す。
5
試験装置
5.1
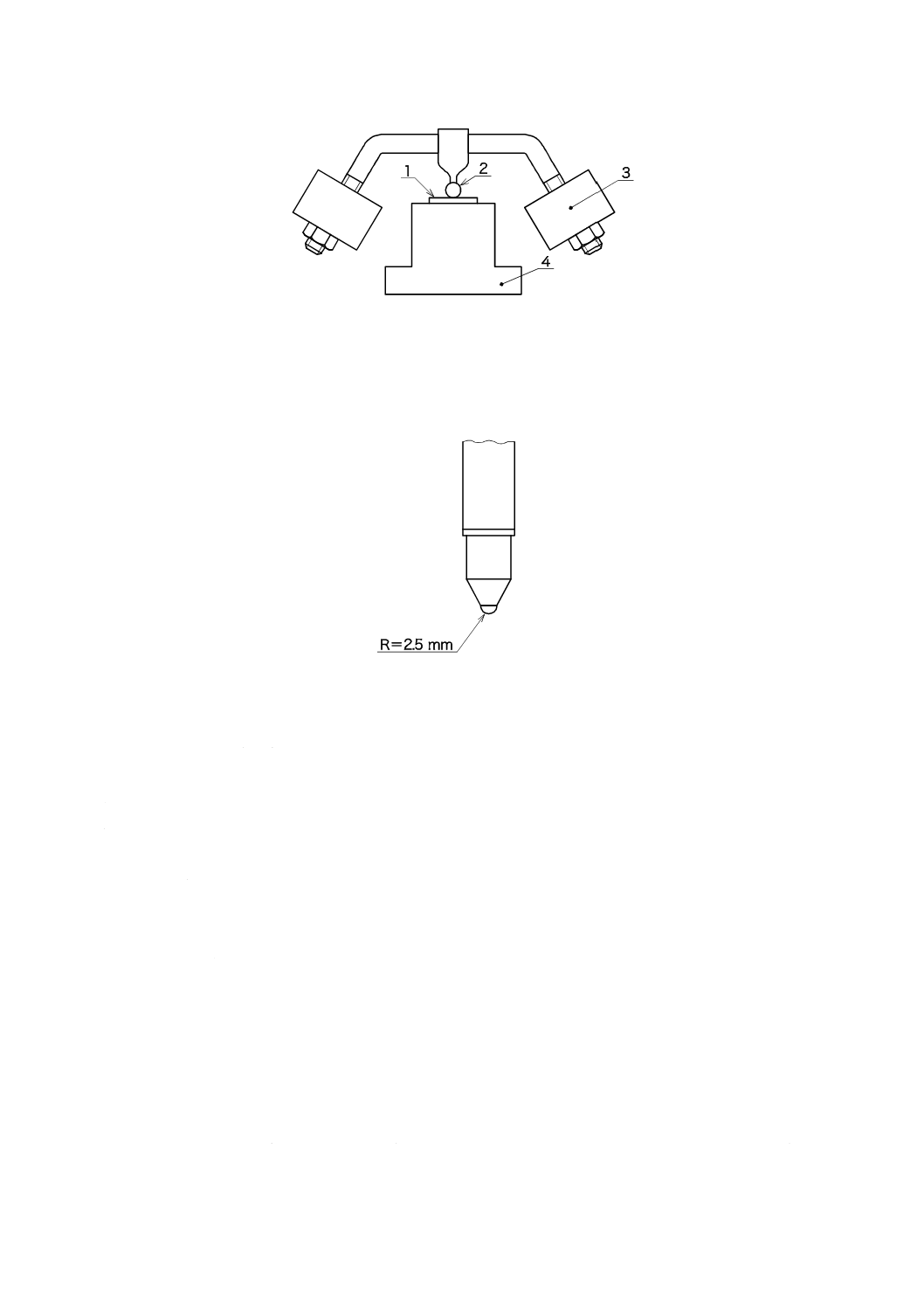
負荷装置 負荷装置は,ISO 3290-1に規定された軸受用の鋼球で作製した直径5 mm±0.05 mmの圧
子を用いて,圧子の質量を含む下向きの圧力20 N±0.2 Nを加えることのできるシステムで構成する。
一般的な負荷装置の例を,図1に示す。
3
C 60695-10-2:2018 (IEC 60695-10-2:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
試験片
2
圧子
3
おもり
4
試験片受台
a) 全体
b) 圧子の先端
図1−負荷装置の例
5.2
試験片受台 試験片受台は,次による。
a) 確実に水平位置に試験片を保持できなければならない。
b) 負荷装置を保持できる,十分な強さをもっている。
c) 滑らかで平らな表面をもったものとする。
d) 試験片を出し入れする場合に,加熱オーブン内の温度をできるだけ低下させない,十分な質量をもた
なければならない。
注記 試験片受台の温度と試験温度とが著しく異ならないことを確認するために,取り外すことがで
きる熱電対を,試験片受台の表面中心から約3 mm下側に取り付けることが有用である。
5.3
加熱オーブン 加熱オーブンは,JIS C 2143-4-1に規定するシングルチャンバタイプとし,試験温度
に対して適切な温度差,温度変動及び温度変量を設定できるオーブンとする。
さらに,試験片を設置し,加熱オーブンのドアを閉めた後,8.3に規定する要求事項に従った試験温度に
回復することができるオーブンとする。
5.4
光学計測器 計測器は,倍率10倍以上の光学レンズで,解像度0.1 mm以下の目盛付きレンズ又は
XY軸移動テーブル方式の校正された計測器とし,圧子を押し付けた面を照らすための照明装置を備えた
ものとする。
5.5
温度測定装置 温度測定装置は,温度100 ℃未満の場合は確度±2 K,温度100 ℃以上の場合は確
4
C 60695-10-2:2018 (IEC 60695-10-2:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
度±3 %をもつ装置とする。試験片受台に取り付ける熱電対は,JIS C 1602に規定する種類K又は種類J
のものが望ましい。
6
試験片
6.1
最終製品の試験
最終製品からの切出しによって,試験片がほぼ平行な上下両面をもつことができる場合は,厚さ2.5 mm
以上の試験片を作製する。試験の前に試験片の表面間に目立った変化が生じない場合に限り,必要に応じ
て2枚以上を重ね合わせることで,その厚さの試験片として用いてもよい。平行な面をもつ試験片を切り
出すことができない場合,直接圧子に接する試験片の下面と試験片受台との間に隙間がないように注意す
る。試験片は,一辺が10 mm以上の正方形又は直径が10 mm以上の円形とする。
最終製品から切り出した試験片を用いることが実際的でない場合は,6.2によって作製した最終製品と同
一素材の平板を最終試験の試験片として用いてもよい。
注記 3枚の試験片が必要となることがある。
6.2
材料の試験
6.2.1
試験片の準備
試験片は,例えば,真空注型成形,JIS K 7152の規格群による射出成形,JIS K 7151又はISO 295によ
る圧縮成形,トランスファー成形などの適切な方法によって,必要とする形状に成形する。
6.2.2
試験片の寸法
試験片の平板は,一辺が10 mm以上の正方形又は直径が10 mm以上の円形とし,厚さは3.0 mm±0.5 mm
とする。
注記 15枚の試験片が必要となることがある。
7
状態調節
試験片は,温度15 ℃〜35 ℃,相対湿度45 %〜75 %の雰囲気の中で24時間以上状態調節する。
注記 試験片の機械的特性が吸水率又は温度によって著しく影響を受けるような材料の場合は,より
精密な条件又は別の条件を製品規格に規定してもよい。
8
試験手順
8.1
試験温度の選定
8.1.1
A法−最終製品の試験
A法(保証試験)は,試験温度において,箇条9の評価基準への適合性を評価する試験方法である。
製品規格に規定がない場合の試験温度は,次による。
a) 充電部を保持する部品に対する試験温度は,製品規格に規定する最高許容温度値に40 ℃を加えた温
度とする。
b) それ以外の部品に対する試験温度は,製品規格に規定する最高許容温度値に室温を加えた温度とする。
製品規格に規定がない場合には,充電部を保持する部品の試験温度は125 ℃以上とする。それ以外の部
品の試験温度は75 ℃以上とする。
8.1.2
B法−材料の試験
B法(材料の試験)は,箇条9の評価基準を満たす最高温度を決定する試験方法である。
最初に,適切な試験開始温度を選択する。
5
C 60695-10-2:2018 (IEC 60695-10-2:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 一般的に,多くの熱可塑性樹脂において,VSTA50温度よりも10 ℃低い温度が試験開始温度と
して適切である。VSTA50温度とはビカット軟化温度のことで,JIS K 7206のA50法(試験荷重
10 N,昇温速度50 ℃/h)で規定されている。
次に,試験温度を8.2〜8.5の手順によって決定する。試験温度は5 ℃刻みとする。
各熱可塑性樹脂における試験開始温度の推奨温度を,表1に示す。
表1−試験開始温度(推奨)
単位 ℃
樹脂記号
試験開始温度
PA6
200
PA66
240
PA46
280
PBT
200
PET
240
PC
140
PC+ABS
90
PP
120
試験開始温度において,箇条9の評価基準を満たした場合には,新しい試験片を用いて,試験開始温度
よりも5 ℃ずつ高い温度で8.2〜8.4に規定する試験を繰り返す。試験開始温度が箇条9の評価基準を満た
さなかった場合には,新しい試験片を用いて,試験開始温度よりも5 ℃ずつ低い温度で8.2〜8.4に規定す
る試験を繰り返す。これを繰り返し,材料が箇条9の評価基準を満たす最高温度を決定する。
最高温度を決定した後,再度同じ温度で8.2〜8.4の試験を行い,箇条9の評価基準を満たすことを確認
する。
材料のボールプレッシャー温度(BPT)は,箇条9の評価基準を満たす最高温度とする。
8.2
加熱オーブン及び試験装置の準備
試験は,試験温度±2 ℃に設定した加熱オーブン(5.3参照)の中で行う。試験温度は,試験片を設置す
る箇所の中心から50 mm以内の箇所で測定した温度とする。試験片受台及び負荷装置は,試験温度に設定
した加熱オーブンの中で3時間以上予熱しておく。
8.3
試験片の設置
加熱オーブン内の試験片受台の上面が水平になるようにして,その中心付近に試験片を設置する。試験
片の中心付近に負荷装置を静かに載せる。試験中,下方向以外に圧子が移動しないように十分に注意する。
加熱オーブン及び試験片受台の大幅な温度低下がないように,試験片及び負荷装置の設置は30秒以内に
行う。加熱オーブンは5分以内に試験温度±2 ℃に回復し,かつ,試験温度よりも5 ℃以上のオーバーシ
ュートが起きないようにする。
負荷装置は,試験温度で6002
+分間試験片の上に保持する。
8.4
試験片の後処理
試験片は,負荷装置を取り除いた後,次の後処理を行う。
a) 試験片を,10秒以内に20 ℃±5 ℃の水中に浸す。
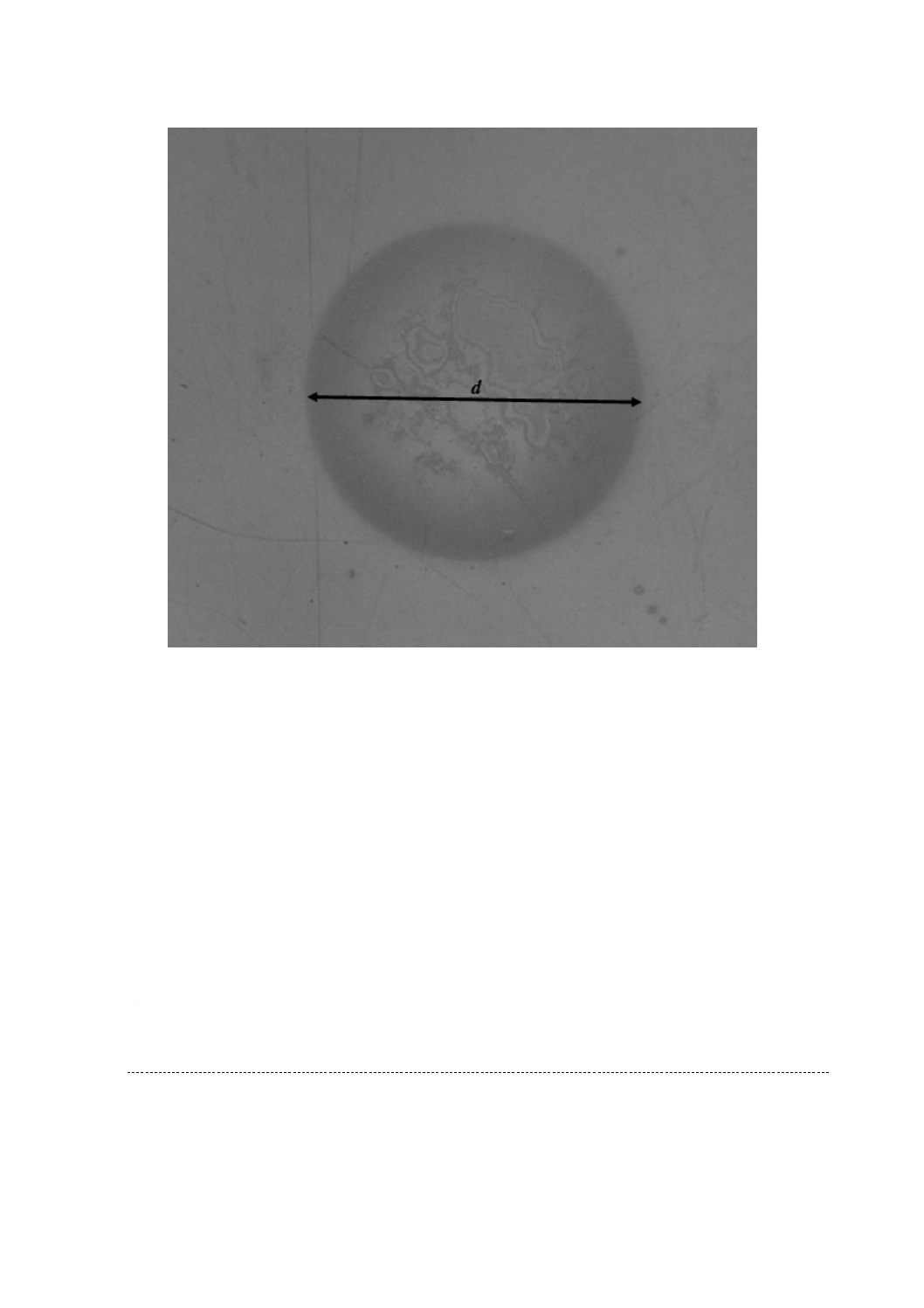
b) 試験片を6分間±2分間水中に浸した後,試験片を取り出し,付着している水を全て除去する。その
後,3分間以内にへこみ部分の直径d(図2参照)を測定する。
6
C 60695-10-2:2018 (IEC 60695-10-2:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−へこみ部分の直径dの例
8.5
へこみ測定
へこみ部分の直径dは,へこみと平面との境界線が明確な箇所を起点とした最大径で測定する。境界線
が平面よりも上向きに変形している箇所は除外する。
A法の測定結果に疑義が生じた場合には,他の2枚の試験片を用いて更に試験を2回行い,その両方の
測定結果が箇条9の評価基準に適合していることを確認する。この追加試験を同じ加熱オーブンかつ同じ
試験温度で行う場合には,8.2に規定する加熱オーブン及び試験装置の準備による予熱は行わず,加熱オー
ブンの温度が安定した段階で試験を開始してもよい。
注記1 へこみ部分の形状が円形でなかった場合は,試験片が水平に設置されていなかった,装置又
は試験片の移動があった,ガラス強化プラスチックのような均一でない材料を試験した,加
熱オーブンの近くで外部振動があったなどの可能性がある。
注記2 へこみ部分の直径dの測定値に疑義が生じた場合は,試験片の切断面で測定してもよい。
注記3 試験後の試験片の表面を色付けし,コントラストを鮮明にすると,へこみと平面との境界線
がより明確になる。
注記3A へこみ深さによる測定方法も検討されたが,附属書Bの理由によって,採用されなかった。
9
試験結果の評価基準
評価基準は,へこみ部分の直径dが2.0 mm以下とする。
7
C 60695-10-2:2018 (IEC 60695-10-2:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10 関連する製品規格に記載する情報
A法を適用する製品規格は,必要に応じて次の事項を規定する。
a) 試験する表面及び圧子を当てる点(8.2参照)
b) 試験温度(8.2参照)
11 試験報告書
試験報告書には,次の事項を記載する。
a) この規格の規格番号(JIS C 60695-10-2)
b) 試験片の材料の種類及び製造業者名
c) 試験片に関する情報(箇条6参照)。例えば,次のいずれかを記載する。
1) 最終製品
2) 最終製品から切り出したもの。その場合は,切り出した箇所も記載する。
3) 試験のために作製した試験片。その場合は,作製方法も記載する。
d) 試験片の状態調節
e) 試験片の厚さ(mm),枚数(試験片を重ね合わせた場合),試験温度(℃)及びへこみ部分の直径d
(mm)
f)
試験結果
1) A法(保証試験)の場合,合否判定
2) B法(材料の試験)の場合,ボールプレッシャー試験温度。記載方法の例は,次による。
例 BPT 290 ℃
8
C 60695-10-2:2018 (IEC 60695-10-2:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
ボールプレッシャー試験と
JIS K 7206に規定するビカット軟化温度試験との相関性
ビカット軟化温度の測定結果をボールプレッシャー試験結果に変換するために用いる相関係数の膨大な
研究が行われた。この研究において,特に日本は活動的であった。
なお,得られた結果が有用であったが,現在,全てのプラスチック材料並びに工業的に用いられる多く
の添加剤及び充塡剤に共通して用いるために必要な,一つの相関係数を決定するには至らなかった。
9
C 60695-10-2:2018 (IEC 60695-10-2:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
へこみ深さによる方法
へこみの直径を測定する方法による結果が一致する代替方法として,へこみ深さを測定するための方法
を確立するための膨大な研究が行われた。研究結果では,へこみ深さによる測定方法は,直径による測定
方法よりも僅かに再現性が低いことが分かり,へこみ深さによる測定方法をこの規格に取り入れる正当な
理由がないことが分かった。
参考文献 JIS C 60695-1-10 耐火性試験−電気・電子−第1-10部:電気・電子製品の火災危険性評価の
ための指針−一般指針
注記 対応国際規格:IEC 60695-1-10,Fire hazard testing−Part 1-10: Guidance for assessing the
fire hazard of electrotechnical products−General guidelines(IDT)
JIS C 60695-10-3 耐火性試験−電気・電子−第10-3部:異常発生熱−成形応力解放変形試験
注記 対応国際規格:IEC 60695-10-3,Fire Hazard Testing−Part 10-3: Abnormal Heat ‒ Mould
Stress Relief Distortion Test(IDT)
JIS K 7206 プラスチック−熱可塑性プラスチック−ビカット軟化温度(VST)の求め方
注記 対応国際規格:ISO 306,Plastics−Thermoplastic materials−Determination of Vicat
softening temperature (VST)(IDT)
IEC 60695-1-11,Fire hazard testing−Part 1-11: Guidance for assessing the fire hazard of
electrotechnical products−Fire hazard assessment
電気用品に使用されるプラスチックの0.1 mm軟化温度及び試験方法に関する報告書(1987)(社
団法人日本合成樹脂技術協会)
電気用品に使用されるプラスチックの熱軟化温度に及ぼす吸湿の影響に関する報告書(1990)
(社団法人日本合成樹脂技術協会)