C 60068-2-83:2014 (IEC 60068-2-83:2011)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験······························································································································· 2
4.1 概要 ···························································································································· 2
4.2 試験方法 ······················································································································ 3
5 前処理···························································································································· 3
6 試験準備 ························································································································· 3
6.1 ソルダペースト ············································································································· 3
6.2 試験ジグ板 ··················································································································· 4
6.3 供試品ホルダ ················································································································ 4
7 急加熱昇温法 ··················································································································· 4
7.1 試験装置 ······················································································································ 4
7.2 試験ジグ板 ··················································································································· 4
7.3 試験準備 ······················································································································ 5
7.4 試験条件 ······················································································································ 5
7.5 試験手順 ······················································································································ 7
7.6 結果の表示 ··················································································································· 7
7.7 特性評価の例 ················································································································ 8
8 シンクロナス法 ················································································································ 8
8.1 試験装置 ······················································································································ 8
8.2 試験ジグ板 ··················································································································· 9
8.3 補助具(試験ジグ板保持具及びミニるつぼ) ······································································· 9
8.4 試験準備 ······················································································································ 9
8.5 試験条件 ····················································································································· 10
8.6 試験手順 ····················································································································· 10
8.7 結果の表示 ·················································································································· 10
8.8 特性評価の例 ··············································································································· 11
9 温度プロファイル昇温法 ··································································································· 11
9.1 試験装置 ····················································································································· 11
9.2 試験ジグ板 ·················································································································· 12
9.3 試験準備 ····················································································································· 12
9.4 試験条件 ····················································································································· 12
9.5 試験手順 ····················································································································· 14
C 60068-2-83:2014 (IEC 60068-2-83:2011) 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
9.6 結果の表示 ·················································································································· 14
9.7 特性評価の例 ··············································································································· 15
附属書A(規定)急加熱昇温法の試験装置 ··············································································· 16
附属書B(参考)急加熱昇温法での時間対力曲線の読み方及び結果の補正方法 ································ 17
附属書C(規定)温度プロファイル昇温法の試験装置································································· 19
附属書D(参考)温度プロファイル昇温法での時間対力曲線の読み方及び結果の補正方法 ················· 20
附属書E(参考)注意事項 ···································································································· 22
附属書JA(参考)ソルダペースト ·························································································· 26
C 60068-2-83:2014 (IEC 60068-2-83:2011)
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人電子情報技術産業協会(JEITA)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,
JIS C 0099:2005は廃止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格に従うことは,次の者の有する特許権等の使用に該当するおそれがあるので,留意する。
− 氏名:ソニー株式会社
住所:東京都港区
− 氏名:タルチンケスター株式会社
住所:東京都墨田区
− 氏名:株式会社マルコム
住所:東京都渋谷区
− 氏名:GEN3 Systems Limited(Mr. Graham Naisbitt)
住所:英国ハンプシャー州Famborough市
上記の,特許権等の権利者は,非差別的かつ合理的な条件でいかなる者に対しても当該特許権等の実施
の許諾等をする意思のあることを表明している。ただし,この規格に関連する他の特許権等の権利者に対
しては,同様の条件でその実施が許諾されることを条件としている。
この規格に従うことが,必ずしも,特許権の無償公開を意味するものではないことに注意する必要があ
る。
この規格の一部が,上記に示す以外の特許権等に抵触する可能性がある。経済産業大臣及び日本工業標
準調査会は,このような特許権等に関わる確認について,責任はもたない。
なお,ここで“特許権等”とは,特許権,出願公開後の特許出願又は実用新案権をいう。
JIS C 60068の規格群には,次に示す部編成がある。
JIS C 60068-1 電気・電子−通則
JIS C 60068-2-1 電気・電子−第2-1部:低温(耐寒性)試験方法(試験記号:A)
JIS C 60068-2-2 電気・電子−第2-2部:高温(耐熱性)試験方法(試験記号:B)
JIS C 60068-2-6 電気・電子−第2-6部:正弦波振動試験方法(試験記号:Fc)
JIS C 60068-2-7 電気・電子−加速度(定常)試験方法
JIS C 60068-2-11 (電気・電子)塩水噴霧試験方法
JIS C 60068-2-13 (電気・電子)減圧試験方法
JIS C 60068-2-14 電気・電子−第2-14部:温度変化試験方法(試験記号:N)
JIS C 60068-2-17 電気・電子−封止(気密性)試験方法
JIS C 60068-2-18 電気・電子−第2-18部:耐水性試験及び指針
JIS C 60068-2-20 電気・電子−第2-20部:試験−試験T−端子付部品のはんだ付け性及びはんだ耐熱
性試験方法
JIS C 60068-2-21 電気・電子−第2-21部:試験−試験U:端子強度試験方法
C 60068-2-83:2014 (IEC 60068-2-83:2011) 目次
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS C 60068-2-27 電気・電子−第2-27部:衝撃試験方法(試験記号:Ea)
JIS C 60068-2-30 電気・電子−第2-30部:温湿度サイクル(12+12時間サイクル)試験方法(試験
記号:Db)
JIS C 60068-2-31 電気・電子−第2-31部:落下試験及び転倒試験方法(試験記号:Ec)
JIS C 60068-2-38 電気・電子−第2-38部:温湿度組合せ(サイクル)試験方法(試験記号:Z/AD)
JIS C 60068-2-39 電気・電子−第2-39部:低温,減圧及び高温高湿一連複合試験
JIS C 60068-2-40 電気・電子−低温・減圧複合試験方法
JIS C 60068-2-41 電気・電子−高温・減圧複合試験方法
JIS C 60068-2-42 電気・電子−接点及び接続部の二酸化硫黄試験方法
JIS C 60068-2-43 電気・電子−接点及び接続部の硫化水素試験方法
JIS C 60068-2-45 電気・電子−耐溶剤性(洗浄溶剤浸せき)試験方法
JIS C 60068-2-46 電気・電子−接点及び接続部の硫化水素試験−指針
JIS C 60068-2-47 電気・電子−第2-47部:動的試験での供試品の取付方法
JIS C 60068-2-48 電気・電子−第2-48部:保存の影響をシミュレートするために,環境試験方法に
関するJIS規格群の試験を適用する場合の指針
JIS C 60068-2-49 電気・電子−接点及び接続部の二酸化硫黄試験−指針
JIS C 60068-2-50 電気・電子−発熱供試品及び非発熱供試品に対する低温/振動(正弦波)複合試験
JIS C 60068-2-51 電気・電子−発熱供試品及び非発熱供試品に対する高温/振動(正弦波)複合試験
JIS C 60068-2-52 電気・電子−塩水噴霧(サイクル)試験方法(塩化ナトリウム水溶液)
JIS C 60068-2-53 電気・電子−第2-53部:耐候性(温度・湿度)と動的(振動・衝撃)との複合試
験及び指針
JIS C 60068-2-54 電気・電子−はんだ付け性試験方法(平衡法)
JIS C 60068-2-55 電気・電子−第2-55部:ルーズカーゴに対するバウンス試験及び指針(試験記号:
Ee)
JIS C 60068-2-57 電気・電子−時刻歴振動試験方法
JIS C 60068-2-58 電気・電子−表面実装部品(SMD)のはんだ付け性,電極の耐はんだ食われ性及び
はんだ耐熱性試験方法
JIS C 60068-2-59 電気・電子−サインビート振動試験方法
JIS C 60068-2-60 電気・電子−混合ガス流腐食試験
JIS C 60068-2-61 電気・電子−一連耐候性試験
JIS C 60068-2-64 電気・電子−第2-64部:広帯域ランダム振動試験方法及び指針(試験記号:Fh)
JIS C 60068-2-65 電気・電子−第2-65部:音響振動
JIS C 60068-2-66 電気・電子−高温高湿,定常(不飽和加圧水蒸気)
JIS C 60068-2-67 電気・電子−基本的に構成部品を対象とした高温高湿,定常状態の促進試験
JIS C 60068-2-68 電気・電子−砂じん(塵)試験
JIS C 60068-2-69 電気・電子−第2-69部:試験−試験Te:表面実装部品(SMD)のはんだ付け性試
験方法(平衡法)
JIS C 60068-2-70 電気・電子−第2-70部:指及び手の擦れによる印字の摩滅試験
JIS C 60068-2-75 電気・電子−第2-75部:ハンマ試験
JIS C 60068-2-77 電気・電子−表面実装部品(SMD)の本体強度及び耐衝撃性試験方法
C 60068-2-83:2014 (IEC 60068-2-83:2011)
(5)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS C 60068-2-78 電気・電子−第2-78部:高温高湿(定常)試験方法
JIS C 60068-2-80 電気・電子−第2-80部:混合モード振動試験方法(試験記号:Fi)
JIS C 60068-2-81 電気・電子−第2-81部:衝撃応答スペクトル合成による衝撃試験方法
JIS C 60068-2-82 電気・電子−第2-82部:試験−試験XW1:電気・電子部品のウィスカ試験方法
JIS C 60068-2-83 電気・電子−第2-83部:試験Tf−ソルダペーストを用いた平衡法による表面実装
部品(SMD)のはんだ付け性試験方法
JIS C 60068-3-1 電気・電子−低温試験及び高温試験を理解するための必す(須)情報
JIS C 60068-3-2 電気・電子−第3-2部:温度/減圧複合試験を理解するための必す(須)情報
JIS C 60068-3-3 電気・電子−機器の耐震試験方法の指針
JIS C 60068-3-4 電気・電子−第3-4部:高温高湿試験の指針
JIS C 60068-3-5 電気・電子−第3-5部:温度試験槽の性能確認の指針
JIS C 60068-3-6 電気・電子−第3-6部:支援文書及び指針−温湿度試験槽の性能確認の指針
JIS C 60068-3-7 電気・電子−第3-7部:支援文書及び指針−負荷がある場合の低温試験(試験A)
及び高温試験(試験B)の試験槽の温度測定のための指針
JIS C 60068-3-8 電気・電子−第3-8部:振動試験方法の選択の指針
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 60068-2-83:2014
(IEC 60068-2-83:2011)
環境試験方法−電気・電子−第2-83部:試験Tf−
ソルダペーストを用いた平衡法による
表面実装部品(SMD)のはんだ付け性試験方法
Environmental testing-Part 2-83: Tests-Test Tf: Solderability testing of
electronic components for surface mounting devices (SMD) by
the wetting balance method using solder paste
序文
この規格は,2011年に第1版として発行されたIEC 60068-2-83を基とし,技術的内容及び構成を変更す
ることなく作成した日本工業規格である。
なお,この規格で点線の下線又は側線を施してある参考事項及び附属書JAは,対応国際規格にはない
事項である。
1
適用範囲
この規格は,ソルダペーストを用いた平衡法による表面実装部品(SMD)のはんだ付け性試験方法につ
いて規定する。
この方法での評価結果は,合否判定に用いる絶対値を得ることを意図していない。
注記1 SMDのはんだ付け性試験方法には,この規格のほかに,JIS C 60068-2-58及びJIS C
60068-2-69がある。JIS C 60068-2-58は,はんだ槽及びリフロー装置を用いた目視での評価で
あり,また,JIS C 60068-2-69は,はんだ槽及びはんだ小球を用いた平衡法での評価であり,
この規格とは異なる。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 60068-2-83:2011,Environmental testing−Part 2-83: Tests−Test Tf: Solderability testing of
electronic components for surface mounting devices (SMD) by the wetting balance method using
solder paste(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS C 5603 プリント回路用語
2
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:IEC 60194,Printed board design, manufacture and assembly−Terms and definitions
(MOD)
JIS C 60068-1 環境試験方法−電気・電子−通則
注記 対応国際規格:IEC 60068-1,Environmental testing−Part 1: General and guidance(MOD)
JIS C 60068-2-20:2010 環境試験方法−電気・電子−第2-20部:試験−試験T−端子付部品のはんだ
付け性及びはんだ耐熱性試験方法
注記 対応国際規格:IEC 60068-2-20:2008,Environmental testing−Part 2-20: Tests−Test T: Test
methods for solderability and resistance to soldering heat of devices with leads(IDT)
JIS C 60068-2-58 環境試験方法−電気・電子−表面実装部品(SMD)のはんだ付け性,電極の耐はん
だ食われ性及びはんだ耐熱性試験方法
注記 対応国際規格:IEC 60068-2-58,Environmental testing−Part 2-58: Tests−Test Td: Test methods
for solderability, resistance to dissolution of metallization and to soldering heat of surface mounting
devices (SMD)(IDT)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS C 5603,JIS C 60068-1及びJIS C 60068-2-20:2010によるほ
か,次による。
3.1
はんだぬれ性(wettability)
溶融はんだが,SMDの金属端子又は金属化電極部の表面にぬれる容易さ。
3.2
平衡法(wetting balance method)
はんだぬれ性の定量的評価方法であって,供試品を溶融はんだに浸せきしたときの供試品が溶融したは
んだから受ける鉛直方向の作用力の時間変化を測定する方法。
3.3
加熱開始点(starting point of heating)
試験ジグ板に供給したソルダペーストの温度が上昇開始する時点。
注記 この用語は,対応国際規格に記載しているが,この規格では用いていない。
3.4
ゼロライン(zero line)
測定終了後,はんだから供試品を離して平衡を保ったときに測定器(力センサ)が示す値を,時間軸方
向に延長した線。
4
試験
4.1
概要
供試品を,試験ジグ板に塗布したソルダペーストに浸せきして,ソルダペーストを加熱する。このとき,
ソルダペーストの溶融によって供試品が受ける浮力と表面張力との合成力(以下,作用力という。)をぬれ
力として力センサで検出し,信号変換器を通して記録計に時間の関数として連続的に記録又は表示する。
ぬれに対する評価項目は,同じ形状及び同じ寸法をもつ供試品の相対比較によって行う。
3
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
試験方法
試験方法には,次の三つがある。いずれの方法を用いるかは,この規格を引用する個別製品規格(以下,
製品規格という。)で規定する。
注記1 この試験方法(Tf)は,端子付きSMDに適用してもよい。ただし,試験結果の互換性及び
再現性を確保するために,試験Tfは,直線状の端子に用いるのが望ましい。
注記2 この規格では,試験に用いるソルダペーストは規定しない。受渡当事者間の合意によって,
附属書JAに記載するソルダペーストを用いてもよい。
a) 急加熱昇温法 加熱装置によって急速に加熱し短時間でソルダペーストを溶融して,そのときの供試
品のはんだぬれ性を測定してはんだ付け性を評価する試験方法であって,供試品はソルダペーストの
加熱前に浸せきする。
b) シンクロナス法 加熱装置によって急速に加熱し短時間でソルダペーストを溶融して,そのときの供
試品のはんだぬれ性を測定してはんだ付け性を評価する試験方法であって,供試品はソルダペースト
の溶融時期に合わせて浸せきする。
c) 温度プロファイル昇温法 加熱装置によって実際のリフローはんだ付け条件に近い温度プロファイル
でソルダペーストを溶融して,そのときの供試品のはんだぬれ性を測定してはんだ付け性を評価する。
5
前処理
製品規格に規定がない場合には,供試品は,“受入状態のまま”とし,指又はその他のものに触れて汚れ
ないように注意する。製品規格に洗浄の規定がある場合には,供試品を室温で中性有機溶剤に浸せきして,
油脂分を取り除いてもよい。ただし,この方法以外の洗浄方法は,適用してはならない。洗浄した供試品
は,試験前に空気中で乾燥してもよい。
製品規格に加速エージングを適用する規定がある場合は,試験を行う前に供試品の加速エージングを行
ってもよい。加速エージングは,JIS C 60068-2-20:2010の4.1.4.1(エージング1)に規定する方法のうち,
いずれか一つを適用する。いずれの方法を用いるかは,製品規格に規定する。
6
試験準備
6.1
ソルダペースト
ソルダペーストは,密閉容器に入れ,直射日光を避けて10 ℃以下の冷暗所で保管する。したがって,
この試験を行う前に,ソルダペーストを次によって準備する。
a) ソルダペースト製造業者の指定がない場合は,ソルダペーストを室温になるまで,一般的に温度25±
5 ℃,湿度(50±10)%の環境条件に8時間放置する。
注記1 保証期限内のソルダペーストであることを,確認するのが望ましい。
b) 容器の蓋を開封し,内部の蓋を全て取り外す。容器の縁,内部の蓋及び容器内壁に付着したソルダペ
ーストを容器内のソルダペーストに加える。
注記2 ソルダペーストが,明らかな変質及び分離していないことを確認するのが望ましい。
c) ソルダペーストをスパチュラなどを用いて,静かに1分間〜2分間かき混ぜて均一にする。このとき,
ソルダペースト中に空気が入らないように注意する。
d) 必要がある場合には,ソルダペーストの必要量を試験用の容器に静かに移す。このとき,ソルダペー
スト中に空気が入らないように注意する。
注記3 必要量を取り出した後,残りのソルダペーストは,再び10 ℃以下の冷暗所で保管する。
4
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ただし,取り出して残ったソルダペーストは廃棄するのが望ましい。
6.2
試験ジグ板
試験ジグ板は,希塩酸などによる酸洗浄処理によって清浄化した後に密閉容器に保管しているもの,又
は試験直前に酸洗浄処理によって清浄化したものを用いる。試験ジグ板は,試験ごとに新しいものを用い
る。用いなかった試験ジグ板は,廃棄して,密閉容器に戻してはならない。
6.3
供試品ホルダ
供試品ホルダは,ソルダペースト中のフラックスのぬれ上がりによって汚染するため,測定ごとに中性
有機溶剤を用いて洗浄を実施する。このとき,超音波洗浄を併用するのが望ましい。
7
急加熱昇温法
7.1
試験装置
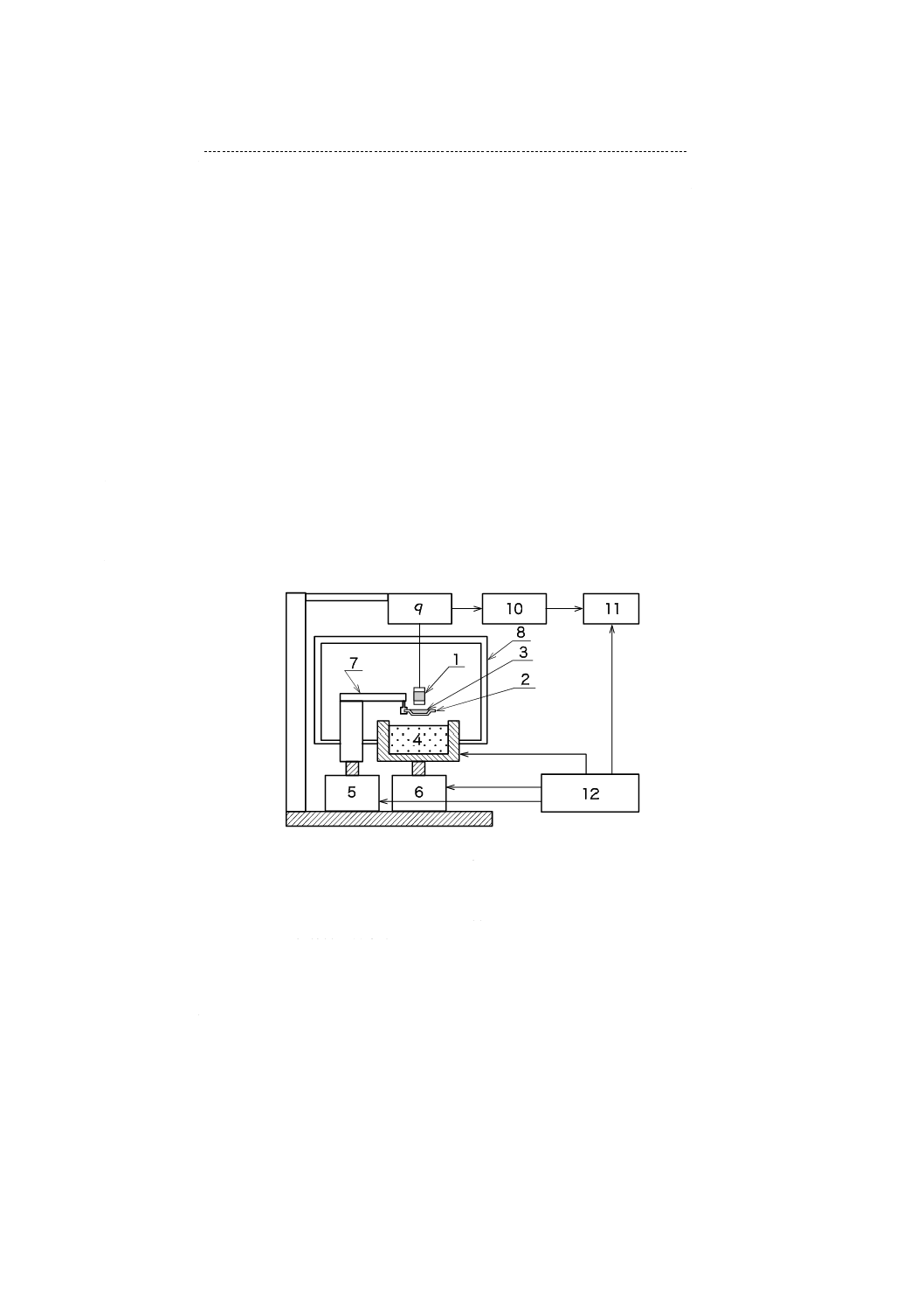
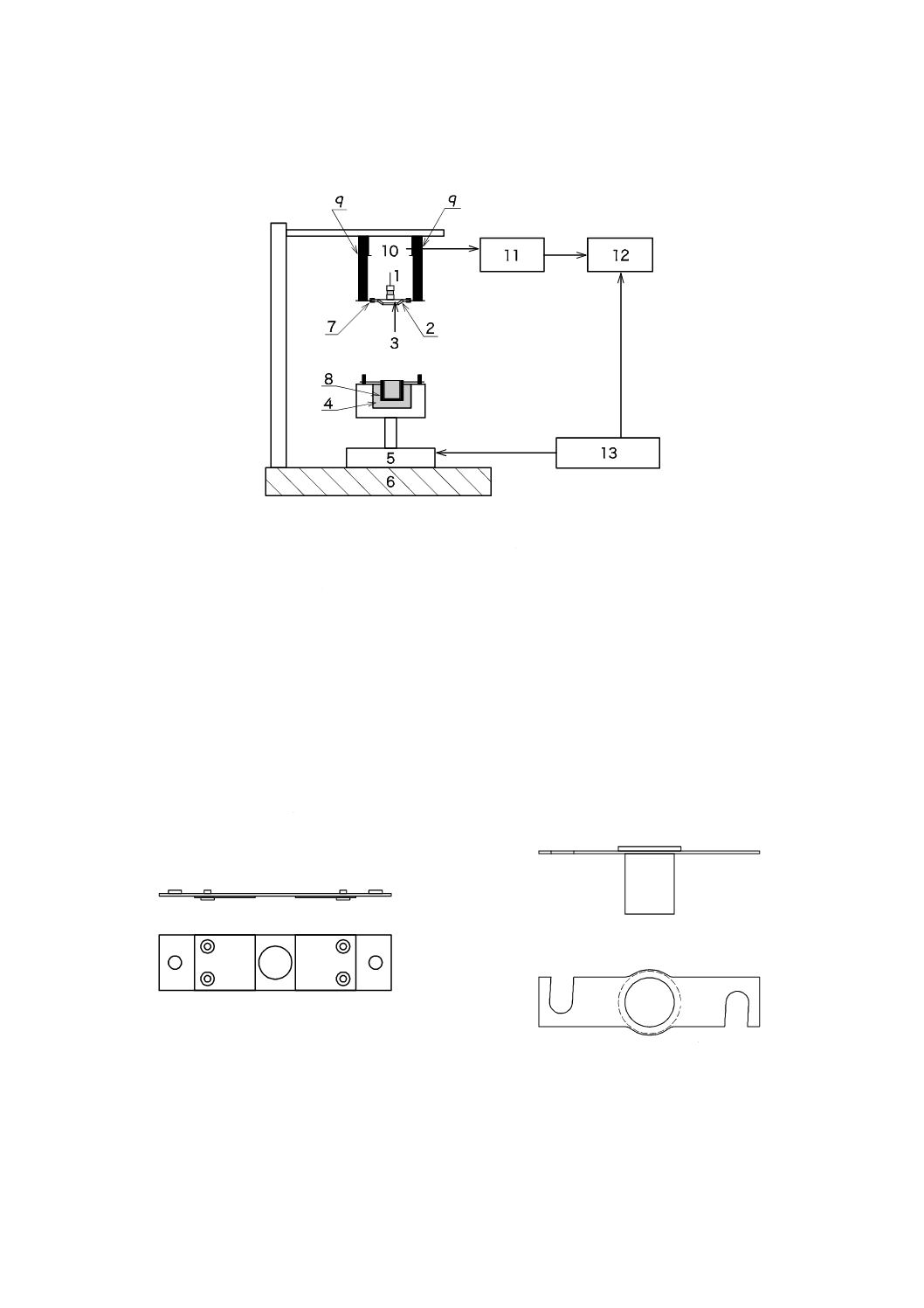
急加熱昇温法に用いる試験装置は,次の測定系,加熱系及び昇降系で構成し,その例を図1に示す。試
験装置の詳細な要求事項は,附属書Aによる。
a) 測定系は,供試品に働く鉛直の力を測定することができる力センサ,信号変換部及び記録部で構成す
る。
b) 加熱系は,規定の温度±3 ℃に制御できなければならない。
c) 昇降系は,7.4.3に規定する供試品の浸せき及び引抜き速度を実現できなければならない。
1
供試品
2
試験ジグ板
3
ソルダペースト
4
加熱槽
5
試験ジグ板用昇降機構
6
加熱槽用昇降機構
7
試験ジグ板保持具
8
ケース
9
力センサ
10 変換装置
11 記録装置
12 制御装置
図1−急加熱昇温法の試験装置の構成例
7.2
試験ジグ板
急加熱昇温法に用いる試験ジグ板の仕様は,表1による。
5
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−急加熱昇温法用及びシンクロナス法用の試験ジグ板の仕様
項目
試験ジグ板の仕様
材質
りん脱酸銅[C1201P(JIS H 3100による。)]
形状
深絞りるつぼ
寸法(L,W)
一辺30 mm以下,又は面積900 mm2以下
厚さ(l)
0.3 mm±0.03 mm
絞り径(D1,D2)
底面φ9 mm〜φ10 mm,上端φ13 mm〜φ14 mm
絞り深さ(h)
0.4 mm±0.04 mm
ソルダレジスト部径(D3,D4)
内径10 mm±0.02 mm,外径20 mm以上
ソルダレジスト塗布厚
0.035 mm±0.01 mm
反り
±0.05 mm(長方形の場合は長辺に対して)
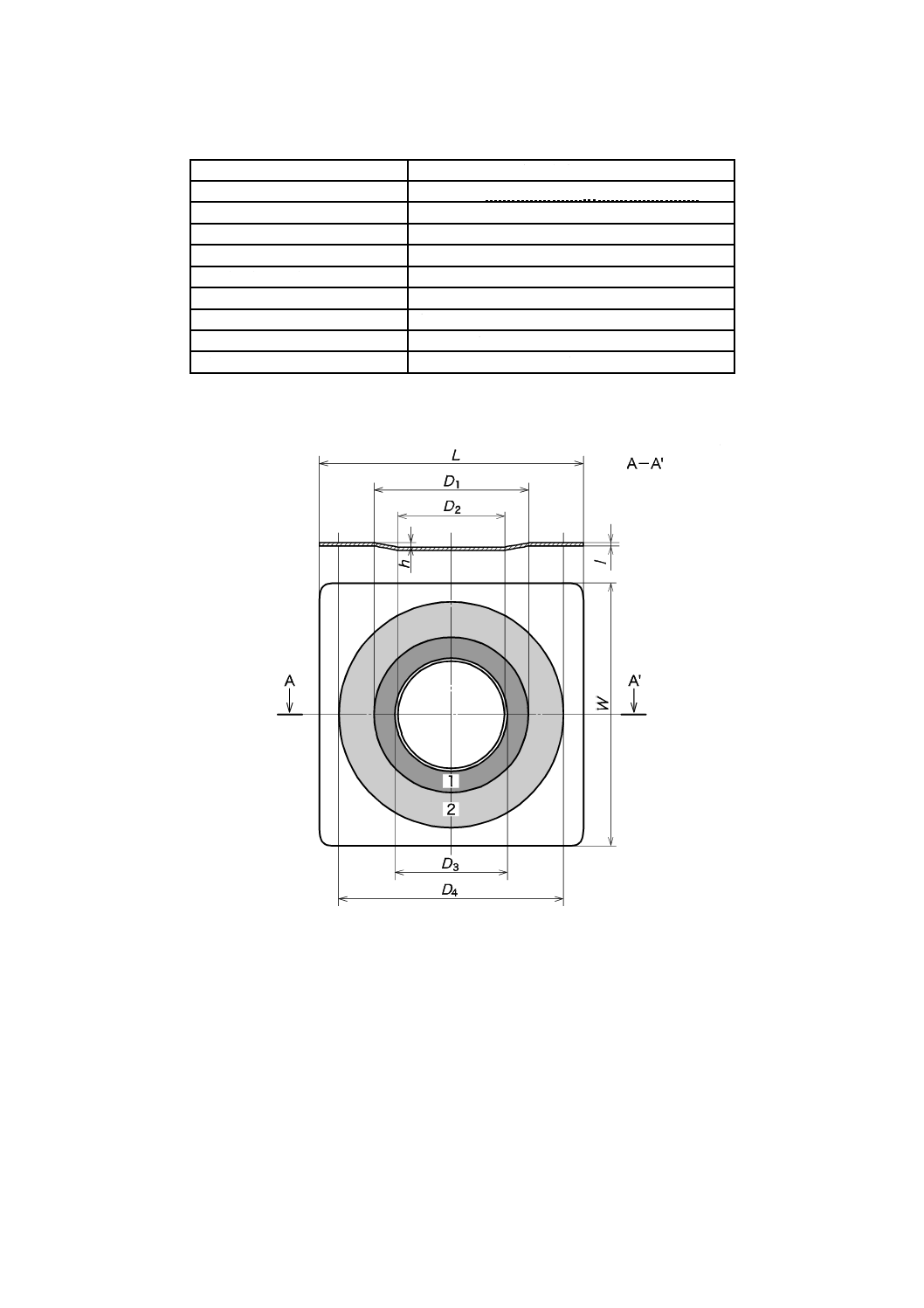
試験ジグ板の例を,図2に示す。
単位 mm
1
ソルダレジスト(絞り部)
2
ソルダレジスト
L,W:外形寸法
h:絞り深さ 0.4±0.04
l:厚さ 0.3±0.03
D1:絞り部外径
D2:絞り部内径
D3:ソルダレジスト内径 10±0.02
D4:ソルダレジスト外径
図2−急加熱昇温法用及びシンクロナス法用の試験ジグ板の例
7.3
試験準備
詳細は,箇条6による。
7.4
試験条件
7.4.1
試験温度
6
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
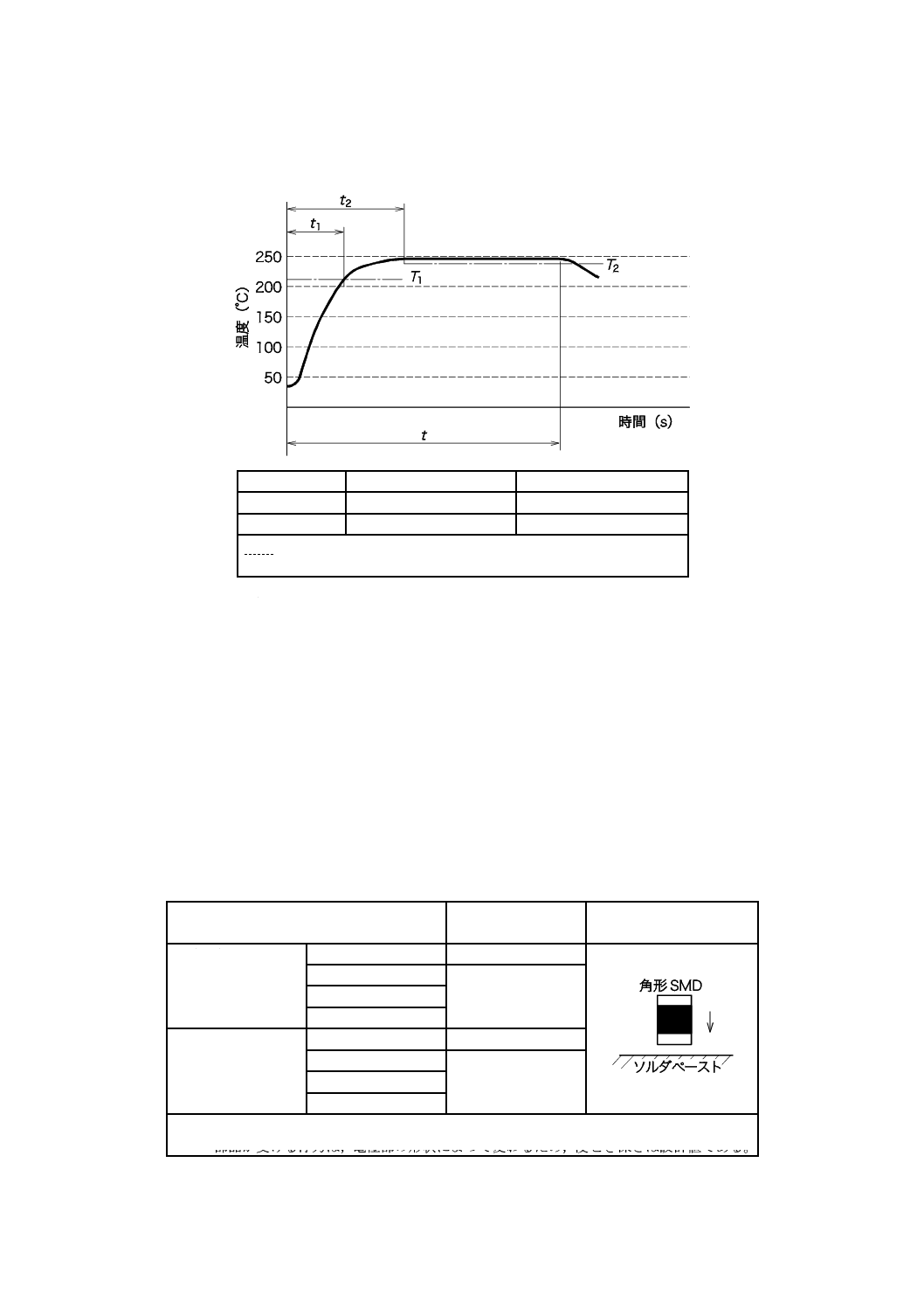
試験ジグ板は,規定の温度プロファイルに従って加熱する。図3に,その代表例を示す。
注記 試験温度は,試験ジグ板の温度である。
記号
すず−銀−銅系はんだa)
すず−鉛系はんだa)
T1
217 ℃
183 ℃
T2
245 ℃±3 ℃
235 ℃±3 ℃
注a) すず−銀−銅系はんだの例としてはSn96.5Ag3.0Cu0.5があり,
すず−鉛系はんだの例としてはSn63Pb37がある。
T1:はんだの溶融温度
T2:試験温度
t :試験時間(5 s〜15 s)
t1:試験開始からT1までの時間
t2:試験開始からT2までの時間
試験は,温度50 ℃以下から始める。
試験開始からT1までの時間(t1)は,1.5 s以下とする。
試験開始からT2までの時間(t2)は,3 s以下とする。
温度下降率は,規定しない。
図3−急加熱昇温法及びシンクロナス法の温度プロファイル例
7.4.2
浸せき条件
急加熱昇温法のソルダペーストに浸せきする条件は,表2の条件を用いるのが望ましい。この表に規定
がない部品の試験条件は,製品規格の規定又は受渡当事者間の協定による。
表2−急加熱昇温法の推奨ソルダペーストの供給量及び浸せき条件
部品の種類及び外形寸法a)
浸せき深さb)
mm
浸せき角度・方向
固定抵抗器
1005
0.15
水平
1608
0.20
2012
3216
磁器コンデンサ
1005
0.15
1608
0.20
2012
3216
注a) 部品寸法,例えば,1005は1.0 mm(長さ)×0.5 mm(幅)を表す。
b) 部品が受ける浮力は,電極部の形状によって変わるため,浸せき深さは設計値である。
7
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.4.3
供試品の浸せき及び引抜き条件
試供品をソルダペーストへ浸せきする速度は,0.5 mm/s〜1 mm/sとする。試験ジグ板を加熱槽へ浸せき
する速度は,1 mm/s〜5 mm/sとする。
注記 供試品をソルダペーストから引き抜く速度及び試験ジグ板を加熱槽から引き抜く速度は,任意
である。
7.5
試験手順
急加熱昇温法の試験手順は,次による。
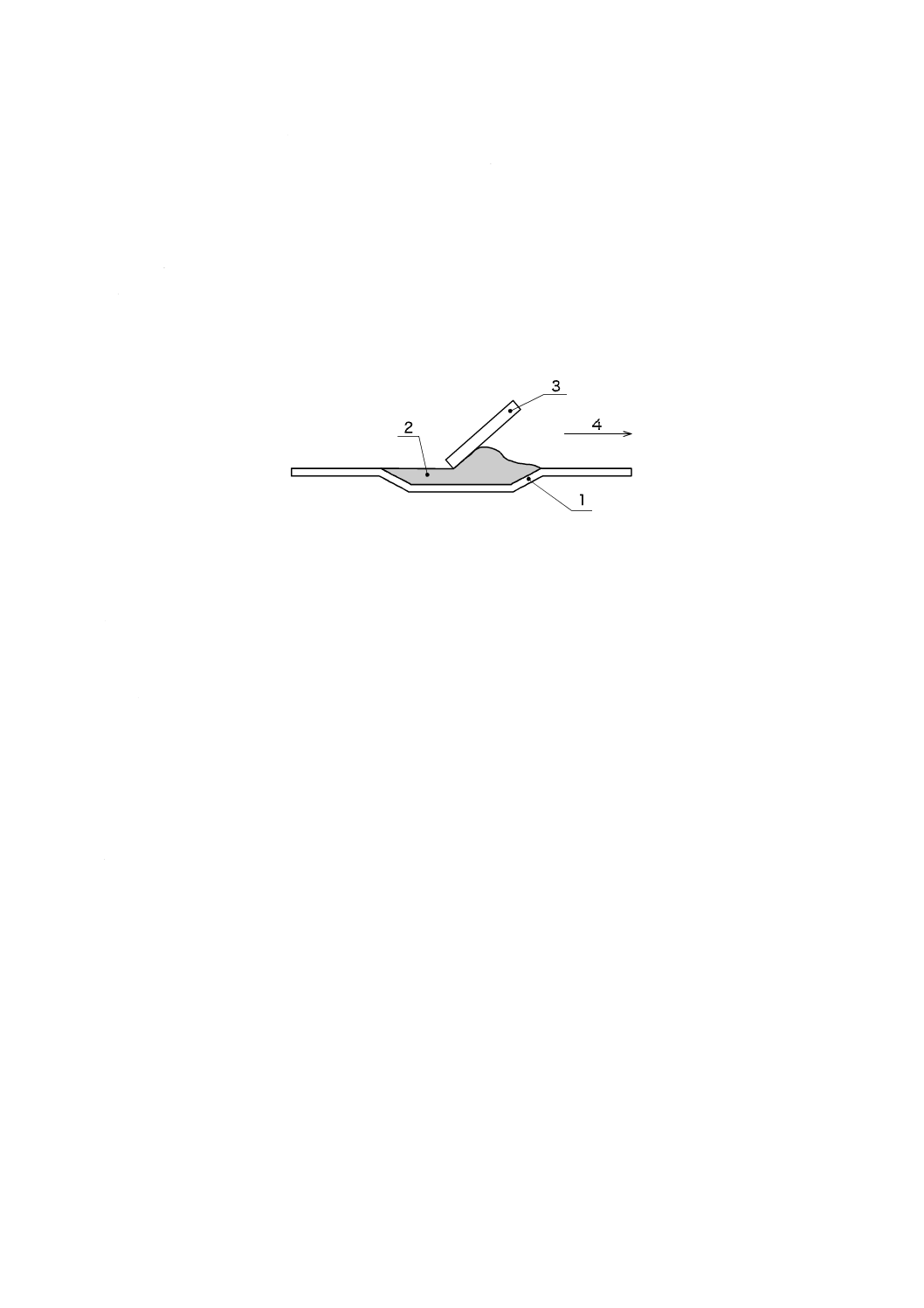
a) スキージ(へら)を用いて,試験ジグ板の絞り部に,表面が平らになるようにソルダペーストを供給
する(図4参照)。
1
試験ジグ板
2
ソルダペースト
3
スキージ
4
スキージの移動方向
図4−試験ジグ板へのソルダペーストの供給例
b) 7.4.2に規定する浸せき角度が得られるように設計したホルダに,供試品を取り付ける。ホルダは,ソ
ルダペーストを塗布した試験ジグ板の中央上方に配置する。
c) 供試品をソルダペーストに浸せきする直前に,試験装置の力センサ及び記録計をゼロ(0)の位置に調
整する。
d) 供試品を,7.4.2に規定する浸せき深さまでソルダペーストの中に浸せきした後,規定の温度プロファ
イル(7.4.1参照)で試験ジグ板を加熱して,ソルダペーストを溶融する。
注記 規定する浸せき深さの2倍以上のソルダペースト中に,供試品を浸せきした後に規定の浸せ
き深さにするのが望ましい。この操作は,加熱昇温する前に供試品の浸せき深さの箇所にあ
らかじめフラックスを塗布するためである。
e) 供試品は規定の測定が終了した後,試験ジグ板上で溶融したソルダペーストから引き離す。記録は,
力センサの出力が安定した後に終了させる。
7.6
結果の表示
記録部では,供試品に対して鉛直に働く作用力を記録する。供試品に加わる上方向の作用力(押し力又
は浮力)は負方向に,下方向の作用力(ぬれ力)は正方向として表示する。
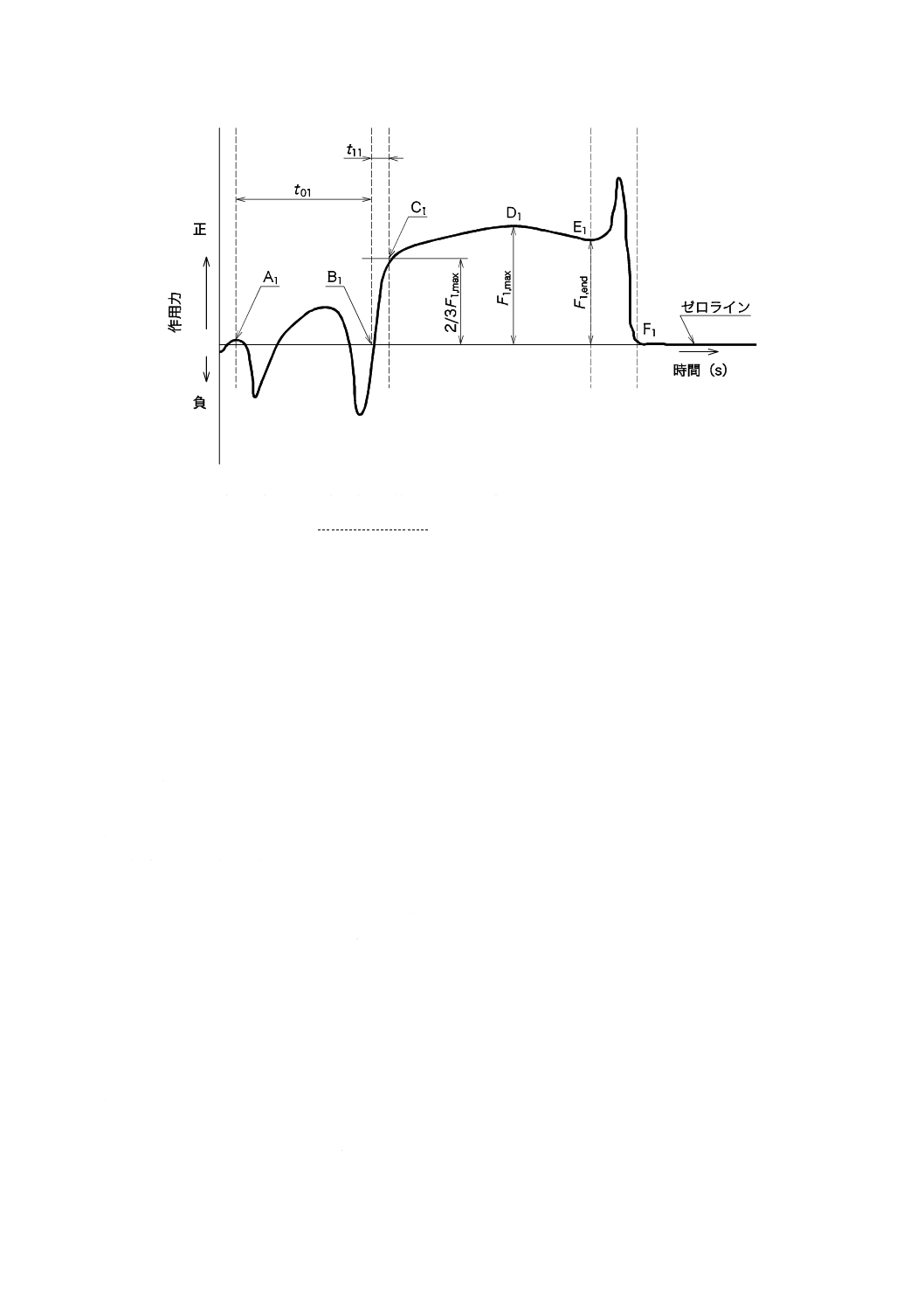
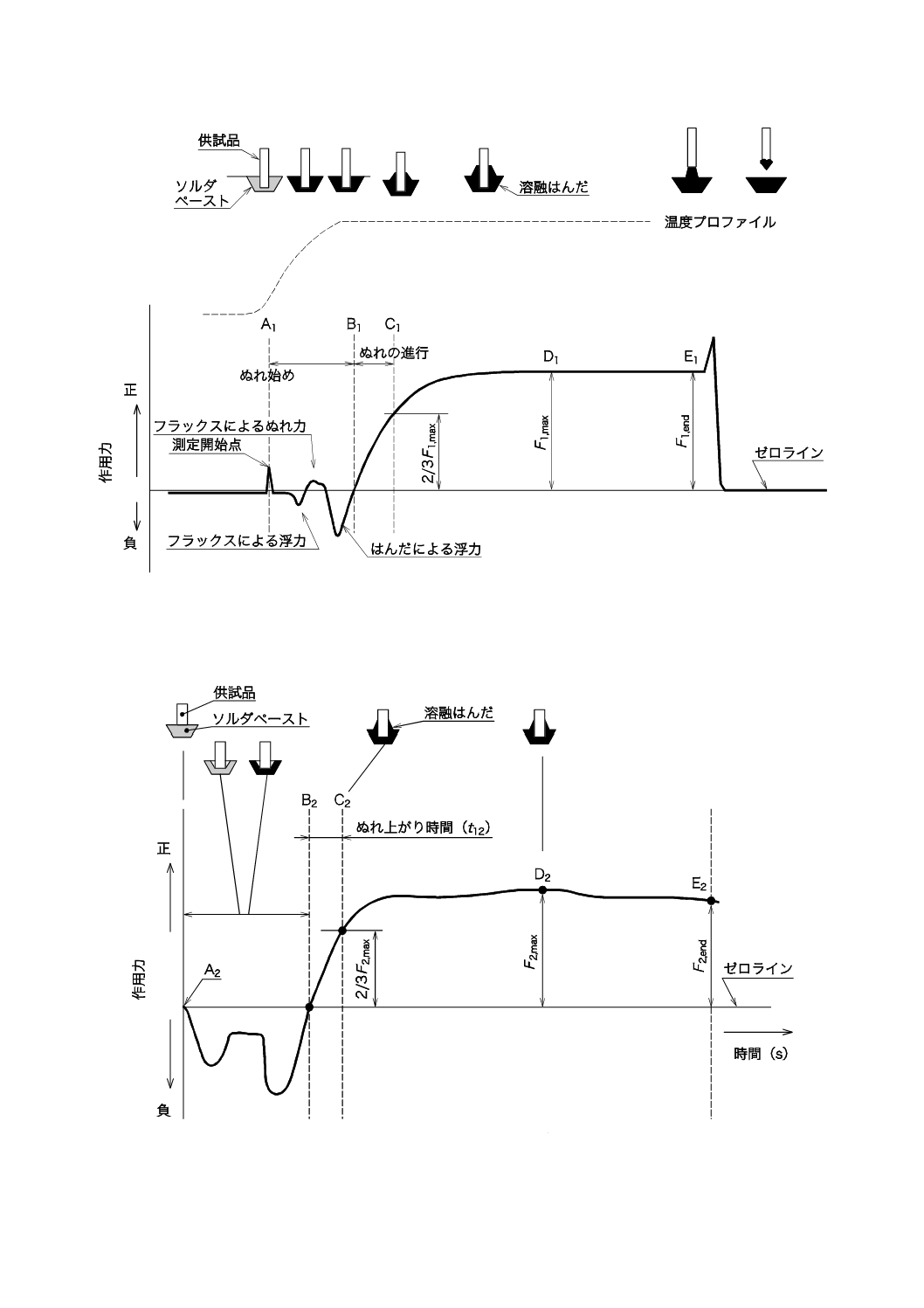
急加熱昇温法の代表的な作用力の時間変化波形(以下,時間対力曲線という。)を図5に示す。図5以外
の時間対力曲線の読み方及び結果の補正方法は,附属書Bによる。
8
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A1
:測定を開始する基準点
注記 点A1は,試験時間中最初に現れる正方向のピークである。
B1
:作用力曲線が,はんだの溶融後,最初にゼロラインと交差する時点
C1
:ぬれ力の値が,最大ぬれ力の2/3となる時点
D1
:測定中のぬれ力が最大となる時点
E1
:測定が完了して試験ジグ板から供試品を離す時点
F1
:測定が完了して試験ジグ板から供試品が離れ,力センサの作用力が安定する時点
t01
:ぬれが始まるまでの時間。点A1から点B1までの時間である。
t11
:ぬれ上がりまでの時間。点B1から点C1までの時間である。
F1, max :最大ぬれ力。測定中のぬれ力(ゼロラインからの値)の最大値である。
F1, end :最終ぬれ力。試験が終了するときのぬれ力(ゼロラインからの値)である。
図5−急加熱昇温法の代表的な時間対力曲線
7.7
特性評価の例
特性評価は,次の項目とするのが望ましい。
a) ぬれが始まるまでの時間(t01)
b) ぬれ上がりまでの時間(t11)
c) 最大ぬれ力(F1, max)
d) ぬれ安定性(Sb1):最終ぬれ力(F1, end)と最大ぬれ力(F1, max)との比。
注記 ぬれ安定性は,次の式によって算出する。
Sb1=F1, end/F1, max
8
シンクロナス法
8.1
試験装置
シンクロナス法で用いる装置は,次の測定系,加熱系及び昇降系で構成し,その例を図6に示す。試験
装置の詳細な要求事項は,附属書Aによる。
a) 測定系は,供試品に働く鉛直の力を測定することができる力センサ,信号変換部及び記録部で構成す
る。
b) 加熱系は,8.5.1に規定する温度及び許容差で制御できなければならない。
9
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 昇降系は,8.5.3に規定する供試品の浸せき及び引抜き速度を実現できなければならない。
d) シンクロナス機構は,8.6に規定するように供試品の浸せきと加熱とを同時に行うことができる。
1
供試品
2
試験ジグ板
3
ソルダペースト
4
加熱槽
5
昇降機構
6
台
7
試験ジグ板保持具
8
ミニるつぼ
9
ばね付き支持棒
10 力センサ
11 変換装置
12 記録装置
13 制御装置
図6−シンクロナス法の試験装置の構成例
8.2
試験ジグ板
試験ジグ板の仕様は,表1による。
シンクロナス法に用いる試験ジグ板の例を,図2に示す。
8.3
補助具(試験ジグ板保持具及びミニるつぼ)
シンクロナス法に用いる補助具の例を,図7に示す。
a) 試験ジグ板保持具
b) ミニるつぼ
図7−シンクロナス法の補助具の例
8.4
試験準備
詳細は,箇条6による。
10
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.5
試験条件
8.5.1
試験温度
試験ジグ板は,規定の温度プロファイルに従って,加熱する。その代表例を,図3に示す。
注記 試験温度は,試験ジグ板の温度である。
8.5.2
浸せき条件
シンクロナス法での供試品をソルダペーストに浸せきする条件は,表2の条件を用いるのが望ましい。
この表に規定がない部品の試験条件は,製品規格の規定又は受渡当事者間の協定による。
8.5.3
供試品の浸せき及び引抜き条件
試供品をソルダペーストへ浸せきする速度は,0.5 mm/s〜1 mm/sとする。試験ジグ板をミニるつぼへ浸
せきする速度は,1 mm/s〜5 mm/sとする。
注記 供試品をソルダペーストから引き抜く速度及びミニるつぼを加熱槽から引き抜く速度は,任意
である。
8.6
試験手順
シンクロナス法の試験の手順は,次による。
a) スキージ(へら)を用いて,試験ジグ板の絞り部に,表面が平らになるようにソルダペーストを供給
する(図4参照)。
b) 7.4.2に規定する浸せき角度が得られるように設計したホルダに,供試品を取り付ける。ホルダは,ソ
ルダペーストを塗布した試験ジグ板の中央上方に配置する。
c) 供試品をソルダペーストに浸せきする直前に,試験装置の力センサ及び記録計をゼロ(0)の位置に調
整する。
d) 試験ジグ板保持具を支持棒に取り付けて,供試品の電極の下側をソルダペースト表面のすぐ上となる
ように支持棒の高さを調節する(図4参照)。その後,試験ジグ板を7.4.1に規定する温度プロファイ
ルで加熱し,同時に,供試品とソルダペーストとを接触させる。供試品の浸せき速度は,8.5.3による。
e) 供試品は規定の測定が終了した後,試験ジグ板上で溶融したソルダペーストから引き離す。記録は,
力センサの出力が安定した後に終了させる。
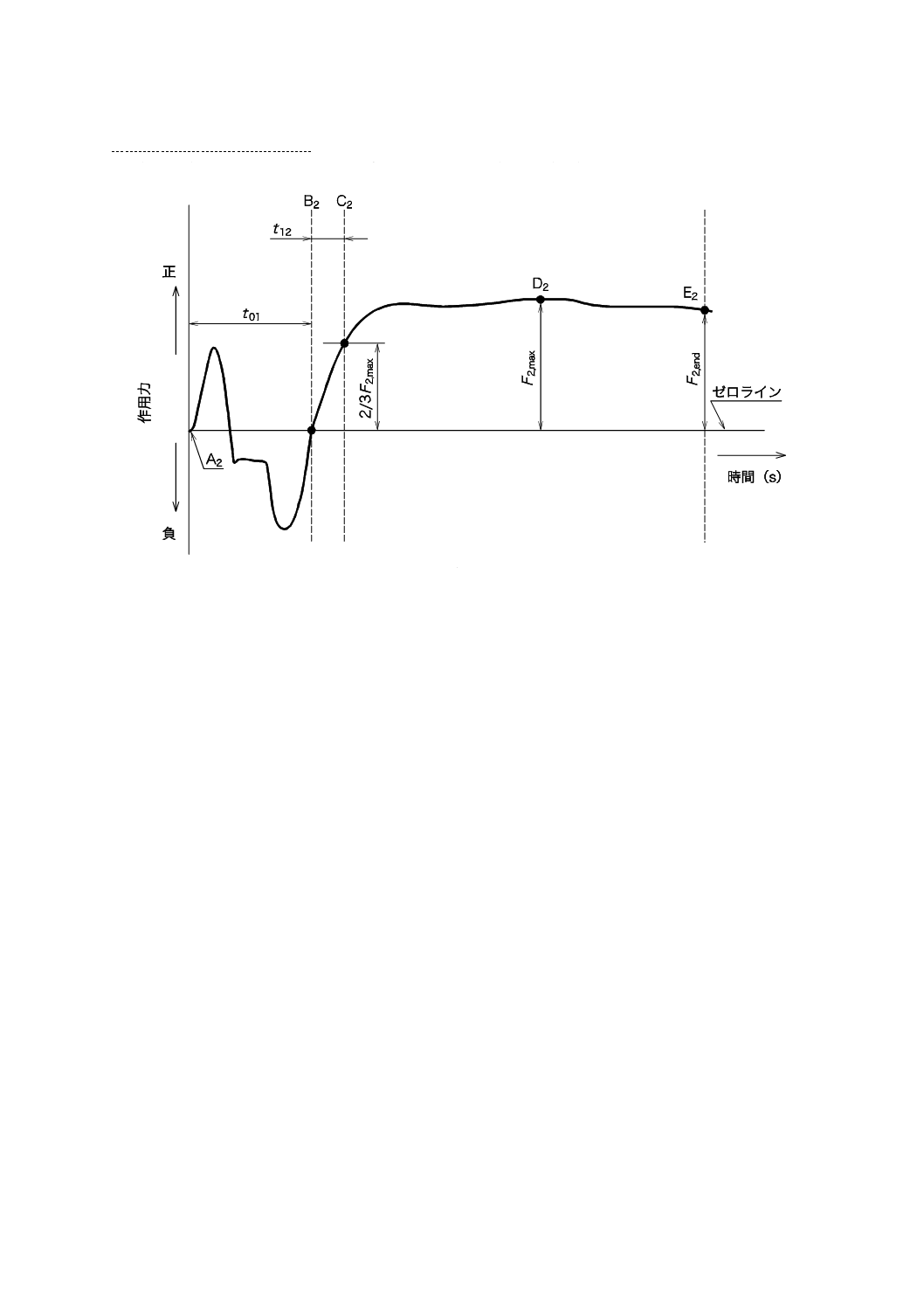
8.7
結果の表示
記録部では,供試品に対して鉛直に働く作用力を記録する。供試品に加わる上方向の作用力(押し力又
は浮力)は負方向に,下方向の作用力(ぬれ力)は正方向として表示する。
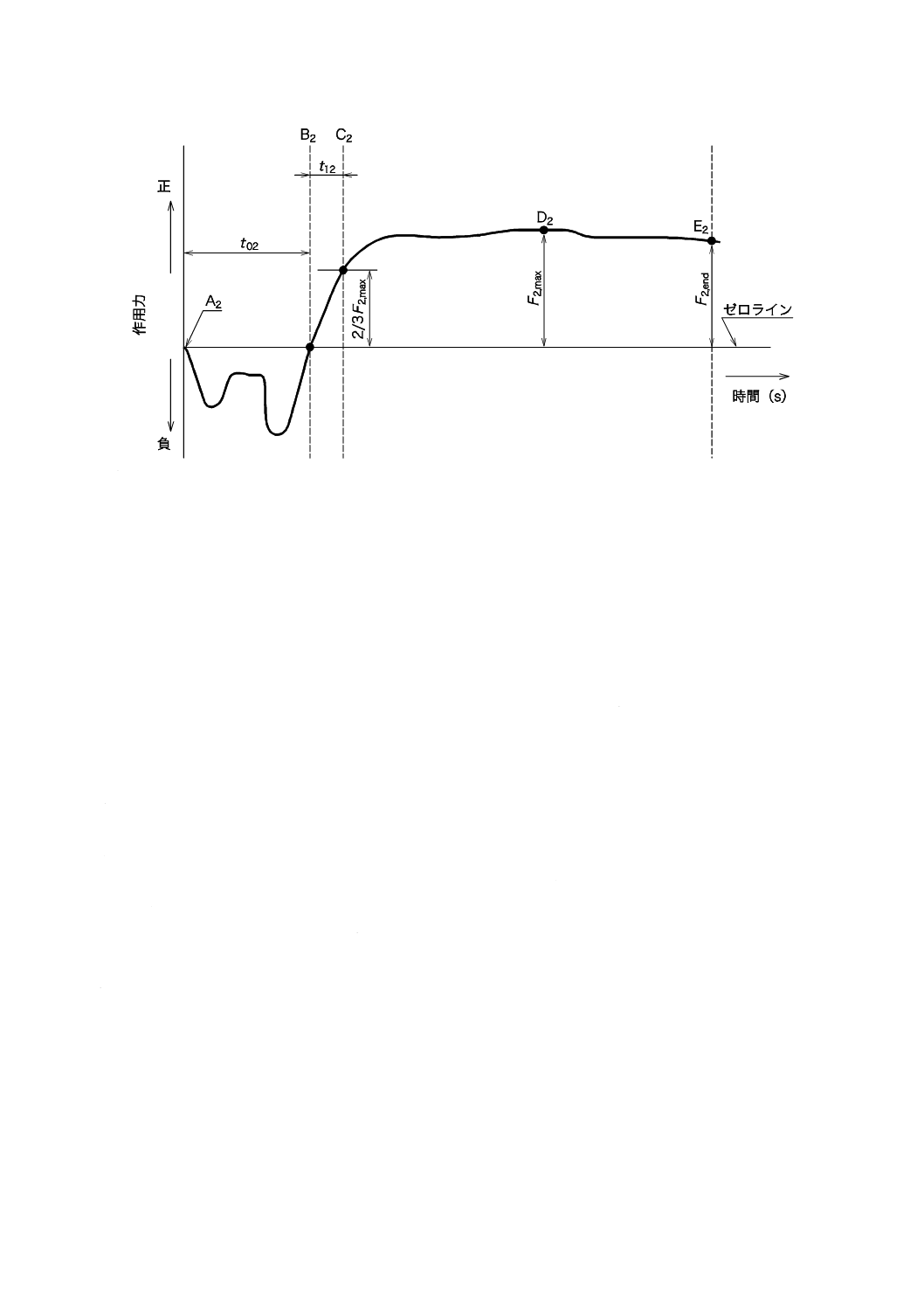
シンクロナス法の代表的な時間対力曲線を,図8に示す。
11
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A2
:測定を開始する基準点。供試品と溶融状態のソルダペーストとが接触する。
B2
:作用力曲線が,最初にゼロラインと交差する時点。表面張力による下向きの力と浮力とが等しくなる。
C2
:ぬれ力の値が,最大ぬれ力の2/3となる時点。
D2
:測定中のぬれ力が最大となる時点。
E2
:測定が完了して試験ジグ板から供試品を離す時点。
t02
:ぬれが始まるまでの時間。点A2から点B2までの時間である。
t12
:ぬれ上がりまでの時間。点B2から点C2までの時間である。
F2, max :最大ぬれ力。測定中のぬれ力(ゼロラインからの値)の最大値である。
F2, end :最終ぬれ力。試験が終了するときのぬれ力(ゼロラインからの値)である。
注記 ソルダペーストの組成によっては,ソルダペーストの成分の特性による“ぬれ”が最初に現れる場合があ
る(附属書E参照)。
図8−シンクロナス法の代表的な時間対力曲線
8.8
特性評価の例
特性評価は,次の項目とするのが望ましい。
a) ぬれが始まるまでの時間(t02)
b) ぬれ上がりまでの時間(t12)
c) 最大ぬれ力(F2, max)
d) ぬれ安定性(Sb2):最終ぬれ力(F2, end)と最大ぬれ力(F2, max)との比。
注記 ぬれ安定性は,次の式によって算出する。
Sb2=F2, end/F2, max
9
温度プロファイル昇温法
9.1
試験装置
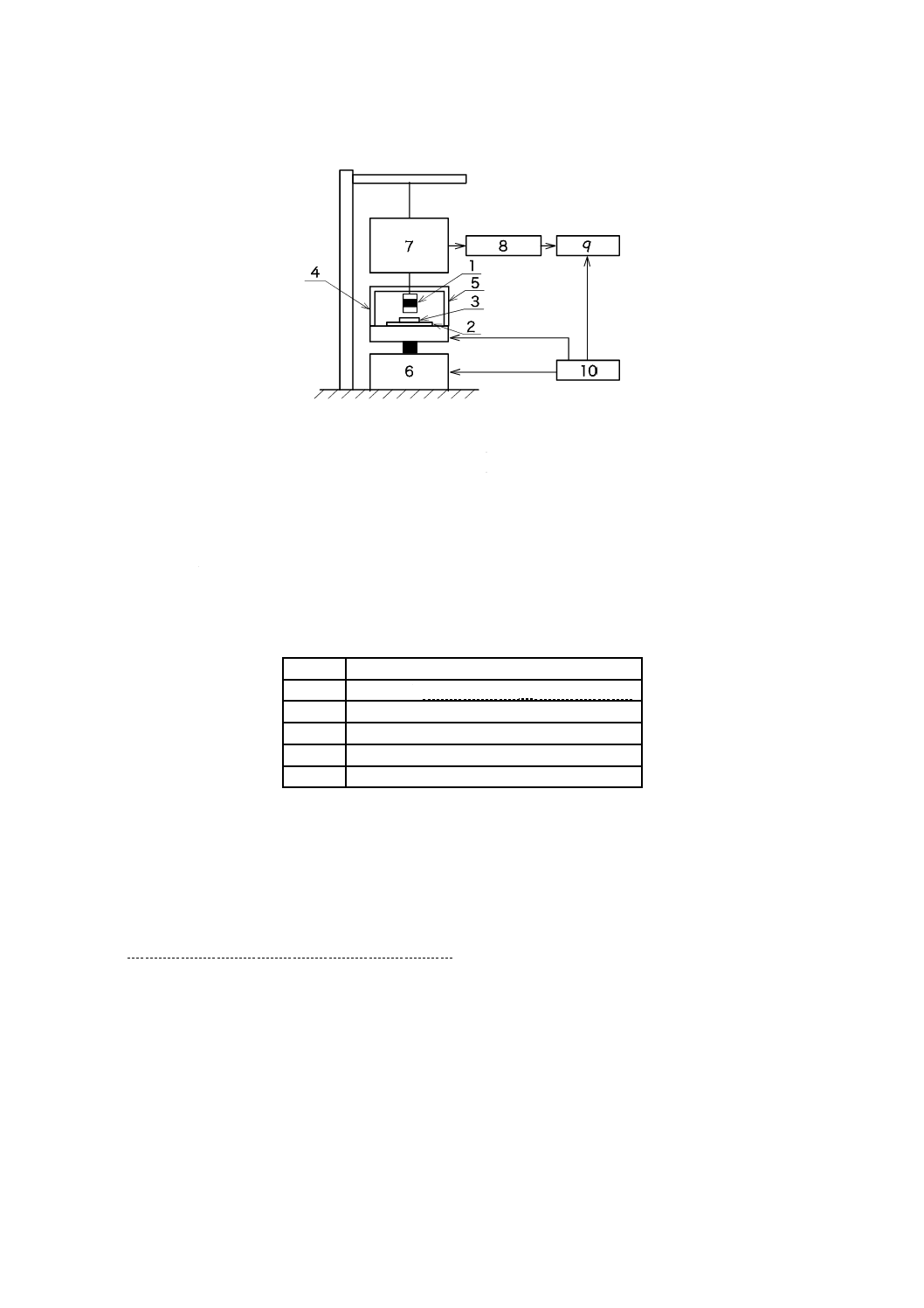
温度プロファイル昇温法に用いる試験装置は,次の測定系,加熱系及び昇降系で構成し,その例を図9
に示す。試験装置の詳細な要求事項は,附属書Cによる。
a) 測定系は,供試品に働く鉛直の力を測定することができる力センサ,信号変換部及び記録部で構成す
る。
b) 加熱系は,9.4.1に規定する温度プロファイルで制御できなければならない。
12
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 昇降系は,9.4.3に規定する昇降条件で制御できなければならない。
1
供試品
2
試験ジグ板
3
ソルダペースト
4
加熱装置
5
ケースなど
6
昇降機構
7
力センサ
8
変換装置
9
記録装置
10 制御装置
図9−温度プロファイル昇温法の試験装置の構成例
9.2
試験ジグ板
温度プロファイル昇温法に用いる試験ジグ板の仕様は,表3による。
表3−温度プロファイル昇温法用試験ジグ板の仕様
項目
試験ジグ板の仕様
材質
りん脱酸銅[C1201P(JIS H 3100による。)]
形状
角形平面板
寸法
一辺15 mm〜35 mm
厚さ
0.3 mm±0.03 mm
反り
±0.05 mm(長方形の場合は長辺に対して)
9.3
試験準備
詳細は,箇条6による。
9.4
試験条件
9.4.1
試験温度
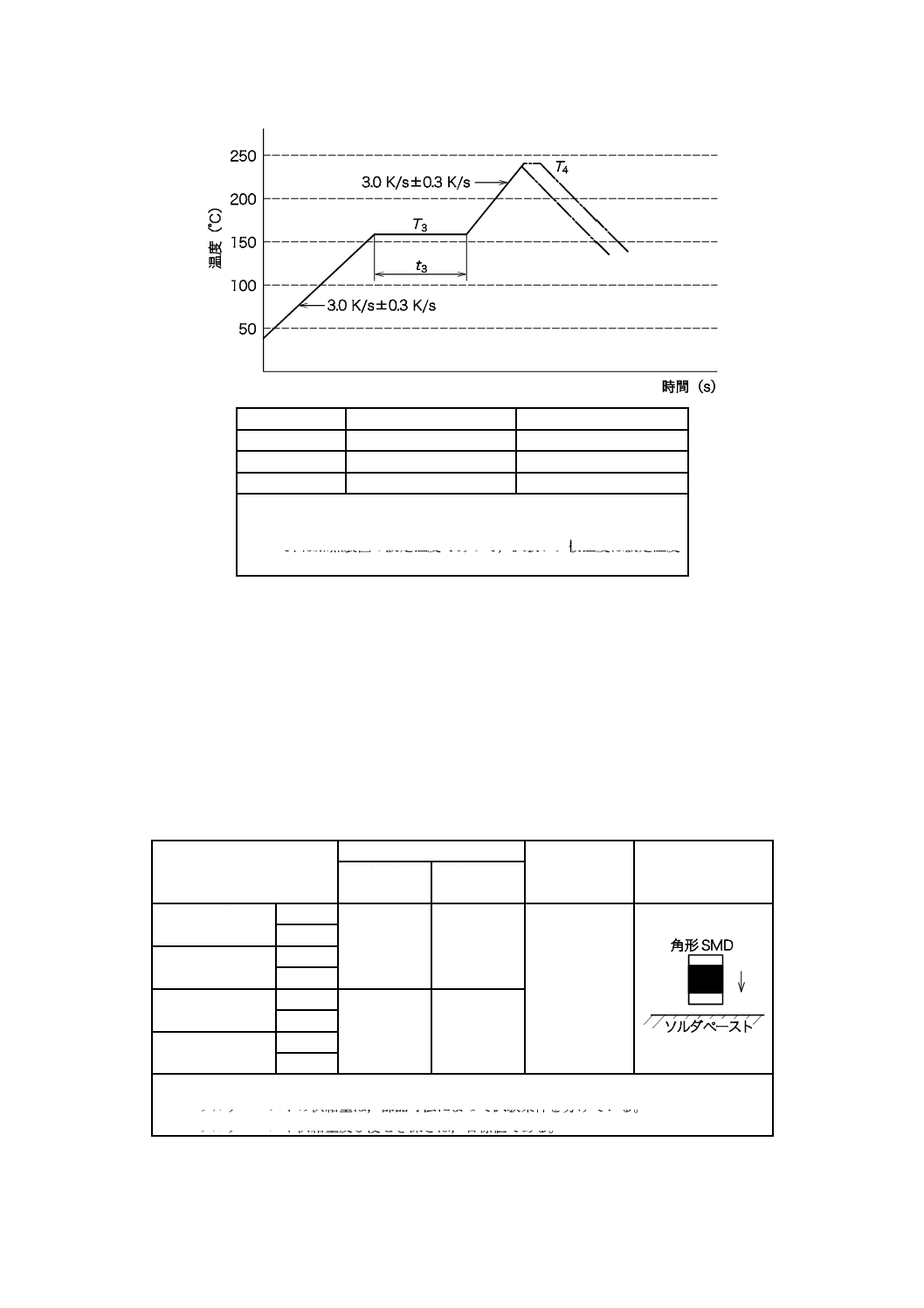
試験ジグ板は,規定の温度プロファイルに従って,加熱する。その代表例を,図10に示す。
注記 試験温度は,試験ジグ板の温度である。
13
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
すず−銀−銅系はんだa)
すず−鉛系はんだa)
T3
160 ℃±5 ℃
150 ℃±5 ℃
t3
80 s±5 s
80 s±5 s
T4 b)
245 ℃±3 ℃
220 ℃±3 ℃
注a) すず−銀−銅系はんだの例としてはSn96.5Ag3.0Cu0.5があり,
すず−鉛系はんだの例としてはSn63Pb37がある。
b) T4は加熱装置の設定温度であって,試験ジグ板温度は設定温度
に到達しないことがある。
T3:予備加熱温度
T4:ピーク温度
t3:予備加熱時間
測定は,温度50 ℃以下から開始する。
温度下降率は,規定しない。
図10−温度プロファイル昇温法の温度プロファイル例
9.4.2
浸せき条件
温度プロファイル昇温法のソルダペーストに浸せきする条件は,表4の条件を用いるのが望ましい。こ
の表に規定がない部品の試験条件は,製品規格の規定又は受渡当事者間の協定による。
表4−温度プロファイル昇温法の推奨するソルダペーストの供給量及び浸せき条件
部品の種類及び外形寸法a)
ソルダペースト供給量b), c)
浸せき深さc)
mm
浸せき角度・方向
塗布径
mm
塗布厚さ
mm
磁器コンデンサ
1005
φ3
0.20
0.05
水平
1608
固定抵抗器
1005
1608
磁器コンデンサ
2012
φ5
0.30
3216
固定抵抗器
2012
3216
注a) 外形寸法,例えば,1005は1.0 mm(長さ)×0.5 mm(幅)を表す。
b) ソルダペーストの供給量は,部品寸法によって試験条件を分けている。
c) ソルダペースト供給量及び浸せき深さは,目標値である。

14
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.4.3
供試品の浸せき及び引抜き条件
供試品は,まず,試験領域にフラックスを供給するために,溶融していないソルダペーストに浸せきす
る。その後,ソルダペーストの凝集力とぬれ力とを分離するため,試験ジグ板を加熱中に供試品を一度ソ
ルダペーストから引き抜く。引き抜く時期は,作用力のピーク後下降する傾きから,力がゼロ(0)になる
と予想する0.5秒前とする。引き抜いた0.5秒後に,供試品を引き抜く前の位置に戻して,ソルダペースト
に再度浸せきする。
加熱中に供試品を引き抜く速度及び再浸せきする速度は,5 mm/s±0.5 mm/sとする。
9.5
試験手順
温度プロファイル昇温法の試験手順は,次による。
a) 表面が清浄な試験ジグ板上に,9.4.2に規定する塗布径及び塗布厚さにソルダペーストを塗布する。塗
布方法については,図11に示すようにスキージ(へら)とステンレス製マスクとを用いて,試験ジグ
板にソルダペーストを供給する。
1
試験ジグ板
2
メタルマスク
3
スキージ
4
スキージの移動方向
図11−試験ジグ板へのソルダペーストの供給例
b) 9.4.2に規定する浸せき角度が得られるように設計したホルダに,供試品を取り付ける。ホルダは,ソ
ルダペーストを塗布した試験ジグ板の中央上方に配置する。
c) 供試品を浸せきする直前に,試験装置の力センサの出力をゼロ(0)点に調整する。試験ジグ板上のソ
ルダペーストの中に供試品を浸せきする。浸せき条件は,9.4.2の規定による。
d) 試験ジグ板を規定の温度プロファイル(9.4.1参照)によって加熱し,試験ジグ板上のソルダペースト
を溶融する。
e) 供試品は,加熱中に一度,ソルダペーストから引き離し,ソルダペーストが液相線温度(すず−銀−
銅系の場合は約217 ℃,すず−鉛系の場合は約183 ℃)となる直前に再び浸せきする。
f)
供試品は規定の測定が終了した後,試験ジグ板上の溶融したソルダペーストから引き離す。記録部は,
信号を図12に示す時間A''3〜F3の間連続して記録する。記録は,力センサの出力が安定した後に終了
させる。
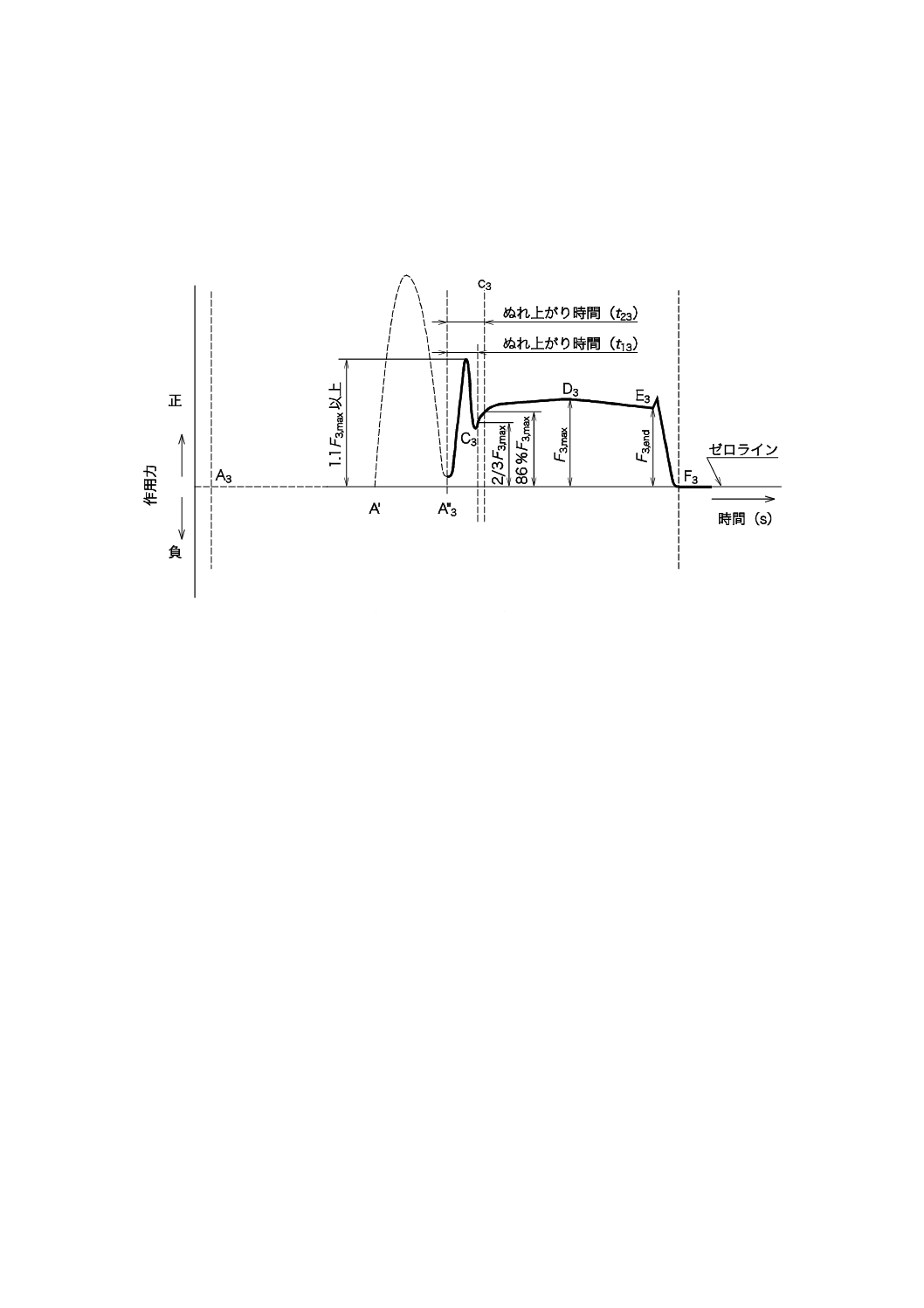
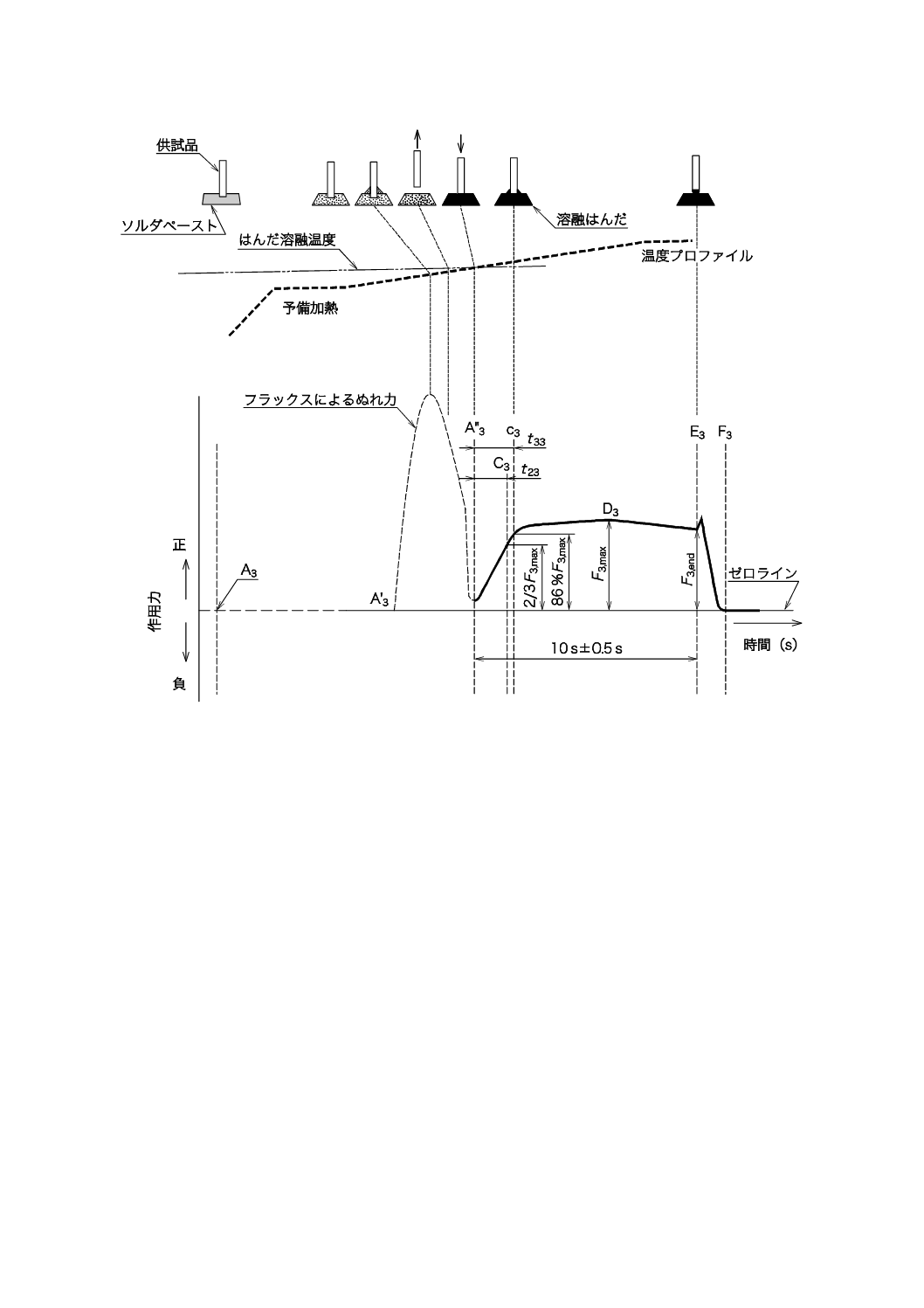
9.6
結果の表示
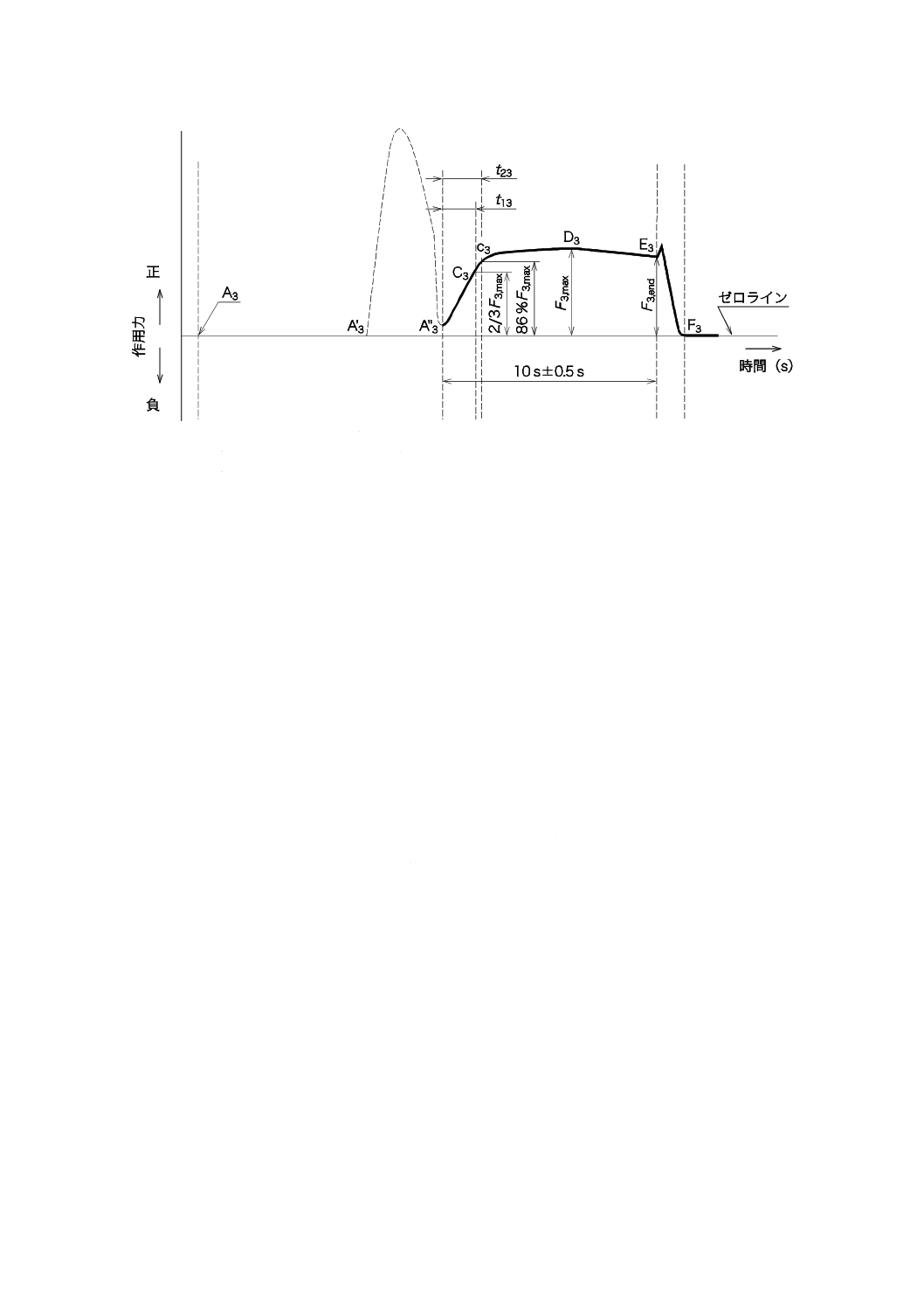
温度プロファイル昇温法の代表的な時間対力曲線を図12に示す。図12以外の時間対力曲線の読み方及
び結果の補正方法は,附属書Dによる。
なお,A3〜A''3間の挙動は,評価に用いない。
注記 A'3〜A''3間に破線で示す上方向の作用力は,ソルダペーストの溶融時に発生する凝集力である。
15
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A3
:試験ジグ板を加熱開始する時点
A'3
:ソルダペースト中のフラックスが溶融する時点
A''3
:ソルダペースが供試品にぬれ始める時点
C3
:ぬれ力の値が,最大ぬれ力の2/3となる時点
c3
:ぬれ力の値が,最大ぬれ力の86 %となる時点
D3
:測定中のぬれ力(ゼロラインからの値)が最大となる時点
E3
:測定が完了して試験ジグ板から供試品を離す時点
F3
:測定が完了して試験ジグ板から供試品が離れ,力センサの作用力が安定する時点
t13
:2/3ぬれ上がりまでの時間。点A''3から点C3までの時間である。
t23
:86 %ぬれ上がりまでの時間。点A''3から点c3までの時間である。
F3, max :最大ぬれ力。測定中のぬれ力(ゼロラインからの値)の最大値である。
F3, end :最終ぬれ力。試験が終了するときのぬれ力(ゼロラインからの値)である。
図12−温度プロファイル昇温法の代表的な時間対力曲線
9.7
特性評価の例
特性評価は,次の項目とするのが望ましい。
a) ぬれまでの時間(t13及び/又はt23)
b) 最大ぬれ力(F3, max)
c) ぬれ安定性(Sb3):最終ぬれ力(F3, end)と最大ぬれ力(F3, max)との比。
注記 ぬれ安定性は,次の式によって算出する。
Sb3=F3, end/F3, max
16
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
急加熱昇温法の試験装置
A.1 概要
この附属書は,急加熱昇温法に用いる試験装置の詳細について規定する。
A.2 試験装置
A.2.1 一般
試験装置の性能の詳細は,次のA.2.2〜A.2.4による。
A.2.2 測定系装置
測定系装置は,次の性能を満たす装置とする。
a) 測定系の力の測定範囲は,−10 mN〜+10 mNとする。
b) 力センサの変位感度は,0.5 mN/μm以下とする。
c) 力センサの分解能は,0.01 mN以下とする。
d) 時間対力曲線の記録は,図5のA1〜F1(急加熱昇温法)又は図8のA2〜E2(シンクロナス法)の間,
継続して行うことができる。
e) 記録部は,記録紙を用いる記録計,パーソナルコンピュータなどを用いて,時間対力曲線を描くこと
ができる。
f)
記録部の時間に対する読取り分解能は,0.1秒間以下とする。
g) 記録部の記録素子(ペンなど)の応答時間は,最大負荷から中心のゼロ(0)点までの戻りが0.3秒間
以下とし,かつ,行過ぎ量(オーバする振れ)は最大読み値の1 %以下とする。
h) 電気的及び機械的雑音は,信号レベルの10 %を超えてはならない。
A.2.3 加熱系装置
加熱系装置は,次の性能を満たす装置とする。
a) 加熱部は,7.4.1に規定する温度プロファイルを実現できなければならない。
b) 加熱槽の大きさは,直径50 mm以上とし,深さは15 mm以上とする。
c) シンクロナス法のミニるつぼの直径は25 mmとする。
A.2.4 昇降系装置
昇降系装置は,次の性能を満たす装置とする。
a) 供試品を試験ジグ板上のソルダペースト中に浸せきする深さは,試験ジグ板の絞り深さと同じまで
0.05 mmごとに設定できなければならない。
b) 昇降装置の制御できる位置の分解能は,0.02 mm以下とする。
c) 試験ジグ板と加熱槽とを引き離すまでの加熱保持の時間は,7.4.3の規定を満足しなければならない。
17
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
急加熱昇温法での時間対力曲線の読み方及び結果の補正方法
B.1
概要
この附属書は,図5に示す以外の時間対力曲線の読み方及び結果の補正方法について記載する。
B.2
急加熱昇温法での時間対力曲線の読み方
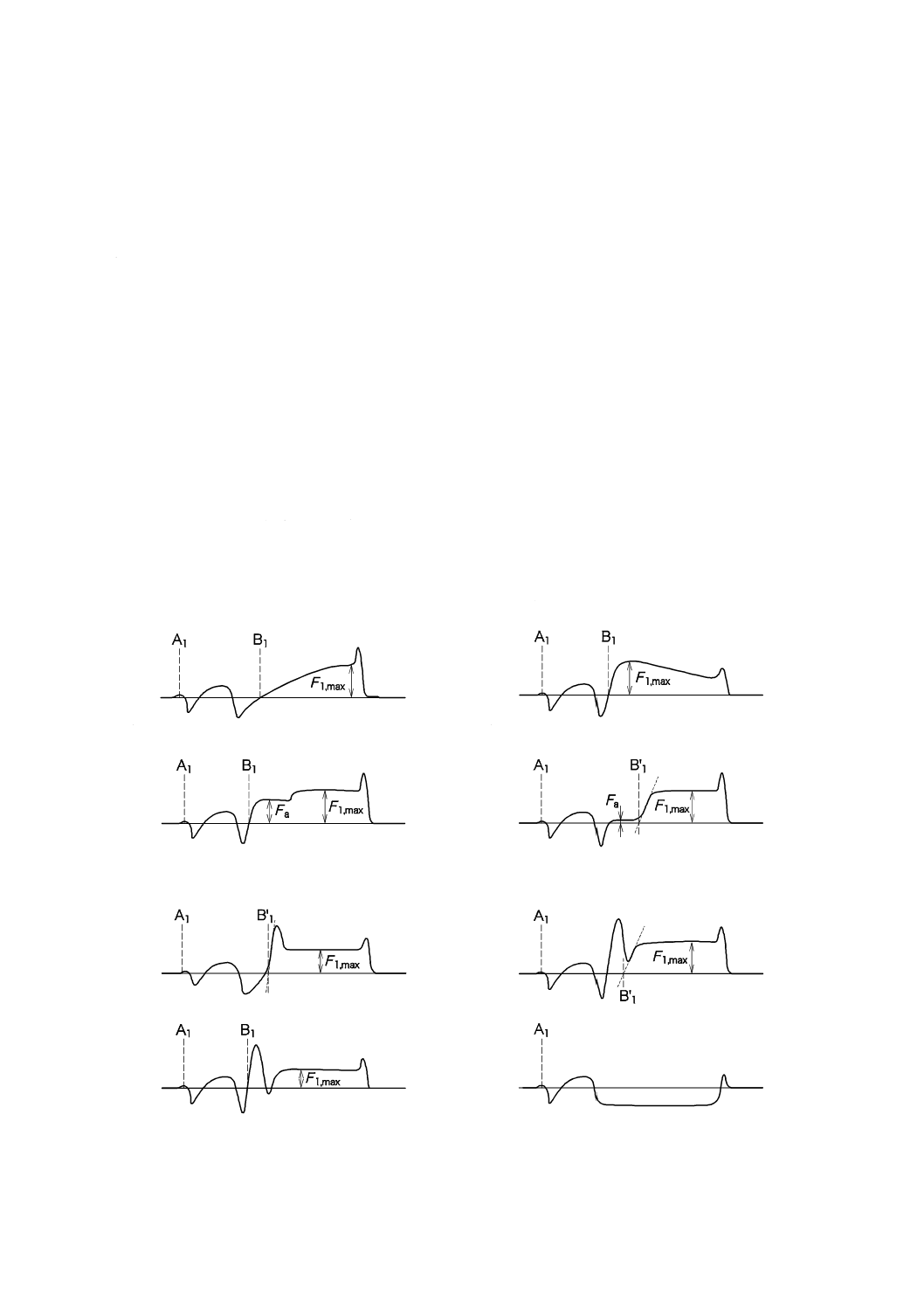
図5に示す以外の主な時間対力曲線の例を,図B.1に示す。太い実線は作用力を時間の関数で示した曲
線であり,水平の細い実線はゼロラインを示す。
a) 時間対力曲線とゼロラインとが交差する時刻(B1)の求め方 時間対力曲線とゼロラインとが交差す
る点が得られない場合は,B1を決定できないため,ぬれが始まるまでの時間(t01)及びぬれ上がりま
での時間(t11)を算出することができない。この場合には,延長補助線とゼロラインとが交差する仮
想の時刻(B1)を作図して求める。
図B.1のa)〜c) 及びg) の場合は,図に示す値とする。図B.1のd)〜f) の場合は,結果の補正をす
る。補正方法は,B.3による。図B.1 h) の場合は,B1を求められない。
b) 最大ぬれ力(F1, max)の求め方 図B.1のa)〜d) の場合は,図に示す値とする。図B.1のe)〜g) の場
合は,結果を補正する。補正方法は,B.3による。図B.1 h) の場合は,結果を求められない。
a) 負の作用力からなだらかにぬれが始まる。
b) 最大ぬれ力が最初にきて時間経過で小さくなる。
c) 大きな階段状のぬれ(一段目のFaの値が1/2F1, max
を超える場合)がある。
d) 大きな階段状のぬれ(一段目のFaの値が1/2F1, max
以下の場合)がある。
e) 見かけ上の最大ぬれ力が現れる。
f) 見かけ上の最大ぬれ力から作用力が落ちる。
g) 見かけ上の最大ぬれ力から作用力がゼロライン
に落ちる。
h) 負の作用力だけとなる。
図B.1−急加熱昇温法での主な時間対力曲線
18
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.3
急加熱昇温法における主な時間対力曲線の補正方法
次の場合に,結果の補正を行う。
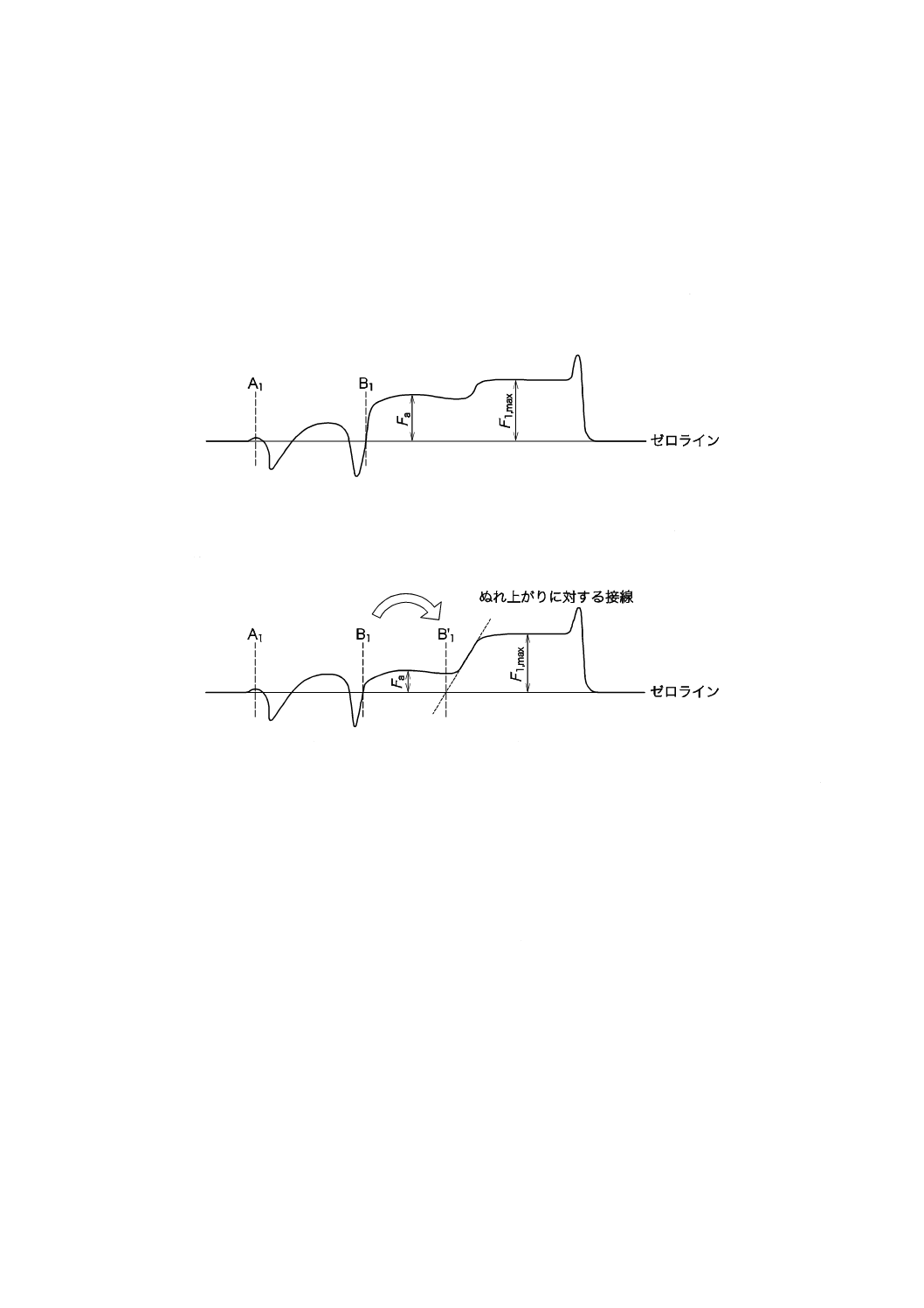
a) はんだのぬれ上がりが階段状になった場合のぬれが始まる時間の補正[図B.1のc)及びd)の場合に適
用] はんだのぬれ上がりが階段状になった場合,図B.2及び図B.3にFaで示す階段状のぬれ力が,
最大ぬれ力の1/2以上であるかどうかで,図B.2又は図B.3のいずれかを選定して補正を行い,ぬれ
が始まるまでの時間(t01)を求める。
1) 階段状の一段目の作用力であるFaの値が1/2F1, maxを超える場合[図B.1 c)に適用] 一段目のぬれ
上がりから,ぬれが始まる時刻(B1)を求める。
図B.2−ぬれが始まる時間の補正(Faの値が1/2F1, maxを超える場合)の例
2) 階段状の一段目の作用力であるFaの値が1/2F1, max以下の場合[図B.1 d)に適用] ぬれ上がりに対
する接線を引いて,ゼロラインと交差する点を求め,ぬれが始まる時刻(B'1)とする。
図B.3−ぬれが始まる時間の補正(Faの値が1/2F1, max以下の場合)の例
b) はんだのぬれ上がり時に作用力の正方向に鋭いピークが発生した場合の補正[図B.1のe)〜g) の場合
に適用]
1) ぬれが始まる時間の補正[図B.1のe)〜f)に適用] ぬれ上がりの勾配に接線を引いて,接線とゼロ
ラインとが交差する点をぬれが始まる時刻としてB'1を求める(図B.3参照)。
2) 最大ぬれ力の補正[図B.1のe)〜g)に適用] 最大ぬれ力は,ぬれの安定したラインをぬれ力の最大
値とする。
最大ぬれ力の2/3に達する時刻[C1(図5参照)]を算出する場合には,補正を行った最大ぬれ力
から求める。
19
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
温度プロファイル昇温法の試験装置
C.1 概要
この附属書は,9.1の温度プロファイル昇温法に用いる試験装置の詳細について規定する。
C.2 試験装置
C.2.1 一般
試験装置の性能の詳細は,次のC.2.2〜C.2.4による。
C.2.2 測定系装置
測定系装置は,次の性能を満たす装置とする。
a) 測定系の力の測定範囲は,−10 mN〜+10 mNとする。
b) 力センサの変位感度は,0.5 mN/μm以下とする。
c) 力センサの分解能は,0.01 mN以下とする。
d) 時間対力曲線の記録は,図12のA''3〜F3の間,継続して行うことができるものとする。
e) 記録部は,記録紙を用いる記録計,パーソナルコンピュータなどを用いて時間対力曲線を描くことが
できる。
f)
記録部の時間に対する読取り分解能は,0.1秒間以下とする。
g) 記録部の記録素子(ペンなど)の応答時間は,最大負荷から中心のゼロ(0)点までの戻りが0.3秒間
以下とし,かつ,行過ぎ量(オーバする振れ)は最大読み値の1 %以下とする。
h) 電気的及び機械的雑音は,信号レベルの10 %を超えてはならない。
C.2.3 加熱系装置
加熱系装置は,次の性能を満たす装置とする。
a) 加熱部は,9.4.1に規定する温度プロファイルを実現できなければならない。
b) ソルダペーストとソルダペーストに浸せきする供試品電極との温度差は,ソルダペーストの温度が
212 ℃〜222 ℃の範囲(すず−銀−銅系の場合)又は178 ℃〜188 ℃の範囲(すず−鉛系の場合)で,
5 ℃以内でなければならない。このソルダペーストの温度範囲以外での温度差は,10 ℃以内とする。
ただし,ソルダペーストの潜熱によって起きる温度差は規定しない。
C.2.4 昇降系装置
昇降系装置は,次の性能を満たす装置とする。
a) 昇降部の昇降速度は,0.5 mm/s〜5 mm/sとする。
b) 昇降部の制御できる位置の分解能は,0.01 mm以下とする。
c) 昇降系装置は,供試品をソルダペーストから引き抜くまでの間(9.5参照),供試品をソルダペースト
に浸せきできなければならない。
20
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
温度プロファイル昇温法での時間対力曲線の読み方及び結果の補正方法
D.1 概要
この附属書は,図12以外の時間対力曲線の読み方及び結果の補正方法について記載する。
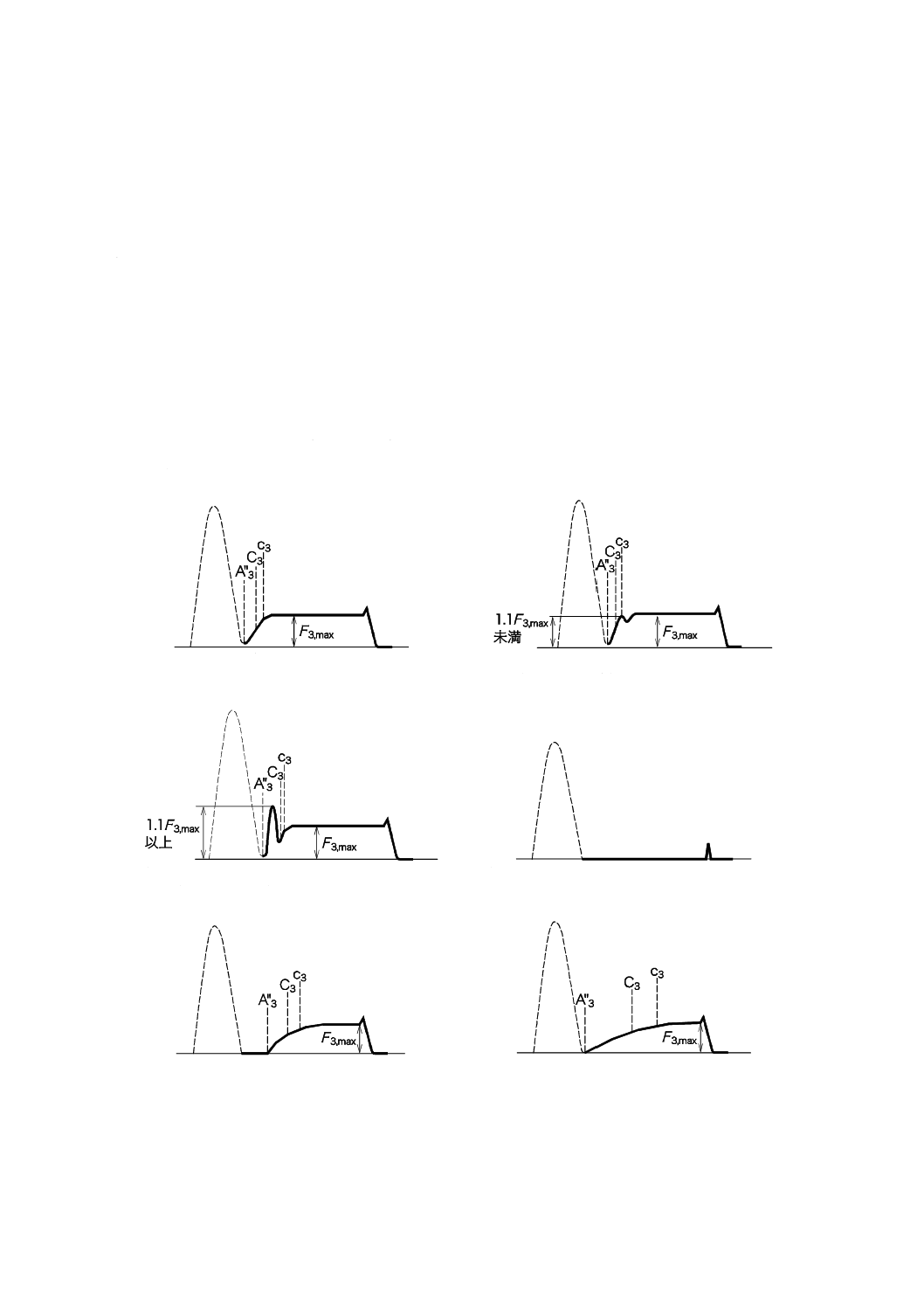
D.2 温度プロファイル昇温法での時間対力曲線の読み方
図D.1に,図12以外の主な時間対力曲線の例を示す。太い実線は,作用力を時間の関数で示した曲線で
あり,水平の細い実線はゼロラインを示す。図D.1のa),b),e)及びf) の場合は,図に示すぬれ時刻及び
F3, maxの値をそのまま用いる。
図D.1 c) の場合は,結果を補正する。補正方法は,D.3による。
図D.1 d) の場合は,結果を求められない。
a) すぐにぬれが始まる。
b) ぬれの開始時刻の直後に凸状の作用力がある
(1.1 F3, max未満)。
c) ぬれの開始時刻の直後に凸状の作用力がある
(1.1 F3, max以上)。
d) ぬれ力なし。
e) ぬれの始まりが遅れる。
f) 測定時間内にぬれが完了しない。
図D.1−温度プロファイル昇温法での主な時間対力曲線
21
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D.3 温度プロファイル昇温法での主な時間対力曲線の補正方法
図D.1 c)のような時間対力曲線が得られた場合には,図D.2に示すように,次の手順で結果を読み取る。
溶融による凝集力が発生した後(A''3点〜C3点)に,最大ぬれ力F3, maxの1.1倍以上の凸状作用力が発生し
た場合には,凸状作用力の後から,ぬれ上がりまでの時間t13又はt23,最大ぬれ力F3, max及び最終ぬれ力
F3, endを算出する。
図D.2−ぬれの開始時刻の直後に凸状の作用力がある時間対力曲線(1.1F3, max以上)
22
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(参考)
注意事項
E.1
一般事項
この規格の試験方法は,得られる結果のGR&R(繰返し・再現性)評価がよくないため,合否判定には
用いない。
主な理由の一つとして,ソルダペースト中のフラックス及びその他のソルダペーストが溶融状態に到達
するときに,爆発的に沸騰する成分の存在がある。また,ソルダペーストごとに密度が異なるため,供試
品の浮力が試験結果に反映できないためでもある。
E.2
試験結果に影響する要因
E.2.1 ソルダペースト
ソルダペーストには,試験結果に影響する次の要因がある。
a) チクソトロピー
b) 流動性
c) 粘度
d) だれ
e) 粘着性
ソルダペーストは,大量生産又は少量生産の使用者の要求によって,種々の機能をもっている。
ソルダペーストの試験は,JIS Z 3284規格群によるのが望ましい。
E.2.2 部品
端子の状態が試験結果に影響を与える可能性を評価するために,同じ製造ロットからの試料をJIS C
60068-2-69によって評価するのが望ましい。
E.3
試験結果の説明(例)
E.3.1 急加熱昇温法
試験手順の説明を図E.1に示す。
波形の補正方法は,附属書Bに記載している。
23
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図E.1−急加熱昇温法の試験手順
E.3.2 シンクロナス法
試験手順の説明を図E.2に示す。
図E.2−シンクロナス法の試験手順
24
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ソルダペーストによっては,ソルダペーストによる初期のぬれ(上向き),続いて部品の浸せきによる押
し力(下向き)が発生して,その後にゼロラインに戻る(図E.3参照)。
図E.3−あるソルダペーストでのぬれ力
E.3.3 温度プロファイル昇温法
試験手順の説明を図E.4に示す。
波形の補正方法は,附属書Dに記載している。
25
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図E.4−温度プロファイル昇温法の試験手順の説明
26
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
ソルダペースト
表JA.1にソルダペーストの特性を示す。
表JA.1−ソルダペースト
タイプ
合金組成
フラックス区分
粒度分布記号
公称金属含有率
粘度
SAC
Sn96.5Ag3Cu0.5
1a2N/II
S-4
質量分率88 %
180 Pa・s±50 Pa・s
Sn-Pb
Sn63Pb37
12N/II
S-4
質量分率90 %
200 Pa・s±50 Pa・s
はんだ粉末の形状は,球形(JIS Z 3284-2に規定する“はんだ粉末の形状”参照)である。
粘度の測定方法は,JIS Z 3284-3に規定している。
注記1 はんだ合金組成の表記方法は,JIS Z 3282に規定するはんだの種類である。
注記2 フラックス区分は,JIS Z 3284-1に規定している。
注記3 粒度分布記号は,JIS Z 3284-1に規定している。
表JA.2にソルダペースト用フラックスの仕様を示す。
表JA.2−ソルダペースト用フラックスの仕様
成分
組成
組成比
(質量百分率)
特性
(測定方法)
特性値
SAC a)
Sn-Pb a)
ロジン
重合ロジン
30.0
52.5
軟化点(JIS K 5902)
93 ℃〜115 ℃
酸価(JIS K 0070)
KOH: (145〜165) mg/g
変性ロジン
30.0
−
軟化点(JIS K 5902)
113 ℃〜139 ℃
酸価(JIS K 0070)
KOH:160 mg/g以上
溶剤
ジエチレングリコー
ル・モノブチルエーテ
ル
34.7
−
比重(JIS K 0061)
0.953〜0.958
水分(JIS K 0068)
質量分率0.2 %以下
沸点(JIS K 0066)
220 ℃〜236 ℃
ヘキシレングリコー
ル
−
42.2
比重(JIS K 0061)
0.922〜0.925
水分(JIS K 0068)
質量分率0.1 %以下
沸点(JIS K 0066)
197.1 ℃〜198.3 ℃
活性剤
1,3-ジフェニルグアニ
ジン臭化水素酸塩
0.8
0.8
塩素含有量
質量分率11.6 %〜12.6 %
酸価(JIS K 0070)
KOH: (170〜230) mg/g
有機酸
アジピン酸
0.5
0.5
純度(JIS K 0114)
質量分率99.6 %以上
水分(JIS K 0068)
質量分率0.3 %以下
灰分(JIS K 0067)
質量分率0.02 %以下
融点(JIS K 0064)
151 ℃以上
チキソ剤
水添ひまし油
4.0
4.0
酸価(JIS K 0070)
KOH:2 mg/g以下
融点(JIS K 0064)
85 ℃〜87 ℃
けん化価(JIS K 0070)
KOH: (175〜185) mg/g
注a) 表JA.1参照
27
C 60068-2-83:2014 (IEC 60068-2-83:2011)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 JIS C 60068-2-69 環境試験方法−電気・電子−第2-69部:試験−試験Te:表面実装部品(SMD)
のはんだ付け性試験方法(平衡法)
注記 対応国際規格:IEC 60068-2-69,Environmental testing−Part 2-69: Tests−Test Te:
Solderability testing of electronic components for surface mounting devices (SMD) by the
wetting balance method(IDT)
JIS H 3100 銅及び銅合金の板並びに条
JIS K 0061 化学製品の密度及び比重測定方法
JIS K 0064 化学製品の融点及び溶融範囲測定方法
JIS K 0066 化学製品の蒸留試験方法
JIS K 0067 化学製品の減量及び残分試験方法
JIS K 0068 化学製品の水分測定方法
JIS K 0070 化学製品の酸価,けん化価,エステル価,よう素価,水酸基価及び不けん化物の
試験方法
JIS K 0114 ガスクロマトグラフィー通則
JIS K 5902 ロジン
JIS Z 3197 はんだ付用フラックス試験方法
JIS Z 3282 はんだ−化学成分及び形状
JIS Z 3284-1 ソルダペースト−第1部:種類及び品質分類
JIS Z 3284-2 ソルダペースト−第2部:はんだ粉末の形状,表面状態判定及び粒度分布測定試
験
JIS Z 3284-3 ソルダペースト−第3部:印刷性,粘度特性,だれ及び粘着性試験
JIS Z 3284-4 ソルダペースト−第4部:ぬれ性,ソルダボール及び広がり試験
IEC 61189-5,Test methods for electrical materials, interconnection structures and assemblies−Part 5:
Test methods for printed board assemblies
IEC 61190-1-3,Attachment materials for electronic assembly−Part 1-3: Requirements for electronic
grade solder alloys and fluxed and non-fluxed solid solders for electronic soldering applications