C 6704:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 人工水晶の仕様 ················································································································ 6
4.1 標準仕様 ······················································································································ 6
4.2 要求事項及び試験方法 ···································································································· 8
4.3 表示及び納入条件 ········································································································· 16
5 ランバード人工水晶 ········································································································· 17
5.1 標準値 ························································································································ 17
5.2 要求事項及び試験方法 ··································································································· 20
5.3 納入条件 ····················································································································· 20
6 アズグロウン人工水晶及びランバード人工水晶の検査基準 ······················································ 21
6.1 アズグロウン人工水晶の検査基準····················································································· 21
6.2 ランバード人工水晶の検査基準 ······················································································· 22
7 人工水晶使用の指針 ········································································································· 22
7.1 概要 ··························································································································· 22
7.2 人工水晶の形状及び寸法 ································································································ 23
7.3 一般試験による人工水晶の品質評価·················································································· 25
7.4 その他の人工水晶品質評価方法 ······················································································· 26
7.5 人工水晶のα値等級 ······································································································ 27
7.6 人工水晶の異物及びエッチチャンネルの等級選択(要求があるときだけ適用),アルミニウム含有量
並びにスエプトクォーツ ································································································· 27
7.7 発注 ··························································································································· 29
附属書A(参考)よく用いる異物密度サンプリングの手順 ·························································· 31
附属書B(参考)異物密度サンプリングの実例 ·········································································· 33
附属書C(参考)限度見本の選定 ··························································································· 34
附属書D(参考)ネックノギスの詳細 ····················································································· 35
附属書E(参考)α値測定装置の補正法 ··················································································· 36
附属書F(参考)水晶の座標系に関するこの規格とIEEE規格との相違 ········································· 39
附属書G(参考)分散型赤外分光光度計とフーリエ変換赤外分光光度計(FT-IR)とのα値測定における
整合性 ························································································································· 42
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 45
C 6704:2017
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本水晶デバイス
工業会(QIAJ)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正
すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS C 6704:2009は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
C 6704:2017
人工水晶
Synthetic quartz crystal
序文
この規格は,2016年に第5版として発行されたIEC 60758を基とし,我が国の実情を反映させるため,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,周波数制御及び選択用の水晶振動子製造並びに光学製品に用いる,単結晶の人工水晶(以
下,人工水晶という。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 60758:2016,Synthetic quartz crystal−Specifications and guidelines for use(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 6701 水晶振動子通則
注記 対応国際規格:IEC 60122-1:2002,Quartz crystal units of assessed quality−Part 1: Generic
specification(IDT)
JIS Z 9015-1 計数値検査に対する抜取検査手順−第1部:ロットごとの検査に対するAQL指標型抜
取検査方式
注記 この規格の対応国際規格で引用するIEC 60410,Sampling plans and procedures for inspection by
attributesは,対応JISが制定されていない。この規格での引用事項は,JIS Z 9015-1の規定
事項と同等である。
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
水熱合成法(hydrothermal crystal growth)
高温及び高圧の条件下で水を介在させ,地殻中の成長と同じプロセスで結晶を育成する方法。
2
C 6704:2017
人工水晶では,円筒形のオートクレーブでアルカリ水溶液を溶媒として用い,上部に種結晶を,下部に
石英原料を置いて容器を高温(330〜400 ℃)及び高圧(68.6〜196 MPa)に保ち,下部を上部よりも高温
にし,温度差を付けて結晶を育成する。
注記 (対応国際規格の注記を,定義文にした。)
3.2
人工水晶(synthetic quartz crystal)
水熱合成法によって育成した,アルファ水晶の単結晶。人工水晶は,右水晶又は左水晶のいずれかであ
って,アズグロウン人工水晶及びランバード人工水晶がある。
注記 アルファ水晶とは,573 ℃以下でできた低温型水晶である。
3.3
アズグロウン人工水晶(as-grown synthetic quartz crystal)
育成後の未加工人工水晶。
3.4
アズグロウンY棒水晶(as-grown Y-bar)
Y方向に長い棒状の種結晶を用いて育成した,アズグロウン人工水晶。
3.5
アズグロウンZ板水晶(as-grown Z-bar)
Y方向に長いZ面を主面とする板状の種結晶を用いて育成した,アズグロウン人工水晶。
3.6
人工水晶のロット(synthetic quartz crystal batch)
同一オートクレーブ内で同一期間に育成した,人工水晶の集まり。以下,ロットという。
3.7
種結晶(seed)
人工水晶の育成に結晶核として用いる,棒状又は板状の水晶結晶。
3.8
成長領域(growth zones)
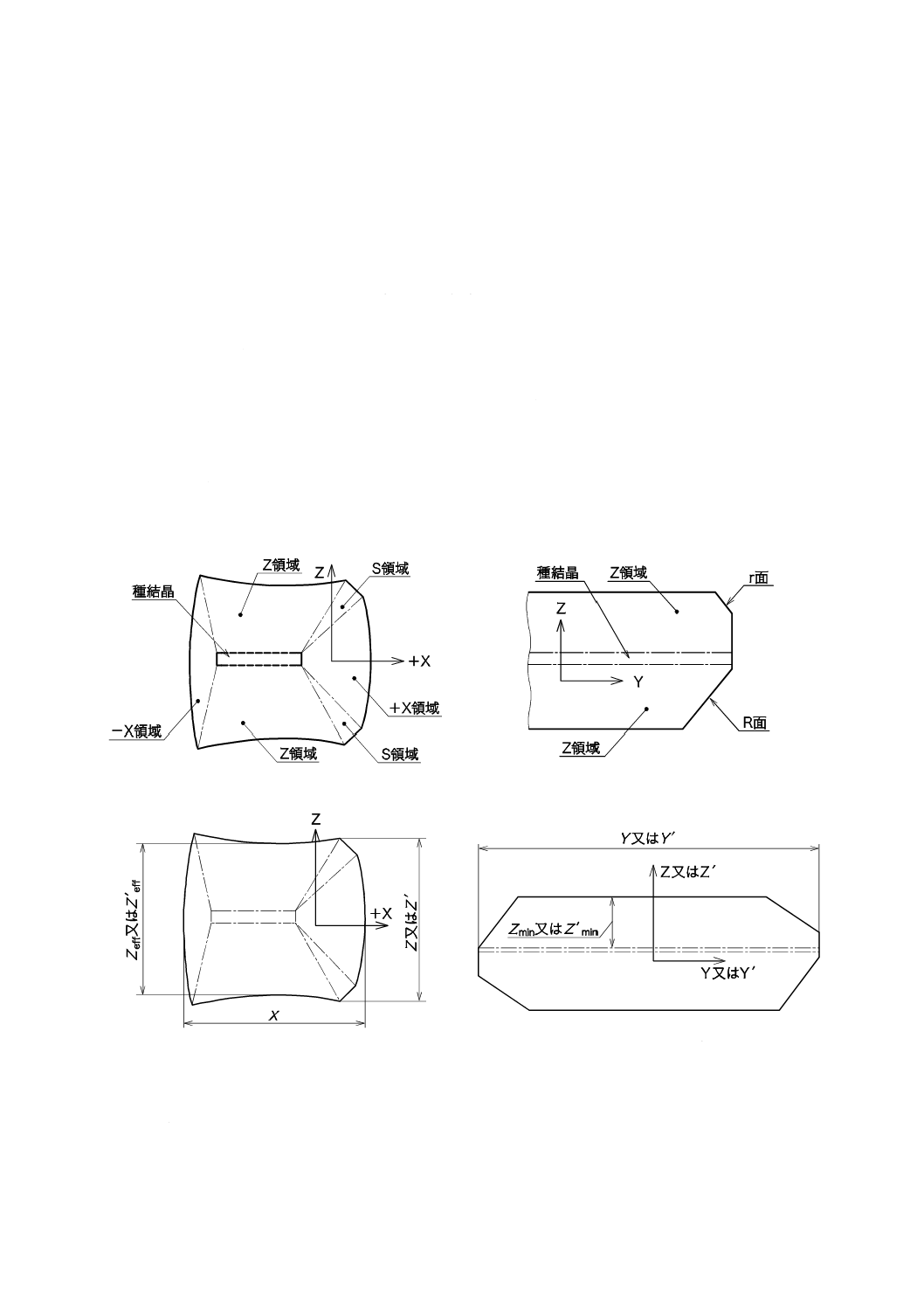
それぞれの結晶方位に沿って成長して生じた,人工水晶の領域[図2のa) 及びb) 参照]。
3.9
人工水晶の方位(orientation of a synthetic quartz crystal)
直交軸に関する種結晶の方位。
3.10
直交座標系(orthogonal axial system of α quartz crystal)
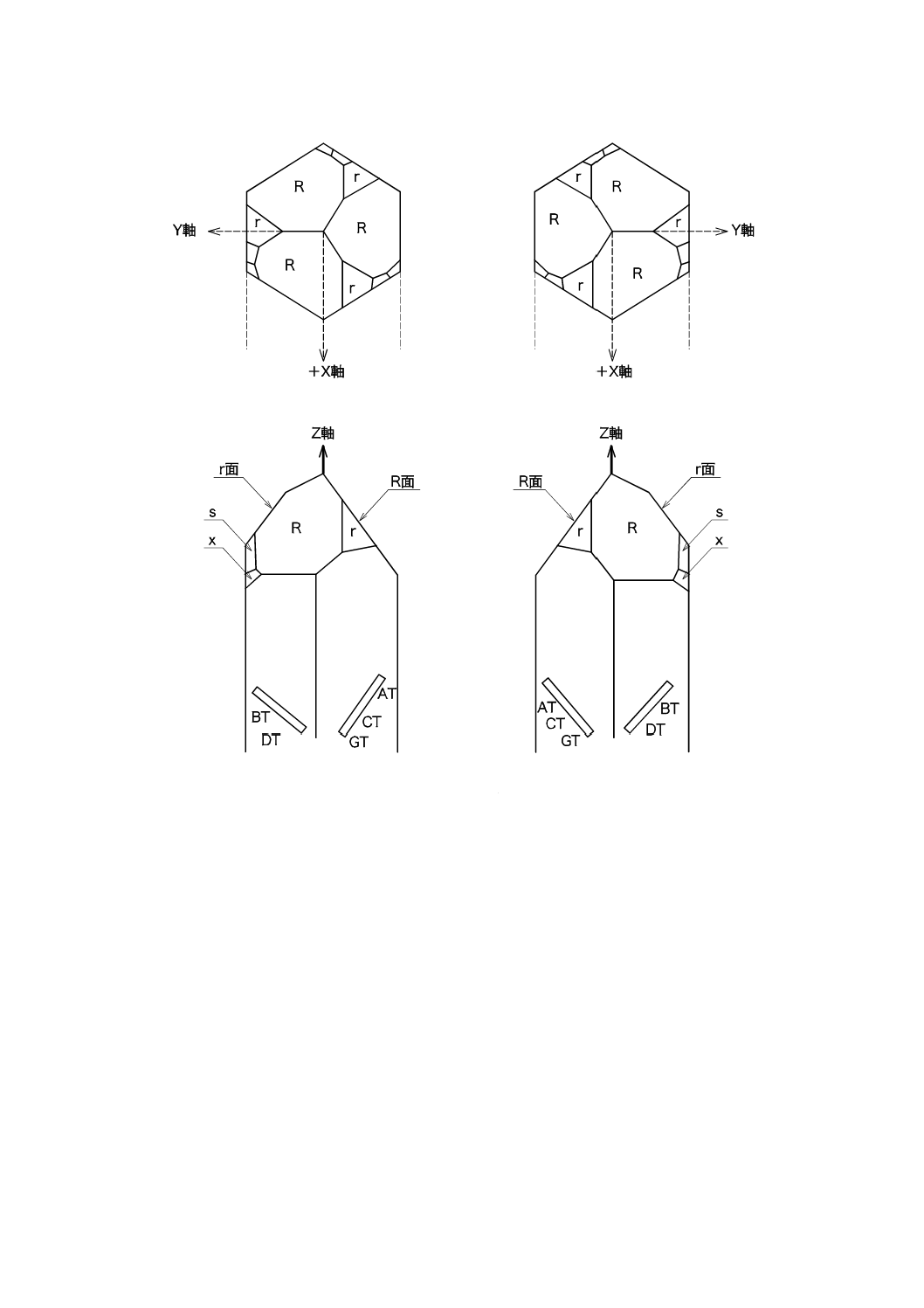
図1に示すように,それぞれ直交に交わったX軸,Y軸及びZ軸。
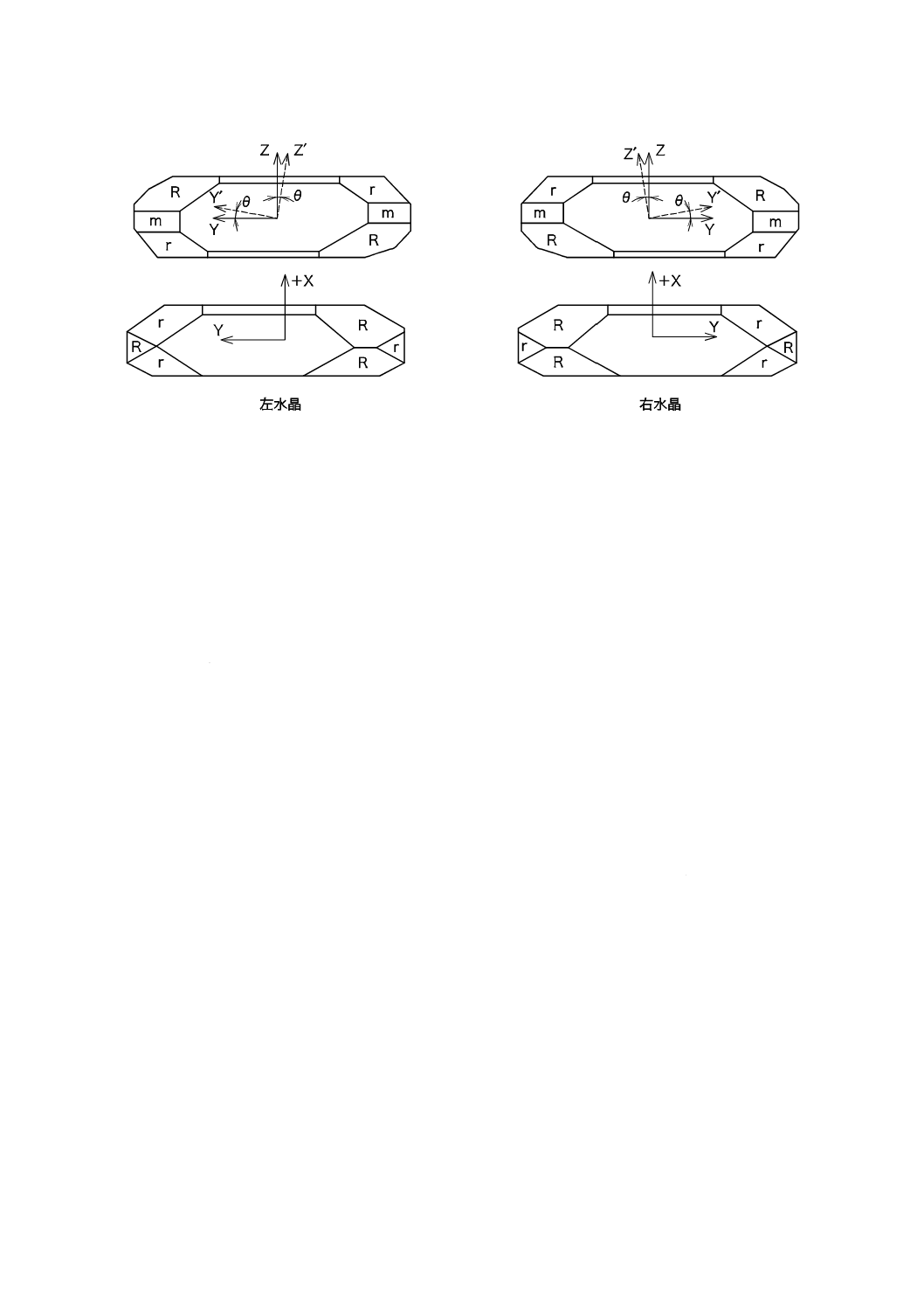
注記1 X軸を中心にして,Y軸及びZ軸をそれぞれθ°傾けた場合は,X軸,Y´軸及びZ´軸になる。
ただし,Zカット種結晶の場合は,Y軸に対して20°以内の方向にずれて位置するとき,X
軸,Y´軸及びZ´軸になる。
注記2 X軸は,その軸に沿って圧縮したとき,正の電荷が発生する方向は+X,負の電荷が発生す
る方向は−Xとなる。
注記3 右水晶には右手直交座標系を,左水晶には左手直交座標系を用いている。
注記4 IEEE規格では,この規格と軸の取り方が異なる。附属書F参照。
3
C 6704:2017
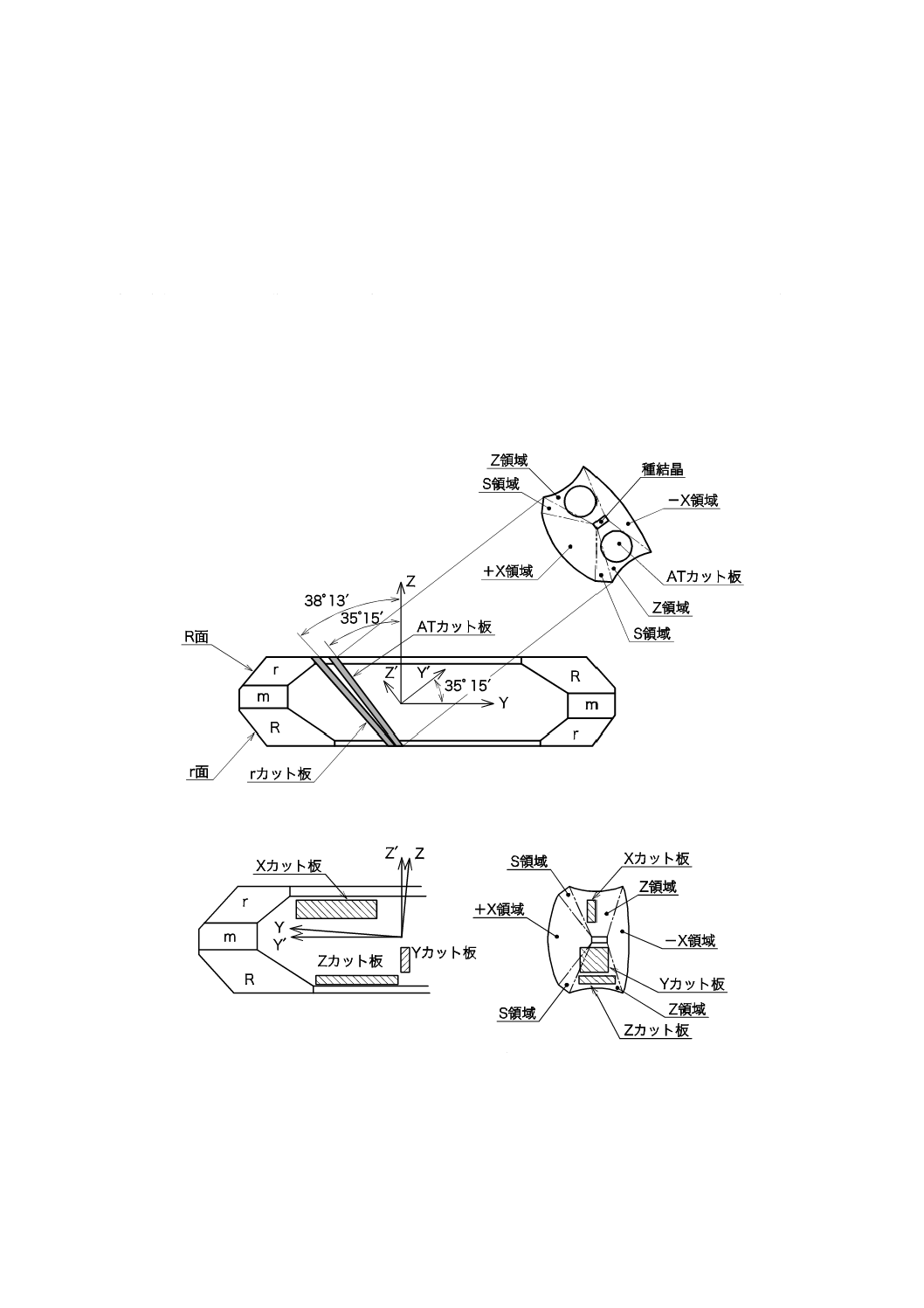
3.11
ATカット板(AT-cut plate)
主面がX軸に平行で,Z軸から約+35°,r面から約−3°傾いた水晶板。図3 a) 参照。
注記 主面がX軸に平行で,Z軸から約+35°,r面から約−3°傾いた面方位での切断をATカット
という。
3.12
Xカット板(X-cut plate)
X軸に垂直な水晶板。図3 b) 参照。
注記 X軸に垂直な面方位での切断を,Xカットという。
3.13
Yカット板(Y-cut plate)
Y軸に垂直な水晶板。図3 b) 参照。
注記 Y軸に垂直な面方位での切断を,Yカットという。
3.14
Zカット板(Z-cut plate)
Z軸に垂直な水晶板。図3 b) 参照。
注記 Z軸に垂直な面方位での切断を,Zカットという。
3.15
rカット板(r-cut plate)
r面に平行な水晶板。図3 a) 参照。
注記 r面に平行な方位での切断を,rカットという。
3.16
寸法(dimensions)
X軸を中心として,Y軸からの回転角が20°以内のZカットの種結晶を用いて育成した結晶の寸法。
3.17
有効Z寸法,又は有効Z´寸法(effective Z-dimension)
Z軸(θ=0°)又はZ´軸方向での最小寸法。Zeff又はZ´effで表す。図2 c) 参照。
3.18
最小Z寸法,又は最小Z´寸法(minimum Z-dimension)
種結晶表面からZ面又はZ´軸方向への最小距離。Zmin又はZ´minで表す。図2 d) 参照。
3.19
異物(inclusions)
屈折率が人工水晶に近い液体中で,散乱光によって観察できる包有物。
注記 一般的な包有物として,主にきり(錐)輝石(acmite),大隅石(emeleusite)などの鉱物が観察
できる。
3.20
シードベール(seed veil)
種結晶の表面に見られる異物の配列。
3.21
エッチチャンネル(etch channel)
4
C 6704:2017
水晶をエッチングしたときに,転位に沿って生じる管状の空洞。
3.22
添加物(dopant)
人工水晶の性質,化学的組成,物理的特性又は電気的特性を変化させるため,育成で溶液に添加する物
質。
3.23
プレディメンションド人工水晶(pre-dimensioned bar)
アズグロウン状態から,切断,研削,研磨などの加工によって,寸法を変えた人工水晶。
3.24
不純物濃度(impurity concentration)
シリコン原子に対する不純物個数。
3.25
転位(dislocations)
格子欠陥の一種で,結晶内のすべりに起因して線状につながって発生する一連の原子の変位。
3.26
オートクレーブ(autoclave)
人工水晶を育成するための高圧・高温の容器。
3.27
右水晶,又は左水晶(right-handed quartz or left-handed quartz)
右水晶は右旋光性の水晶,左水晶は左旋光性の水晶。水晶の旋光性によって区別する。
注記 (対応国際規格の注記を,定義文にした。)
3.28
双晶(twins)
結晶学上の法則に従って,2個以上の結晶が,互いに特定の面又は軸に対して対称の関係に接合したも
の。
注記 人工水晶の双晶の種類を次に示す。
a) 電気的双晶(electrical twins) 右水晶又は左水晶のいずれかの2個体がZ軸を共有し,X軸が互いに
180°ずれて接合した結晶
b) 光学的双晶(optical twins) Z軸を共有し,右水晶と左水晶とが接合した結晶
3.29
赤外線吸収係数,α値(infrared absorption coefficient α-value)
二つの波数における赤外線透過率から導き出される係数。以下,赤外線吸収係数α(単位:1/cm)をα
値という。
注記1 結晶格子内に欠陥として存在するOH結合は,振動子の機械的内部損失に影響を与えるため,
振動子の機械的内部損失を表す指標として用いられる。
注記2 αは対数で表し,式(1)によって算出することができる。
=
2
1
10
log
1
T
T
t
α
········································································· (1)
ここに,
α: 赤外線吸収係数
t: Yカット試料の厚さ(cm)
5
C 6704:2017
T1: 3 800 cm−1又は3 979 cm−1における透過率
T2: 3 500 cm−1又は3 585 cm−1における透過率
注記3 例えば,α3 500及びα3 585は,それぞれ波数3 500 cm−1及び3 585 cm−1のα値を示す。
3.30
ランバード人工水晶(lumbered synthetic quartz crystal)
アズグロウン状態から,規定の寸法及び方位に合致するように,切断,粗研磨,研磨などの加工によっ
て,X面,及びZ面又はZ´面を平面化かつ平行化した人工水晶。
3.31
基準面(reference surface)
ランバード人工水晶の平たん度及び結晶学的方位を測定するときに基準となる面。基準面は,−X面と
する。
3.32
光学用人工水晶(synthetic quartz for optical applications)
次のものに用いるための要求事項を満足する人工水晶。
− 一眼レフデジタルカメラ,監視カメラ,デジタルビデオカメラなどに用いる光ローパスフィルタ
(OLPF)及び波長板
− 光ピックアップ
− 波長300〜1 700 nm(5 882〜33 333 cm−1)で用いる光通信モジュール
3.33
内部透過率(internal transmittance)
表面反射損失を含まない,光の透過率。
注記 この定義は,光学用人工水晶だけに適用している。内部透過率は,その値を算出した試料の厚
さの明示が必要となる(例えば,厚さ2 mm)。
3.34
脈理(striae)
水晶における,狭い範囲での屈折率のばらつき。1 mm〜数mm間隔の屈折率が変動している部分の成長
欠陥をいう。
注記 この定義は,光学用人工水晶だけに適用している。
3.35
成長じま(縞)(growth band)
シュリーレン法又は同様の光学的方法によって,Yカットの水晶に観察できる濃淡のしま(縞)。
注記1 この濃淡の原因は,水晶が成長するときに取り込まれたアルミニウム,ナトリウム,リチウ
ム及び鉄の元素による。
注記2 取り込まれた元素の量が多いと,α値は大きくなる。
注記3 α3 585が0.160よりも小さいか,又はα3 500が0.120よりも小さい場合,成長じま(縞)は観察
できなくなる。
注記4 この定義は,光学用人工水晶だけに適用している。
6
C 6704:2017
4
人工水晶の仕様
4.1
標準仕様
4.1.1
光学用人工水晶の形状
光学用人工水晶は,種結晶部分を取り除き,成長面を指定の結晶方位にするとともに,一定の粗さに研
磨し,指定の平たん度に加工する。
4.1.2
種結晶の方位
人工水晶の方位,すなわち,種結晶の標準的な方位は,Zカット,回転Xカット,rカット,1.5°回転
Zカット,2°回転Zカット,5°回転Zカット及び8.5°回転Zカットとする。最後の4種類のZ´軸のカ
ットを,図1に示す。
4.1.3
異物密度
4.1.3.1
振動子用人工水晶の異物密度
振動子用人工水晶のZ領域の異物密度(1 cm3当たりの異物の個数)の等級は,表1による(4.2.5.3参
照)。
表1−異物密度の等級(振動子用)
等級
粒径(μm)区分ごとの異物密度の最大値(個数)
10を超え30以下
30を超え70以下
70を超え100以下
100を超える
Ia
2
1
0
0
Ib
3
2
1
1
I
6
4
2
2
II
9
5
4
3
III
12
8
6
4
4.1.3.2
光学用人工水晶の異物密度
光学用人工水晶の異物密度(100 cm3当たりの異物の個数)の等級は,表2による(4.2.5.3参照)。
表2−異物密度の等級(光学用)
等級
10 μm以上100 μm未満の粒径の異物密度(個数)
OPT I
0〜9
OPT II
10〜20
OPT III
21〜39
4.1.4
光学用人工水晶の脈理
脈理の大きさ,濃淡及び数は,限度見本以内とする。限度見本は,受渡当事者間の協定による(4.2.8参
照)。
4.1.5
振動子用人工水晶の赤外線吸収係数α3 500及びα3 585の等級
振動子用人工水晶のα値(α3 500又はα3 585のいずれか)による等級は,表3による(4.2.6参照)。
7
C 6704:2017
表3−α値による等級(振動子用)
等級
各等級の最大値
α3 500の場合
α3 585の場合
Aa
0.026
0.015
A
0.033
0.024
B
0.045
0.050
C
0.060
0.069
D
0.080
0.100
E
0.120
0.160
4.1.6
光学用人工水晶のα値及びシュリーレン法による等級
光学用人工水晶のα値及びシュリーレン法による等級は,表4による(4.2.6及び4.2.9参照)。
なお,OPT A,OPT B及びOPT Cは,α3 500又はα3 585のいずれかで決定する。また,OPT Dは,α3 500が
0.120以上か,又はα3 585が0.160以上のいずれでもよいが,シュリーレン法によって成長じま(縞)が見
えないものとする。
表4−α値及びシュリーレン法による等級(光学用)
等級
α3 500
α3 585
シュリーレン法
OPT A
0.033未満
0.024未満
測定しない
OPT B
0.060未満
0.069未満
測定しない
OPT C
0.120未満
0.160未満
測定しない
OPT D
0.120以上
0.160以上
成長じま(縞)が見えない
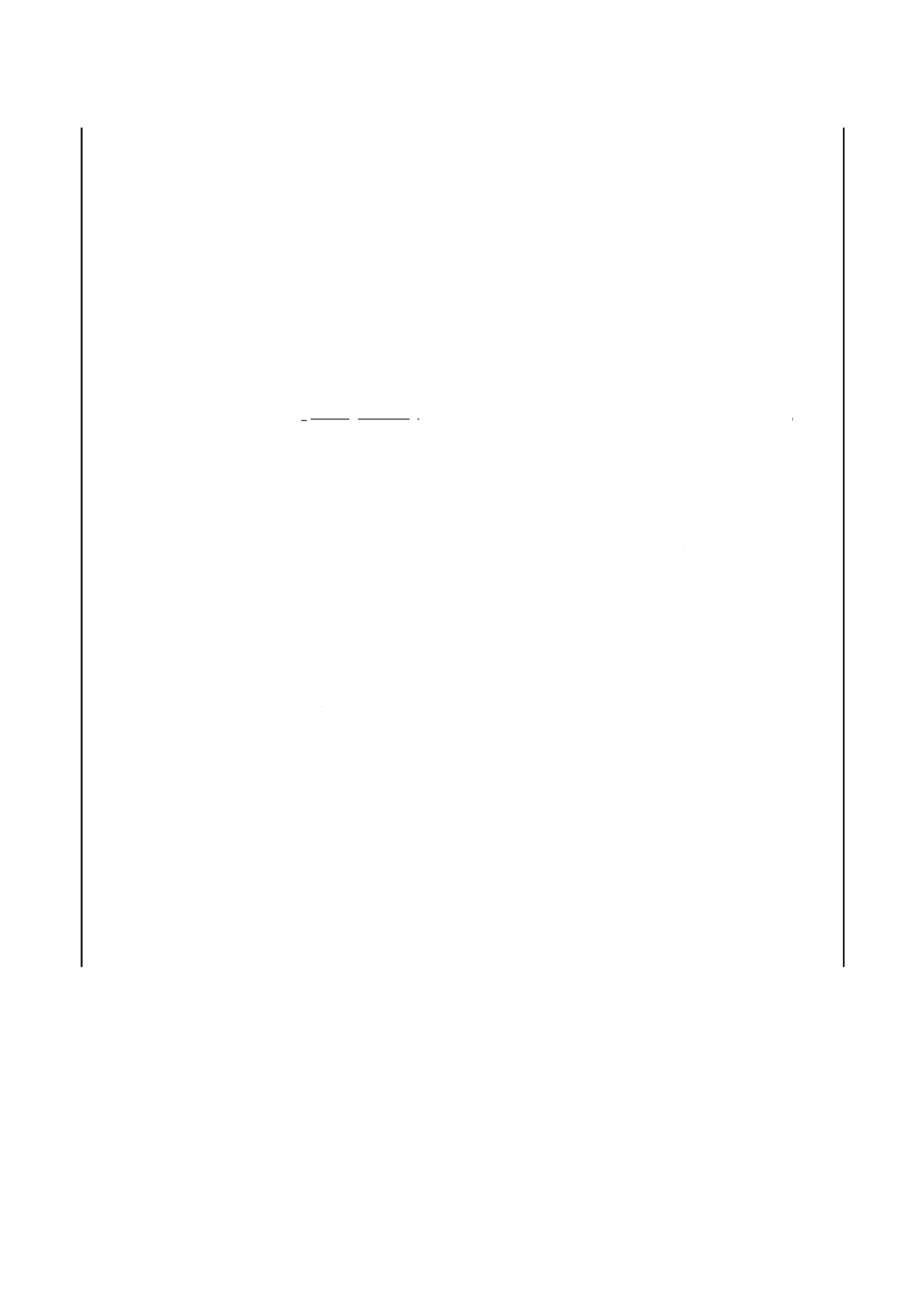
4.1.7
振動子用人工水晶の周波数温度特性
振動子用人工水晶の周波数温度特性は,25 ℃での周波数を基準として,15 ℃及び35 ℃で測定した周
波数変化率を測定して評価する。4.2.7によって測定したときの周波数変化率は,次による。
− 15 ℃のとき +0.5×10−6〜+1.5×10−6
− 35 ℃のとき −0.5×10−6〜−1.5×10−6
4.1.8
エッチチャンネル密度
4.1.8.1
振動子用人工水晶のエッチチャンネル密度ρ
振動子用人工水晶のエッチチャンネル密度ρ(1 cm2当たりのエッチチャンネルの個数)の等級は,表5
による(4.2.10参照)。
表5−エッチチャンネル密度の等級(振動子用)
等級
ρの最大数
1aa
2
1a
5
1
10
2
30
3
100
4
300
4.1.8.2
光学用人工水晶のエッチチャンネル密度ρ
光学用人工水晶のエッチチャンネル密度ρ(1 cm2当たりのエッチチャンネルの個数)は,4.2.10で測定
8
C 6704:2017
したとき,100以下とする。
4.1.9
光学用人工水晶の内部透過率
厚さ2 mmの試料の内部透過率は,波長400 nm,550 nm,650 nm及び1 500 nmにおいて,0.998以上と
する(4.2.11参照)。
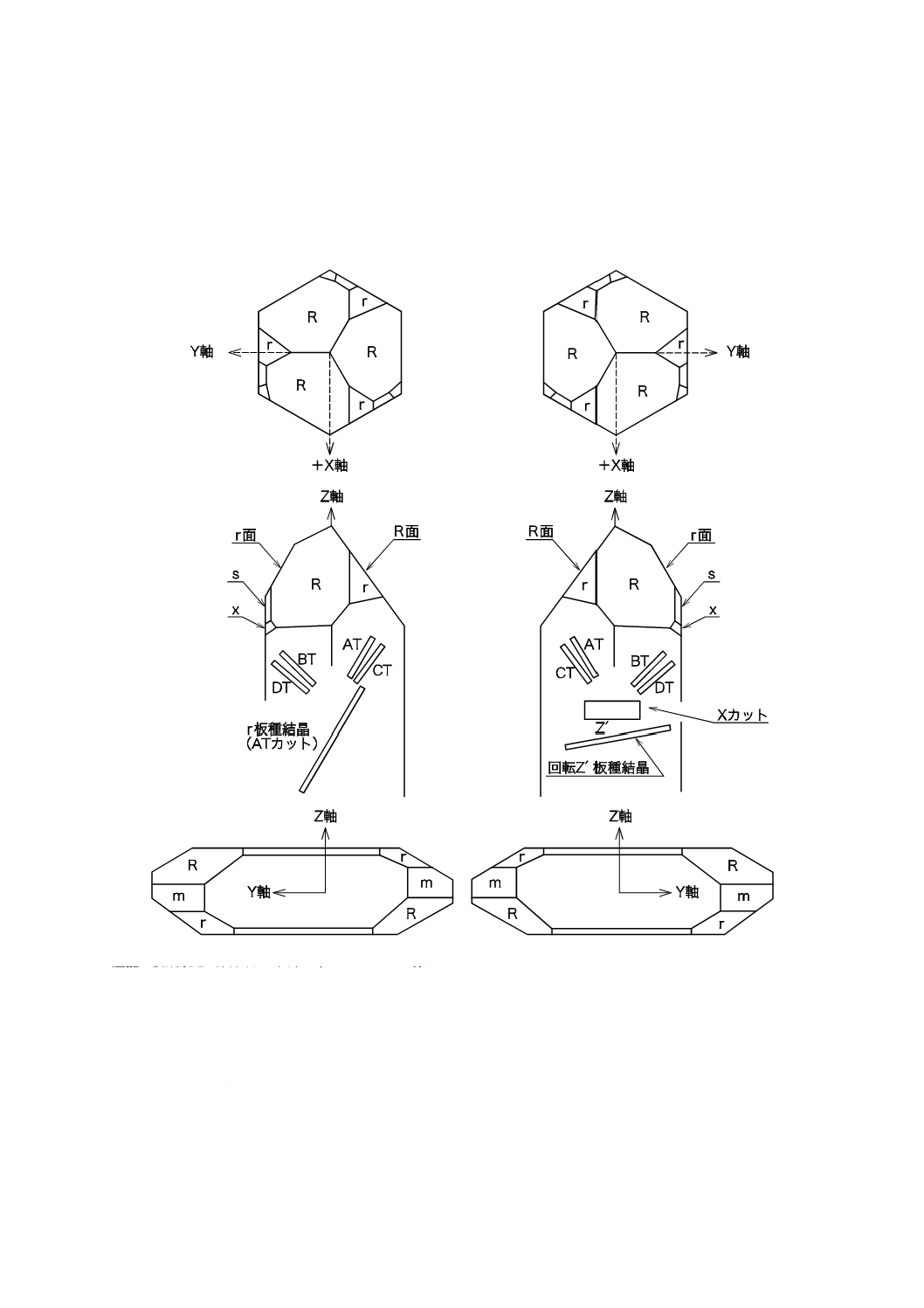
注記 接眼鏡を時計回りに回すと,コノスコープ像は
収縮する。
注記 接眼鏡を時計回りに回すと,コノスコープ像は
広がる。
a) 左水晶
b) 右水晶
図1−水晶の結晶軸及び水晶カット方位
4.2
要求事項及び試験方法
4.2.1
種結晶の方位
種結晶方位の角度偏差は,公称値±0.5°とする。
4.2.2
右水晶又は左水晶の区別
9
C 6704:2017
右水晶又は左水晶の区別は,種結晶で規定する(図1参照)。
4.2.3
人工水晶の寸法
4.2.3.1
概要
人工水晶の寸法は,受渡当事者間の協定による。測定は,ノギス又はくぼんだ部分の測定が可能なネッ
クノギス(附属書D参照)で行う。
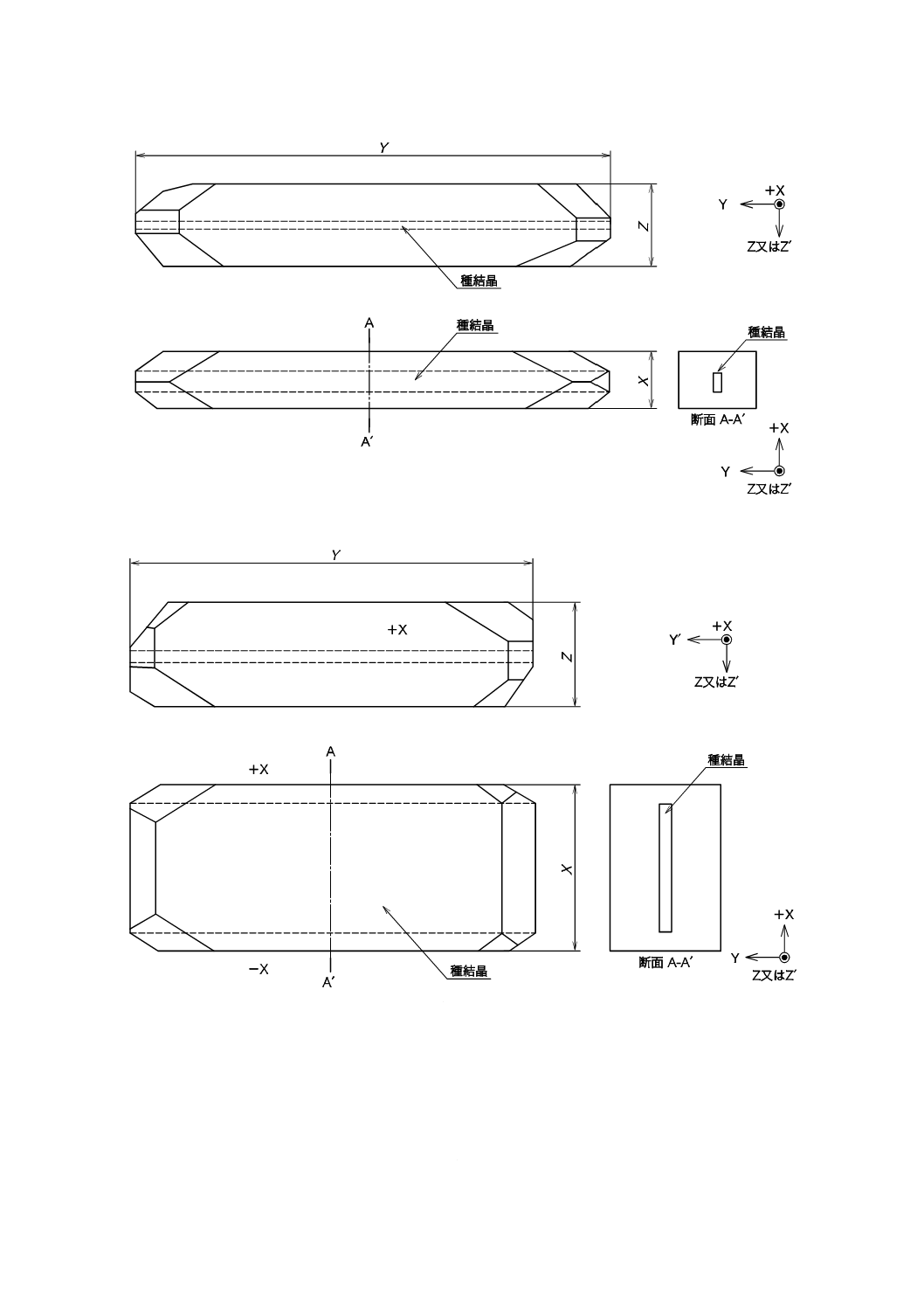
4.2.3.2
寸法Y又はY´
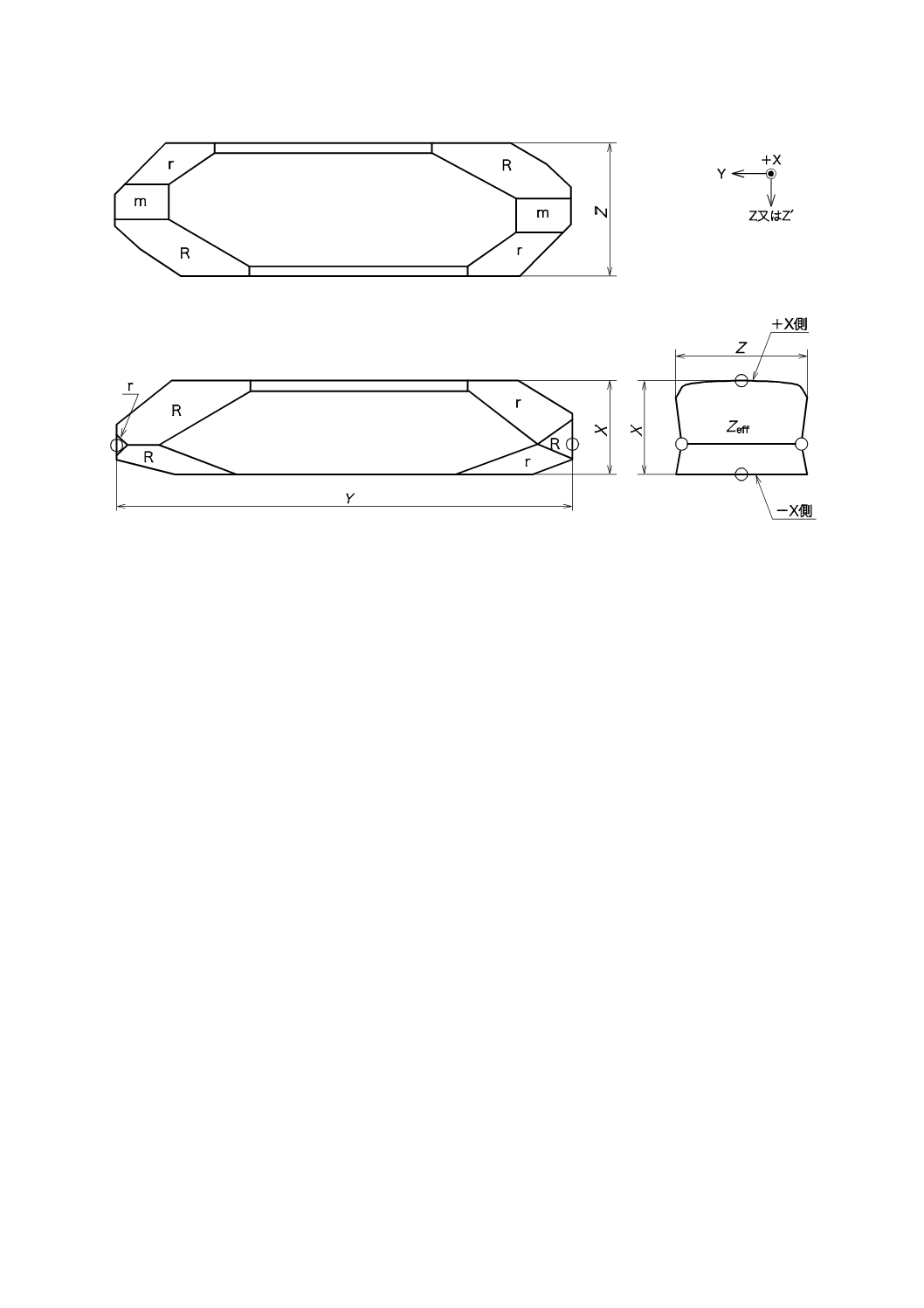
Y又はY´は,図2 d) に示すとおり,Y軸又はY´軸方向の寸法とする。
4.2.3.3
寸法Z又はZ´
Z又はZ´は,図2 c) に示すとおり,+X領域におけるZ軸又はZ´軸方向の寸法とする。
4.2.3.4
寸法Zeff又はZ´eff
Zeff又はZ´effは,図2 c) に示すとおり,Z軸又はZ´軸方向の有効Z寸法とする。
4.2.3.5
寸法Zmin又はZ´min
Zmin又はZ´minは,図2 d) に示すとおり,Z軸又はZ´軸方向の最小Z寸法とする。
4.2.3.6
寸法X
Xは,図2 c) に示すとおり,X軸方向の寸法とする。
a) Y断面図
b) X断面図
c) 寸法Z及びZeffの図解
d) 寸法Zminの図解
図2−Zカットの種結晶を用いて育成した人工水晶の断面図
4.2.4
種結晶の寸法
4.2.4.1
寸法Z又はZ´
10
C 6704:2017
Zカット又は回転Zカットの種結晶の寸法(厚さ)Z又はZ´は,3 mm以下とするが,必要な場合は受渡
当事者間の協定による。
4.2.4.2
寸法X
種結晶の寸法Xは,受渡当事者間の協定による。
4.2.5
欠陥
4.2.5.1
双晶
使用領域内に,電気的双晶又は光学的双晶は認めない。双晶の有無の確認は,目視検査による。
4.2.5.2
クラック又は欠け
使用領域内に,クラック又は欠けは認めない。クラック及び欠けの有無の確認は,目視検査による。
4.2.5.3
異物密度
4.2.5.3.1
概要
測定方法には,次の二つの方法があり,いずれかを選択する。
− 方法1 単位面積当たりの異物数を,粒径の区分ごとに,円形の視野をもつ30〜40倍の実体顕微鏡を
用いて数える。このとき,升目けい線入りの目盛付きスケール付きの顕微鏡で,黒いつや消しの背景
に強い側面照明(ハロゲンランプなど)を当てながら行う。透明度が必要な場合には,屈折率が水晶
に近い液体(屈折率nは,約1.55)を試料に塗布する。算出例を,附属書Bに示す。
− 方法2 方法1の適用が困難な場合には,等級ごとに規定する異物の最大許容数と同等の限度見本と
比較して判定する。透明度が必要な場合には,屈折率が水晶に近い液体中で,又はこのような液体を
塗布して行う。このとき用いる限度見本は,受渡当事者間の協定による。限度見本の作製例を,附属
書Cに示す。
4.2.5.3.2
抜取り
異物密度又はエッチチャンネル密度の品質管理が必要な場合は,通常,膨大な時間のコスト,労力及び
費用を省くため,人工水晶及びその領域の抜取方法は受渡当事者間の合意に基づいて簡略化した方法を用
いる。
この方法は,少ない試料であっても,異物密度又はエッチチャンネル密度が最大値よりも明らかに下回
る状況では,望ましい廉価な検査の一つとして有効である。このような状況に到達できない場合は,適切
な密度のコントロールのために,より厳しい検査計画が必要であり,これは受渡当事者間で協定する。
品質保証水準検査に適合し,また,その水晶及び計測数値が十分に代表的なものであることを保証する
ために,有効な統計方法が必要である。抜取手順及び統計的信頼度試験の原理は,文献(JIS Z 9015-1な
ど)に記載されているので,ここでは省略する。
4.2.5.3.3
ロットの抜取り
ロットの抜取りは,母集団を代表するように行う。抜取数は,ロットの大きさ,人工水晶のタイプ,用
途,平均値と目標密度との差異及び要求する受入品質水準AQLに依存する。このAQLは,それぞれの異
物の粒径区分でのロット評価による密度が,適用等級の最大値以下であることを保証する。抜き取ったサ
ンプル集団は,異物密度についてそのロットを代表するものとする。
4.2.5.3.4
検査領域
異物の検査領域は,顕微鏡の視野内(又は升目けい線内)であって,人工水晶の高さ又は顕微鏡で操作
可能な焦点深度範囲とする。この検査領域内の異物は,全て集計する。検査領域は,最終製品において機
能する部分(通常は,図3に示すZ領域)を主体に含むように選ぶ。これらの検査領域内で異物密度の高
い部分があっても,除外しない。1本の結晶当たりの検査領域の数は,集計の信頼度をもたせるために6
11
C 6704:2017
か所以上とする。異物密度にばらつきがある場合には,検査領域の位置をばらつきに合わせて適切に分散
させる。一般的に,人工水晶は,Y方向に長く,X方向及びZ方向には短い。通常,異物密度は成長方向
に沿った変化が最も大きいため,Z領域ではZ方向の変化が最も大きい。このため,寸法Zの大きい結晶
では,Z方向に種結晶からの距離が異なる検査領域を数箇所選ぶ。Y方向又はX方向に密度の変化がある
場合には,同じように,検査領域を選択する。
検査領域の分布をとるために,人工水晶の−X面に,種結晶に直交するZ´方向のけい線を10 mm間隔で
Y方向全体に引く。異物集計の検査領域は,これらの升目の中から必要な部分を選択する。例えば,Z領
域が視野直径の2倍程度の小形結晶で種結晶から異なる距離の検査領域を設定する場合には,種結晶から
近い部分と遠い部分とを交互に置く。大形の結晶では,異物密度の高い部分があっても,その部分を除外
しないように検査領域をZ方向に連続して設定する。よく用いる幾つかのサンプリング方法を,附属書A
に示す。
a) ATカット板及びrカット板配置図
b) Xカット板,Yカット板及びZカット板方位図
図3−典型的な切断方位の例
4.2.5.3.5
異物測定
異物測定は,升目の範囲内で顕微鏡を上下させ,測定する円形又は長方形を視野移動させながら,次の
12
C 6704:2017
ように行う。
試料の寸法Xが比較的小さいアズグロウンY棒水晶の場合,視野移動は長手方向だけでもよい。−X面
を上にし,横方向から照明を当て,有効使用領域の一端から検査を開始し,X方向の円筒体積内で測定を
行う。−X面の直下から測定を始め(面上の粒子は無視する。),焦点の合った全ての異物を,表1の粒径
区分ごとに数を集計する。次に,鏡筒を移動させ,新たに焦点の合った異物の粒径区分ごとの数を集計す
る。これを選択した寸法X範囲内で繰り返し,更に次の検査領域でも同様の作業を繰り返す。
異物密度は,粒径区分ごとの集計値を,検査領域全体の体積(cm3)で除して算出する。ロットからサ
ンプリングした全ての試料の平均値を記録する。必要な場合には,ロットからサンプリングした試料の異
物密度の最大値及び最小値を記録する。計算例を,附属書Bに示す。
4.2.6
α値による評価
4.2.6.1
概要
α値は,Yカットの試料を用いて,波数3 800 cm−1又は3 979 cm−1を基準として,波数3 500 cm−1又は
3 585 cm−1で赤外分光光度計を用い,透過率を測定する。また,一つのロットにおいて結晶の寸法Z分布
とともに変化すると知られており,寸法Zが最大の結晶(最もα値が大きい結晶)はロットの特性を示す
のに用いる。他の結晶(例えば,平均的な寸法Zの結晶)はロットの更なる評価のために測定する。
水晶の赤外線測定には,二つの方法が用いられてきた。当初は,分散型で,規定の波数の単一ビームの
範囲で試料が照射されるように調整する方法であった。その後,全ての関連した波長を同時に抽出するフ
ーリエ変換赤外分光光度計(FT-IR)が開発された。この方法は,広い範囲にわたって透過率を収集するた
めに,干渉計を用いる。検出器信号は,測定装置に組み込まれたコンピュータに送られ,単一ビームスペ
クトルに変換するためにフーリエ変換と呼ばれるアルゴリズムがインターフェログラム干渉計上で実行さ
れ,α値を推定する。近年,FT-IRは分散型赤外分光光度計よりも広く用いられている。分散型赤外分光光
度計及びFT-IRは,いずれも,規定の波数で試料全体の位置のα値を測定することができる。また,測定
試料は,Z方向に沿って,狭いビームを用いてポイントごとに赤外線の吸収を測定し,Z位置に対応した
吸収率の分布を得ることもできる。
4.2.6.2
Yカット試料の準備
測定を行う結晶の寸法Yの中央部から,次の仕様の測定試料を作製する。α値は,ロット内での寸法Z
のばらつきを反映する。そのため,ロット中のα値が最も大きいと考えられる最大寸法Zの試料を測定に
用いる。
− 切断方位 Yカット
− 厚さ5.0〜10.0 mm
− 表面研磨 鏡面研磨仕上げ又はよく混合された平均粒径3 μmの研磨材による研磨仕上げ
4.2.6.3
赤外分光光度計の調整
赤外分光光度計は,スイッチを入れてから完全に安定するまで暖め,その後校正する。日々の校正では,
透過率の100 %調整,及び記録紙送り速度と試料の送りとを同期するように調整する。通常の評価では,
幅1.5 mmの絞りをサンプルビーム側に置く。小さいα値領域を測定する場合は,5 mm幅の絞りが適切で
ある。絞りの高さ方向の寸法は,種結晶の寸法X又は5.0 mm以下とする。試料を付けない状態で,透過
率を100 %に調整をして波数を4 000 cm−1から2 000 cm−1まで移動させながら,100 %ラインが一定の状
態に保たれていることを確認する。100 %ラインが一定に保たれていない場合は,赤外分光光度計のバラ
ンス調整を行う。
4.2.6.4
Yカット試料の測定
13
C 6704:2017
次に,鏡面研磨したYカット試料を試料ホルダに入れ,送り装置に装着する。波数をOH吸収バンド外
の基準波数領域に設定する(通常は,3 800±3 cm−1)。波数を固定した状態で,試料を送り装置の上で赤
外ビーム中を通過させるのと同期して記録紙を送る。この場合,Yカット試料のZ領域(図2及び図3参
照)で測定する。基準波数領域のノイズが問題になる場合は,波数を3 979±3 cm−1としてノイズを減ら
してもよい。基準波数領域の測定ラインが種結晶境界の外側で平らでない場合は,ふっ素系油脂を半ポリ
ッシュ状態の両研磨面に薄く塗ることによって改善される。基準波数領域測定の間,ベースラインの揺ら
ぎは,透過率で±1.0 %を超えないようにする。基準波数領域の測定後,波数を3 500±3 cm−1又は3 585
±3 cm−1のいずれかを選んで設定する。試料は最初の測定の開始位置に戻し,同時に記録紙も基準波数領
域測定の開始点まで巻き戻す。その後,測定波数で赤外線吸収の場所による透過率の変化を記録する。校
正α値(最大値及び最小値)は,上記の測定から,式(2)によって算出する。
t
I
I
2
10
1
10
log
log
−
=
α
··································································· (2)
ここに,
I1: 基準波数(3 800又は3 979)の透過率(cm−1)
I2: 吸収波数(3 500又は3 585)の透過率(cm−1)。ただし,3 585
はピーク値。
t: 測定試料の厚さ(cm)
α値の最大値及び最小値の読みが標準値に対して±0.004の範囲で再現性がある場合は,分光光度計の校
正は良好とみなす。標準試料で装置の読みを補正するときは,計算値によって補正してもよい。ただし,
標準値は,製造業者が標準試料で数回の測定実績によって決定する。
α値の測定は,次の条件で行う。
a) 測定波数 次による。
基準波数領域:3 800 cm−1又は3 979 cm−1
吸収波数 :3 500 cm−1又は3 585 cm−1
b) スリット 次の寸法のスリットを,サンプルビーム側に置く。
幅 :1.5〜5.0 mm
高さ:種結晶の寸法X又は5 mm以下とする。
c) 測定領域 試料のZ領域部分に赤外線を透過させる。ただし,種結晶の中心から±2.0 mmの領域及び
ランバード加工によって研削した領域は,評価から除く。
d) 試料の方向 試料は,+X方向を上向きにして試料台へ載せる。
校正後,それぞれの試料(なるべく,鏡面研磨してある試料)を基準波数領域及び波数3 500 cm−1又は
3 585 cm−1で走査する。研磨仕上げの場合には,油膜を試料表面に塗布する。α値は,式(2)で算出する。
4.2.6.5
標準試料による赤外分光光度計の補正
装置ごとの測定値の相違は,測定条件及び測定手順の統一だけでは解決できないため,標準試料による
装置ごとの補正を必要とする。標準試料を用いた赤外分光光度計の推奨する補正方法を,附属書E及び附
属書Gに示す。
4.2.7
水晶振動子の周波数温度特性
周波数温度特性評価の水晶振動子の仕様は,次による。
− 周波数:10 MHz±10 kHz(基本波)
− 位置:Z領域
14
C 6704:2017
− 切断方位:ATカット35°15′±30″
− 形状:正方形で一辺はX軸に平行
− 外形寸法:8 mm×8 mm
− 電極直径:4 mm±0.1 mm
− 周波数低下量:70 kHz〜90 kHz
− 電極材料:銀又は金
− 支持位置:対角の2点
− 表面仕上げ:研磨(研磨材の平均粒径は,3 μm未満とする。)後,200 kHzの周波数に相当するエッチ
ングを行う。
− 平たん度:直径6 mmの円の範囲でオプチカルフラットガラスを通した単色光による干渉じま(縞)
が,ナトリウム光の測定では5本,緑色光の測定では6本以下とする。
− 平行度:表面両方での平行度は10″以内とする。
− 封じ:常温常圧の乾燥窒素ガス雰囲気中で密封を行う。
測定は,JIS C 6701の附属書3(励振レベル依存性の測定方法)に規定する方法で,励振レベルを約0.1
mW以下とし,15 ℃,25 ℃及び35 ℃での周波数を測定し,周波数温度特性で最小傾斜及び最大傾斜を
とる(図4参照)。
図4−試験試料の周波数温度特性
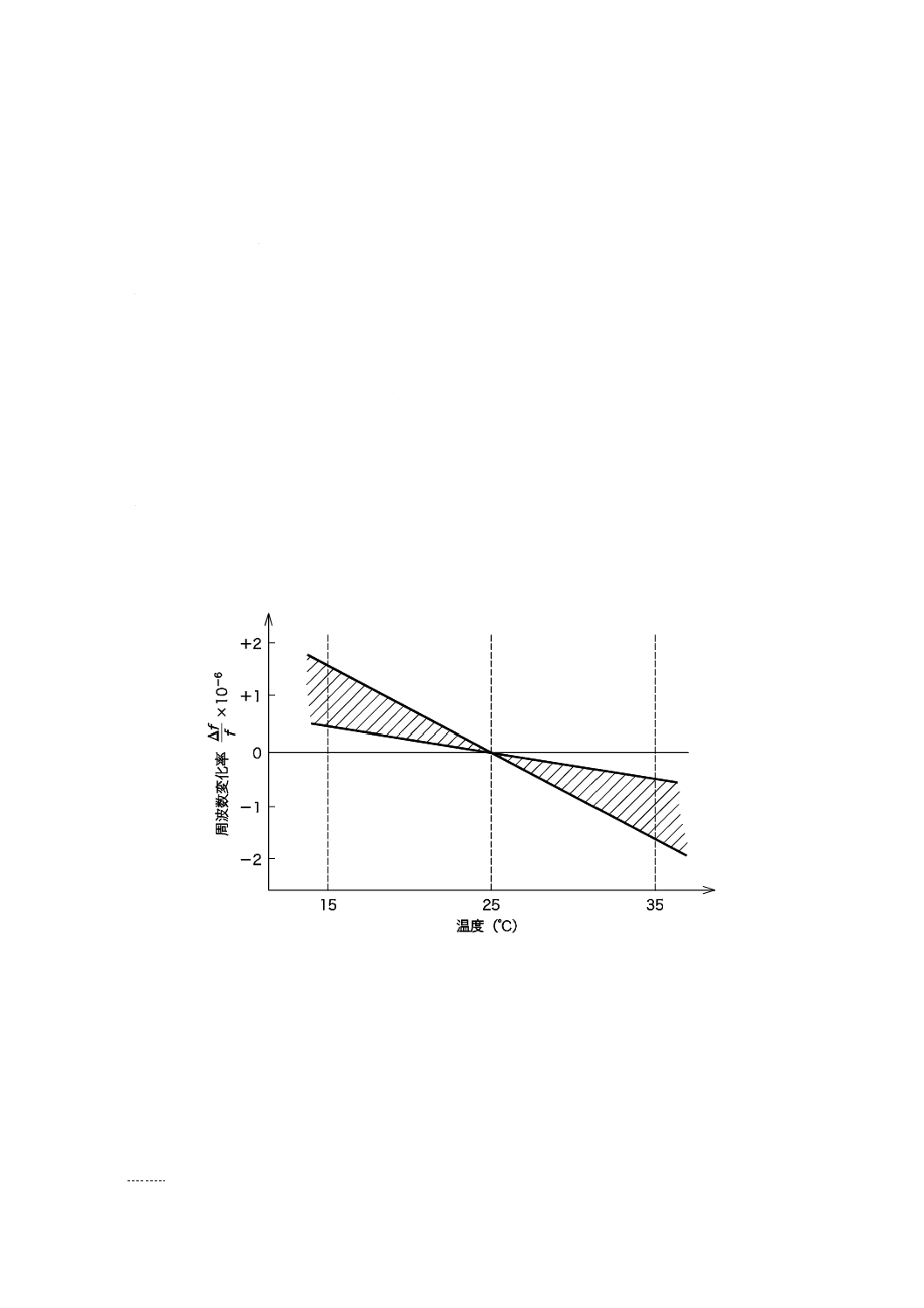
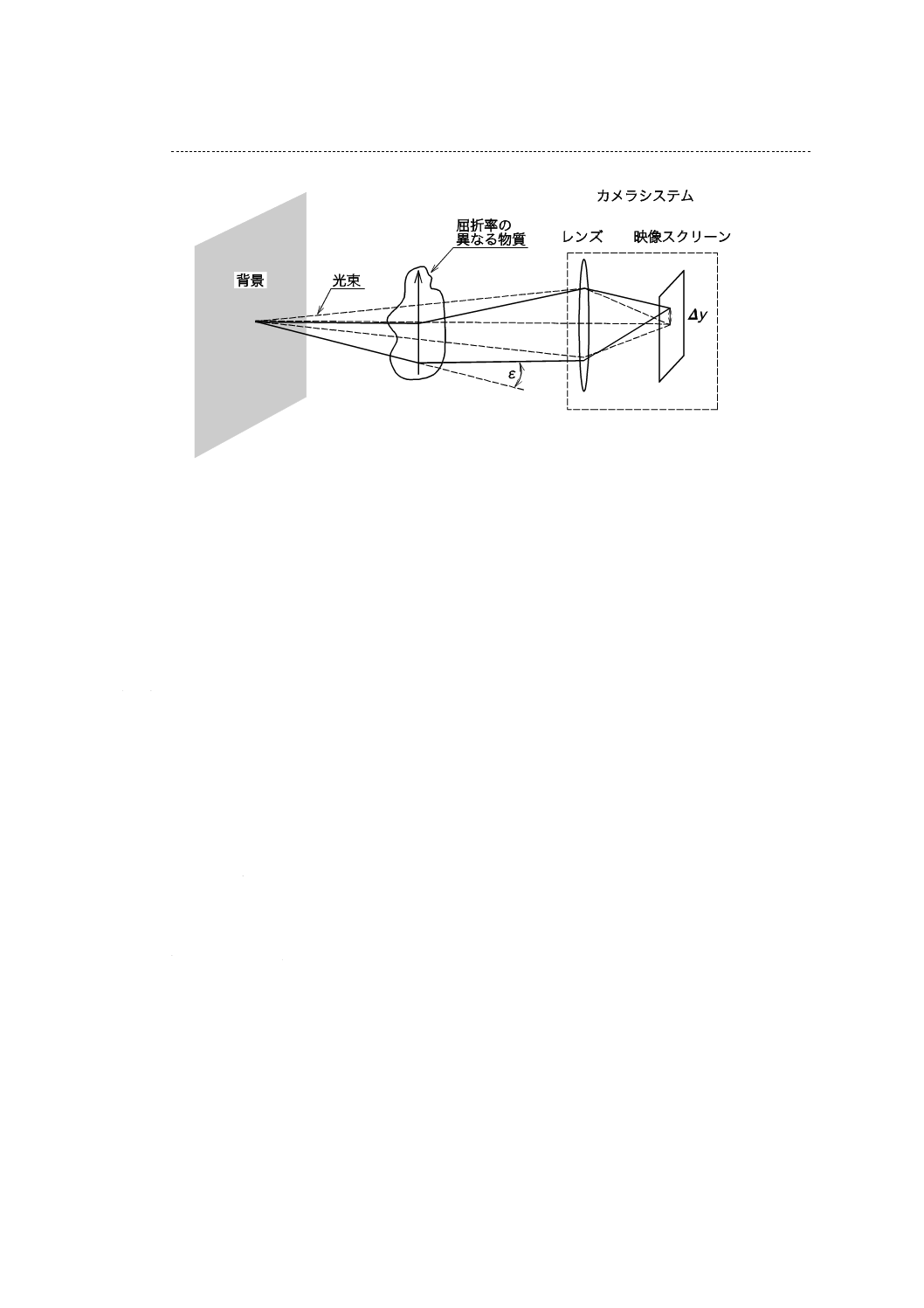
4.2.8
光学用人工水晶の脈理
ランバード人工水晶の脈理はシリコンオイルのような屈折率がほぼ同じ液体を塗布することによって白
色光で観察できる。ランバード人工水晶はクロスニコル1) の状態の偏光板の間に置かれた状態で,脈理が
Z方向から観察できる。脈理は,数,大きさ及び濃度を限度見本と比較する。また,これらは,シュリー
レン法又はこれと同類の装置によって数ミリの厚さの透明研磨をしたYカット試料で観察できる。代表的
なシュリーレン法の光学系を,図5に示す。
注1) 光路に,偏光子に加えて検光子を差し込んだ状態をクロスニコル(直交ニコル)という。この
15
C 6704:2017
状態は偏光子と検光子との偏光方向が直交しているため光線が遮断され,暗視野に見える。
図5−シュリーレンシステムの例
4.2.9
光学用人工水晶の成長じま(縞)
Y軸方向に対し,垂直に切断し透明研磨をした試料を用いて,シュリーレン法,又は同様の装置を用い
て成長じま(縞)を観察する。
4.2.10
エッチチャンネル密度
4.2.10.1 概要
エッチチャンネル密度は,エッチングされたAT板試料のチャンネル本数を顕微鏡で測定する。具体的
な試験方法は,4.2.10.2〜4.2.10.4による。
4.2.10.2 ロットのサンプリング
結晶のエッチチャンネルは,種結晶に先天的に存在するケースと成長過程で後天的に発生するケースと
がある。したがって,育成前に種結晶のエッチチャンネルのグレード分類を行い,記録に残しておくこと
が望ましい。さらに,オートクレーブ中に種結晶が置く位置によって,種結晶加工層の溶解量及び異物の
含有量が異なり,これらが原因で後天的に発生するエッチチャンネル密度にばらつきが生じるため,これ
らを考慮してサンプリングを行うことが望ましい。
4.2.10.3 エッチング用試料の準備
試料は,次によって製作する。
− 位置:Z領域
− 仕上げ厚さ:6.0〜10.0 mm
− 切断方位:ATカット35°15′±3°
− 形状:種結晶の寸法X以上の,寸法Xをもつ角板又は丸板
− 表面仕上げ:平均粒径11.5 μm未満の研磨材で研磨する。ただし,前の研磨材による加工層を残さな
いように研磨する。
4.2.10.4 試料のエッチング方法
エッチング試験は危険を伴うので,ドラフト内で十分な安全備品を用いて,慎重に作業を進める必要が
ある。まず,温浴バスを用いて,ふっ化水素アンモニウム(示性式:NH4F・HF)の飽和溶液を作り,75±
2 ℃に保つ。次に,研磨及び洗浄したAT板試料を飽和溶液に浸す。エッチング作業の間は,溶液をかき
16
C 6704:2017
混ぜるか,又は試料をゆっくり動かすのがよい。約4時間エッチングを行い,エッチングの層厚さが0.1
〜0.12 mmとなるようにエッチングレートを安定化させ,エッチング終了後に十分洗浄する。
4.2.10.5 エッチチャンネル密度測定方法
試料のATカット面のZ成長領域に,0.25 cm×0.25 cm又は0.5 cm×0.5 cmの正方形の格子の印を付ける。
格子の正方形は,できるだけ種結晶の高さに合ったZ領域の長方形部分だけに描き,種結晶の中心線から
2 mm以内は避ける。測定は,試料に−X方向から平行光線を当て,30〜40倍率の顕微鏡で行う。このと
き,試料深部でのエッチチャンネルを数えるのを避けるために,試料表面上に焦点を合わせる。それぞれ
の正方形に見えるエッチチャンネルを全て数え,平均数を計算し,1 cm2当たりの平均数に換算する。0.25
cm×0.25 cmの場合は16倍,0.5 cm×0.5 cmの場合は4倍して,1 cm2当たりの平均数に換算する。
4.2.11
光学用人工水晶の内部透過率
内部透過率は,次の手順で測定する。
a) 二つの試料を,同じ人工水晶から切断する。
b) 試料の切断方位は,Y軸±60′に対して垂直方向とする。
c) 二つの試料の厚さは,それぞれ5 mm及び10 mmとする。
d) 二つの試料の両面を,鏡面研磨する。
e) 内部透過率は,同一の結晶から切出し鏡面研磨した厚さ10.0 mm及び5.0 mmの2種類の試料を用い
て,分光光度計でそれぞれの試料への入射及び出射における表面反射損失を含む透過率を測定する。
測定波長は400 nm,550 nm,650 nm及び1 550 nmとする。
f)
5 mmの試料の内部透過率は,式(3)によって算出する。
2
1
T
T
=
τ
····················································································· (3)
ここに,
τ: 試料厚さD mmのときの内部透過率で,ここではD=5。
T1: 試料厚さ5.0 mmで得られる表面反射損失を含む透過率
T2: 試料厚さ10.0 mmで得られる表面反射損失を含む透過率
他の厚さの内部透過率の値は,式(4)によって算出できる。
()
()
×
=
τ
τ
In
5
expt
t
···································································· (4)
ここに,
In: 自然対数
exp: 指数関数
5: τを算出したときの試料の厚さ(mm)
t: 内部透過率を算出する,試料の厚さ(mm)
4.3
表示及び納入条件
4.3.1
表示
人工水晶の+X面又は−X面に,次の必要事項を明記する。
a) 製造業者名又はその商標
b) 種結晶の方位
c) 右水晶又は左水晶の別(RH又はLHとしてもよい。)
d) 製造ロット番号又はその略号 他の情報として要求がある場合は,明細書に次の項目を表示する。
1) 製造ロット番号
2) α値等級
17
C 6704:2017
− 振動子用の場合: Aa,A,B,C,D又はE
− 光学用の場合:
OPT A,OPT B,OPT C又はOPT D
3) 異物密度
− 振動子用の場合: Ia,Ib,I,II又はIII
− 光学用の場合:
OPT I,OPT II,又はOPT III
4) エッチチャンネル密度等級
− 振動子用の場合: 1aa,1a,1,2,3又は4
− 光学用の場合:
1aa,1a,1,2又は3
4.3.2
納入条件
納入条件は,受渡当事者間の協定による。
5
ランバード人工水晶
5.1
標準値
5.1.1
寸法公差
図6のa) 及びb) に示す,X軸及びZ軸又はZ´軸方向の規定寸法に対する許容差は,±0.2 mm以下と
する。
18
C 6704:2017
a) Y棒
b) Z板
図6−ランバード人工水晶の略図並びにX軸,Y軸及びZ軸方向の寸法
5.1.2
基準面の平たん度
基準面の平たん度は,0.2 mm以内か,又は受渡当事者間の協定による(5.2.4参照)。
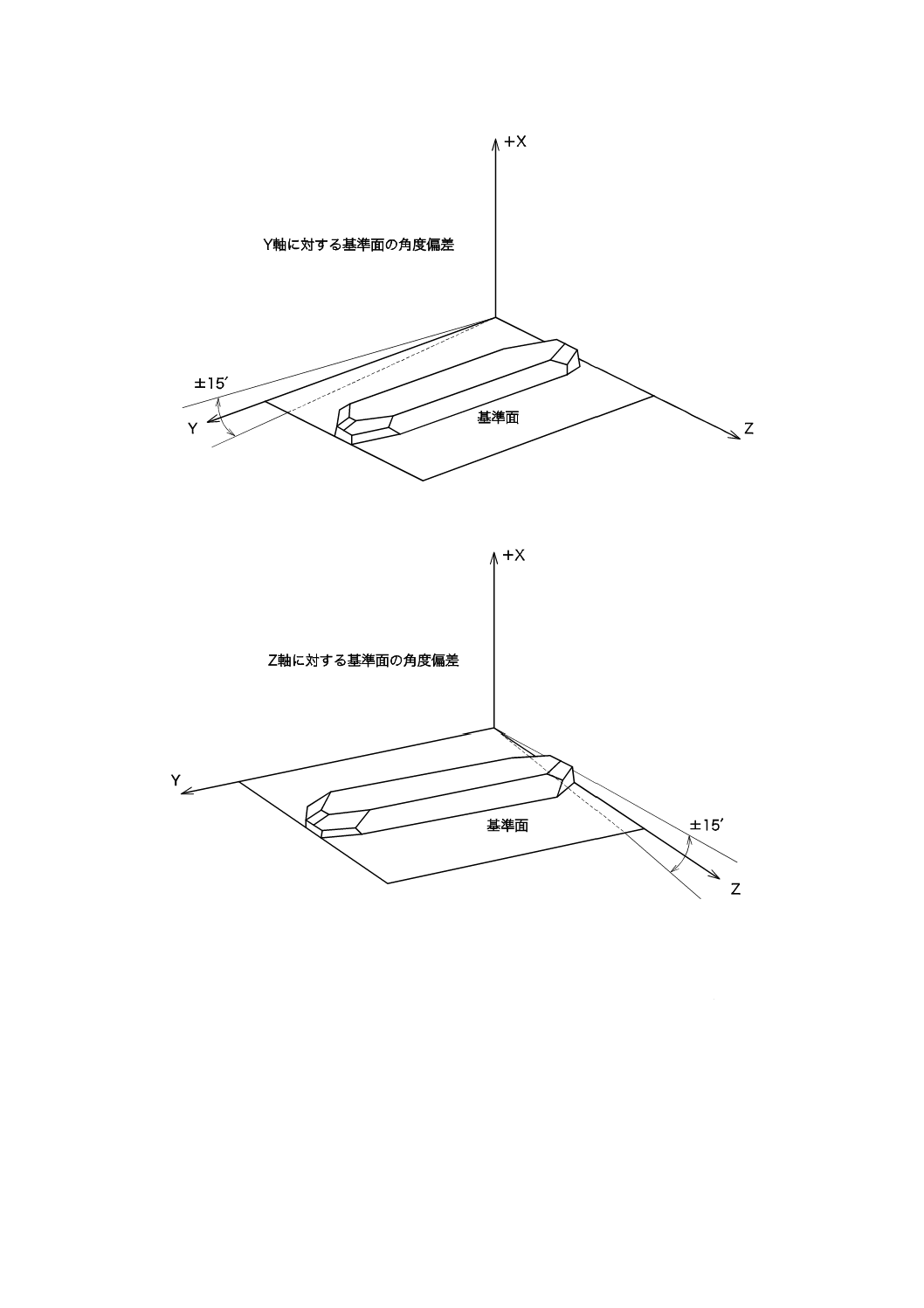
5.1.3
基準面の角度偏差
基準面の角度偏差は,規定の結晶軸に対して±15′以内とする(図7及び5.2.5参照)。
19
C 6704:2017
図7−基準面の角度偏差
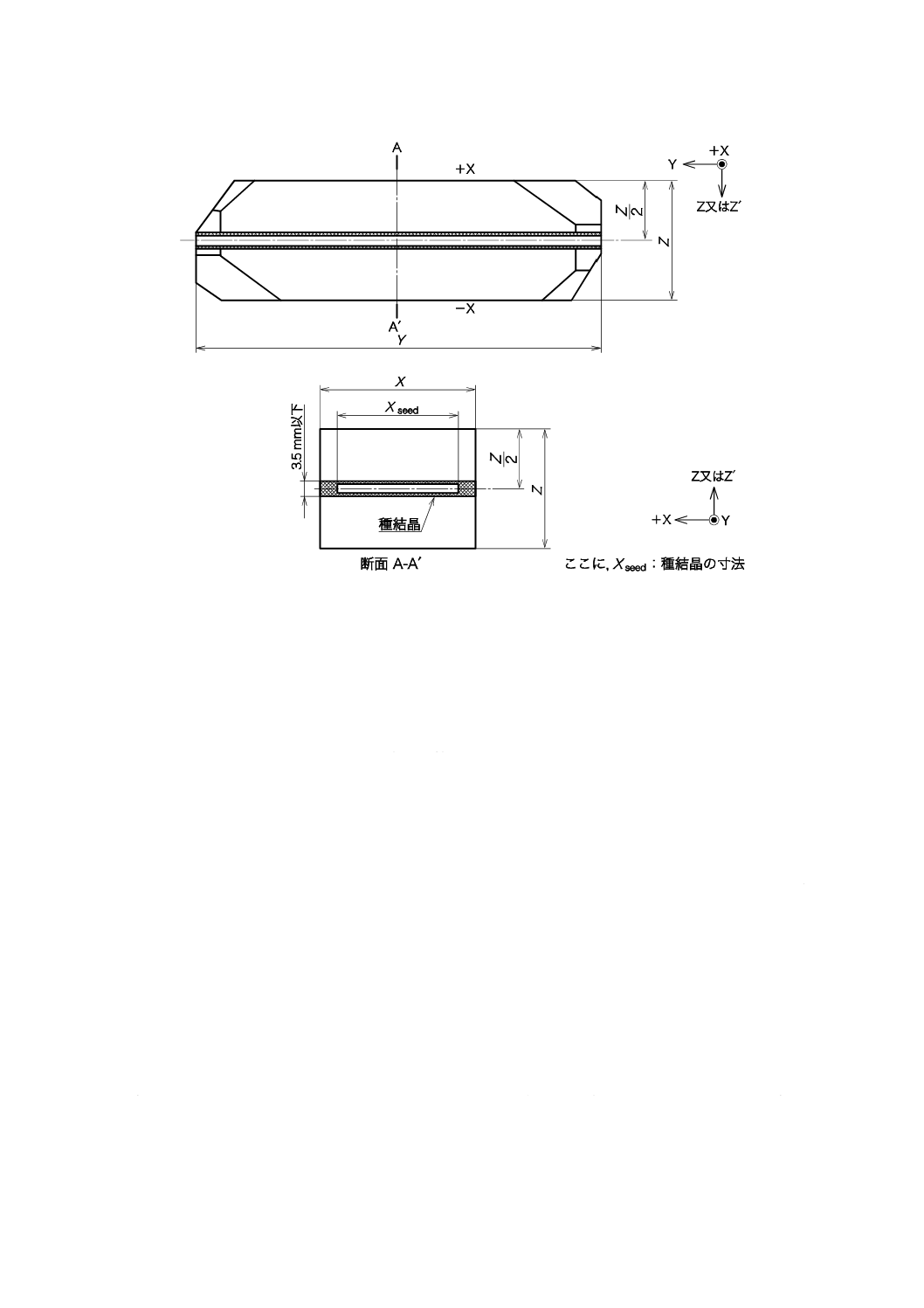
5.1.4
種結晶の位置
種結晶のZ方向の位置は,図8に示すZ方向の幅3.5 mmの網掛け部分に含める。斜線部分の中心位置
は,Z軸又はZ´軸方向の寸法の中心位置とする(5.2.6参照)。
20
C 6704:2017
図8−寸法Z又は寸法Z´と種結晶との中心位置関係
5.2
要求事項及び試験方法
5.2.1
ランバード人工水晶に用いるアズグロウン人工水晶
ランバード人工水晶に用いるアズグロウン人工水晶の要求事項及び試験方法は,箇条4による。
5.2.2
ランバード人工水晶の寸法
ランバード人工水晶の寸法は,受渡当事者間の協定による。測定は,ノギス又はマイクロメータで行う。
ランバード人工水晶の寸法は,図6による。X軸方向及びZ軸又はZ´軸方向の寸法は,X軸方向及びZ
軸又はZ´軸方向のそれぞれの軸に垂直に加工した二面間の寸法とする。Y軸方向の寸法は,Y軸又はY´
軸方向の最大部の寸法とする。
5.2.3
基準面の表示
目視で確認できるように,基準面に,識別表示を行う。識別表示の内容及び表示方法は,受渡当事者間
の協定による。
5.2.4
基準面の平たん度測定
測定は,ダイヤルゲージ先端をランバード上面に当て,リセット後に移動しながらゲージ針の揺れる範
囲を測定する。
5.2.5
基準面の角度偏差測定
基準面の角度偏差は,X線カット面検査装置で測定する。
5.2.6
種結晶の位置の確認方法
種結晶の位置の確認は,ランバードX面にマッチング液を塗布し,透明にしてからノギスで測定する。
5.3
納入条件
5.3.1
概要
21
C 6704:2017
納入条件は,受渡当事者間の協定による。
5.3.2
表示
育成ロット番号を+X面又は−X面に表示する。表示項目は,4.3.1による。
5.3.3
包装
ランバード人工水晶は,同一ロットであって,かつ,類似の寸法X及び寸法Z又は寸法Z´のものを一緒
に包装するのがよい。
5.3.4
ロット構成
同じ使用者に大量のランバード人工水晶を供給する場合は,同一ロットの人工水晶とするのがよい。
6
アズグロウン人工水晶及びランバード人工水晶の検査基準
6.1
アズグロウン人工水晶の検査基準
6.1.1
検査
検査は,ロットごとに行う。
6.1.2
ロットごとの検査
6.1.2.1
概要
ロットごとの検査は,グループA検査及びグループB検査から成る。
6.1.2.2
グループA検査
グループA検査の試験計画は,表6による。統計的抜取り及び検査は,JIS Z 9015-1又は受渡当事者間
の協定による。グループA検査で用いた試料を,グループB検査で用いてもよい。
表6−グループA検査の試験計画
試験
D又はND b)
試験条件a)
IL b)
AQL b)
%
要求事項a)
人工水晶の最大及び最小寸法の規格
ND
4.2.3
II
0.1
4.2.3.1
双晶
4.2.5.1
4.2.5.1
クラック又は欠け
4.2.5.2
4.2.5.2
異物密度
4.2.5.3
0.4
4.1.3
注a) 試験条件及び要求事項は,細分箇条番号を示す。
b) この表の記号は,次による。
D
:破壊試験(destructive)
ND :非破壊試験(non-destructive)
IL
:検査水準
AQL :合格品質限界
6.1.2.3
グループB検査
グループB検査の試験計画は,表7又は受渡当事者間の協定による。グループB検査は,グループA
検査に用いた試料から選んでもよい。
22
C 6704:2017
表7−グループB検査の試験計画
試験
D又は
ND b)
試験条件a)
寸法値の受入許容限界
要求事項a)
N b)
C b)
α値
D
4.2.6
使用目的によって受渡当事者間の協定によ
る,寸法の大きいサイズを代表する試料1本
以上
0
4.1.5
エッチチャンネル密度
D
4.2.10
受渡当事者間の協定による1本以上の試料
0
4.1.8.1
注記 エッチチャンネル密度及びα値の測定は,同じ試料を用いてもよい。
注a) 試験条件及び要求事項は,細分箇条番号を示す。
b) この表の記号は,次による。
D
:破壊試験
ND :非破壊試験
N
:試料の大きさ(Z板又はY棒)
C
:受入限界(許容不良数)
6.2
ランバード人工水晶の検査基準
6.2.1
概要
検査は,ロットごとに行う。
6.2.2
ロットごとの検査
6.2.2.1
検査ロット
検査ロットは,同時に加工し,検査用に提出したランバード人工水晶で構成する。
6.2.2.2
試験の要求事項
ロットごとの検査は,表8による。統計的抜取り及び検査は,JIS Z 9015-1又は受渡当事者間の協定に
よる。
表8−ランバード人工水晶の試験計画
試験
D又はND b)
試験条件a)
IL b)
AQL b)
%
要求事項a)
寸法及び公差
ND
5.2.2
II
0.4
5.1.1
基準面の平たん度
5.2.4
5.1.2
基準面の角度偏差
5.2.5
5.1.3
種結晶の位置
5.2.6
5.1.4
基準面の表示
5.2.3
0.1
5.2.3
注a) 試験条件及び要求事項は,細分箇条番号を示す。
b) この表の記号は,次による。
D
:破壊試験
ND :非破壊試験
IL
:検査水準
AQL :合格品質限界
7
人工水晶使用の指針
7.1
概要
7.1.1
一般事項
この人工水晶使用の指針は,指針を必要とする製造業者及び使用者の要望に対して,人工水晶が最も有
効に使用されることを目的とする。
23
C 6704:2017
7.1.2
人工水晶
人工水晶は,水熱合成法で育成する。オートクレーブに,適量の炭酸ナトリウム(Na2CO3),水酸化ナ
トリウム(NaOH)などのアルカリ水溶液を充塡する。オートクレーブの上部に種結晶を,下部に石英原
料を置き,密閉後に加熱して下部が上部よりも高温になるように維持する。この結果,高温高圧下で溶解
した下部の原料が,溶液の対流で上方に移動して種結晶上に析出することによって,人工水晶が成長する。
育成条件及び種結晶の方位,寸法などによって,形状,寸法及び特性が異なる人工水晶が育成される。十
分な管理下で育成した人工水晶は,形状及び寸法が制御され,均質な品質をもつ。
7.2
人工水晶の形状及び寸法
7.2.1
結晶軸及び面の名称
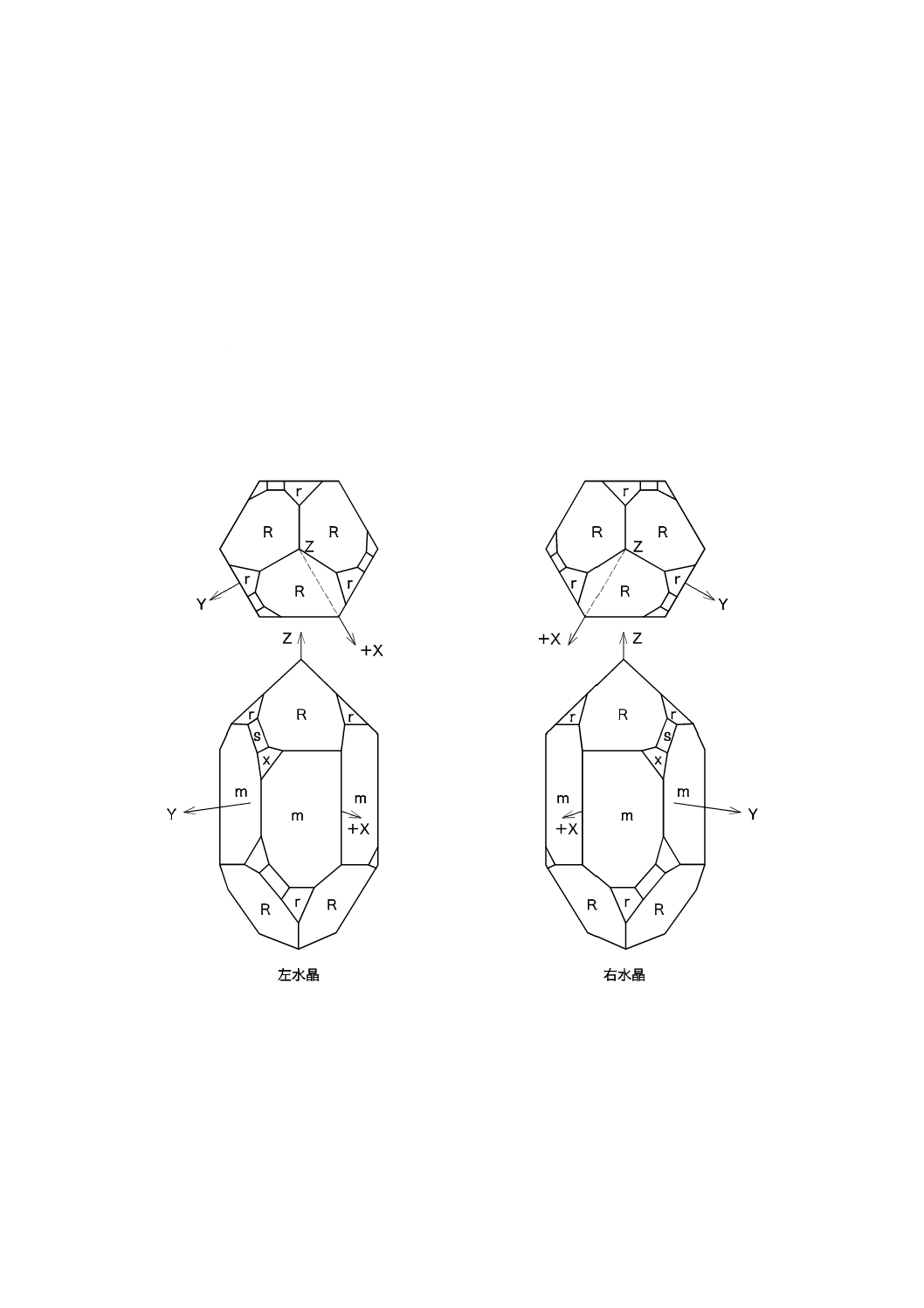
水晶の結晶軸,右水晶・左水晶及び座標系は,文献及び各国の規格で異なる。天然水晶の形状を,図9 a)
に示す。人工水晶は多くの場合,結晶面で完全に覆われる前に育成を中止するので,外形は図9 b) のよう
になる。育成する結晶は,種結晶の方位によって,図9のa) 及びb) とは異なる形状になる。
a) 天然水晶
図9−水晶の結晶軸及び面の表示
24
C 6704:2017
b) 人工水晶
図9−水晶の結晶軸及び面の表示(続き)
7.2.2
種結晶
種結晶の方位は,水晶振動子製造の経済効率を考慮して決める。Zカット及びrカットの種結晶で育成
した人工水晶からは,高周波帯域の厚みすべり振動に用いる振動子及び中間周波数帯域の輪郭振動に用い
る振動子を製造する。X軸回転系の種結晶は,低周波帯域の伸縮振動又は屈曲振動を用いる水晶振動子に
利用する。育成した結晶の種結晶の表面には,異物などで構成される薄い層(シードベール)が存在する
ことがある。
7.2.3
形状及び寸法
アズグロウン人工水晶は,特徴的な成長面で覆われている。アズグロウンY棒水晶の外観を,図10に
示す。人工水晶の形状は,種結晶の形状及び切断方位に依存する。人工水晶の寸法は,X軸方向,Y軸又
はY´軸方向,及びZ軸又はZ´軸方向の寸法で規定する。ただし,人工水晶の面は平たんでないため,図
10に規定するように,各軸方向の寸法を測定する。人工水晶の寸法は,育成効率及び水晶片製造の歩留ま
りを考慮して規定するので,人工水晶の製造業者と使用者とで十分に協議するのがよい。人工水晶はY軸
又はY´軸方向の両端にm,R及びrの各面が現れるため,振動子の切出し可能な有効長は短くなる。Z´軸
方向の最小寸法の正確な測定は,Z面が平たんでなく,かつ,平行でないため,煩雑で誤差も大きくなる。
したがって,人工水晶使用者の仕様が生産者の誤差範囲よりも厳しい場合は,プレディメンションド人工
水晶又はランバード人工水晶で対応するのがよい。
25
C 6704:2017
注記 種結晶の寸法Xの高さの割合,又は種結晶の方位によって結晶は別の形状をとる。
図10−アズグロウンY棒水晶
7.2.4
成長領域
成長領域は,種結晶を中心に種結晶の方位で定まる固有の成長面によって決定され,成長領域ごとに特
性も異なる。この規格に記載する一般的な成長領域内では,Z領域が最も高品質で,+X領域及びS領域
がこれに次ぎ,−X領域が最も品質が悪い。したがって,振動子の製造に当たっては,電極の下にはZ領
域だけを含むように製造することが望ましい。ATカット板水晶片及びXカット板水晶片を切断した場合,
各成長領域が水晶片にどのように含まれるかを,図3のa) 及びb) に示す。
7.3
一般試験による人工水晶の品質評価
人工水晶の欠陥及び不純物量は,育成条件,添加物及び成長速度に依存する。特に成長速度は,α値と
周波数温度特性という人工水晶の重要な特性に影響を及ぼす。すなわち,成長速度が速いとα値が増加し,
周波数温度特性にばらつきが生じる。人工水晶の品質指標は,以前には水晶振動子のQ値であった。5次
オーバトーン5 MHz振動子が,水晶片の保持及び振動子製造上の諸条件によるばらつきの影響を受けにく
く,そのQ値が人工水晶自体の内部損失をより正確に反映することから用いられた。ただし,この方法で
は直径の大きい水晶片を用いるため,目的とする振動子をZ領域から製造できないこともあった。
振動子製造によるQ値の測定には,多くの時間及び労力を必要とするため,現在ではα値を測定してQ
値を推定する方法を採用している。この方法は,微小成長領域の測定ができ,成長による変化も検出でき
る。さらに,労力及び費用がかからず,簡便に測定できるという特徴がある。等級C以上の人工水晶は,
良質な天然水晶と同等の周波数温度特性を示す(表8A参照)。したがって,このような結晶は,良好な周
波数温度特性を要求する高周波帯域の水晶振動子に用いる。よく制御され,かつ,育成工程がよく管理さ
れた同一ロット内では,α値のばらつきは小さい。特定の製造ロットから試料を抽出するときには,ロッ
ト内で寸法Z又は寸法Z´が最も大きい人工水晶を選択する。α値は成長速度に比例して大きくなるので,
寸法Z又は寸法Z´が最大の結晶は,同一ロット内で最大のα値を示す。したがって,α値の検査を,全て
26
C 6704:2017
の製品で行う必要はない。
人工水晶の品質評価方法として,水晶振動子の周波数温度特性の測定がある。切断角度は周波数温度特
性の直線的に変化する部分であるため,切断角度に対して最も鋭敏に変化が現れるように規定している。
水晶片の形状及び寸法は,切断角度を正確に測定できるように規定している。ただし,水晶振動子のQ値
は,保存又は製造上の影響を受けるので,人工水晶材料自体のQ値とはならない。
7.4
その他の人工水晶品質評価方法
7.4.1
概要
7.3の方法以外にも,結晶構造の完全性を評価する様々な方法が提案されているが,水晶振動子の電気的
特性との定量的な相関関係は,必ずしも明確ではない。唯一の例外が,7.3のα値を測定してQ値を推定
する方法であり,この方法は有効な品質評価方法である。
7.4.2
目視検査
水晶に屈折率の近い液体中,又はこのような液体を塗布した状態で強い側面照明を当て,目視で検証す
る。多数の異物を含む人工水晶は,目視検査によらないほうがよい。
7.4.3
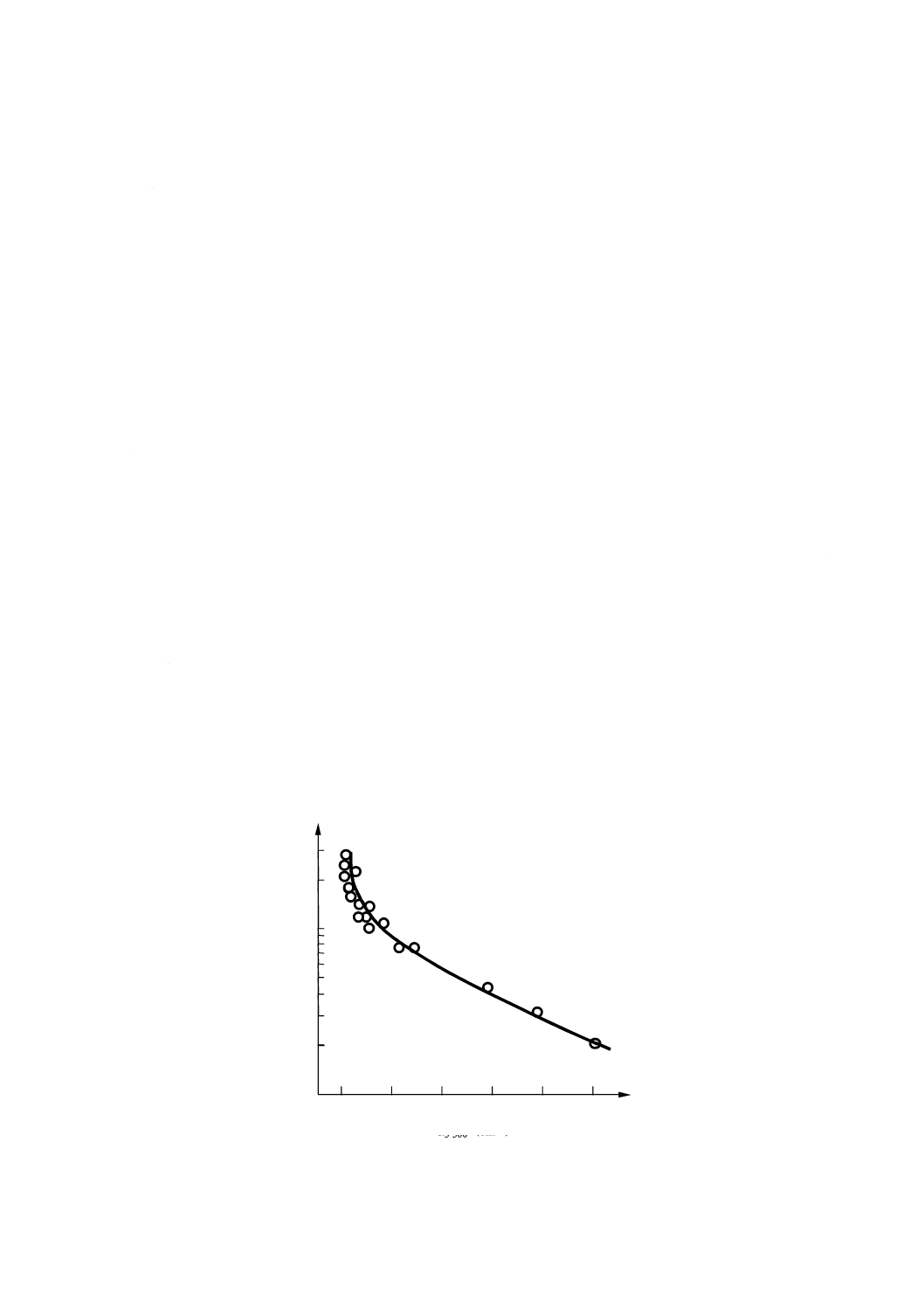
赤外線吸収による方法
結晶格子内のOH結合は,赤外領域の特定の波数を吸収する。人工水晶中に含まれる最も一般的な不純
物であるOH基は,赤外領域の3 500 cm−1及び3 585 cm−1の吸収係数から,その含有量を算出できる。OH
基の量が水晶の機械的損失と関連があるので,α値とQ値との相関を見い出すことができる。3 500 cm−1
のα値及びQ値測定用振動子から得た両者の相関の例を,図11に示す。通常,α値はZ領域で測定する。
また,−X領域の吸収はZ領域とは異なる。α値は,測定条件によって変化するので,次の事項を考慮す
る。
− 赤外線の光路に置かれた窓の寸法
− 測定点として選択した箇所が,成長過程のどの部分に相当するか。
− 測定時の偏光面
− 測定時の温度及び湿度
− 赤外分光光度計の個々の特性
図11−α値とQ値との相関の例(波数3 500 cm−1)
0
0.1
0.3
0.4
0.5
0.2
3.0
2.0
1.0
0.6
0.4
0.2
Q
×
1
0
6
α3 500(cm‒1)
Q
27
C 6704:2017
7.4.4
その他
天然水晶内部の双晶の検出に広く用いる化学的エッチングによる検査法は,双晶の存在が人工水晶で非
常にまれなため,必要としない。この方法は,転位の数を示すエッチピット及びエッチチャンネルを明確
にするために用いられることがある。
なお,エッチピットとは,固体の表面を化学腐食剤などで腐食する場合に生じるくぼみをいう。
不純物の全体の分布を観察するために,ガンマ線又はX線の照射を行う。照射による暗色化(暗褐色の
着色)は,不純物濃度及び成長領域に関係する。X線散乱のパターンは,結晶の完全性を示す有用な情報
になる。α値が低い場合は,散乱X線ビームを用いることによって,より明瞭なラウエパターンが得られ
る。ラング法によるX線トポグラフィーは,結晶欠陥の分布を検出するのに有効となる。ただし,これら
の方法の全ては,水晶振動子完成品の電気的特性との定量的相関性に欠けていることに注意する。
7.5
人工水晶のα値等級
α値等級には,6等級ある。等級Aa,等級A及び等級Bは,高品質な水晶振動子に適している。等級C
は,主に高い等級のα値と同等の優れた温度特性を要求する高周波産業用水晶振動子に適している。等級
D及び等級Eは,主に低価格の低周波用水晶振動子に適している。
なお,人工水晶では,品質の管理及び規定には物理的な測定値としてα値が用いられるが,Q値との対
応関係を示すことが望ましい。Q値は,α値を測定し,経験的な相関から得ることができる。α値の等級
と従来のQ値との相関を,表8Aに示す。
表8A−振動子用人工水晶のα値等級とQ値との相関関係
等級
各等級のα値の最大値
1987年以前のQ値
(×106)
α3 500
α3 585
Aa
0.026
0.015
3.8
A
0.033
0.024
3.0
B
0.045
0.050
2.4
C
0.060
0.069
1.8
D
0.080
0.100
1.4
E
0.120
0.160
1.0
7.6
人工水晶の異物及びエッチチャンネルの等級選択(要求があるときだけ適用),アルミニウム含有量
並びにスエプトクォーツ
7.6.1
人工水晶の異物の等級選択
異物密度には,5等級ある。等級Ia,等級Ib及び等級Iは,主にフォトリゾグラフ工程用に適している。
等級IIは,主に高周波で,かつ,高品質のバルク波用,SAW素子用などに適している。等級IIIは,大部
分の産業用水晶振動子に適している。
7.6.2
人工水晶のエッチチャンネルの等級選択
エッチチャンネル密度には,6等級ある。等級1aa及び等級1aは,長時間の化学エッチングが必要な厚
い水晶のセンサに適している。等級1及び等級2は,次の高品質な水晶振動子に適している。
− 高周波を基本波とする水晶振動子
− 高周波数のSAWデバイスに用いる水晶振動子
− 化学的エッチングのような工程を必要とする水晶振動子
等級3は,主に産業用水晶振動子に,また,等級4は,主に一般用水晶振動子に適している。
28
C 6704:2017
7.6.3
人工水晶のアルミニウム含有量
人工水晶はアルミニウムを含有する場合,それと対になったLi+及びNa+イオンが増加し,それらの動
きによって,振動子用として用いたとき,放射線照射による周波数変動が生じやすい。そのため,アルミ
ニウム含有量を制御する必要がある。
水晶のアルミニウム濃度の測定は,専門的な技術並びに専用の設備及び実験室が必要となり,通常の工
業的な生産での評価試験に用いるのは困難である。ただし,特別な場合又は技術評価が必要な機会が増え
てきているので,次に標準的なアルミニウム不純物含有量の測定方法の概要を記載する。
アルミニウム濃度は,Si原子百万個中に含むアルミニウム原子の個数で表し,化学分光法及び物理的方
法によって測定できる。化学分光法には,原子吸光法(AA),ICP発光法(ICP)及び直流プラズマ法(DCP)
があり,ふっ酸(HF)で水晶試料を溶かし,扱いやすくすることによって測定が容易になる。これらの方
法は,特にアルミニウム含有量が低いときには,正確な結果を得るために,かなり熟練を要する。物理的
方法としては,電子スピン共鳴(ESR),電子常磁性共鳴(EPR)及び液体窒素温度雰囲気中の試料の赤外
線吸収法がある。これら以外にも,簡易的に定性的な情報を得る手段として,X領域の放射線照射による
着色部を比較する方法もある。
7.6.4
スエプトクォーツ
7.6.4.1
概要
スイーピングした水晶を,スエプトクォーツという。スイーピングとは,高温で安定したZ成長の水晶
のZ軸方向に,高い直流電圧を印加する,電界による拡散処理のことである。この処理後,放射線照射に
よってアルカリイオンが解離されるとき,水晶中の欠陥Al3+−M(一価の補完イオン)は,アズグロウン
結晶中の水に由来するOH基によって,Al3+−OHに変換する。M+は電界によって,負の電極に拡散する。
スエプトクォーツは,放射線照射に起因する周波数変化の低減,エッチチャンネル密度の低減及び光学製
品用に放射線の照射に起因する黒ずみの低減のために,広く用いられている。
7.6.4.2
周波数変化の防止
放射線による周波数変化は,水晶中のアルカリイオンがAl3+−M+からAl3+−OH又はAl3+−e−への変
換の原因となる。スイーピングによってアルカリイオンを事前に取り除くことによって,Al3+M+センター
における弾性緩和は消失し,弾性定数における変化は減少する。これによって,周波数の変化を低減でき
る。スエプトクォーツは,周波数変化の原因となりやすい宇宙の放射線環境下において,人工衛星を作動
させる水晶振動子として用いられている。
7.6.4.3
エッチチャンネルの低減
スエプトクォーツは,薄い水晶片が強力なエッチング液にさらされたとき,微細なエッチチャンネルを
減らす手段であると考えられてきた。微細なエッチチャンネルは,転移(線欠陥)及び転移を取り囲むゆ
が(歪)みの領域の不純物が多い部分の集積の結果である。エッチング液は,ゆが(歪)みが多い部分を
選択的にエッチングする。スイーピングは,この傾向を不動態化することが分かっている。この理由は完
全に調べられていない。ただし,一つのよく知られた説明は,ゆが(歪)み領域から電荷補償M+を取り
除き,Al3+−M+からAl3+−OH又はAl3+−eに変換することによって,例えばふっ化水素(FH)のような
強い酸性のエッチング液と反応する可能性が取り除かれる。このようにして,チャンネルは不動態化する。
ただし,エッチングされた面では,転位跡及びエッチピットができる。幾つかの応用製品については,エ
ッチチャンネルの除去はこれで十分であるが,デバイスの小形化が進むにつれて,このエッチピットの存
在には問題であることが明らかになってきた。フォトリゾグラフの生産技術を用いて,大部分の水晶デバ
イスの生産をしているため,生来の低転位密度による人工水晶が必要となった。
29
C 6704:2017
7.6.4.4
光学用用途での黒ずみの低減
黒ずみの低減は,スイーピングの三つ目の応用として,幾つかの光学応用製品において重要である。黒
ずみは,Al3+−e−の存在に起因しており,人工水晶の典型的なZ領域において,Al3+−e−は低濃度で存在
している。ただし,スイーピングのとき,一旦OHが減少した後には,Al3+−e−メカニズムが支配的にな
る。これ以上のスイーピングは,Al3+−e−濃度を増すので,黒ずみの傾向が強まる。
7.6.4.5
高品質な人工水晶によるスエプトクォーツの代替
放射線及び強度のエッチング液に対して,耐久性を高めるための人工水晶の仕様は,用途及び臨界条件
にかなり依存する。関連する性能特性として,周波数の安定性,エッチング液への耐久性及び高い光学的
透過率がある。
フォトリゾグラフ工程のための適正な人工水晶の仕様は,スイーピングしていない水晶の使用における
経験的な結果によって得られた。水晶振動子は,エッチチャンネル密度の等級が1aaで,かつ,異物密度
の等級がIaの高品質な人工水晶と組み合わせてエッチピットの形成の傾向が減少するようなエッチング
工程を開発することによって,高歩留りで高品質に製造することができる。さらに,スエプトクォーツは,
一般的にエッチピットのような欠陥に影響されやすい,限られた製品に用いられる。
光学製品において,一般的な放射線による黒ずみ対策は,α値による等級がAa,異物密度の等級がIa
で,かつ,エッチチャンネル密度の等級が1aaである人工水晶を指定することによって達成できる。一般
に,このような水晶は,アルミニウムを含む全ての一般的な不純物に対して高い純度をもつ。ただし,低
アルミニウム濃度を保証するために,追加の測定が必要な場合もある。
放射線照射による周波数変化を最小化するための人工水晶の仕様は,フォトリゾグラフ工程及び光学製
品のための人工水晶の仕様よりも,複雑であり確かなものではない。放射線による周波数変化を起こす現
象が広く研究されてきたが,アルミニウム含有及び周波数変化と放射線強度との相関関係はほとんど分か
っていないため,スエプトクォーツの使用が解決策となっている。
スエプトクォーツの使用は,比較的費用が高いため,放射線照射による周波数安定性を必要とする応用
製品においてスイーピングされていない水晶の使用に関心がもたれてきた。アルミニウム含有量1 ppm以
下の人工水晶は,これらの応用製品のうちの幾つかに適している。人工水晶中のアルミニウム濃度の測定
について,信頼できる測定方法は7.6.3に示している。最も広く用いられる方法はESRである。ただし,
ESRは,費用面及び人工水晶のロットを代表するサンプリングが困難であるという短所をもっている。
実用的な,低アルミニウムの人工水晶の仕様作成のために,人工水晶の製造業者は,確実に低アルミニ
ウム水晶のロットを育成できる方法を開発した。アルミニウム濃度が低く,低いα値(つまり,高いQ値)
の人工水晶育成のための基本的な方法は,低アルミニウム濃度の原料を用いて,成長率を一定に保ち,比
較的ゆっくりとした成長速度に制御することである。
このように適切な方法で育成し,α値による等級がAa,異物密度の等級がIa,かつ,エッチチャンネル
密度の等級が1aaである仕様の人工水晶である場合,スイーピングしていない水晶を,放射線に強い振動
子用として用いることができる。
なお,育成工程の条件及び材料の仕様は,受渡当事者間の協定による。
7.7
発注
人工水晶を発注する場合,次の項目を指定する。
a) アズグロウン人工水晶か,又はランバード人工水晶
b) 種結晶の方位
c) 寸法
30
C 6704:2017
d) 右水晶又は左水晶
e) α値による等級
f)
その他の補足的等級の仕様(必要がある場合)
31
C 6704:2017
附属書A
(参考)
よく用いる異物密度サンプリングの手順
A.1 異物密度の測定
異物密度を重視する用途に用いる結晶の場合,製造業者及び使用者は,次の方法で異物密度を計算する
のがよい。
個々の結晶は,全体の有効領域の結晶検査を除いて,4.2.5.3.4に示す異物の測定方法に従って検査する。
結晶のX軸方向が顕微鏡の焦点深度よりも大きい場合,異物の見逃がしがないように必要なXの範囲に焦
点を動かして走査するように,注意する。
結晶の異物密度は,大きさの範囲ごとに異物数を有効体積で除して算出する。算出した異物密度によっ
て,結晶の分類を行う。
A.2 製品Y棒サンプリング−方法1
方法1は,製造業者及び使用者に適用し,アズグロウンY棒水晶又はランバードY棒水晶(以下,Y棒
という。)のロットのサンプリングに用いる。Y棒50 kg当たり1本以上の試料Y棒を選ぶ。要求する信頼
性によって,抜取数が異なる。ただし,1バッチ当たり3本以上の試料の抜取りが望ましい。製造業者が
試験する場合は,オートクレーブの上部,中部及び下部から選び,更にオートクレーブの壁に近いもの及
び遠いものから選ぶことが望ましい。使用者が試験する場合は,ランダムに抜取りを行う。
試料は,4.2.5.3.4に示す異物の測定方法を用いて検査する。結晶の6か所の検査領域の大きさの等級ご
とに異物数を記録し,サンプリングした検査領域全体の体積を算出する。
結晶の異物密度は,大きさの等級ごとに,異物合計数を6か所の検査領域の合計体積で除して計算する。
バッチの受入合否の基準は,用いるサンプリングレベルと整合させる。
A.3 製品Y棒サンプリング−方法2
方法2は,使用者が大量のY棒の受入検査を行うときに用いる。ロットからランダムに試料20本を選
ぶ。これらは顕微鏡の焦点深度以内で,結晶の全有効長領域を検査できる場合を除き,4.2.5.3.4に示す異
物の測定方法で検査する。
使用者は,振動子に用いる水晶片の電極のエリアを考慮して領域のXの高さを顕微鏡の焦点深度と比較
して適正さを判断する。Xの高さの余剰部分が大きくない場合は,顕微鏡の焦点で捕らえられる試料は十
分代表的であり,合理的な試料と考えられる。異物の大きさの等級ごとの異物数合計を記録する。1 cm3
当たりの異物数は,式(A.1)によって算出する。
V
R
=
ρ
·················································································· (A.1)
ここに,
ρ: 1 cm3当たりの異物数
R: 異物の大きさの等級ごとの異物数合計
V: 個々のY棒の平均体積。次の式で算出する。
(
)
[
]
000
1
2
YD
S
Z
V
+
−
=
(cm3)
32
C 6704:2017
Z: 20本の結晶のZ軸方向の最小値及び最大値の平均寸法
(mm)
S: 種結晶の厚さ(mm)
Y: Y方向の有効長(mm)
D: 顕微鏡の焦点深度(mm)
バッチの受入合否の基準は,検査水準S−3及びAQL 1.0 %(JIS Z 9015-1参照)を用いる。
A.4 全数検査のための限度見本の適用
規定の異物等級の人工水晶を選別する場合又は製造したロット中の異物密度がばらついている場合には,
製造業者は,全数検査のために限度見本による方法を用いることが多い。
結晶を−X面から見て,最も異物密度が高い部分の観察を行う。さらに,異物密度の限度見本との比較
を行う。この限度見本は,4.2.5.3に規定した方法1又は方法2で測定した試料を用いる。
限度見本と比較して異物密度が明らかにこの限度内に入っている場合は,結晶を該当する等級に分類す
る。異物密度が限度に近く,等級の決定が困難な場合は,悪い方の等級に分類するか,又は4.2.5.3.4に示
す異物の測定方法によって,より正確な異物密度を決定する。
顕微鏡の鏡筒の上下動を数段階の焦点深度レベルで自動的に合うようにすることで,測定が容易で迅速
な試験が可能になる。
33
C 6704:2017
附属書B
(参考)
異物密度サンプリングの実例
B.1
異物密度サンプリングの実例
視野径が0.6 cm,焦点深度が0.1 cmであって,30倍の双眼顕微鏡を用いて,高さ2.0 cmの試料の高さ
方向全域にわたって6か所で測定したとき,異物数が次のように得られたとする。
異物の大きさ(μm)
異物数
10を超え 30以下
18
30を超え 70以下
5
70を超え 100以下
4
100を超える
10
このときの全体積(検査領域)は,式(B.1)によって算出する。
2
2
=
D
NH
V
π
······································································· (B.1)
ここに,
V: 全体積(cm3)
N: 測定箇所数
H: 測定深さ(cm)(この例では,結晶の高さ)
D: 視野径(cm)
注記 結晶の高さ全体で測定しない場合は,Rを顕微鏡の鏡筒の上下できる距離,hを顕微鏡の焦点
深度とするとき,H=R+hとなる。
この例では,全体積は3.39 cm3となる。
したがって,異物の大きさごとの単位体積当たりの異物数は,各測定数を3.39で除して算出し,次の表
に示す数値を得ることができる。
異物の大きさ(μm)
異物数(1 cm3当たりの個数)
10を超え 30以下
5.3
30を超え 70以下
1.5
70を超え 100以下
1.2
100を超える
2.9
34
C 6704:2017
附属書C
(参考)
限度見本の選定
C.1 限度見本の選定
種結晶の寸法Xが大きい結晶の場合,試験結晶から厚さ10 mmのYカット試料を切り出して鏡面研磨
し,測定試料とする。種結晶を除くZ成長領域部分のY面上に10 mm間隔で格子状にけい線を引き,体
積1 cm3の区画を作成する。
Y棒のように種結晶の寸法Xが小さい結晶の場合は,寸法Xを10 mmにランバード加工した後,X面を
鏡面研磨して試料としてもよい。この場合,種結晶を除くZ成長領域部分のX面上に10 mm間隔で格子
状にけい線を引き,体積1 cm3の区画を作成する。
種結晶表面のシードベールを測定から除くため,最も種結晶に近いけい線は種結晶表面から0.5 mm程
度離す。
結晶中の場所によって異物密度に差異がある場合は,測定値が結晶全体の平均的密度に近くなるように
複数の測定試料を用いる。作成した体積1 cm3の格子区画の中から,測定を実施する区画(測定区画)を
適宜選択する。測定試料内の場所によって異物密度に差異がある場合は,測定値が測定試料全体の平均的
密度に近くなるように測定区画の場所を選ぶ必要がある。
選択した各測定区画を約40倍の顕微鏡で異物の粒径を測定し,測定区画ごとに異物の大きさの範囲別に
集計する。これらの集計値を粒径区分ごとに,測定試料中の選択した測定区画全体で平均をとる。また,
試験結晶から複数の測定試料を選択した場合は,選択した複数の測定試料全体で更に平均をとる。このよ
うにして集計した粒径別平均個数をもって,試験結晶のZ領域での評価値とする。この評価値が,異物適
用等級の限界値と同等の試料を,限度見本とする。
35
C 6704:2017
附属書D
(参考)
ネックノギスの詳細
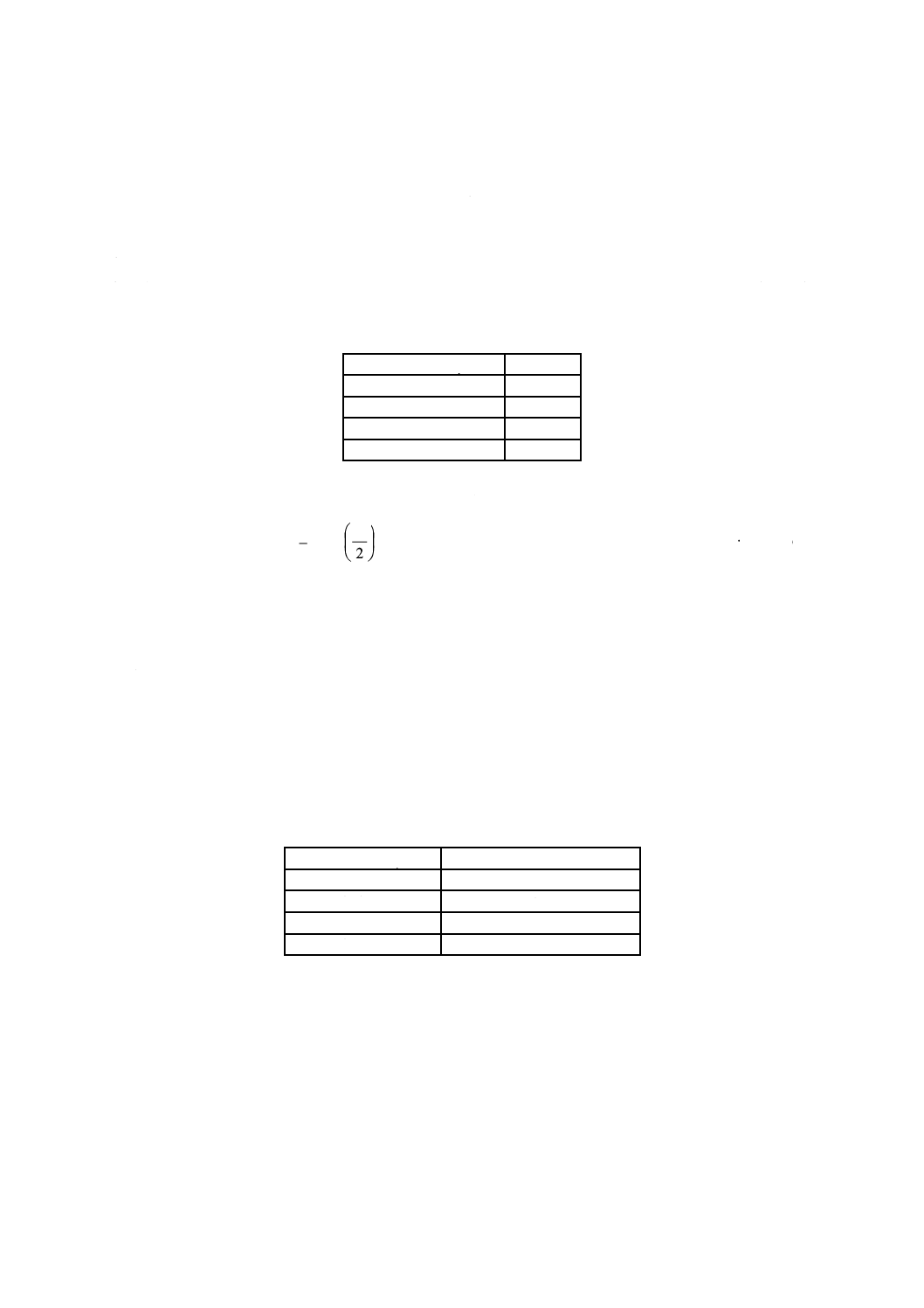
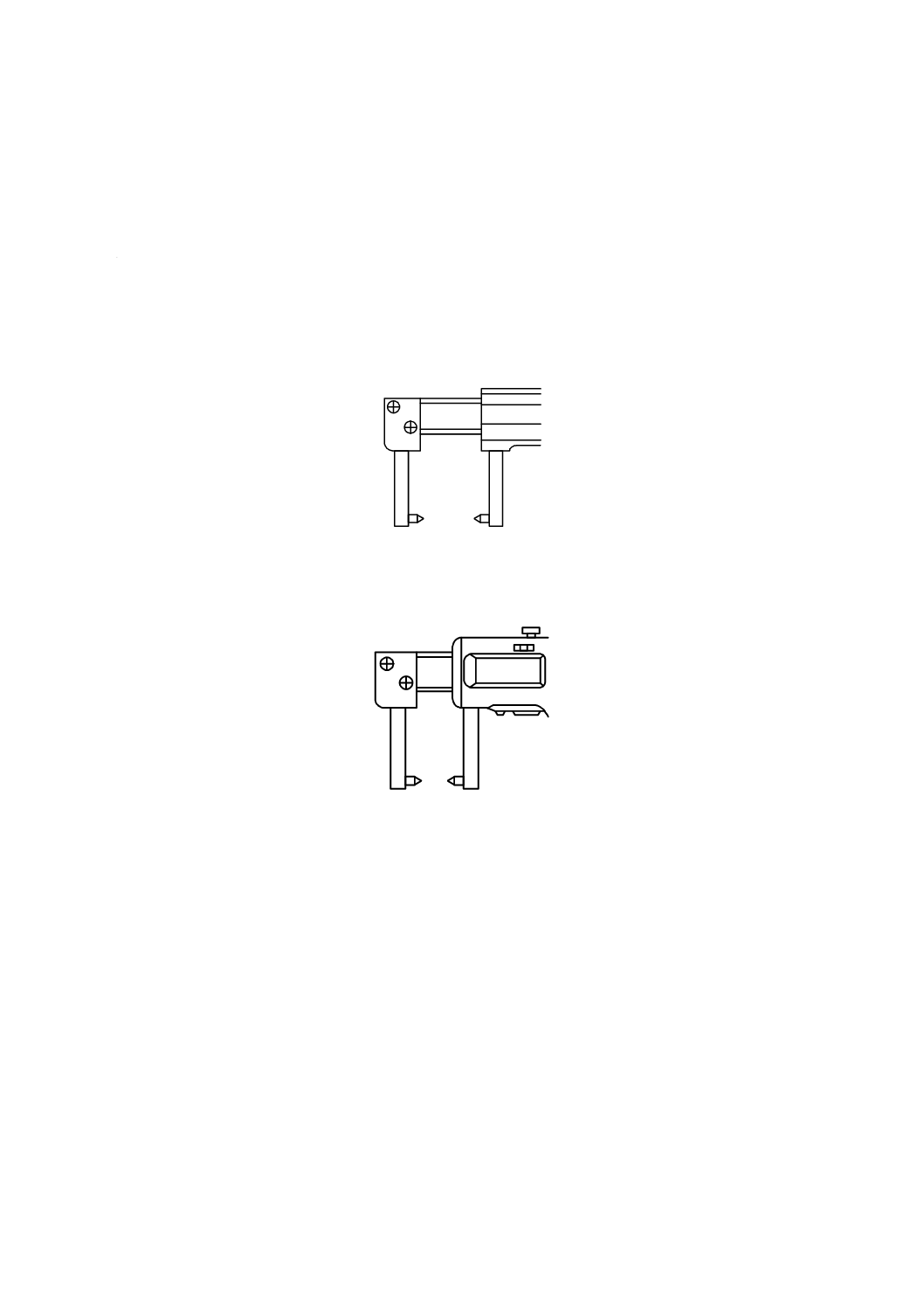
D.1 ネックノギス
ネックノギスは,外側の爪の測定部の両側先端が突き出していて,これによって凹部をもつ物体の凹部
の測定が可能である。人工水晶のZ面は凹凸に富んでいるため,このノギスは,Z方向のアズグロウン人
工水晶の最小寸法を測定するのに適している。ネックノギスの形状を,図D.1及び図D.2に示す。
図D.1−ネックノギス
図D.2−デジタルネックノギス
36
C 6704:2017
附属書E
(参考)
α値測定装置の補正法
E.1
まえがき
この規格の手順及び類似する装置を用いても,異なった試験所で測定したα値は,測定結果にばらつき
が生じることが知られている。この問題の解決及び試験所間の関係を定めるために,五つの広範囲のα値
サンプルを用いて20以上の試験所でラウンドロビン試験を実施した。これに基づき,測定結果の違いによ
る補正項目の確立手順及び試験所間にわたる一定の波数での平均値及びサンプルが確立された。同様の方
法をこの附属書に記載するが,これは先々の補正項目を定めるのに適用できる。ラウンドロビン試験では,
分散型赤外分光光度計又はフーリエ変換赤外分光光度計(FT-IR)に基づいた回折格子を備える装置を用い
た。したがって,いずれの測定法を用いた装置にもこのプロセスが適用できる。
E.2
サンプルの準備,測定装置の調整及び測定手順
E.2.1 概要
試験所間の測定装置のばらつきを考慮して効率良く測定するために,サンプルの準備,測定装置の調整
及び測定手順について,E.2.2〜E.2.4に示すとおり,行うことが望ましい。
E.2.2 サンプルの準備
サンプルは,次の手順で準備する。
− サンプルのZゾーンからの切出しには,種子部を含めない。
− 赤外線はY方向に照射するので,Y面は一般的に呼ばれる“光学検査グレード”に研磨する。
− 厚さは6.0〜10.0 mmとする。また,寸法X及び寸法Zは,アパーチャのサイズを考慮した寸法とする。
− Y面の角度偏差は,結晶軸から3°以内とする。
− X面及びZ面は,#80のダイヤモンドと(砥)粒又はダイヤモンドホイールで研削し,仕上げる。
E.2.3 測定装置の調整
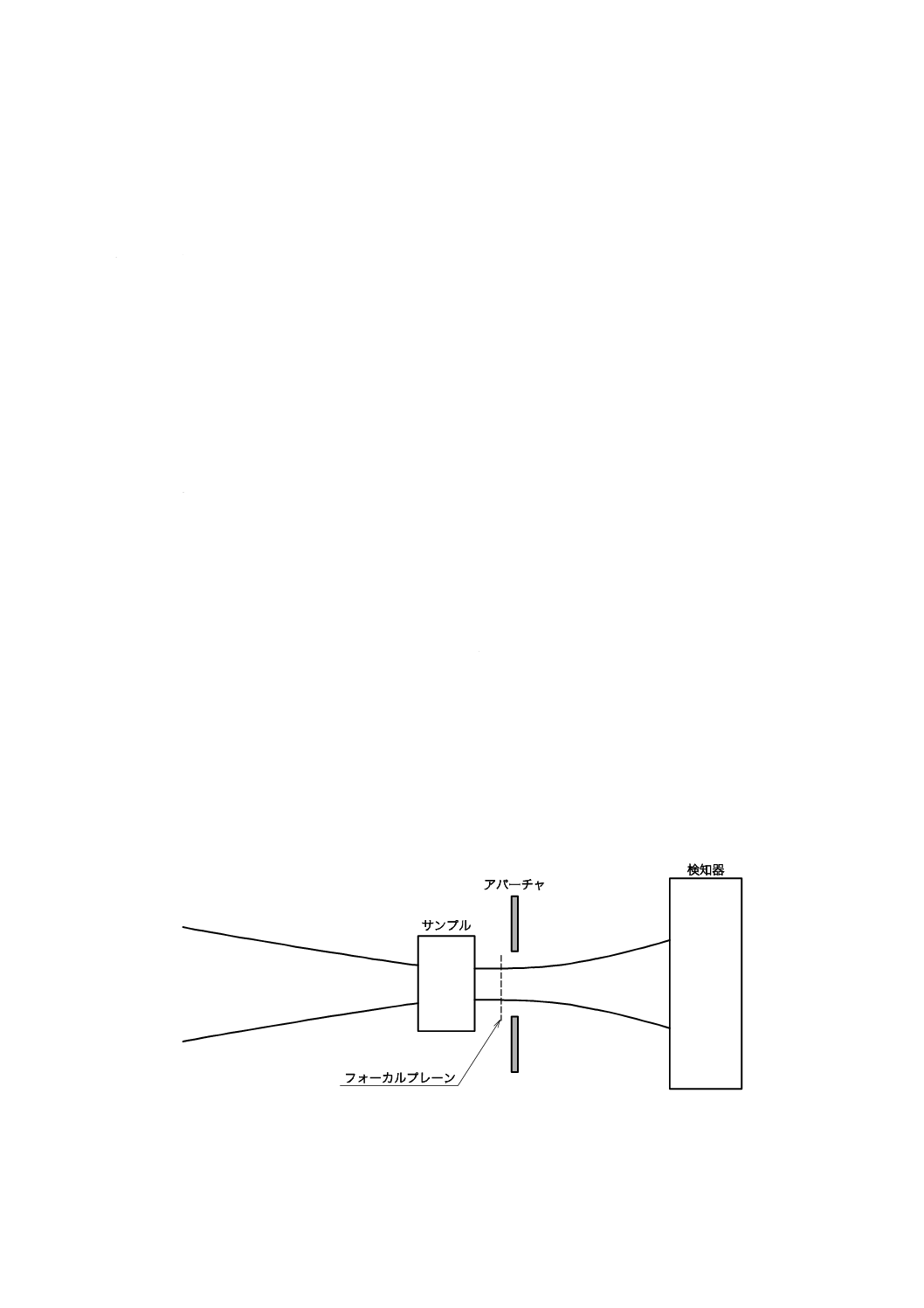
一般的な装置の配置図を,図E.1に示す。
図E.1−測定の調整の概要図
37
C 6704:2017
サンプルは,光がサンプルから出る面がフォーカルプレーンから5 mm,かつ,焦点がサンプルとアパ
ーチャとの間になるように置く。
波長の分解能が6.0±0.5 cm−1を維持するように,FT-IRのスキャンスピード,分光計のスリット幅など
を調整する。
アパーチャのサイズは12 mm×2 mmとし,結晶のX方向は12 mmとする。
アパーチャは,参照波数の透過率が最大になるように,フォーカルプレーンとサンプルとの間に置く。
また,サンプルを取り除いた状態で参照波数及び吸収を測る全ての波数での透過率の読みが100 %になる
ように,装置を補正する。
なお,参照波数は3 800±3 cm−1及び3 979±3 cm−1とし,吸収波数は3 500±3 cm−1及び3 585±3 cm−1
とする。3 585 cm−1の波数の調整は,透過率が最小になるように位置を調整する。
この測定では,温度は15〜25 ℃,相対湿度は70 %以下とする。
E.2.4 測定手順
補正していない二つの吸収波数は,4.2.6.4の式(2)によって計算する。I1は,E.3の手順で確立する補正
条件とし,同じ参照波数で評価する。測定は,分光計の回折格子で波数を固定して行う。サンプルはアパ
ーチャの内側,かつ,光束の中央に置く。専用のサンプルホルダによって,正しいサンプルの位置決めが
可能になる。
E.3
補正条件を確立する手順
補正条件の確立は,二つの吸収波数で独立して実施する。ラウンドロビン試験に用いるサンプル又はそ
れと同等のサンプルの測定は,E.2.2及びE.2.3による。
補正方法の例を,表E.1及び表E.2に示す。5個一組の標準サンプルを複数の試験所で測定し,二つの
波数ごとに補正していないデータの平均値(全ての装置を含む。)をとる。
表E.1−α3 585のデータ補正例
標準サンプルの番号
平均値
測定値
1
0.015 7
0.015 5
2
0.038 2
0.037 3
3
0.062 4
0.059 1
4
0.155 5
0.153 8
5
0.136 2
0.137 8
表E.2−α3 500のデータ補正例
標準サンプルの番号
平均値
測定値
1
0.026 1
0.025 1
2
0.038 3
0.036 1
3
0.051 4
0.047 5
4
0.130 6
0.123 2
5
0.107 7
0.107 2
このデータを最小二乗近似一次直線とともに,図E.2に示す。
これらの五つのサンプルにおける補正条件は,α3 500での因数は1.029 9で補正値は+0.001 0 cm−1,また,
38
C 6704:2017
α3 585での因数は0.994 1で補正値は+0.001 4 cm−1となる。
注記 横軸は装置ごとのα値,縦軸は平均α値。
図E.2−標準試料を用いた補正曲線の例
E.4
吸収値の補正計算
測定装置を調整し,該当波数に対する補正条件を確認する。その後,E.2.3に従って評価用サンプルを測
定する。
該当する波数の補正後のα値は,補正前のα値及び補正条件から式(E.1)によって算出する。
b
a+
=α
αcorrected
····································································· (E.1)
ここに,
αcorrected: 補正後のα値
α: 補正前のα値
a: 因数
b: 補正値
校正曲線 α3 585
y =0.994 1x+0.001 4
0.00
0.05
0.10
0.15
0.00
0.05
0.10
0.15
測定値 α3 585
平
均
値
α
3
5
8
5
校正曲線 α3 500
y =1.029 9x+0.001 0
0.00
0.05
0.10
0.15
0.00
0.05
0.10
0.15
測定値 α3 500
平
均
値
α
3
5
0
0
39
C 6704:2017
附属書F
(参考)
水晶の座標系に関するこの規格とIEEE規格との相違
F.1
まえがき
IEEE(米国電気電子学会)は1987年に,水晶の規格であるIEEE Std 176-1978を改正してIEEE Std
176-1987(以下,IEEE規格という。)とした。IEEE規格に規定する水晶の結晶軸の取り方は,この規格
での水晶の結晶軸の取り方とは異なる。
F.2
この規格とIEEE規格との相違点
この規格とIEEE規格との主な相違点を,次に示す。
a) この規格では,右水晶は右手直交座標系を,左水晶は左手直交座標系を用いるが,IEEE規格では,
右水晶及び左水晶において右手直交座標系を用いる。
b) この規格の右水晶をZ軸に対して180°回転すると,IEEE規格の右水晶になる。この規格の左水晶を
Y軸に対して180°回転すると,IEEE規格の左水晶になる。
c) この規格では,左水晶の材料定数(弾性定数及び圧電定数)は全て,右手系水晶の材料定数と同じに
なる。IEEE規格では,右水晶と左水晶とで弾性定数は同じになるが,圧電定数の符号は全て反対に
なる。
d) この規格では,弾性定数c14の符号及び圧電定数e11の符号は負,かつ,圧電定数e14は正の値である。
一方,IEEE規格では,c14,e11及びe14は,全て正の値である。
e) この規格では,右水晶のATカットの表現は+35°回転Yカットとなるが,IEEE規格では,−35°
回転Yカットとなる。
現在,国際的な学術論文ではIEEE規格で水晶の材料定数などを表現するので,この規格とIEEE規格
との違いによる材料定数及び水晶の座標系による混乱が生じないように注意する。
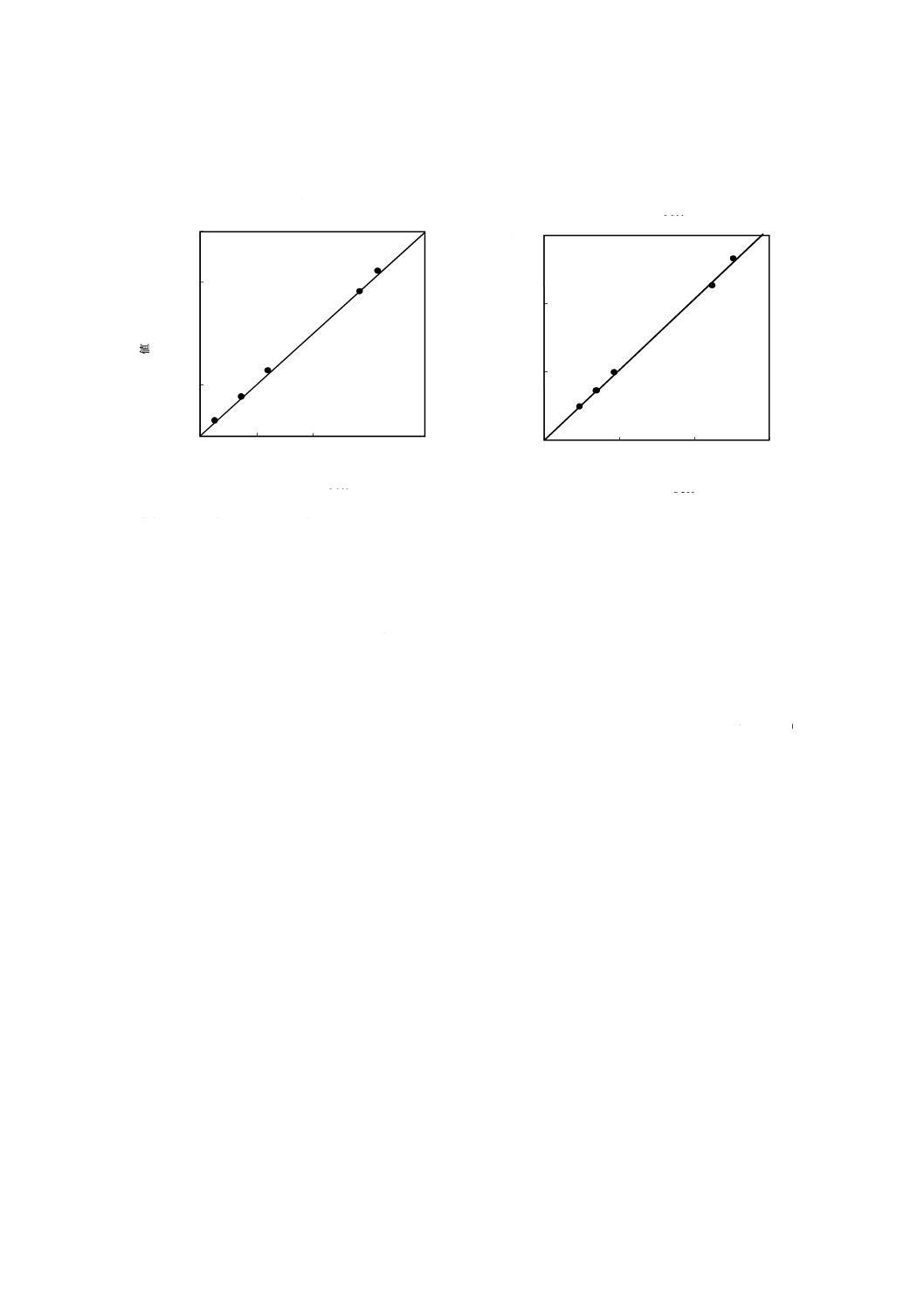
左水晶に右手座標系を採用する方法として,Z軸を反転する方法とX軸を反転する方法とが考えられる。
X軸を反転する方法を採用した場合,Z軸に対して180°回転すると,IEEE規格の左水晶になる。
IEEE規格の左水晶及び右水晶の座標系を図F.1に,この規格の左水晶及び右水晶の座標系を図F.1Aに
示す。
40
C 6704:2017
a) 左水晶
b) 右水晶
図F.1−IEEE規格の左水晶及び右水晶の座標系
41
C 6704:2017
a) 左水晶
b) 右水晶
図F.1A−JISの左水晶及び右水晶の座標系
42
C 6704:2017
附属書G
(参考)
分散型赤外分光光度計とフーリエ変換赤外分光光度計(FT-IR)との
α値測定における整合性
G.1
はじめに
従来,α値(赤外線吸収係数)測定のための主な測定器は,分散型赤外分光光度計であったが,附属書
Eの測定方法にも記載する分散型赤外分光光度計は,一般的には最近の10年ではもう販売されていない。
水晶の赤外線の吸光度を測定するために,今,入手可能な測定器は,フーリエ変換赤外分光光度計(FT-IR)
である。
IEC 60758(第4版)及びこれに対応するJIS C 6704の改正時に,分散型赤外分光光度計及びFT-IRを
用いてα値を測定し,FT-IRでも分散型赤外分光光度計と同等の測定結果が得られた。FT-IRには,シング
ルビーム方式とダブルビーム方式とがあるが,この測定ではダブルビーム方式のFT-IRを用いた。ダブル
ビーム方式では一つの光線を参照光として用い,同時にサンプルの測定信号を較正する。これによって,
ベースラインの変動を補正することができる。一般的に普及しているFT-IRはシングルビーム方式だが,
ベースラインの安定性はダブルビーム方式よりも劣っていると考えられている。
今回,標準的なシングルビーム方式のFT-IRでもα値測定に適用できることを確認するため,改めて検
証試験を実施した。
G.2
測定
附属書Eのラウンドロビン試験で用いたのと同じ水晶サンプルを,分散型赤外分光光度計及びFT-IRで
測定した。この実験において,四つの会社で商業的に入手可能なFT-IR機器を用いた。それらの結果を慎
重に検討した。満足な条件を決定するための基準値は,附属書Eのラウンドロビン試験において実行され
た測定の許容値に対して,3 585 cm−1で±12.5 %,3 500 cm−1で±9 %であった。このため,次のとおり,
FT-IR測定のための測定条件を再考した(4.2.6.2及び附属書E参照)。
a) サンプルを,次の条件に置く。
− 光がサンプルから出る面を,焦点面から5 mm以内に置く。
− 焦点を,サンプルとアパーチャとの間に置く。
b) FT-IRの走査スピードは,範囲1.0 cmから4.0 cmまで−1の波数の分解能を維持するように調整する。
c) アパーチャサイズは,直径2〜5 mmとする。
d) 光は,Y軸と平行になるように位置合わせをする。サンプルのX軸は,上に向ける。
e) FT-IRシステムのための積算回数は,18回以上とする。
f)
アパーチャは,サンプルと焦点面との間で,基準波数で光量が最大になるように設置する。
g) サンプルを取り除いた状態で,基準波数及び吸収を測る全ての波数での透過率の読みが100 %になる
ように装置を補正する。
h) 基準波数は,3 800 cm−1±3 cm−1又は3 979 cm−1±3 cm−1とする。
i)
サンプルチャンバーの空気は,常に乾燥した空気を供給する。
43
C 6704:2017
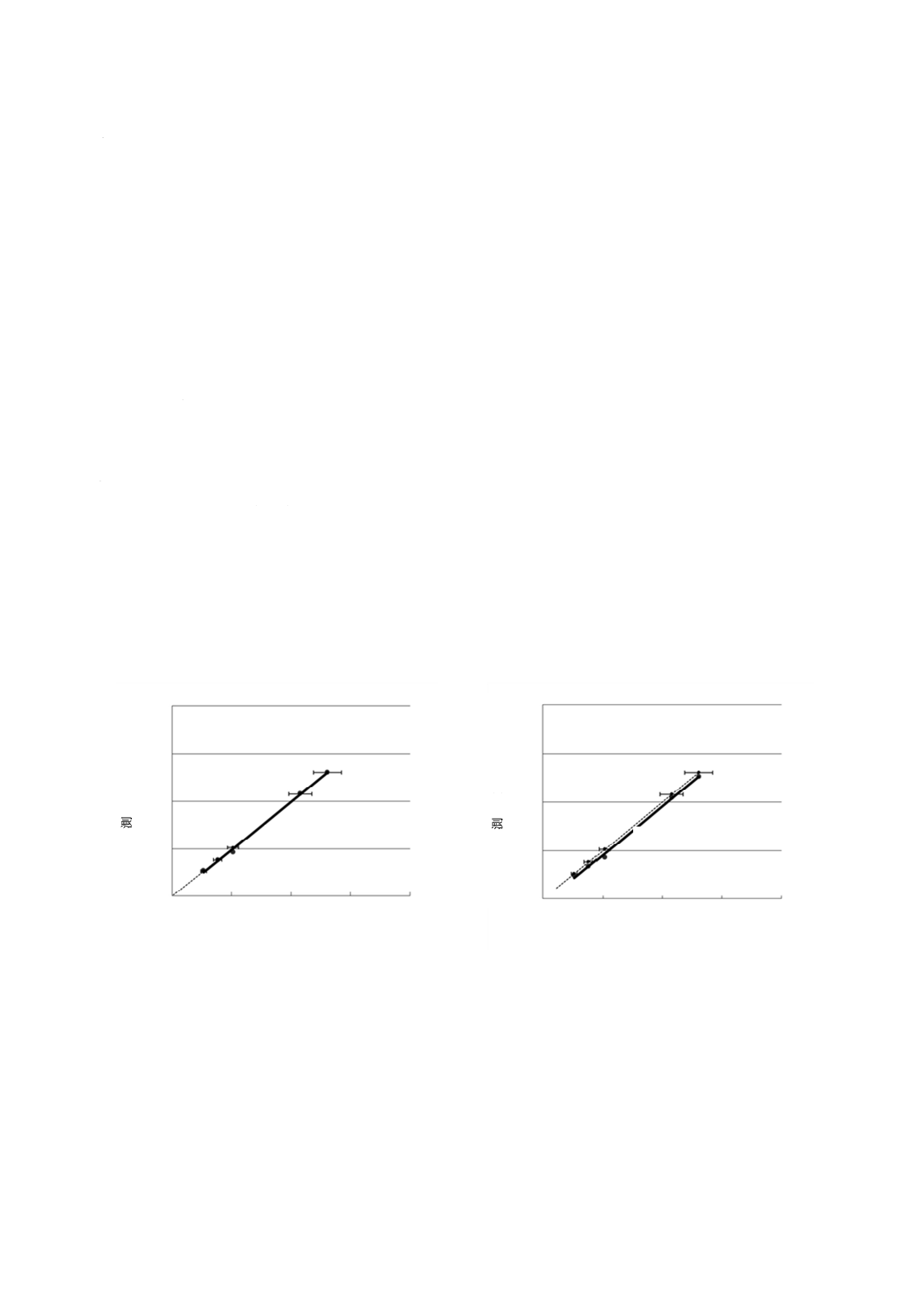
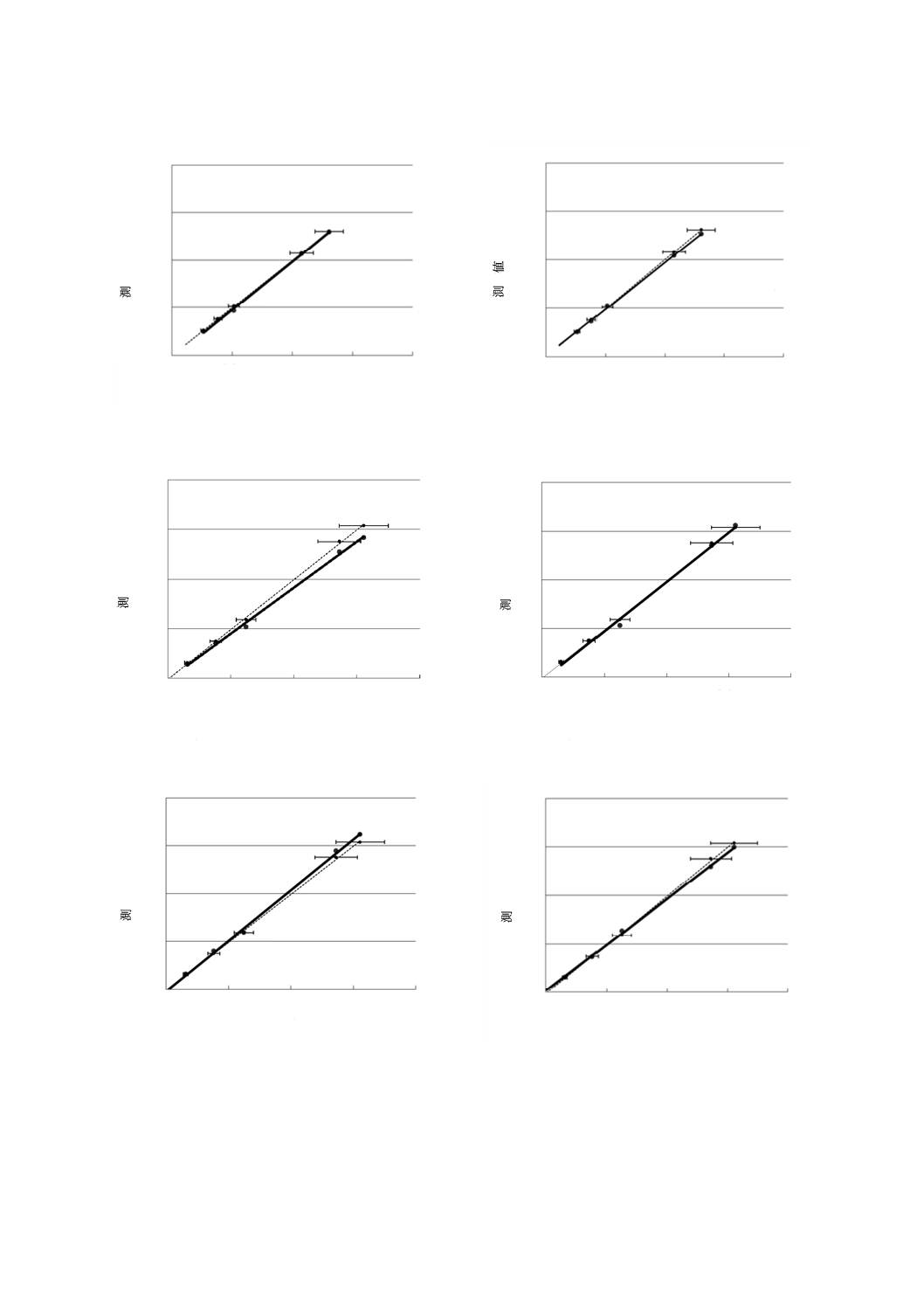
G.3
結果
IEC/TC49の日本国内委員会は5社の水晶メーカの人工水晶のラウンドロビン試験を行った。α値を測定
するために,1999年にラウンドロビン試験で用いたものと同じサンプルで,様々なα値をもつ五つのサン
プルが準備された。このテストで得られた平均値,最大値及び最小値を,今回の実験の仕組みに当てはめ
てみた。測定値が参考値の最高点と最小の値との間の範囲内にプロットされるような許容範囲を定義した。
波数3 500 cm−1の参考値αと今回の測定値α´との相関グラフを,図G.1のa)〜d) に示す。点線は推奨
された参考値を表し,実線は測定値を表す。測定値α´は,参考値の最大値と最小値との間にプロットされ
ている。全ての測定結果が,許容範囲にあるので,FT-IRシステムを用いる測定システムは,G.2に記載す
る条件に対して十分正確である。
また,波数3 585 cm−1の参考値αと今回の測定値α´との相関グラフを,図G.1のe)〜h) に示す。測定
値α´は,参考値の最大値と最小値との間にプロットされている。全ての測定結果は,3 500 cm−1の方法と
同様に,許容範囲にある。正確な測定は,波数3 500 cm−1と同じ方法で行った。
3 585 cm−1の吸光ピークは,非常に鋭く,狭いので,低い解像度によっては検出しづらい。したがって,
3 585 cm−1を用いる測定は,分散型赤外分光光度計を用いる最も難しい方法のうちの一つである。
現状では,従来のα値を得るために,3 500 cm−1の波長が選ばれている。これは,この吸光ピークがか
なり浅く,α値を測定しやすいからである。システムを測定しているFT-IRの波数解像度は理論上非常に
高いため,3 585 cm−1のスペクトルで測定するピークが非常に鋭く,測定値α´は,幾つかの測定後に僅か
なエラーをもっていた。全ての測定値は,小さな許容値の参考値内にあり,また,この結果は,分散型赤
外分光光度計と一致する。これらの結果は,現在入手可能なFT-IRは値の決定のために使用可能であるこ
とが確認されたことを示している。
a) α3 500メーカA 積層回数20回
b) α3 500メーカB 積層回数18回
図G.1−参考値αと測定値α´との相関
0.20
0.15
0.10
0.05
0.00
測
定
値
0.00
0.05
0.10
0.15
0.20
参考値
y=1.004 5x−0.004 6
0.20
0.15
0.10
0.05
0.00
測
定
値
0.00
0.05
0.10
0.15
0.20
参考値
y=1.010 3x−0.001 4
44
C 6704:2017
c) α3 500メーカC 積層回数18回
d) α3 500メーカD 積層回数20回
e) α3 585メーカA 積層回数20回
f) α3 585メーカB 積層回数18回
g) α3 585メーカC 積層回数18回
h) α3 585メーカD 積層回数20回
図G.1−参考値αと測定値α´との相関(続き)
0.20
0.15
0.10
0.05
0.00
測
定
値
0.00
0.05
0.10
0.15
0.20
参考値
y=0.947 8x+0.001 8
0.20
0.15
0.10
0.05
0.00
測
定
値
0.00
0.05
0.10
0.15
0.20
参考値
y=1.060 1x−0.002 3
0.20
0.15
0.10
0.05
0.00
測
定
値
0.00
0.05
0.10
0.15
0.20
参考値
y=1.016 8x−0.003 6
0.20
0.15
0.10
0.05
0.00
測
定
値
0.00
0.05
0.10
0.15
0.20
参考値
y=0.928 3x−0.001 7
0.20
0.15
0.10
0.05
0.00
測
定
値
0.00
0.05
0.10
0.15
0.20
参考値
y=0.960 5x+0.001 1
0.20
0.15
0.10
0.05
0.00
測
定
値
0.00
0.05
0.10
0.15
0.20
参考値
y=1.015 6x−0.002 9
45
C 6704:2017
附属書JA
(参考)
JISと対応国際規格との対比表
JIS C 6704:2017 人工水晶
IEC 60758:2016,Synthetic quartz crystal−Specifications and guidelines for use
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
3.2 人工水晶
3.2
JISにほぼ同じ
変更
次の人工水晶の種類を追加した。
− アズグロウン人工水晶
− ランバード人工水晶
規格の利用者が分かりやすくなる
ように,本文で説明した二つの人
工水晶を追加した。
3.15 rカット板
3.7.3
JISにほぼ同じ
変更
z(minor rhombohedral)面を,r面
へ変更した。
我が国で,一般的に用いる表記と
した。
4 人工水晶
の仕様
4.1.5 振動子用人工
水晶の赤外線吸収
係数α3 500及びα3 585
の等級
4.1.5
JISにほぼ同じ
変更
表3のQ値及びQ値の説明文を削
除した。
α値に対応するQ値は,標準値で
はないため,削除した。
4.1.6 光学用人工水
晶のα値及びシュリ
ーレン法による等
級
4.1.6
JISにほぼ同じ
追加
等級に関する説明を追加した。
分かりやすくするため,説明を加
えた。
4.2.6.3 赤外分光光
度計の調整
4.2.6.4 Yカット試
料の測定
4.2.6.3
4.2.6.4
JISにほぼ同じ
変更
対応国際規格で4.2.6.3に含まれて
いるYカット試料の測定の説明を,
4.2.6.4に移動し,測定方法の部分を
箇条書きにした。
二つの細分箇条の内容を,分かり
やすく再編集した。
4.3 表示及び納入条
件
4.3.1 表示
4.3
4.3.1
4.3 表示
4.3.1 概要
変更
内容に合うように項目及び細分タ
イトルを変更した。
1
4
C
6
7
0
4
:
2
0
1
7
46
C 6704:2017
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 ランバー
ド人工水晶
5.2.2 ランバード人
工水晶の寸法
5.2.2
JISにほぼ同じ
追加
ランバード人工水晶の寸法は,受渡
当事者間の協定によることとした。
一般的に,発注の際,顧客からの
サイズ要求に合わせて加工するた
め規定した。
5.2.4 基準面の平た
ん度測定
5.2.4
JISにほぼ同じ
変更
測定手順を明確にした。
対応国際規格では具体的試験方法
を規定していないため,明確にし
た。
6 アズグロ
ウン人工水
晶及びラン
バード人工
水晶の検査
基準
6.1.2 ロットごとの
検査
6.2.2 ロットごとの
検査
6.1.2
6.2.2
JISにほぼ同じ
変更
IEC 60410を,JIS Z 9015-1に変更
した。
我が国で一般的に広く用いられて
いる規格に変更した。
7 人工水晶
使用の指針
7.5 α値等級
7.5
JISにほぼ同じ
追加
Q値とα値との対応関係について説
明を追記し,表8Aを追加した。
表3で削除したQ値とα値との対
応関係は,人工水晶使用の指針と
なるため,ここに示した。
JISと国際規格との対応の程度の全体評価:IEC 60758:2016,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
1
4
C
6
7
0
4
:
2
0
1
7