C 3801-3 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによってJIS C 3801 : 1993は廃止され,この規格に置き換えられる。
この規格では,旧JIS C 3801 : 1993及び旧JIS C 3804 : 1982の内容を,対象とする製品の種類ごとに分
割して3部構成とし,各部に対応する国際規格を附属書(規定)として作成し,国際規格との整合化を図
った。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS C 3801-3には,次に示す附属書と追補がある。
附属書(規定) 電気機器用がい管に関する試験方法
追補(規定) 電気機器用がい管に関する試験方法
JIS C 3801は,次に示す部構成となっている
第1部:架空線路用がいし
第2部:発変電所用ポストがいし
第3部:がい管
C 3801-3 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 試験の種類 ····················································································································· 2
5. 寸法試験 ························································································································ 2
5.1 寸法 ···························································································································· 2
5.2 偏肉 ···························································································································· 2
5.3 中心線の振れ ················································································································ 3
5.4 かさの傾き ··················································································································· 3
5.5 端面の平行度 ················································································································ 4
5.6 端面の振れ ··················································································································· 4
6. 外観試験 ························································································································ 4
7. 冷熱試験 ························································································································ 5
8. 吸湿試験 ························································································································ 5
9. 商用周波電圧試験 ············································································································ 6
10. 曲げ破壊荷重試験 ·········································································································· 6
11. 内圧破壊荷重試験 ··········································································································· 7
11.1 金具を接着するがい管の場合 ·························································································· 7
11.2 金具を接着しないがい管の場合 ······················································································· 8
12. 検査方法 ······················································································································ 8
12.1 抜取検査 ····················································································································· 8
12.2 全数検査 ····················································································································· 8
附属書(規定) 電気機器用がい管に関する試験方法································································· 13
序文 ·································································································································· 13
1. 適用範囲 ······················································································································· 13
2. 目的 ····························································································································· 13
3. 試験 ····························································································································· 14
4. 検査の種類 ···················································································································· 14
第2章 全数検査 ················································································································ 15
5. 外観試験 ······················································································································· 15
6. 商用周波肉厚耐電圧試験 ·································································································· 15
第3章 抜取検査 ················································································································ 16
7. 寸法試験 ······················································································································· 16
C 3801-3 : 1999 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
8. 吸湿試験(磁器製がい管に対してだけ) ············································································· 18
9. 冷熱試験 ······················································································································· 18
10. 再試験手順 ·················································································································· 21
追補(規定) 電気機器用がい管に関する試験方法···································································· 22
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 3801-3 : 1999
がいし試験方法−
第3部:がい管
Testing method for insulators−
Part 3:Hollow insulators
序文 この規格は,1974年に第2版として発行されたIEC 60233, Tests on hollow insulators for use in electrical
equipment及びAmendment 1 (1988) を元に,本体には従来日本工業規格で規定していたがいし試験方法に
ついて規定し,これに対応する国際規格については,技術的内容を変更することなく附属書として作成し
た日本工業規格である。ただし,吸湿試験の試験液については,安全性を優先し,国際規格の内容を変更
して規定した。また,追補 (Amendment) については,編集し,一体とした。
なお,IEC規格番号は,1997年1月1日から実施のIEC規格新番号体系によるものであり,これより
前に発行された規格についても,規格番号に60 000を加えた番号に切替えた。これは,番号だけの切替え
であり,内容は同一である。
1. 適用範囲 この規格は,公称電圧3 300V以上の電力用機器に用いられる磁器製がい管(以下,がい管
という。)の試験方法について規定する。
この規格の本体又は附属書(規定)の規定は,一つの製品に対してそのいずれかを一貫して適用するも
のとし,両者の対応する規定項目・内容を適宜選択又は混用して適用することはできない。
備考 この規格の対応国際規格を,次に示す。
IEC 60233 : 1974 Tests on hollow insulators for use in electrical equipment
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7512 鋼製巻尺
JIS B 7516 金属製直尺
JIS C 3802 電気用磁器類の外観検査
JIS C 3803 がいし及びブッシング用語
JIS K 8891 メタノール(試薬)
2
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 定義 この規格で用いる主な用語の定義は,JIS C 3803によるほか,次による。
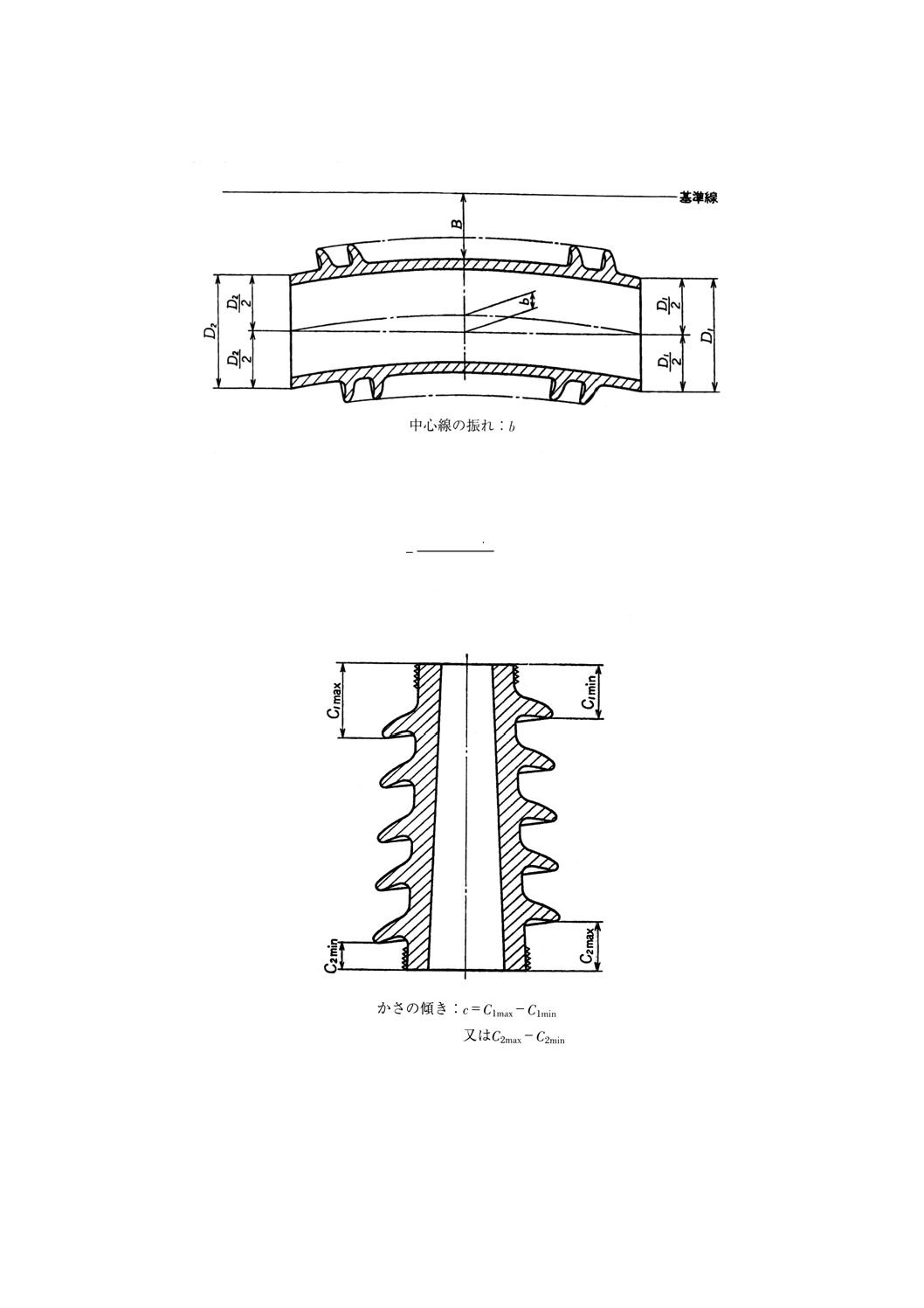
a) 中心線の振れ (Camber) がい管両端の外径の中心を結んだ直線とがい管の中心を通る線との差の
最大値。
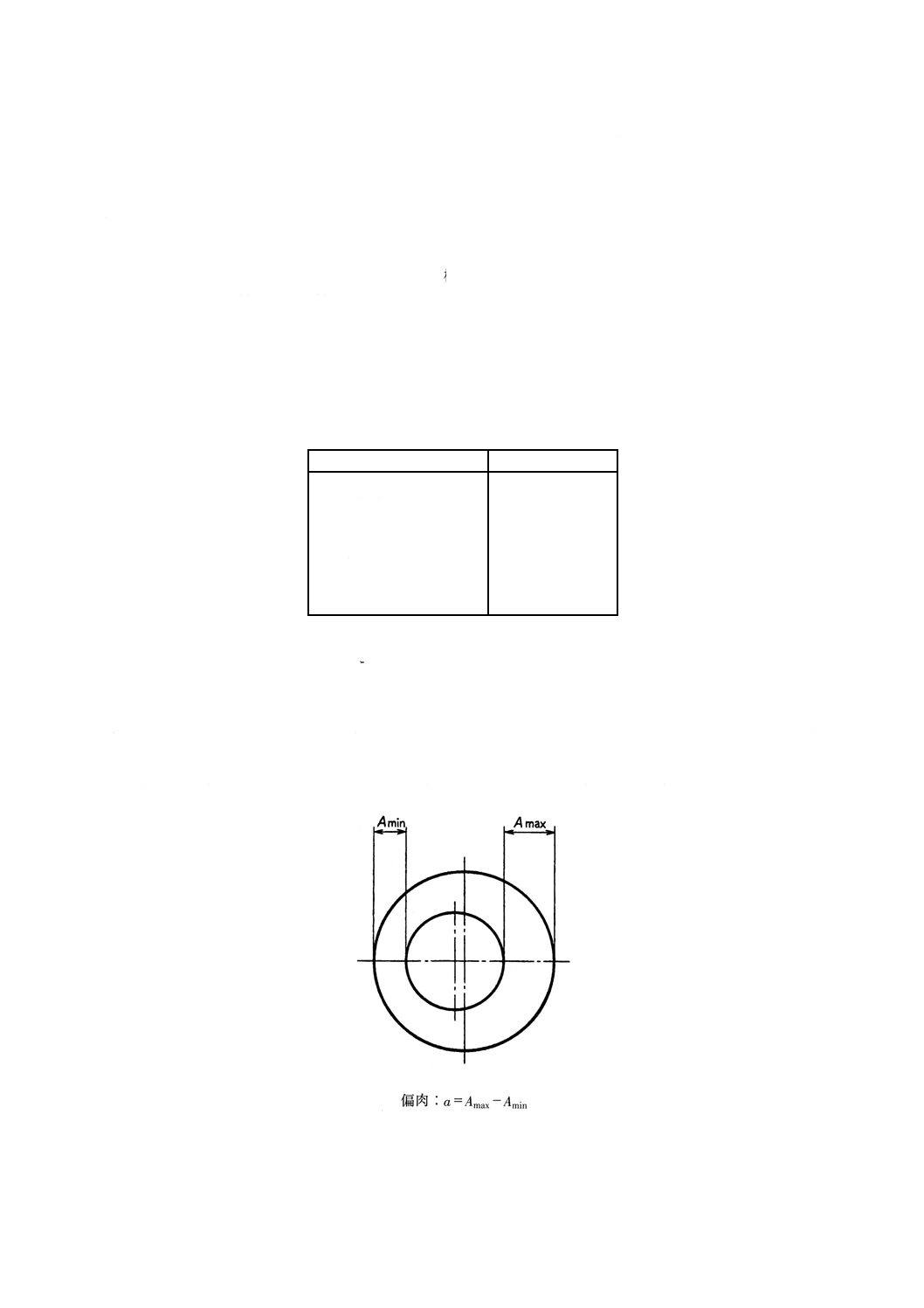
b) 偏肉 (Partial thickness) がい管軸線に直交する同一平面内における最大肉厚と最小肉厚との差。
c) かさの傾き (Shed angle) かさからがい管端面までの最大寸法と最小寸法との差。
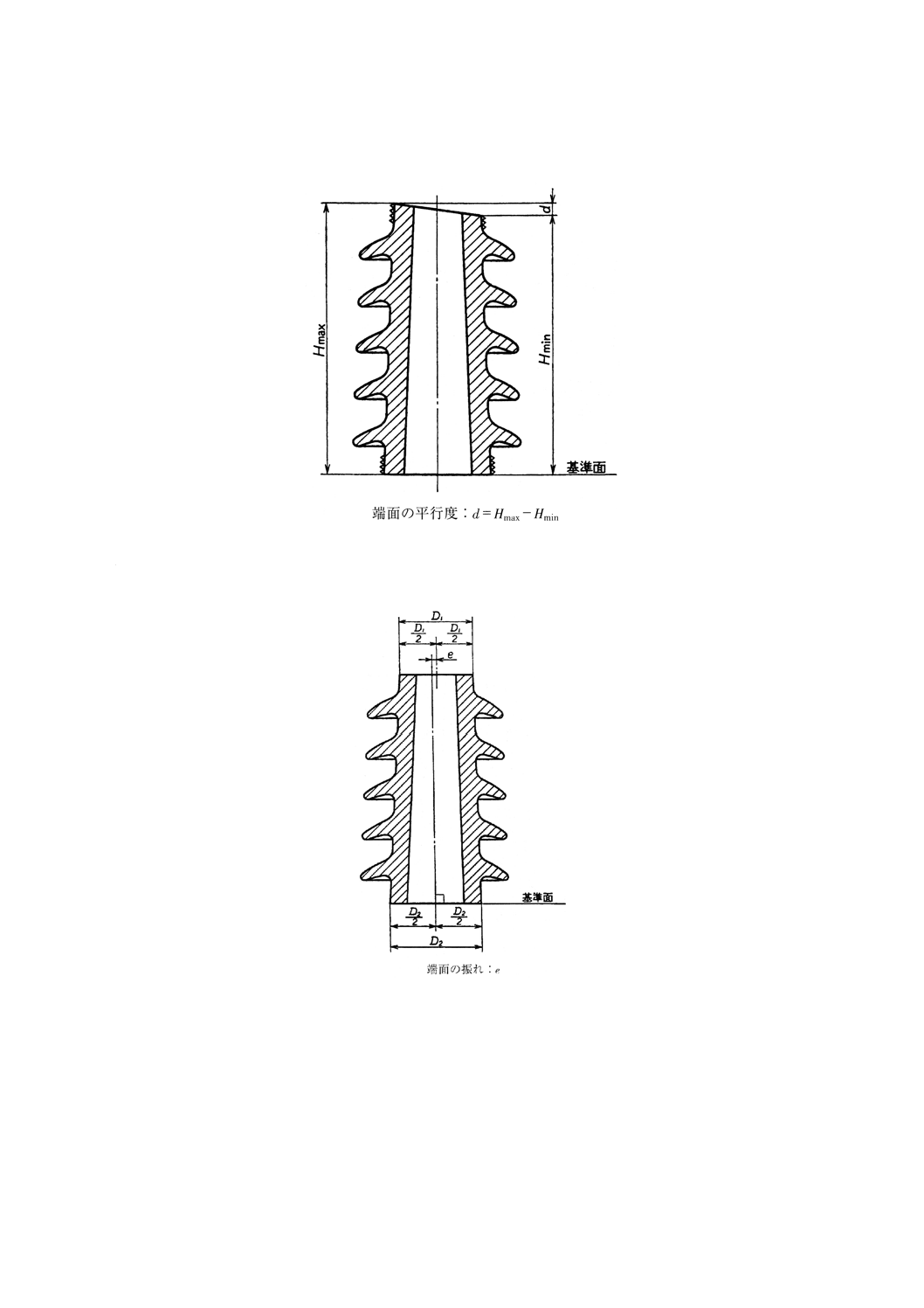
d) 端面の平行度 (Parallelism of the end faces) 機器に取り付けられる側の端面を基準面とし,この面か
ら他端面までの最大高さと最小高さとの差。
e) 端面の振れ (Eccentricity) 機器に取り付けられる側の端面を基準面とし,この面の外径の中心を通
る法線と他端面の外径の中心との差。
4. 試験の種類 試験の種類は,表1のとおりとする。
表1 試験の種類
試験の種類
試験方法適用箇条
a) 寸法試験
5.
b) 外観試験
6.
c) 冷熱試験
7.
d) 吸湿試験
8.
e) 商用周波電圧試験
9.
f) 曲げ破壊荷重試験
10.
g) 内圧破壊荷重試験
11.
備考 f)及びg)の試験は,受渡当事者間の協定
によって必要に応じ参考試験として行
う。
5. 寸法試験
5.1
寸法 寸法は,図面に従い,JIS B 7507に規定するノギス,JIS B 7516に規定する金属製直尺,JIS B
7512に規定する鋼製巻尺,JIS B 7503に規定するダイヤルゲージなど,必要な測定器具を用いて測定する。
5.2
偏肉 偏肉は,図1の方法によって,がい管胴部の円周上の最大肉厚と最小肉厚との差を測定する。
図1 偏肉の測定方法
3
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
中心線の振れ 中心線の振れは,図2の方法によって,がい管両端の外径の中心を通る直線を基準
として,がい管の軸心の振れを測定する。
備考 中心線の振れは,がい管両端の外径の中心を通る直線を中心軸としてがい管を回転させ,基準
線から胴部外径までの寸法Bの最大値Bmax及びBmaxの180°反対位置の寸法Bminを測定し,こ
れから求めてもよい。
中心線の振れ:
2
min
max
B
B
b
−
=
図2 中心線の振れの測定方法
5.4
かさの傾き かさの傾きは,図3の方法によって,両端を研磨したがい管のかさの傾きを測定する。
図3 かさの傾きの測定方法
4
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
端面の平行度 端面の平行度は,図4の方法によって,両端を研磨したがい管の機器に取り付けら
れる側の端面を基準面とし,この面から他端面までの最大高さと最小高さとの差を測定する。
図4 端面の平行度の測定方法
5.6
端面の振れ 端面の振れは,図5の方法によって,両端を研磨したがい管の機器に取り付けられる
側の端面を基準面とし,この面の外径の中心を通る法線と他端面の外径の中心との差を測定する。
図5 端面の振れの測定方法
6. 外観試験 外観試験は,JIS C 3802によって行う。
5
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 冷熱試験 冷熱試験は,熱湯・冷水,熱湯・冷水の順序で行い,供試品はそれぞれの水槽に全部浸す。
熱湯と冷水との浸せき回数は各々3回とし,それぞれの水槽間の移動時間は,できるだけ早く行う。浸せ
き時間,冷水の温度範囲及び冷水と熱湯との温度差は,次による。
なお,水槽の冷水又は熱湯の量は,供試品の浸せきによって水温が5℃以上変化しないよう,十分な量
でなければならない。
次に外観試験を行い,供試品表面の異常の有無を調べ,9. の商用周波電圧試験によって異常の有無を調
べる。
7.1
冷水の温度範囲 冷水の温度範囲は,0℃〜30℃とする。
7.2
浸せき時間 浸せき時間は,供試品の外径及び高さに応じて表2のとおりとする。
7.3
温度差 冷水と熱湯との温度差は,供試品の外径及び高さに応じて表2のとおりとする。
表2 冷水と熱湯との温度差
D×H
cm2
浸せき時間
min
温度差
℃
1 500以下
15以上
60以上
1 500を超え
4 000以下
20以上
60以上
4 000を超え
7 000以下
20以上
50以上
7 000を超え
10 000以下
20以上
45以上
10 000を超えるもの
20以上
40以上
備考 Dは,供試品の最大外径(かさのあるものは,かさ径と
する。)
Hは,供試品の高さ。
8. 吸湿試験
8.1
試料 試料は,清新な破砕面をもつ供試品の破片とする。
なお,がい管に近接して同時に焼成された同一材料の試験片,研磨によりがい管本体から切り落とした
磁器片又は同一ロットで他の試験で破壊したがい管から採取した磁器片を用いてもよい。
8.2
試験液 この試験に用いる試験液は,JIS K 8891に規定するメチルアルコール100に対し,アスト
ラゾン約3の割合で溶解したものとする。
8.3
試験方法 試料を試験液中に完全に浸し,常温において9.8MPa以上の圧力を加えたまま4時間以上
放置した後,これを取り出して乾燥し,破砕し,その破砕面に液がしみ込んだか否かを調べる。
6
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 商用周波電圧試験
9.1
供試品の取付方法 供試品の内面全長にわたってこれと接触するように取り付けた金属薄板と,供
試品の外部のかさ間,又は必要に応じてその他の箇所に巻き付けた導体(チェン,ワイヤなど)とを両電
極とする。
9.2
電圧の加え方 供試品の両電極間に表3の商用周波電圧を空気中で2分間加え,供試品の各部の異
常の有無を調べる。
なお,試験中に瞬間的なフラッシオーバを起こしてもよい。両電極間でフラッシオーバを生じ規定の電
圧を印加できない場合は試験電圧,試験方法などは,受渡当事者間の協議による。
表3 商用周波試験電圧
胴肉厚
mm
印加電圧
kV
胴肉厚
mm
印加電圧
kV
6を超え 10以下
30以上
25を超え 30以下
80以上
10を超え 15以下
50以上
30を超え 40以下
90以上
15を超え 20以下
60以上
40を超え 50以下
100以上
20を超え 25以下
70以上
50を超えるもの
110以上
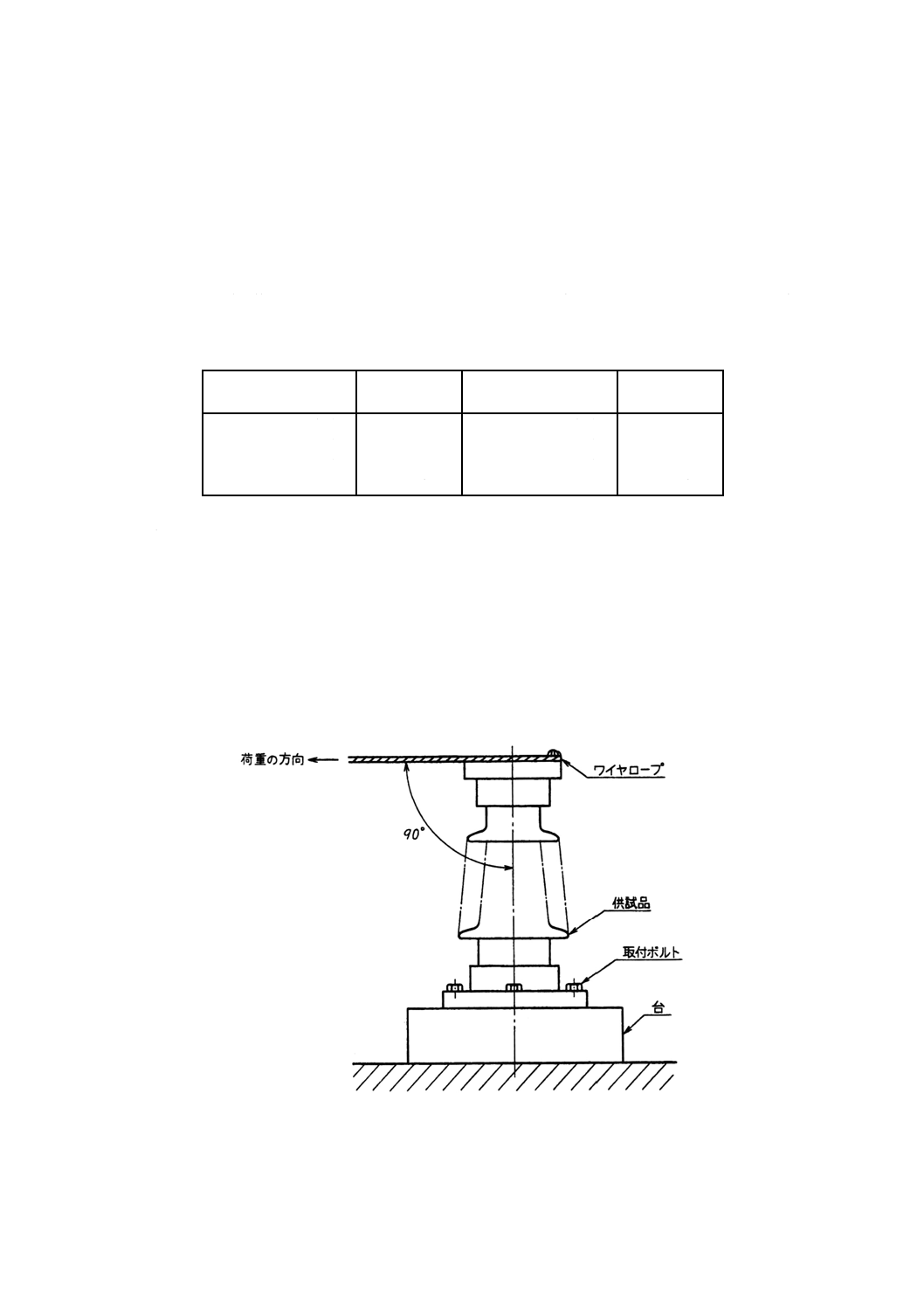
10. 曲げ破壊荷重試験
10.1 供試品 供試品は,使用状態と同様の金具を装着したがい管とする。
10.2 供試品の取付方法 供試品を正規の取付けボルト又はこれと同等以上のボルトによって固定した台
に垂直に取り付ける。荷重は,供試品の自由端側の指定された位置に,供試品の軸心と直角の方向に加え
る。
参考のため,図6に試験方法の例を示す。
10.3 荷重の加え方 荷重は,規定破壊荷重値の約75%まで適宜に増加させ,以後徐々に増加させ,破壊
させる。
図6 曲げ荷重の加え方
7
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
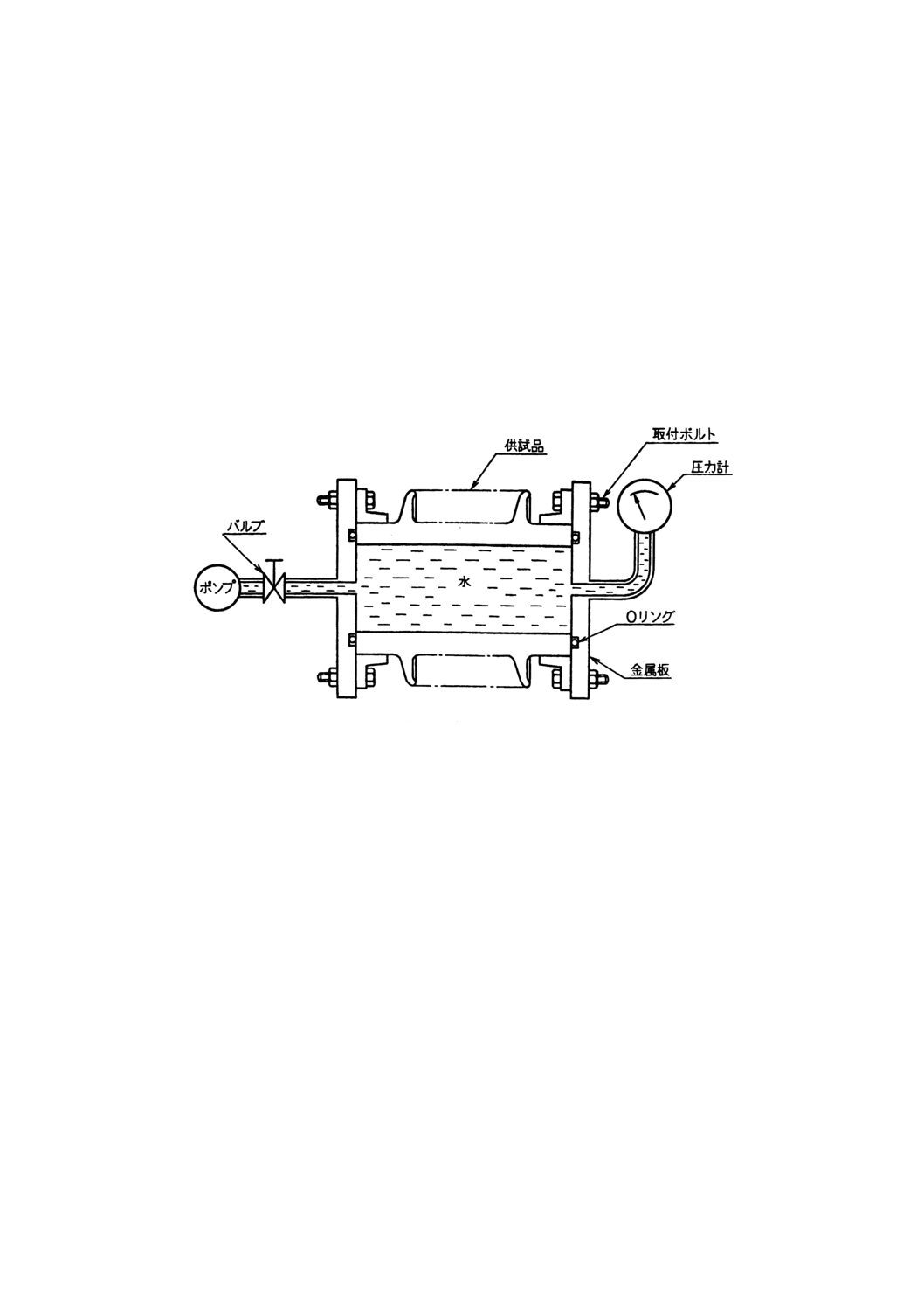
11. 内圧破壊荷重試験
11.1 金具を接着するがい管の場合
11.1.1 供試品 供試品は,10.1のとおりとする。
11.1.2 供試品の取付方法 供試品の両端を,内圧力で変形しない強さの金属板でふたをし,この金属板を
正規のボルト又はこれと同等以上のボルトによって,供試品の金具に取り付け固定する。供試品の磁器部
と金属板との間はOリングなどを用い水密構造とする。供試品の内部には適切な方法によって水を満たし
た後,水圧荷重を加える。
なお,試験時の安全のため,供試品の内部には空気を入れないようにする。
参考のため,図7に試験方法の例を示す。
11.1.3 荷重の加え方 荷重は,規定破壊荷重値の約75%まで適宜に増加させ,以後徐々に増加させ,破壊
させる。
図7 金具を接着するがい管の水圧荷重の加え方
8
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
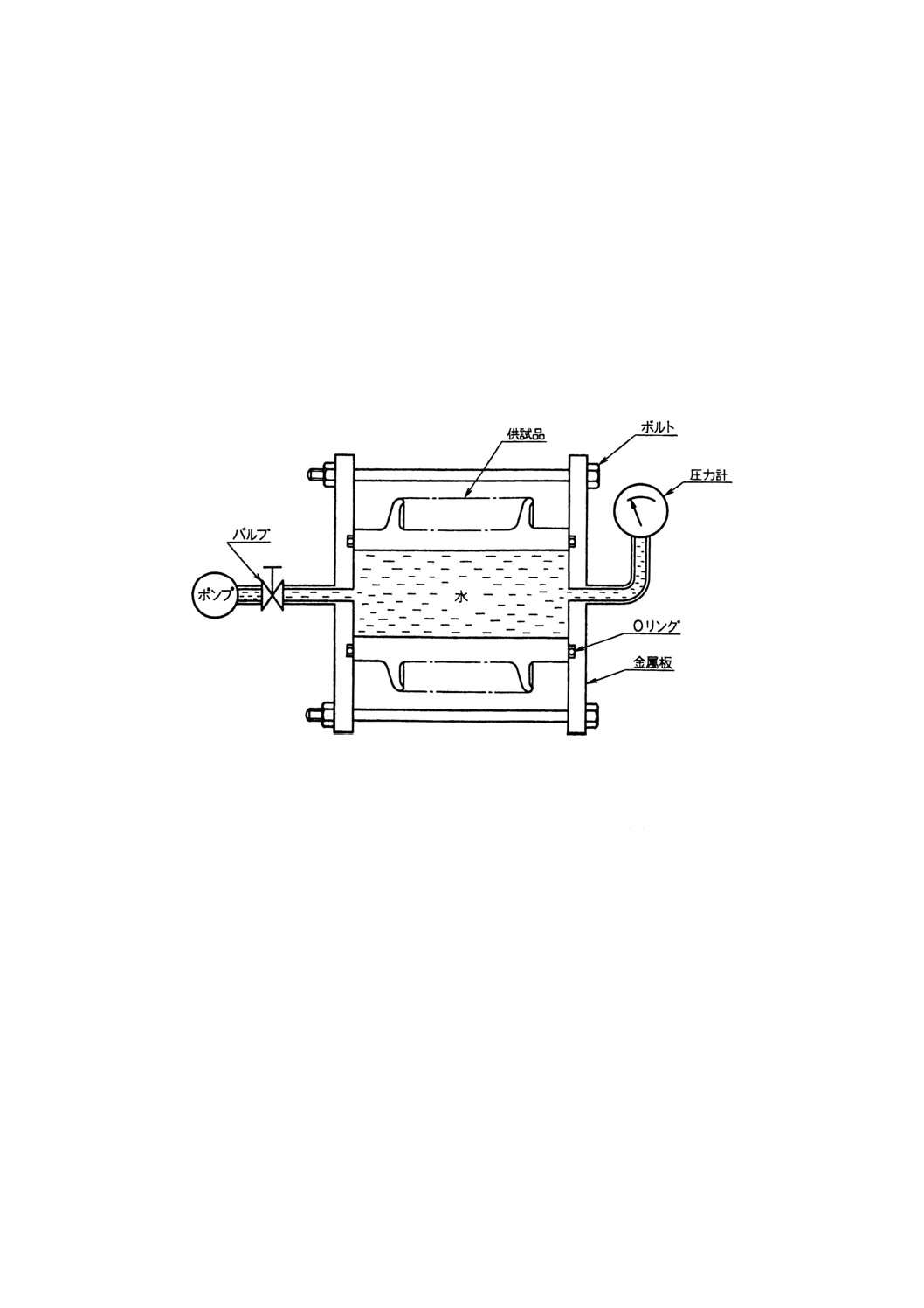
11.2 金具を接着しないがい管の場合
11.2.1 供試品 供試品は,金具が接着されていないがい管とする。
11.2.2 供試品の取付方法 供試品の両端を内圧力で変形しない強さの金属板でふたをし,この金属板をボ
ルトなどによって供試品の軸方向に締め付け固定する。供試品と金属板との間はOリングなどを用い水密
構造とする。供試品の内部には適切な方法によって水を満たした後,水圧荷重を加える。
なお,金属板の締付けは,供試品の破損防止のため過度に締め付けてはならない。また,内圧荷重時の
軸方向の荷重によって金属板が供試品端面からずれてはならない。
試験時の安全のため,供試品の内部には空気を入れないようにする。
参考のため,図8に試験方法の例を示す。
11.2.3 荷重の加え方 荷重は規定破壊荷重値の約75%まで適宜に増加させ,以後徐々に増加させ,破壊さ
せる。
図8 金具を接着しないがい管の水圧荷重の加え方
12. 検査方法
12.1 抜取検査 抜取検査は,次の3項目について行い,それぞれの規定に適合しなければならない。
なお,この検査の抜取方式,合否の判定及び判定個数は,受渡当事者間の協定による。
a) 寸法 寸法は,5.によって試験し,図面の規定に適合しなければならない。
なお,図面に指定のない許容差については,付表1〜6の規定に適合しなければならない。
b) 吸湿性 吸湿性は,8.によって試験を行い,磁器内部に試験液がしみ込んではならない。
c) 冷熱 冷熱は,7.によって試験を行い,がい管の各部に異常を認めてはならない。
12.2 全数検査 全数検査は,次の2項目について行い,それぞれの規定に適合しなければならない。
なお,この検査に適合しないがい管は不合格とし,このがい管を除いてそのロットを合格とする。
a) 外観 外観は,6.によって試験を行い,これに適合しなければならない。
b) 商用周波電圧 商用周波電圧は,9.によって試験を行い,がい管の各部に異常を認めてはならない。
9
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1 寸法許容差
単位mm
寸法
許容差
寸法
許容差
20以下
±1.5
400を超え
450以下
±12.0
20を超え
30以下
±2.0
450を超え
500以下
±13.0
30を超え
40以下
±2.0
500を超え
600以下
±14.0
40を超え
50以下
±2.5
600を超え
700以下
±16.0
50を超え
60以下
±3.0
700を超え
800以下
±17.0
60を超え
70以下
±3.5
800を超え
900以下
±18.0
70を超え
80以下
±3.5
900を超え
1 000以下
±20.0
80を超え
100以下
±4.0
1 000を超え
1 200以下
±24.0
100を超え
125以下
±5.0
1 200を超え
1 400以下
±28.0
125を超え
150以下
±6.0
1 400を超え
1 600以下
±32.0
150を超え
200以下
±7.0
1 600を超え
1 800以下
±36.0
200を超え
250以下
±8.0
1 800を超え
2 000以下
±40.0
250を超え
300以下
±9.0
2 000を超え
2 500以下
±50.0
300を超え
350以下
±10.0
2 500を超えるもの
±2%
350を超え
400以下
±11.0
備考1. この寸法許容差は,かさの出張り及びかさのピッチには適用しない。
2. 表面漏れ距離の寸法許容差については,上表の(−)許容差だけを適用する。
付表2 偏肉許容差及び肉厚寸法許容差
単位mm
肉厚
偏肉許容差
肉厚寸法許容差
10以下
1.5以下
−1.5
10を超え 15以下
2.0以下
−2.0
15を超え 20以下
2.5以下
−3.0
20を超え 25以下
3.0以下
−3.5
25を超え 30以下
3.5以下
−4.0
30を超え 40以下
4.0以下
−4.5
40を超え 55以下
4.5以下
−5.0
55を超え 70以下
5.0以下
−6.0
備考1. この許容差は,研磨仕上げする部分には適用しない。
2. 肉厚寸法許容差のプラス側の最大値は次による。
外径に対する寸法許容差
の絶対値
+ 内径に対する寸法許容差
の絶対値
2
10
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表3 中心線の振れ許容差
単位mm
がい管の高さ
中心線の振れ許容差
2
≦
D
H
3
2
≦
D
H
<
5.4
3
≦
D
H
<
50以下
1.0以下
1.0以下
1.5以下
50を超え
70以下
1.2以下
1.2以下
1.5以下
70を超え
100以下
1.5以下
1.5以下
2.0以下
100を超え
200以下
2.0以下
2.0以下
3.0以下
200を超え
300以下
3.0以下
3.0以下
4.0以下
300を超え
400以下
4.0以下
4.0以下
5.0以下
400を超え
500以下
4.0以下
4.5以下
6.0以下
500を超え
600以下
4.5以下
5.0以下
6.5以下
600を超え
700以下
5.0以下
6.0以下
7.0以下
700を超え
800以下
5.0以下
6.0以下
8.0以下
800を超え
900以下
5.5以下
7.0以下
9.0以下
900を超え
1 000以下
5.5以下
7.0以下
9.0以下
1 000を超え
1 100以下
6.0以下
8.0以下
10.0以下
1 100を超え
1 200以下
6.0以下
8.0以下
10.0以下
1 200を超え
1 300以下
7.0以下
9.0以下
11.0以下
1 300を超え
1 400以下
8.0以下
10.0以下
12.0以下
1 400を超え
1 500以下
9.0以下
11.0以下
13.0以下
1 500を超え
1 800以下
10.0以下
12.0以下
14.0以下
1 800を超え
2 100以下
11.0以下
13.0以下
15.0以下
2 100を超え
2 400以下
12.0以下
14.0以下
16.0以下
2 400を超え
2 700以下
13.0以下
15.0以下
17.0以下
2 700を超え
3 000以下
18以下
3 000を超え
3 500以下
20以下
3 500を超え
4 000以下
22以下
4 000を超え
4 500以下
24以下
4 500を超えるもの
0.8%以下
備考1.
5.4
>
D
H
の場合は,付表3の
5.4
3
≦
D
H
<
の許容差を適用する。
ただし,この許容差が適用できない場合は,受渡当事者間で協
議のうえ決定する。
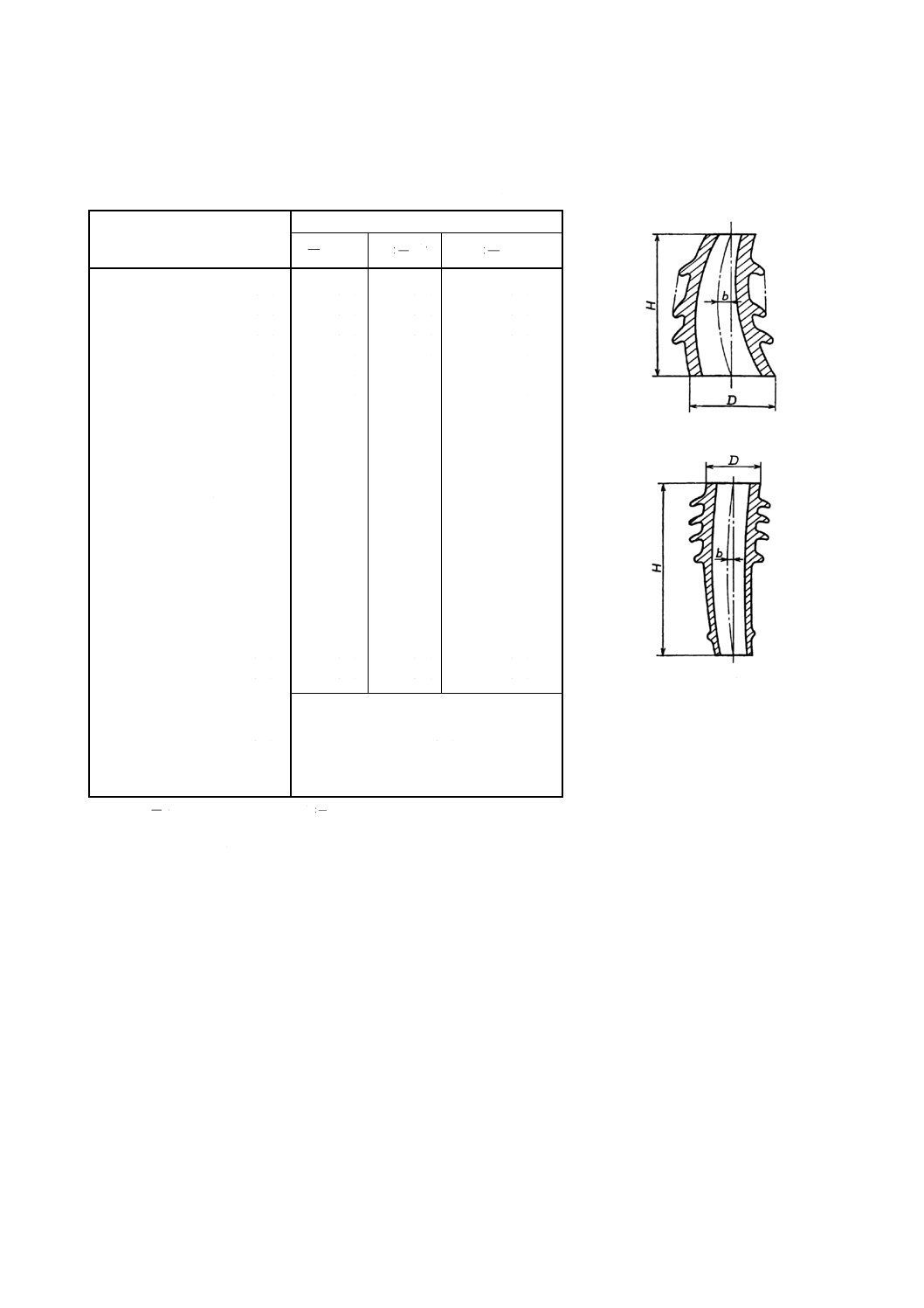
2. H及びDは,付図1及び付図2による。
H:がい管の高さ
D:がい管端面の大きい方の直径
付図1 H及びD寸法
付図2 H及びD寸法
11
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表4 かさの傾き許容差
単位mm
かさの直径
かさの傾き許容差
100以下
4.0以下
100を超え
200以下
5.0以下
200を超え
250以下
6.0以下
250を超え
300以下
7.0以下
300を超え
350以下
8.0以下
350を超え
400以下
8.0以下
400を超え
450以下
9.0以下
450を超え
500以下
10.0以下
500を超え
525以下
11.0以下
525を超え
550以下
12.0以下
550を超え
575以下
13.0以下
575を超え
600以下
14.0以下
600を超え
700以下
15.0以下
700を超え
800以下
16.0以下
800を超え
900以下
17.0以下
900を超え
1 000以下
18.0以下
1 000を超え
1 200以下
19.0以下
備考 かさの出張りが80mm以上の場合は,付表4の
許容差の1.5倍とする。
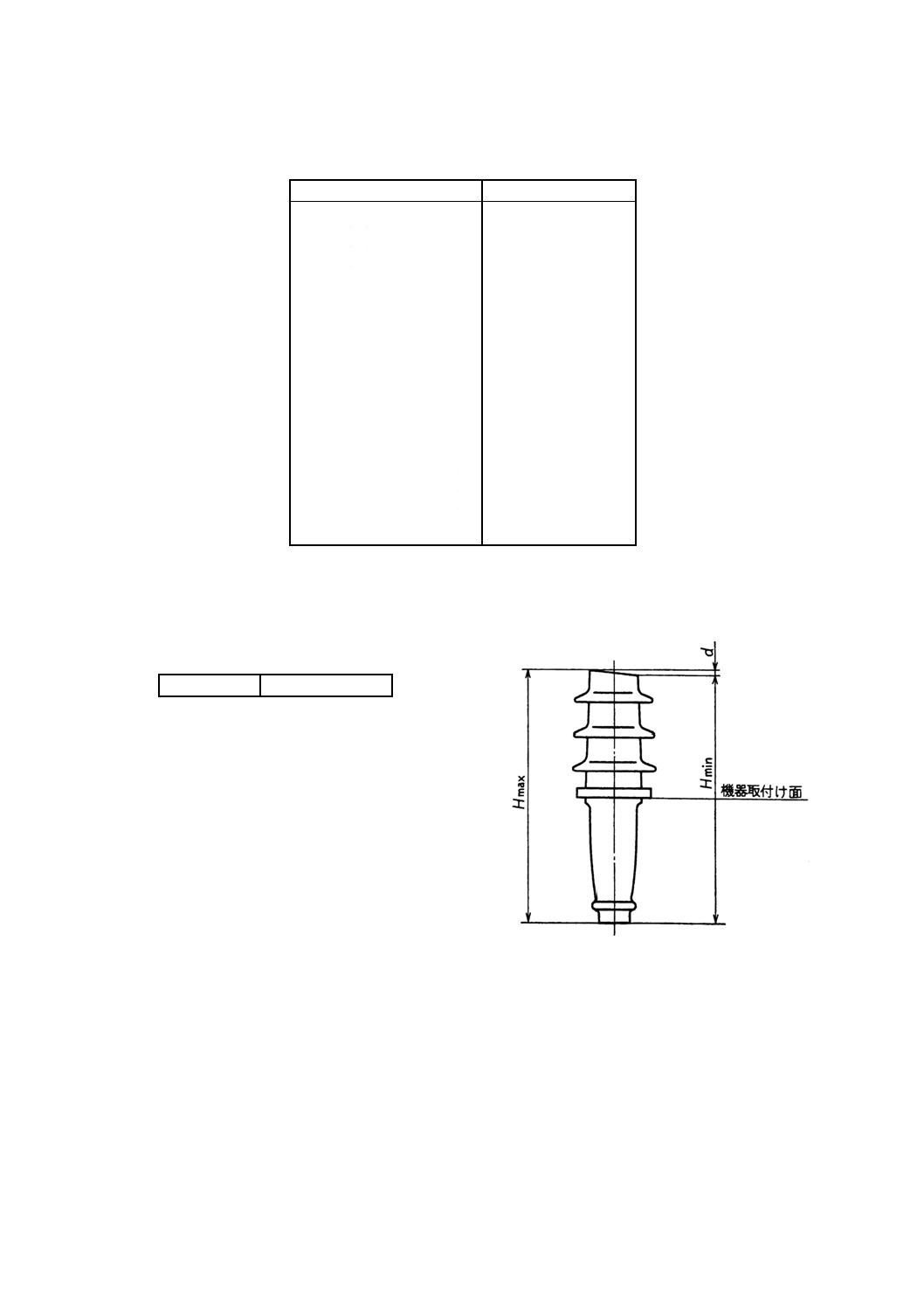
付表5 端面の平行度許容差
単位mm
端面の平行度
0.4以下
備考 付図3のように機器への取
付部が,がい管の中央部にあ
るがい管の場合は上下端面
間についてだけ適用する。
付図3 機器への取付部が,がい管の中央部にあるが
い管の端面の平行度の測定方法
12
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
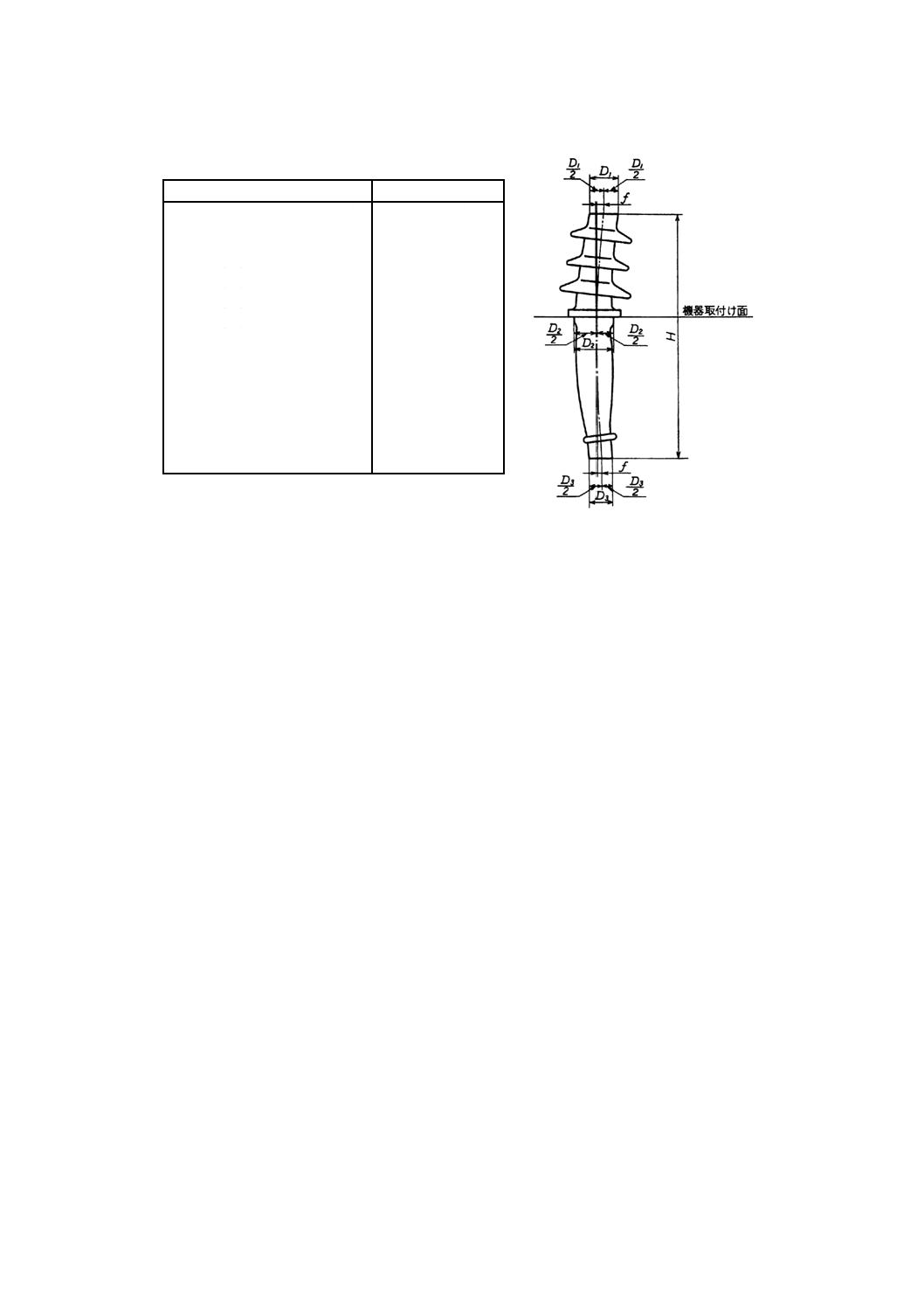
付表6 端面の振れ許容差
単位mm
がい管の高さ
端面の振れ許容差
200以下
0.5以下
200を超え
300以下
0.8以下
300を超え
400以下
1.0以下
400を超え
500以下
1.3以下
500を超え
600以下
1.5以下
600を超え
700以下
1.8以下
700を超え
800以下
2.0以下
800を超え
900以下
2.3以下
900を超え
1 500以下
2.5以下
1 500を超え
2 800以下
3.0以下
2 800を超え
3 500以下
4.0以下
3 500を超え
4 000以下
8.5以下
4 000を超え
5 000以下
12.0以下
備考 付図4のように機器への取付け部が両端部に
ないがい管は,両端面間の振れ許容差は規定
しない。
なお,機器取付け面に対する各端面の振れ
(f) は,付表3の中心線の振れ許容差とする。
付図4 機器への取付け部が両端部
にないがい管の端面の振れの測定
方法
13
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) 電気機器用がい管に関する試験方法
序文 この附属書は,本体の規定に対応するIEC 60233 : 1974, Tests on hollow insulators for use in electrical
equipmentを翻訳し,技術的内容及び規格票の様式を変更することなく作成したものである。
なお,この附属書で点線の下線を施してある箇所は,原国際規格にない事項である。
第1章 共通事項
1. 適用範囲 この附属書は,磁器材料又はガラスから作られた絶縁耐候性がい管に適用し,金具を取り
付ける前のものに適用する。この部品のことをこの規定では総称的にがい管という。このがい管は,直流
又は100Hz以下の周波数の交流で運転する電気機器において使用することを目的としている。
この附属書のがい管は,かさの有無にかかわらず,両端が開いた中空体からなり,次のような電気機器
での使用を目的としたものである。
− 計器用変成器
− 避雷器
− コンデンサ
− ブッシング
− ケーブル終端箱
− 遮断器
がい管は単一の絶縁体で構成するか,又は永久的に接合された幾つかの絶縁体で構成してもよい。
がい管は,当該図面に示す形状及び寸法で規定する。
2. 目的 この附属書の目的は:
− 試験方法の規定
− 判定基準の規定
耐電圧はがい管自体の特性ではなく,がい管が最終的に一部を構成する機器の特性であるため,イ
ンパルス電圧試験又は商用周波電圧試験を規定することは,この附属書の目的ではない。
14
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 試験 がい管は,次の試験を受けるものとする。
− 外観試験
− 電気的全数試験(以下,商用周波肉厚耐電圧試験という。)
− 寸法試験
− 吸湿試験
− 冷熱試験
備考 特定用途の場合には,がい管は内圧試験とか曲げ試験など他の試験を受けなければならないこ
とがある。そのような試験はつねに受渡当事者間の協定に基づくことが望ましく,一般的に追
加試験として考えられ,上記の通常試験の代用とはみなされない。この附属書の適用範囲は,
金具を取り付ける前のがい管に限定されているが,このような特殊試験は金具の取り付け後に
行わなければならない場合がある。このような特殊試験における過度な荷重は,使用中のがい
管の性能に悪影響を残すかもしれないというリスクに注意を向けてもらいたい。一般に,全数
検査の荷重は最小破壊荷重の70%を超えないことが望ましい。
4. 検査の種類 この附属書における検査は,全数検査及び抜取検査に分類する。
全数検査は,次からなる。
− 外観試験(5.)
− 商用周波肉厚耐電圧試験(6.)
これらの試験は,受入れのために提出されたすべてのがい管に対して行う。
備考 特別な場合には,特定寸法の試験を全数検査にすることが望ましい。このような場合には,当
該図面又は注文書に,どの寸法を全数検査として試験すべきか明記することが望ましい。
抜取検査は,次から成る。
− 寸法試験(7.)
− 吸湿試験(8.)
− 冷熱試験(9.)
これらの試験は,全数検査に合格したロットから抜き取られたがい管について行う(5.及び6.)。
特に指定がない場合には,試料の個数は,次の表のとおりとする。
ロットを構成する1種類のがい管の個数 (n)
抜取検査に供されるがい管の個数
12以下
同じ種類のがい管に対して試験が既に実施済
みであり,試験成績書が購入者によって承認さ
れている場合は,0
承認済みの試験成績書がない場合は,1
13から24
1
25から100
2
101から300
3
301から500
4
501以上
4+1.5n/1 000(端数切上げ)
15
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
第2章 全数検査
5. 外観試験
a) 磁器製のがい管 うわぐすりは,滑らかで使用上有害な欠陥がないものとする。うわぐすりの色は,
図面に指定された色とする。ただし,若干の色調の変化は,許容するものとし,それを受入れ拒否の
理由としてはならない。
施ゆう(釉)部と非施ゆう(釉)部は,図面によるものとする。
一般に,外観だけに影響するようなうわぐすりの欠陥は,外表面については,次の条件を満たせば
許容されるものとする。
− うわぐすりの欠陥の総面積 <100+D・L/1 000mm2
− 個々のうわぐすりの欠陥の面積 <50+D・L/10 000mm2
ここに, D=がい管の最大外径 (mm)
L=がい管の全長 (mm)
上記で許容された総面積以下のうわぐすり欠陥であっても,外観を著しく損なう程に,集中して存
在する場合には,受入れられないことがある。このような場合の判定基準は,受渡当事者間の協定に
よるのがよい。
特定のがい管に対しては,発注時に又は図面上に,次のいずれかを指定してもよい。
− 内表面上のうわぐすり欠陥は,特別の要求事項による
− 上記の外表面に対する要求事項を,内表面にも適用する
後者の場合,Dはがい管の最大内径 (mm) とする。
b) ガラス製のがい管 このがい管は,使用中の性能に影響を与えやすいしわや膨れなどの表面欠陥を呈
してはならない。ガラス中に5mmより大きい直径の気泡があってはならない。単一の気泡又は気泡
列の存在によって,がい管の実質肉厚が25%を超えて減少してはならない。
6. 商用周波肉厚耐電圧試験 この試験は,内外電極間に印加する電圧によって,がい管の壁面肉厚部の
健全性を確認することを目的とする。
内部電極は次のいずれかとする。
− 水(がい管の片方の端を閉じて,内部に水を満たす)
− がい管内面輪郭に沿う導体
外部電極は,必要と考えられる(特に製造工程中に接合が行われたときは,そのすべての接合部を
含めて)外部壁面に,配置された湿った布又は他の導体(チェーン,ワイヤなど)のリボンとしても
よい。周波数が15Hz〜100Hzの範囲の交流電圧を内外電極間に印加する。その値は,最も薄肉部にお
いてがい管の壁面肉厚1mm当たり1.5kVr. m. s. とする。ただし,35kVを最小値とする。この電圧は
5分間印加するものとする。
小形がい管の場合,35kVという最小電圧は,フラッシオーバのために,つねに印加可能というわけ
ではない。そのような場合は,印加可能な最大電圧とする。
試験中に電気貫通したがい管は,除去しなければならない。
備考 がい管に焼成の前工程又は後工程で行う接合部がない場合には,例えば,がい管を単に押出し
だけで製造する場合には,商用周波肉厚耐電圧試験は,受渡当事者間の協定によって省いても
差し支えない。
16
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
第3章 抜取検査
7. 寸法試験 寸法は図面上に指定された値と一致しなければならない。
特に指定がない限り,各寸法の許容差は次のとおりとする。
d≦300のとき,± (0.04d+1.5) mm
d>300のとき,± (0.025d+6) mm
dは図面上にて,当該寸法をミリメートル (mm) で表した値とする。
備考 最小表面漏れ距離が図面に指定されている場合には,それは当該がい管の測定値の最小値とし
て考えるのがよい。表面漏れ距離が公称値として指定された場合には,上述のマイナス許容差
が適用される。
がい管の曲がりは,高さ/最大内径の比が6未満の場合,(1.5mm+0.8%×がい管の高さ)以
下でなければならない。
この比が6以上の場合,又はがい管の製造上,特に困難が生じる場合は,曲がりの許容値は
受渡当事者間の特別な協定によるものとする。
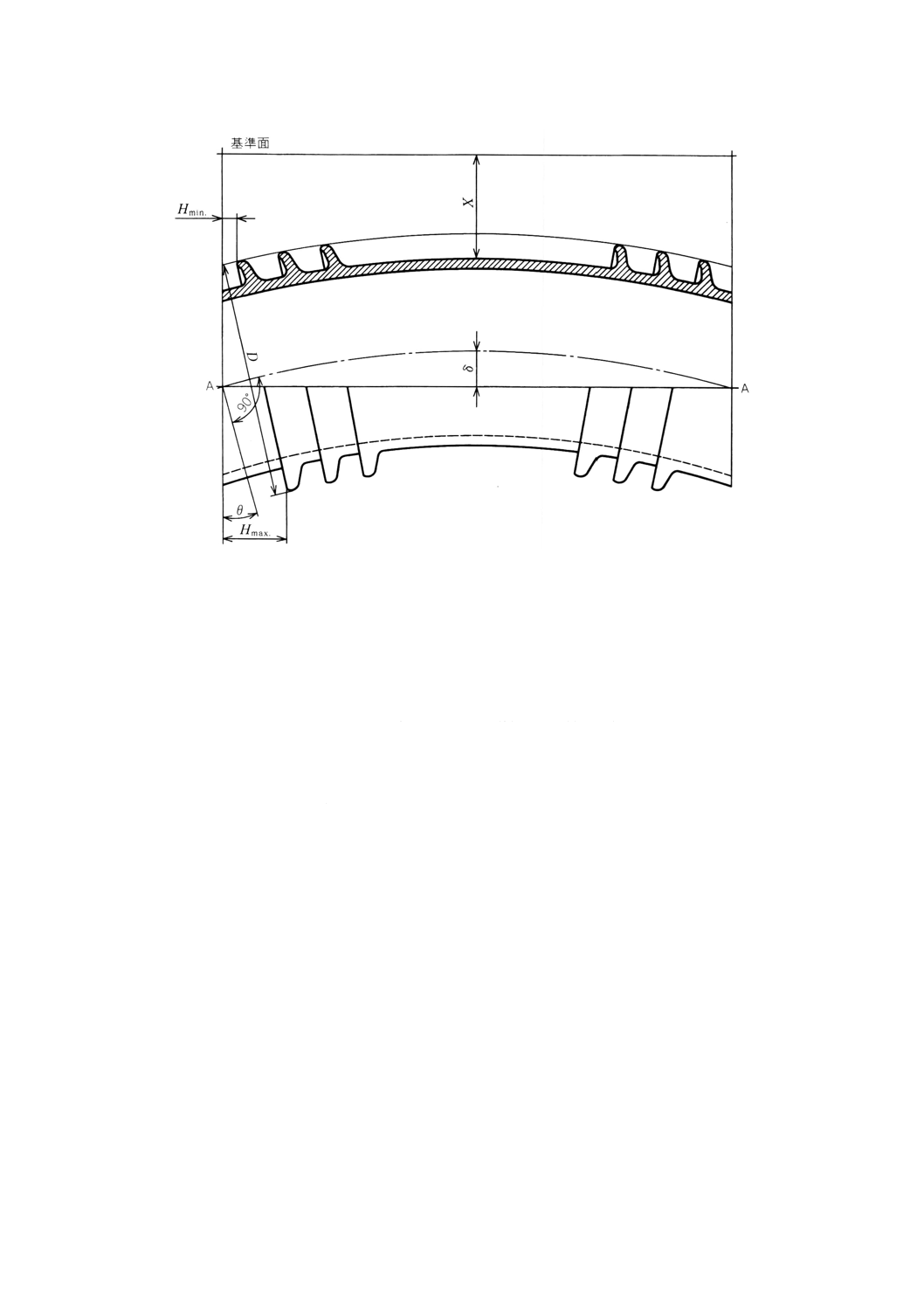
がい管の曲がりは,図面上に示されたように,がい管の理論的な直線軸A−Aとがい管の実
際の変形軸(横断面の中心が描く軌跡)との間の最大距離(附属書付図1におけるδ)として定
義する。
備考 曲がりを測定する一方法は,次のとおりである。
両端面の中心を通る軸又は,これらの中心にできる限り近い軸の周りを回転できるよう,が
い管を取り付ける。次に,がい管を回転させ,壁面の外側表面から回転軸に平行な基準面まで
の距離をがい管の長さ方向に沿ったさまざまな点で測定する。各点において,180°の回転から
生じる差分 (Xmax−Xmin) を求める。このときの曲がりは (Xmax−Xmin) /2の最大値とする。
がい管の研磨中に,曲がりをこの方法で測定してもよい。
代案として,曲がりを内挿ゲージでチェックしてもよい。
17
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書付図1
がい管はその高さの最大0.8%の曲がりδをもつことがあるので,変形軸に対する垂線と研磨
後の端面との間の角度θは,最大0.032ラジアンになり得る(附属書付図1参照)。したがって,
がい管の両端のかさはこの角度で傾斜することがあり,両端のかさとがい管の研磨面との距離
Hは周辺に沿って変化する。許容最小寸法Hは,がい管に取り付ける金具の寸法を考慮して,
図面上に指定してもよい。寸法Hを試験するには,最大H及び最小Hを測定するものとする。
両端のかさの位置は,Hの平均値,つまり(最大H+最小H)2が,一般許容差又は図面上
に特別に示された寸法Hに対する許容左の範囲内に入っていれば,図面と適合するものとする。
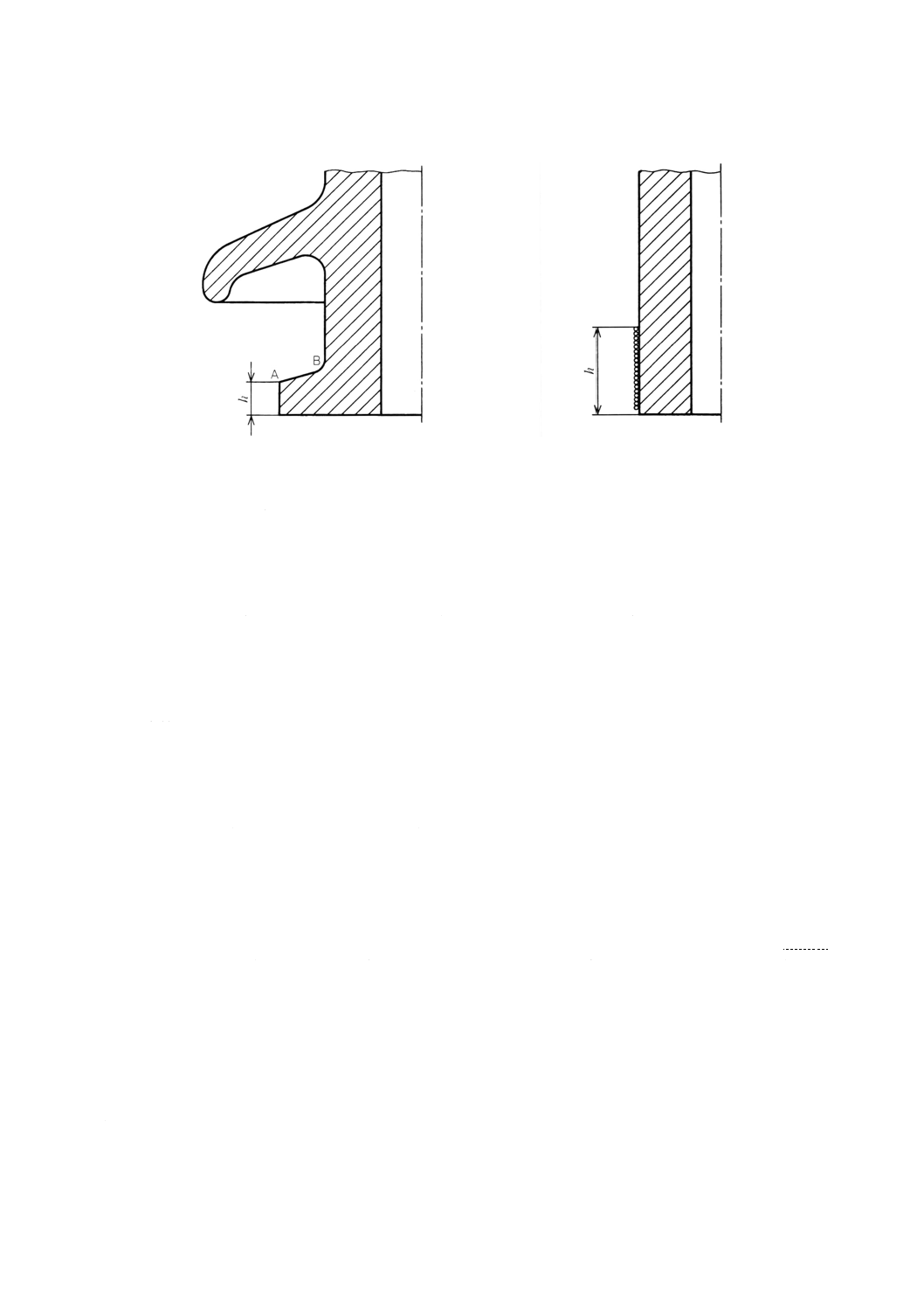
また,両端のかさの傾きは,(最大H−最小H)が0.032D+3mmを超えてはならない、ここで,
Dとはミリメートル (mm) で表した両端のかさの公称外径である。同様の事項は,サンド部の
長さh及びがい管の端にあるフランジの高さh(AB面は非研磨,端面は研磨の場合)にも適用
するものとする(附属書付図2参照)。
18
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書付図2
8. 吸湿試験(磁器製がい管に対してだけ) 吸湿性がないことの試験は,次のいずれかの試料で行うも
のとする。
− がい管と同じ磁器構成で,当該がい管に隣接した位置で,かつ,製造業者が最低温度の領域であると
考える位置で,焼成した試験片ブロック。
− 受渡当事者間の協定によって,研磨中にがい管から切り取られた代表的肉厚の試験片。
− 同じロットのがい管で,他の理由によって除外されたか,又は試験中に破壊されたがい管から取り出
した試験片。
吸湿試験に使用される試験片は,がい管のロットを代表するものであり,その最小寸法は,ほぼ9.
に定義した厚さφとする。
試験片は断片に破砕し,それらを赤又は紫のメチン染料(例えば,アストラゾン又はバソニール)
の3%アルコール溶液に浸すものとする(100g変性アルコール中に3gメチン染料)。この溶液は,次
の条件を満足する時間中,15×106N/m2以上の圧力に保持するものとする。
試験時間(単位:時間)×試験圧力(単位:N/m2)≧180×106
次に,断片を溶液から取り出し,洗浄し,乾燥し,そして再び破砕するものとする。
新たに破砕した面を目視によって試験した場合に,染料の染み込みがないものとする。試験片の初
めの破砕中にできた小さなクラックへの染み込みは,無視するものとする。
参考 原国際規格は,試験液として,フクシン1%アルコール溶液を規定している。しかし,IEC TC36
(がいし技術委員会)は,染料のフクシンが健康に害を及ぼす可能性があることから,無害の
メチン染料に置換する方針を決定した。この方針に従い,原国際規格は,改定されるか又は追
補が発行されることが確実であるため,この附属書では,改正内容を先取りして規定した。
9. 冷熱試験 がい管は,a)に規定するいずれかの試験又はb)に規定する試験で,どちらか該当する方の
試験を行うものとする。。
a) 磁器製又は強化ガラス製のがい管に適用する試験 当初,周囲温度のがい管を,中間容器を介さずに,
冷水の温度よりt℃高い温度に維持された水槽にすばやく浸し,15+0.7m分間(ただし,最高30分間)
19
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
浸しておく(mはがい管の質量で,単位はキログラム)。次に,がい管を取り出し,冷水槽にすばやく
浸し,同じ時間だけ浸しておくものとする。
この加熱冷却サイクルは,連続して3回行うものとする。一方の槽から他方の槽へ移す時間は,で
きるだけ短くする。
温度差tは,がい管の寸法によって,附属書付表Iのとおりとする。この温度差は図面上に表示さ
れることがある。
20
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書付表I
D2Lmm3・10-6
肉厚φmmに対する温度差t℃
φ≦23
23<φ≦26
26<φ≦32
32<φ≦36
36<φ≦43
43<φ
D2L≦ 164
60
55
50
45
40
35
164<D2L ≦ 410
55
55
50
45
40
35
410<D2L ≦ 655
50
50
50
45
40
35
655<D2L ≦ 900
45
45
45
45
40
35
900<D2L≦1 150
40
40
40
40
40
35
1 150<D2L≦2 000
35
35
35
35
35
35
D2L>2 000
受渡当事者間の協定による
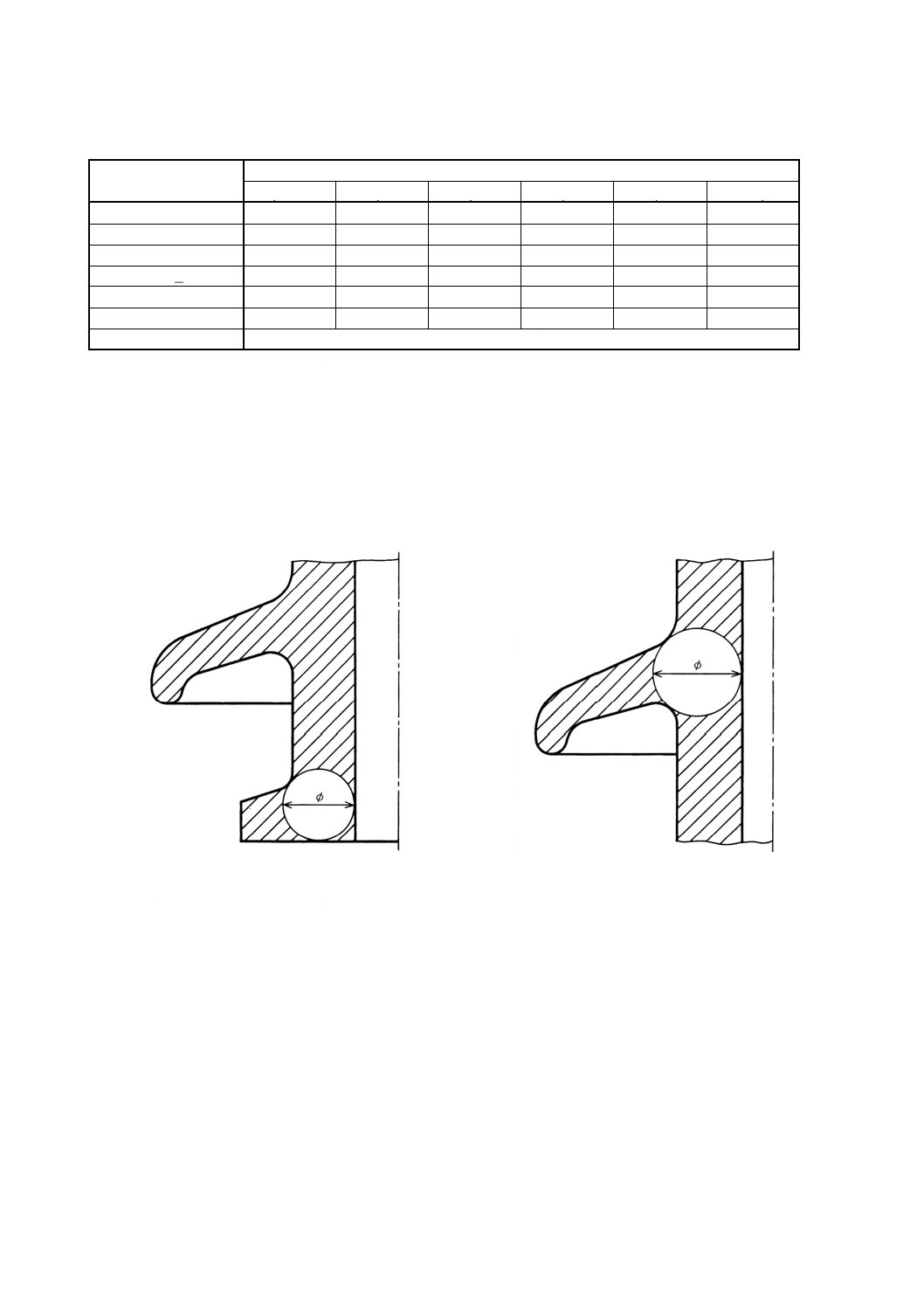
D=がい管のかさの最大外径 (mm)
L=がい管の高さ (mm)
φ=がい管の中心軸を含む縦断面における最大内接円の直径として定義される最大肉厚 (mm)
(附属書付図3参照)
備考 附属書付表Iにおける温度差は,浸せき時に内部に水が自由に浸入することができるストレー
ト又はテーパ状の内面形状をもつがい管に適用する。最小内径が最大内径の0.25倍未満であれ
ば,がい管には水が自由に浸入できないものと考えられる。そのような場合,温度差tは,受
渡当事者間の協定による。
附属書付図3
大形がい管に対する代替試験 1 200mmを超える高さのがい管の場合には,受渡当事者間の協定によっ
て,上記の試験方法に替えて次の試験方法を使用してもよい。
がい管の温度は適切な手段(加熱した空気又は水の循環,赤外線照射など)によって,後で人工雨とし
て散布するために使用する冷水の温度よりt℃高い値までゆっくり上昇させるものとする。この温度は15
分間保持する。
この後,直ちにがい管には強さ約3mm/minの人工雨を散布するものとし,この散布を15分間継続する
ものとする。
この加熱冷却サイクルは,連続して3回行うものとする。温度差tは,先に定義した壁面肉厚φによって,
附属書付表IIのとおりとする。
21
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書付表II
肉厚φmmに対する温度差t℃
φ≦30
φ>30
70
50
b) アニールガラス製のがい管に適用する試験 がい管は,中間容器を介さずに,後で使用する人工雨の
温度より35℃高い温度に維持された水槽にすばやく浸し,15分間浸しておくものとする。
次に,がい管を取り出し,直ちに強さ約3mm/minの人工雨の散布に,15分間さらすものとする。
この加熱冷却サイクルは,連続して3回行うものとする。温水槽から人工雨へ移したり,その逆を行
ったりする時間は,できるだけ短くする。
試験a)及びb)に適用する事項 上記試験a)及びb)のための水槽内の水の量は,がい管の浸せきによ
る水温の変化を±5℃以下に抑えるべく,十分に大きな量でなければならない。
3サイクル後において,がい管は,うわぐすりにクラック,若しくは損傷を呈したり,又は電気的
特性若しくは機械的特性において劣化要因となるその他の欠陥を示さないものとする。
がい管が6.に規定する商用周波肉厚耐電圧試験に合格した場合,そのような劣化は存在しないこと
が確認されたとみなされる。
冷熱試験に合格したがい管は,通常使用のがい管として,そのロットの残りのがい管と一緒に供給
しても差し支えない。
備考 中間容器を使用しないという制限は,低熱容量で,かつ,水が自由に出入りできるワイヤメッ
シュ状のかごの使用を排除するものではない。
10. 再試験手順
a) 7.の要求事項に適合していないがい管に対する再試験 抜取検査中に試験された一つ以上のがい管が
7.の要求事項を満足できなかった場合,そのロット中のすべてのがい管について重要寸法を測定する
ことを,受渡当事者間で協定してもよい(このとき試験は全数検査となる。)。
7.の要求事項を満足しないがい管は,この規定に適合しないものとする。ただし,特別な状況下で
は,寸法上の欠陥だけがあるがい管の一部又は全部を受け入れてもよいことが,受渡当事者間で合意
されてもよい。
b) 8.及び9.に規定するいずれかの試験に合格しないがい管に対する再試験
1) 一つのがい管だけが8.及び9.に規定する試験のいずれかに不合格であった場合,初回サンプル数の
2倍の個数が含まれるサンプルに対して,問題の試験を繰り返さなければならない。この再試験中
に,結果の一つ以上が不合格であれば,そのロット全体がこの規定に適合しないものとする。
2) 二つ以上のがい管が8.及び9.に規定する試験の要求事項のいずれかを満足しない場合には,製造業
者はさらなる試験のためにそのロット全体を回収し,その後ロットの全部又は一部を受入れ承認の
ために再提出してもよい。
新しいサンプルは,初回サンプル数の3倍の個数としなければならない。
この再試験において,一つ以上の結果が不合格であれば,そのロット全体がこの規定に適合して
いないものとする。
22
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
追補(規定) 電気機器用がい管に関する試験方法
序文
この追補は,本体の規定に対応するIEC 60233 Amendment 1 : 1988, Tests on hollow insulators for
use in electrical equipmentを翻訳し,技術的内容及び規格票の様式を変更することなく作成したものである。
附属書,15ページ
5. 外観試験 この箇条を,次に置き換える。
5.1
磁器製のがい管
a) 外表面 がい管の色は,おおよそ図に指定した色とする。若干の色調の変化は許容されており,それ
をがい管の受入れ拒否の理由としてはならない。このことは,うわぐすりがうすくなり色調が薄めに
なった部分(例えば,小さい半径の角)に対しても有効である。
図面上で“うわぐすり”と指定されている部分は,クラックや使用上有害な欠陥のない,滑らかで
光沢のある硬質なうわぐすりで覆うものとする。
うわぐすりの欠陥とは,うわぐすりのはげ,欠け,うわぐすり中の異物,及びピンホールのことを
いう。
通常の手段は,欠けによる損傷を防止するために,切断及び研磨された端面の内外角部を面取りす
ることである。
備考 受渡当事者問の協定によって,図面に面取りなしの角が指定されることがある。この場合には,
納入時点で,角に対する許容損傷の程度についても,協定があるものとする。指針として,個々
の欠けは,長さが5mmを超えないことを推奨する。
うわぐすりの欠陥の総面積は,次の値を超えてはならない。
2
000
2
100
mm
F
D×
+
ここに,D=がい管の最大外径 (mm)
F=がい管の表面漏れ距離 (mm)
個々のうわぐすりの欠陥の面積は,次の値を超えてはならない。
D×F≦30×105mm2のとき,100mm2
D×F>30×105mm2のとき,200mm2
がい管の胴部においては,個々のうわぐすりのはげは,25mm2を超えてはならない。
うわぐすり内の異物[例えば,上側かさ(笠)についた焼成中のごみ]も,総面積が25mm2を超えては
ならず,個々の異物は,表面から2mmを超えて出っ張ってはならない。
異物(例えば,サンド粒)が集中している場合には,それらを包含する包絡線を境界とする単一のうわ
ぐすりの欠陥と考え,その面積は,うわぐすりの欠陥の総面積に含まれるものとする。
直径が1.0mm未満の非常に小さなピンホール(例えば,うわぐすり工程中のほこり付着によって引き起
こされるピンホール)は,うわぐすりの欠陥の総面積に含めてはならない。ただし,毎(50mm×10mmの
部分)において,ピンホールの数は15個を超えてはならない。さらに,がい管のピンホールの総数は,次
の値を超えてはならない。
500
1
50
F
D×
+
23
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,D及びFは先に定義されている。
b) 内表面 特定のがい管に対しては,発注時に又は図面上に,次のいずれかを指定してもよい。
− 内表面上のうわぐすりの欠陥は,特別の要求事項による
− 上記の外表面に対する要求事項を内表面にも適用する
後者の場合には,Dはがい管の最大内径 (mm) とする。
5.2
ガラス製のがい管 このがい管は,使用中の性能に影響を与えやすいしわや膨れなどの表面欠陥を
呈してはならない。ガラス中に5mmより大きい直径の気泡があってはならない。単一の気泡又は気泡列
の存在によって,がい管の実質肉厚が25%を超えて減少してはならない。
24
C 3801-3 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
がいしJIS国際整合化本委員会(改正原案作成委員) 構成表
氏名
所属
(委員長)
河 村 達 雄
芝浦工業大学工学部
(委員)
内 藤 克 彦
名古屋工業大学工学部
新 井 昇
財団法人電力中央研究所企画部
浅 井 功
社団法人日本電気協会
三 浦 良 隆
電気事業連合会工務部
小 林 俊 一
東京電力株式会社工務部
高 木 洋 隆
(村 澤 泉)
中部電力株式会社工務部
菅 田 徹
関西電力株式会社電力システム室
石 津 成 一
東海旅客鉄道株式会社技術本部
赤 嶺 淳 一
社団法人日本電機工業会
石 川 熙
富士電機株式会社機器制御事業部
秋 定 三津男
三菱電機株式会社配電機器製造部
鈴 木 良 博
日本ガイシ株式会社ガイシ技術部
山 本 俊 夫
大トー株式会社技術部
浦 郷 義 則
株式会社香蘭社
山 本 隆 志
株式会社エージック品質保証部
伊 賀 健
会津碍子株式会社製造部
川 本 富士雄
愛知県陶磁器工業協同組合
成 宮 治
通商産業省生活産業局
薦 田 康 久
資源エネルギー庁公益事業部
橋 爪 邦 隆
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
西 村 明
日本電磁器協会
がいしJIS国際整合化原案作成第一分科会 構成表
氏名
所属
(分科会長)
内 藤 克 彦
名古屋工業大学工学部
浅 井 功
社団法人日本電気協会
長 谷 祐 児
中部電力株式会社工務部技術開発グループ
山 本 隆 志
株式会社エージック品質保証部
藤 井 治
日本ガイシ株式会社ガイシ技術部
川 本 富士雄
愛知県陶磁器工業協同組合
橋 爪 邦 隆
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
西 村 明
日本電磁器協会
備考 括弧内氏名は前任者を示す。