C 2552:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 分類······························································································································· 2
5 鋼帯の種類の記号 ············································································································· 2
6 一般的要求事項 ················································································································ 4
6.1 製造方法 ······················································································································ 4
6.2 供給形態 ······················································································································ 4
6.3 納品状態 ······················································································································ 5
6.4 表面状態 ······················································································································ 5
6.5 切断性 ························································································································· 5
7 特性及び許容値 ················································································································ 5
7.1 磁気特性 ······················································································································ 5
7.2 寸法及び形状,並びにそれらの許容差················································································ 6
7.3 その他の材料特性 ·········································································································· 7
8 検査及び試験 ··················································································································· 8
8.1 一般事項 ······················································································································ 8
8.2 供試材の採取 ················································································································ 8
8.3 試験片の準備 ················································································································ 8
8.4 試験方法 ······················································································································ 9
8.5 再試験 ························································································································ 10
9 マーキング,ラベリング及びこん包 ···················································································· 10
10 クレーム ······················································································································ 10
11 発注時に購入者が提供すべき情報 ····················································································· 10
12 試験成績表 ··················································································································· 11
附属書A(参考)周波数50 Hz及び最大磁束密度1.0 Tにおける鉄損の最大値 ································· 12
附属書B(参考)対応国際規格との種類の記号の対応表 ······························································ 14
附属書C(参考)けい素及びアルミニウム成分量に基づくみなし密度の計算方法 ····························· 16
附属書JA(規定)繰返し曲げ試験方法及び試験機器仕様 ···························································· 17
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 19
C 2552:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
電機工業会(JEMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。これによって,JIS C 2552:2000は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 2552:2014
無方向性電磁鋼帯
Cold-rolled non-oriented electrical steel strip and sheet delivered
in the fully-processed state
序文
この規格は,2013年に第3版として発行されたIEC 60404-8-4を基とし,我が国で一般的となっている
技術と整合させるため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,呼称厚さ0.35 mm,0.47 mm,0.50 mm,0.65 mm及び1.00 mmの両面に絶縁皮膜をもつ冷
延無方向性電磁鋼帯(以下,鋼帯という。)について規定する。特に,一般的要求事項,磁気特性,寸法・
形状及びその許容差,その他の材料特性並びにそれらの検査方法について規定する。
この規格は,磁気回路構成用の十分に焼なました状態(以下,フルプロセスという。)のコイル又は切板
で供給される鋼帯に適用する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 60404-8-4:2013,Magnetic materials−Part 8-4: Specifications for individual materials−
Cold-rolled non-oriented electrical steel strip and sheet delivered in the fully-processed state
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 2550-1 電磁鋼帯試験方法−第1部:エプスタイン試験器による電磁鋼帯の磁気特性の測定方法
注記 対応国際規格:IEC 60404-2,Magnetic materials−Part 2: Methods of measurement of the magnetic
properties of electrical steel strip and sheet by means of an Epstein frame(MOD)
JIS C 2550-2 電磁鋼帯試験方法−第2部:寸法・形状の測定方法
注記 対応国際規格:IEC 60404-9,Magnetic materials−Part 9: Methods of determination of the
geometrical characteristics of magnetic steel sheet and strip(MOD)
JIS C 2550-5 電磁鋼帯試験方法−第5部:電磁鋼帯の密度,抵抗率及び占積率の測定方法
注記 対応国際規格:IEC 60404-13,Magnetic materials−Part 13: Methods of measurement of density,
2
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
resistivity and stacking factor of electrical steel sheet and strip(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS C 2550-1及びJIS C 2550-2によるほか,次による。
3.1
繰返し曲げ回数(number of bends)
試験片を交互に反対方向に90°曲げることを繰り返し,試験片の地鉄部分に目視,クラック音などで確
認できる割れが生じる前までの曲げ回数。
注記 この回数は,鋼帯の延性を示す一つの指標となる。
4
分類
この規格で取り扱う鋼帯の種類は,呼称厚さ0.35 mm,0.50 mm,0.65 mm及び1.00 mmの鋼帯について,
呼称厚さ,周波数50 Hz及び最大磁束密度1.5 Tにおけるキログラム当たりのワット値(W/kg)で表され
る鉄損W15/50の最大値によって分類する。呼称厚さ0.47 mmの鋼帯については,周波数60 Hz及び最大磁
束密度1.5 Tにおけるキログラム当たりのワット値(W/kg)で表される鉄損W15/60の最大値によって分類
する。
5
鋼帯の種類の記号
鋼帯の種類の記号は,表1及び表2による。
鋼帯の種類の記号の表し方は,次による。
a) ミリメートルで表される鋼帯の呼称厚さの100倍。
b) フルプロセスの冷延無方向性電磁鋼帯であることを示す文字A。
c) 周波数50 Hz及び最大磁束密度1.5 Tにおけるキログラム当たりのワット値(W/kg)で表される鉄損
の最大値の100倍。ただし,呼称厚さ0.47 mmの鋼帯については,周波数60 Hz及び最大磁束密度1.5
Tにおける鉄損の最大値の100倍とし,“/60”を付記する。
種類の記号の表し方を,次に示す。
35A250は,周波数50 Hz及び最大磁束密度1.5 Tにおける鉄損の最大値が2.50 W/kg以下である呼称厚
さ0.35 mmの鋼帯を表す。
注記 対応国際規格との種類の記号の対応表を附属書Bに示す。
A
呼称厚さ(mm)を100倍した値
材質を示す文字
鉄損の最大値
周波数50 Hz及び最大磁束密度1.5 Tにおける鉄損
の最大値(W/kg)を100倍した値
3
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
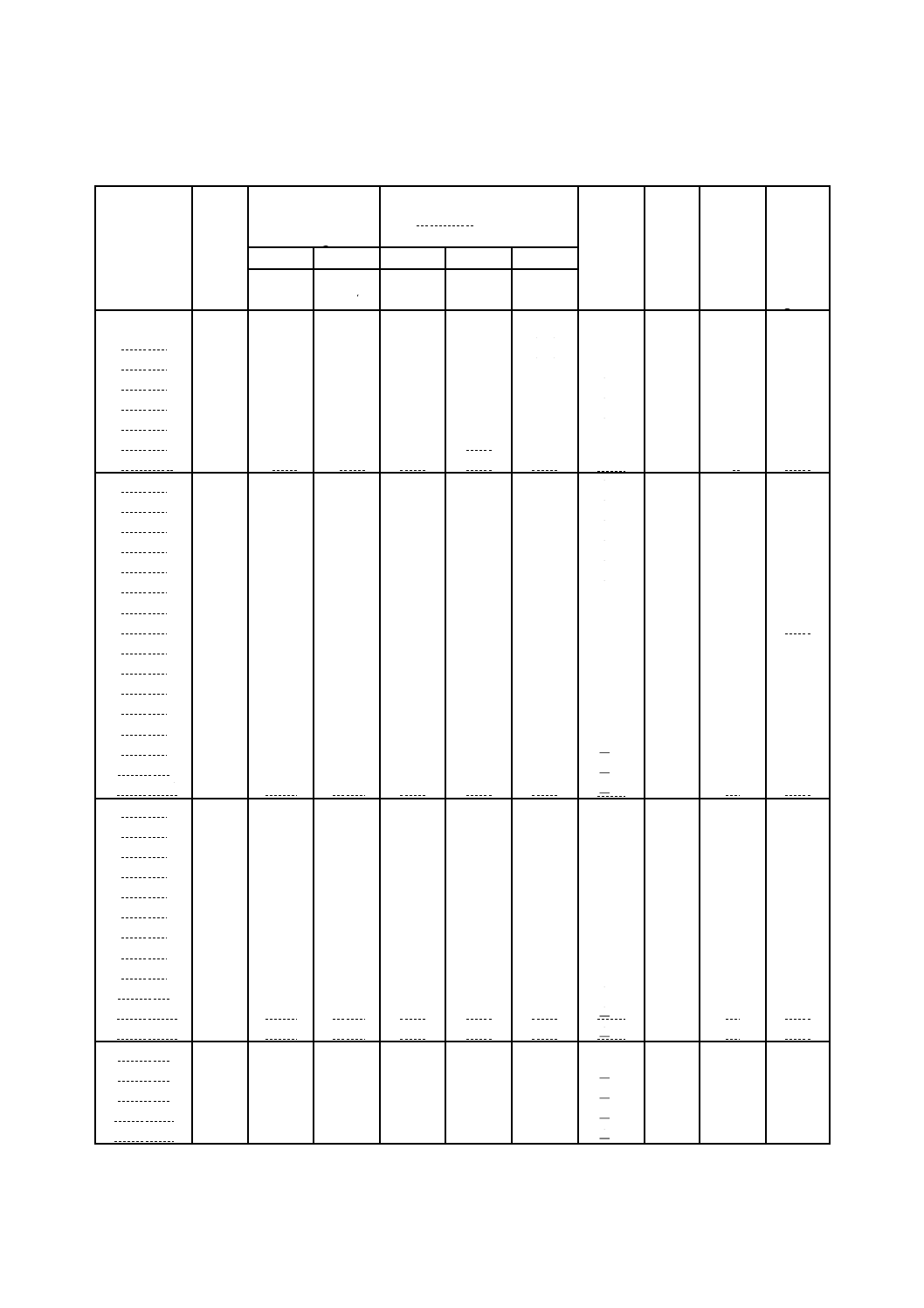
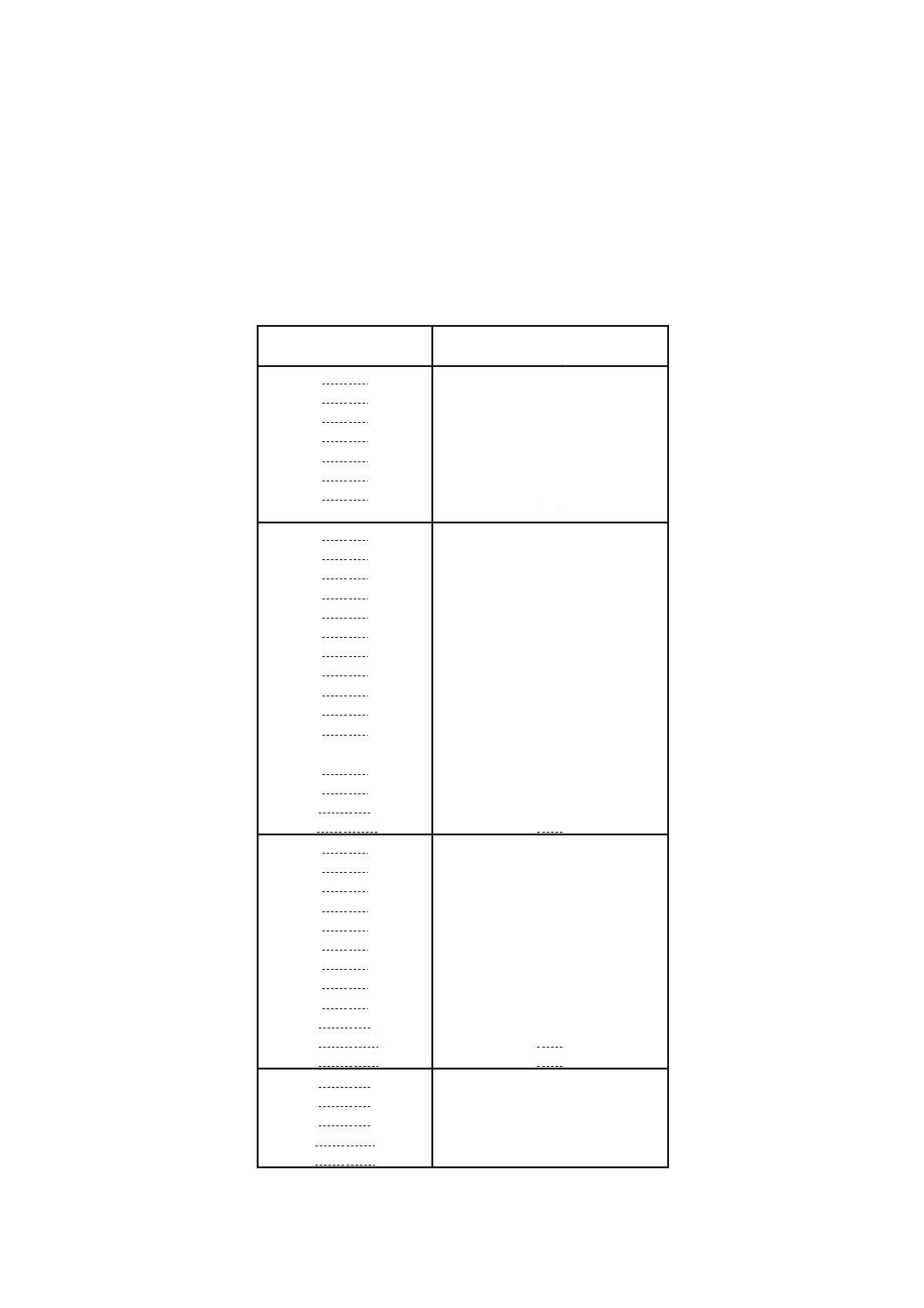
表1−呼称厚さ0.47 mm以外の鋼帯の種類並びにエプスタイン測定による
磁気特性及びその他の材料特性
種類
呼称
厚さ
1.5 Tにおける
鉄損の最大値a)
W/kg
各磁界の強さにおける
磁束密度の最小値d)
T
鉄損の
異方性
の最大
値e)
占積
率の
最小
値
繰返し
曲げ回
数の最
小値
密度c)
W15/50
W15/60
B25
B50
B100
mm
50 Hz
60 Hz b)
2 500
A/m b)
5 000
A/m
10 000
A/m b)
%
kg/dm3
35A210
0.35
2.10
2.65
1.49
1.60
1.70
±17
0.95
2
7.60
35A230
2.30
2.90
1.49
1.60
1.70
±17
2
7.60
35A250
2.50
3.14
1.49
1.60
1.70
±17
2
7.60
35A270
2.70
3.36
1.49
1.60
1.70
±17
2
7.65
35A300
3.00
3.74
1.49
1.60
1.70
±17
3
7.65
35A330
3.30
4.12
1.49
1.60
1.70
±17
3
7.65
35A360
3.60
4.55
1.49
1.61
1.70
±17
3
7.65
35A440f)
4.40
5.52
1.54
1.64
1.74
±17
3
7.70
50A230
0.50
2.30
2.95
1.49
1.60
1.70
±17
0.96
2
7.60
50A250
2.50
3.21
1.49
1.60
1.70
±17
2
7.60
50A270
2.70
3.47
1.49
1.60
1.70
±17
2
7.60
50A290
2.90
3.71
1.49
1.60
1.70
±17
2
7.60
50A310
3.10
3.95
1.49
1.60
1.70
±14
3
7.65
50A330
3.30
4.20
1.49
1.60
1.70
±14
3
7.65
50A350
3.50
4.45
1.50
1.60
1.70
±12
5
7.65
50A400
4.00
5.10
1.53
1.63
1.73
±12
5
7.65
50A470
4.70
5.90
1.54
1.64
1.74
±10
10
7.70
50A530
5.30
6.66
1.56
1.65
1.75
±10
10
7.70
50A600
6.00
7.53
1.57
1.66
1.76
±10
10
7.75
50A700
7.00
8.79
1.60
1.69
1.77
±10
10
7.80
50A800
8.00
10.06
1.60
1.70
1.78
±10
10
7.80
50A940
9.40
11.84
1.62
1.72
1.81
± 8
10
7.85
50A1000
10.00
12.60
1.62
1.72
1.81
± 8
10
7.85
50A1300 f)
13.00
16.28
1.62
1.72
1.81
± 8
10
7.85
65A310
0.65
3.10
4.08
1.49
1.60
1.70
±15
0.97
2
7.60
65A330
3.30
4.30
1.49
1.60
1.70
±15
2
7.60
65A350
3.50
4.57
1.49
1.60
1.70
±14
2
7.60
65A400
4.00
5.20
1.52
1.62
1.72
±14
2
7.65
65A470
4.70
6.13
1.53
1.63
1.73
±12
5
7.65
65A530
5.30
6.84
1.54
1.64
1.74
±12
5
7.70
65A600
6.00
7.71
1.56
1.66
1.76
±10
10
7.75
65A700
7.00
8.98
1.57
1.67
1.76
±10
10
7.75
65A800
8.00
10.26
1.60
1.70
1.78
±10
10
7.80
65A1000
10.00
12.77
1.61
1.71
1.80
±10
10
7.80
65A1300 f)
13.00
16.52
1.62
1.71
1.81
± 8
10
7.85
65A1600 f)
16.00
20.30
1.62
1.71
1.81
± 8
10
7.85
100A600
1.00
6.00
8.14
1.53
1.63
1.72
±10
0.98
2
7.60
100A700
7.00
9.38
1.54
1.64
1.73
± 8
3
7.65
100A800
8.00
10.70
1.56
1.66
1.75
± 6
5
7.70
100A1000
10.00
13.39
1.58
1.68
1.76
± 6
10
7.80
100A1300
13.00
17.34
1.60
1.70
1.78
± 6
10
7.80
4
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−呼称厚さ0.47 mm以外の鋼帯の種類並びにエプスタイン測定による
磁気特性及びその他の材料特性(続き)
注a) エプスタイン試験器では,次の式で表される材料固有の磁束密度(磁気分極)が測定される。
J=B−μ0H
ここに,
J :材料固有の磁束密度(磁気分極)
B :磁束密度
μ0 :磁気定数 4π×10−7 H/m
H :磁界の強さ
Wの添え字の分子(15)は最大磁束密度を,分母(50又は60)は周波数を示す。
b) 参考値
c) 密度は,試験片の断面積の計算に用いる既定値を示す。受渡当事者間の協定によって他の値を用いてもよい。
d) B25,B50及びB100は,それぞれ磁界の強さ2 500 A/m,5 000 A/m及び10 000 A/mにおける材料固有の磁束密度
のピーク値を示す。
e) 参考値
f) 35A440,50A1300,65A1300及び65A1600は,JIS独自に規定した種類を示す。
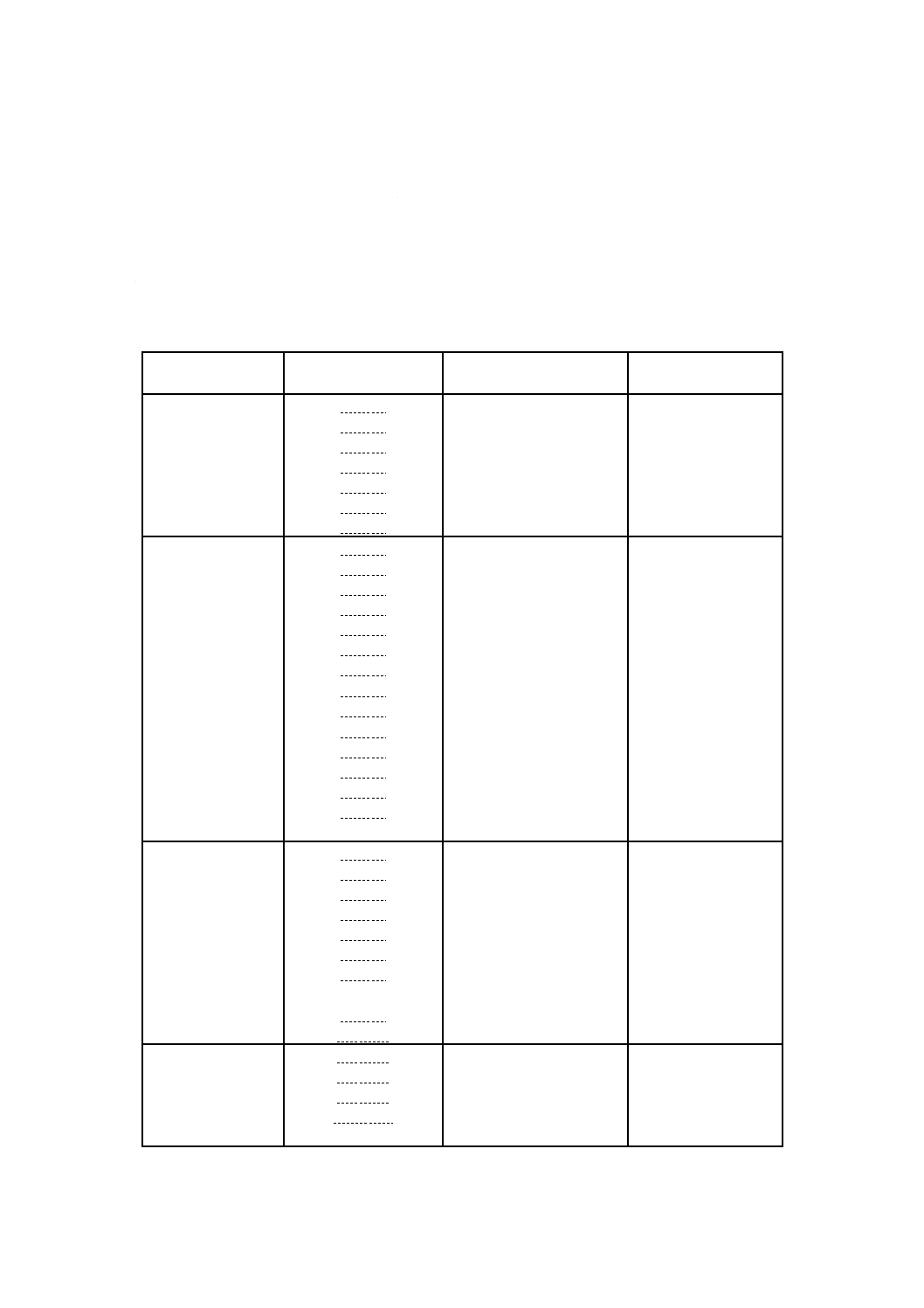
表2−呼称厚さ0.47 mmの鋼帯の種類並びにエプスタイン測定による磁気特性及びその他の材料特性
種類
呼称
厚さ
1.5 Tにおける
鉄損の最大値a)
W/kg
各磁界の強さにおける
磁束密度の最小値d)
T
鉄損の
異方性
の最大
値e)
占積
率の
最小
値
繰返し
曲げ回
数の最
小値
密度c)
W15/50
W15/60
B25
B50
B100
mm
50 Hz b)
60 Hz
2 500
A/m b)
5 000
A/m
10 000
A/m b)
%
kg/dm3
47A370/60
0.47
2.92
3.70
1.49
1.60
1.70
±18
0.96
2
7.65
47A380/60
3.00
3.80
1.49
1.60
1.70
±14
3
7.65
47A408/60
3.22
4.08
1.49
1.60
1.70
±14
3
7.65
47A419/60
3.31
4.19
1.49
1.60
1.70
±14
3
7.70
47A452/60
3.57
4.52
1.50
1.60
1.70
±14
5
7.70
47A507/60
4.01
5.07
1.51
1.61
1.71
±14
5
7.70
47A638/60
5.04
6.38
1.54
1.64
1.74
±12
10
7.75
47A836/60
6.60
8.36
1.58
1.68
1.77
±12
10
7.80
47A990/60
7.82
9.90
1.58
1.68
1.77
±12
10
7.80
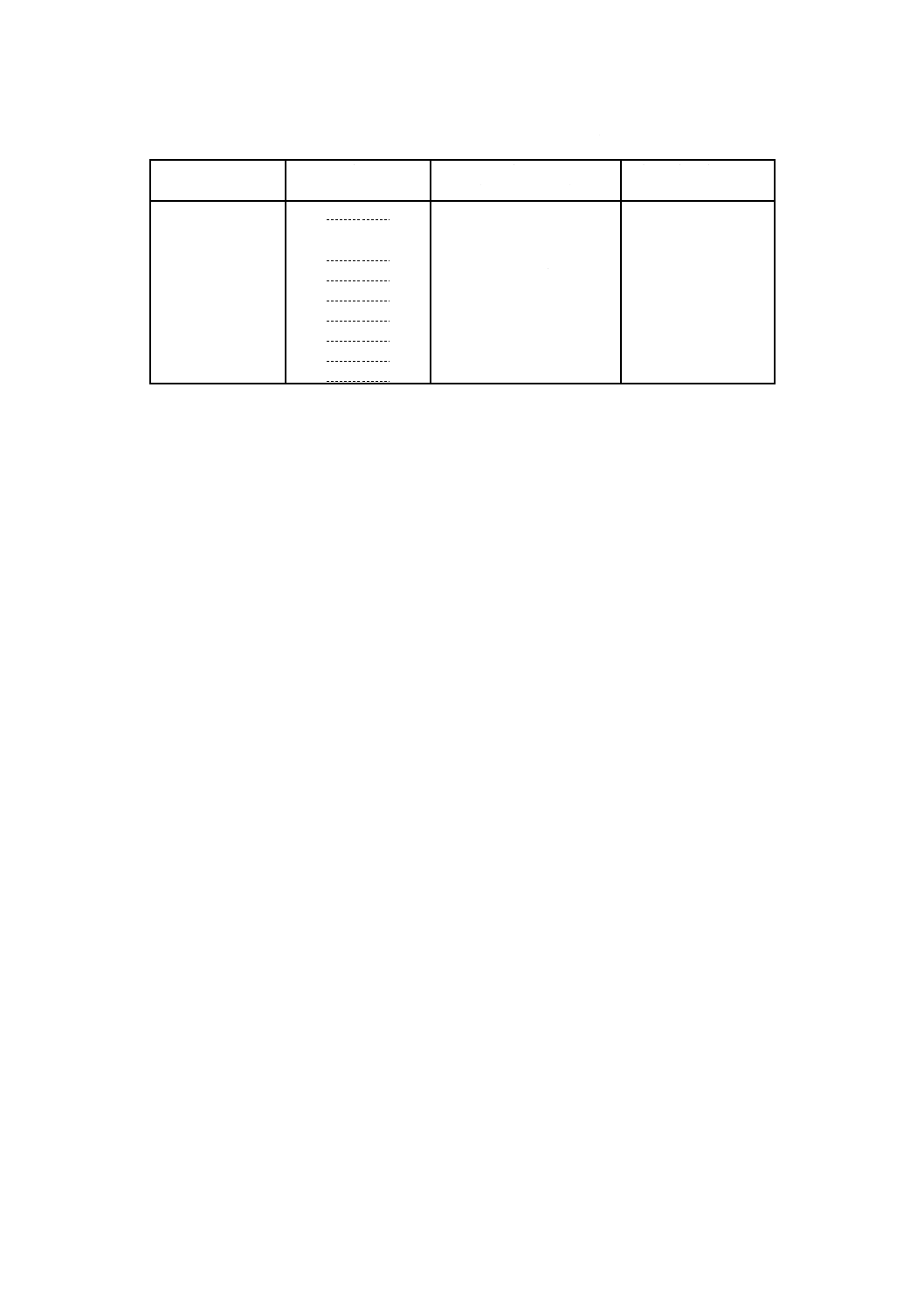
注a) 表1の注a)参照。
b) 表1の注b)参照。
c) 表1の注c)参照。
d) 表1の注d)参照。
e) 表1の注e)参照。
6
一般的要求事項
6.1
製造方法
鋼帯の製造方法及びその化学組成は,製造業者の裁量に委ねる。
6.2
供給形態
鋼帯は,巻取り状態のコイル又は切断し,積層した切板束(バンドル)の形態で供給する。
コイル又は切板束の質量は,発注時に取り決める。
コイルは,通常1条とする。ただし,1コイルに2条以上を巻き込む場合は,1条の長さは通常200 m
以上とする。
5
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,使用上差し支えない程度に溶接したものは1条とみなす。
コイルの内径は,500 mmから520 mmの間とし,508 mmを推奨する。
切板束は,積層側面が実質的に平面とみなせ,上端面に垂直となるように積層する。
コイルは,幅が一定で両側面が実質的に平面とみなせるよう,エッジをそろえて巻き取る。
コイルは,自重で潰れたりすることがないよう十分堅く巻き取る。
発注時の受渡当事者間の協定によって,不良部分を除去したコイルを溶接又は巻込みによってつなぎ合
わせてもよい。溶接部又は巻込み部のマーキングについて,必要があれば発注時に受渡当事者間の協定と
してもよい。
溶接部又は巻込み部をもつコイルの場合,各片の鋼帯は,いずれも同じ種類のものでなければならない。
つなぎ合わせのため溶接した各片の鋼帯のエッジは,その後の作業に支障が生じるほど不ぞろいであっ
てはならない。
6.3
納品状態
鋼帯は,通常両面に絶縁皮膜を施して供給される。皮膜の種類及びその特性,占積率並びにそれらの検
査方法に関しては,発注時に受渡当事者間で協定する。
6.4
表面状態
鋼帯の表面は,平滑でグリースの付着及びさび(錆)のない清浄なものでなければならない。すりきず,
膨れ,き裂などが所々に発生していても,これらが厚さの許容差内であり,使用上支障がなければ,許容
される。溶接部などの若干の正常でない部分での限度は,受渡当事者間の協定による。
鋼帯表面の絶縁皮膜は,切断加工時に剝がれたりしないよう,強固に密着していなければならない。繰
返し曲げ試験(8.4.4.2参照)において1回目の90°曲げによって絶縁皮膜が剝離してはならない。絶縁皮
膜が剝離した場合は,試験片を採取した供試材の残部を用いて,せん(剪)断試験を実施する。せん断試
験において,絶縁皮膜が大きく剝離した場合は,不合格とする。ただし,せん断部分の僅かな程度の剝離
は許容する。絶縁皮膜の剝離の程度の限度は,受渡当事者間の協定による。
さびと製造工程における絶縁皮膜の変色とを混同してはならない。
6.5
切断性
鋼帯は,切断又は打抜き加工の際に工具の異常摩耗を引き起こしてはならない。鋼帯はいかなる部分で
も,適切な工具を用いることによって,一般的な形状に正確に切断することが可能でなければならない。
切断又は打抜き加工の適切な試験の方法及びその限度について特別な要求事項がある場合は,受渡当事者
間で協定する。
7
特性及び許容値
7.1
磁気特性
7.1.1
一般事項
7.1.2,7.1.3及び7.1.4に規定する特性は,6.3に規定する納品状態の製品(以下,製品という。)に適用
する。製品の質量には絶縁皮膜を含める。
7.1.2
磁束密度
周波数が50 Hz又は60 Hzでの磁界の強さが2 500 A/m,5 000 A/m及び10 000 A/mの場合の磁束密度ピ
ーク値の最小値は,表1及び表2による。
7.1.3
鉄損
呼称厚さ0.47 mm以外の鋼帯の周波数50 Hz及び最大磁束密度1.5 Tにおける鉄損の最大値は,表1に
6
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
よる。呼称厚さ0.47 mmの鋼帯の周波数60 Hz及び最大磁束密度1.5 Tにおける鉄損の最大値は,表2に
よる。
特別な場合には,受渡当事者間の協定によって,鉄損の最大値を,圧延方向と平行に採取した試験片だ
け,又は圧延方向と直角に採取した試験片だけを用いて測定してもよい。
注記 周波数50 Hz及び最大磁束密度1.0 Tにおける鉄損の最大値を,附属書Aに参考値として示す。
7.1.4
鉄損の異方性
鉄損の異方性は,磁束密度1.5 Tで測定する。鉄損の異方性の最大値は,規定しない。
注記 鉄損の異方性の最大値を,表1及び表2に参考値として示す。
7.2
寸法及び形状,並びにそれらの許容差
7.2.1
厚さ
鋼帯の呼称厚さは0.35 mm,0.47 mm,0.50 mm,0.65 mm及び1.00 mmとする。
厚さの許容差については,次のとおり区別する。
− 同じ受渡単位の製品における呼称厚さに対する厚さの許容差。
− 切板又は一定長さのコイルにおける長さ方向の厚さの偏差。
長さ方向の厚さの偏差とは,エッジから30 mmまでの部分を除いて,圧延方向に測定した最大厚さ
と最小厚さとの差をいう。
− 幅方向の厚さの偏差。この許容差は,幅150 mmを超える鋼帯にだけ適用する。
幅方向の厚さの偏差とは,エッジから30 mmまでの部分を除いて,圧延方向に直角な方向について
測定した最大厚さと最小厚さとの差をいう。
同じ受渡単位の鋼帯の呼称厚さに対する厚さの許容差は,呼称厚さ0.35 mm,0.47 mm及び0.50 mmに
ついては,8.4.3.1によって試験したとき,呼称厚さに対して±8 %とし,また,呼称厚さ0.65 mm及び1.00
mmについては,呼称厚さに対して±6 %とする。溶接部分の厚さは,定常部の実測値との厚さの差が0.10
mmを超えてはならない。
圧延方向における切板又は一定長さのコイル(8.3.2参照)における厚さの偏差は,8.4.3.1によって試験
をしたとき,呼称厚さ0.35 mm,0.47 mm及び0.50 mmについては,呼称厚さに対して8 %を超えてはなら
ない。また,呼称厚さ0.65 mm及び1.00 mmについては,呼称厚さに対して6 %を超えてはならない。
幅方向の厚さに対する厚さの偏差は,8.4.3.1によって試験したとき,次による。幅150 mm未満の鋼帯
については,受渡当事者間の協定による。
− 幅150 mmを超え1 000 mm以下の鋼帯の場合は,次による。
呼称厚さ0.35 mm,0.47 mm及び0.50 mmについては,0.020 mmを超えてはならない。
呼称厚さ0.65 mm及び1.00 mmについては,0.030 mmを超えてはならない。
− 幅1 000 mmを超える鋼帯の場合は,次による。
呼称厚さ0.35 mm,0.47 mm及び0.50 mmについては,0.030 mmを超えてはならない。
呼称厚さ0.65 mm及び1.00 mmについては,0.040 mmを超えてはならない。
7.2.2
幅
適用される鋼帯の呼称幅は,1 250 mm以下とする。ただし,受渡当事者間の協定によって,1 250 mm
を超えてもよい。
幅の許容差は,8.4.3.2によって試験したとき,ミルエッジのまま供給される鋼帯とミルエッジを除去し
て供給される鋼帯とで異なる。
ミルエッジを除去して供給される鋼帯の幅の許容差は,8.4.3.2によって試験したとき,表3による。
7
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ミルエッジのまま供給される鋼帯の幅の許容差は,受渡当事者間の協定による。
注記 ミルエッジとは,圧延のままのエッジをいう。
表3−呼称幅の許容差
単位 mm
呼称幅
幅の許容差a)
150以下
+0.3
0
150を超え
300以下
+0.5
0
300を超え
600以下
+0.5
0
600を超え
1 000以下
+1.0
0
1 000を超え
1 250以下b)
+1.5
0
注a) 受渡当事者間の協定によって,幅の許容差を全てマイナスに
することもできる。
b) 受渡当事者間の協定によって,呼称幅1 250 mmを超える鋼帯
も供給できる。また,この場合の幅の許容差は,受渡当事者
間の協定による。
7.2.3
長さ
切板の長さは,8.4.3.3によって試験したとき,その注文長さに対する許容差は,0.5
0
+
%とする。ただし,
最大+6 mmまでとする。
7.2.4
横曲がり
横曲がりは,幅30 mm以下の鋼帯及びミルエッジのまま供給される鋼帯には,適用しない。横曲がりは,
8.4.3.3によって試験したとき,長さ2 mに対し次の値を超えてはならない。
− 呼称幅が150 mmを超える場合,2.0 mm。
− 呼称幅が30 mmを超え150 mm以下の場合,4.0 mm。
7.2.5
平たん度
平たん度は,幅100 mm以下の鋼帯には,適用しない。平たん度の波形係数は,8.4.3.4によって試験し
たとき,2 %を超えてはならない。
7.2.6
巻きぐせ
巻きぐせは,幅100 mmを超える鋼帯には適用しない。巻きぐせは,発注時に受渡当事者間の協定によ
る。ただし,試験は,8.4.3.5による。
この場合,試験片の最下端と支持台との間の距離は,呼称厚さ0.35 mm,0.47 mm,0.50 mm及び0.65 mm
の鋼帯については,35 mmを超えてはならない。呼称厚さ1.00 mmの鋼帯については,受渡当事者間の協
定による。
7.3
その他の材料特性
7.3.1
密度
密度は規定しない。ただし,磁気特性及び占積率測定のための計算に用いる密度は,表1及び表2によ
る。
7.3.2
占積率
占積率の最小値は,8.4.4.1によって試験したとき,表1及び表2による。この値は,絶縁皮膜を除いた
8
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
鋼帯に適用する。
7.3.3
繰返し曲げ回数
繰返し曲げ回数の最小値は,8.4.4.2によって試験したとき,表1及び表2による。この値は,圧延方向
と直角に採取した試験片に適用する。
7.3.4
内部応力による切断線の変化
鋼帯は,できる限り内部応力をもたないものとする。
内部応力による切断線の変化は,幅150 mm以下の鋼帯には適用しない。内部応力による切断線の変化
は,8.4.4.3によって試験したとき,最大隙間は2 mmを超えてはならない。
8
検査及び試験
8.1
一般事項
製品がスリットコイルの形態で納品される場合には,母材に行った試験結果を適用する。
8.2
供試材の採取
供試材は,最終焼なまし時のコイルごとに,少なくとも一組採取する。ただし,供給される製品単位で
変化する可能性がある項目については,各製品の品質が保証できるように供試材を採取する。
コイルから供試材を採取する場合には,コイルの最内周及び最外周の一巻は,鋼帯の品質を代表しない
単なるこん(梱)包材とみなす。供試材は,このこん包用の一巻に続く内周又は外周部分から,溶接部及
び巻込み部を避けて採取する。
切板束の場合,供試材は束のできる限り上部から採取する。
試験片は,供試材から採取する。
試験の実施手順が適正であれば,同一の試験片を様々な特性の試験に使用してもよい。
8.3
試験片の準備
8.3.1
磁気特性
磁束密度及び鉄損測定のためのエプスタイン試験片は,少なくとも16枚の,次に示す寸法の試験片とす
る。
− 長さは,280 mmから320 mmの間で,各試験片の長さの許容差は ±0.5 mm。
− 幅は,30 mm ±0.2 mm。
試験片の半数は圧延方向に平行に,半数は直角に採取する。鋼帯幅が狭く圧延方向と直角に試験片を採
取するのが難しい場合は,圧延方向と平行に採取した試験片だけを用いる。圧延方向と平行又は直角な方
向と採取方向との角度の許容差は±5°とする。
試験片はできる限り,鋼帯の幅方向にわたり均一となるように採取する。試験片が変形しないよう注意
して採取する。切断又は打抜きは刃先の良好な工具を用いて行う。
試験片は,測定前に応力除去焼なましを行わない。
注記 JIS C 2550-1を参照。
エージングを行った試験片の鉄損を測定する場合は,225 ℃±5 ℃に加熱し24時間保持した後,室温に
冷却した試験片を用いる。受渡当事者間の協定によって,他のエージング条件とすることができる。
8.3.2
寸法及び形状,並びにそれらの許容差
厚さ,幅,平たん度及び横曲がりの測定には,切板又は長さ2 mの鋼帯1枚を試験片として用いる。
巻きぐせの測定には,製品幅の状態で,長さ500 mmで切断した試験片1枚を用いる。
注記 JIS C 2550-2を参照。
9
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3.3
その他の材料特性
8.3.3.1
占積率
試料は,同じ寸法の少なくとも16枚の試験片とする。受渡当事者間の協定によって,試験片の枚数を
100枚としてもよい。試験片は幅20 mm以上,面積は5 000 mm2以上とし,試験片の幅及び長さは,いず
れも±0.2 mm以内で等しくする。
試験片の切断かえりは,試験前に入念に取り除いておく。
エプスタイン試験片をこの試験に用いることができる。
注記 JIS C 2550-1及びJIS C 2550-5を参照。
8.3.3.2
繰返し曲げ回数
試験片は,附属書JAによる。ただし,試験片は,溶接部を避け,屈曲線が圧延方向と平行になるよう,
圧延方向と直角に採取する。試験片は,鋼帯のエッジから40 mm以上離れた部分及び中央部分から2枚採
取する。
鋼帯幅が狭く,圧延方向と直角に試験片を採取できない場合は,試験片を圧延方向と平行に採取する。
試験片は,変形しないよう注意深く採取しなければならない。
8.3.3.3
内部応力による切断線の変化
切板又は長さ1 mの鋼帯1枚を,試験片とする。
注記 JIS C 2550-2を参照。
8.4
試験方法
8.4.1
一般事項
試験は,最終焼なまし後のコイルごとに,規定された各特性について行う。試験は特に取り決めない限
り,23 ℃ ±5 ℃で行う。
8.4.2
磁気特性
8.4.2.1
磁束密度及び鉄損
試験は,JIS C 2550-1に基づく25 cmエプスタイン試験器を用いて行う。
8.4.2.2
鉄損の異方性
圧延方向と直角に採取したエプスタイン試験片16枚を用いて鉄損P1を測定し,圧延方向と平行に採取
したエプスタイン試験片16枚を用いて鉄損P2を測定する。
鉄損の異方性(T)は,次の式によって求め,パーセント(%)で表示する。
100
2
1
2
1
×
+−
=
P
P
P
P
T
ここに,
P1: 圧延方向に直角な方向の鉄損(W/kg)
P2: 圧延方向に平行な方向の鉄損(W/kg)
8.4.3
寸法及び形状,並びにそれらの許容差
8.4.3.1
厚さ
厚さの測定は,エッジから30 mm以上離れた任意の点で行う。幅60 mm未満の鋼帯については,鋼帯
の長さ方向の中心線上で厚さを測定する。この測定は,精度0.001 mmのマイクロメータを用いて行う。
8.4.3.2
幅
幅の測定は,鋼帯の長さ方向の中心線に直角な方向で行う。
8.4.3.3
横曲がり
横曲がりの測定は,JIS C 2550-2による。
10
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.4.3.4
平たん度(波形係数)
平たん度(波形係数)の測定は,JIS C 2550-2による。
8.4.3.5
巻きぐせ
巻きぐせの測定は,JIS C 2550-2による。
8.4.4
その他の材料特性
8.4.4.1
占積率
占積率の測定は,JIS C 2550-5による。
8.4.4.2
繰返し曲げ回数
繰返し曲げ回数の測定は,附属書JAによる。
8.4.4.3
内部応力による切断線の変化
内部応力による切断線の変化の測定は,JIS C 2550-2による。
8.5
再試験
ある試験結果が所定の仕様に適合しなかったときは,同じ最終焼なましコイル内から新たに採取した別
の供試材を用いて2倍の枚数の試験片を採取し,この試験片を用いて規定している倍の試験数について試
験を繰り返す。追加試験の結果が全てこの規格の要求を満たす場合は,製品は所定の仕様に適合している
とみなす。
製造業者は,再試験の結果によって所定の仕様に不適合と判定された製品について,再加工後,再度試
験を行うことを提案できる。
9
マーキング,ラベリング及びこん包
製品のマーキング,ラベリング及びこん包については,発注時の受渡当事者間の協定による。
なお,コイル又は切板束は,輸送,その他の取扱い中に変形,変質しないように包装されていなければ
ならない。
10 クレーム
内部又は外部の欠点は,これらが作業上又は製品の適切な使用上において支障となることが明確な場合
にだけ,クレームの対象とする。
購入者は,争点となっている製品及びクレームの証拠を提出し,製造業者がクレームの正当性を確認で
きるようにしなくてはならない。
11 発注時に購入者が提供すべき情報
購入者は,この規格の該当する事項に適合する鋼帯を購入する際,次の事項のうち該当する事項の情報
を引合い書又は発注書に明示しなければならない。
a) 数量
b) 製品の供給形態(コイル又は切板束)(6.2参照)
c) この規格番号(JIS C 2552)
d) 鋼帯の名称又は種類の記号(箇条5参照)
e) コイル又は切板束の寸法(コイルの外径に関する制限事項を含む。)(6.2,7.2.2及び7.2.3参照)
f)
コイル又は切板束の質量に関する制限事項(6.2参照)
g) 溶接部又は巻込み部のマーキングに関する特別な要求事項(6.2参照)
11
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
h) 絶縁皮膜及びその種類に関する特別な要求事項(6.3参照)
i)
(我が国では,無方向性電磁鋼帯に対しては,一般的にISO 7799による商取引を活用していないため,
対応国際規格の規定を不採用とした。)
j)
(我が国では,無方向性電磁鋼帯に対しては,一般的に単板磁気特性測定方法を使用していないため,
対応国際規格の8.4.2.1の注記に記載されている単板磁気特性測定法を不採用とした。)
k) 狭い幅の鋼帯についての,厚さの測定及び幅方向の偏差に関する特別な要求事項(7.2.1及び8.4.3.1
参照)
12 試験成績表
製造業者は,製品を納品するに当たり,購入者に対し試験番号ごとに磁束密度及び鉄損の試験成績表を
提出する。ただし,購入者があらかじめ要求した試験の成績の提出については,受渡当事者間の協定によ
る。
12
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
周波数50 Hz及び最大磁束密度1.0 Tにおける鉄損の最大値
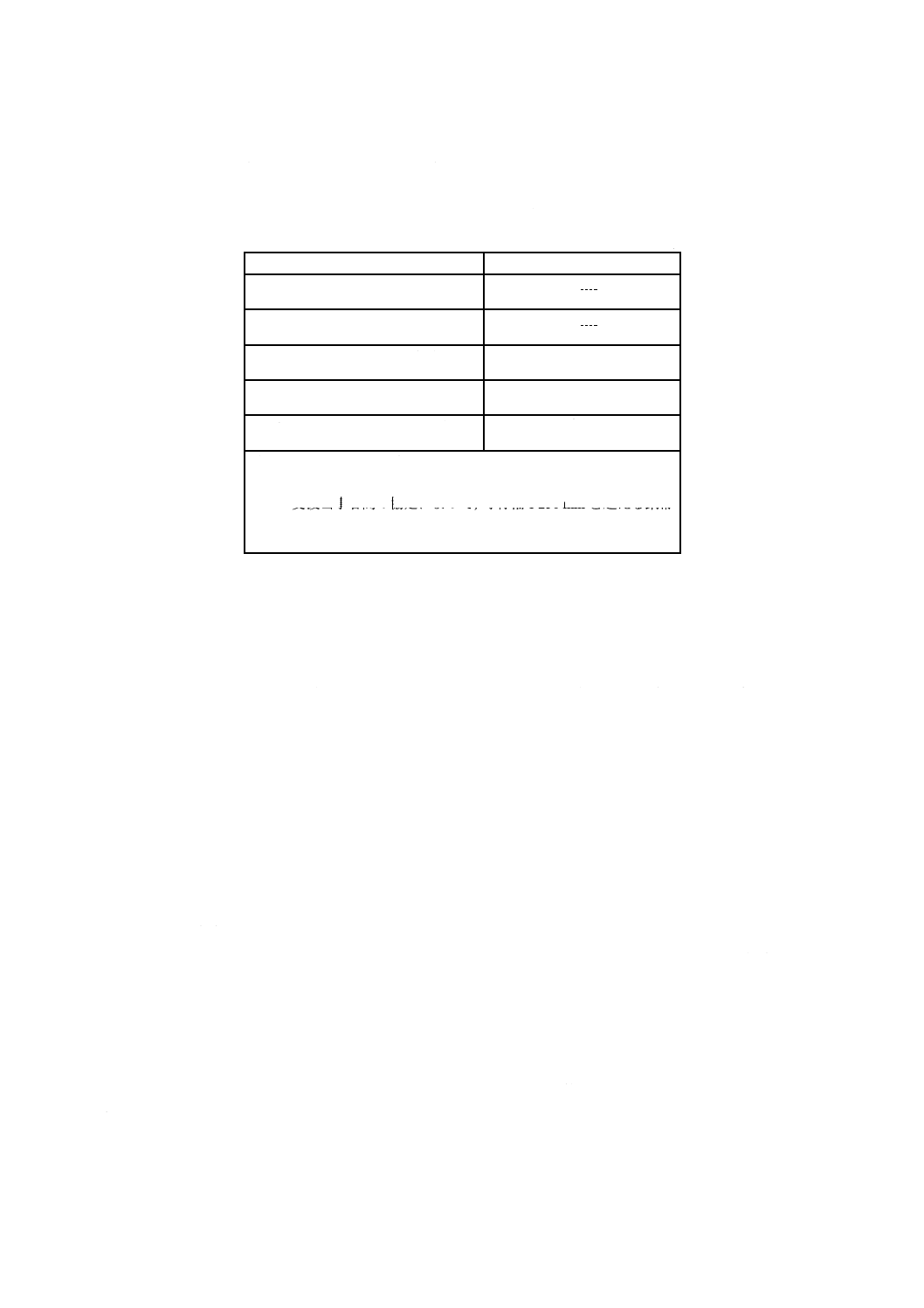
表A.1に,周波数50 Hz及び最大磁束密度1.0 Tにおける鉄損の最大値の参考値を示す。
表A.1−周波数50 Hz及び最大磁束密度1.0 Tにおける鉄損の最大値の参考値
種類
50 Hz,1.0 Tにおける鉄損の最大値
W/kg
35A210
0.90
35A230
0.95
35A250
1.00
35A270
1.10
35A300
1.20
35A330
1.30
35A360
1.45
35A440a)
1.70
50A230
1.00
50A250
1.05
50A270
1.10
50A290
1.15
50A310
1.25
50A330
1.35
50A350
1.50
50A400
1.70
50A470
2.00
50A530
2.30
50A600
2.60
50A700
3.00
50A800
3.60
50A940
4.20
50A1000
4.40
50A1300 a)
5.80
65A310
1.25
65A330
1.35
65A350
1.50
65A400
1.70
65A470
2.00
65A530
2.30
65A600
2.60
65A700
3.00
65A800
3.60
65A1000
4.40
65A1300a)
5.80
65A1600a)
7.20
100A600
2.60
100A700
3.00
100A800
3.60
100A1000
4.40
100A1300
5.80
13
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
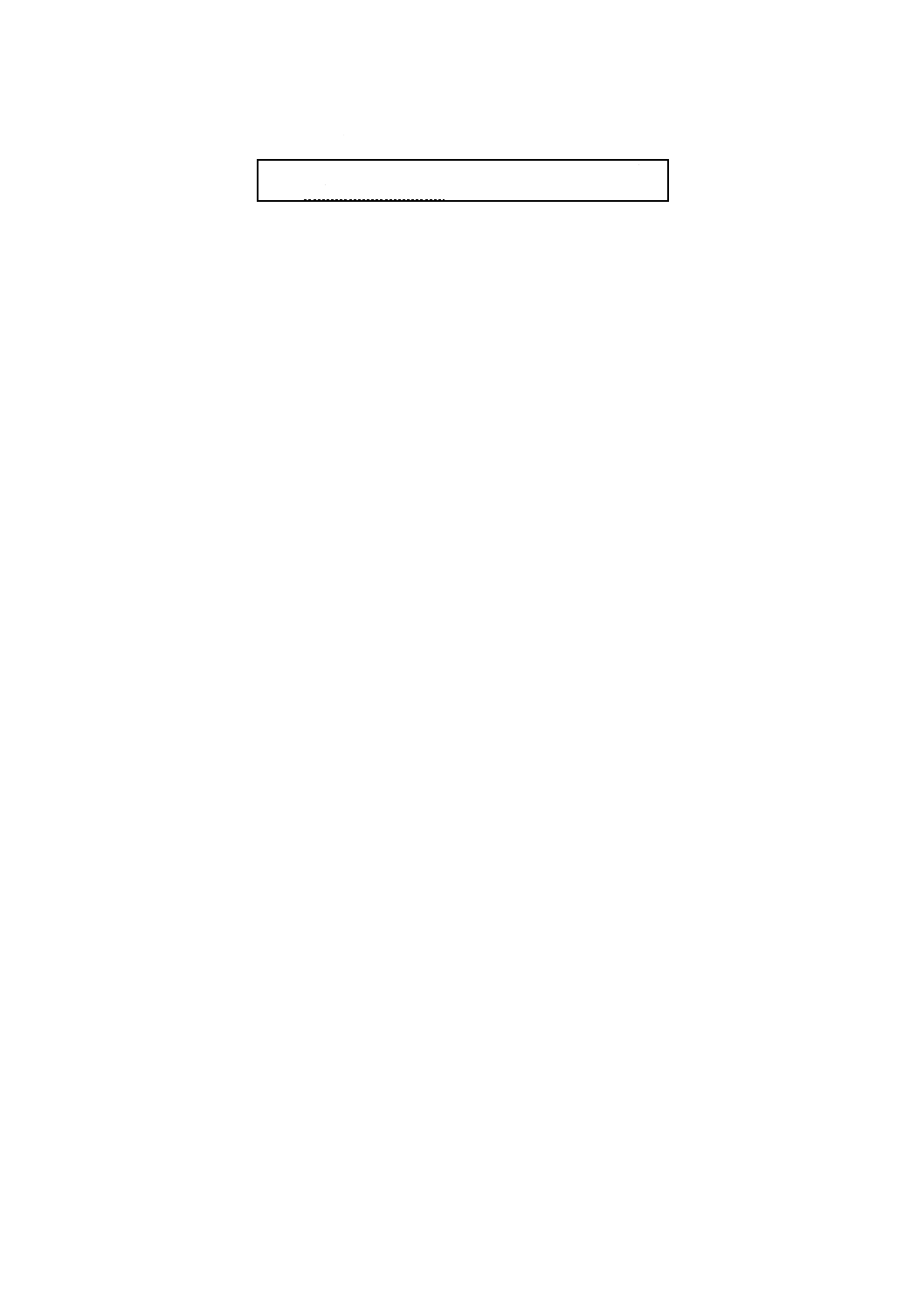
表A.1−周波数50 Hz及び最大磁束密度1.0 Tにおける鉄損の最大値の参考値(続き)
注a) 35A440,50A1300,65A1300及び65A1600は,JIS独自に
規定した種類を示す。
14
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
対応国際規格との種類の記号の対応表
表B.1及び表B.2に,この規格の種類に対応する対応国際規格の種類の記号及び欧州規格の鋼種番号と
の対応表を示す。
表B.1−呼称厚さ0.47 mm以外の鋼帯の対応国際規格の種類の記号及び欧州の鋼種番号との対応表
呼称厚さ
mm
この規格の種類
対応国際規格の種類の記号
(IEC 60404-8-4)
欧州規格の鋼種番号
0.35
35A210
M210-35A5
−
35A230
M230-35A5
−
35A250
M250-35A5
1.0800
35A270
M270-35A5
1.0801
35A300
M300-35A5
1.0803
35A330
M330-35A5
1.0804
35A360
M360-35A5
−
0.50
50A230
M230-50A5
−
50A250
M250-50A5
1.0891
50A270
M270-50A5
1.0806
50A290
M290-50A5
1.0807
50A310
M310-50A5
1.0808
50A330
M330-50A5
1.0809
50A350
M350-50A5
1.0810
50A400
M400-50A5
1.0811
50A470
M470-50A5
1.0812
50A530
M530-50A5
1.0813
50A600
M600-50A5
1.0814
50A700
M700-50A5
1.0815
50A800
M800-50A5
1.0816
50A940
M940-50A5
1.0817
50A1000
M1000-50A5
−
0.65
65A310
M310-65A5
1.0892
65A330
M330-65A5
1.0819
65A350
M350-65A5
1.0820
65A400
M400-65A5
1.0821
65A470
M470-65A5
1.0823
65A530
M530-65A5
1.0824
65A600
M600-65A5
1.0825
65A700
M700-65A5
1.0826
65A800
M800-65A5
1.0827
65A1000
M1000-65A5
1.0829
1.00
100A600
M600-100A5
1.0893
100A700
M700-100A5
1.0894
100A800
M800-100A5
1.0895
100A1000
M1000-100A5
1.0896
100A1300
M1300-100A5
1.0897
15
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.2−呼称厚さ0.47 mmの鋼帯の対応国際規格の種類の記号及び欧州の鋼種番号との対応表
呼称厚さ
mm
この規格の種類
対応国際規格の種類の記号
(IEC 60404-8-4)
欧州規格の鋼種番号
0.47
47A370/60
M370-47A6
−
47A380/60
M380-47A6
−
47A408/60
M408-47A6
−
47A419/60
M419-47A6
−
47A452/60
M452-47A6
−
47A507/60
M507-47A6
−
47A638/60
M638-47A6
−
47A836/60
M836-47A6
−
47A990/60
M990-47A6
−
16
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
けい素及びアルミニウム成分量に基づくみなし密度の計算方法
(対応国際規格を不採用とした。)
17
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
繰返し曲げ試験方法及び試験機器仕様
JA.1 繰返し曲げ試験方法
JA.1.1 試験片
試験片は,幅約30 mm,長さ250〜320 mmの長方形とする。試験片の数は,最低2枚とする。
JA.1.2 試験方法
試験方法は,次による。
a) 試験は常温で行う。
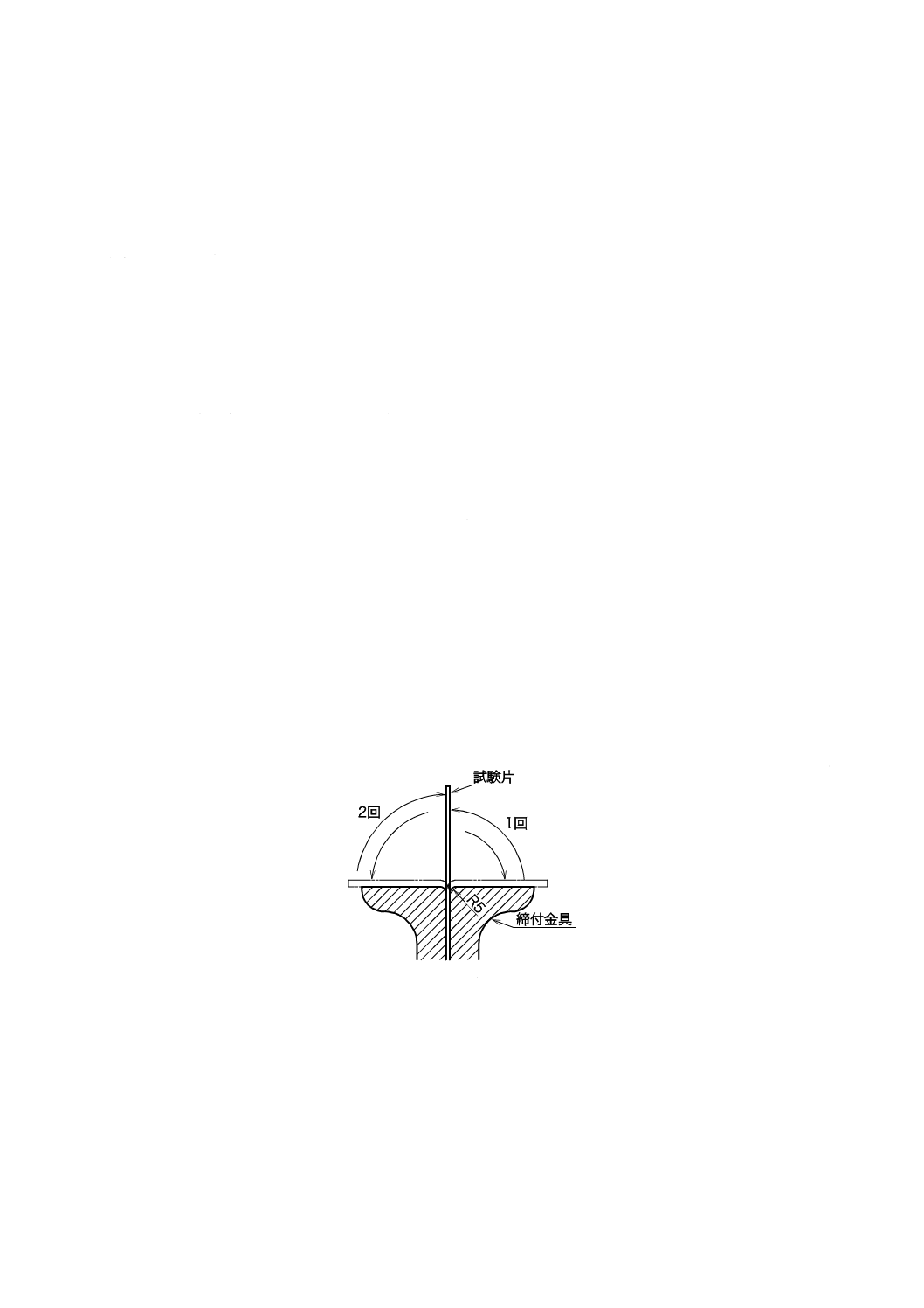
b) JA.1.1の試験片を図JA.1のような半径5 mmの丸みをもった金属製の試験機(JA.2参照)に挟み,試
験片を一方に90°曲げた後,初期位置に戻し(これを曲げ回数1回とする),次に同様にして他方に
90°曲げ,初期位置に戻す(これを曲げ回数2回とする。)。
試験片の各々について,受渡当事者間で定めた繰返し曲げ回数,又は割れが生じるまで試験を繰り
返し,その回数を数え,その最小値を繰返し曲げ回数とする。
試験片の地鉄部の割れが目視,クラック音などによって確認できた時点で試験を終了する。この最
後の曲げは回数に数えない。
なお,受渡当事者間で定めた曲げ回数で試験を終了してもよい。
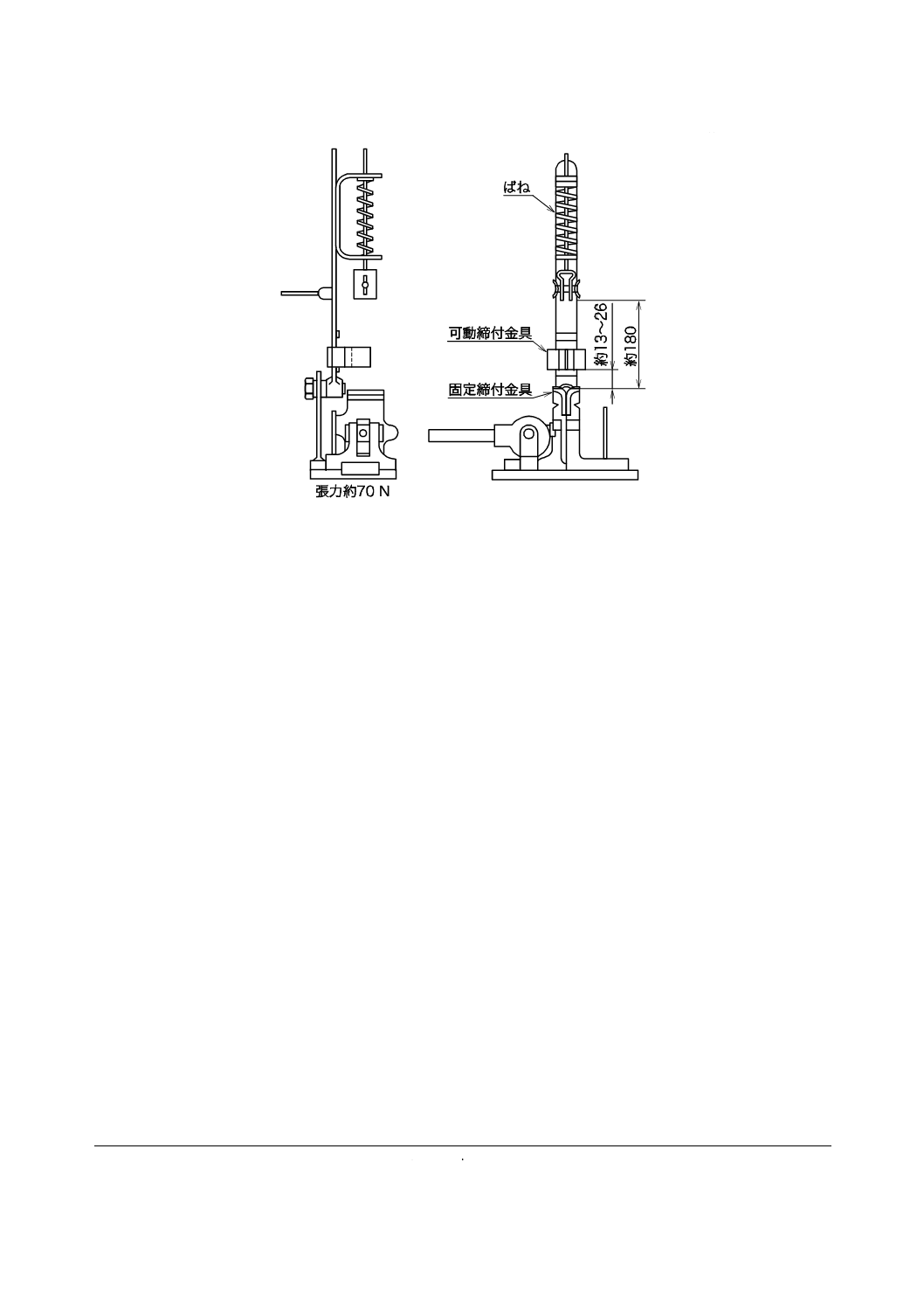
JA.2 繰返し曲げ試験機器仕様
繰返し曲げ試験機は,図JA.2に示す構造のものであることが望ましい。試験片の曲げ位置を安定にさせ
るため,試験片には張力を加える。約70 Nを加えることが望ましい。
単位 mm
図JA.1−繰返し曲げ回数の測定方法
18
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図JA.2−繰返し曲げ試験機の例
参考文献 ISO 7799,Metallic materials−Sheet and strip 3 mm thick or less−Reverse bend test
19
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
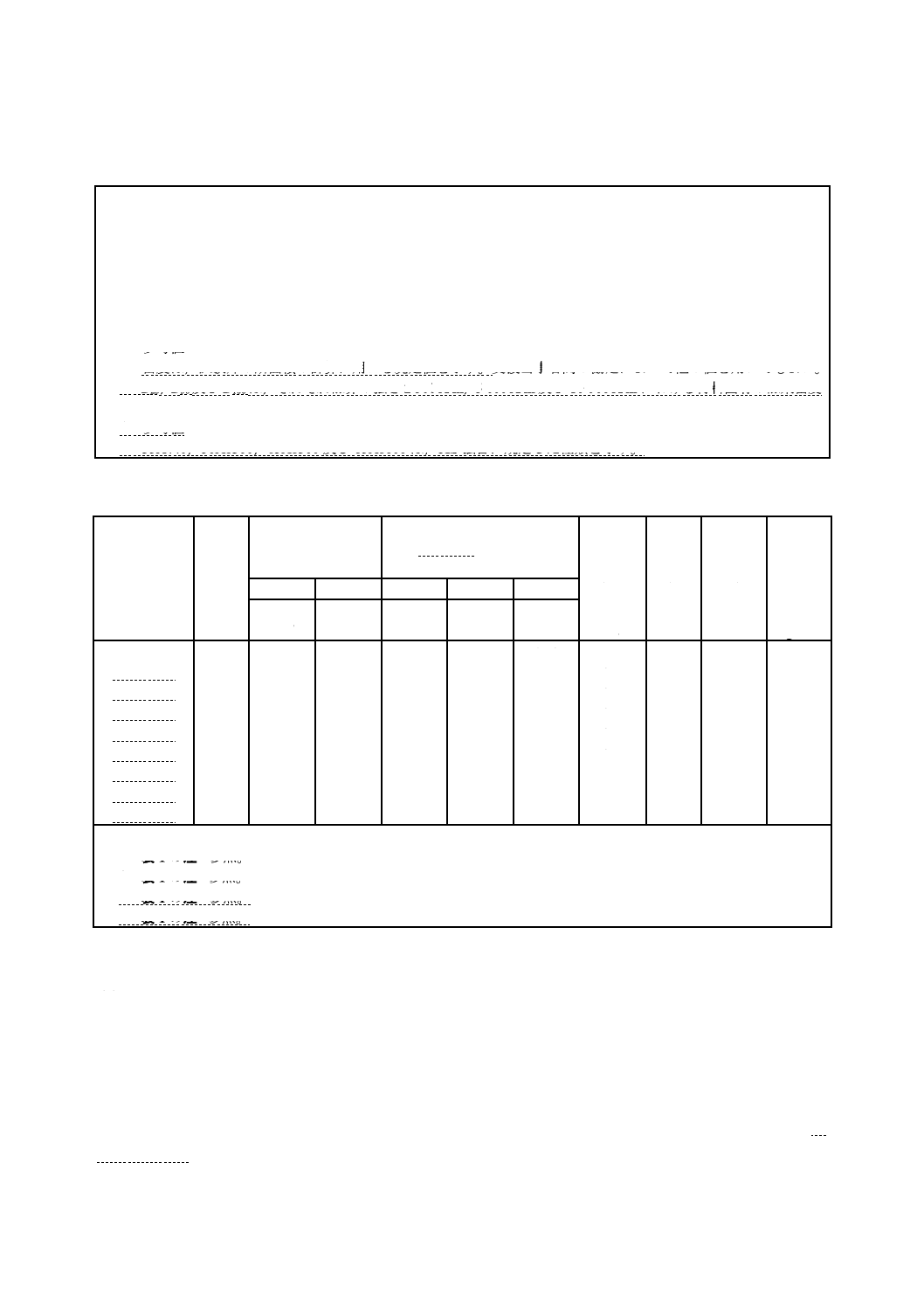
JIS C 2552:2014 無方向性電磁鋼帯
IEC 60404-8-4:2013 Magnetic materials−Part 8-4: Specifications for individual
materials−Cold-rolled non-oriented electrical steel strip and sheet delivered in the
fully-processed state
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
両面に絶縁皮膜をも
つ無方向性電磁鋼帯
について規定してい
る。
1
絶縁皮膜の両面・片面に
言及していない。
追加
この規格では,適用範囲を両面
に絶縁皮膜をもつ無方向性電磁
鋼帯に限定している。
海外では,絶縁皮膜が施されてい
ない製品もあるが,国内で製造・
使用されている無方向性電磁鋼
帯は,両面に絶縁皮膜がある。
3 用語及
び定義
主な用語及び定義を
示している。
3
主な用語及び定義を示し
ている。
変更
この規格に必要な用語を残し,
JIS C 2550-1及びJIS C 2550-2
を参照する形態とした。技術的
差異はない。
−
4 分類
分類について規定し
ている。
4
鉄損値の記号を規定して
いない。
追加
この規格では,鉄損値を表す記
号,W15/50及びW15/60,を従来か
らのJISの内容を引き継いでい
る。
従来からJISで使用してきた記号
を追加した。内容に違いはない。
5 鋼帯の
種類の記
号
鋼帯の種類について
規定している。
5
種類の表し方の記号につ
いて規定している。
変更
この規格では,種類を表す記号
は従来からのJISの内容を引き
継いでいる。
種類の表し方の問題であり,内容
に違いはない。また,附属書Bと
して関連国際規格の記号の表し
方を記載した。
6.2 供給
形態
供給形態について規
定している。
6.2
2条以上の巻込みについ
て言及していない。
追加
この規格では,従来からのJIS
の内容を引き継ぎ,コイルの2
条以上の巻込みについて規定し
ている。
我が国で一般的となっている技
術と整合させた。
IEC規格の修正を提案する。
3
C
2
5
5
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6.2 供給
形態(続
き)
6.2
コイルの内径は508 mm
及び610 mmを推奨して
いる。
追加
この規格では,国際的にも一般
的な500 mmから520 mmの間
とし,508 mmを推奨している。
IEC規格の修正を提案する。
6.3 納品
状態
納品状態について規
定している。
6.3
絶縁皮膜を施す場合,片
面か,両面かに言及して
いる。施さない場合も言
及している。
削除
絶縁皮膜は両面に施すこととし
た。
我が国で一般的な納品状態とし
た。
6.4 表面
状態
鋼帯の表面状態につ
いて規定している。
6.4
溶接部に言及していな
い。
追加
この規格では,溶接部に言及し
ている。
我が国で一般的となっている技
術と整合させた。
IEC規格の修正を提案する。
6.5 切断
性
切断時の工具及び鋼
帯の条件を規定して
いる。
6.5
試験方法にだけ,受渡当
事者間の協定を認めてい
る。
追加
試験方法だけではなく,その限
度も受渡当事者間の協定とし
た。
我が国で一般的となっている条
件と整合させた。
7.1.2
磁
束密度
磁束密度について規
定している。
7.1.2
2 500 A/m,5 000 A/m及び
10 000 A/mの磁束密度を
規定している。
変更
この規格では,2 500 A/m及び
10 000 A/mの磁束密度を参考値
とした。
旧JISにおいては規定していない
値であったことから,この規格に
おいては参考値として記載した。
7.1.3
鉄
損
鉄損の最大値につい
て規定している。
7.1.3
厚みによってエージング
試験片を用いる場合を含
む。
変更
この規格では,エージング試験
片を用いる設定を含まない。
我が国では一般的にエージング
試験片を使用しない。IEC規格の
修正を提案している。
7.1.4
鉄
損の異方
性
鉄損の異方性につい
て規定している。
7.1.4
鉄損の異方性の最大値を
規定している。
変更
この規格では,鉄損の異方性の
最大値は規定しない。
我が国では一般的に異方性を測
定していない。
IEC規格の修正を提案する。
7.2.1
厚
さ
厚さの寸法及びその
許容差について規定
している。
7.2.1
幅方向の厚さの偏差を鋼
帯の幅によって区分して
いない。
追加
この規格では,幅方向の厚さの
偏差に関して,従来からのJIS
の内容を引き継ぎ,幅1 000 mm
以上で異なる値とした。
我が国で一般的となっている技
術と整合させた。
7.2.2 幅
幅の許容差について
規定している。
7.2.2
幅の許容差を,表3で規
定している。
変更
この規格では,許容差を,従来
のJISに合わせた。
我が国で一般的となっている技
術と整合させた。
3
C
2
5
5
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
8.2 供試
材の採取
供試材の採取方法に
ついて規定してい
る。
8.2
受渡単位ごとに供試材を
採取することになってい
る。
変更
この規格では,供試材採取を従
来からのJISに従い最終焼なま
し時のコイルごととした。
実際の供試材採取はコイルの前
後で製造ライン上で採取されて
いる。
IEC規格の修正を提案する。
8.3.1
磁
気特性
磁気特性の試験片の
準備について規定し
ている。
8.3.1
試験片は熱処理を行わな
いことを明記していな
い。
追加
この規格では,試験片は熱処理
を行わないことを明記した。
実態に合わせた。
IEC規格の修正を提案する。
8.4.1
一
般事項
試験方法の一般的な
要件を規定してい
る。
8.4.1
供試材の採取方法は,受
渡単位ごととしている。
変更
この規格では,供試材採取を従
来からのJISに従い最終焼なま
し時のコイルごととした。
実際の供試材採取はコイルの前
後で製造ライン上で採取されて
いる。
IEC規格の修正を提案する。
8.4.4.2 繰
返し曲げ
回数
繰返し曲げ回数の試
験方法について規定
している。
8.4.4.2
割れ確認の判断にクラッ
ク音は用いない。
追加
この規格では,割れの確認の判
断に目視又はクラック音を用い
る。
実態に合わせた。
IEC規格の修正を提案する。
8.5 再試
験
再試験の供試材の採
取方法について規定
している。
8.5
同じ受渡単位から供試材
を採取することになって
いる。
変更
この規格では,供試材採取を8.2
に従い,同じ最終焼なましコイ
ルとした。
実際の供試材採取は同じコイル
から採取されている。
IEC規格の修正を提案する。
9 マーキ
ング,ラ
ベリング
及びこん
包
包装について規定し
ている。
9
包装について言及してい
ない。
追加
JISでは,従来からのJISの内
容を引き継ぎ,包装について規
定した。
我が国で一般的となっている技
術と整合させた。
IEC規格の修正を提案する。
11 発注
時に購入
者が提供
すべき情
報
発注時に購入者が提
供すべき情報を規定
している。
11
箇条11のi)で,8.1を引
用し,ISO 404に基づく検
査を伴う発注,及びISO
10474に基づく検査書類
の種類について言及して
いる。
削除
この規格では,ISO 404に基づ
く検査を伴う発注,及びISO
10474に基づく検査書類の種類
についての記載事項を削除して
いる。
我が国での一般的な取引によっ
た。
3
C
2
5
5
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
22
C 2552:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
11 発注
時に購入
者が提供
すべき情
報(続き)
11
箇条11のj)で,8.4.2の注
記を引用し,単板磁気特
性測定方法に関する特別
な要求事項について言及
している。
削除
この規格では,単板磁気特性測
定方法に関する記載事項を削除
している。
我が国での一般的な取引によっ
た。
12試験成
績表
試験成績表について
規定している。
−
規定がない。
追加
この規格では,従来からのJIS
に従い試験成績表及び記載すべ
き内容について規定している。
IEC規格では,試験方法の規格に
記載しているが,対応JISでは,
試験方法の規格になじまないと
いう理由で除外している。このた
め,この規格で規定している。
附属書JA
(規定)
繰返し曲げ試験方法
及び試験機器仕様
規定がない。
追加
IEC規格(8.4.4.2)では,ISO
7799を採用しているが,この規
格では,JIS C 2550:2000で活用
していた規定に置き換えた。
IEC 60404シリーズの中で,JIS
の繰返し曲げ試験方法を追加す
るよう提案する。
JISと国際規格との対応の程度の全体評価:IEC 60404-8-4:2013,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
C
2
5
5
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。