2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 2530-1993
電気用バイメタル
Thermostat metals for electric apparatus
1. 適用範囲 この規格は,主として電気機器に用いられるバイメタルについて規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 7411 ガラス製棒状温度計(全浸没)
JIS B 7502 外側マイクロメータ
JIS C 2320 電気絶縁油
JIS H 0505 非鉄金属材料の体積抵抗率及び導電率測定方法
JIS Z 8703 試験場所の標準状態
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
(1) バイメタル 熱膨張率が異なる2種類以上の金属を接着したもので,温度の変化によってそのわん曲
の程度が変わることを利用する目的で作られたもの。
(2) 許容温度範囲 その温度範囲に放置した場合,特性が変化するおそれがない温度範囲。
(3) 比例温度範囲 許容温度範囲内において変位量曲線(温度と変位量との関係曲線)がほぼ直線となる
温度範囲。
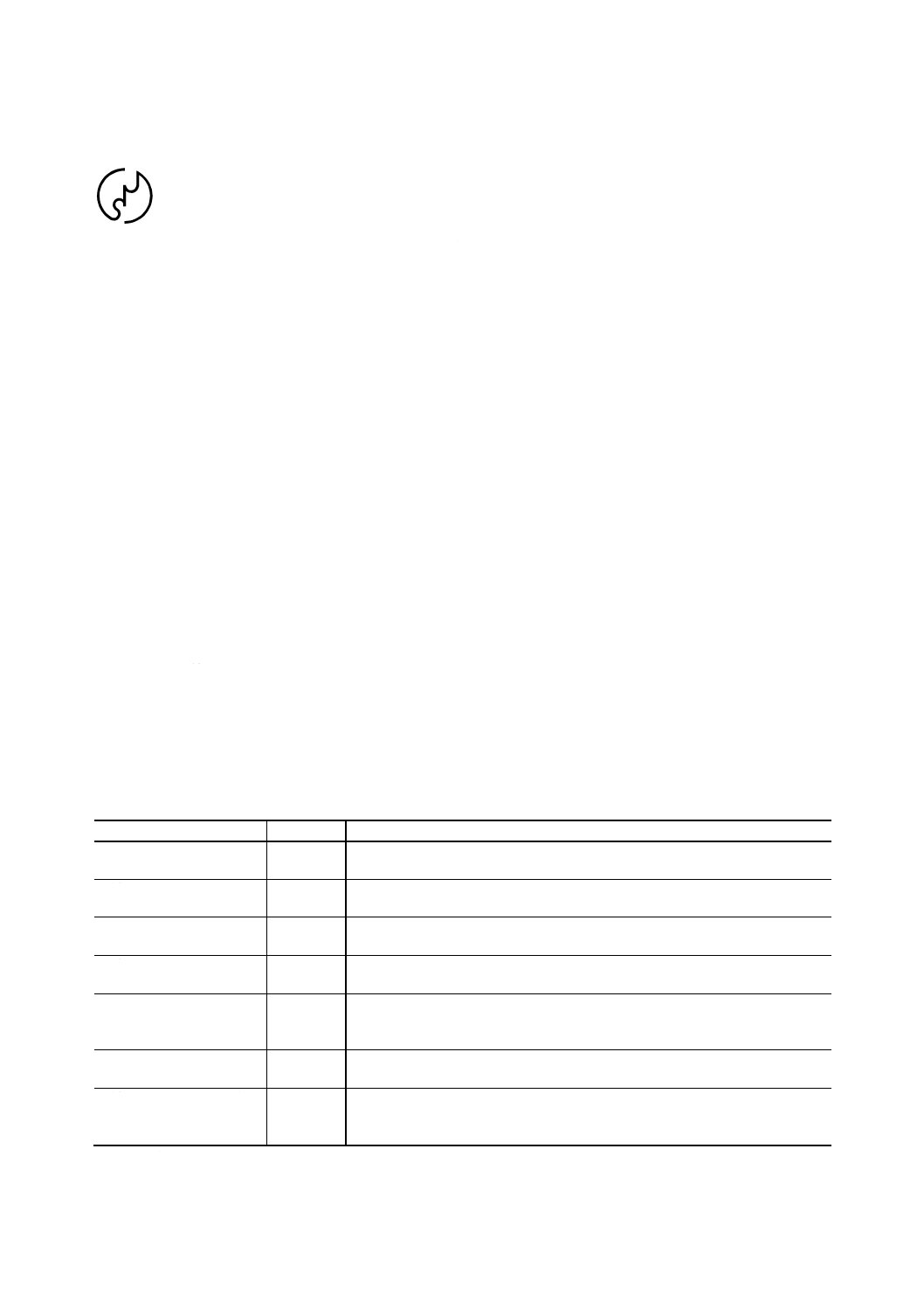
3. 種類及び記号 種類及び記号は,表1のとおりとする。
表1 種類及び記号
種類
記号
備考
電気用バイメタル1種
TM1
低膨張側にニッケル約36%の鉄ニッケル合金,高膨張側にマンガン・銅・
ニッケル合金などを使用したもの。
電気用バイメタル2種
TM2
低膨張側にニッケル約36%の鉄ニッケル合金,高膨張側に鉄・ニッケル・
マンガン合金,鉄・ニッケル・クロム合金などを使用したもの。
電気用バイメタル3種
TM3
低膨張側にニッケル約36%の鉄ニッケル合金,高膨張側にニッケルを使用
したもの。
電気用バイメタル4種
TM4
低膨張側にニッケル約42%の鉄ニッケル合金,高膨張側に鉄・ニッケル・
マンガン合金,鉄・ニッケル・クロム合金などを使用したもの。
電気用バイメタル5種A
TM5A
低膨張側にニッケル約36%の鉄ニッケル合金,中間層に銅又は銅合金,高
膨張側に鉄・ニッケル・マンガン合金,鉄・ニッケル・クロム合金などを使
用したもの。
電気用バイメタル5種B
TM5B
低膨張側及び高膨張側に,TM5Aと同じ合金,中間層に耐熱銅合金を使用し
たもの。
電気用バイメタル6種
TM6
低膨張側にニッケル約36%の鉄ニッケル合金,中間層にニッケル,高膨張
側に鉄・ニッケル・マンガン合金,鉄・ニッケル・クロム合金などを使用し
たもの。
備考 記号TMは,Thermostat Metalを示す。
2
C 2530-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
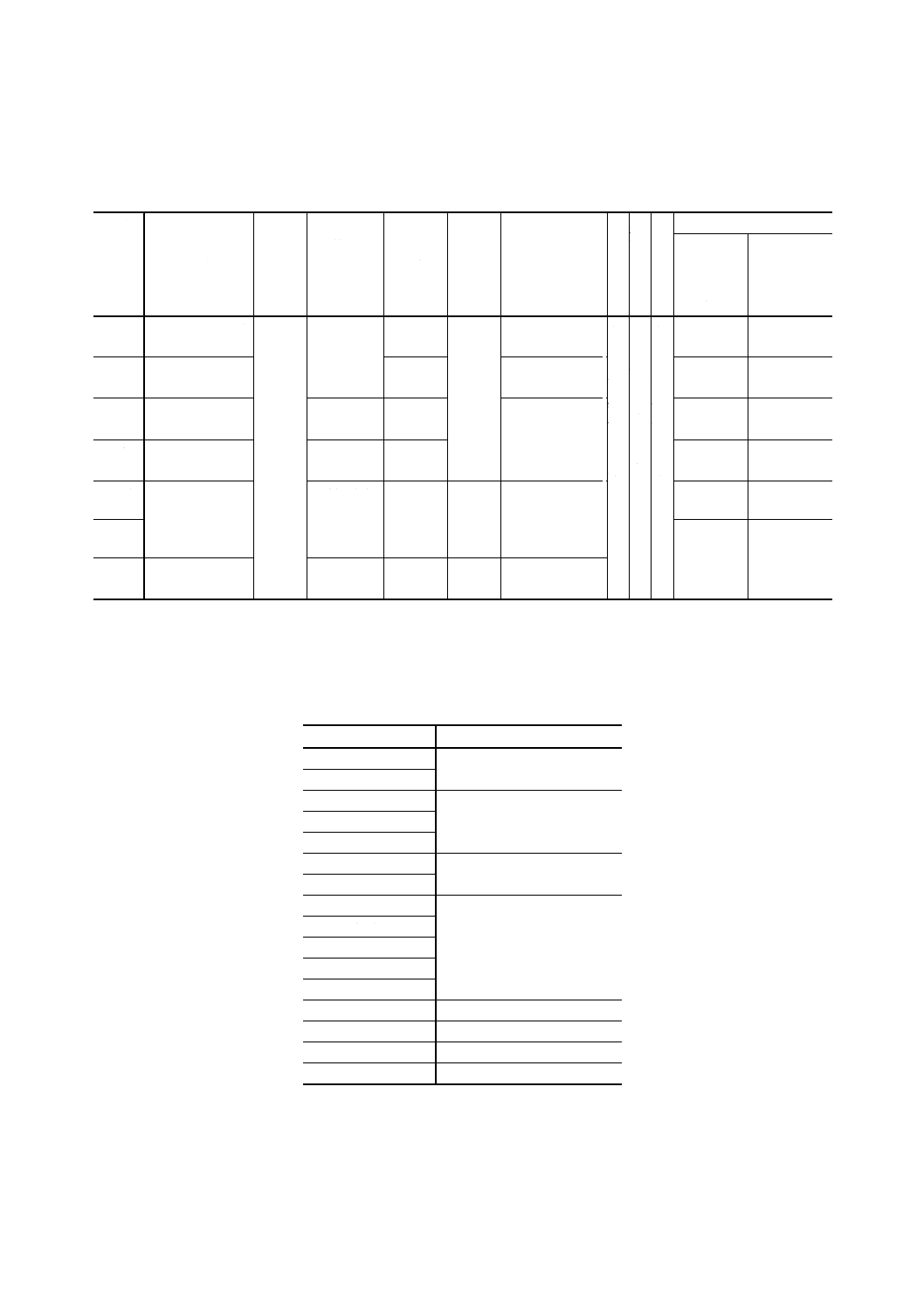
4. 特性 特性は,7.の方法で試験を行ったとき,表2のとおりとする。
表2 特性
記号
わん曲係数
K−1
わん曲
係数の
許容差
比例温度
範囲
体積抵抗
率
(20℃)
体積抵
抗率の
許容差
弾性係数(1)
ね
じ
り
繰
返
し
曲
げ
曲
げ
参考値
許容温度
範囲
密度
%
℃
μΩ・m
%
MPa
℃
kg/m3
TM1
14.0〜20.5×10−6
±5
−20〜150
1.00
〜
1.40
±5
110000〜145000 さ
け
、
き
ず
、
割
れ
な
ど
を
生
じ
な
い
こ
と
。
曲
げ
回
数
が
3
回
以
上
で
あ
る
こ
と
。
さ
け
、
き
ず
、
割
れ
な
ど
を
生
じ
な
い
こ
と
。
−70〜200
7500〜7900
TM2
13.8〜16.0×10−6
0.75
〜
0.82
145000〜180000
−70〜350
8000〜8400
TM3
9.0〜ll.0×10−6
−20〜180
0.16
〜
0.18
150000〜185000
−70〜400
8100〜8500
TM4
10.0〜12.0×10−6
+20〜350
0.66
〜
0.72
−70〜500
8000〜8400
TM5A
13.0〜16.0×10−6
−20〜150
0.05
〜
0.15
±10
120000〜175000
−70〜200
8100〜8500
TM5B
−70〜350
TM6
12.0〜14.5×10−6
−20〜150
0.20
〜
0.60
±5
150000〜190000
注(1) 弾性係数の数値は,許容差も含めたものの範囲である。
5. 寸法及びその許容差 寸法及びその許容差は,表3〜5のとおりとする。
表3 厚さ及びその許容差
単位 mm
厚さ
厚さの許容差
0.100
±0.010
0.150
0.200
±0.015
0.250
0.300
0.40
±0.02
0.50
0.60
±0.03
0.70
0.75
0.80
1.00
1.20
±0.04
1.50
±0.06
2.00
±0.08
2.50
±0.10
備考 許容差を (+) 又は (−) だけに指定する
場合は,上記数値の2倍とする。
3
C 2530-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 幅の許容差
単位 mm
幅
厚さ
0.100以上
0.50未満
0.50以上
1.00未満
1.00以上
1.50未満
1.50以上
2.00未満
2.00以上
2.50未満
5以上20未満
±0.2
±0.3
±0.8
±1.0
±1.5
20以上50未満
±0.3
±0.4
±1.0
±1.2
±1.8
50以上100未満
±0.4
±0.6
±1.2
±1.5
±2.0
100以上200未満
±0.5
±0.8
±1.5
±2.5
±2.5
200以上
±0.8
±1.0
±2.0
±3.0
±3.0
備考1. 幅の許容差は,指定された値に適用する。
2. 許容差を (+) 又は (−) だけに指定する場合は,上記数値の2倍とする。
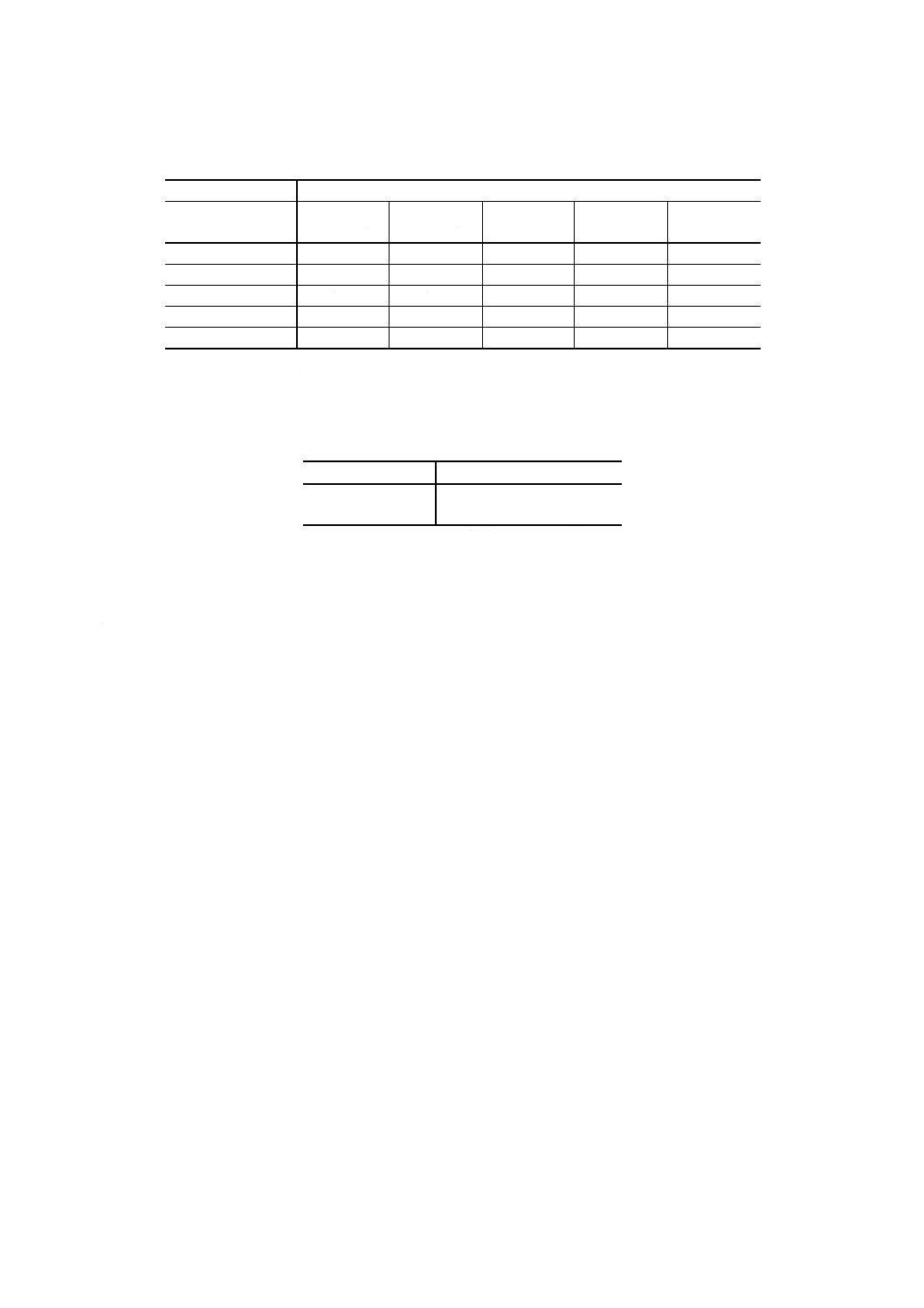
表5 長さの許容差
単位 mm
長さ
長さの許容差
1 500以下
+3
0
備考 長さの許容差は,指定された値に適用す
る。ただし,受渡当事者間の協定によって,
質量で規定してもよい。
6. 外観 バイメタルは,表面が滑らかで,有害なきず,はがれ,割れなどがないものでなければならな
い。
7. 試験方法
7.1
試験状態 試験状態は,特に指定がない限りJIS Z 8703に規定する常温,常湿[温度20±15℃,湿
度 (65±20) %]とする。
7.2
試料及び試験片
7.2.1
試料の数及び採り方 試料の数及び採り方は,受渡当事者間の協定によって定める。
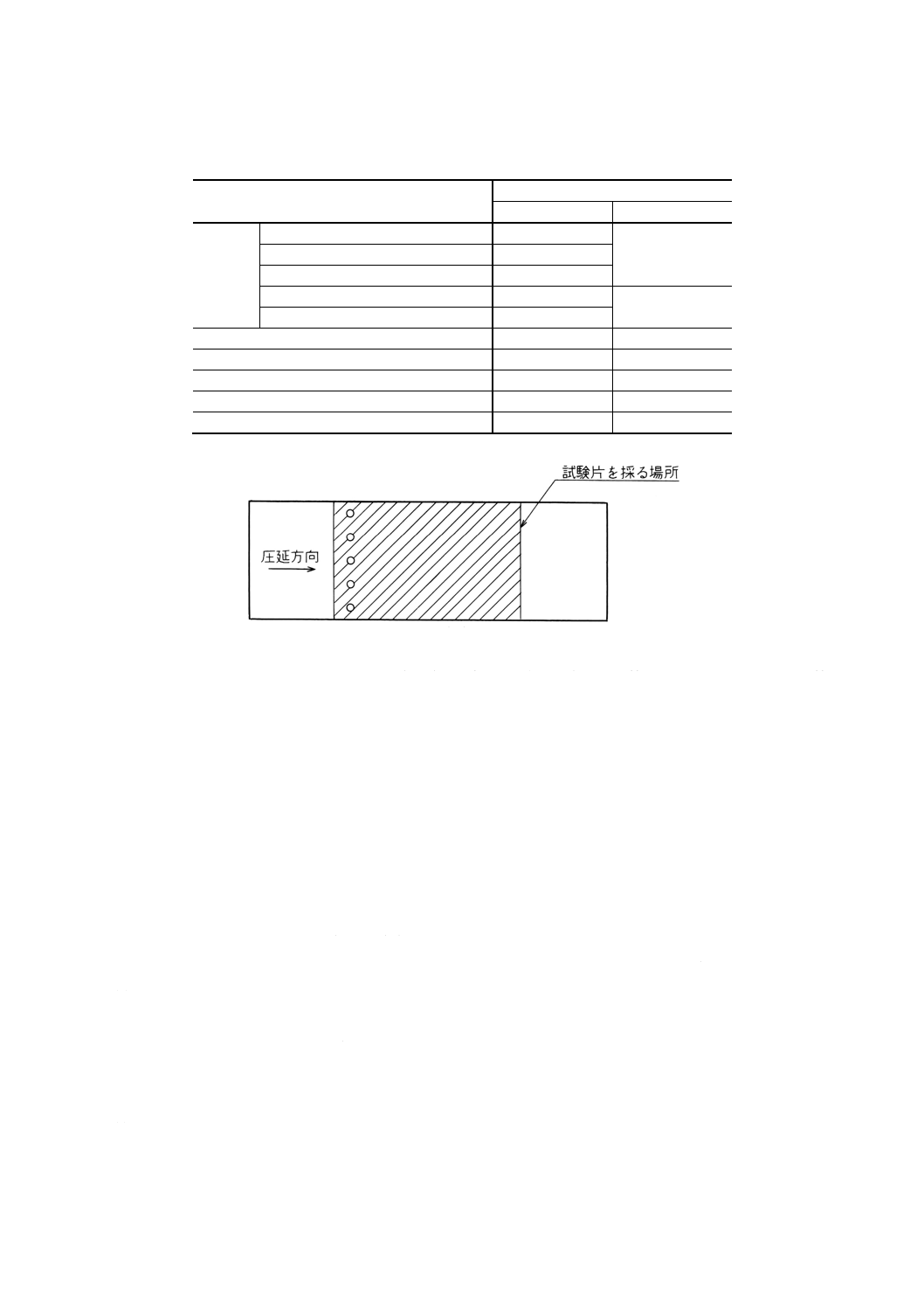
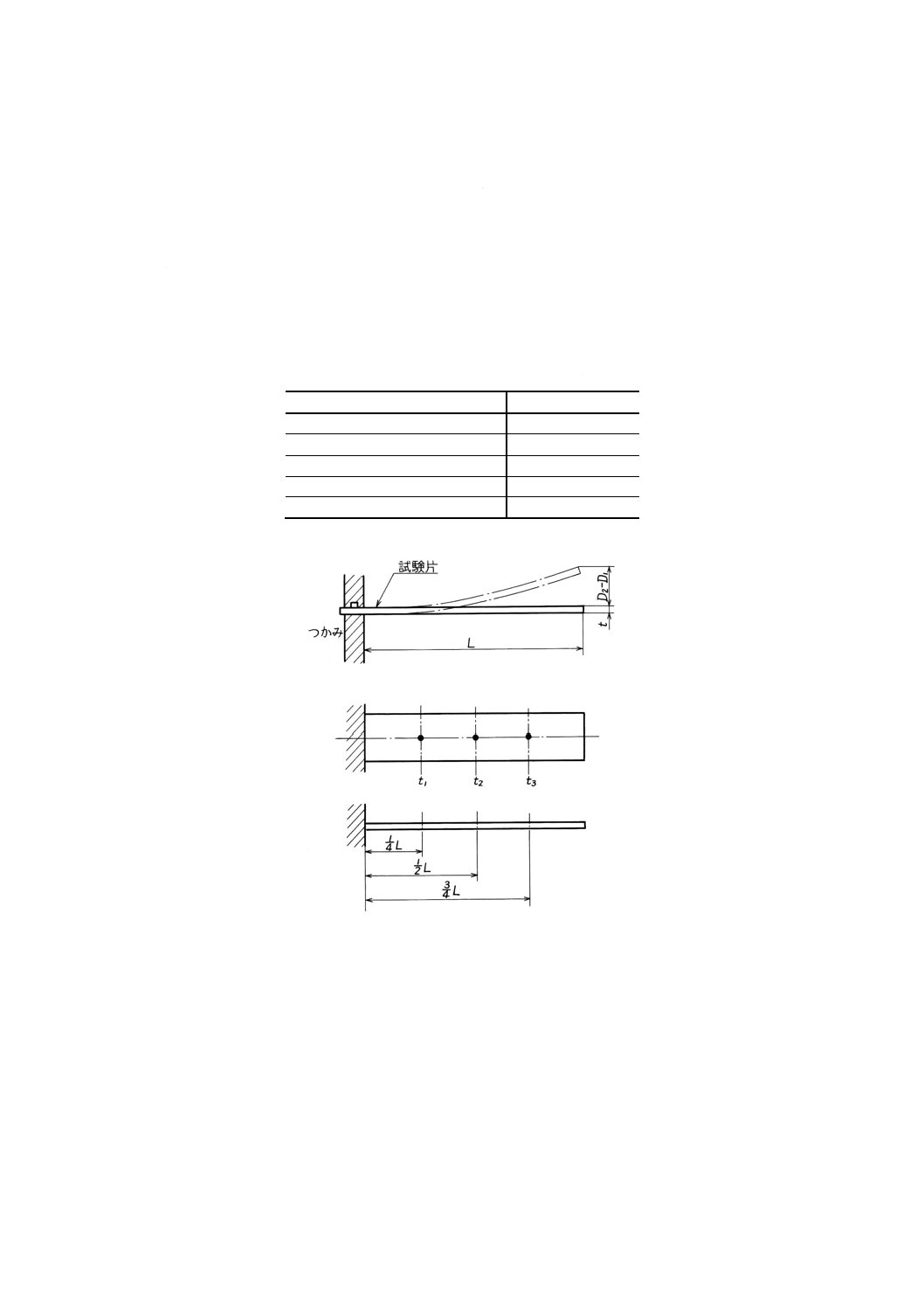
7.2.2
試験片の採り方及び寸法 試験片は,各試料から表6に示す寸法のものを図1に示す箇所から圧延
方向にとる。ただし,ねじり試験片は,圧延方向と直角にとる。
4
C 2530-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6 試験片の寸法
単位 mm
試験項目
試験片の寸法
長さ
幅
わん曲
厚さ0.250のもの
55
5
厚さ0.300のもの
65
厚さ0.40,0.50,0.60のもの
90
厚さ0.70,0.75,0.80,1.00のもの
115
10
厚さ1.20,1.50,2.00,2.50のもの
140
体積抵抗率
110以上
5以上
弾性係数
厚さ×100+55
10
ねじり
試料幅
2
繰返し曲げ
50
5
曲げ
110
5
図1 試験片の採り方
備考 図中の○印は,厚さの測定箇所を示す。
7.2.3
試験片の熱処理 7.5〜7.7に用いる試験片は,加工ひずみを除くため熱処理を行うものとする。熱
処理は,表2に示す許容温度範囲の最高温度で約1時間保持した後室温まで徐冷する。ただし,厚さが
0.300mm以下のものについては,許容温度範囲の最高値以下の適当な温度で行ってもよい。
7.3
外観試験 外観は,目視,手触りなどによって調べる。
7.4
寸法試験 試料の厚さは,JIS B 7502に規定するもの,又はこれと同等の精度をもつものを用い,
図1に示す○印の5か所について測定する。
幅及び長さは,任意の2か所以上について測定する。ただし,長さを質量で規定している場合は,はか
りで測定する。
7.5
わん曲試験 わん曲試験は,次によって行う。ただし,厚さが0.250mm未満のものは,受渡当事者
間の協定による。
(1) 試験装置 試験装置は,次の各項に適合すること。
(a) 試験片つかみ 試験片つかみは,試験片の一端を固定し,常温時には試験片がほぼ水平になるもの。
(b) 油槽 油槽は,適当な容量のヒータ及びかくはん装置を備えたものであること。
(c) 油 油槽に使用する油は,試験温度が100℃以下の場合は,JIS C 2320に規定する1種2号絶縁油,
100℃を超える場合は,6種絶縁油とする。
(d) 温度計 油の温度を測定する温度計は,JIS B 7411に規定する温度計,又はこれと同等以上の精度
の温度計とする。
(e) 変位測定装置 変位測定装置は,マイクロメータ,読取顕微鏡などとし,0.01mmの寸法が測定で
きる精度のものとする。変位測定装置のうち,試験中に加熱される部分の材料は,試験片つかみと
5
C 2530-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
同種の材料を使用する。
(2) 試験方法
(a) 試験片は,図2のように低膨張側を上にしてほぼ水平になるように,試験片つかみに固定する。試
験片の作動長 (L) は,表7による。
(b) 油槽内で温度差が1K以内の場所に,試験片を装着した試験片支持具を装入し,油の温度と試験片
の自由端の位置を読み取る。
(c) 常温から100℃まで約2時間で徐々に温度を上げ,少なくとも常温,50℃,75℃及び100℃での自由
端の位置を読み取る。
表7 試験片の作動長
単位mm
試験片の厚さt
作動長L
0.250
40
0.300
50
0.40, 0.50, 0.60
75
0.70, 0.75, 0.80, 1.00
100
1.20, 1.50, 2.00, 2.50
125
図2 わん曲試験方法
6
C 2530-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
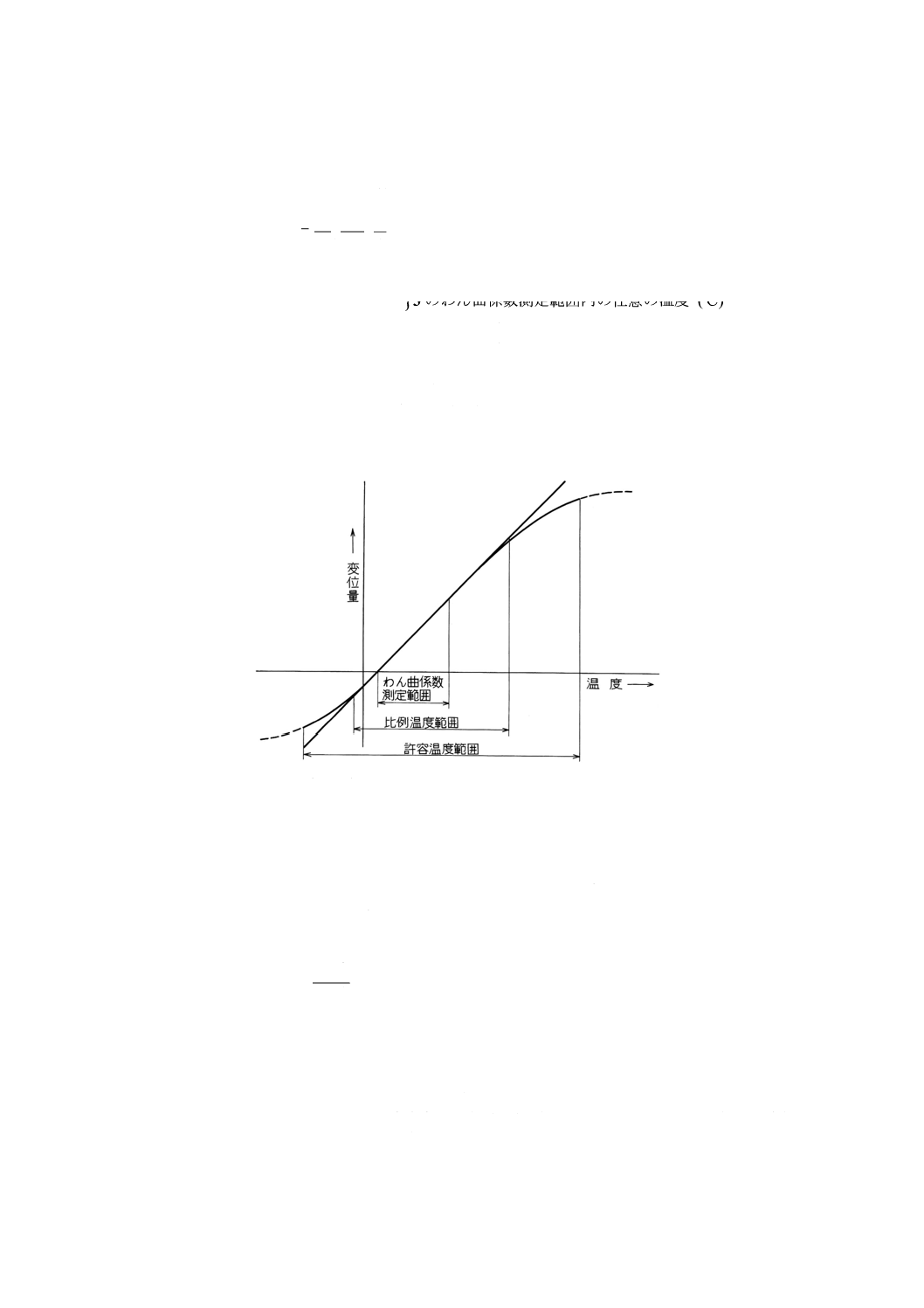
(3) 計算
(a) (2)で測定した温度と試験片自由端の位置の関係を方眼紙にプロットし,直線を引く。
(b) わん曲係数は,次の式によって計算する。
)
(
)
(
1
2
2
1
2
T
T
L
t
D
D
K
−
−
=
ここに,
K: わん曲係数 (K−1)
T2: }3のわん曲係数測定範囲内の任意の温度 (℃)
T1:
D2: (1)で求めた直線上の温度T2 (℃) における変位置 (mm)
D1: (1)で求めた直線上の温度T1 (℃) における変位置 (mm)
t: 試験片の厚さ (mm) (図2に示すt1,t2及びt3の値の平均値と
する。)
L: 作動長 (mm)
図3 変位量曲線例
>
7.6
体積抵抗率試験 体積抵抗率試験は,JIS H 0505によって行う。ただし,試験片の寸法は,表6に
よる。
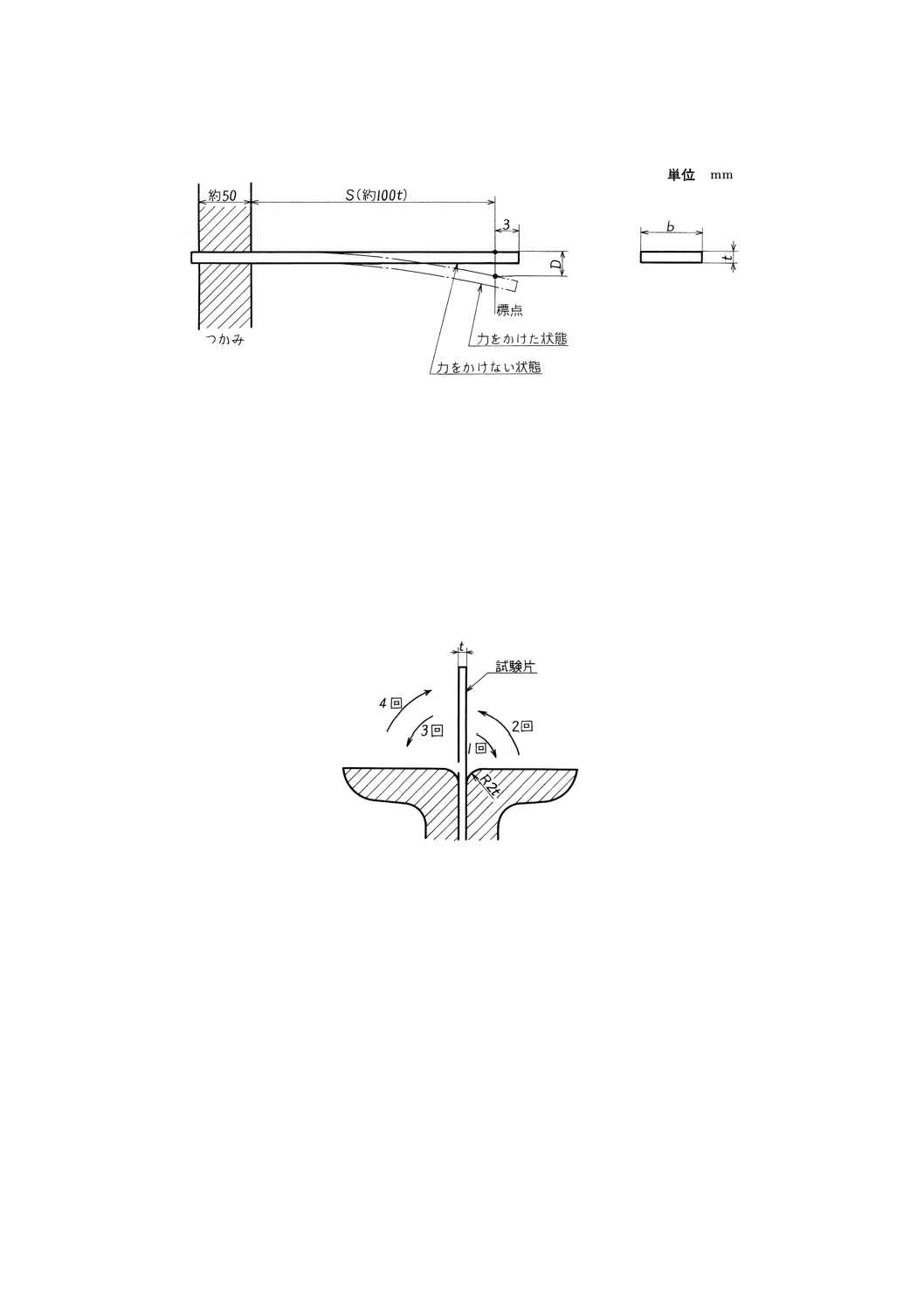
7.7
弾性係数試験 試験片の一端を低膨張側を上にして図4に示すように硬く締め付け,試験中に緩ま
ないようにする。試験片の標点位置に引掛け金具を接触させ力をかける。力の大きさは,標点の変位量が
約2mmとなるように選ぶ。力をかけない状態とかけた状態との標点の変位量を10回以上測定し,その平
均値を用いて,次の式から弾性係数を求める。ただし,この試験は,厚さが0.50mm未満のものについて
は行わない。
3
3
4
Dbt
PS
E=
ここに, E: 弾性係数 (MPa)
P: 荷重 (N)
S: 標点距離 (mm) (図4)
D: 変位量の平均値 (mm)
b: 試験片の幅 (mm)
t: 試験片の厚さ (mm) (図2に示すt1,t2及びt3の値の平均値とす
る。)
7
C 2530-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 弾性係数試験方法
7.8
ねじり試験 試験片を両端から約5mmのつかみ代でつかみ,試験片がたるまない程度に緊張しなが
ら,厚さが1mm未満のものはつかみ間隔を15mmで除した回数だけ,厚さが1mm以上1.5mm未満のもの
は30mmで除した回数だけ,厚さが1.5mm以上2.5mm以下のものは50mmで除した回数だけ試験片をね
じり,再びねじり回数だけねじり戻して,接着部及び両面の状態を調べる。
7.9
繰返し曲げ試験 試験片を図5のように板の厚さの2倍の半径の丸みのある金具で挾み,これを一
方に90度曲げ(これを曲げ1回という。),次に原位に戻す(これを曲げ2回という。)。さらに,同様にし
て反対方向に90度曲げ(これを曲げ3回という。),次に原位に戻す(これを曲げ4回という。)。以下,同
様に曲げを繰り返し,試験片に割れ,はがれが生じた最終回を除いた曲げ回数を求める。
図5 繰返し曲げ試験方法
7.10 曲げ試験 試験片を板の厚さの半径の丸みのある金具で挾み,これを一方に90度曲げ,次に試験片
を約10mm移動させ,その箇所で反対方向に90度曲げたときの試験片の状態を調べる。
8. 検査 検査は,7.の試験方法によって,次の項目について試験を行い,4. ,5.及び6.の規定に適合し
なければならない。ただし,受渡当事者間の協定によって,その一部を省くことができる。
(1) 外観
(2) 寸法
(3) わん曲
(4) 体積抵抗率
(5) 弾性係数
(6) ねじり
(7) 繰返し曲げ
8
C 2530-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(8) 曲げ
9. 包装 包装は,製品がさびを生じたり,きず及び変形を受けたりしないようにしなければならない。
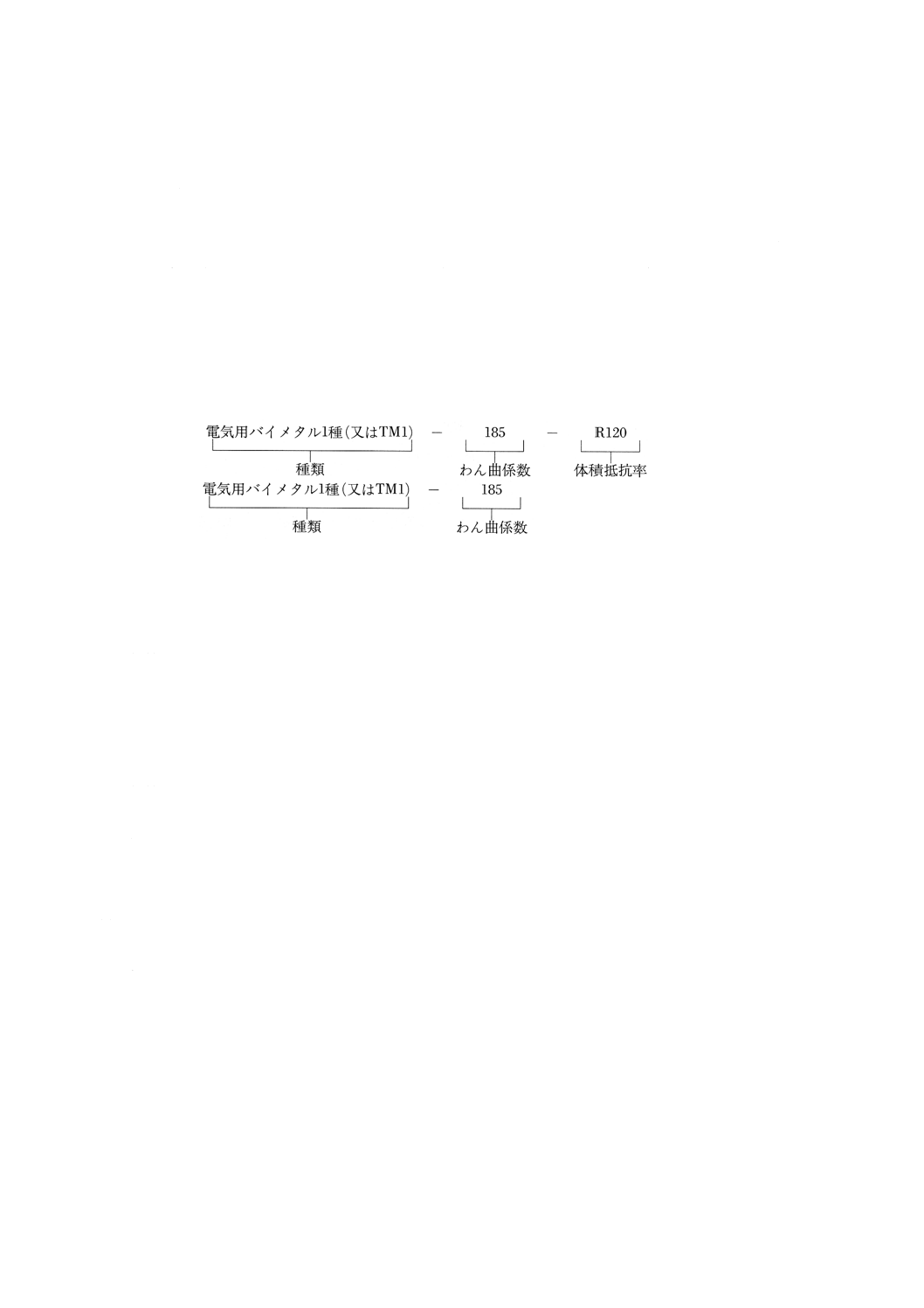
10. 製品の呼び方 製品の呼び方は,バイメタルの種類(又は記号),わん曲係数(2)及び体積抵抗率 (μΩ・
m) (3)(数字の前にRを記す。)による。ただし,体積抵抗率を必要としない場合は,その項目を省くこと
ができる。
注(2) 表2のわん曲係数の値に107を乗じた値で表す。
(3) 表2の体積抵抗率の値に102を乗じた値で表す。
例1.
例2.
11. 表示
11.1 製品の表示 バイメタルには,高膨張側の適当な場所に,容易に消えない方法で,次の事項を表示
しなければならない。
(1) 記号
(2) わん曲係数
(3) 体積抵抗率
11.2 包装の表示 包装上の見やすいところに,次の事項を表示しなければならない。
(1) 種類
(2) 記号
(3) わん曲係数
(4) 体積抵抗率
(5) 寸法
(6) 正味質量
(7) 製造業者名又はその略号
(8) 製造番号
(9) 製造年月
9
C 2530-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
電気用バイメタル板工業標準改正原案調査作成委員会 構成表
氏名
所属
(委員長)
松 谷 繁 雄
ニチコン株式会社
青 柳 桂 一
通商産業省機械情報産業局
小 林 哲 郎
資源エネルギー庁公益事業部
稲 葉 裕 俊
工業技術院標準部
矢ヶ崎 義 一
財団法人日本電気用品試験所
桜 井 謙 次
東京都立工業技術センター
吉 原 勝
東京電力株式会社
井之上 幸 造
三洋電機株式会社
野 島 喜代志
株式会社日立製作所
榎 本 喬一郎
富士電機株式会社
松 本 勝 彦
松下電器産業株式会社
関 根 正 次
三菱電機株式会社
神 本 経 規
旭計器株式会社
打 矢 正 雄
ウチヤ・サーモスタット株式会社
隼 瀬 益太郎
住友特殊金属株式会社
盛 二美男
株式会社東芝
太 田 隆 之
日立電線株式会社
藤 本 時 男
富士金属株式会社
赤 嶺 淳 一
社団法人日本電機工業会