C 0806-1:2020 (IEC 60286-1:2017)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 寸法······························································································································· 1
4.1 テープ及びアキシャルリード線端子テーピング部品の共通寸法 ··············································· 1
4.2 テーピング ··················································································································· 3
5 包装······························································································································· 4
5.1 一般 ···························································································································· 4
5.2 リールの寸法 ················································································································ 4
5.3 リール内側幅W1及びリール外側幅W2 ··············································································· 5
5.4 リールのリサイクル ······································································································· 5
5.5 部品の保護 ··················································································································· 5
5.6 リールへの巻取り部品総数 ······························································································ 5
5.7 つづら折り包装箱の寸法 ································································································· 5
5.8 部品の欠落 ··················································································································· 6
6 表示······························································································································· 6
附属書A(参考)この規格とJIS C 0806-1:1999との箇条構成の対比表 ············································ 7
参考文献 ····························································································································· 8
C 0806-1:2020 (IEC 60286-1:2017)
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,一般社団法人
電子情報技術産業協会(JEITA)及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本
産業規格を改正すべきとの申出があり,日本産業標準調査会の審議を経て,経済産業大臣が改正した日本
産業規格である。これによって,JIS C 0806-1:1999は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS C 0806の規格群には,次に示す部編成がある。
JIS C 0806-1 第1部:アキシャルリード線端子部品の連続テープによる包装
JIS C 0806-2 第2部:ラジアルリード線端子部品の連続テープによる包装
JIS C 0806-3 第3部:表面実装部品の連続テープによる包装
JIS C 0806-301 第301部:表面実装部品テーピングのカバーテープ引き剝がし時の静電気電位及び静
電気漏えい性能の測定方法
JIS C 0806-6 第6部:表面実装部品用バルクケースによるパッケージング
日本産業規格 JIS
C 0806-1:2020
(IEC 60286-1:2017)
自動実装部品の包装−第1部:アキシャルリード線
端子部品の連続テープによる包装
Packaging of components for automatic handling-Part 1: Tape packaging of
components with axial leads on continuous tapes
序文
この規格は,2017年に第3版として発行されたIEC 60286-1を基に,技術的内容及び構成を変更するこ
となく作成した日本産業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格は,アキシャルリード線端子をもつ電気・電子機器用部品のテープによる包装について規定す
る。通常,この包装は,部品のリード線端子をテープで固定する方式である。
この規格は,自動実装機による,リード線端子成形,挿入実装などの操作を行う装置に用いるテーピン
グの要求事項及び上記の目的で用いられる部品のテーピングに必要な寸法に限定して規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 60286-1:2017,Packaging of components for automatic handling−Part 1: Tape packaging of
components with axial leads on continuous tapes(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6999 プラスチック−プラスチック製品の識別及び表示
注記 対応国際規格:ISO 11469,Plastics−Generic identification and marking of plastics products(IDT)
IEC 60294,Measurement of the dimensions of a cylindrical component with axial terminations
3
用語及び定義
この規格には,定義する用語はない。
4
寸法
4.1
テープ及びアキシャルリード線端子テーピング部品の共通寸法
4.1.1
一般
2
C 0806-1:2020 (IEC 60286-1:2017)
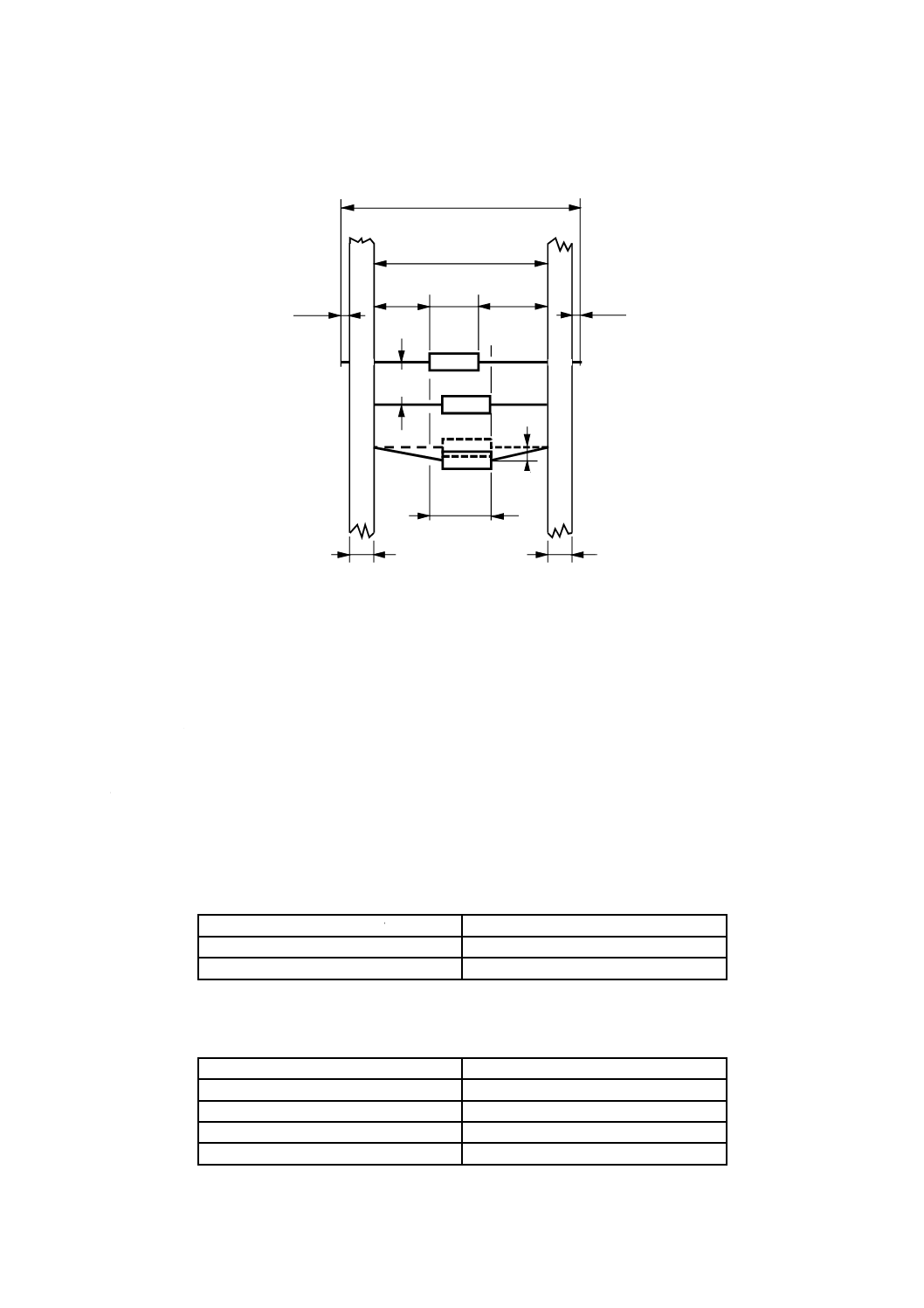
テーピング包装の形状及び寸法をを図1,表1及び表2に示す。
記号説明
A
隣接した部品間隔
B
2本のテープ間の内寸法
K
部品本体の位置の横方向の許容差
L1
左側テープの内側から部品左端までのリード線端子長さ
L2
右側テープの内側から部品右端までのリード線端子長さ
L3
テープから外側に突き出たリード線端子長さ
Lmax 部品本体の長さ
M
リード線端子の曲がりによる部品本体の位置の縦方向の最大許容差
T
テープ幅
W
リード線端子の突出しを含むテーピングの最大幅
図1−アキシャルリード線端子部品のテーピング包装の形状及び寸法
表1−テープ幅及び許容差
単位 mm
公称テープ幅 T
許容差
6
±1
9
±1
表2−部品間の間隔及び許容差
単位 mm
部品間の標準間隔 A
10間隔での累積許容差 P
5±0.5
±2
10±0.5
±2
15±0.5
±2
20±0.5
±2
W
B
L1
L2
L3
Lmax
A
M
T
T
K
L3
3
C 0806-1:2020 (IEC 60286-1:2017)
4.1.2
部品本体の位置(横方向の許容差)
寸法Kは,部品本体が位置しなければならない横方向の許容差を規定しており,部品本体の長さの最大
値Lmaxよりも1.0 mm(B=26 mmの場合)又は1.4 mm(B>26 mmの場合)大きい寸法とする。部品本体
の長さはIEC 60294の規定によって測定する。
その他に規定がない場合には,この横方向の位置はテープ間の中央とする。
寸法Kを決めるためのゲージ測定法が実用的でない場合には,リード線端子の距離L1及び距離L2を測
定してもよい。距離L1と距離L2との差は,それぞれ1.0 mm(B=26 mmの場合)又は1.4 mm(B>26 mm
の場合)以下とする。
4.1.3
テープ間隔
リード線端子の突出しL3を含むテーピングの最大幅Wは,140 mm以下とする。また,その最大幅Wは,
部品の寸法に応じて選定する。
テープ間隔の推奨値を表3に示す。
表3−テープ間隔の推奨値
単位 mm
テープ間の内寸法 B
26
05.1
+
5212
−+
63±2
73±2
83±2
93±2
93 mmを超えるテープ間の内寸法Bは,テーピングの最大幅Wが140 mmを超えな
い範囲で,93 mmから10 mmずつ大きい寸法とし,その許容差は,±2 mmとする。
4.2
テーピング
4.2.1
一般
アキシャルリード線端子部品は,次の要求事項を満たさなければならない(図1参照)。
4.2.2
極性のある部品の方向
極性がある部品は,全て同一方向に並べる。極性がある部品は,テープの色を変えるか又は表示によっ
て明確に区別する。テープの色を変える場合には,陽極側を白又は中間色とする。
4.2.3
リード線端子の位置決め,ねじれ及び曲がり(縦方向の許容差)
リード線端子の位置決め,ねじれ及び曲がりは,次による。
a) リード線端子は,ねじれ及び曲がりがあってはならない。
b) 部品のリード線端子をテープに位置決めするとき,リード線端子にきずなどの損傷を与えてはならな
い。
c) リード線端子の曲がり(縦方向の許容差)は,正常な位置から1.0 mm(B=26 mmの場合)又は1.2 mm
(B>26 mmの場合)以下とする。測定位置は,リード線端子が固定されている,テープの内側のリ
ード線端子の先端位置から,部品本体のリード線端子の根本までの縦方向とする(図1の寸法Mを参
照)。
4
C 0806-1:2020 (IEC 60286-1:2017)
4.2.4
リード線端子の先端
リード線端子の先端は,テープの端から突出しL3があってはならない。
4.2.5
部品のテープへの固定
部品は,通常の取扱いで外れたりしないようにテープに十分固定する。
4.2.6
テープの材料,保管及び取扱いに関する要求事項
テープは,テーピング部品の保管に耐える適切な材料とする。テープの材料は,リード線端子に沿って
移動しない材質・構造とし,化学反応(例えば,腐食)によって,リード線端子のはんだ付け性に悪影響
を与えたり,及び部品の特性又はリード線端子を劣化させたりするガスを発生する材質であってはならな
い。
さらに,保管後にテープが剝がれて部品の相対的な位置がずれてはならない。また,テープの強度が劣
化して,テーピング部品を手動又は実装機を用いて自動でリールから引き出すときに,テープが破損して
はならない。
包装箱の中でテープが重なり合って,例えば,接着材がはみ出したりしてテープ同士が固着してはなら
ない。
4.2.7
テープの継合せ
テープの継ぎ目は,つな(繋)ぎ合わせる元のテープと同じか又はそれ以上の強さをもっていなければ
ならない。また,厚さは,元のテープの1枚の厚さの4倍以下とする。テープの継ぎ目のずれは,0.8 mm
以下とする。テープを継ぐ場合にも,部品間の間隔Aは,表2に規定する許容差以内とする。
4.2.8
リーダテープ
部品をテーピングしていない,長さ200 mm以上のテープだけのリーダテープを,テープの初めと終わ
りとに設けなければならない。
5
包装
5.1
一般
部品のテープは,リール巻きでもよいし,つづら折りでもよい。
5.2
リールの寸法
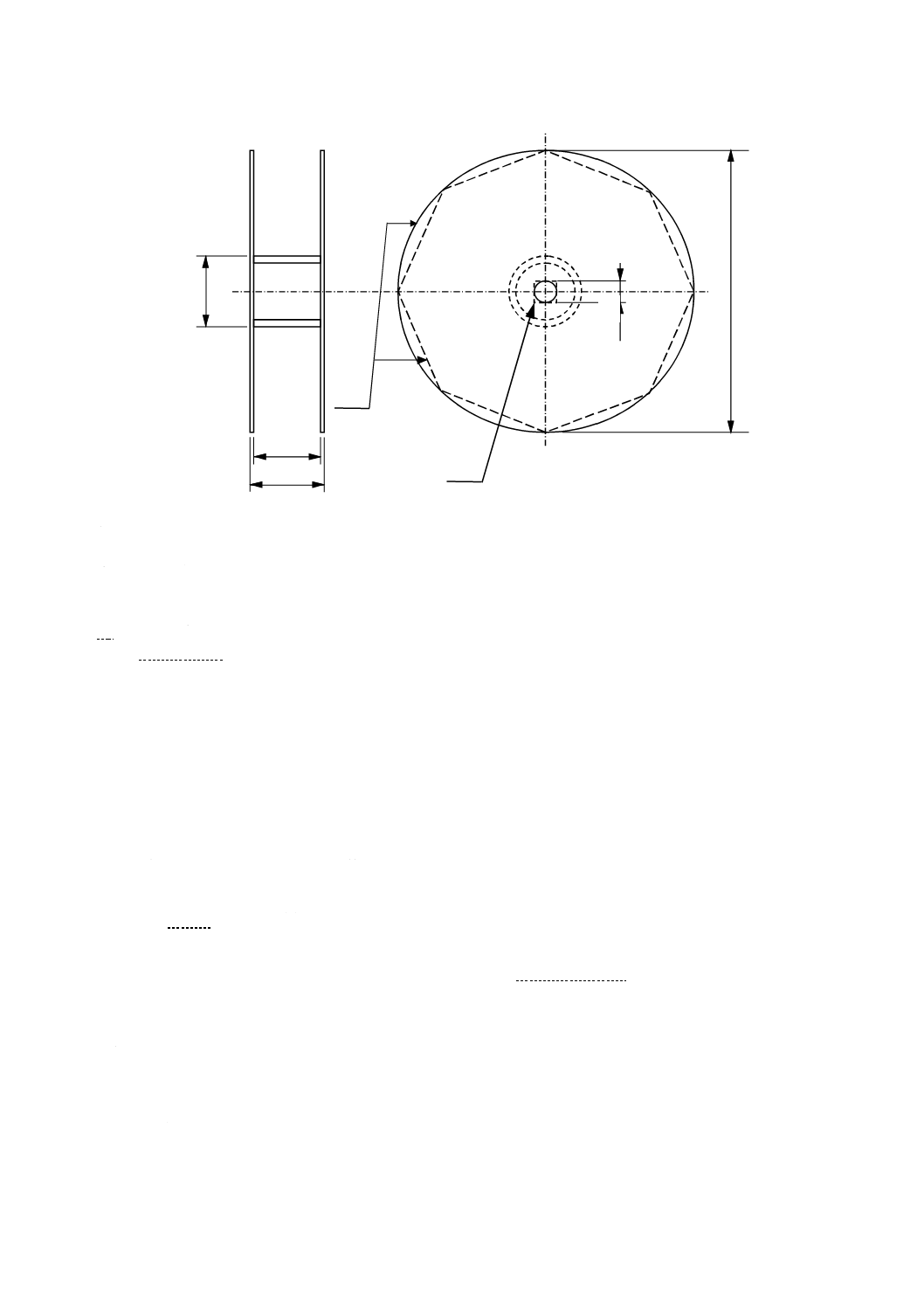
リールの推奨寸法を図2に示す。
5
C 0806-1:2020 (IEC 60286-1:2017)
記号説明
1
リール軸形状:円又は正方形
2
リール形状:円又は多角形
A
リール径:400 mm以下
C
リール軸穴径:14 mm〜38 mm
N
リールハブ径:34.9 mm〜102 mm
W1
リール内側幅
W2
リール外側幅
図2−リールの推奨寸法
5.3
リール内側幅W1及びリール外側幅W2
リール内側幅W1及びリール外側幅W2は,テーピングの最大幅W(図1参照)に応じて規定し,テーピ
ング部品を適切にリールに巻き取る,及びリールから引き出すことができる寸法とする。
5.4
リールのリサイクル
図2に規定するリールは,リサイクル可能な材料を用いることが望ましい。リサイクル可能な材料を用
いる場合には,そのリールに,恒久的なリサイクルマークを表示する。リサイクルマークに関わる材料表
示は,JIS K 6999の規定によることが望ましい。
注記 JIS K 6999の運用は,JEITA ETR-7011:2001を参照すると容易である。
5.5
部品の保護
部品の損傷及びリード線端子のねじれを防止するために,リール巻きしたテーピング部品の層の間及び
最外周に,保護テープを用いてもよい。この場合,保護テープが部品又はリード線端子のはんだ付け性を
劣化させてはならない。
5.6
リールへの巻取り部品総数
リールに巻き取る部品の総数は,テーピングした部品及び最外周の保護テープが,リール径を超えない
ように選定する。
5.7
つづら折り包装箱の寸法
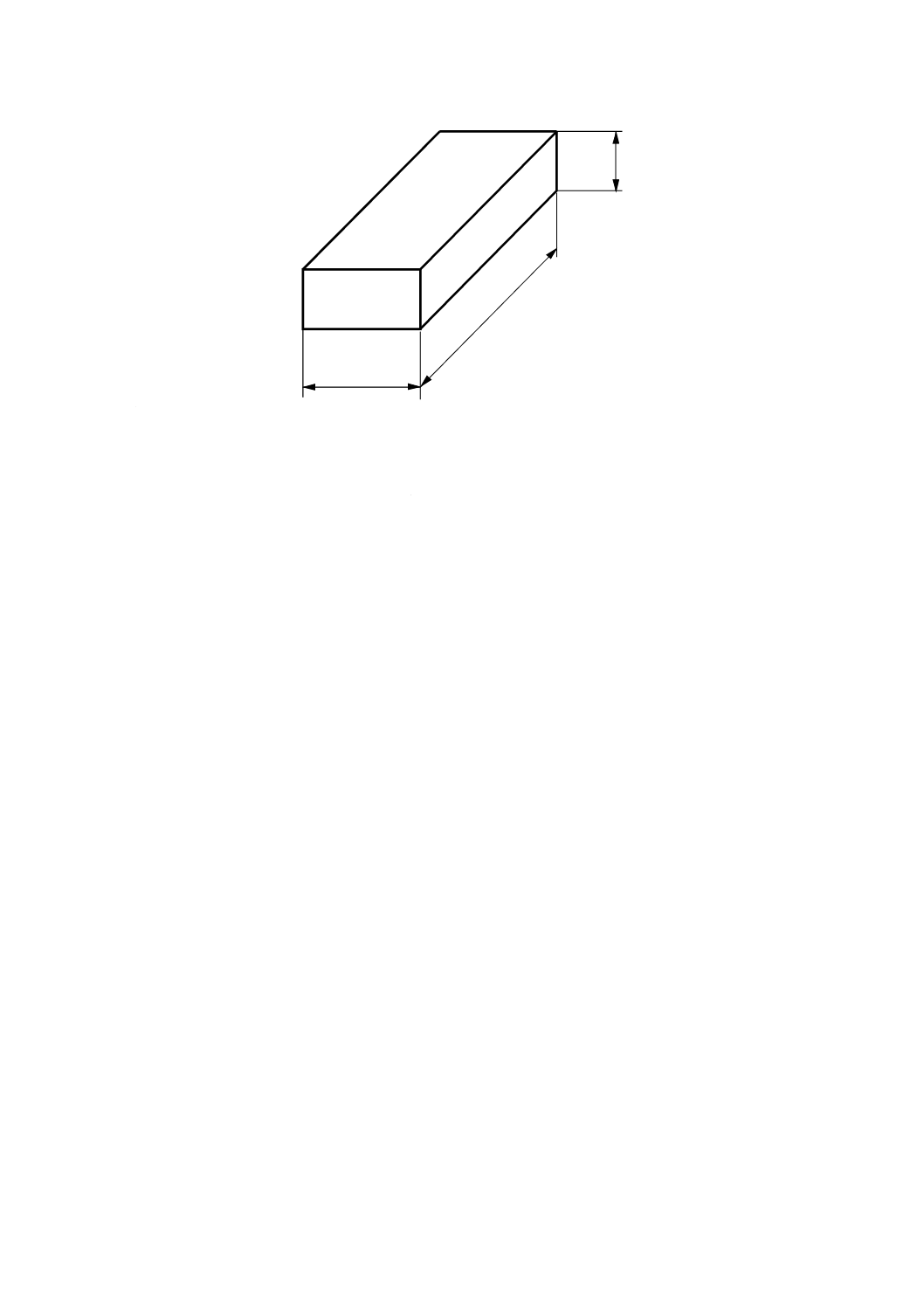
つづら折り包装箱の外形寸法を図3に示す。
W1
W2
1
2
N
A
C
6
C 0806-1:2020 (IEC 60286-1:2017)
記号説明
X
つづら折り包装箱の幅:テーピングの最大幅Wによる。
Y
つづら折り包装箱の長さ:610 mm以下
Z
つづら折り包装箱の高さ:150 mm以下
図3−つづら折り包装箱の外形寸法
5.8
部品の欠落
自動実装のために,部品の欠落数は,受渡当事者間の協定がない場合には,1リール又は1包装箱当た
り0.1 %以下又は1個以下のいずれか多い方とする。ただし,部品の欠落は連続してはならない。
6
表示
要求がある場合には,部品の50番目ごと又は100番目ごとの位置をテープに表示する。
X
Z
Y
7
C 0806-1:2020 (IEC 60286-1:2017)
附属書A
(参考)
この規格とJIS C 0806-1:1999との箇条構成の対比表
この規格の改正で,幾つかの箇条が新しい番号になった。この規格の箇条と旧版JIS C 0806-1:1999の箇
条との対比表を表A.1に示す。
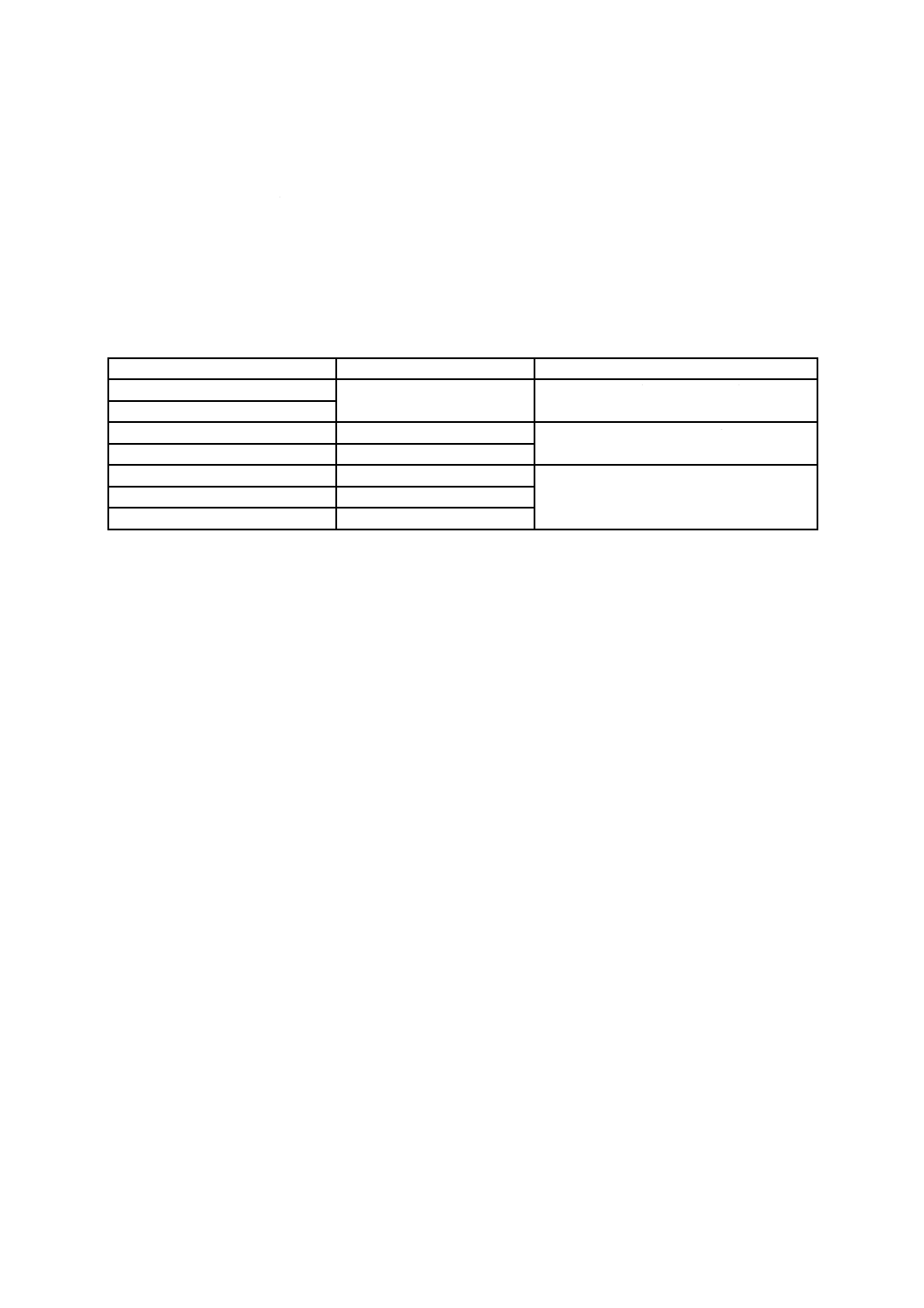
表A.1−箇条構成の対比表
旧版JIS C 0806-1:1999の箇条
この規格の箇条
注記
1.
1
一般事項と適用範囲とを統合した。
1.1
1.2
2
ISO/IEC Directives Part 2による。
−
3
2.
4
箇条番号を変更した。
3.
5
4.
6
8
C 0806-1:2020 (IEC 60286-1:2017)
参考文献
JIS C 0806-2:2019 自動実装部品の包装−第2部:ラジアルリード線端子部品の連続テープによる包
装
注記 対応国際規格:IEC 60286-2:2015,Packaging of components for automatic handling−Part 2: Tape
packaging of components with unidirectional leads on continuous tapes(IDT)
JIS C 0806-3:2014 自動実装部品の包装−第3部:表面実装部品の連続テープによる包装
注記 対応国際規格:IEC 60286-3:2013,Packaging of components for automatic handling−Part 3:
Packaging of surface mount components on continuous tapes(IDT)
IEC 60301,Preferred diameters of wire terminations of capacitors and resistors
ISO/IEC Directives Part 2:2018, Principles and rules for the structure and drafting of ISO and IEC documents
JEITA ETR-7011:2001 電子部品容器包装のリユース/リサイクル表示ガイド