B 9709-2 : 2001 (ISO 14123-2 : 1998)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,日本工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定し
た日本工業規格である。
JIS B 9709-2には,次に示す附属書がある。
附属書A(参考) 検証手順に関するフロー図
附属書B(参考) 放出の種類の例及びそれらの査定の仕方
附属書C(参考) 関連する要因の例及びそれらの指示パラメータ
JIS B 9709の規格群には,次に示す部編成がある。
JIS B 9709-1 第1部:機械類製造者のための原則及び仕様
JIS B 9709-2 第2部:検証手順に関する方法論
B 9709-2 : 2001 (ISO 14123-2 : 1998)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 方法論 ··························································································································· 2
4. 検証 ······························································································································ 2
附属書A(参考) 検証手順に関するフロー図··········································································· 3
附属書B(参考) 放出の種類の例及びそれらの査定の仕方 ························································· 4
附属書C(参考) 関連する要因の例及びそれらの指示パラメータ ················································ 5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 9709-2 : 2001
(ISO 14123-2 : 1998)
機械類の安全性−機械類から
放出される危険物質による
健康へのリスクの低減−
第2部:検証手順に関する方法論
Safety of machinery−Reduction of risks to health from
hazardous substances emitted by machinery−
Part 2 : Methodology leading to verification procedures
序文 この規格は,1998年に第1版として発行されたISO 14123-2, Safety of machinery−Reduction of risks to
health from hazardous substances emitted by machinery−Part 2 : Methodology leading to verification proceduresを
翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,原国際規格の前文は規定内容ではないので,この規格から除外した。
1. 適用範囲 この規格は,適切な検証手順を明確にするために,危険物質の放出に関連する重要要因を
選択するための手順を特定している。この規格は,JIS B 9709-1 : 2001とともに使用することを意図してい
る。
備考 この規格の対応国際規格を次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 14123-2 : 1998 Safety of machinery−Reduction of risks to health from hazardous substances
emitted by machinery−Part 2 : Methodology leading to verification procedures (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,記載の年の版だけがこの規格の規定を構成するものであって,その後の改訂版・
追補には適用しない。発行年(又は発効年)を付記していない引用規格は,その最新版(追補を含む)を
適用する。
JIS B 9709-1 : 2001 機械類の安全性−機械類から放出される危険物質による健康へのリスクの低減
−第1部:機械類製造者のための原則及び仕様
備考 ISO 14123-1 : 1998, Safety of machinery−Reduction of risks to health from hazardous substances
emitted by machinery−Part 1 : Principles and specification for machinery manufacturersがこの
規格と一致している。
2
B 9709-2 : 2001 (ISO 14123-2 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO/DIS 12100-1 Safety of machinery−Basic concepts and general principles for design−Part 1 : Basic
terminology, methodology
3. 方法論 この箇条は検証手順としてしなければならないステップを定義する。
備考 これらのステップは附属書Aで要約されている。
3.1
危険物質の同定
3.1.1
機械の意図する使用中に放出されるおそれのある物質を同定する(ISO/DIS 12100-1及びJIS B
9709-1 : 2001の4.参照)。
3.1.2
これらの物質のうちどれが健康に対して危険源となるか,及びその危険源の性質を決定する(JIS B
9709-1 : 2001の3.2参照)。
3.1.3
いくつかの物質が同定されている場合,最悪の場合の特性を表すキーとなる物質について,検証手
順を実行するべきである。キーとなる物質は,毒性,腐食性,溶解性及びほこりっぽさ等に基づいて選択
される。
3.2
放出の特徴づけ
3.1.3で同定されるすべての重要顕著な物質に関しては,次を確定する。
− 機械の寿命のすべての局面におけるすべての予見可能な状況下での放出の想定量及び規模
備考1. 量は査定技術のうちの一つにより特徴づけられる(附属書B参照)。
− 機械及び人が居そうな場所での放出の位置及び方向
− 放出が起こりそうな場合
備考2. これは人が居そうな場所及び機械類の運転サイクルに関連する。
− 放出の物理的特徴,例えば,相,速度,温度及び圧力
− 空気中放出又は表面汚染を発生させる可能性があるかどうか
3.3
重要要因の同定
3.3.1
放出を引き起こす関連要因を同定する。放出低減の方法は関連要因に基づく。
備考 関連要因は材料,エネルギ又は機械設計若しくは性能に関連する場合がある。例を附属書Cに
示す。
3.3.2
重要要因を同定する。これらは放出が最も依存する関連要因である。
3.4
指示パラメータの特定
3.4.1
同定された重要要因に関係する定量的指示パラメータを確定する。
備考 例を附属書Cに示す。
3.4.2
値,値の範囲及び放出を低減するために要求される指示パラメータの条件又は状態を特定する。
4. 検証
4.1
検証は指示パラメータに関連するデータの集積により実行される。
4.2
検証は現地試験,実験室試験,測定及び検査又は計算による結果を含む。
3
B 9709-2 : 2001 (ISO 14123-2 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
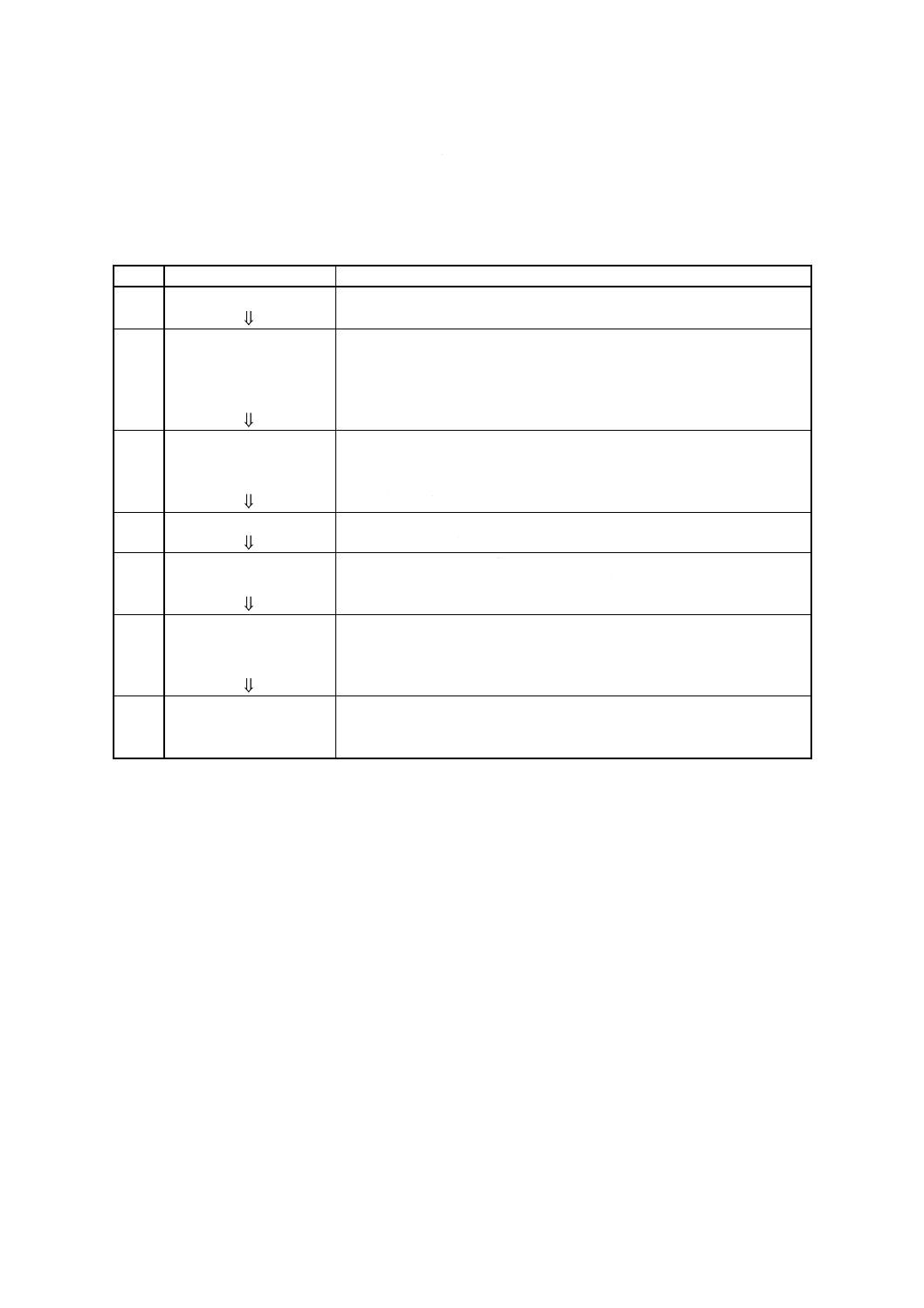
附属書A(参考) 検証手順に関するフロー図
表A.1は検証手順で採用されるステップのシーケンスを示す。
表A.1
条項
ステップの流れ
例
3.1
危険物質を同定する。
− 機械の寿命上の段階を同定する。
− 危険源の特性を同定する。
3.2
放出を特徴づける。
− 放出の想定される量又は規模
− 人の位置及び放出の方向
− 放出が起こりそうな時間
− 物理的特徴:相(例えば,ガス),温度
− 空気中又は表面汚染
3.3.1
関連要因を同定する。
− 材料:ほこりっぽさ,使用率,生産率
− 使用エネルギ:タイプ
− 機械設計:人間工学,距離,自動化
− 性能:効率
3.3.2
重要要因を選択する。
危険物質の放出に最も影響する要因:指示パラメータの選択を助けるため
にこれらの要因に優先順位をつける。
3.4.1
指示パラメータを特定す
る。
− 定量的:測定又は計算により得られる。
− 定性的:例えば,目視検査(可視化技術,設計の詳細)により得られ
る。
3.4.2
パラメータの値,範囲,
条件又は状態を設定す
る。
放出低減を実行するための要求事項
4.
検証手順を特定する。
− 特定の指示パラメータに関連する情報を特定する。
− 現地/実験室試験,測定,目視検査又は計算,技術構成ファイルによ
る明示
4
B 9709-2 : 2001 (ISO 14123-2 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
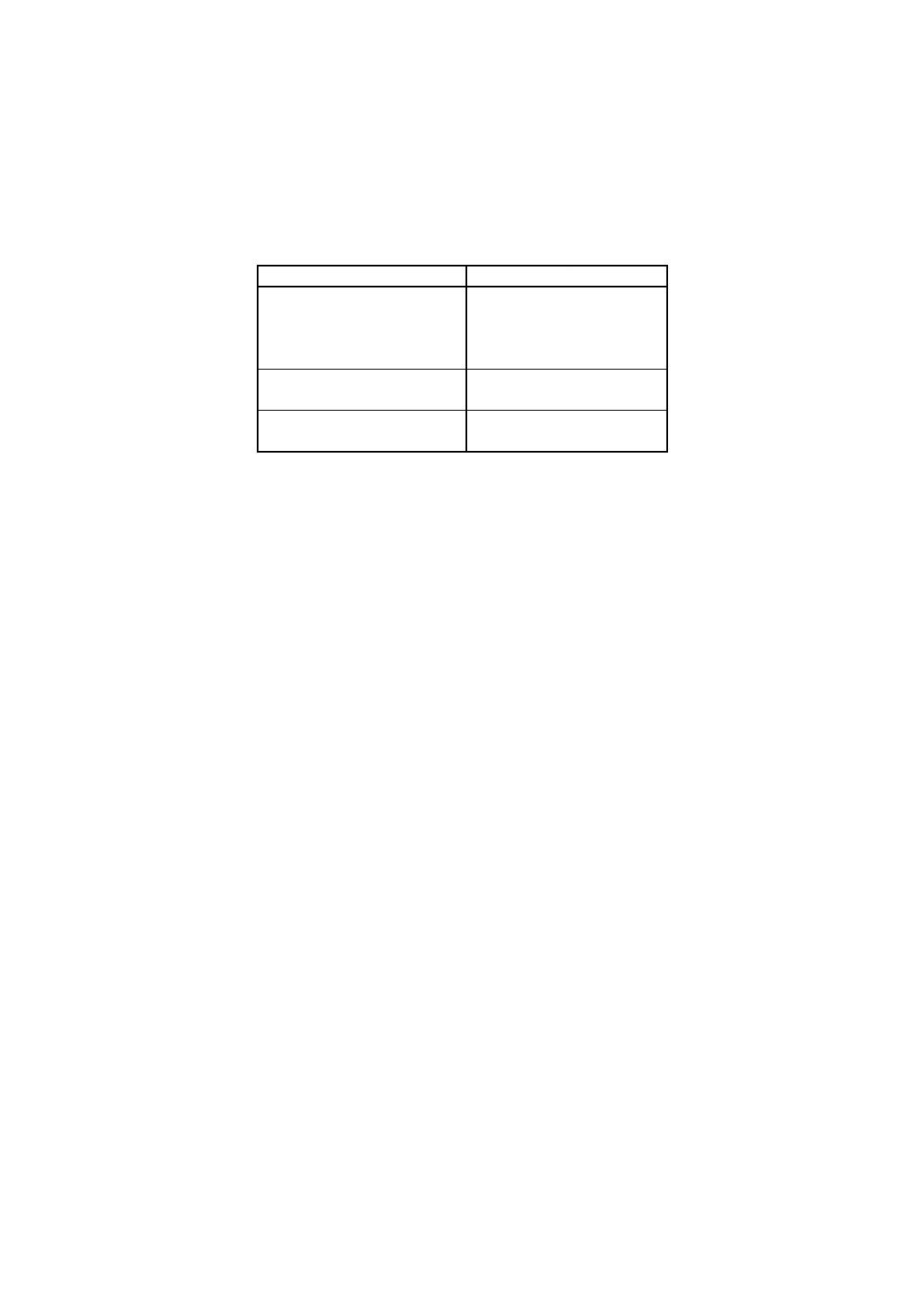
附属書B(参考) 放出の種類の例及びそれらの査定の仕方
表B.1は放出の種類の例及びその査定を示す。
表B.1
放出の種類
査定技術の例
無視可能又は重要でない
− 目視検査
− スモークテスト
− チンダルビームランプ
− 圧力テスト
局部的
− 構成部の性能
− 局部集中査定
全般(起こりうる多地点放出) − マスバランスからの計算
− テストデータ
5
B 9709-2 : 2001 (ISO 14123-2 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
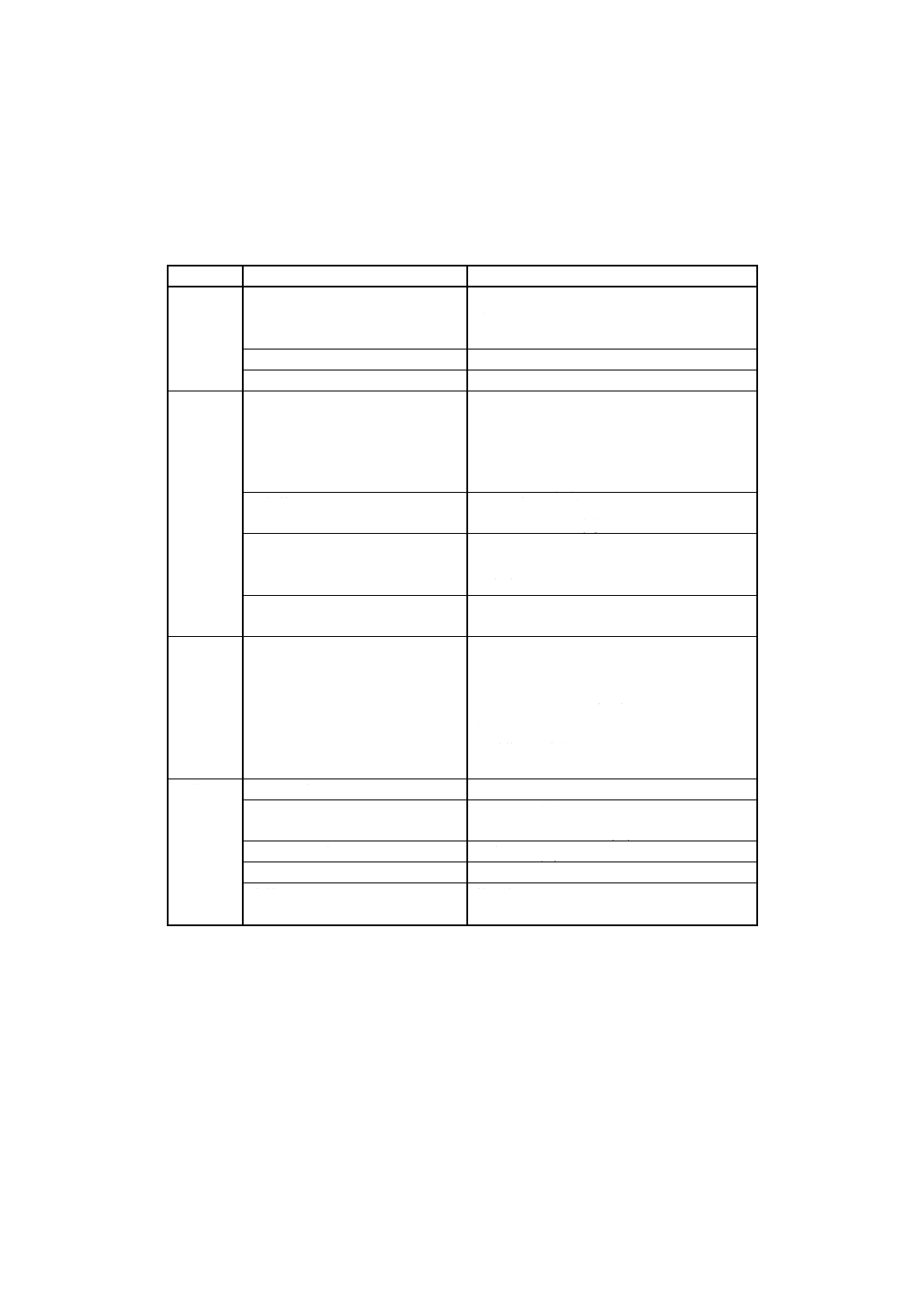
附属書C(参考) 関連する要因の例及びそれらの指示パラメータ
表C.1は機械類から生じる危険物質の健康に対するリスクの低減に影響を及ぼす要因の例を示す。
表C.1
カテゴリ
関連要因
指示パラメータ
材料
供給率,放出率
質量流量 (kg/h)
線速度 (mm/min)
気中濃度 (mg/m3)
供給形態
粉末又は固体,粘性,非粘性又は揮発性液体
処理タイミング
供給時間 (min)
エネルギ
熱的
温度制御 (range℃)
温度上昇又は降下率 (℃/min)
製品放出温度 (℃)
液体又はガス冷却材温度 (℃)
冷却材流量 (l/h)
電気的
吸収エネルギ (J)
駆動電動機電流 (A)
機械的
攪拌速度 (min−1)
搬送速度 (m/min)
混合時間 (min)
空気の移動
冷却又は捕集速度 (m/s)
排気ガス速度 (m/s) 又は流量 (m3/s)
設計
セッティング,幾何学的配置,方
向
蓋が開いている又は閉じている
蓋が開くまでの遅れ時間 (s)
局所排気,位置
排気ダクトの直径 (mm)
最も近くにいるオペレータの位置 (m)
材料落下の高さ (m)
放出方向
性能
シールの漏れ
シールの完全性
エアクリーナ
分離効率 (%)
フィルタの圧力損失 (Pa)
局所排気式換気
捕集効率 (%)
汚染制御システム
汚染除去指数
全放出
放出率 (g/min)
汚染濃度パラメータ (mg/m3)
6
B 9709-2 : 2001 (ISO 14123-2 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 9709-2(機械類の安全性−機械類から放出される危険物質による健康へのリスクの低減−
第2部:検証手順に関する方法論
原案作成委員会 構成表
氏名
所属
(委員長)
向 殿 政 男
明治大学
丸 山 弘 志
東京理科大学
穐 山 貞 治
通商産業省工業技術院標準部
高 橋 祐 輔
労働省労働基準局
杉 本 旭
労働省産業安全研究所
大久保 尭 夫
日本大学
川 口 邦 供
社団法人産業安全技術協会
粂 川 壮 一
中央労働災害防止協会
中 嶋 洋 介
社団法人日本圧接協会
渡 辺 正
社団法人日本建設機械化協会
大 槻 文 芳
社団法人日本工作機械工業会
佐々木 孝 雄
社団法人日本縫製機械工業会
佐 藤 公 治
社団法人日本ロボット工業会
橘 良 彦
旭硝子株式会社
山 本 博 義
株式会社荏原製作所
大 竹 勝 彦
株式会社神戸製鋼所
大 坂 崇
(元)株式会社小松製作所
高 橋 岩 重
株式会社小松製作所
鈴 木 光 夫
住友重機械工業株式会社
竹 原 操 平
株式会社ダイフク
秦 晶 一
東芝機械株式会社
杉 田 真 一
豊田工機株式会社
古 沢 登
トヨタ自動車株式会社
蓬 原 弘 一
日本信号株式会社
井 上 洋 一
シンヨー・サンワテクノス株式会社
芦 田 暁
株式会社日立製作所
冨 室 康 夫
株式会社牧野フライス製作所
渡 辺 清
三菱重工業株式会社
今 泉 武 男
三菱電機株式会社
飯 野 晋
通商産業省機械情報産業局
山 口 敦 司
通商産業省工業技術院標準部
(事務局)
水 島 宣 浩
社団法人日本機械工業連合会
宮 崎 浩 一
社団法人日本機械工業連合会
岩 田 実
社団法人日本機械工業連合会
JIS B 9709-2作成WG 構成表
(主査)
山 本 博 義
株式会社荏原製作所
古 沢 登
トヨタ自動車株式会社
竹 原 操 平
株式会社ダイフク
橘 良 彦
旭硝子株式会社
(事務局)
宮 崎 浩 一
社団法人日本機械工業連合会
岩 田 実
社団法人日本機械工業連合会