B 9611 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 9611 : 1989は改正され,この規格に置き換えられる。今回の改正
では,ISO 12636, Graphic technology−Blankets for offset printingとの整合化を図るため,ブランケットの項
目を追加し,従来のJIS B 9611で規定した金具については,国際規格として制定されていないため,現状
の利用状況を調査し,一部を改正して附属書とした。
JIS B 9611には,次に示す附属書がある。
附属書(規定) ブランケット金具
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 9611 : 1999
ブランケット及びブランケット金具
Blankets and fillet bars for offset printing
序文 この規格は,ISO 12636, Graphic technology−Blankets for offset printingを翻訳し,技術的内容を変更
することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格の本体は,オフセット印刷機用ブランケットの試験方法,諸特性,発注・表示ラ
ベル及び用語を規定する。この規格は,クランプを使用せず,張力がかからないオフセット印刷用ブラン
ケット及びギャップレスオフセット印刷機に使用する筒状ブランケットには適用しない。また,附属書で
は,本体で規定しているブランケットに用いるブランケット金具について規定する。
備考 この規格の対応国際規格を,次に示す。
ISO 12636 Graphic technology−Blankets for offset printing
2. 定義 この規格で用いる主な用語の定義は,次による。
2.1
軸方向 (across direction) 回転方向に垂直なブランケットの向き。
2.2
回転方向 (around the cylinder direction) ブランケット胴の回転方向に用いることを意図したブラ
ンケットの向き。
2.3
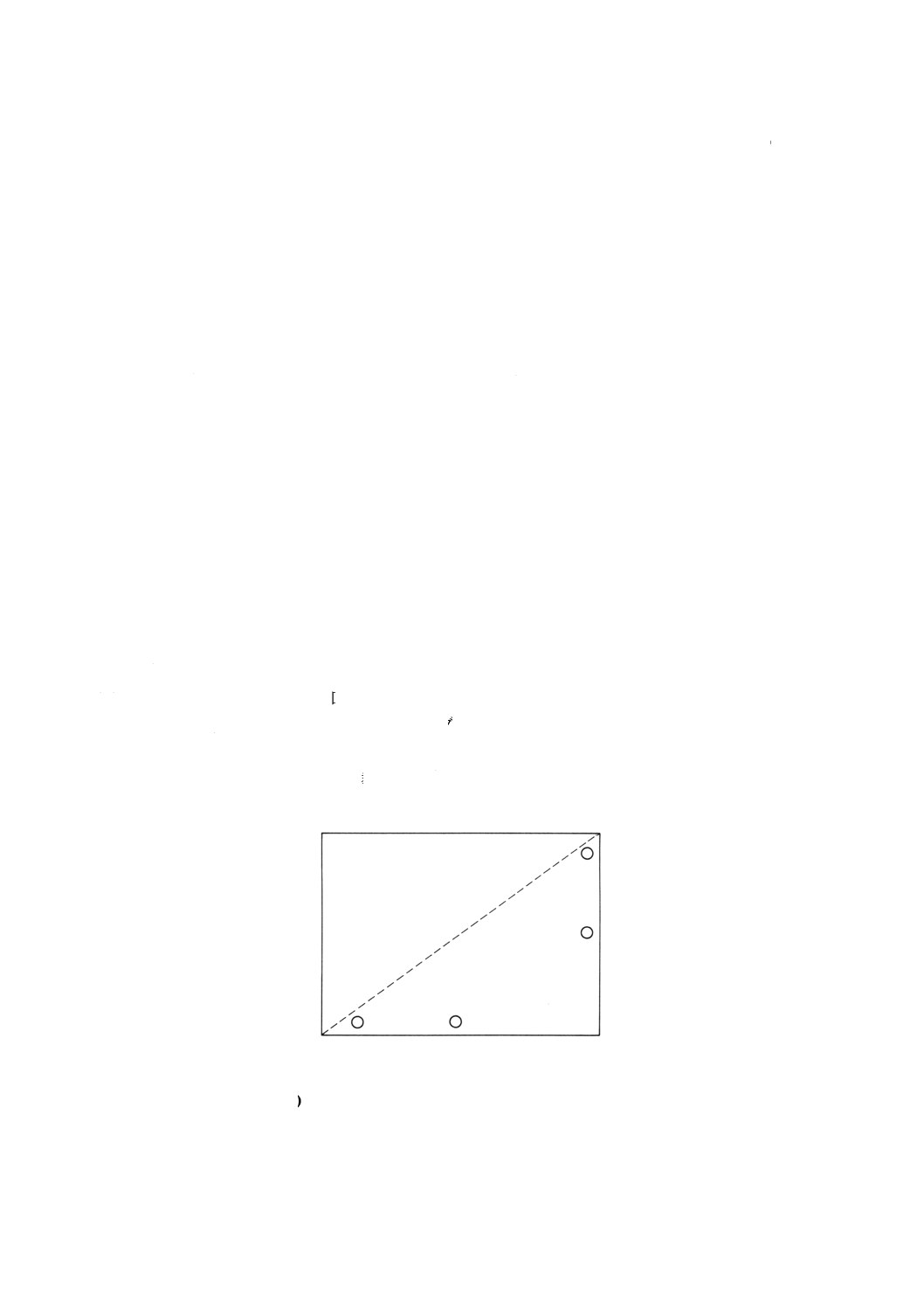
平均厚さ (average thickness) 裁断済みブランケットにおいて,直角三角形の対向角近くの2点及
び互いに垂直な2辺の中点で測定した2点の合計4点の厚さの平均値(図1参照)。
図1 厚さの測定点
2.4
ブランケット (blanket) オフセット印刷において刷版から被印刷物へインキを転移するのに用い
られる布織物にゴムなどのキャリア材料をコーティングした複合体。
2
B 9611 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5
圧縮性−ひずみ (compressibility-deflection) ブランケットに規定圧力を加えたときのミリメート
ル単位で表した平均厚さ減少I,又は減少率Ip。
2.6
圧縮性−くぼみ (compressibility-indentation) ブランケットに規定圧力を加えたときのミリメー
トル単位で表した平均くぼみ深さI,又はくぼみ率Ip。
2.7
伸び (elongation) ブランケットの回転方向に力を加えたときの寸法増加。ミリメートル単位幅当
たりに所定の張力を加えたときの増加を百分率で表す。
2.8 胴張材 (packing) 印刷機上でブランケットの厚さを調整するためにブランケットの下に敷く材料。
2.9
印刷面 (printing surface) 印刷用インキ転写に使用するブランケットの面。
2.10 収縮 (shrinkage) ブランケットの印刷面を液体にさらしたときの厚さ減少。元のブランケット厚
さに対する百分率,又はミリメートル単位の絶対厚さ減少で表す。
2.11 サイズ (sizes) 使用するために裁断したブランケットの寸法(厚さ,幅及び長さ)。
2.12 膨潤 (swelling) ブランケットの印刷面を液体にさらしたときの厚さ増加。元のブランケット厚さ
に対する百分率,又はミリメートル単位の絶対厚さ増加で表す。
2.13 引張強さ (tensile strength) ブランケットの回転方向に張力を加えたとき,破断するミリメートル
単位幅当たりの力。
2.14 厚さのばらつき (thickness variation) ミリメートル単位で表した厚さの最大値と最小値との差。
3. 要求事項
3.1
寸法
3.1.1
厚さ(1) 測定方法は,4.1による。胴張材を使う場合には,公称厚さは1.68mm又は1.95mmとす
る。胴張材を使わない場合には,公称厚さは製品の供給者と使用者との間で同意することが望ましい。
注(1) 公称厚さは,仕様書及び発注時に表記することを望ましい。
ブランケットの厚さのばらつきは,その大きさが1.5m2未満では±0.02mm未満,1.5m2以上では±0.03mm
未満とする。個々の厚さは,指定した厚さから0.05mmを超えてはならない。
3.1.2
幅及び長さの公差 許容値は,1辺が1m以下の場合には±3mm,それ以上の場合には,±4mmと
する。
3.1.3
平面図 ブランケットの辺は,直角を形成する。対角線又は二つの平行な辺の長さの違いは,0.5%
を超えてはならない。
3.2
材質及び表面仕上げ 仕様は規定しない。材質選定及び表面仕上げは,製造業者が決めることであ
り,供給者が技術資料で示すこともある。表面仕上げは,例えば,研磨の有無で異なる。
3.3
伸び 伸び率は,1.5%未満とする。測定方法は4.2によるか,又は結果が4.2の測定方法と相関でき
る測定方法とする。
3.4
引張強さ 厚さ1.68mm以上のブランケットは,40N/mm以上の引張強さとする。試験方法は4.3に
よるか,又は結果が4.3の試験方法と相関できる試験方法とする。それ未満の厚さのブランケットは,規
定しない。
3.5
圧縮性(2) 仕様は規定しない。試験方法は,4.4又は4.5による。
注(2) 圧縮性−ひずみ又は圧縮性−くぼみの使用は,製造業者が選択し,供給者が表示してよい。
3.6
厚さ変化
3.6.1
印刷インキ成分による膨潤及び収縮 印刷インキ成分による厚さ変化∆Tは,膨潤4%及び収縮2%
を超してはならない。各特性の試験方法は,4.6による。
3
B 9611 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.6.2
ブランケット洗浄液による膨潤及び収縮(3) ブランケット洗浄液とブランケットとの適合性を試
験するときには,各特性についての4.6.5による試験成績の記録はブランケット製造業者に任される。
ブランケット洗浄液を選ぶときは,ブランケットの適合性試験をすることが望ましい。
注(3) 適切な洗浄液の選択は,効率対安全及び環境の要求に対して調和をとる必要があるために決定
が難しい。
3.7
硬さ 全体硬さ及び微小硬さは,この規格では規定しない。それらは,製造業者が選択する。
3.8
裁断済みブランケットの表示 裁断済みブランケットには,非印刷面に次の事項を表示することが
望ましい。
a) 回転方向表示を含むブランケット寸法(平均厚さ,幅及び長さ)。表示した厚さが公称値の場合は,公
称値であることを表示する。
b) ロット番号。
c) 製造業者又は供給者名及びブランケット商標又は商品名。
4. 試験方法 試験環境は,23±2℃,相対湿度50〜60Rhの範囲が望ましい。
4.1
厚さ 厚さの測定は,次のとおりとする。
面積が100mm2〜200mm2の平行な平面をもつ二つの円盤の間にブランケットを置く。円盤を60±5kPa
の圧力で圧縮する。円盤間のすきまをミリメートル単位で測定する。結果がこの方法と相関できるならば,
他の方法(例えば,連続測厚方法)を使用してもよい。
4.2
伸び 伸びの測定は,次のとおりとする。
ブランケットから厚手方向が回転方向に平行な50mm×350mm(最小)の試片を採る。試片に250mm離
れた2本の標線を付ける。くわえ間の距離が300mm以上となるように,試片の短辺側を引張試験機にく
わえる。10N/mmの静的張力を10分間加えた後に,標線間の距離Lを測定する。次の式から伸び率を算出
する。
100
0
0×
−
=
L
L
L
E
ここに,
E: 伸び率 (%)
L0: 負荷前の標線間の距離 (250mm)
L: 負荷を10分間加えた後の標線間の距離
4.3
引張強さ 引張強さの測定は,次のとおりとする。
ブランケットから長手方向が回転方向に平行な50mm×350mm(最小)の試片を採る。くわえ間の距離
が200mm以上となるように,試片の短辺側を張力試験機にくわえる。引張速度50mm/分で引っ張り,破
断時の力を読む。引張強さの単位は,N/mmである。
4.4
圧縮性−ひずみ(4) 圧縮性−ひずみの測定法は,次のとおりとする。
a) ブランケットの圧縮性は,2 000kPaの指定圧力での絶対変位で表す。
b) 連続荷重装置(テンソメータ)を使用する。
c) 平行な平面をもつ圧縮ロードセル,又は最大直径100mmの圧縮かご(引張試験機で用いる圧縮用か
ご型ジグ)を使用する。
d) 試片は,抜き型の精度を考慮して,無張力で700±10mm2の円盤状とする。
e) 圧縮速度は,1mm/minとする。
4
B 9611 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
60±5kPaの予荷重時をゼロ点とする。
g) 試片に予荷重から2 060kPaに達するまでの圧縮を5回繰り返し加え,最初及び5回目の1 060kPa及び
2 060kPaで圧縮したときの変形量を記録する。
h) 4個の試片について,5回目に1 060kPa及び2 060kPaで圧縮したときのひずみ量の平均値を報告する。
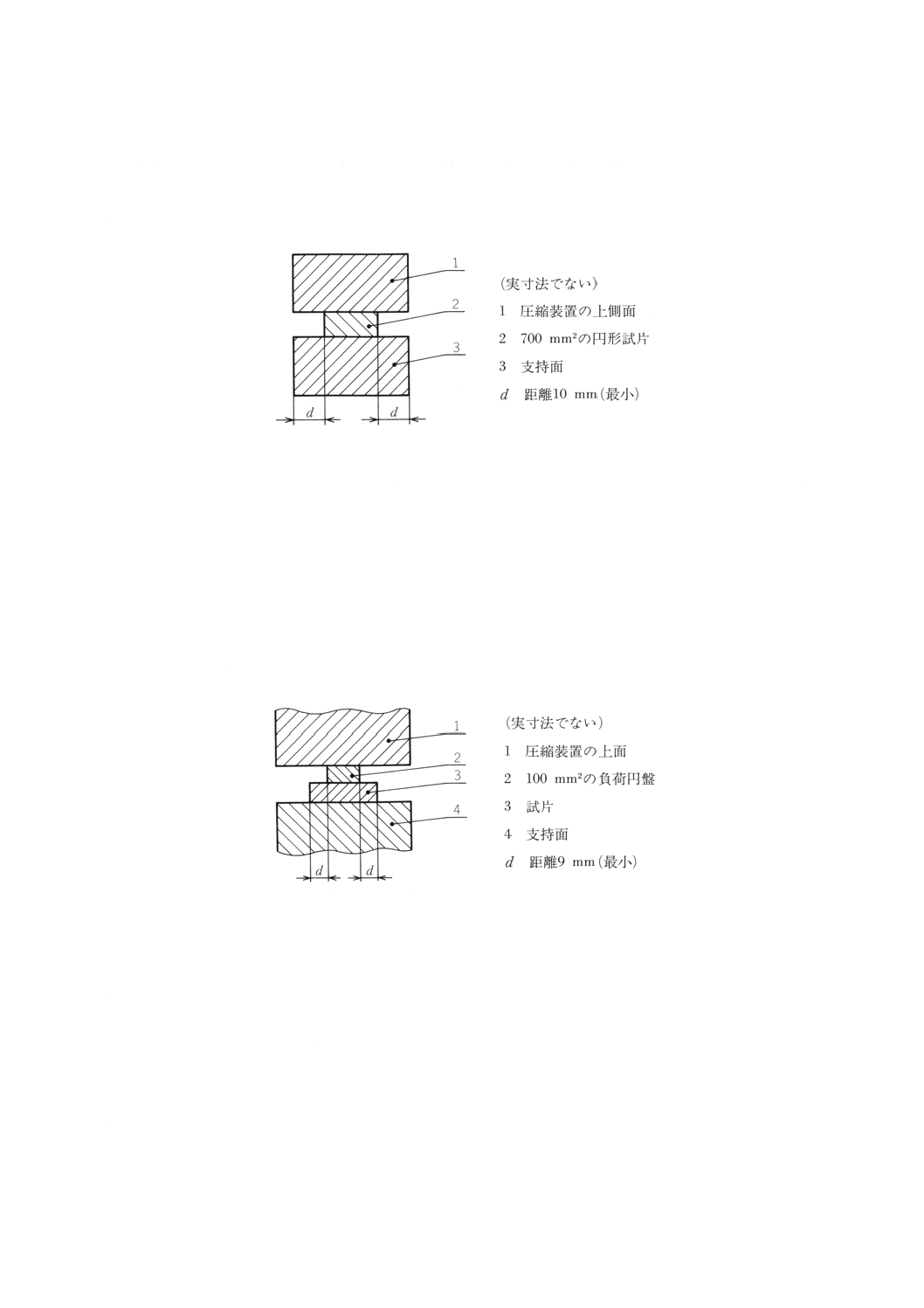
図2 圧縮性−ひずみ
注(4) すべての試験装置には,機械固有の誤差があるため,結果を報告するときは,この誤差を補正
することが望ましい。この誤差は,ロードセルと同様にジグ(例えば,圧縮かご)にある場合
もある。700±10mm2の非圧縮性で平らな円盤を用いた試験は,異なる荷重時の試験システムの
誤差を決定するのに有効である。試験中,全荷重はこの円盤から生じるように最小の厚さであ
ることが望ましい。この円盤の材料としては,黄銅又は鉄鋼がよい。正確なブランケットの圧
縮性を示すために,これによって得られた圧力−応力曲線を使用して,この装置の誤差を補正
する。
4.5
圧縮性−くぼみ(5) 圧縮性−くぼみの測定法は,次のとおりとする。
図3 圧縮性−くぼみ
a) ブランケットの圧縮性は,指定圧力1 000kPaでの絶対くぼみで表す。
b) 100mm2の平行な平面をもつ負荷円盤を使う連続荷重装置(テンソメータ)を使用する。
c) 試片は,抜き型の精度を考慮して,無張力で700±10mm2の円形とする。
d) 60±5kPaの予荷重時をゼロ点とする。
e) 予荷重60±5kPaにおける負荷円盤及び下側の表面間の距離をミリメートル単位で記録する。記録した
値は,初期の予荷重厚さD0である。
f)
圧縮速度は,1mm/minとする。
g) 1 060kPaの負荷になるまで試片を圧縮し,負荷円盤及び下側表面間の距離をミリメートル単位で記録
する。記録された値がくぼみD1である。
5
B 9611 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
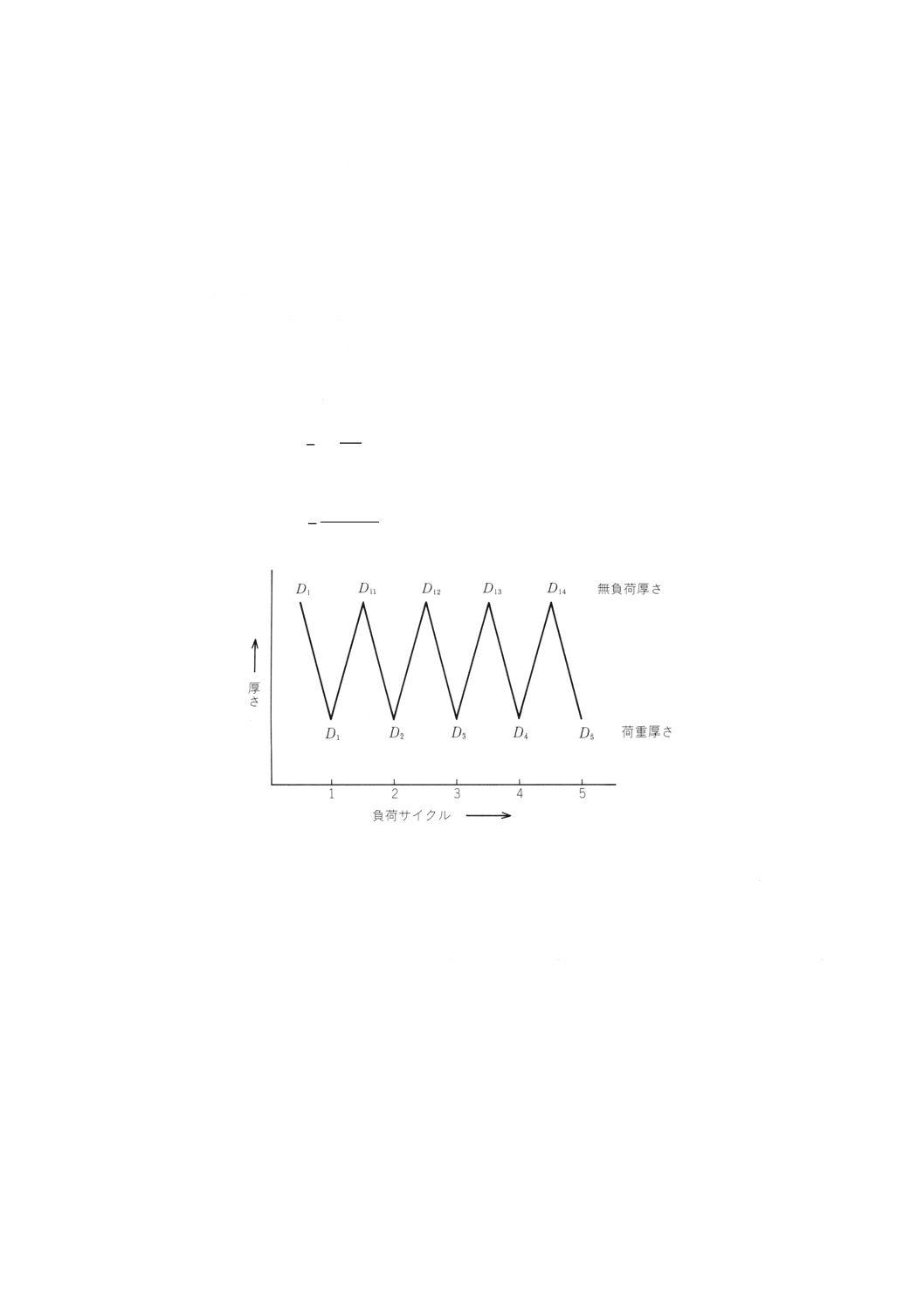
h) 荷重を3回繰り返し,60kPaまで荷重を減らし,負荷円盤及び下側表面間の距離をミリメートル単位
で記録する。記録された値は,繰返し5回目の予荷重厚さD04である。
i)
5回目の1 060kPaの負荷に達するまで試片を圧縮して,負荷円盤と支持面との間の距離をミリメート
ル単位で記録する。記録された値がくぼみ厚さD5である(図4参照)。
j)
4個の試片の平均値を記録する。
次の項目を記録する。
− 荷重前の最初の厚さD0
− 1回目の荷重の絶対くぼみ (I1) , D0−D1
− 5回目の荷重の絶対くぼみ (I5) , D04−D5
− くぼみ率Ipを順次記録する,
1回目の荷重におけるくぼみ率 (%) は,次のようになる。
100
0
1
0
1p
×
−
=
D
D
D
I
5回目の荷重におけるくぼみ率 (%) は,次のようになる。
100
4
5
04
5
p
×
−
=
D
D
D
I
図4 圧縮性−くぼみの試験手順
注(5) すべての試験設備は,固有の機械誤差があるため,結果を記録するときこの誤差を補正するこ
とが望ましい。この誤差は,ロードセルと同様にジグ(例えば,圧縮かご)にある場合もある。
100mm2の平行な平面をもつ円形負荷円盤を用いた試験は,異なる負荷での試験システム間の誤
差を決定するために行われる。正確なブランケットくぼみを示すために,この装置の誤差を補
正するには,圧力−応力曲線を使用する。
4.6
厚さ変化
4.6.1
試験液への浸せき後の膨潤又は収縮 試験液への浸せき後の膨潤又は収縮についての測定法は,次
のとおりとする。
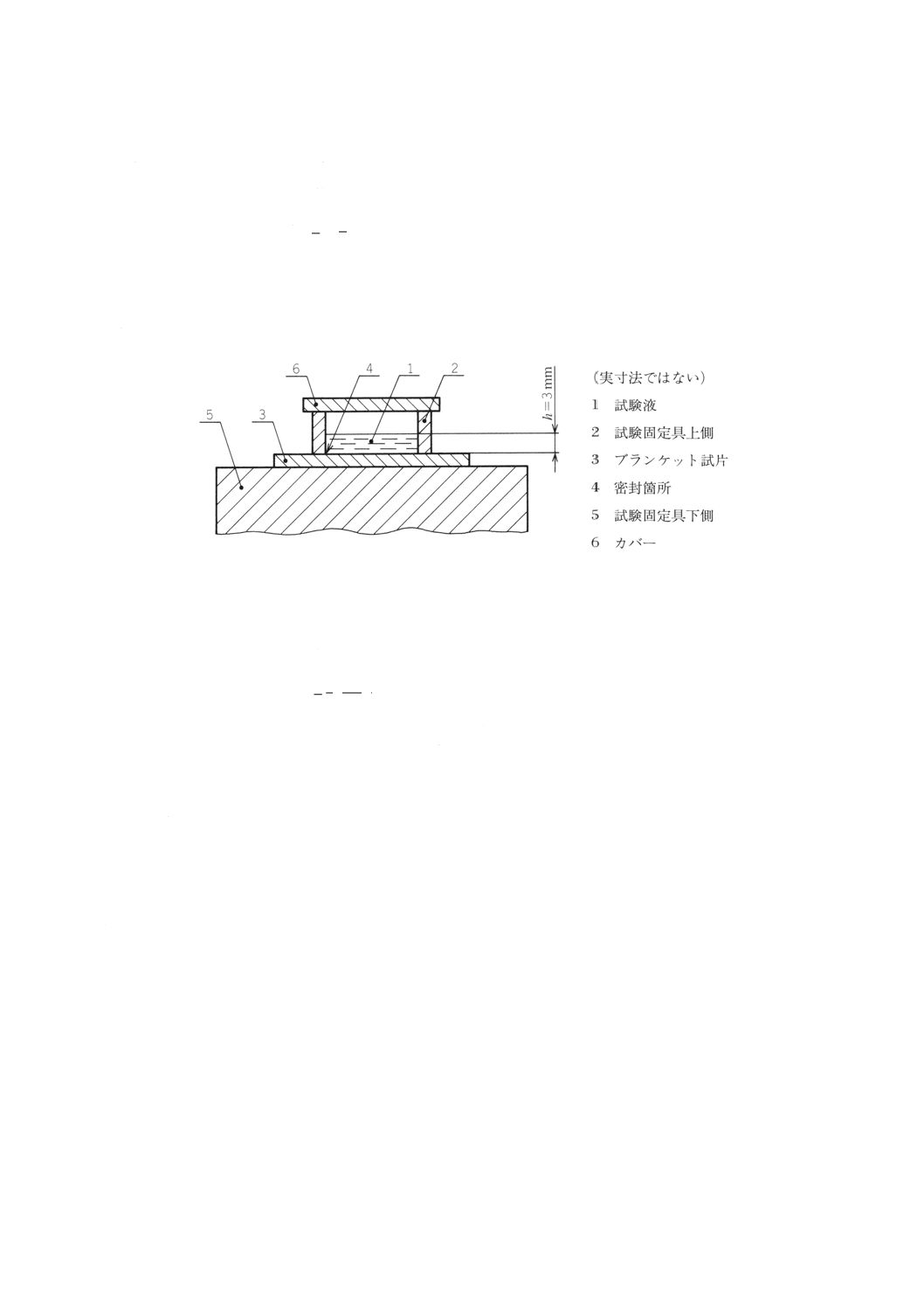
ブランケットから直径50mmの円形又は50mm正方の試片を切り取る。4.1による試験方法で,ブラン
ケットの初期の厚さT0を測定する。縁及び非印刷面とが試験液に触れるのを保護する試験固定具に試片を
固定する(図5参照)。試験液は,3mm以上の深さとする。温度θ(インキでは4.6.3,洗浄液では4.6.4)
6
B 9611 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
でしばらく試験液へ印刷面をさらす。試験固定具から試片を外して,余分な液体を洗い落とし,4.1で指定
した方法を用いて,厚さTを測定する。
厚さ変化率は,次の式から計算する。
100
0
0
1
1
×
−
=
T
T
T
ΔT
ここに,
∆T1: 時間t後の変化率 (%)
T1: 時間t後の厚さ
T0: 初期の厚さ
絶対厚さ変化は,ミリメートル単位で表す。
図5 浸せき試験固定具
4.6.2
試験液への浸せき後の膨潤又は収縮回復 試片を72時間の間,23±2℃の温度に保ち,4.1によっ
て厚さT2を測定する。
厚さ変化率は,次の式から計算する。
0
0
2
2
T
T
T
ΔT
−
=
ここに,
∆T2: 変化率 (%)
T2: 72時間後の厚さ
T0: 試験前の厚さ
また,絶対厚さ変化は,ミリメートル単位で表す。
4.6.3
印刷インキ成分の浸せき条件 浸せき時間は20時間とし,浸せき温度は35±2℃とする。
4.6.4
洗浄液浸せき条件 浸せき時間は5時間とし,浸せき温度は23±2℃とする。
4.6.5
記録 試験成績には,次の事項を記録する。
a) ∆T1と∆T2との厚さ変化率及び/又は絶対厚さ変化。
b) 試験液及び浸せき時間。
7
B 9611 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
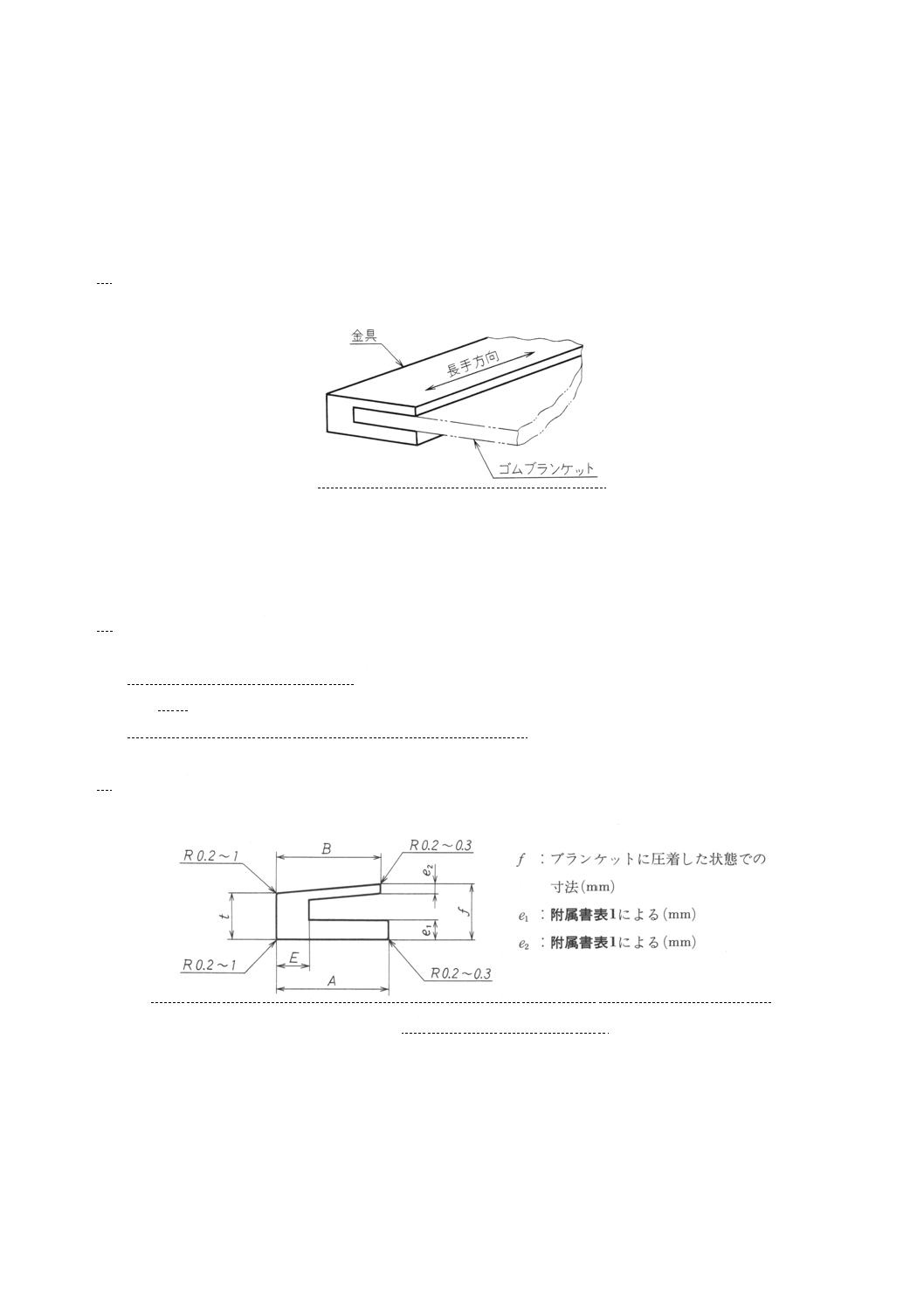
附属書(規定) ブランケット金具
1. 適用範囲 この附属書は,印刷機械に用いるブランケットの端部に固着する棒状金具(以下,金具と
いう。)の断面形状,寸法及び真直度公差について規定する。
附属書図1 金具
備考 この金具は,ブランケットを円筒面に巻き付けて緊張するために,ブランケットの巻付け端部
を圧着によって固定するための押出形材である(附属書図1参照)。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS B 0021 製品の幾何特性仕様 (GPS) −幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
方式
JIS H 4100 アルミニウム及びアルミニウム合金押出形材
3. 形状及び寸法 金具の断面形状及び寸法は,附属書図2及び附属書表1による。ただし,金具圧着面
の形状及び長手方向(ブランケット軸方向)の長さについては,規定しない。
附属書図2 ブランケット金具の断面形状
8
B 9611 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
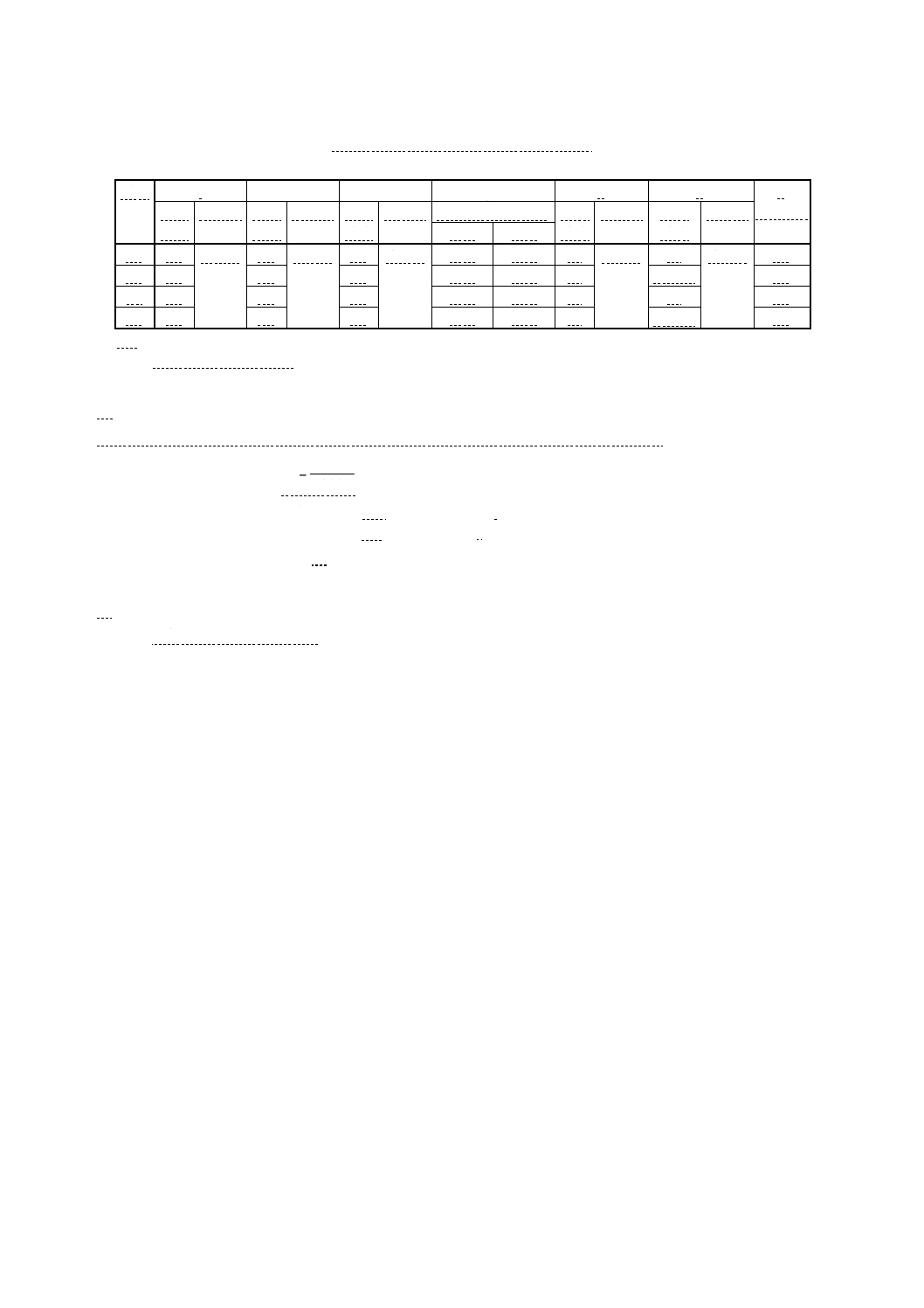
附属書表1 金具の断面形状及び寸法
単位 mm
呼び
t
e1
e2
f*
A
B
E
(参考)
基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差 ブランケット厚さ 基準
寸法
許容差
基準
寸法
許容差
1.68
1.95
3.8
3.8
±0.18
1.0
±0.15
1.0
±0.15
4.18
4.45
10
±0.20
10
±0.20
2.5
4.5
4.5
2.0
1.0
5.18
5.45
12
12〜11
2.5
5S
5.0
2.0
2.0
6.18
6.45
12
12
2.5
5.6
5.6
3.0
1.0
6.18
6.45
12
12〜11
2.5
注 f*は,最大寸法とする。ただし,fは,tより薄くなることがある。
備考 寸法許容差は,JIS H 4100の表4(2)断面寸法の許容差(特殊級)にする。
4. ブランケット金具の真直度公差 ブランケット金具の長手方向の真直度公差は,任意の箇所の長さ
300mmに付き0.6×0.6mm以下,全長の真直度公差は,次の式δの値以下とする。
300
6.0 L
×
=
δ
ここに,
δ: 真直度 (mm)
L: 全長 (mm)
備考 真直度公差は,JIS B 0021による。
5. 呼び方 金具の断面形状及び寸法の呼び方は,名称及び呼びによる。
例 ブランケット金具 4.5
9
B 9611 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ブランケット及びブランケット金具原案作成委員会 構成表
氏名
所属
高 橋 恭 介
東海大学工学部
今 村 均
芝浦工業大学工学部
植 木 忠 博
芝浦工業大学工学部
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会技術部
尾 林 多 郎
共同印刷株式会社技術本部技術1部
泉 和 人
大日本印刷株式会社技術本部
小 平 武 雄
凸版印刷株式会社生産・技術・研究本部生
産・技術開発部
竹 原 悟
社団法人日本印刷技術協会
藤 田 茂 樹
日本印刷工業会
横 関 秀 俊
株式会社金陽社
荻 田 俊 一
住友ゴム工業株式会社ブランケット技術
部
岩 崎 吉 夫
株式会社明治ゴム化成技術開発部
志 村 晴 男
藤倉ゴム工業株式会社岩槻工場
小 林 晴 佳
株式会社東京機械製作所技術部
上 滝 通 泰
ハマダ印刷機械株式会社枚葉機技術部
馬 場 和 幸
東芝機械株式会社産業機械事業本部
角 本 勝 義
三菱重工業株式会社三原製作所
布 村 雅 則
株式会社小森コーポレーション
岡 田 親 司
社団法人日本印刷産業機械工業会
(事務局)
竹 内 時 男
社団法人日本印刷産業機械工業会