2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8241-1989
継目なし鋼製高圧ガス容器
Seamless Steel Gas Cylinders
1. 適用範囲 この規格は,高圧ガスを充てんする内容積が1.0lを超え700.0l以下の継目なし鋼製高圧ガ
ス容器(以下,容器という。)について規定する。
備考1. この規格でいう高圧ガスとは,圧縮ガス及び液化ガスをいう。
2. この規格で{ }を付けて示してある単位及び数値は,従来単位によるものであって,参考と
して併記したものである。
引用規格及び関連規格:16ページに示す。
2. 用語の意味 この規格で用いる主な用語の意味は,次による。
(1) 圧縮ガス 温度35℃において圧力(ゲージ圧力をいう。以下,同じ。)が10bar {10kgf/cm2} 以上の圧
縮ガス。
(2) 液化ガス 温度40℃において圧力が2bar {2kgf/cm2} 以上の液化ガス。ただし,液化酸化エチレン及
び液化シアン化水素を含む。
(3) 耐圧試験圧力 完成した容器の耐圧試験に使用する圧力。容器の厚さ計算に使用する。
(4) 最高充てん圧力 圧縮ガスでは,35℃において充てんできる最高値であって,耐圧試験圧力の53倍の
圧力。液化ガスでは,表4の耐圧試験圧力の53倍の圧力。
(5) 胴部計算厚さ 耐圧試験圧力のもとで容器の胴部に生じる応力が,使用材料の許容応力以下になるよ
うに計算された厚さ。
(6) 胴部最小厚さ 胴部計算厚さ以上の厚さであって,容器製造上の余肉などを考慮して製造業者が保証
する厚さ。
3. 種類 容器の種類は,使用材料及び熱処理方法によって区分し,表1のとおりとする。
表1 種類
種類
使用材料
熱処理方法
炭素鋼容器
1種 炭素含有量0.25%以下の炭素鋼
焼なまし又は焼ならし
2種 炭素含有量0.33%以下の炭素鋼
マンガン鋼容器
1種 マンガン鋼
焼ならし又は焼ならし後焼戻し
2種
焼入れ後焼戻し
クロムモリブデン鋼容器
クロムモリブデン鋼
焼入れ後焼戻し
ニッケルクロムモリブデン鋼容器 ニッケルクロムモリブデン鋼
焼入れ後焼戻し
オーステナイト系
1種 オーステナイト系ステンレス鋼
非熱処理
ステンレス鋼容器
2種
固溶化熱処理
オーステナイト・フェライト系
ステンレス鋼容器
オーステナイト・フェライト系ステンレス鋼 固溶化熱処理
2
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 設計
4.1
胴部最小厚さ 容器の胴部厚さは,表2に示す許容応力を用いて次の式によって計算した値(胴部
計算厚さ)以上でなければならない。ただし,最小値は表3に示す値以上とする。
−
−
+
=
+
−
−
=
1
3.1
10
4.0
10
2
4.0
10
3.1
10
1
2
P
S
P
S
d
t
P
S
P
S
D
t
又は
−
−
+
=
+
−
−
=
1
3.1
10
4.0
10
2
4.0
10
3.1
10
1
2
P
S
P
S
d
t
P
S
P
S
D
t
又は
ここに,
t: 胴部計算厚さ (mm)
D: 外径 (mm)
d: 内径 (mm)
S: 許容応力 (N/mm2) {kgf/mm2} (表2による。)
P: 表4による耐圧試験圧力 (bar) {kgf/cm2}
表2 容器の許容応力
種類
許容応力
炭素鋼容器
1種
引張強さ×125
2種
マンガン鋼
1種
引張強さ×95
2種
降伏点又は耐力×65
クロムモリブデン鋼容器
降伏点又は耐力×65
ニッケルクロムモリブデン鋼容器 降伏点又は耐力×65
オーステナイト系
1種
耐力×109又は引張強さ×125のいずれか小さい数値
ステンレス鋼容器
2種
オーステナイト・フェライト系
ステンレス鋼容器
耐力×65
備考1. 降伏点又は耐力及び引張強さは,容器製造業者が保証する値とする。
2. 焼入れ後焼戻しする容器を設計する場合に用いる降伏点又は耐力は,容器製造業
者が保証する引張強さの値の85%以下とする。
表3 胴部の厚さ
単位 mm
外径 D
厚さ
125以下
1.5
125を超えるもの
1
250+
D
3
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 耐圧試験圧力及び充てん比
ガスの区分
充てんするガスの種類
耐圧試験圧力(最小値)
(bar) {kgf/cm2}
充てん比
圧縮ガス
酸素その他のガス
最高充てん圧力の35倍の圧力
−
液化ガス
炭酸ガス(1)
250 {250}
0.75
亜酸化窒素(1)
250 {250}
0.75
炭酸ガス+亜酸化窒素(1)
250 {250}
0.75
エチレン
225 {225}
0.29
フロン13
210 {210}
1.00
エタン
200 {200}
0.36
六ふっ化硫黄
200 {200}
1.10
炭酸ガス+酸化エチレン
200 {200}
0.75
四ふっ化エチレン
140 {140}
0.90
キセノン
130 {130}
1.23
塩化水素
130 {130}
0.60
フロン13B1
50 { 50}
1.27
アンモニア
50 { 50}
0.54
塩素
50 { 50}
1.25
注(1) 炭酸ガス及び亜酸化窒素並びにこれらの混合ガスの耐圧試験圧力は,受渡当
事者間の協議によって200bar {200kgf/cm2} とすることができる。
備考1. 表4に示すもの以外の液化ガス並びに液化ガス及び圧縮ガスからなる混合
ガスの耐圧試験圧力は,原則として48℃における圧力の35倍に相当する圧
力とする。
2. 充てん比とは,容器内容積1l当たりの液化ガスの充てん質量 (kg) をいい,
次の式によって計算したものである。
表4の値は充てん比の最大値を示す。
V
G
FR=
ここに, FR: 充てん比
V: 容器の内容積 (l)
G: 液化ガスの充てん質量 (kg)
4.2
肩部及び底部の厚さ 容器肩部の厚さ及び凸形容器の底部の厚さは,胴部最小厚さより厚くなけれ
ばならない。
また,凹形容器の底部接地部以内の厚さは,胴部計算厚さ(ただし,表3の条件を満足する。)の2倍以
上なければならない。
5. 性能
5.1
容器の引張試験及び衝撃試験における性能は,次のとおりとする。
(1) 容器の降伏点又は耐力及び引張強さは,容器製造業者が保証する値以上とする。ただし,炭素鋼容器
1種,2種及びマンガン鋼容器1種の降伏点又は耐力は規定しない。
(2) 焼入れ後焼戻しを施したマンガン鋼容器,クロムモリブデン鋼容器及びニッケルクロムモリブデン鋼
容器では,降伏比は90%以下とする。
(3) 容器の伸び及び衝撃値は,表5のとおりとする。ただし,オーステナイト系ステンレス鋼容器及びオ
ーステナイト・フェライト系ステンレス鋼容器の衝撃試験は行わない。
4
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5 容器の機械的性質
種類
伸び
(%)
衝撃値 (J/cm2) {kgf・m/cm2}
平均値
個々の値
炭素鋼容器
1 種
30以上
60 {6.0} 以上
45 {4.5} 以上
2 種
25以上
マンガン鋼容器
1 種
20以上
50 {5.0} 以上
38 {3.8} 以上
2 種
17以上
70 {7.0} 以上
53 {5.3} 以上
クロムモリブデン鋼容器
17以上
90 {9.0} 以上
68 {6.8} 以上
ニッケルクロムモリブデン鋼容器
17以上
90 {9.0} 以上
68 {6.8} 以上
オーステナイト系
1 種
35以上
−
−
ステンレス鋼容器
2 種
オーステナイト・フェライト系
ステンレス鋼容器
18以上
−
−
備考1. 容器胴部の厚さが8mm未満の場合には,伸びの最小値は試験片の実
測厚さが8mmから1mm,又はその端数を減少するごとに表5の伸び
の数値から1.0を減じて得た数値とする。
2. 幅3mmの試験片が採れない容器及び焼入れ後焼戻しを施した容器
であって,マンガン鋼容器の場合は引張強さが900N/mm2
{90kgf/mm2} 以下,また,クロムモリブデン鋼容器及びニッケルク
ロムモリプデン鋼容器の場合は引張強さが950N/mm2 {95kgf/mm2}
以下の場合は,衝撃試験を省略することができる。
5.2
容器は,表6に示す条件で11.4の圧壊試験を行い,容器胴壁にきず,割れを生じてはならない。た
だし,圧壊試験を行うことが不適当な容器は,圧壊試験の代わりに表6に示す条件で11.5の曲げ試験を行
うことができる。この場合に,曲げ部にきず,割れを生じてはならない。曲げの条件は,表6による。
表6 圧壊及び曲げ条件
種類
圧壊試験
曲げ試験
両くさび間の距離 (T) 曲げ心金の径
炭素鋼容器
1 種
5tm
3tm
2 種
6tm
4tm
マンガン鋼容器
1 種
7tm
5tm
2 種
8tm
6tm
クロムモリブデン鋼容器
8tm
6tm
ニッケルクロムモリブデン鋼容器
8tm
6tm
オーステナイト系
1 種
4tm
2tm
ステンレス鋼容器
2 種
オーステナイト・フェライト系
ステンレス鋼容器
8tm
6tm
備考 圧壊試験及び曲げ試験におけるtmは,それぞれ容器の胴部及び試験片
の平均厚さとする。
5.3
容器は,表7に示す容器区分に従い表7に該当する11.6の試験を行い,次の項目に適合する条件を
満足しなければならない。
なお,試験圧力は表4に示す耐圧試験圧力以上とする。
(1) 膨張測定試験又は代表膨張測定試験を行う場合,漏れ,異常膨張などがなく,圧力を除いた後の内容
積の恒久増加量は,圧力を加えたときの全増加量の10%を超えてはならない。
(2) 加圧試験を行う場合,漏れ及び異常膨張があってはならない。
5
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7 耐圧試験の種類
容器の区分
耐圧試験の種類
破壊に対する安全係数が3.5以上
となるように厚さを定めた容器
内容積が2lを超えるもの 代表膨張測定試験及び加圧試験
内容積が2l以下のもの
加圧試験
その他の容器
膨張測定試験
備考 破壊に対する安全係数は,次の式による。
)
(
20
)
(
20
t
d
P
ft
K
t
D
P
ft
K
+
=
−
=
又は
+
=
−
=
)
(
200
)
(
200
t
d
P
ft
K
t
D
P
ft
K
又は
ここに, K: 安全係数
f: 容器の引張強さ(容器製造業者が保証する値)(N/mm2)
{kgf/mm2}
t: 容器の胴部最小厚さ (mm)
P: 最高充てん圧力 (bar) {kgf/cm2}
D: 容器の胴部の外径 (mm)
d: 容器の胴部の内径 (mm)
5.4
底部を鍛接又は溶接によって閉じた容器は,表4に示す耐圧試験圧力の53倍以上の圧力を加え11.7
の気密試験を行い,鍛接部又は溶接部に漏れが生じてはならない。
6. 形状及び寸法
6.1
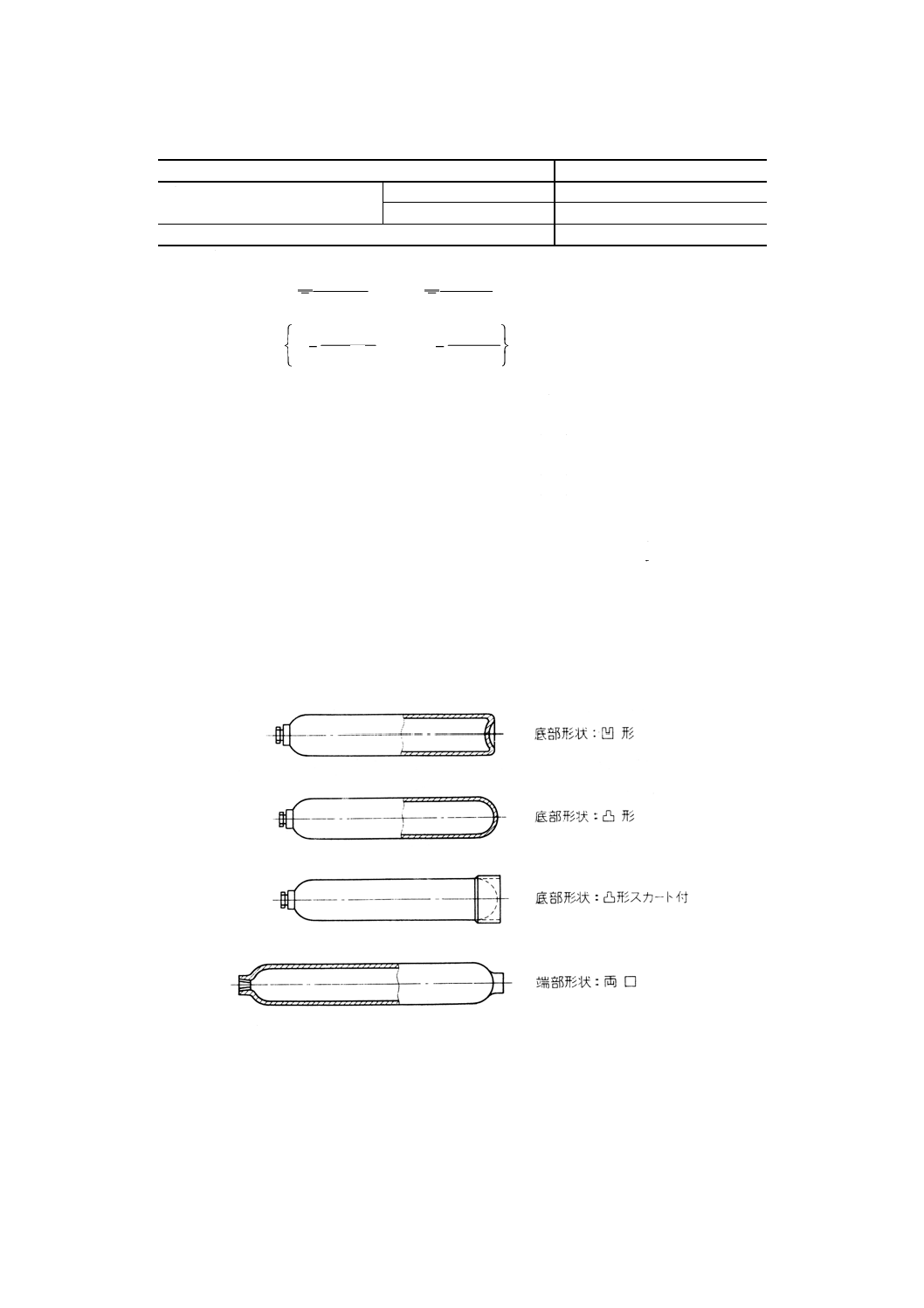
形状 容器の形状は,特に指定がない限り図1のとおりとする。
図1 容器の形状
6.2
内容積,外径及び厚さ 容器の内容積,外径及び厚さは,特に指定がない限り表8のとおりとする。
6
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8 容器の内容積,外形及び厚さ
内容積の区分
(l)
内容積 (l)
許容差 (%)
外径 (mm)
厚さ (mm)
2.0未満
1.4
+10
0
76
4.1及び4.2の規定値による。
2.0以上
20.0未満
2.0
3.4
4.8
6.7
10.0
13.4
+10
0
(ただし,最大1l)
90 102
102 140
140
140
140 165
140 165 191
20.0以上
700.0以下
20.0
33.5
40.0 40.2
46.7 46.9
50.0
68.0
133.3
138.5
266.7
300.0
333.3
350.0
400.0
500.0
600.0
700.0
+5
0
191 216 229 232
216 229 232
216 229 232
216 229 232
216 229 232
268 273
232
232
232 319
319
319
319
319 356
356
356
356
6.3
容器のバルブ取付部ねじの形状寸法 容器のバルブ取付部ねじの形状及び寸法は,附属書1による。
ただし,受渡当事者間の協議によって,他の取付部ねじの形状及び寸法を採用することができる。
7. 外観 容器の外観は,目視によって調べ,次による。
(1) 容器の内外面に使用上支障がある腐食,き裂,すじ,絞りしわなどがあってはならない。
(2) 容器の内部は,適当な方法で処理され,スケール,油脂,水分その他の有害物が残っていてはならな
い。
8. 材料
8.1
材料の種類 容器に使用する材料は,8.2の規定を満足する炭素鋼,マンガン鋼,クロムモリブデン
鋼,ニッケルクロムモリブデン鋼,オーステナイト系ステンレス鋼及びオーステナイト・フェライト系ス
テンレス鋼とする。
8.2
材料の化学成分
(1) すべての材料は,とりべ分析によって炭素含有量0.50%以下,りん含有量0.04%以下,硫黄含有量0.04%
以下及びりんと硫黄の含有量の合計0.07%以下とする。
(2) とりべ分析の試料の採り方は,JIS G 0303(鋼材の検査通則)による。ただし,注文者の要求がある
ときは,容器又は材料について製品分析を行い,その数は注文者と製造業者との協定による。この場
合の試料の採り方及び許容変動値は,JIS G 0321(鋼材の製品分析方法及びその許容変動値)による。
7
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 分析方法は,次のいずれかの規格による。
JIS G 1211(鉄及び鋼中の炭素定量方法)
JIS G 1212(鉄及び鋼中のけい素定量方法)
JIS G 1213(鉄及び鋼中のマンガン定量方法)
JIS G 1214(鉄及び鋼中のりん定量方法)
JIS G 1215(鉄及び鋼中の硫黄定量方法)
JIS G 1216(鉄及び鋼中のニッケル定量方法)
JIS G 1217(鉄及び鋼中のクロム定量方法)
JIS G 1218(鉄及び鋼中のモリブデン定量方法)
JIS G 1253(鉄及び鋼の光電測光法による発光分光分析方法)
JIS G 1256(鉄及び鋼の蛍光X線分析方法)
JIS G 1257(鉄及び鋼の原子吸光分析方法)
8.3
材料の識別 容器に使用する材料は,同一溶鋼ごとに識別できるようにしなければならない。
9. 製造方法 容器の製造方法は,次による。
(1) 容器は,鋼片からの搾出,鋼板からの深絞り又は継目なし鋼管から,製造する。
(2) 継目なし鋼管を使用する場合,底部閉口部は鍛接又は内部の一部か外部の一部を溶接によって閉じる。
(3) 成形した容器は,材料に応じて表9による熱処理を施す。ただし,焼入れ後の焼戻し温度は,マンガ
ン鋼の場合550℃以上,クロムモリブデン鋼,ニッケルクロムモリブデン鋼の場合は560℃以上とする。
(4) 容器の使用材料の溶解番号(チャージ番号)が識別できるように管理しなければならない。
(5) 円筒部の真円度すなわち同一断面における外径の最大値と最小値との差は,それらの平均値の2%を
超えてはならない。
表9 容器の熱処理
種類
熱処理
炭素鋼容器
1 種 焼なまし又は焼ならし
2 種
マンガン鋼容器
1 種 焼ならし又は焼ならし後焼戻し
2 種 焼入れ後焼戻し
クロムモリブデン鋼容器
焼入れ後焼戻し
ニッケルクロムモリブデン鋼容器 焼入れ後焼戻し
オーステナイト系
1 種 非熱処理
ステンレス鋼容器
2 種 固溶化熱処理
オーステナイト・フェライト系
ステンレス鋼容器
固溶化熱処理
10. 容器の附属品
10.1 バルブ バルブは,JIS B 8246(高圧ガス容器用弁)の規定による。
8
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
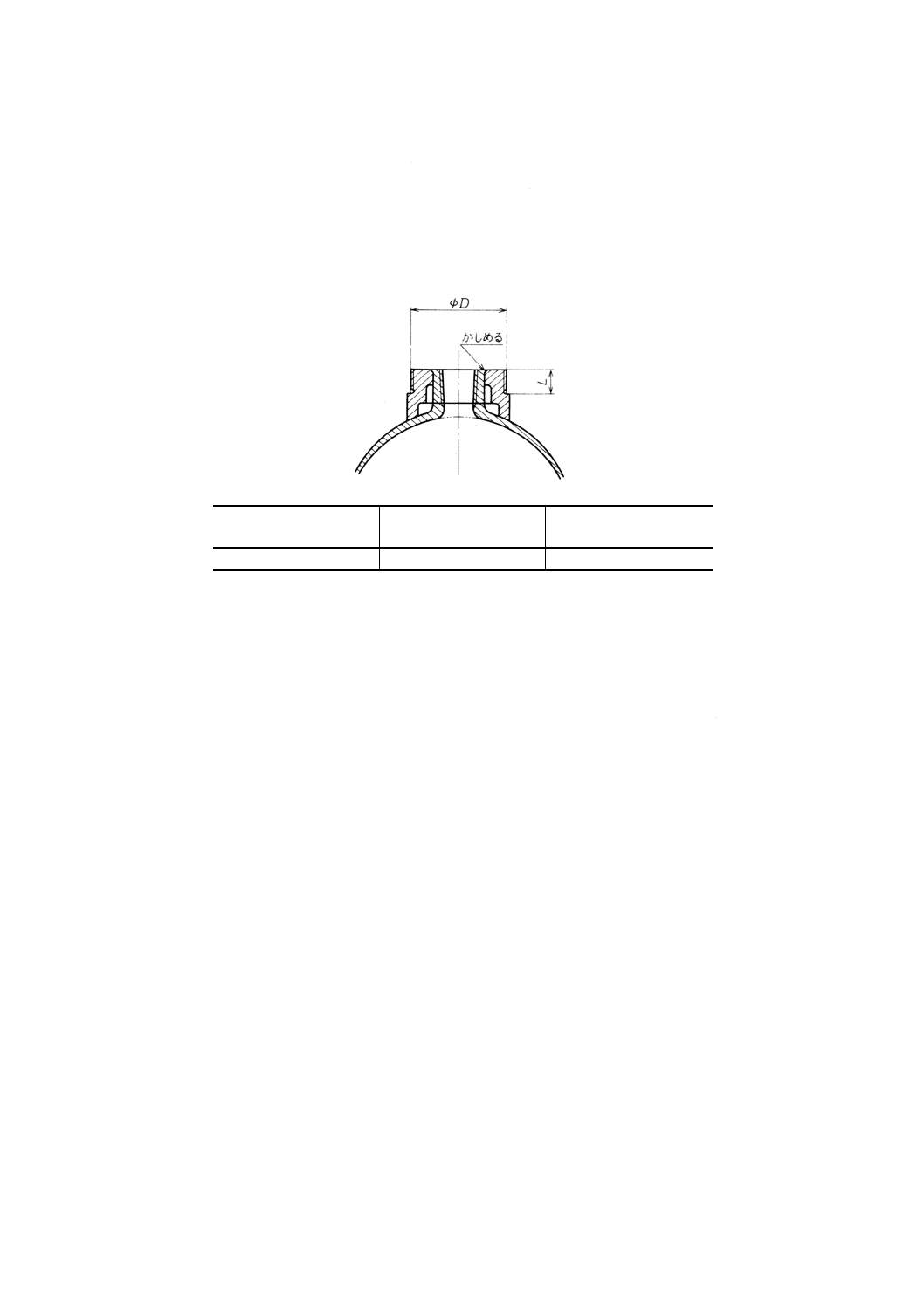
10.2 ネックリング ネックリングを取り付ける場合は,JIS G 5702(黒心可鍛鋳鉄品),JIS G 5703(白
心可鍛鋳鉄品),JIS G 3101(一般構造用圧延鋼材),JIS G 3452(配管用炭素鋼鋼管)又はこれらと同等以
上のもので,容器の頭部にかしめなど本体に有害な影響を及ぼさない方法で取り付ける。ねじ込みによっ
てキャップを取り付ける場合の取付部ねじの形状及び寸法は,表10による。ただし,受渡当事者間の協議
によって他の取付部ねじの形状及び寸法を採用することができる。
表10 ネックリンクのねじ
単位 mm
外径
D
ねじ山数
(25.4mmにつき)n
ねじ部の長さ(約)
L
80
11
20
備考1. ねじの基準山形及び基準寸法は,附属書2による。
2. 内容積5l以下又はキャップを取り付けない容器には,ネックリングを取り付けなくても
よい。
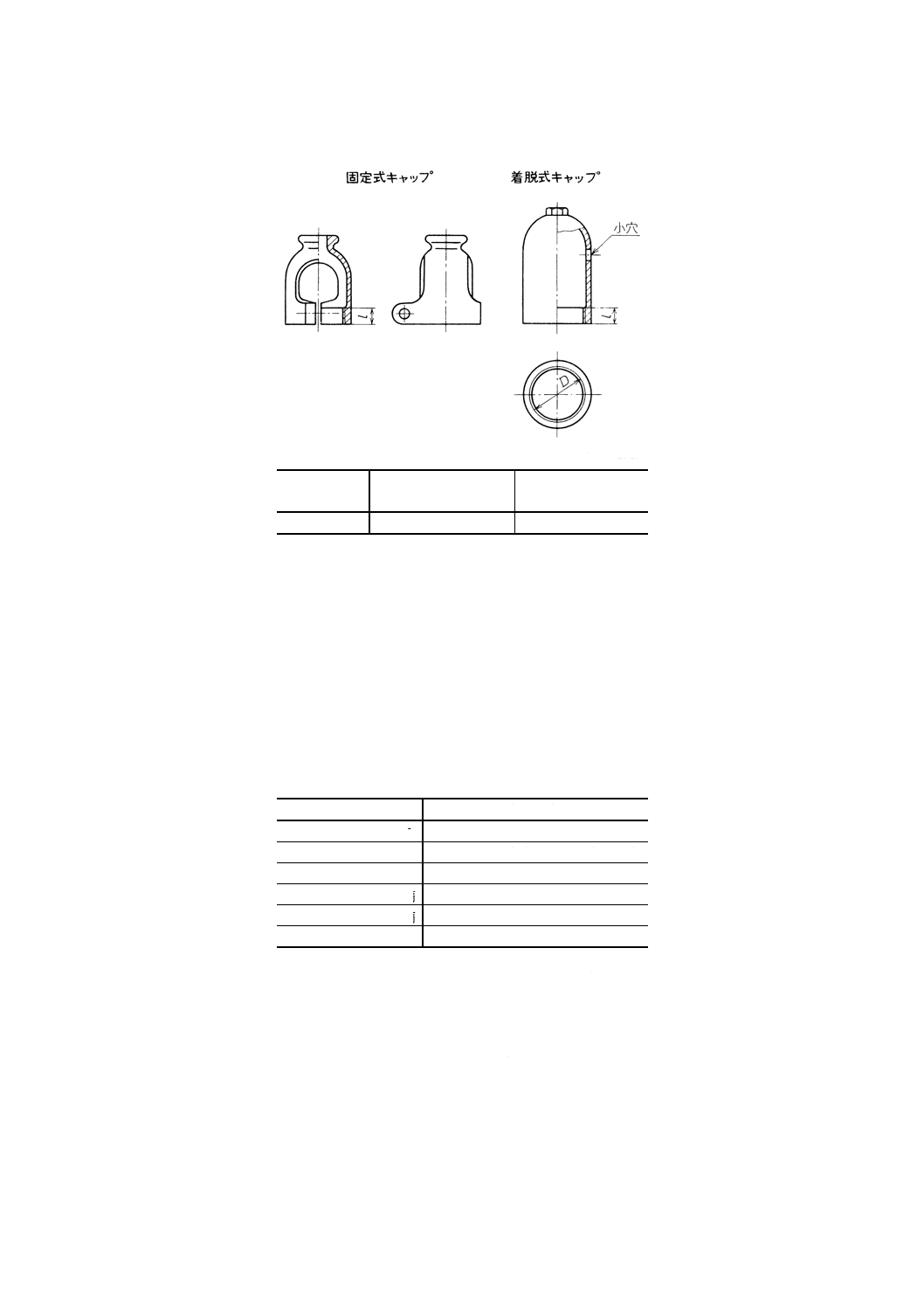
10.3 キャップ キャップは,1.0mの高さから容器が転落した場合に衝撃によってガスの漏れ又はバルブ
の機能を害するような損傷を,バルブ及びその部品に与えることを防止できる性能をもつものとし,次に
よる。
(1) キャップは面積3cm2以上の穴を2か所以上もち,かつ,外部からの衝撃が直接バルブ本体に及ばない
構造にする。
(2) キャップの形状及びねじ取付けの場合のねじ部寸法は,表11による。ただし,受渡当事者間の協議に
よって他の形状及びねじ部寸法を採用することができる。
9
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表11 キャップのねじ部
単位 mm
谷の径
D
ねじ山数
(25.4mmにつき)n
ねじ部の長さ
L
80
11
20
備考 ねじは,10.2及び附属書2のとおりとする。
10.4 スカート スカートを取り付ける場合は,JIS G 5702,JIS G 5703,JIS G 3101又はこれらと品質が
同等以上の材料を用い,水抜き穴など必要な加工を施したもので,容器底部に焼ばめなどによって容器本
体に有害な影響を及ばさない方法で取り付ける。
11. 試験
11.1 試験一般 試験に関する一般事項は,次のとおりとする。
(1) 引張試験,衝撃試験及び圧壊試験又は曲げ試験の供試容器は,同一鋼種から製造した同一熱処理後の
外径,厚さ及び形状が同一な容器群から表12に基づいて容器1本を採取する。ただし,必要な場合は,
2本とすることができる。
表12 供試容器の採り方
内容積の区分
容器の数
5l未満 1 500本及び試験に供する容器本数
5l以上 30l未満 1 000本及び試験に供する容器本数
30l以上 75l未満 500本及び試験に供する容器本数
75l以上 150l未満 200本及び試験に供する容器本数
150l以上 450l未満 100本及び試験に供する容器本数
450l以上
50本及び試験に供する容器本数
備考 容器胴部の長い特殊容器及び所定の試験片が採取で
きない短い容器については,同一鋼種から製造した
同一の外径及び厚さのもので同一熱処理を行った材
料で所定の試験が十分行える長さ(外径の3倍以上)
をもつ円筒材料で供試容器に代えることができる。
(2) 耐圧試験において膨張測定試験及び加圧試験を行う場合は,容器1本ごとに行う。
また,耐圧試験において代表膨張測定試験を行う場合は,供試容器は同一鋼種から製造した同一熱
処理後の外径,厚さ及び形状の同一な容器100本又はその端数ごとに1本を採る。
なお,気密試験は,底部を鍛接又は溶接によって閉じた容器を対象とし,容器1本ごとに行う。
11.2 引張試験 引張試験は,次による。
10
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 供試容器の胴部又は円筒材料から縦方向に1本の引張試験を採取する。この場合,圧壊試験を行った
容器又は円筒材料から引張試験片を採取することができる。
(2) 試験片は,JIS Z 2201(金属材料引張試験片)に規定する12号試験片又は常温 (5〜35℃) で打撃を加
えないでへん平とした5号試験片とする。
(3) 試験方法は,JIS Z 2241(金属材料引張試験方法)による。
11.3 衝撃試験 衝撃試験は,次による。
(1) 供試容器の胴部又は円筒材料から,引張試験片の隣りにおいて縦方向に3個の衝撃試験片を採る。
(2) 試験片は,JIS Z 2202(金属材料衝撃試験片)の4号試験片を用いる。ただし,試験片の幅は容器の
胴部の厚さによって3mm以上10mm以下とする。
(3) 試験方法は,JIS Z 2242(金属材料衝撃試験方法)によって常温 (5〜35℃) で行う。
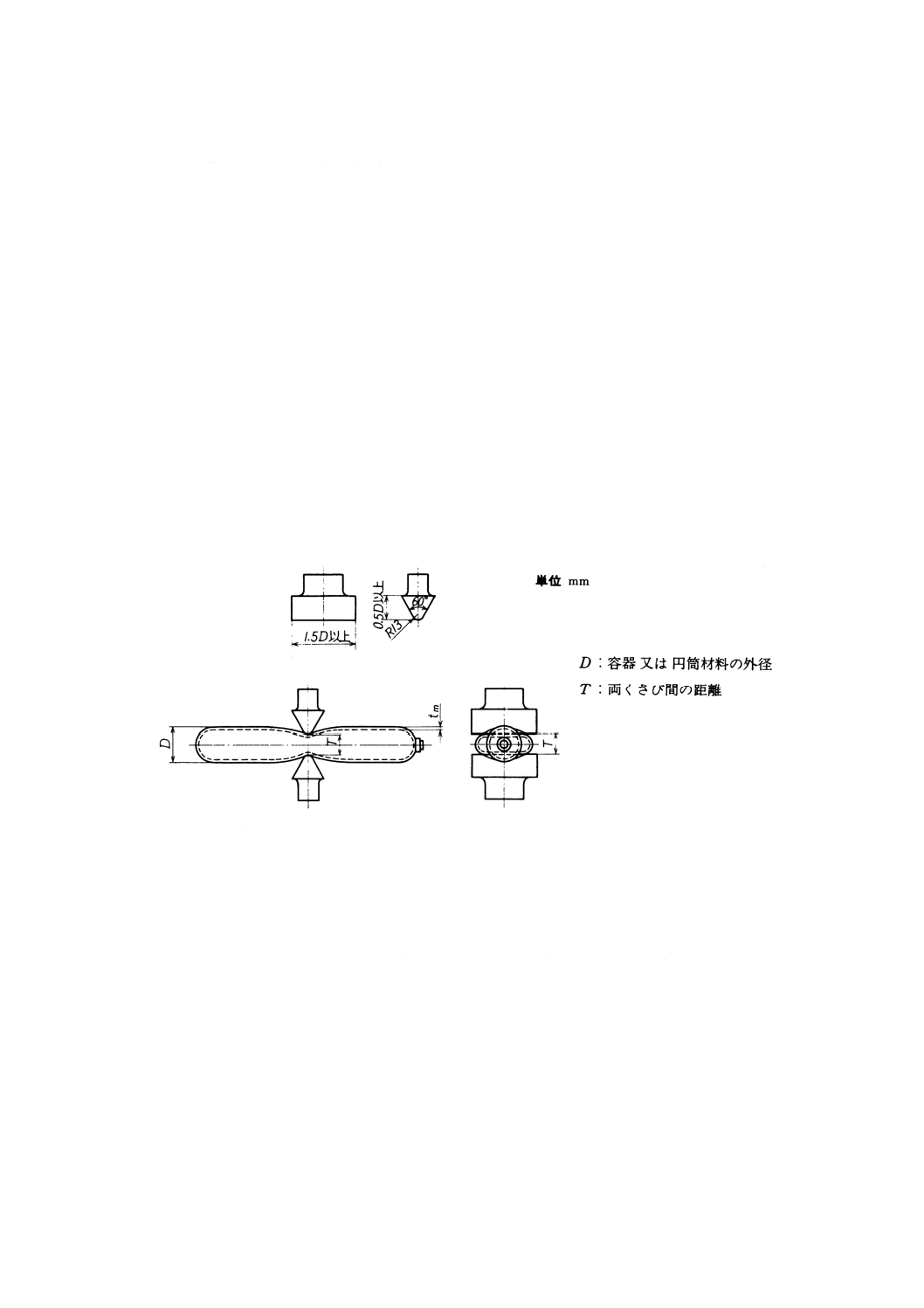
11.4 圧壊試験 圧壊試験は,次による。
(1) 試験は,供試容器又は円筒材料で行う。
(2) 試験方法は,図2に示す頂角60°でその先端を半径13mmの円弧に仕上げた2個の鋼製くさびを用い
て容器又は円筒材料を図2のようにほぼその中央部で軸に直角に圧力を加えて圧壊する。厚さは,圧
壊部の近辺であらかじめ4か所を測定し,その平均厚さ (tm) とする。
図2 圧壊試験
11.5 曲げ試験 曲げ試験は,次による。
(1) 供試容器又は円筒材料の胴部から曲げ試験片を採取する。
(2) 試験片は,幅25mm又は厚さの4倍のいずれか大きい方で1個のリング状試料を切り取り,更にその
材料を3等分の円弧に分割し,それぞれを曲げ試験片とする。各試験片のりょう(稜)には丸みを付
けることができる。
(3) 試験方法は,JIS Z 2248(金属材料曲げ試験方法)に準じ,押し曲げ法又は巻付法などによって,容
器又は円筒の内面を内側にして180°の曲げを行う。
11.6 耐圧試験
11.6.1 膨張測定試験及び代表膨張測定試験 膨張測定試験及び代表膨張測定試験は,次による。
(1) 原則として水槽同位ビュレット式水圧試験方法による。規定の圧力を加えて30秒間以上その圧力を保
ち,漏れ及び異常膨張などのないことを確認した上,ビュレットによって全増加量を読み取り,次に
その圧力を取り去った後に残留する内容積の恒久増加量を読み取る。
なお,試験前に耐圧試験圧力の90%を超える圧力を加えてはならない。
11
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 代表膨張測定試験で5.3の規定に適合したときは,その組の残りの容器全数について加圧試験を行う。
また,代表膨張測定試験で5.3の規定に適合しなかったときは,その残りの容器全数について膨張
測定試験を行う。
11.6.2 加圧試験 加圧試験は,非水槽式水圧試験装置によって規定の圧力を加えた後30秒間以上その圧
力を保持して試験する。
なお,試験前に耐圧試験圧力の90%を超える圧力を加えてはならない。
11.7 気密試験 気密試験は,表4に示す耐圧試験圧力の53倍以上の圧力に空気又は適当なガスを用いて
加圧し,1分間以上その圧力を保持して行う。容器は鍛接部又は溶接部に気密試験液を塗布するか,又は
試験用水槽に浸せきすることによって漏れを調べる。
12. 再試験 再試験は,次による。
(1) 容器は,JIS G 0303の4.4(再試験)の(1)の規定によって,再試験を行い合否を決定することができ
る。
(2) 11.2〜11.5の規定による試験で,それぞれ5.1及び5.2の規定を満足しなかった場合,その供試容器の
属する容器群の他の容器又は円筒材料について再熱処理をした後,1回に限り,すべての試験を行う
ことができる。ただし,オーステナイト系ステンレス鋼及びオーステナイト・フェライト系ステンレ
ス鋼製容器では,合格基準の90%以上の成績の場合に限り,その供試容器の属する容器群の他の容器
又は円筒材料から,合格しなかった験料の数の2倍の数の容器又は円筒材料について,1回に限り試
験を行うことができる。
13. 検査 容器の検査は原則として製造所で行い,3.〜10.の規定に適合しなければならない。
14. 表示 容器には,打刻,塗色などによって次に示す表示をする。ただし,輸出用容器などについては
変更することができる。
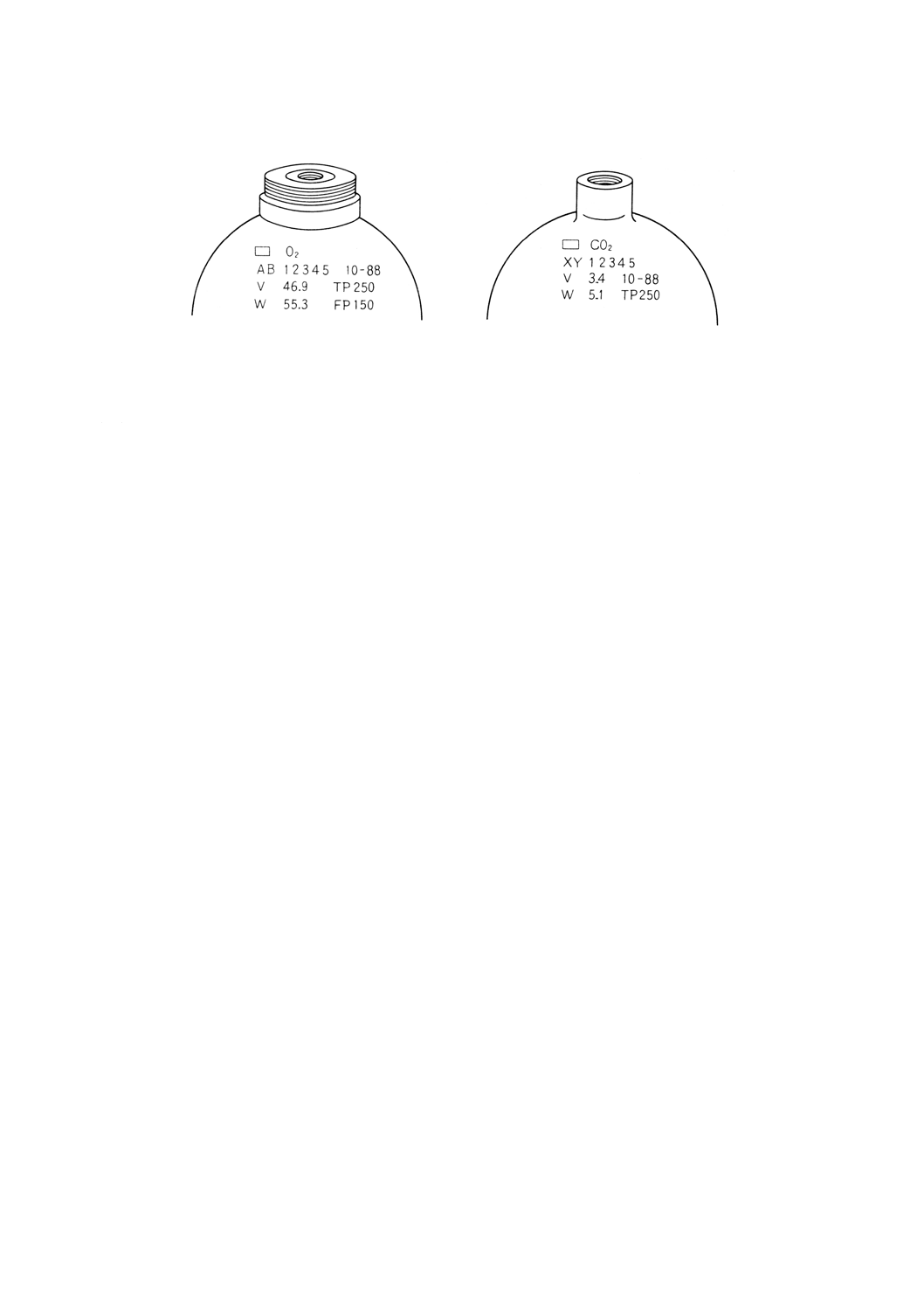
(1) 打刻
(1.1) 容器には,その肩部に消えないように,次の事項を図3の例に示すように打刻する。耐圧試験圧力
及び最高充てん圧力は,単位がバールの場合は, “bar” を打刻しなくてもよい。バール以外の単位
を使用する場合は,単位記号(MPaなど)を打刻する。
(a) 容器製造業者の名称又はその符号
(b) 充てんガスの種類(表14による。)
(c) 容器の製造記号,製造番号
(d) 内容積
記号 V, 単位l
(e) 容器の質量(バルブ及びキャップは含まない。)
記号 W, 単位kg
(f) 耐圧試験年月(西暦による。)月−年(例:10-88)
(g) 耐圧試験における圧力 記号TP,単位bar又はMPa(例:TP 250又はTP 25MPa)
(h) 最高充てん圧力
記号FP,単位bar又はMPa(例:FP 150又はFP 15MPa)
なお,最高充てん圧力は,液化ガスを充てんする容器には打刻しない。
12
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 容器の打刻例
備考 容器本体に打刻することが適当でない容器については,規定の表示をした金属板を溶接(熱処理をする前に溶
接するものに限る。)又はろう付け若しくははんだ付けで取れないように,肩部その他の見やすい場所に取り付
けることができる。
(1.2) 打刻の文字の大きさは,外径100mm以下の容器には少なくとも縦3mm,外径100mmを超える容器
には少なくとも縦6mmとする。
(2) 容器の塗色 容器には,表13によってその充てんガスの種類に応じて塗色する。
13
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表13 容器の塗色
充てんガスの種類
塗色
酸素
黒
水素
赤
炭酸ガス
緑
アンモニア
白
塩素
黄
その他のガス
ねずみ色
(3) 充てんガスの表示 充てんガスの種類を表14の色文字で表示する。さらに,可燃性ガスでは赤の文字
で“燃”と表示する。ただし,水素ガスでは白とする。毒性ガスでは黒の文字で“毒”と表示する。
表14 容器に充てんするガスの表示
充てんガスの種類
打刻
ガスの名称
ガスの性質(2)
色別
色別
水素
H2
水素ガス
白
燃
白
メタン
CH4
メタンガス
赤
燃
赤
一酸化炭素
CO
一酸化炭素ガス
赤
燃,毒
赤,黒
酸素
O2
酸素ガス
白
窒素
N2
窒素ガス
白
空気
クウキ又はAIR
空気又はクウキ
白
アルゴン
Ar
アルゴンガス
白
ヘリウム
He
ヘリウムガス
白
炭酸ガス
CO2
液化炭酸ガス
白
亜酸化窒素
N2O
液化亜酸化窒素
白
エチレン
C2H4
液化エチレン
赤
燃
赤
六ふっ化硫黄
SF6
液化六ふっ化硫黄
白
エタン
C2H6
液化エタン
赤
燃
赤
塩化水素
HCl
液化塩化水素
白
毒
黒
フロン13
フロン13又はCClF3
液化フロン13
白
アンモニア
NH3
液化アンモニア
赤
燃,毒
赤,黒
塩素
Cl2
液化塩素
白
毒
黒
フロン13B1
フロン13B1又はCBrF3
液化フロン13B1
白
注(2) 燃は可燃性ガスを,毒は毒性ガスを示す。
備考 名称について,圧縮ガス(ただし,空気を除く。)にはガスを加え,液化ガスには液化を加え
る。
14
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1
1. 適用範囲 この附属書は,規格本体で規定する容器のバルブ取付部のねじについて規定する。
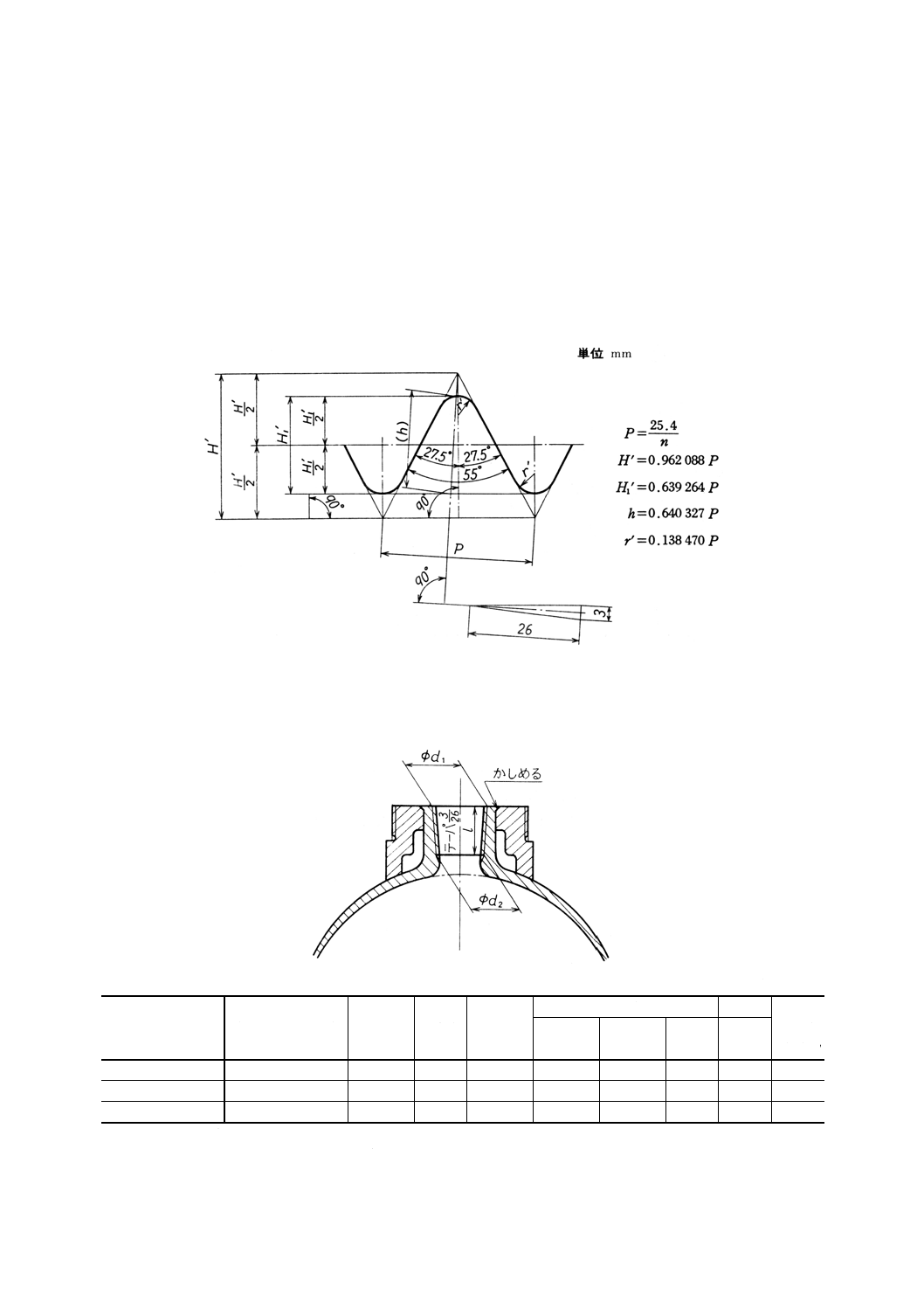
2. ねじの基準山形及び寸法 ねじの基準山形は附属書1表1に,基準寸法は附属書1表2による。
附属書1表1 基準山形
備考1. テーパ面に直角なねじ山の高さH1'は,軸線を含んだ断面形において,山の頂を連ねる直線と谷底
を連ねる直線との間をテーパ面に直角に測った距離とする。
2. ねじは面直角とし,ピッチは軸心に沿って測る。
附属書1表2 基準寸法
単位 mm
適用バルブ
記号
ねじ山数
(25.4mmにつき)
n
ピッチ
P
ねじ山
の高さ
H1'
谷の丸み
r'
基準径
参考
ねじ部
の長さ
(約)l
谷の径
d1
有効径
内径
d2
V1
14
1.814 3
1.160
0.25
20.000
18.838
17.676
17.7
20
V2
14
1.814 3
1.160
0.25
28.000
26.838
25.676
24.8
28
V3
14
1.814 3
1.160
0.25
28.000
26.838
25.676
25.2
24
備考1. ねじは,右ねじとする。
2. ねじは,ねじゲージを用いてはめ合わせ,そのはめあいの許容差は規定の山数に対し±1山とする。
3. 適用バルブV1,V2及びV3は,JIS B 8246による。
15
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2
1. 適用範囲 この附属書は,規格本体で規定する容器のネックリング及びキャップの取付部ねじについ
て規定する。
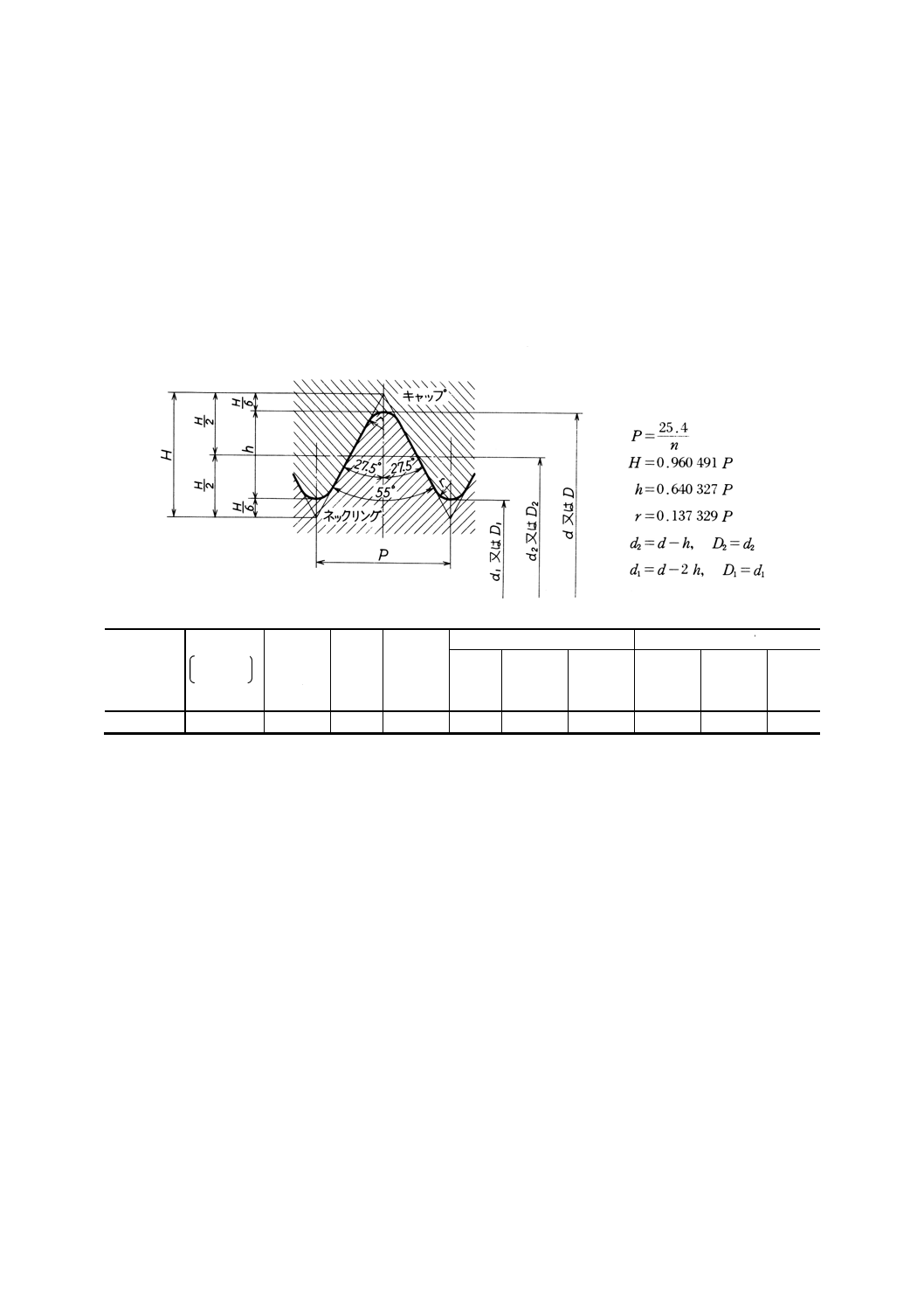
2. ねじの基準山形及び基準寸法 ねじの基準山形及び基準寸法は,附属書2表1による。
附属書2表1 基準山形及び基準寸法
単位 mm
ねじの呼び
ねじ山数
25.4mm
につき
n
ピッチ
P
(参考)
ねじ山
の高さ
h
谷の丸み
r
ネックリング
キャップ
外径
d
有効径
d2
谷の径
d1
谷の径
D
有効径
D2
内径
D1
W80山11
11
2.309 1
1.479
0.32
80.000
78.521
77.012
80.000
78.521
77.042
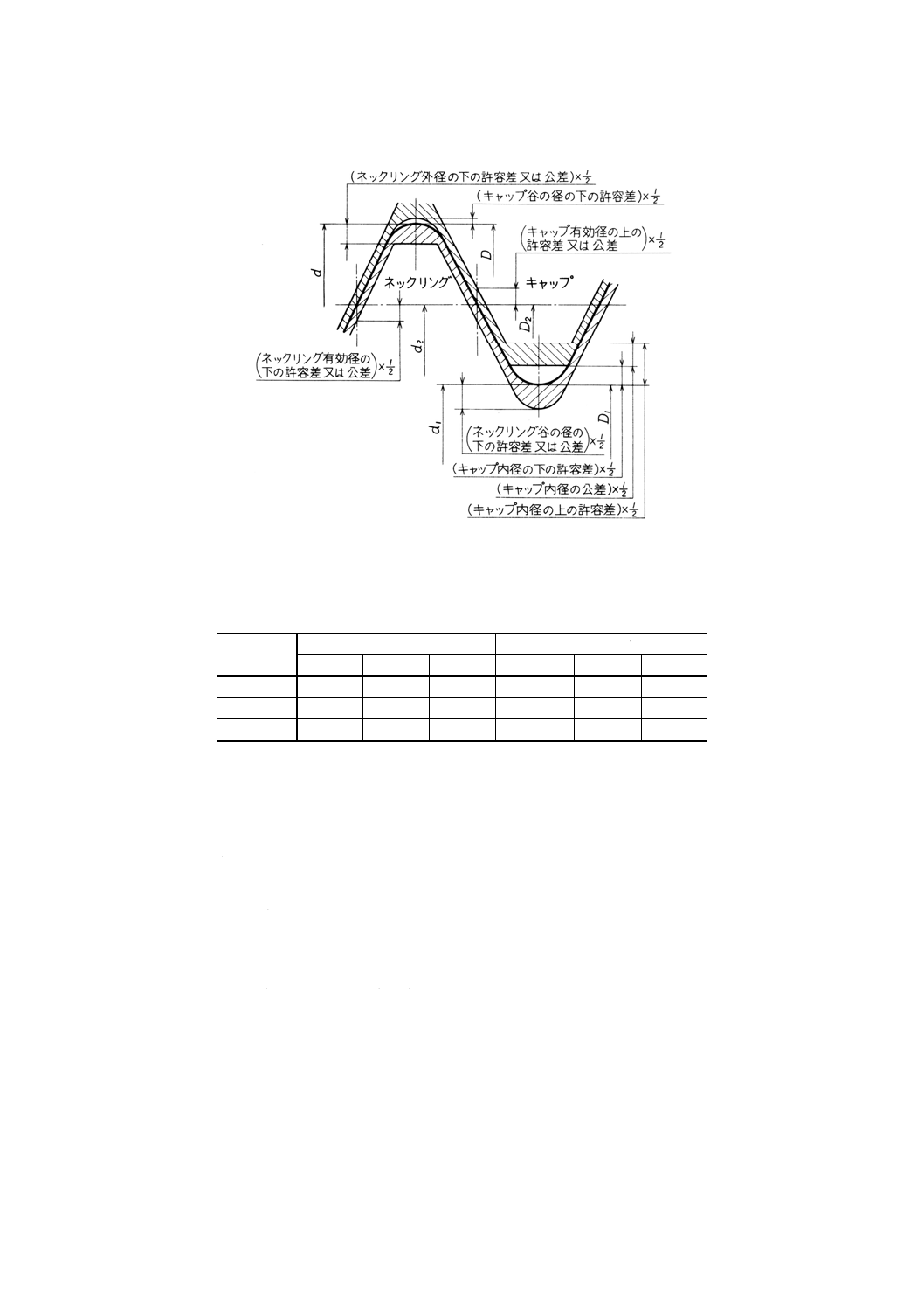
3. ねじの基準山形,基準寸法及び許容差又は公差 ねじの基準山形,基準寸法及び許容差又は公差の関
係を附属書2図に示す。図においてd,d2及びd1はそれぞれネックリングの外径,有効径及び谷の径で,
D,D2及びD1はそれぞれキャップの谷の径,有効径及び内径の基準寸法で,その数値は,附属書2表1
に定めてある。
また,太い実線は基準山形を,斜線を施した部分はネックリング又はキャップの許容域を示す。
16
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図 基準山形,基準寸法,許容差及び公差の関係図
4. 許容差及び公差 許容差及び公差は,附属書2表2による。
附属書2表2 許容差及び公差
単位 mm
ネックリング
キャップ
外径
有効径
谷の径
谷の径
有効径
内径
上の許容差
0
0
0
規定しない +0.260
+0.900
下の許容差
−0.520
−0.260
−0.430
*
0
+0.340
公 差
0.520
0.260
0.430
規定しない
0.260
0.560
注*
めねじの谷の径の下の許容差は規定しないが,図のように谷底と丸形の
おねじの外径の量大寸法との間に,原則として多少のすきまを設ける。
備考 この表では山の半角及びピッチの許容差は別に定めていないが,これら
は有効径に換算して有効径の公差中に含めてある。
引用規格:
JIS B 8246 高圧ガス容器用弁
JIS G 0303 鋼材の検査通則
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 1211 鉄及び鋼中の炭素定量方法
JIS G 1212 鉄及び鋼中のけい素定量方法
JIS G 1213 鉄及び鋼中のマンガン定量方法
JIS G 1214 鉄及び鋼中のりん定量方法
JIS G 1215 鉄及び鋼中の硫黄定量方法
JIS G 1216 鉄及び鋼中のニッケル定量方法
JIS G 1217 鉄及び鋼中のクロム定量方法
JIS G 1218 鉄及び鋼中のモリブデン定量方法
JIS G 1253 鉄及び鋼の光電測光法による発光分光分析方法
17
B 8241-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 1256 鉄及び鋼の蛍光X線分析方法
JIS G 1257 鉄及び鋼の原子吸光分析方法
JIS G 3101 一般構造用圧延鋼材
JIS G 3452 配管用炭素鋼鋼管
JIS G 5702 黒心可鍛鋳鉄品
JIS G 5703 白心可鍛鋳鉄品
JIS Z 2201 金属材料引張試験片
JIS Z 2202 金属材料衝撃試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 2242 金属材料衝撃試験方法
JIS Z 2248 金属材料曲げ試験方法
関連規格:ISO 4705 Refillable seamless steel gas cylinders
改正原案作成委員会 構成表
氏名
所属
(委員会長)
鵜戸口 英 善
高圧ガス保安協会
工 藤 尚 武
通商産業省立地公害局
鈴 木 茂 光
工業技術院標準部
川 村 正 一
高圧ガス保安協会機器検査事業部
東 浜 義 男
アローヘッド・インダストリアル・サーヴィス社日本支社
島 本 泉 郎
酸素協会
小 泉 正 男
株式会社浜井製作所府中工場
小野田 全 宏
テイサン株式会社保安技術部
村 本 研太郎
昭和炭酸株式会社
松 田 淳 彦
昭和電工株式会社プロセス技術センター
神 藤 信 義
大陽酸素株式会社厚木工場
三 井 弘 之
川重防災工業株式会社装置総括部
鈴 木 弘
株式会社旭製作所技術部
根 岸 三 郎
株式会社関東高圧容器製作所生産部
小野寺 一 雄
昭和高圧工業株式会社
白 井 啓 之
戸塚高圧瓦斯容器株式会社管理部
桶 田 政 宏
日本ボンベ株式会社
濱 田 誠 己
住友金属工業株式会社品質標準室
池 田 順 一
財団法人日本規格協会
酒 井 壽 彦
高圧容器工業会
(事務局)
高 橋 啓 三
高圧容器工業会