B 8240:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
1.1 適用する圧力容器 ·········································································································· 1
1.2 適用除外 ······················································································································ 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 4
4 冷媒に関する基本的要件 ···································································································· 8
4.1 冷媒の加害性による区分 ································································································· 8
4.2 設計圧力 ······················································································································ 8
4.3 設計温度 ····················································································································· 10
4.4 冷凍能力 ····················································································································· 11
5 材料······························································································································ 13
5.1 材料一般 ····················································································································· 13
5.2 圧力容器に用いる材料 ··································································································· 14
5.3 材料の使用制限 ············································································································ 14
5.4 許容引張応力 ··············································································································· 34
5.5 許容曲げ応力 ··············································································································· 38
5.6 許容せん断応力 ············································································································ 38
5.7 許容圧縮応力 ··············································································································· 38
5.8 許容支圧応力 ··············································································································· 38
6 圧力容器の構造 ··············································································································· 38
6.1 一般 ··························································································································· 38
6.2 腐れ代 ························································································································ 39
6.3 板の計算厚さの制限 ······································································································ 39
6.4 胴 ······························································································································ 40
6.5 鏡板,管板及び蓋板 ······································································································ 43
6.6 管板及びステーによって支えられる板(箇条7に規定する発生器を除く。) ····························· 51
6.7 熱交換器の胴に設ける伸縮継手 ······················································································· 58
6.8 穴 ······························································································································ 58
6.9 ボルト締めフランジ ······································································································ 65
6.10 のぞき窓用ガラスの厚さ ······························································································· 67
7 発生器などの構造 ············································································································ 67
7.1 一般 ··························································································································· 67
7.2 腐れ代 ························································································································ 67
7.3 胴 ······························································································································ 67
7.4 鏡板 ··························································································································· 68
B 8240:2015 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
7.5 管板 ··························································································································· 70
7.6 火室及び炉筒 ··············································································································· 73
7.7 ステー及び管ステーによって支えられる板 ········································································· 75
7.8 穴 ······························································································································ 78
7.9 管寄せ ························································································································ 80
7.10 管穴のリガメント効率 ·································································································· 81
7.11 煙管,水管などの加熱管 ······························································································· 86
8 複雑な構造の圧力容器の設計強度の確認 ·············································································· 89
8.1 一般 ··························································································································· 89
8.2 被試験品 ····················································································································· 89
8.3 試験方法 ····················································································································· 89
8.4 厚さの決定 ·················································································································· 91
8.5 耐圧試験の省略 ············································································································ 92
8.6 自動制御弁などの弱い部分の保護····················································································· 92
9 工作一般························································································································ 92
9.1 材料の確認 ·················································································································· 92
9.2 切断及び開先加工 ········································································································· 92
9.3 穴の加工 ····················································································································· 92
9.4 胴の直径法真円度 ········································································································· 92
9.5 外圧を受ける胴の条件 ··································································································· 93
9.6 鏡板の形状 ·················································································································· 94
10 溶接 ···························································································································· 94
10.1 一般 ·························································································································· 94
10.2 溶接設計一般 ·············································································································· 95
10.3 溶接士 ······················································································································ 109
10.4 溶接施工 ··················································································································· 109
10.5 溶接材料 ··················································································································· 110
10.6 余盛の高さ及び仕上げ ································································································· 110
10.7 溶接後熱処理 ············································································································· 111
10.8 圧力容器の溶接部の試験 ······························································································ 112
11 圧力試験 ····················································································································· 120
11.1 試験の種類 ················································································································ 120
11.2 耐圧試験 ··················································································································· 120
11.3 気密試験 ··················································································································· 121
12 安全装置 ····················································································································· 122
12.1 安全装置の種類 ·········································································································· 122
12.2 安全装置の取付け ······································································································· 122
12.3 安全弁及び破裂板の口径 ······························································································ 123
12.4 安全弁又は破裂板の口径の比率 ····················································································· 127
B 8240:2015
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
12.5 溶栓の口径 ················································································································ 127
12.6 安全弁及び高圧遮断装置の作動圧力 ··············································································· 127
12.7 安全弁の構造 ············································································································· 127
12.8 溶栓 ························································································································· 127
12.9 破裂板 ······················································································································ 127
12.10 高圧遮断装置の構造 ·································································································· 128
13 液面計 ························································································································ 128
13.1 液面計の取付け ·········································································································· 128
13.2 液面計の構造 ············································································································· 128
14 表示 ··························································································································· 129
15 記録 ··························································································································· 129
附属書A(規定)ダクタイル鉄鋳造品 ···················································································· 130
附属書B(規定)マレアブル鉄鋳造品····················································································· 135
B 8240:2015 目次
B 8240:2015 目次
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,公益社団法人日本
冷凍空調学会(JSRAE)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規
格である。これによって,JIS B 8240:1986は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
この規格の一部の図・表で † マークの付いているものは,アメリカ機械学会(The American Society of
Mechanical Engineers)によるアメリカ機械学会ボイラ圧力容器規格(ASME Boiler and Pressure Vessel code ⓒ
2010)から引用した資料であり,同学会Code & Standards Departmentの文書による承諾を得ている。ASME
から事前に文書による承諾を得ない限り,これらの資料を翻訳又は複製してはならない。
“The figures and tables marked with † in this standard, were adapted from the ASME Boiler and Pressure Vessel
Code 2010 ⓒ by The American Society of Mechanical Engineers with the written consent of the ASME Code &
Standards Department. No additional translation or reproduction may be made of these materials without the prior
written consent of ASME.”
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8240:2015
冷凍用圧力容器の構造
Construction of pressure vessels for refrigeration
1
適用範囲
1.1
適用する圧力容器
この規格は,沸点が−150 ℃以上の液化ガスを冷媒とし,設計圧力が20 MPa以下の冷凍装置1) に用い
る圧力容器2)(以下,圧力容器という。)及びその附属装置について規定する。
注記 圧力とは,特に明記されない限り,ゲージ圧力とする。
a) この規格に規定のない事項であっても,次に示す規格の規定を準用することができる。
JIS B 8201:2013 陸用鋼製ボイラ−構造(ただし,発生器に関わる圧力容器に限る。)
JIS B 8265:2010 圧力容器の構造−一般事項
b) この規格の適用範囲として,冷媒の沸点が−150 ℃未満のものは,技術分野が異なるため原則として
は適用を除外している。ただし,冷媒(例:ヘリウム)が閉サイクル内を循環し,熱を移送する動作
を行う装置の場合は,この規格の規定の一部を適用してもよい。
c) 圧力容器の範囲は,円筒胴の内径が160 mmを超えるもの,また,プレート形熱交換器は冷媒側内容
積が15 Lを超えるもので,圧力容器本体及び本体に取り付けられた第一継手までとする。
注1) この規格でいう冷凍とは,蒸気圧縮方式及び吸収方式の冷凍方法並びにこれらに類似の作用を
行うもの(ヒートポンプシステム,冷媒自然循環熱移送システムなどを含む。)をいい,冷媒が
閉サイクル内を循環するものに限る。
2) 円筒胴の内径が160 mm以下のもの,プレート形熱交換器で冷媒側内容積が15 L以下のもの,
溶接構造の圧力容器の形態をもつ全密閉圧縮機及び冷媒液ポンプの外殻について,この規格の
圧力容器の規定が適用できる部分については,準用することができる。
1.2
適用除外
この規格は,次に掲げるものには適用しない。
a) 他の日本工業規格3) の適用範囲にあるもの
注3) 例えば,JIS B 8265:2010によるもの。ただし,この規格の適用範囲にある冷凍装置に用いる
圧力容器以外の圧力容器。
b) リベット構造の圧力容器
c) 1日の冷凍能力が20トン以上の吸収冷凍装置に用いる外だき式炉筒形発生器
d) 毒性ガス(アンモニアを除く。)を冷媒として使用するもの
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,記載の西暦年の版を適用し,その後の改正版(追補を含む。)は適用しない。
2
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 0190:2010 圧力容器の構造に関する共通用語
JIS B 0203:1999 管用テーパねじ
JIS B 0205-2:2001 一般用メートルねじ−第2部:全体系
JIS B 1051:2000 炭素鋼及び合金鋼製締結用部品の機械的性質−第1部:ボルト,ねじ及び植込みボ
ルト
JIS B 2220:2012 鋼製管フランジ
JIS B 2240:2006 銅合金製管フランジ
JIS B 2311:2009 一般配管用鋼製突合せ溶接式管継手
JIS B 2312:2009 配管用鋼製突合せ溶接式管継手
JIS B 8201:2013 陸用鋼製ボイラ−構造
JIS B 8211:1994 ボイラ−水面計ガラス
JIS B 8225:2012 安全弁−吹出し係数測定方法
JIS B 8265:2010 圧力容器の構造−一般事項
JIS B 8285:2010 圧力容器の溶接施工方法の確認試験
JIS B 8286:2005 圧力容器用のぞき窓
JIS B 8602:2002 冷媒用管フランジ
JIS G 0404:2010 鋼材の一般受渡し条件
JIS G 0581:1999 鋳鋼品の放射線透過試験方法
JIS G 0801:2008 圧力容器用鋼板の超音波探傷検査方法
JIS G 1211-1:2011 鉄及び鋼−炭素定量方法−第1部:燃焼−二酸化炭素重量法
JIS G 1211-2:2011 鉄及び鋼−炭素定量方法−第2部:燃焼−ガス容量法
JIS G 1211-3:2011 鉄及び鋼−炭素定量方法−第3部:燃焼−赤外線吸収法
JIS G 1212:1997 鉄及び鋼−けい素定量方法
JIS G 1214:1998 鉄及び鋼−りん定量方法
JIS G 1253:2013 鉄及び鋼−スパーク放電発光分光分析方法
JIS G 3101:2010 一般構造用圧延鋼材
JIS G 3103:2012 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板
JIS G 3106:2008 溶接構造用圧延鋼材
JIS G 3115:2010 圧力容器用鋼板
JIS G 3120:2009 圧力容器用調質型マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板
JIS G 3126:2009 低温圧力容器用炭素鋼鋼板
JIS G 3127:2013 低温圧力容器用ニッケル鋼鋼板
JIS G 3131:2011 熱間圧延軟鋼板及び鋼帯
JIS G 3141:2011 冷間圧延鋼板及び鋼帯
JIS G 3201:2008 炭素鋼鍛鋼品
JIS G 3202:2008 圧力容器用炭素鋼鍛鋼品
JIS G 3204:2008 圧力容器用調質型合金鋼鍛鋼品
JIS G 3452:2010 配管用炭素鋼鋼管
JIS G 3454:2012 圧力配管用炭素鋼鋼管
JIS G 3457:2012 配管用アーク溶接炭素鋼鋼管
3
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 3459:2012 配管用ステンレス鋼鋼管
JIS G 3460:2013 低温配管用鋼管
JIS G 3461:2012 ボイラ・熱交換器用炭素鋼鋼管
JIS G 3463:2012 ボイラ・熱交換器用ステンレス鋼鋼管
JIS G 3464:2011 低温熱交換器用鋼管
JIS G 3601:2012 ステンレスクラッド鋼
JIS G 3602:2012 ニッケル及びニッケル合金クラッド鋼
JIS G 3603:2012 チタンクラッド鋼
JIS G 3604:2012 銅及び銅合金クラッド鋼
JIS G 4051:2009 機械構造用炭素鋼鋼材
JIS G 4053:2008 機械構造用合金鋼鋼材
JIS G 4107:2010 高温用合金鋼ボルト材
JIS G 4108:2010 特殊用途合金鋼ボルト用棒鋼
JIS G 4303:2012 ステンレス鋼棒
JIS G 4304:2012 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4901:2008 耐食耐熱超合金棒
JIS G 5101:1991 炭素鋼鋳鋼品
JIS G 5102:1991 溶接構造用鋳鋼品
JIS G 5121:2003 ステンレス鋼鋳鋼品
JIS G 5151:1991 高温高圧用鋳鋼品
JIS G 5152:1991 低温高圧用鋳鋼品
JIS G 5501:1995 ねずみ鋳鉄品
JIS G 5502:2007 球状黒鉛鋳鉄品
JIS G 5705:2000 可鍛鋳鉄品
JIS H 3100:2012 銅及び銅合金の板並びに条
JIS H 3250:2012 銅及び銅合金の棒
JIS H 3300:2012 銅及び銅合金の継目無管
JIS H 3320:2006 銅及び銅合金の溶接管
JIS H 4000:2014 アルミニウム及びアルミニウム合金の板及び条
JIS H 4040:2006 アルミニウム及びアルミニウム合金の棒及び線
JIS H 4080:2006 アルミニウム及びアルミニウム合金継目無管
JIS H 5120:2009 銅及び銅合金鋳物
JIS H 5202:2010 アルミニウム合金鋳物
JIS R 3206:2003 強化ガラス
JIS Z 2241:2011 金属材料引張試験方法
JIS Z 2242:2005 金属材料のシャルピー衝撃試験方法
JIS Z 2243:2008 ブリネル硬さ試験−試験方法
JIS Z 2320-1:2007 非破壊試験−磁粉探傷試験−第1部:一般通則
JIS Z 2343-1:2001 非破壊試験−浸透探傷試験−第1部:一般通則:浸透探傷試験方法及び浸透指示
模様の分類
4
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2611:1977 金属材料の光電測光法による発光分光分析方法通則
JIS Z 3021:2010 溶接記号
JIS Z 3060:2002 鋼溶接部の超音波探傷試験方法
JIS Z 3080:1995 アルミニウムの突合せ溶接部の超音波斜角探傷試験方法
JIS Z 3081:1994 アルミニウム管溶接部の超音波斜角探傷試験方法
JIS Z 3082:1995 アルミニウムのT形溶接部の超音波探傷試験方法
JIS Z 3104:1995 鋼溶接継手の放射線透過試験方法
JIS Z 3105:2003 アルミニウム溶接継手の放射線透過試験方法
JIS Z 3106:2001 ステンレス鋼溶接継手の放射線透過試験方法
JIS Z 3107:2008 チタン溶接部の放射線透過試験方法
JIS Z 3121:2013 突合せ溶接継手の引張試験方法
JIS Z 3122:2013 突合せ溶接継手の曲げ試験方法
JIS Z 3192:1999 ろう付継手の引張及びせん断試験方法
JIS Z 3201:2008 軟鋼用ガス溶加棒
JIS Z 3202:2007 銅及び銅合金ガス溶加棒
JIS Z 3211:2008 軟鋼,高張力鋼及び低温用鋼用被覆アーク溶接棒
JIS Z 3221:2013 ステンレス鋼被覆アーク溶接棒
JIS Z 3224:2010 ニッケル及びニッケル合金被覆アーク溶接棒
JIS Z 3231:2007 銅及び銅合金被覆アーク溶接棒
JIS Z 3232:2009 アルミニウム及びアルミニウム合金の溶加棒及び溶接ワイヤ
JIS Z 3233:2001 イナートガスアーク溶接並びにプラズマ切断及び溶接用タングステン電極
JIS Z 3261:1998 銀ろう
JIS Z 3262:1998 銅及び銅合金ろう
JIS Z 3264:1998 りん銅ろう
JIS Z 3312:2009 軟鋼,高張力鋼及び低温用鋼用のマグ溶接及びミグ溶接ソリッドワイヤ
JIS Z 3316:2011 軟鋼,高張力鋼及び低温用鋼用ティグ溶接溶加棒及びソリッドワイヤ
JIS Z 3321:2013 溶接用ステンレス鋼溶加棒,ソリッドワイヤ及び鋼帯
JIS Z 3322:2010 ステンレス鋼帯状電極肉盛溶接金属の品質区分及び試験方法
JIS Z 3621:1992 ろう付作業標準
JIS Z 3700:2009 溶接後熱処理方法
JIS Z 3801:1997 手溶接技術検定における試験方法及び判定基準
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0190:2010によるほか,次による。
3.1
高圧部
圧縮機又は吸収冷凍装置に関わる発生器(以下,発生器という。)の作用による凝縮圧力の高圧を受ける
部分。
なお,自然循環式冷凍装置及び自然還流式冷凍装置の冷媒設備のうち,設計圧力が0.2 MPa以上の凝縮
圧力を受ける部分も含む。
5
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
低圧部
高圧部以外の部分。ただし,次に記載した部分も低圧部とする。
a) 高圧部を内蔵した密閉圧縮機で,低圧部の圧力を受ける部分。
b) 多段圧縮冷凍装置で,最終段(高圧側)圧縮機の吸込み圧力以下の圧力を受ける部分。
c) 多元冷凍装置の圧縮機又は発生器の作用による凝縮圧力を受ける部分で,凝縮温度が通常の運転状態
において−15 ℃以下となる部分。
d) 温度自動膨張弁。ただし,膨張弁の二次側に一次側圧力がかかることがあるもの(ヒートポンプ用な
ど)は,高圧部とする。
3.3
冷媒
冷凍装置の冷媒設備内を循環する冷凍サイクルの作動流体。
3.4
二次冷媒
間接式冷凍装置で,冷媒によって冷却し,循環させて被冷却物を冷却するための熱媒体となる気液の相
変化を伴う流体。
3.5
ブライン
間接式冷凍装置で,冷媒によって冷却し,循環させて被冷却物を冷却するための熱媒体となる気液の相
変化を伴わない流体。例えば,水,塩化カルシウム水溶液,食塩水,エチレングリコール,プロピレング
リコールなどをいう。
3.6
吸収溶液
吸収冷凍装置の冷媒設備内を循環し,冷媒を吸収及び発生させる作動流体。
3.7
冷媒の加害性による区分
圧力容器に入る冷媒の加害性(可燃性及び毒性の程度)を表1のように区分したもの。
なお,二次冷媒についてもその特性に応じ,この区分を適用する。
3.8
冷凍装置
冷凍のための圧縮機又は発生器,凝縮器,受液器,蒸発器,冷媒液ポンプ,配管などによって冷凍サイ
クルを構成するシステムで,圧縮機,冷媒液ポンプ,吸収溶液ポンプ及びこれらを駆動する原動機,冷媒
(二次冷媒を含む。)及び吸収溶液を直接的に制御する自動制御機器並びに冷媒及び吸収溶液を含む冷凍の
ための装置一式をいい,ヒートポンプ装置を含む。
3.9
冷媒設備
冷凍サイクルを構成する冷媒循環系をいい,冷媒又は吸収溶液が通る部分で,冷媒の圧力を受ける部分
(潤滑油系統など)を含む。また,自然循環式冷凍装置及び自然還流式冷凍装置の冷媒系を含む。
3.10
自然循環式冷凍装置
6
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
圧縮機又は発生器を使用せずに配管によって接続された凝縮器及び蒸発器を使用し,冷媒の凝縮液化及
び蒸発のサイクルを繰り返す冷媒自然循環熱移送システム(液化ガスの送液用ポンプの有無を問わない。)。
サーモサイフォンともいう。
3.11
自然還流式冷凍装置
蒸発部及び凝縮部が冷媒通路によって接続され冷媒ガスの液化及び蒸発のサイクルを繰り返すもの(液
化ガスの送液用ポンプの有無を問わない。)。ヒートパイプともいう。
3.12
冷凍能力
冷凍装置の保安レベル(危険性)を評価するため,基準冷凍サイクルにおける冷媒の処理量を基準とす
る値。
3.13
圧力容器
通常の使用状態における圧力が0.2 MPa以上となる冷媒又は吸収溶液を保有する容器(熱交換器及び発
生器,冷却器などの冷媒の圧力を受ける容器を含む。)。
3.14
低温圧力容器
最低使用温度における使用圧力が設計圧力の1/2.5を超える圧力容器又は−50 ℃における冷媒の圧力が
0.2 MPa以上(二酸化炭素,R23などが該当する。)となる圧力容器。
3.15
低圧容器
通常の使用状態における冷媒,又は吸収溶液の圧力が0.2 MPa未満の圧力となる冷媒若しくは吸収溶液
に用いる圧力容器をいい,熱交換器を含む。
3.16
冷媒配管
冷媒が通る配管,バルブ,管継手,可とう管などの総称で,胴の内径が160 mm以下の容器を含む。
なお,吸収溶液の通る配管を含む。
3.17
圧縮機
冷媒の蒸気を圧縮する機械をいい,多段圧縮方式の低圧側圧縮機を含む。
3.18
発生器
吸収冷凍装置において,吸収溶液を加熱することによって,冷媒を吸収溶液から分離(再生)させる装
置。
3.19
冷媒液ポンプ
冷媒設備内の冷媒液を循環させるポンプ。
3.20
潤滑油ポンプ
圧縮機の潤滑油を循環させるための独立したポンプをいい,圧縮機に内蔵したものを除く。
7
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.21
許容圧力
冷媒設備に関わる高圧部又は低圧部に対して現に許容し得る最高の圧力をいい,次のa) 又はb) の区分
のうち,いずれか低い方の圧力。
a) 設計圧力
b) 腐れ代を除いた板厚に対応する圧力
3.22
設計圧力
圧力容器の設計において,その各部について,計算厚さ又は機械的強度を決定するときに用いる圧力。
3.23
設計温度
圧力容器の設計において,その各部について,通常の使用条件から定める温度をいい,材料の板厚方向
の平均温度以上(設計温度が0 ℃未満の場合は,平均温度以下。)の温度とする。状況に応じ,最高温度
又は最低温度ともいう。
3.24
腐れ代
腐れ,摩耗などによる減肉が予想される場合,計算厚さに加えられる厚さ。
3.25
計算厚さ
この規格の計算式によって算定される厚さで,腐れ代を含まない厚さ。
3.26
設計厚さ
計算厚さに腐れ代を加えた厚さ。
3.27
呼び厚さ
商取引上用いられる基本厚さ。公称厚さともいう。
3.28
実際の厚さ
実測した厚さ。
3.29
吹始め圧力
安全弁が実際に吹き始めるときのその安全弁の入口側の圧力であって,出口側で微量なガスの流出が検
知されるときの圧力。
3.30
吹出し圧力
実際に安全弁の出口側からガスが勢いよく吹き出すときの入口側の圧力であって,連続したガスの排出
状態を感知できるときの圧力。
3.31
吹止まり圧力
安全弁の入口側の圧力を吹始め圧力又は吹出し圧力から減圧し,出口側で微量なガスの流出が検知され
8
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なくなったときの圧力。
3.32
冷媒制限充塡
冷凍装置の停止中に充塡冷媒の全てが蒸発しても,最高使用圧力を超えないよう,装置内容積及び総冷
媒充塡量を決めること。
3.33
高圧遮断装置
圧力を上昇させる構成部分の作用を停止させるように設計された,作動圧力調整可能な装置。次の2種
類がある。
a) 自動復帰式高圧遮断装置 圧力が設定遮断圧力に達したとき電気回路を開き,次に圧力が設定値以下
になったとき,自動復帰する構造のもの。
b) 手動復帰式高圧遮断装置 圧力が設定遮断圧力に達したとき電気回路を開き,次に圧力が設定値以下
になったとき,手動によって復帰できる構造のもの。
3.34
附属装置
ジャケット,支持構造物,取付板,管台及び安全装置。
4
冷媒に関する基本的要件
4.1
冷媒の加害性による区分
圧力容器に入る冷媒の加害性(可燃性及び毒性)の区分は,表1による。
なお,二次冷媒についてもその特性に応じ,この区分を適用する。
表1−冷媒の加害性(可燃性・毒性)による区分
区分
区分の例
不活性ガス
R12,R13,R22,R23,R114,R116,R124,R125,R134a,R401A,R401B,
R402A,R402B,R404A,R407A,R407B,R407C,R407D,R407E,R410A,
R410B,R500,R502,R507A,R509A,二酸化炭素,ヘリウム
可燃性ガス
アンモニア,イソブタン,エタン,エチレン,ノルマルブタン,プロパン,
プロピレン
毒性ガス
アンモニア
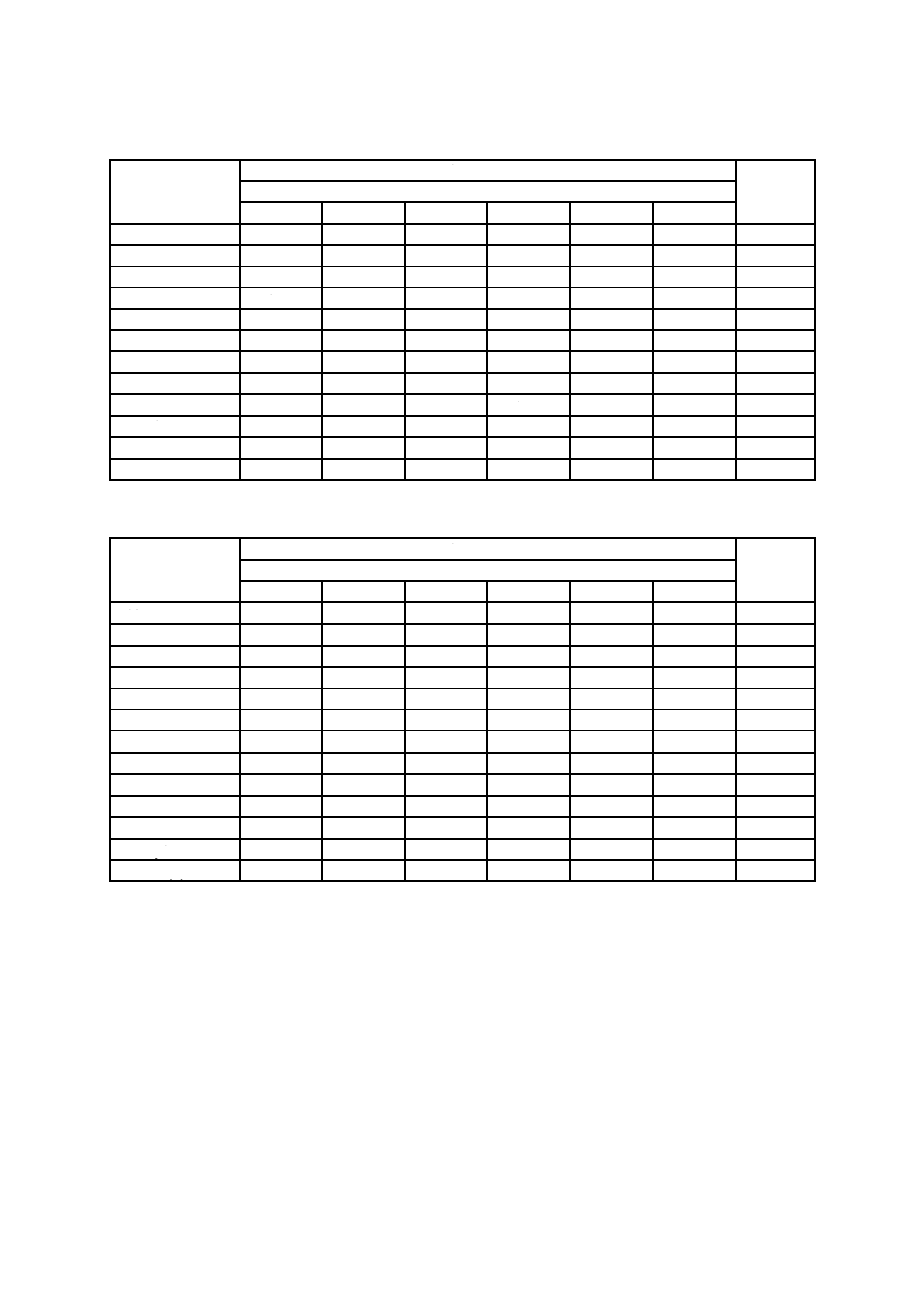
4.2
設計圧力
圧力容器の設計において,その各部について計算厚さ又は機械的強度を決定するときに用いる設計圧力
は,表2及び表3による。
なお,a)〜j) による。
9
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−冷媒の設計圧力(A)
冷媒の種類
高圧部 MPa
低圧部
MPa
基準凝縮温度 ℃
43
50
55
60
65
70
エチレン
9.1
−
−
−
−
−
6.7
エタン
6.7
−
−
−
−
−
4.0
R13
4.0
−
−
−
−
−
4.0
R502
1.7
2.0
2.3
2.6
2.9
−
1.4
アンモニア
1.6
2.0
2.3
2.6
−
−
1.26
R22
1.6
1.9
2.2
2.5
2.8
−
1.3
プロパン
1.6
1.8
2.0
2.2
−
−
1.2
R500
1.42
1.42
1.6
1.8
2.0
−
0.91
R12
1.30
1.30
1.30
1.5
1.6
−
0.8
イソブタン
0.8
−
−
−
−
−
0.48
ノルマルブタン
0.8
−
−
−
−
−
0.40
R114
0.28
0.4
0.48
0.54
0.61
−
0.28
表3−冷媒の設計圧力(B)
冷媒の種類
高圧部 MPa
低圧部
MPa
基準凝縮温度 ℃
43
50
55
60
65
70
R32
2.57
3.04
3.42
3.84
4.29
4.78
2.26
R134a
1.00
1.22
1.40
1.59
1.79
2.02
0.87
R404A
1.86
2.21
2.48
2.78
3.11
−
1.64
R407A
1.87
2.22
2.50
2.80
3.12
3.47
1.65
R407B
1.98
2.34
2.63
2.94
3.29
3.65
1.74
R407C
1.78
2.11
2.38
2.67
2.98
3.32
1.56
R407D
1.51
1.81
2.04
2.29
2.57
2.86
1.33
R407E
1.72
2.05
2.30
2.58
2.89
3.22
1.51
R410A
2.50
2.96
3.33
3.73
4.17
−
2.21
R410B
2.49
2.94
3.31
3.71
4.14
−
2.19
R507A
1.91
2.26
2.54
2.85
3.18
−
1.68
R1234yf
1.00
1.21
1.37
1.55
1.74
1.95
0.87
R1234ze(E)
0.73
0.90
1.03
1.18
1.34
1.51
0.63
a) 表2に掲げる冷媒を用いた冷凍装置の凝縮温度が,表の基準凝縮温度以外のときには,最も近い上位
の温度に対応する圧力をその冷凍装置の高圧部に用いる圧力容器の設計圧力とする。これらの場合に
おいて,冷凍装置の設計温度(この冷凍装置を使用することができる最高の温度として設計される温
度をいう。)は,原則として圧力値の記入のない欄の下位の温度の項においては圧力値の記入のある欄
に対応する基準凝縮温度以上の温度としなければならない。
b) 表3に掲げる冷媒を用いた冷凍装置の凝縮温度が,表の基準凝縮温度以外のときには,その凝縮温度
の前後の基準凝縮温度における圧力を線形補間して求めた圧力をその冷媒設備の高圧部に用いる圧力
容器の設計圧力とすることができる。
c) 通常の運転状態における凝縮温度が表2又は表3の基準凝縮温度を超える冷凍装置では,その凝縮温
度に対する飽和蒸気圧力をもって,その冷凍装置の高圧部の設計圧力とする。
10
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 冷凍装置の冷媒量を制限して充塡することによって,その冷凍装置の停止中に,冷媒が常温で蒸発を
完了したとき,冷凍装置内の圧力が一定値(以下,このときの圧力を“制限充塡圧力”という。)以上
に上昇しないようにした場合には,この冷凍装置の低圧部の設計圧力は,表の値にかかわらず,制限
充塡圧力以上の圧力とすることができる。
e) 冷凍装置を使用するとき,冷凍装置の周囲が常時40 ℃を超える冷凍装置(クレーンキャブクーラ)
などの低圧部の設計圧力は,表の値にかかわらず,その周囲温度の最高温度における冷媒の飽和蒸気
圧力以上の圧力とする。
f)
冷凍装置が局部的に熱の影響を受けて,充塡された冷媒の圧力が上昇する冷凍装置については,その
冷凍装置の設計圧力は,表の値にかかわらず,熱の影響を最大に受けたときの冷媒ガスの平衡圧力以
上の圧力とする。
g) 冷凍装置の低圧部が常時低温に維持され(製氷装置のブライン槽など),かつ,冷媒の圧力が0.4 MPa
以下である場合には,その低圧部の設計圧力を0.8 MPaとすることができる。ただし,休止期間中に
圧力が上昇し,設計圧力を超えるおそれのある構造のものは,その状態に達したとき,自動的にその
部分の圧力を設計圧力以下に維持することができる構造とする。
h) 通常の使用状態において,圧力容器の内部が大気圧以下となる部分については,圧力0.1 MPaを外圧
としてかかる設計圧力とする。この場合において,液頭圧,ポンプ圧などの外圧がかかる冷凍装置に
は,その部分に対抗して,内圧としてかかる冷媒圧力が最小となる状態における外圧との圧力差をも
って,その部分に外圧としてかかる設計圧力とする。
i)
自然循環式冷凍装置の設計圧力は,1)〜3) のいずれかのうちの最も高い圧力以上とする。
ただし,次の4) 及び5) の要件を満たす自然循環式冷凍装置の設計圧力は,1) 以上の圧力とするこ
とができる。
1) 通常の運転状態中に予想されるその冷媒の最高使用圧力
2) 停止中に予想される最高温度によって生じるその冷媒の圧力
3) その冷媒の38 ℃の飽和蒸気圧力(非共沸混合冷媒の場合には,38 ℃の沸点の圧力)
4) その自然循環式冷凍装置の冷媒(二酸化炭素に限る。)を他の製造設備で冷凍するものでなければな
らない。
5) 設計圧力を超える状態に達したとき,自動的に,他の製造設備などの運転が開始されることによっ
て,又は安全弁が作動することによって,その自然循環式冷凍装置の圧力を設計圧力以下にし,そ
れを維持することができる構造のものでなければならない。
j)
表2及び表3に掲げる冷媒の種類以外の冷媒では,高圧部又は低圧部の区別に応じて,それぞれ次に
掲げる圧力とする。
1) 高圧部設計圧力 次のいずれかの中で,最も高い圧力以上の圧力とする。
1.1) 通常の運転状態中に予想されるその冷媒の最高使用圧力
1.2) 停止中に予想される最高温度によって生じるその冷媒の圧力
1.3) その冷媒の43 ℃の飽和蒸気圧力(非共沸混合冷媒の場合には,43 ℃の沸点の圧力)
2) 低圧部設計圧力 次のいずれかの中で,最も高い圧力以上の圧力とする。
2.1) 通常の運転状態中に予想されるその冷媒の最高使用圧力
2.2) 停止中に予想される最高温度によって生じるその冷媒の圧力
2.3) その冷媒の38 ℃の飽和蒸気圧力(非共沸混合冷媒の場合には,38 ℃の沸点の圧力)
4.3
設計温度
11
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
設計温度は,次の事項を考慮しなければならない。
a) 設計温度は,各運転状態において材料の板厚方向の平均温度以上(設計温度が0 ℃未満の場合は,平
均温度以下)の温度とする。
b) 冷媒設備の各部は,それぞれ異なった温度になるため,部分ごとに設計温度を定めることになるが,
高温部については発生器の燃焼温度など,低温部については発生温度とそのときの圧力など,実態を
適切に把握して定める。
c) 二つ以上の独立した圧力室(個別に耐圧試験及び気密試験ができる構造でなければならない。)をもつ
複合圧力容器で,それぞれ異なった圧力及び温度で使用されるものは,組合せの最も厳しい条件に耐
えるものとする。
4.4
冷凍能力
4.4.1
一般
冷凍能力は,冷凍装置の保安レベル(危険性)を評価するため,基準冷凍サイクルにおける冷媒の処理
量を基準とした値とする。次のそれぞれに該当するものについては,冷凍能力を合算し,その冷凍装置の
冷凍能力とする。
a) 冷媒ガスが配管によって共通となっている冷凍装置
b) 冷媒系統を異にする二つ以上の設備が社会通念的に一つの規格品と考えられる装置(機器製造業者の
製造事業所において,冷媒設備及び圧縮機用原動機を一つの架台上に一体に組み立てるもの又はこれ
と同種類のもの)内に組み込まれたもの
c) 二元以上の冷凍方式による冷凍装置
d) 電動機など圧縮機の動力設備を共通にしている冷凍装置
4.4.2
冷凍能力の算定基準
冷凍能力の算定基準は,遠心圧縮機を使用する冷凍装置では,その圧縮機の原動機の定格出力1.2 kW,
吸収冷凍装置では,発生器を加熱する入熱量27 800 kJ/hをもって1日の冷凍能力1トンとし,その他のも
のでは,次の式によって算定する。
C
V
R=
ここに,
R: 1日の冷凍能力の数値(トン)
V: 単段圧縮方式のものでは,圧縮機の標準回転速度における押
しのけ量(m3/h)
なお,多段圧縮方式又は多元冷凍方式によるものでは,次
の式によって求められる数値
VH+0.08VL
VH: 圧縮機の標準回転速度における最終段又は最終元の気
筒の押しのけ量(m3/h)
VL: 圧縮機の標準回転速度における最終段又は最終元の直
前の気筒の押しのけ量(m3/h)
C: 冷媒の種類に応じて,それぞれ表4に掲げる数値
12
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
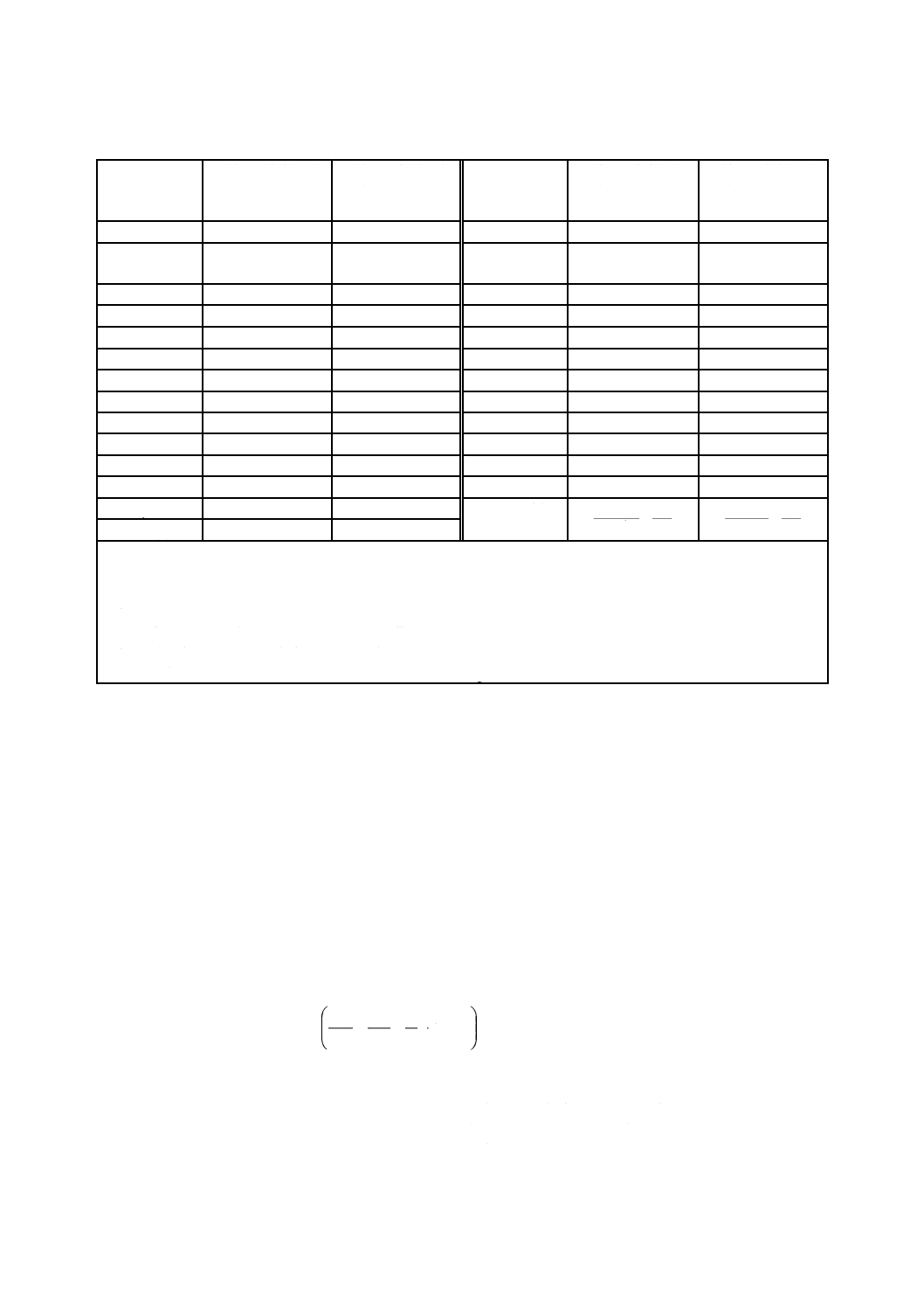
表4−冷媒の種類に応じた冷凍能力算定のためのC値
冷媒の種類
圧縮機の気筒1個
の体積5 000 cm3
以下のもの
圧縮機の気筒1個
の体積5 000 cm3
を超えるもの
冷媒の種類
圧縮機の気筒1個
の体積5 000 cm3
以下のもの
圧縮機の気筒1個
の体積5 000 cm3
を超えるもの
R114
46.4
43.5
R32
5.2
4.8
ノルマルブタ
ン
37.2
34.9
R134a
14.4
13.5
イソブタン
27.1
25.4
R404A
8.2
7.7
R12
13.9
13.1
R407A
9.3
8.7
R500
12.0
11.3
R407B
8.6
8.1
プロパン
9.6
9.0
R407C
9.8
9.2
R22
8.5
7.9
R407D
11.3
10.8
アンモニア
8.4
7.9
R407E
10.1
9.4
R502
8.4
7.9
R410A
5.7
5.3
R13B1
6.2
5.8
R410B
5.7
5.4
R13
4.4
4.2
R507A
8.0
7.5
エタン
3.1
2.9
二酸化炭素
1.8
1.7
R1234yf
14.7
13.8
その他の冷媒
(
)
B
A
A
75
.0
900
13
h
h
v
−
(
)
B
A
A
80
.0
900
13
h
h
v
−
R1234ze(E)
19.7
18.4
ここに,
vA: 単一冷媒又は共沸混合冷媒では,温度−15 ℃における乾き飽和蒸気の比体積。また,非共沸混合冷媒では,
温度−15 ℃の露点における蒸気の比体積(m3/kg)。
hA: 単一冷媒又は共沸混合冷媒では,温度−15 ℃における乾き飽和蒸気の比エンタルピー。また,非共沸混合
冷媒では,温度−15 ℃の露点における蒸気の比エンタルピー(kJ/kg)。
hB: 単一冷媒又は共沸混合冷媒では,温度25 ℃における飽和液の比エンタルピー。また,非共沸混合冷媒では,
温度25 ℃の沸点における液の比エンタルピー(kJ/kg)。
なお,次による。
a) 多元冷凍方式による冷凍装置では,最終元の冷媒をもって表4の冷媒とする。
b) 多段圧縮方式又は多元冷凍方式による冷凍装置では,最終段又は最終元の気筒をもって,表4の圧縮
機とみなす。
4.4.3
冷凍能力を算定する場合の特例
4.4.3.1
ヘリウムを冷媒とする冷凍装置
ヘリウムを冷媒とし,閉サイクルによって冷凍装置内を循環させて極低温冷凍サイクルを構成する冷凍
装置の冷凍能力は,圧縮機用原動機の定格出力1.2 kWをもって1日の冷凍能力1トンとする。
4.4.3.2
混合ガスを冷媒とする冷凍装置
2種類以上のガスを混合した冷媒ガスを使用した冷凍装置の冷凍能力は,次の式によって得られる値と
する。
…
…
+
+
+
=
C
C
B
B
A
A
C
X
C
X
C
X
V
R
ここに,
R: 1日の冷凍能力(トン)
V: 圧縮機の標準回転速度における押しのけ量(m3/h)
XA,XB,XC: 混合ガスの各成分の臨界温度が25 ℃以上のガスの
全ガス容積に対する混合比(容積比とする。)の数値
CA,CB,CC: 混合ガスの各成分ごとに定めた係数で,4.4.2による。
13
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4.3.3
自然循環式冷凍装置
圧縮機又は発生器を使用しないで配管によって接続された凝縮器及び蒸発器を使用し,冷媒の凝縮液化
及び蒸発のサイクルを繰り返す冷媒自然循環冷凍装置の冷凍能力は,次の式によって求める。
QA
R=
ここに,
R: 1日の冷凍能力(トン)
A: 一つの蒸発器又は蒸発器の冷媒に接する側の伝熱面積(m2)
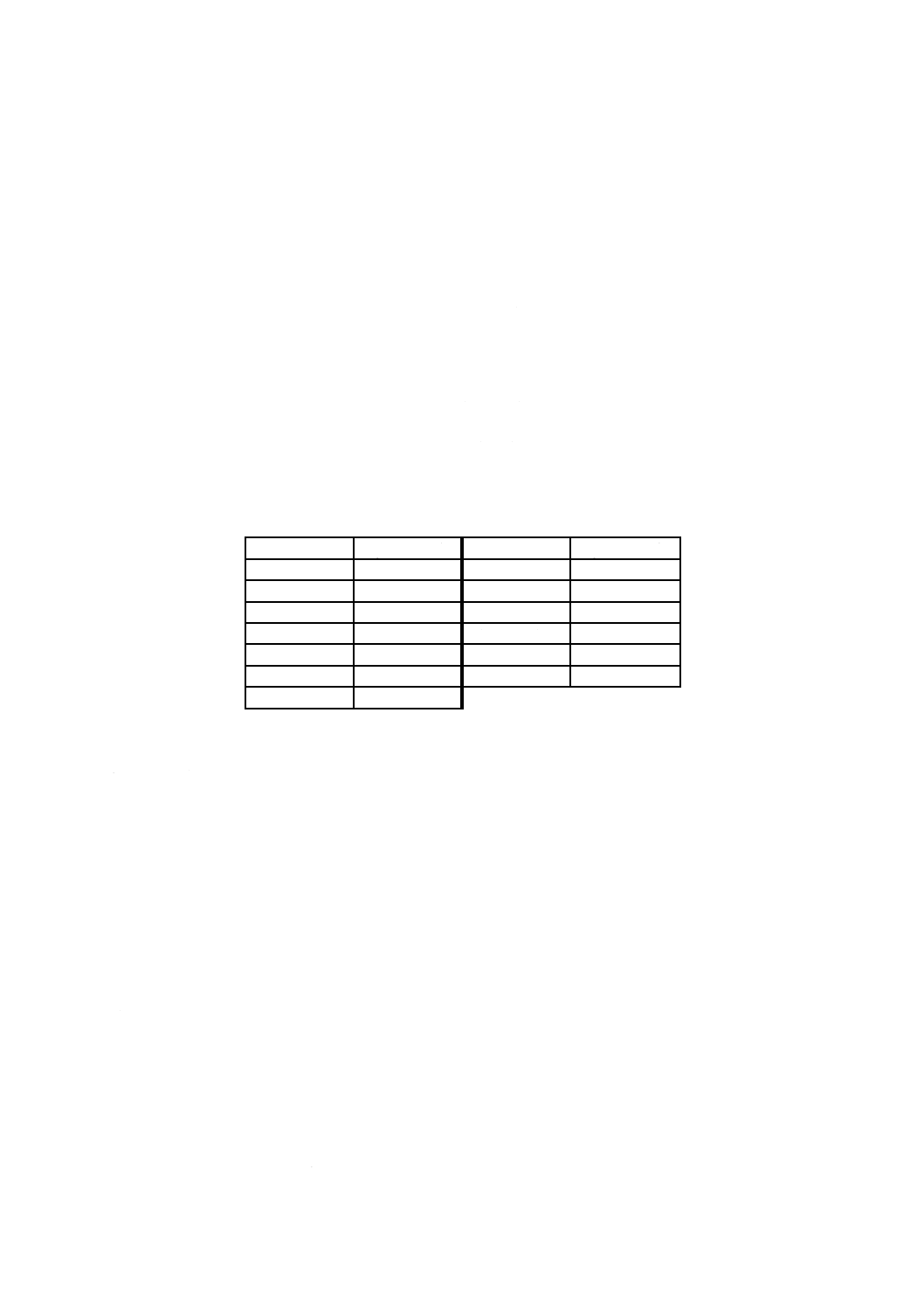
Q: 冷媒の種類に応じて,表5に掲げる数値とし,表5にないも
のは,次の式で算出する。
Q=860[(3.17+C1/2)1/3+(3.17−C1/2)1/3]3/3 320
C=0.025 16/{68.4PC1/3/(M1/6 TC5/6) (P/PC)0.19[1+2(P/PC)2+7(P/PC)8]}3+10.052
ここに,
M: 分子量(kg/kmol)
TC: 臨界温度(K)
PC: 臨界圧力(MPa)
P: 基準蒸発温度(−15 ℃)における冷媒の飽和圧力(MPa)
表5−自然循環式冷凍装置のQ値
冷媒の種類
Q トン/m2
冷媒の種類
Q トン/m2
R32
0.63
R124
0.24
R410A
0.57
R125
0.50
R404A
0.50
R11
0.10
R407C
0.49
アンモニア
0.64
R22
0.47
プロピレン
0.58
R134a
0.36
二酸化炭素
1.02
R12
0.34
5
材料
5.1
材料一般
圧力容器に使用する材料は,規格材料及び同等材料とし,次のa)〜c) による。
a) 規格材料 この規格で用いる規格材料は,表6〜表10によるほか,JIS B 8265:2010の表B.1及び表
B.3による。
b) 同等材料 a) の規格材料と対比したとき,次の項目のいずれかを満足するものは,規格材料と同等の
材料とみなすことができる。
1) 規格材料と化学成分及び機械的性質が同一であって,板厚の範囲が異なるもの。
2) 規格材料と化学成分及び機械的性質が同一であって,製造方法又は形状が異なるもの(例えば,鋼
帯と鋼板の違いをいう。)。
3) 規格材料と化学成分及び機械的性質,試験方法及び試料採取方法が極めて近似的なものであって,
規格材料と材料の性質が類似したもの。
c) 材料の寸法許容差 材料の寸法許容差は,次による。
1) 板の厚さは,実際の厚さが呼び厚さ又は設計厚さから0.25 mmを差し引いた厚さ以上でなければな
らない。
2) 管材の厚さは,実際の厚さが呼び厚さ又は設計厚さから管の日本工業規格に定める許容差を差し引
いた厚さ以上でなければならない。
14
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
圧力容器に用いる材料
圧力容器の耐圧部及び耐圧部に溶接で取り付けるジャケット,支持構造物,取付物などの材料は,次に
よる。
a) 鉄鋼材料の場合,表6〜表8及びJIS B 8265:2010の表B.1に示す規格材料は,5.1 b) の規定によって
同等材料とする。
b) 非鉄金属の場合,表9,表10及びJIS B 8265:2010の表B.3に示す規格材料は,5.1 b) の規定によって
同等材料とする。
5.3
材料の使用制限
材料の使用制限は,次による。
a) 冷媒及び吸収溶液並びに被冷却物に接する部分の材料は,冷媒などの種類に応じ,次に示すものを使
用してはならない。
1) アンモニア及びその溶液に対しては,銅及び銅合金。
2) フルオロカーボン系冷媒に対しては,2 %を超えるマグネシウムを含有したアルミニウム合金。
b) 常時水に触れる部分には,純度が99.7 %未満のアルミニウムを使用してはならない。ただし,適切な
耐食処理を施した場合は,この限りでない。
c) 規格材料は,表6〜表10によるほか,JIS B 8265:2010の表B.1及び表B.3に示してある許容引張応力
の規定範囲に対応する温度範囲を超えて使用してはならない。ただし,最低使用温度における使用圧
力が設計圧力の1/2.5以下の圧力となる場合には,表12に示す材料の種類と厚さの区分に応じて最低
許容温度まで使用することができる。これらの場合,当該材料の許容引張応力の値は,設計温度に対
応する値をとり,使用温度が0 ℃以下のときは0 ℃の値をとる。この場合,当該材料について,衝撃
試験はしなくてよい。
d) 炭素鋼又は低合金鋼で0.35 %以上の炭素を含有した鋼材は,耐圧部分及び脚で溶接接合を行う部分に
使用してはならない。
e) JIS G 3101:2010及びJIS G 3106:2008に規定された鋼材のうちSM400A,JIS G 3131:2011,JIS G
3141:2011及びJIS G 3457:2012に規定された鋼材は,次に掲げる圧力容器に使用してはならない。
1) 表1の毒性ガスの圧力容器。
2) 設計圧力が1.6 MPaを超える圧力容器。
3) 板厚が16 mmを超える圧力容器の胴,鏡板及び蓋板(管板を除く。)。
4) 設計圧力が1 MPaを超える表1の可燃性ガスの圧力容器で,胴の長手方向に溶接を行うもの及び溶
接によって鏡板にするもの。
f)
JIS G 3106:2008,JIS G 3131:2011及びJIS G 3141:2011に規定された鋼材は,設計圧力が3 MPaを超
える圧力容器に使用してはならない。
g) JIS G 3452:2010に規定された鋼材は,次に掲げる圧力容器に使用してはならない。
1) 表1の毒性ガスの圧力容器。
2) 設計圧力が1 MPaを超える圧力容器。
3) 設計温度が100 ℃を超える圧力容器。ただし,圧縮空気に関わるものでは200 ℃,設計圧力が0.2
MPa未満のガスに関わるものでは350 ℃を超えるものとすることができる。
h) JIS G 5501:1995,JIS G 5502:2007及びJIS G 5705:2000に規定された鋼材は,次に掲げる圧力容器に
使用してはならない。
1) 表1の毒性ガスの圧力容器。
15
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 設計圧力が0.2 MPa以上の表1の可燃性ガスの圧力容器。
3) 設計圧力が1.4 MPaを超える表1の可燃性ガス及び毒性ガスの圧力容器。
4) 設計温度が0 ℃未満の圧力容器又は250 ℃を超える圧力容器。ただし,当該圧力容器の最低使用温
度における使用圧力が設計圧力の1/2.5以下になる場合には,0 ℃未満を−50 ℃未満と読み替える
ことができる。
i)
附属書A及び附属書Bに規定するダクタイル鉄鋳造品及びマレアブル鉄鋳造品は,安全弁,止め弁に
使用できるが,次に掲げる圧力容器に使用してはならない。
1) 設計圧力が1.8 MPaを超える圧力容器。
2) 設計温度−5 ℃未満の圧力容器又は350 ℃を超える圧力容器。ただし,当該圧力容器の最低使用温
度における使用圧力が設計圧力の1/2.5以下になる場合には,−5 ℃未満を−55 ℃未満と読み替え
ることができる。
3) 強度の可燃性又は強度の毒性をもった冷媒又はその濃溶液を取り扱うもの。
例 ノルマルブタン,イソブタン,プロパン,エタン,エチレン,又はこれらに類するもの(アン
モニアは除く。)
j)
発生器で胴,鏡板,ドーム及びこれらに類する高温にさらされる耐圧部分を溶接加工するものは,JIS
G 3103:2012によるもの又はこれと同等以上の性質をもつ鋼材を使用する。ただし,最高設計温度が
350 ℃以下の発生器に対しては,次の材料を使用することができる。
1) 設計圧力が1.6 MPa以下の場合は,JIS G 3115:2010のうちSPV235,SPV315又はSPV355。この場
合,その材料の許容引張応力は,96.0 N/mm2とする。
2) 設計圧力が1.0 MPa以下の場合は,JIS G 3106:2008のうちSM400A,SM400B又はSM400C,JIS G
3101:2010のうちSS330又はSS400。この場合,その材料の許容引張応力は,それぞれ96.0 N/mm2
及び78.4 N/mm2とする。
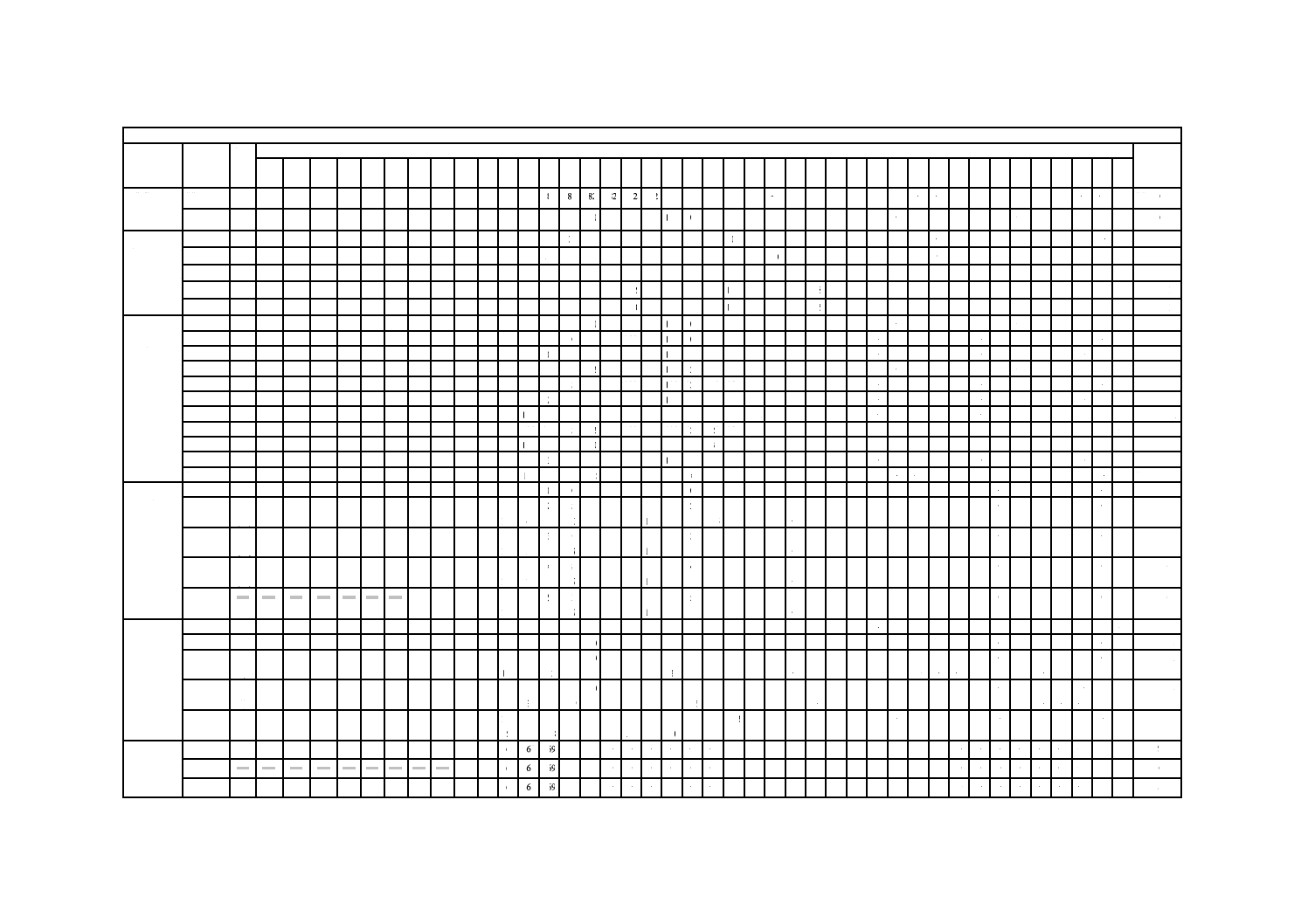
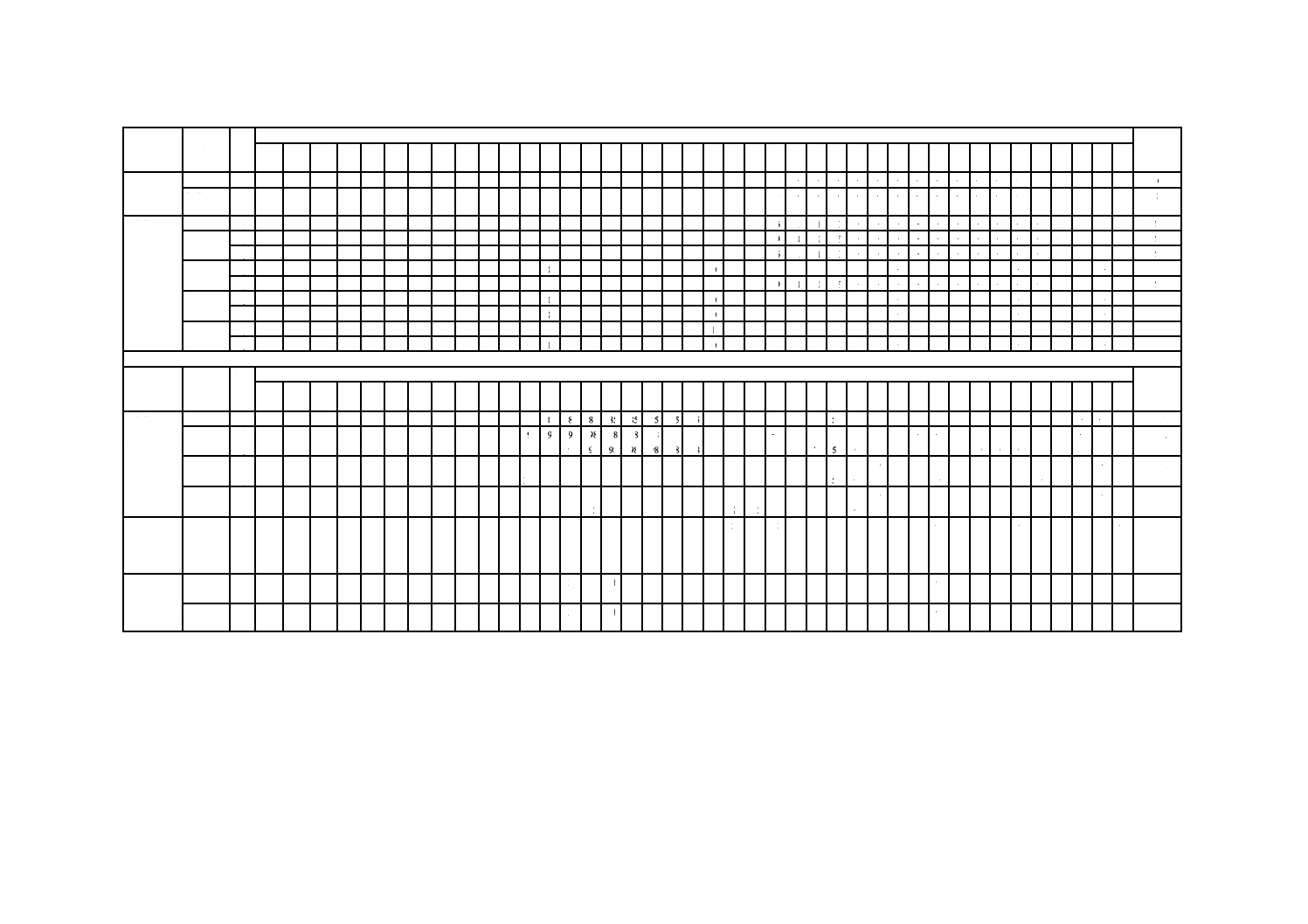
表6−炭素鋼及び低合金鋼の許容引張応力
[棒・板・帯]
規格名称
種類の
記号
製造
方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5
0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3101
一般構造用
圧延鋼材
SS330
−
−
−
−
−
−
−
−
−
− 82 82 82 82 82 82 82 82 82 82 82 82 82 82 − − − − − − − − − − − − − − − − − − SS330
SS400
−
−
−
−
−
−
−
−
−
− 100 100 100 100 100 100 100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − SS400
JIS G 3103
ボイラ及び
圧力容器用
炭素鋼及び
モリブデン
鋼鋼板
SB410
−
−
−
−
−
−
−
−
−
− 102 102 102 102 102 102 102 102 102 102 102 102 102 102 97 88 76 57 − − − − − − − − − − − − − − SB410
SB450
−
−
−
−
−
−
−
−
−
− 112 112 112 112 112 112 112 112 112 112 112 112 112 112 106 95 80 58 − − − − − − − − − − − − − − SB450
SB480
−
−
−
−
−
−
−
−
−
− 120 120 120 120 120 120 120 120 120 120 120 120 120 120 113 101 84 58 − − − − − − − − − − − − − − SB480
SB450M
−
−
−
−
−
−
−
−
−
− 112 112 112 112 112 112 112 112 112 112 112 112 112 112 112 112 108 101 89 76 44 33 − − − − − − − − − − SB450M
SB480M
−
−
−
−
−
−
−
−
−
− 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 115 106 91 76 44 33 − − − − − − − − − − SB480M
JIS G 3106
溶接構造用
圧延鋼材
SM400A
−
−
−
−
−
−
−
−
−
− 100 100 100 100 100 100 100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − SM400A
SM400B
−
−
−
−
−
−
−
−
− 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − SM400B
SM400C
−
−
−
−
−
−
−
− 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − SM400C
SM490A
−
−
−
−
−
−
−
−
−
− 122 122 122 122 122 122 122 122 122 122 122 122 122 122 − − − − − − − − − − − − − − − − − − SM490A
SM490B
−
−
−
−
−
−
−
−
− 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 − − − − − − − − − − − − − − − − − − SM490B
SM490C
−
−
−
−
−
−
−
− 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 − − − − − − − − − − − − − − − − − − SM490C
SM490YA
−
−
−
−
−
−
−
−
−
− 122 122 122 122 122 122 122 122 122 122 122 122 122 122 − − − − − − − − − − − − − − − − − − SM490YA
SM490YB −
−
−
−
−
−
−
−
− 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 − − − − − − − − − − − − − − − − − − SM490YB
SM520B
−
−
−
−
−
−
−
−
−
− 130 130 130 130 130 130 130 130 130 130 130 130 130 130 − − − − − − − − − − − − − − − − − − SM520B
SM520C
−
−
−
−
−
−
−
− 130 130 130 130 130 130 130 130 130 130 130 130 130 130 130 130 − − − − − − − − − − − − − − − − − − SM520C
SM570
−
−
−
−
−
−
−
− 142 142 142 142 142 142 142 142 142 142 142 142 142 142 142 142 − − − − − − − − − − − − − − − − − − SM570
JIS G 3115
圧力容器用
鋼板
SPV235
−
−
−
−
−
−
−
− 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − SPV235
SPV315
−
−
−
−
−
−
−
− 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 − − − − − − − − − − − − − − − − − − SPV315
1) 6)
−
−
−
−
−
−
− 142 142 142 142 142 132 130 127 127 126 126 126 126 126 126 126 − − − − − − − − − − − − − − − − − −
SPV355
−
−
−
−
−
−
−
− 130 130 130 130 130 130 130 130 130 130 130 130 130 130 130 130 − − − − − − − − − − − − − − − − − − SPV355
1) 6)
−
−
−
−
−
−
− 160 160 160 160 155 151 147 143 143 143 143 143 143 143 143 143 − − − − − − − − − − − − − − − − − −
SPV450
−
−
−
−
−
−
−
− 142 142 142 142 142 142 142 142 142 142 142 142 142 142 142 142 − − − − − − − − − − − − − − − − − − SPV450
1) 6)
−
−
−
−
−
−
− 182 182 182 182 177 173 169 163 163 163 163 163 163 163 163 163 − − − − − − − − − − − − − − − − − −
SPV490
−
−
−
−
−
−
−
− 152 152 152 152 152 152 152 152 152 152 152 152 152 152 152 152 − − − − − − − − − − − − − − − − − − SPV490
1) 6)
−
−
−
−
−
−
− 195 195 195 195 189 185 179 175 175 175 175 175 175 175 175 175 − − − − − − − − − − − − − − − − − −
JIS G 3126
低温圧力容
器用炭素鋼
鋼板
SLA235A
−
−
−
−
−
−
− 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − SLA235A
SLA235B
−
−
−
−
−
− 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − SLA235B
SLA325A
−
−
−
−
−
− 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 − − − − − − − − − − − − − − − − − − SLA325A
1)
−
−
−
−
− 140 140 140 140 140 140 136 133 129 126 126 126 126 126 126 126 126 126 − − − − − − − − − − − − − − − − − −
SLA325B
−
−
−
−
− 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 − − − − − − − − − − − − − − − − − − SLA325B
1)
−
−
−
− 140 140 140 140 140 140 140 136 133 129 126 126 126 126 126 126 126 126 126 − − − − − − − − − − − − − − − − − −
SLA360
−
−
−
−
− 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 − − − − − − − − − − − − − − − − − − SLA360
1)
156 156 156 156 156 156 156 151 148 144 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − −
JIS G 3131
熱間圧延軟
鋼板及び鋼
帯
SPHC
−
−
−
−
−
−
−
−
−
− 69 69 69 69 − − − − − − − − − − − − − − − − − − − − − − − − − − − − SPHC
SPHD
−
−
−
−
−
−
−
−
−
− 69 69 69 69 − − − − − − − − − − − − − − − − − − − − − − − − − − − − SPHD
SPHE
−
−
−
−
−
−
−
−
−
− 69 69 69 69 − − − − − − − − − − − − − − − − − − − − − − − − − − − − SPHE
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17
B 8240:2015
表6−炭素鋼及び低合金鋼の許容引張応力(続き)
規格名称
種類の
記号
製造
方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5
0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3141
冷間圧延鋼
板及び鋼帯
SPCD
−
−
−
−
−
−
−
−
69
69
69 69 69 69 69 69 − − − − − − − − − − − − − − − − − − − − − − − − − − SPCD
SPCE
−
−
−
−
−
−
−
−
69
69
69 69 69 69 69 69 − − − − − − − − − − − − − − − − − − − − − − − − − − SPCE
JIS G 4051
機械構造用
炭素鋼鋼材
S10C
2)
−
−
−
−
−
−
−
78
78
78 78 78 78 78 78 78 78 78 78 78 78 78 78 76 71 61 50 − − − − − − − − − − − − − − S10C
S12C
2)
−
−
−
−
−
−
−
92
92
92 92 92 92 92 92 92 92 92 92 92 92 92 92 89 80 70 56 − − − − − − − − − − − − − − S12C
S15C
2)
−
−
−
−
−
−
−
78
78
78 78 78 78 78 78 78 78 78 78 78 78 78 78 76 71 61 50 − − − − − − − − − − − − − − S15C
S17C
2)
−
−
−
−
−
−
− 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 95 86 75 57 − − − − − − − − − − − − − − S17C
S20C
2)
−
−
−
−
−
−
−
92
92
92 92 92 92 92 92 92 92 92 92 92 92 92 92 89 80 70 56 − − − − − − − − − − − − − − S20C
S22C
2)
−
−
−
−
−
−
− 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 98 94 79 57 − − − − − − − − − − − − − − S22C
S25C
2)
−
−
−
−
−
−
− 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 95 86 75 57 − − − − − − − − − − − − − − S25C
S28C
2)
−
−
−
−
−
−
− 118 118 118 118 118 118 118 118 118 118 118 118 118 118 118 118 110 99 82 58 − − − − − − − − − − − − − − S28C
S30C
2)
−
−
−
−
−
−
− 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 98 94 79 57 − − − − − − − − − − − − − − S30C
[鍛造品]
規格名称
種類の
記号
製造
方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5
0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3201
炭素鋼鍛鋼
品
SF340A
3)
−
−
−
−
−
−
−
−
85 85 85 85 85 85 85 85 85 85 85 85 85 85 85 79 75 64 51 − − − − − − − − − − − − − − SF340A
SF390A
−
−
−
−
−
−
−
−
−
98 98 98 98 98 98 98 98 98 98 98 98 98 98 98 − − − − − − − − − − − − − − − − − − SF390A
3)
−
−
−
−
−
−
− 98 98 98 98 98 98 98 98 98 98 98 98 98 98 98 98 93 84 73 56 − − − − − − − − − − − − − −
SF440A
−
−
−
−
−
−
−
−
−
110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 − − − − − − − − − − − − − − − − − − SF440A
3)
−
−
−
−
−
−
− 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 104 94 81 57 − − − − − − − − − − − − − −
SF490A
−
−
−
−
−
−
−
−
−
122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 − − − − − − − − − − − − − − − − − − SF490A
3)
−
−
−
−
−
−
− 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 122 115 102 84 58 − − − − − − − − − − − − − −
JIS G 3202
圧力容器用
炭素鋼鍛鋼
品
SFVC2B
−
−
−
−
−
−
−
−
−
− 122 122 122 122 122 122 122 122 122 122 122 122 122 121 113 101 84 67 − − − − − − − − − − − − − − SFVC2B
JIS G 3204
圧力容器用
調質型合金
鋼鍛鋼品
SFVQ1A
5)
−
−
−
−
−
− 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 132 − − − − − − − − − − − − − − − SFVQ1A
SFVQ2A
5)
−
−
−
−
−
− 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 132 58 − − − − − − − − − − − − − − SFVQ2A
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
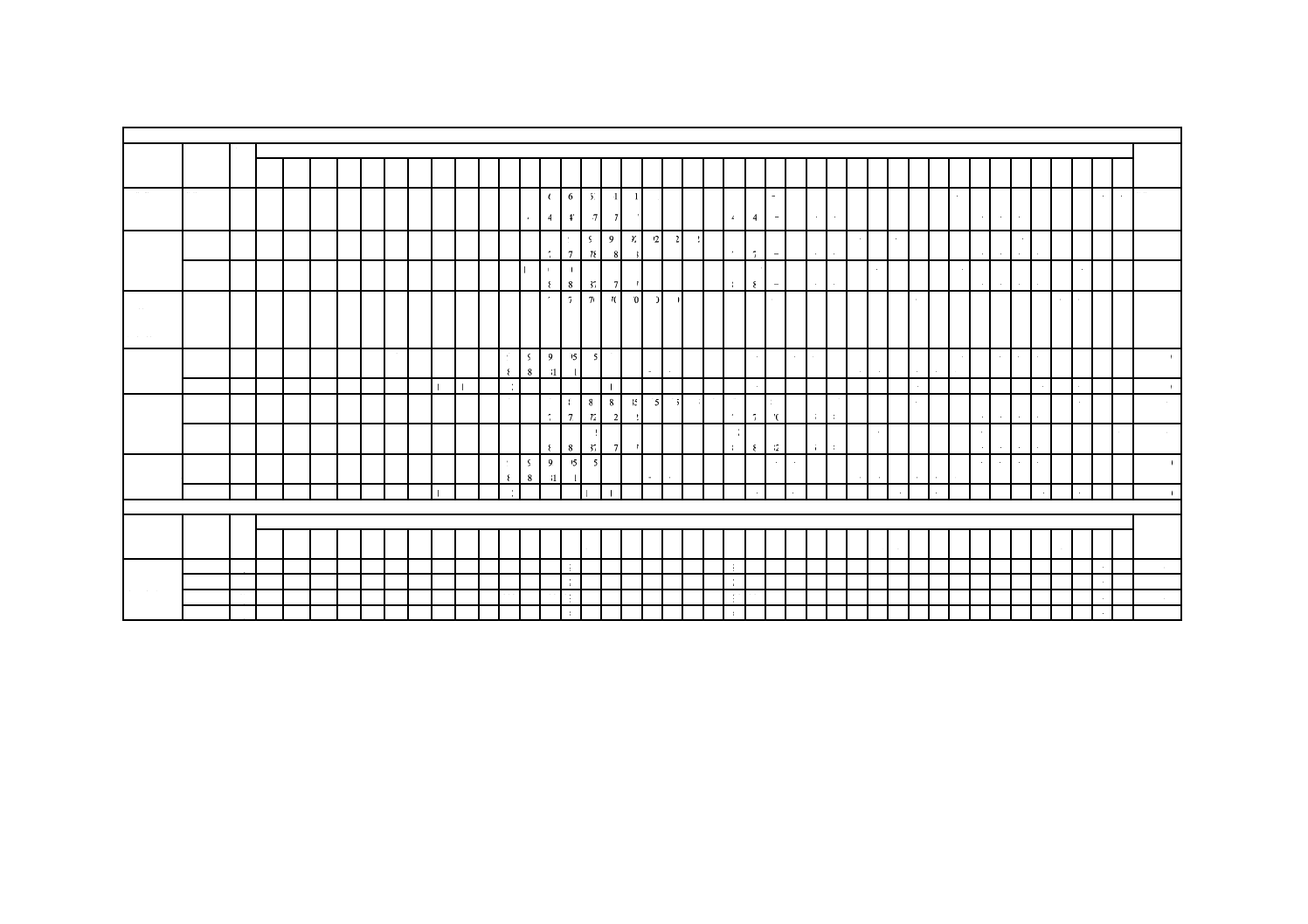
表6−炭素鋼及び低合金鋼の許容引張応力(続き)
[管]
規格名称
種類の
記号
製造
方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5
0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3452
配管用炭素
鋼鋼管
SGP
E
−
−
−
−
−
−
−
−
− 61 61 61 61 61 61 61 61 61 61 61 61 61 61 − − − − − − − − − − − − − − − − − − SGP
B
−
−
−
−
−
−
−
−
− 47 47 47 47 47 47 47 47 47 47 47 47 47 47 − − − − − − − − − − − − − − − − − −
JIS G 3454
圧力配管用
炭素鋼鋼管
STPG370
S
−
−
−
−
−
−
− 92 92 92 92 92 92 92 92 92 92 92 92 92 92 92 92 − − − − − − − − − − − − − − − − − − STPG370
E
−
−
−
−
−
−
− 78 78 78 78 78 78 78 78 78 78 78 78 78 78 78 78 − − − − − − − − − − − − − − − − − −
STPG410
S
−
−
−
−
−
−
− 102 102 102 102 102 102 102 102 102 102 102 102 102 102 102 102 − − − − − − − − − − − − − − − − − − STPG410
E
−
−
−
−
−
−
− 87 87 87 87 87 87 87 87 87 87 87 87 87 87 87 87 − − − − − − − − − − − − − − − − − −
JIS G 3457
配管用アー
ク溶接炭素
鋼鋼管
STPY400 A 4)
−
−
−
−
−
−
−
−
− 70 70 70 70 70 70 70 70 70 70 70 70 70 70 − − − − − − − − − − − − − − − − − − STPY400
JIS G 3460
低温配管用
鋼管
STPL380
S
−
−
−
−
−
95 95 95 95 95 95 95 95 95 95 95 95 − − − − − − − − − − − − − − − − − − − − − − − − STPL380
E
−
−
−
−
−
81 81 81 81 81 81 81 81 81 81 81 81 − − − − − − − − − − − − − − − − − − − − − − − −
STPL450
S
−
−
112 112 112 112 112 112 112 112 112 112 112 112 112 112 112 − − − − − − − − − − − − − − − − − − − − − − − − STPL450
JIS G 3461
ボイラ・熱交
換器用炭素
鋼鋼管
STB340
S
−
−
−
−
−
−
− 85 85 85 85 85 85 85 85 85 85 85 85 85 85 85 85 82 76 66 53 − − − − − − − − − − − − − − STB340
E
−
−
−
−
−
−
− 72 72 72 72 72 72 72 72 72 72 72 72 72 72 72 72 70 64 56 45 − − − − − − − − − − − − − −
STB410
S
−
−
−
−
−
−
− 102 102 102 102 102 102 102 102 102 102 102 102 102 102 102 102 97 88 76 57 − − − − − − − − − − − − − − STB410
E
−
−
−
−
−
−
− 87 87 87 87 87 87 87 87 87 87 87 87 87 87 87 87 82 75 64 48 − − − − − − − − − − − − − −
JIG G 3464
低温熱交換
器用鋼管
STBL380
S
−
−
−
−
−
95 95 95 95 95 95 95 95 95 95 95 95 − − − − − − − − − − − − − − − − − − − − − − − − STBL380
E
−
−
−
−
−
81 81 81 81 81 81 81 81 81 81 81 81 − − − − − − − − − − − − − − − − − − − − − − − −
STBL450
S
−
−
112 112 112 112 112 112 112 112 112 112 112 112 112 112 112 − − − − − − − − − − − − − − − − − − − − − − − − STBL450
[低合金鋼鋼材]
規格名称
種類の
記号
製造
方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5
0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 4053
機械構造用
合金鋼鋼材
SCr430
2)
−
−
−
−
−
− 195 195 195 195 195 195 195 195 195 195 195 195 195 195 195 195 195 195 195 − − − − − − − − − − − − − − − − SCr430
SCr435
2)
−
−
−
−
−
− 220 220 220 220 220 220 220 220 220 220 220 220 220 220 220 220 220 220 220 − − − − − − − − − − − − − − − − SCr435
SCr440
2)
−
−
−
−
−
− 232 232 232 232 232 232 232 232 232 232 232 232 232 232 232 232 232 232 232 − − − − − − − − − − − − − − − − SCr440
SCr445
2)
−
−
−
−
−
− 245 245 245 245 245 245 245 245 245 245 245 245 245 245 245 245 245 245 245 − − − − − − − − − − − − − − − − SCr445
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
19
B 8240:2015
表6−炭素鋼及び低合金鋼の許容引張応力(続き)
注記1 この表の製造方法等の欄において,Sは継目無鋼管,Eは電気抵抗溶接管,Bは鍛接管,Aはアーク溶接管を表すものとする。
注記2 この表において,各温度の中間における許容引張応力の値は,比例計算によって計算するものとする。
注記3 この表の製造方法等の欄において示した数字は,それぞれ次の意味を表すものとする。
1) 降伏点から得られる許容応力の値を示す。
2) この数値を用いる場合は,JIS G 0404によって検査を行い,次表に示す引張強さ,降伏点を確認する。また,同表における括弧内の数値は,鋼材経,対
辺距離又は主体部の厚さが100 mmを超え200 mm以下のものに適用する。
なお,JIS G 4051において,S10Cを除き,上段の値は鋼材径,対辺距離又は主体部の厚さが100 mm以下のものに,下段の値は鋼材径,対辺距離又
は主体部の厚さが100 mmを超え200 mm以下のものに適用する。
規格名称
種類の記号 引張強さ(N/mm2) 降伏点(N/mm2)
JIS G 4051
機械構造用炭素鋼鋼材
S10C
310
205
S12C,S15C
370 (310)
235
S17C,S20C
400 (370)
245
S22C,S25C
440 (400)
265
S28C,S30C
470 (440)
285
JIS G 4053
機械構造用合金鋼鋼材
SCr430
780
635
SCr435
880
735
SCr440
930
785
SCr445
980
835
3) この欄の値は,炭素含有量0.35 %以下のものに適用する。
4) この許容引張応力の値は,突合せ内外面自動サブマージアーク溶接によって製造されたもので,溶接継手の効率0.7を乗じて得られる値である。
5) この欄の0 ℃未満の値は機械的性質の衝撃試験において,試験温度を当該設備の設計温度以下で実施し,満足した場合に適用することができる。
6) この欄の値は,厚さが50 mm以下のものに適用する。
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−高合金鋼の許容引張応力
[棒・板・帯]
規格名称
種類の
記号
製造
方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5
0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 4303
ステンレス
鋼棒
SUS304
1) 2)
5)
−
128
128 128 128 128 128 128 128 128 128 117 109 102 94 90 85 82 79 77 76 75 74 73 72 71 70 69 68 66 64 60 55 46 37 30 25 20 16 13 10 SUS304
SUS304L
−
109
109
109 109 109 109 109 109 109 109 109 109 104 97 90 83 76 73 69 66 63 62 60 59 57 56 − − − − − − − − − − − − − − − SUS304L
SUS316
1) 2)
5)
−
128
128 128 128 128 128 128 128 128 128 117 110 105 100 97 94 91 88 85 83 81 79 77 76 75 74 72 71 69 67 66 64 58 47 37 29 21 16 12
9 SUS316
SUS316L
−
109
109
109 109 109 109 109 109 109 109 109 109 109 105 98 91 84 80 77 74 72 69 67 65 63 61 59 − − − − − − − − − − − − − − SUS316L
SUS430
−
−
−
−
−
−
− 112 112 112 112 112 108 108 105 103 102 100 98 96 95 93 92 91 89 86 83 78 74 65 53 39 28 21 16 12 − − − − − − SUS430
JIS G 4304
熱間圧延ス
テンレス鋼
板及び鋼帯
SUS304
1) 2)
5)
−
128
128 128 128 128 128 128 128 128 128 117 109 102 94 90 85 82 79 77 76 75 74 73 72 71 70 69 68 66 64 60 55 46 37 30 25 20 16 13 10 SUS304
1) 2)
3) 5)
−
128
128 128 128 128 128 128 128 128 128 119 114 111 107 105 103 102 101 100 99 99 98 98 97 96 95 94 93 89 82 71 57 46 37 30 25 20 16 13 10
SUS304L
−
109
109
109 109 109 109 109 109 109 109 109 109 104 97 90 83 76 73 69 66 63 62 60 59 57 56 − − − − − − − − − − − − − − − SUS304L
3)
109
109
109 109 109 109 109 109 109 109 109 109 109 109 109 107 104 101 98 95 91 88 85 82 79 76 − − − − − − − − − − − − − − −
SUS309S
1) 2)
−
128
128 128 128 128 128 128 128 128 128 121 116 113 109 106 103 101 98 96 93 91 89 87 86 84 82 80 78 74 65 54 42 33 25 21 17 13 10
8
6 SUS309S
1) 2)
3)
−
128
128 128 128 128 128 128 128 128 128 123 118 116 113 112 110 109 107 107 106 105 105 104 103 103 101 97 89 80 67 54 42 33 25 21 17 13 10
8
6
SUS316
1) 2)
5)
−
128
128 128 128 128 128 128 128 128 128 117 110 105 100 97 94 91 88 85 83 81 79 77 76 75 74 72 71 69 67 66 64 58 47 37 29 21 16 12
9 SUS316
1) 2)
3) 5)
−
128
128 128 128 128 128 128 128 128 128 124 119 117 115 113 112 111 110 110 110 110 110 110 109 107 106 103 101 98 94 88 78 63 47 37 29 21 16 12
9
SUS316L
−
109
109
109 109 109 109 109 109 109 109 109 109 109 105 98 91 84 80 77 74 72 69 67 65 63 61 59 − − − − − − − − − − − − − − SUS316L
3)
109
109
109 109 109 109 109 109 109 109 109 109 109 109 109 106 102 100 97 96 94 93 92 91 89 87 85 − − − − − − − − − − − − − −
SUS410
−
−
−
−
−
−
− 110 110 110 110 110 108 106 105 103 102 100 98 96 95 93 92 91 89 86 83 78 74 65 52 37 26 18 11
7
− − − − − − SUS410
SUS430
−
−
−
−
−
−
− 112 112 112 112 112 108 106 105 103 102 100 98 96 95 93 92 91 89 86 83 78 74 65 53 39 28 21 16 12 − − − − − − SUS430
[管]
規格名称
種類の
記号
製造
方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5
0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3459
配管用ステ
ンレス鋼鋼
管
SUS304TP
S 1)
2) 5)
−
128
128 128 128 128 128 128 128 128 128 117 109 102 94 90 85 82 79 77 76 75 74 73 72 71 70 69 68 66 64 60 55 46 37 30 25 20 16 13 10 SUS304TP
W 1)
2) 4)
5)
−
109
109 109 109 109 109 109 109 109 109 99 92 86 80 76 73 70 68 66 64 64 63 62 61 60 59 59 58 56 54 51 47 39 31 25 21 17 14 11 9
SUS304HTP
S
−
−
−
−
−
− 128 128 128 128 128 117 109 102 94 90 85 82 79 77 76 75 74 73 72 71 70 69 68 66 64 60 55 46 37 30 25 20 16 13 10 SUS304HTP
SUS304LTP
S
109
109
109 109 109 109 109 109 109 109 109 109 104 97 90 83 76 73 69 66 63 62 60 59 57 56 − − − − − − − − − − − − − − − SUS304LTP
W 4) 93
93
93 93 93 93 93 93 93 93 93 93 88 82 76 71 65 62 59 56 53 53 51 50 48 47 − − − − − − − − − − − − − − −
SUS316LTP
S
109
109
109 109 109 109 109 109 109 109 109 109 109 105 98 91 84 80 77 74 72 69 67 65 63 61 59 − − − − − − − − − − − − − − SUS316LTP
W 4) 93
93
93 93 93 93 93 93 93 93 93 93 93 89 83 77 72 69 66 63 61 59 57 55 53 52 50 − − − − − − − − − − − − − −
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21
B 8240:2015
表7−高合金鋼の許容引張応力(続き)
規格名称
種類の
記号
製造
方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5
0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3463
ボイラ・熱
交換器用ス
テンレス鋼
鋼管
SUS304TB
S 1)
2) 5)
−
128
128 128 128 128 128 128 128 128 128 117 109 102 94 90 85 82 79 77 76 75 74 73 72 71 70 69 68 66 64 60 55 46 37 30 25 20 16 13 10 SUS304TB
W 1)
2) 4)
5)
−
109
109 109 109 109 109 109 109 109 109 99 92 86 80 76 73 70 68 66 64 64 63 62 61 60 59 59 58 56 54 51 47 39 31 25 21 17 14 11
9
SUS304HTB
S
−
−
−
−
−
− 128 128 128 128 128 117 109 102 94 90 85 82 79 77 76 75 74 73 72 71 70 69 68 66 64 60 55 46 37 30 25 20 16 13 10 SUS304HTB
SUS304LTB
S
109
109
109 109 109 109 109 109 109 109 109 109 104 97 90 83 76 73 69 66 63 62 60 59 57 56 − − − − − − − − − − − − − − − SUS304LTB
W 4) 93
93
93 93 93 93 93 93 93 93 93 93 88 82 76 71 65 62 59 56 53 53 51 50 48 47 − − − − − − − − − − − − − − −
SUS316TB
S 1)
2) 5)
−
128
128 128 128 128 128 128 128 128 128 117 110 105 100 97 94 91 88 85 83 81 79 77 76 75 74 72 71 69 67 66 64 58 47 37 29 21 16 12
9 SUS316TB
W 1)
2) 4)
5)
−
109
109 109 109 109 109 109 109 109 109 99 93 89 85 83 80 77 76 73 71 70 68 66 64 64 63 61 60 59 57 56 54 49 40 31 25 18 14 10
8
SUS316HTB
S
−
−
−
−
−
− 128 128 128 128 128 117 110 105 100 97 94 91 88 85 83 81 79 77 76 75 74 72 71 69 67 66 64 58 47 37 29 21 16 12
9 SUS316HTB
SUS316LTB
S
109
109
109 109 109 109 109 109 109 109 109 109 109 105 98 91 84 80 77 74 72 69 67 65 63 61 59 − − − − − − − − − − − − − − SUS316LTB
W 4) 93
93
93 93 93 93 93 93 93 93 93 93 93 89 83 77 72 69 66 63 61 59 57 55 53 52 50 − − − − − − − − − − − − − −
SUS430TB
S
−
−
−
−
−
− 102 102 102 102 102 100 98 97 95 94 92 90 89 87 86 85 84 82 80 76 73 68 62 51 39 28 21 16 − − − − − − − SUS430TB
注記1 この表の製造方法等の欄において,Sは継目無鋼管,Wは自動アーク溶接管又は電気抵抗溶接管を表すものとする。
注記2 この表において,各温度の中間における許容引張応力の値は,比例計算によって計算するものとする。
注記3 この表の製造方法等の欄において示した数字は,それぞれ次の意味を表すものとする。
1) この欄の550 ℃以上の値は,炭素の含有率が0.04 %以上の材料に適用する。
2) この欄の525 ℃を超える値は,1 040 ℃以上の温度から急冷する固溶化処理を行った材料に適用する。
3) この欄の値は,変形がある程度許容できる場合に適用することができる。
4) この欄の350 ℃を超える値は,溶加材を用いない自動アーク溶接によって製造し,冷間加工後母材及び溶接部の完全な耐食性を得るための最適な固溶
化処理を行った材料に適用する。
5) −196 ℃を−253 ℃に読み替える。
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−鋳鋼品及び鋳鉄品の許容引張応力
[鋳鋼品]
規格名称
種類の
記号
製造
方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5
0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 5101
炭素鋼鋳鋼
品
SC360
2)
−
−
−
−
−
−
−
− 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 − − − − − − − − − − − − − − − − − − SC360
3) 4)
−
−
−
−
−
−
−
− 72 72 72 72 72 72 72 72 72 72 72 72 72 72 72 66 61 53 42 − − − − − − − − − − − − − −
SC410
2)
−
−
−
−
−
−
−
− 69 69 69 69 69 69 69 69 69 69 69 69 69 69 69 − − − − − − − − − − − − − − − − − − SC410
3) 4)
−
−
−
−
−
−
−
− 82 82 82 82 82 82 82 82 82 82 82 82 82 82 82 77 71 61 45 − − − − − − − − − − − − − −
SC450
2)
−
−
−
−
−
−
−
− 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 − − − − − − − − − − − − − − − − − − SC450
3) 4)
−
−
−
−
−
−
−
− 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 84 76 65 46 − − − − − − − − − − − − − −
SC480
2)
−
−
−
−
−
−
−
− 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 − − − − − − − − − − − − − − − − − − SC480
3) 4)
−
−
−
−
−
−
−
− 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 90 80 68 46 − − − − − − − − − − − − − −
JIS G 5102
溶接構造用
鋳鋼品
SCW410
2)
−
−
−
−
−
−
−
− 69 69 69 69 69 69 69 69 69 69 69 69 69 69 69 − − − − − − − − − − − − − − − − − − SCW410
4)
−
−
−
−
−
−
−
− 82 82 82 82 82 82 82 82 82 82 82 82 82 82 82 − − − − − − − − − − − − − − − − − −
SCW480
2)
−
−
−
−
−
−
−
− 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 − − − − − − − − − − − − − − − − − − SCW480
4)
−
−
−
−
−
−
−
− 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 − − − − − − − − − − − − − − − − − −
SCW550
2)
−
−
−
−
−
−
−
− 92 92 92 92 92 92 92 92 92 92 92 92 92 92 92 − − − − − − − − − − − − − − − − − − SCW550
4)
−
−
−
−
−
−
−
− 110 110 110 110 110 110 110 110 110 110 110 110 110 110 110 − − − − − − − − − − − − − − − − − −
SCW620
2)
−
−
−
−
−
−
−
− 104 104 104 104 104 104 104 104 104 104 104 104 104 104 104 − − − − − − − − − − − − − − − − − − SCW620
4)
−
−
−
−
−
−
−
− 124 124 124 124 124 124 124 124 124 124 124 124 124 124 124 − − − − − − − − − − − − − − − − − −
JIS G 5121
ステンレス
鋼鋳鋼品
SCS1
4) 6)
−
−
−
−
−
−
− 108 108 108 108 108 108 108 108 108 108 108 107 105 104 102 100 − − − − − − − − − − − − − − − − − − SCS1
4) 7)
−
−
−
−
−
−
− 124 124 124 124 120 118 116 114 112 110 108 107 105 104 102 100 100 96 92 − − − − − − − − − − − − − − −
SCS13
4) 5)
−
88
88
88
88
88
88 88 88 88 88 88 84 80 76 73 69 66 64 62 61 59 58 − − − − − − − − − − − − − − − − − − SCS13
SCS14
4) 5)
−
88
88
88
88
88
88 88 88 88 88 88 86 82 78 76 75 74 73 73 73 72 71 − − − − − − − − − − − − − − − − − − SCS14
SCS16
4) 5)
−
78
78
78
78
78
78 78 78 78 78 78 78 78 78 76 75 74 73 73 73 72 71 − − − − − − − − − − − − − − − − − − SCS16
SCS17
1) 4)
5)
−
96
96
96
96
96
96 96 96 96 96 91 88 86 84 83 81 80 78 76 75 73 72 70 69 67 66 65 62 58 52 43 33 26 21 17 14 10 8
6
5 SCS17
SCS18
1) 4)
5)
−
90
90
90
90
90
90 90 90 90 90 84 81 80 78 76 76 75 73 72 70 69 67 65 65 63 61 60 59 57 55 51 45 38 33 26 21 14 10
7
5 SCS18
SCS19
4) 5)
−
78
78
78
78
78
78 78 78 78 78 78 78 77 76 73 69 66 64 62 61 59 58 − − − − − − − − − − − − − − − − − − SCS19
SCS21
1) 4)
5)
−
96
96
96
96
96
96 96 96 96 96 90 86 84 81 80 79 76 76 74 72 70 69 68 66 66 65 63 62 61 60 58 54 41 27 21 16 12 10
7
6 SCS21
JIS G 5151
高温高圧用
鋳鋼品
SCPH1
4) 8)
−
−
−
−
−
−
− 82 82 82 82 82 82 82 82 82 82 82 82 82 82 82 81 77 71 60 45 − − − − − − − − − − − − − − SCPH1
SCPH2
4) 8)
−
−
−
−
−
−
− 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 90 80 67 46 − − − − − − − − − − − − − − SCPH2
SCPH11
4) 8)
−
−
−
−
−
−
− 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 86 80 72 − − − − − − − − − − − − − SCPH11
SCPH21
4) 8)
−
−
−
−
−
−
− 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 94 88 79 63 44 29 21 − − − − − − − − − SCPH21
SCPH32
4) 8)
−
−
−
−
−
−
− 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 94 88 79 67 51 38 27 15 15 9 − − − − − − SCPH32
SCPH61
4) 8)
−
−
−
−
−
−
− 124 124 124 124 124 124 124 124 124 124 124 124 124 124 124 124 124 112 105 84 62 47 36 27 21 15 10 6 − − − − − − SCPH61
JIS G 5152
低温高圧用
鋳鋼品
SCPL1
4) 8)
−
−
−
−
− 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 − − − − − − − − − − − − − − − − − − SCPL1
SCPL11
4) 8)
−
−
−
− 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 − − − − − − − − − − − − − − − − − − SCPL11
SCPL21
4) 8)
−
−
−
96 96 96 96 96 96 96 96 96 96 96 96 96 96 − − − − − − − − − − − − − − − − − − − − − − − − SCPL21
SCPL31
4) 8)
−
−
96 96 96 96 96 96 96 96 96 96 96 96 96 96 96 − − − − − − − − − − − − − − − − − − − − − − − − SCPL31
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
23
B 8240:2015
表8−鋳鋼品及び鋳鉄品の許容引張応力(続き)
[鋳鉄品]
規格名称
種類の
記号
製造
方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5
0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 5501
ねずみ鋳鉄
品
FC100
−
−
−
−
−
−
−
−
−
−
10 10 10 10 10 10 10 10 10 10 − − −
− − − − − − − − − − − − − − − − − − FC100
FC150
−
−
−
−
−
−
−
−
−
−
15 15 15 15 15 15 15 15 15 15 − − − − − − − − − − − − − − − − − − − − − − FC150
FC200
−
−
−
−
−
−
−
−
−
−
20 20 20 20 20 20 20 20 20 20 − − − − − − − − − − − − − − − − − − − − − − FC200
FC250
−
−
−
−
−
−
−
−
−
−
25 25 25 25 25 25 25 25 25 25 − − − − − − − − − − − − − − − − − − − − − − FC250
FC300
−
−
−
−
−
−
−
−
−
−
30 30 30 30 30 30 30 30 30 30 − − − − − − − − − − − − − − − − − − − − − − FC300
FC350
−
−
−
−
−
−
−
−
−
−
35 35 35 35 35 35 35 35 35 35 − − − − − − − − − − − − − − − − − − − − − − FC350
JIS G 5705
可鍛鋳鉄品
FCMP44-06
−
−
−
−
−
−
−
−
44
44
44 44 44 44 44 44 44 44 44 44 − − −
− − − − − − − − − − − − − − − − − − FCMP44-06
FCMP49-04
−
−
−
−
−
−
−
−
49
49
49 49 49 49 49 49 49 49 49 49 − − − − − − − − − − − − − − − − − − − − − − FCMP49-04
FCMP54-03
−
−
−
−
−
−
−
−
54
54
54 54 54 54 54 54 54 54 54 54 − − − − − − − − − − − − − − − − − − − − − − FCMP54-03
FCMP59-03
−
−
−
−
−
−
−
−
59
59
59 59 59 59 59 59 59 59 59 59 − − − − − − − − − − − − − − − − − − − − − − FCMP59-03
附属書A
ダクタイル
鉄鋳造品
FCD-S
−
−
−
−
−
−
−
−
66
66
66 66 66 66 66 66 66 66 66 66 66 66 66 66 − − − − − − − − − − − − − − − − − − FCD-S
附属書B
マレアブル
鉄鋳造品
FCMB-S35
−
−
−
−
−
−
−
−
54
54
54 54 54 54 54 54 54 54 54 54 54 54 54 54 − − − − − − − − − − − − − − − − − − FCMB-S35
FCMB-S37
−
−
−
−
−
−
−
−
58
58
58 58 58 58 58 58 58 58 58 58 58 58 58 58 − − − − − − − − − − − − − − − − − − FCMB-S37
注記1 この表において,各温度の中間における許容引張応力の値は,比例計算によって計算するものとする。
注記2 この表の製造方法等の欄において示した数字は,それぞれ次の意味を表すものとする。
1) この欄の550 ℃以上の値は,炭素の含有率が0.4 %以上の材料に適用する。
2) この欄の許容引張応力の値は,鋳造係数0.67を乗じて得られる値である。
3) この欄の値を用いる場合は,次の表の化学成分を満足しなければならない。ただし,Cの含有率が最高値より0.01 %減じるごとにMnの含有量を次表の
最高値より0.04 %増加させてもよいが,Mnの含有量は1.10 %を超えてはならない。また,不純物に含まれるNi,Cr,Cuはそれぞれ0.5 %以下に,そ
れらの和を1.0 %以下に限定する。
種類
成分
C
Si
Mn
P
S
SC360
0.25 %以下 0.60 %以下 0.70 %以下 0.04 %以下 0.04 %以下
SC410
SC450
0.35 %以下 0.60 %以下 0.70 %以下 0.04 %以下 0.04 %以下
SC480
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−鋳鋼品及び鋳鉄品の許容引張応力(続き)
4) この欄の許容引張応力の値は鋳造係数0.8を乗じて得られる値である。ただし,次の表の試験を行った場合には鋳造係数0.9又は1.0をとることができ
る。
試験
鋳造係数
注2による場合
0.9
注4による場合
0.9
注1及び注3による場合
0.9
注2及び注4による場合
1
注1 注5に従って製品を抜き取りJIS G 0581によって放射線透過試験を行い,同規格
に定める種類の欠陥に対してそれぞれ3級以上に合格しなければならない。
注2 製品全数をJIS G 0581によって放射線透過試験を行い,同規格に定める種類の欠
陥に対してそれぞれ3級以上に合格しなければならない。
注3 注5に従って製品を抜き取り10.8.4.5に準じて磁粉探傷試験を行うか又は10.8.4.6
に準じて浸透探傷試験を行い合格しなければならない。
注4 製品全数を10.8.4.5に準じて磁粉探傷試験を行うか又は10.8.4.6に準じて浸透探傷
試験を行い合格しなければならない。
注5 抜取検査は,新しい設計の木型ごとに最初に作った5個のうち,3個以上を,それ
以降の製造においては5個又はその端数ごとに1個を取り,欠陥の現れやすい部
分について検査を行う。
5) −30 ℃を超える低温で使用する場合は,次の衝撃試験を満足しなければならない。
a) 衝撃試験片及び衝撃試験方法
衝撃試験片はJIS Z 2242に規定するVノッチ試験片とし,衝撃試験方法は,JIS Z 2242による。
b) 衝撃試験片採取
衝撃試験片の採取はJIS G 5121の12.4.1に規定する供試材の採り方に基づく供試材より採取する。
c) 衝撃試験温度
衝撃試験は当該設備の設計温度以下で行わなければならない。
d) 合格基準
3個の試験片について衝撃試験を行い,それらの吸収エネルギー値は表40に示す最小吸収エネルギー値以上でなければならない。
6) この欄の値は,熱処理を熱処理条件の記号T1で行った材料に適用する。
7) この欄の値は,熱処理を熱処理条件の記号T2で行った材料に適用する。
8) −70 ℃を−80 ℃と読み替える。
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
25
B 8240:2015
表9−銅及び銅合金の許容引張応力
[展伸材]
規格名称
記号
質別
規定最小引張強さ
(N/mm2)
注
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196−125−80 −60 −45 −30 −10
0
40
75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3100
銅及び銅合
金の板並び
に条
C1100P
O 195 厚さ0.5 mm以上30 mm以下
−
46
46 46 46 46 46 46 46 46 46 40 38 35 34 27 21
−
−
−
−
−
−
−
−
−
−
−
− C1100P
C1100R
195 厚さ0.5 mm以上3 mm以下
−
46
46 46 46 46 46 46 46 46 46 40 38 35 34 27 21
−
−
−
−
−
−
−
−
−
−
−
− C1100R
C1201P
O 195 厚さ0.5 mm以上30 mm以下
−
46
46 46 46 46 46 46 46 46 46 40 38 35 34 27 21
−
−
−
−
−
−
−
−
−
−
−
− C1201P
C1201R
195 厚さ0.5 mm以上3 mm以下
−
46
46 46 46 46 46 46 46 46 46 40 38 35 34 27 21
−
−
−
−
−
−
−
−
−
−
−
− C1201R
C1220P
O 195 厚さ0.5 mm以上30 mm以下
−
46
46 46 46 46 46 46 46 46 46 40 38 35 34 27 21
−
−
−
−
−
−
−
−
−
−
−
− C1220P
C1220R
195 厚さ0.5 mm以上3 mm以下
−
46
46 46 46 46 46 46 46 46 46 40 38 35 34 27 21
−
−
−
−
−
−
−
−
−
−
−
− C1220R
C4621P
F
375 厚さ0.8 mm以上20 mm以下
−
−
86 86 86 86 86 86 86 86 86 86 86 86 86 43 18
−
−
−
−
−
−
−
−
−
−
−
− C4621P
345 厚さ20 mmを超え40 mm以下
−
−
86 86 86 86 86 86 86 86 86 86 86 86 86 43 18
−
−
−
−
−
−
−
−
−
−
−
−
315 厚さ40 mmを超え125 mm以下 −
−
79 79 79 79 79 79 79 79 79 79 79 79 79 43 18
−
−
−
−
−
−
−
−
−
−
−
−
C4640P
F
375 厚さ0.8 mm以上20 mm以下
−
−
86 86 86 86 86 86 86 86 86 86 86 86 86 43 18
−
−
−
−
−
−
−
−
−
−
−
− C4640P
345 厚さ20 mmを超え40 mm以下
−
−
86 86 86 86 86 86 86 86 86 86 86 86 86 43 18
−
−
−
−
−
−
−
−
−
−
−
−
315 厚さ40 mmを超え125 mm以下 −
−
79 79 79 79 79 79 79 79 79 79 79 79 79 43 18
−
−
−
−
−
−
−
−
−
−
−
−
C6140P
O 480 厚さ4 mm以上50 mm以下
−
−
120 120 120 120 120 120 120 120 120 120 120 120 120 120 118 114 110
−
−
−
−
−
−
−
−
−
− C6140P
450 厚さ50 mmを超え125 mm以下 −
−
113 113 113 113 113 113 113 113 113 113 113 113 113 113 110 106 101
−
−
−
−
−
−
−
−
−
−
C6161P
O 490 厚さ0.8 mm以上50 mm以下
−
−
121 121 121 121 121 121 121 121 121 121 121 121 121 121 121 117 114 110
−
−
−
−
−
−
−
−
− C6161P
450 厚さ50 mmを超え125 mm以下 −
−
112 112 112 112 112 112 112 112 112 112 112 112 112 112 112 109 105 101
−
−
−
−
−
−
−
−
−
C6280P
F
620 厚さ0.8 mm以上50 mm以下
−
−
138 138 138 138 138 138 138 138 138 135 134 127 119 110 101 93 84 76
67
58
50
43
−
−
−
−
− C6280P
590 厚さ50 mmを超え90 mm以下
−
−
138 138 138 138 138 138 138 138 138 135 134 127 119 110 101 93 84 76
67
58
50
43
−
−
−
−
−
550 厚さ90 mmを超え125 mm以下 −
−
138 138 138 138 138 138 138 138 138 135 134 127 119 110 101 93 84 76
67
58
50
43
−
−
−
−
−
C7060P
F
275 厚さ0.5 mm以上50 mm以下
−
−
69 69 69 69 69 69 69 69 69 67 66 64 62 60 59 56 55 48
41
−
−
−
−
−
−
−
− C7060P
C7150P
F
345 厚さ0.5 mm以上50 mm以下
−
−
86 86 86 86 86 86 86 86 86 77 73 72 72 72 72 72 72 72
72
72
72
72
72
72
−
−
− C7150P
JIS H 3250
銅及び銅合
金棒
C3601BD
O 295 径6 mm以上75 mm以下
−
−
74 74 74 74 74 74 74 74 74 74 69 68 68 37 18
−
−
−
−
−
−
−
−
−
−
−
− C3601BD
C3602BE
F
315 径6 mm以上75 mm以下
−
−
79 79 79 79 79 79 79 79 79 79 79 71 68 37 18
−
−
−
−
−
−
−
−
−
−
−
− C3602BE
C3602BD
C3602BD
C3603BD
O 315 径6 mm以上75 mm以下
−
−
79 79 79 79 79 79 79 79 79 79 79 71 68 37 18
−
−
−
−
−
−
−
−
−
−
−
− C3603BD
C3604BE
F
335 径6 mm以上75 mm以下
−
−
84 84 84 84 84 84 84 84 84 84 84 71 68 37 18
−
−
−
−
−
−
−
−
−
−
−
− C3604BE
C3604BD
C3604BD
C3712BE
F
315 径6 mm以上
−
−
79 79 79 79 79 79 79 79 79 79 79 73 73 42 33
−
−
−
−
−
−
−
−
−
−
−
− C3712BE
C3712BD
C3712BD
C3771BE
F
315 径6 mm以上
−
−
79 79 79 79 79 79 79 79 79 79 79 73 73 42 33
−
−
−
−
−
−
−
−
−
−
−
− C3771BE
C3771BD
C3771BD
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表9−銅及び銅合金の許容引張応力(続き)
規格名称
記号
質別
規定最小引張強さ
(N/mm2)
注
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269−196−125 −80 −60 −45 −30 −10
0
40
75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3300
銅及び銅合
金の継目無
管
C1020T
O 205 外径4 mm以上100 mm以下
−
41
41
41
41
41
41
41
41
41
41
35
33
33
32
27
21
−
−
−
−
−
−
−
−
−
−
−
− C1020T
C1020TS
肉厚0.3 mm以上30 mm以下
C1020TS
C1100T
O 205 外径5 mm以上250 mm以下
−
41
41
41
41
41
41
41
41
41
41
35
33
33
32
27
21
−
−
−
−
−
−
−
−
−
−
−
− C1100T
C1100TS
肉厚0.5 mm以上30 mm以下
C1100TS
C1201T
O 205 外径4 mm以上250 mm以下
−
41
41
41
41
41
41
41
41
41
41
35
33
33
32
27
21
−
−
−
−
−
−
−
−
−
−
−
− C1201T
C1201TS
肉厚0.3 mm以上30 mm以下
C1201TS
C1220T
O 205 外径4 mm以上250 mm以下
−
41
41
41
41
41
41
41
41
41
41
35
33
33
32
27
21
−
−
−
−
−
−
−
−
−
−
−
− C1220T
C1220TS
肉厚0.3 mm以上30 mm以下
C1220TS
C1565T
O 240 外径4 mm以上250 mm以下
−
47
47
47
47
47
47
47
47
47
47
45
44
43
42
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1565T
C1565TS
肉厚0.15 mm以上30 mm以下
C1565TS
C1862T
O 270 外径4 mm以上250 mm以下
−
68
68
68
68
68
68
68
68
68
68
68
65
63
61
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1862T
C1862TS
肉厚0.15 mm以上30 mm以下
C1862TS
C5010T
O 240 外径4 mm以上250 mm以下
−
47
47
47
47
47
47
47
47
47
47
42
41
39
39
−
−
−
−
−
−
−
−
−
−
−
−
−
− C5010T
C5010TS
肉厚0.15 mm以上30 mm以下
C5010TS
C1020T
OL 205 外径4 mm以上100 mm以下
−
41
41
41
41
41
41
41
41
41
41
35
33
33
32
27
21
−
−
−
−
−
−
−
−
−
−
−
− C1020T
C1020TS
肉厚0.3 mm以上30 mm以下
C1020TS
C1201T
OL 205 外径4 mm以上250 mm以下
−
41
41
41
41
41
41
41
41
41
41
35
33
33
32
27
21
−
−
−
−
−
−
−
−
−
−
−
− C1201T
C1201TS
肉厚0.3 mm以上30 mm以下
C1201TS
C1220T
OL 205 外径4 mm以上250 mm以下
−
41
41
41
41
41
41
41
41
41
41
35
33
33
32
27
21
−
−
−
−
−
−
−
−
−
−
−
− C1220T
C1220TS
肉厚0.3 mm以上25 mm以下
C1220TS
C1020T
1/2H 245 外径4 mm以上100 mm以下
1)
61
61
61
61
61
61
61
61
61
61
61
61
61
60
59
56
−
−
−
−
−
−
−
−
−
−
−
− C1020T
C1020TS
肉厚0.3 mm以上25 mm以下
C1020TS
C1100T
1/2H 245 外径5 mm以上250 mm以下
1)
61
61
61
61
61
61
61
61
61
61
61
61
61
60
59
56
−
−
−
−
−
−
−
−
−
−
−
− Cl100T
C1100TS
肉厚0.5 mm以上25 mm以下
C1100TS
C1201T
1/2H 245 外径4 mm以上250 mm以下
1)
61
61
61
61
61
61
61
61
61
61
61
61
61
60
59
56
−
−
−
−
−
−
−
−
−
−
−
− C1201T
C1201TS
肉厚0.3 mm以上25 mm以下
C1201TS
C1220T
1/2H 245 外径4 mm以上250 mm以下
1)
61
61
61
61
61
61
61
61
61
61
61
61
61
60
59
56
−
−
−
−
−
−
−
−
−
−
−
− C1220T
C1220TS
肉厚0.3 mm以上25 mm以下
C1220TS
C1565T
1/2H 270 外径4 mm以上250 mm以下
1)
68
68
68
68
68
68
68
68
68
68
68
67
65
63
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1565T
C1565TS
肉厚0.15 mm以上30 mm以下
C1565TS
C1862T
1/2H 305 外径4 mm以上250 mm以下
1)
76
76
76
76
76
76
76
76
76
76
76
76
75
74
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1862T
C1862TS
肉厚0.15 mm以上30 mm以下
C1862TS
C5010T
1/2H 270 外径4 mm以上250 mm以下
1)
68
68
68
68
68
68
68
68
68
68
68
68
68
67
−
−
−
−
−
−
−
−
−
−
−
−
−
− C5010T
C5010TS
肉厚0.15 mm以上30 mm以下
C5010TS
C1565T
3/4H 295 外径4 mm以上250 mm以下
1)
74
74
74
74
74
74
74
74
74
74
74
74
74
74
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1565T
C1565TS
肉厚0.15 mm以上30 mm以下
C1565TS
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
27
B 8240:2015
表9−銅及び銅合金の許容引張応力(続き)
規格名称
記号
質別
規定最小引張強さ
(N/mm2)
注
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269−196−125 −80 −60 −45 −30 −10
0
40
75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3300
銅及び銅合
金の継目無
管
C1862T
3/4H 325 外径4 mm以上250 mm以下
1)
81 81 81 81 81 81 81 81 81 81 81 81 81 81
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1862T
C1862TS
肉厚0.15 mm以上30 mm以下
C1862TS
C5010T
3/4H 295 外径4 mm以上250 mm以下
1)
74 74 74 74 74 74 74 74 74 74 74 74 74 74
−
−
−
−
−
−
−
−
−
−
−
−
−
− C5010T
C5010TS
肉厚0.15 mm以上30 mm以下
C5010TS
C1020T
H 315 外径25 mm以上100 mm以下
1)
79 79 79 79 79 79 79 79 79 79 79 79 79 76
71
29
−
−
−
−
−
−
−
−
−
−
−
− C1020T
C1020TS
肉厚0.3 mm以上6 mm以下
C1020TS
C1100T
H 265 外径5 mm以上100 mm以下
1)
64 64 64 64 64 64 64 64 64 64 64 59 57 55
34
17
−
−
−
−
−
−
−
−
−
−
−
− C1100T
C1100TS
肉厚0.5 mm以上10 mm以下
C1100TS
C1201T
H 315 外径25 mm以下
肉厚0.3 mm以上3 mm以下
外径25 mmを超え50 mm以下
肉厚0.9 mm以上4 mm以下
外径50 mmを超え100 mm以下
肉厚1.5 mm以上6 mm以下
1)
79 79 79 79 79 79 79 79 79 79 79 79 79 76
71
29
−
−
−
−
−
−
−
−
−
−
−
− C1201T
C1201TS
C1201TS
C1220T
H
1)
79 79 79 79 79 79 79 79 79 79 79 79 79 76
71
29
−
−
−
−
−
−
−
−
−
−
−
− C1220T
C1220TS
C1220TS
C1565T
H 400 外径51 mm以下
1)
100 100 100 100 100 100 100 100 100 100 100 100 100 98
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1565T
C1565TS
肉厚0.15 mm以上4 mm以下
C1565TS
C1565T
350 外径51 mmを超え100 mm以下 1)
88 88 88 88 88 88 88 88 88 88
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1565T
C1565TS
肉厚0.3 mm以上6 mm以下
C1565TS
C1862T
H 450 外径51 mm以下
1)
113 113 113 113 113 113 113 113 113 113 113 113 113 111
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1862T
C1862TS
肉厚0.15 mm以上4 mm以下
C1862TS
C1862T
400 外径51 mmを超え100 mm以下 1)
100 100 100 100 100 100 100 100 100 100
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1862T
C1862TS
肉厚0.3 mm以上6 mm以下
C1862TS
C5010T
H 400 外径51 mm以下
1)
100 100 100 100 100 100 100 100 100 100 100 100 100 100
−
−
−
−
−
−
−
−
−
−
−
−
−
− C5010T
C5010TS
肉厚0.15 mm以上4 mm以下
C5010TS
C5010T
350 外径51 mmを超え100 mm以下 1)
88 88 88 88 88 88 88 88 88 88
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C5010T
C5010TS
肉厚0.3 mm以上6 mm以下
C5010TS
C4430T
O 315 外径5 mm以上250 mm以下
−
−
69 69 69 69 69 69 69 69 69 69 69 69 69
68
25
14
−
−
−
−
−
−
−
−
−
−
− C4430T
C4430TS
肉厚0.8 mm以上10 mm以下
C4430TS
C6870T
O 375 外径5 mm以上250 mm以下
−
−
82 82 82 82 82 82 82 82 82 81 81 80 80
45
23
13
−
−
−
−
−
−
−
−
−
−
− C6870T
C6870TS
肉厚0.8 mm以上10 mm以下
C6870TS
C6871T
O 375 外径5 mm以上250 mm以下
−
−
82 82 82 82 82 82 82 82 82 81 81 80 80
45
23
13
−
−
−
−
−
−
−
−
−
−
− C6871T
C6871TS
肉厚0.8 mm以上10 mm以下
C6871TS
C6872T
O 375 外径5 mm以上250 mm以下
−
−
82 82 82 82 82 82 82 82 82 81 81 80 80
45
23
13
−
−
−
−
−
−
−
−
−
−
− C6872T
C6872TS
肉厚0.8 mm以上19 mm以下
C6872TS
C7060T
O 275 外径5 mm以上50 mm以下
−
−
69 69 69 69 69 69 69 69 69 67 66 64 62
60
59
56
55
48
41
−
−
−
−
−
−
−
− C7060T
C7060TS
肉厚0.8 mm以上5 mm以下
C7060TS
C7100T
O 315 外径5 mm以上50 mm以下
−
−
74 74 74 74 74 74 74 74 74 73 73 72 71
69
68
66
64
61
58
53
48
−
−
−
−
−
− C7100T
C7100TS
肉厚0.8 mm以上5 mm以下
C7100TS
C7150T
O 365 外径5 mm以上50 mm以下
−
−
82 82 82 82 82 82 82 82 82 79 77 76 75
73
71
70
68
67
66
66
65
−
−
−
−
−
− C7150T
C7150TS
肉厚0.8 mm以上5 mm以下
C7150TS
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表9−銅及び銅合金の許容引張応力(続き)
規格名称
記号
質別
規定最小引張強さ
(N/mm2)
注
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −125 −80 −60 −45 −30 −10
0
40
75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3320
銅及び銅
合金の溶
接管
C1220TW
O 205
−
−
35
35
35
35
35
35
35
35
35
30
28
28
27
24
18
−
−
−
−
−
−
−
−
−
−
−
− C1220TW
C1220TWS
外径4 mm以上76.2 mm以下
C1220TWS
C1220TW
OL
肉厚0.3 mm以上3.0 mm以下
C1220TW
C1220TWS
C1220TWS
C1220TW 1/2H 245 外径4 mm以上76.2 mm以下
1)
−
52
52
52
52
52
52
52
52
52
52
52
52
51
50
47
−
−
−
−
−
−
−
−
−
−
−
− C1220TW
C1220TWS
肉厚0.3 mm以上3.0 mm以下
C1220TWS
C1220TW
H 315 外径4 mm以上76.2 mm以下
1)
−
67
67
67
67
67
67
67
67
67
67
67
67
64
40
25
−
−
−
−
−
−
−
−
−
−
−
− C1220TW
C1220TWS
肉厚0.3 mm以上3.0 mm以下
C1220TWS
C2600TW
O 275
−
−
59
59
59
59
59
59
59
59
59
59
59
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C2600TW
C2600TWS
外径4 mm以上76.2 mm以下
C2600TWS
C2600TW
OL
肉厚0.3 mm以上3.0 mm以下
C2600TW
C2600TWS
C2600TWS
C2600TW 1/2H 375 外径4 mm以上76.2 mm以下
1)
−
79
79
79
79
79
79
79
79
79
79
79
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C2600TW
C2600TWS
肉厚0.3 mm以上3.0 mm以下
C2600TWS
C2600TW
H 450 外径4 mm以上76.2 mm以下
1)
−
96
96
96
96
96
96
96
96
96
96
96
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C2600TW
C2600TWS
肉厚0.3 mm以上3.0 mm以下
C2600TWS
C2680TW
O 295
−
−
63
63
63
63
63
63
63
63
63
63
63
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C2680TW
C2680TWS
外径4 mm以上76.2 mm以下
C2680TWS
C2680TW
OL
肉厚0.3 mm以上3.0 mm以下
C2680TW
C2680TWS
C2680TWS
C2680TW 1/2H 375 外径4 mm以上76.2 mm以下
1)
−
79
79
79
79
79
79
79
79
79
79
79
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C2680TW
C2680TWS
肉厚0.3 mm以上3.0 mm以下
C2680TWS
C2680TW
H 450 外径4 mm以上76.2 mm以下
1)
−
96
96
96
96
96
96
96
96
96
96
96
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C2680TW
C2680TWS
肉厚0.3 mm以上3.0 mm以下
C2680TWS
C4430TW
O 315 外径4 mm以上76.2 mm以下
−
−
59
59
59
59
59
59
59
59
59
59
59
59
59
57
21
12
−
−
−
−
−
−
−
−
−
−
− C4430TW
C4430TWS
肉厚0.3 mm以上3.0 mm以下
C4430TWS
C7060TW
O 275 外径4 mm以上76.2 mm以下
−
−
59
59
59
59
59
59
59
59
59
57
56
55
52
51
50
48
43
39
29
−
−
−
−
−
−
−
− C7060TW
C7060TWS
肉厚0.3 mm以上3.0 mm以下
C7060TWS
C7150TW
O 365 外径4 mm以上76.2 mm以下
−
−
70
70
70
70
70
70
70
70
69
66
64
64
64
62
61
59
59
57
57
−
−
−
−
−
−
−
− C7150TW
C7150TWS
肉厚0.3 mm以上3.0 mm以下
C7150TWS
JIS H 5120
銅及び銅
合金鋳物
CAC403
245
−
−
49
49
49
49
49
49
49
49
49
49
47
47
45
44
44
34
−
−
−
−
−
−
−
−
−
−
− CAC403
2)
(62) (62) (62) (62) (62) (62) (62) (62) (62) (62) (59) (59) (57) (55) (55) (43)
CAC406
195
−
−
39
39
39
39
39
39
39
39
39
39
39
39
34
31
26
26
−
−
−
−
−
−
−
−
−
−
− CAC406
2)
(49) (49) (49) (49) (49) (49) (49) (49) (49) (49) (49) (47) (43) (39) (33)
CAC407
215
−
−
49
49
49
49
49
49
49
49
49
49
47
47
45
44
44
34
−
−
−
−
−
−
−
−
−
−
− CAC407
2)
(54) (54) (54) (54) (54) (54) (54) (54) (54) (54) (54) (54)
注記1 この表において,各温度の中間における許容引張応力の値は,比例計算によって計算するものとする。
注記2 この表の注の欄において示した数字は,次の意味を表すものとする。
1) 溶接継手の許容引張応力の値及び継手引張試験における最小引張強さは,質別Oの値を用いる。
2) 圧縮機,発生器及び容器以外の冷媒設備に用いる青銅鋳物の許容引張応力については,括弧内の値をとることができる。
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
29
B 8240:2015
表10−アルミニウム及びアルミニウム合金の許容引張応力
[展伸材]
規格名称
記号
質別
規定最小
引張強さ
(N/mm2) 注
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −125 −80 −60 −45 −30 −10
0
40
75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4000
アルミニウム及び
アルミニウム合金
の板及び条
A1050P
O
60
−
13
13
13
13
13
13
13
13
13
13
13
12
11
10
8
6
−
−
−
−
−
−
−
−
−
−
−
− A1050P
H12,H22
80
−
20
20
20
20
20
20
20
20
20
20
19
18
16
15
13
9
−
−
−
−
−
−
−
−
−
−
−
−
H14,H24
95
−
24
24
24
24
24
24
24
24
24
24
24
22
21
18
13
9
−
−
−
−
−
−
−
−
−
−
−
−
A1070P
O
55
−
10
10
10
10
10
10
10
10
10
10
10
9
8
7
6
5
−
−
−
−
−
−
−
−
−
−
−
− A1070P
A1080P
H12,H22
70
−
18
18
18
18
18
18
18
18
18
18
18
16
15
13
12
8
−
−
−
−
−
−
−
−
−
−
−
− A1080P
H14,H24
85
−
21
21
21
21
21
21
21
21
21
21
21
21
21
18
13
9
−
−
−
−
−
−
−
−
−
−
−
−
A1100P
O
75
−
17
17
17
17
17
17
17
17
17
17
17
16
16
13
10
7
−
−
−
−
−
−
−
−
−
−
−
− A1100P
H12,H22
95
−
24
24
24
24
24
24
24
24
24
24
24
23
21
19
14
9
−
−
−
−
−
−
−
−
−
−
−
−
H14,H24
120
−
30
30
30
30
30
30
30
30
30
30
30
27
25
19
14
9
−
−
−
−
−
−
−
−
−
−
−
−
JIS H 4080
アルミニウム及び
アルミニウム合金
継目無管
A1050TE
H112
65
−
13
13
13
13
13
13
13
13
13
13
13
12
11
10
8
6
−
−
−
−
−
−
−
−
−
−
−
− A1050TE
A1050TES
A1050TES
A1050TD
O
60
−
13
13
13
13
13
13
13
13
13
13
13
12
11
10
8
6
−
−
−
−
−
−
−
−
−
−
−
− A1050TD
A1050TDS
H14
95
−
24
24
24
24
24
24
24
24
24
24
24
22
21
18
13
9
−
−
−
−
−
−
−
−
−
−
−
− A1050TDS
A1070TE
H112
55
−
10
10
10
10
10
10
10
10
10
10
10
9
8
7
6
5
−
−
−
−
−
−
−
−
−
−
−
− A1070TE
A1070TES
A1070TES
A1070TD
O
55
−
10
10
10
10
10
10
10
10
10
10
10
9
8
7
6
5
−
−
−
−
−
−
−
−
−
−
−
− A1070TD
A1070TDS
H14
85
−
21
21
21
21
21
21
21
21
21
21
21
21
21
18
13
9
−
−
−
−
−
−
−
−
−
−
−
− A1070TDS
A1100TE
H112
75
−
13
13
13
13
13
13
13
13
13
13
13
13
13
12
9
7
−
−
−
−
−
−
−
−
−
−
−
− A1100TE
A1100TES
A1100TES
A1100TD
O
75
−
13
13
13
13
13
13
13
13
13
13
13
13
13
12
9
7
−
−
−
−
−
−
−
−
−
−
−
− A1100TD
A1100TDS
A1100TDS
JIS H 5202
アルミニウム合金
鋳物
鋳物4種C
(質別)
AC4C-T6
220
(金型鋳物)
1)
−
44
44
44
44
44
44
44
44
44
44
42
36
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− 鋳物4種C
(質別)
液体化処理後
時効硬化処理
200
(砂型鋳物)
1)
−
40
40
40
40
40
40
40
40
40
40
39
33
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− 液体化処理後
時効硬化処理
(AC4C-T6W) 125
−
−
25
25
25
25
25
25
25
25
25
25
25
22
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
注記1 この表において,各温度の中間における許容引張応力の値は,比例計算によって計算するものとする。
注記2 この表の注の欄において示した数字は,それぞれ次の意味を表すものとする。
1) この許容引張応力の値は,溶接又は溶断したものには適用しない。溶接継手の許容引張応力の値及び継手引張試験における引張強さは,それぞれW
を付した質別又は記号の値を用いる。
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表11−ボルト材の許容引張応力
規格
名称
種類の
記号
質
別
製造方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5 0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G
3101
一般構
造用圧
延鋼材
SS400
≦16
−
−
−
−
−
−
−
− − 62 62 62 62 62 62 62 62 62 − − − − − − − − − − − − − − − − − − − − − − − SS400
>16
≦40
−
−
−
−
−
−
−
− − 59 59 59 59 59 59 59 59 59 − − − − − − − − − − − − − − − − − − − − − − −
>40
−
−
−
−
−
−
−
− − 54 54 54 54 54 54 54 54 54 − − − − − − − − − − − − − − − − − − − − − − −
SS490
≦16
−
−
−
−
−
−
−
− − 71 71 71 71 71 71 71 71 71 − − − − − − − − − − − − − − − − − − − − − − − SS490
>16
≦40
−
−
−
−
−
−
−
− − 69 69 69 69 69 69 69 69 69 − − − − − − − − − − − − − − − − − − − − − − −
>40
−
−
−
−
−
−
−
− − 64 64 64 64 64 64 64 64 64 − − − − − − − − − − − − − − − − − − − − − − −
SS540
≦16
−
−
−
−
−
−
−
− − 100 100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − − − − − − SS540
>40
−
−
−
−
−
−
−
− − 98 98 98 98 98 98 98 98 98 − − − − − − − − − − − − − − − − − − − − − − −
JIS G
4051
機械構
造用炭
素鋼鋼
材
S25C
N
1)
−
−
−
−
−
− 67 67 67 67 67 67 67 67 67 67 67 67 67 67 67 67 67 − − − − − − − − − − − − − − − − − − S25C
S35C
H
1)
−
−
−
−
−
− 98 98 98 98 98 98 98 98 98 98 98 98 98 98 98 98 98 − − − − − − − − − − − − − − − − − − S35C
S45C
H
1)
−
−
−
−
−
− 123 123 123 123 123 123 123 123 123 123 123 123 123 123 123 123 123 − − − − − − − − − − − − − − − − − − S45C
JIS G
4107
高温用
合金ボ
ルト材
SNB5
≦100
2)
−
−
−
−
−
− 137 137 137 137 137 137 137 137 137 137 137 137 137 137 137 137 137 137 137 119 105 78 58 44 33 25 19 13
9
− − − − − − SNB5
SNB7
≦63
2) 3) 4) 6)
−
−
172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 163 146 122 94 69 44 32 − − − − − − − − − − SNB7
>63
≦100
2) 3) 4) 6)
−
−
159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 158 142 139 116 92 69 44 32 − − − − − − − − − −
>100
2) 4) 6)
−
−
129 129 129 129 129 129 129 129 129 129 129 129 129 129 129 129 129 129 129 129 129 129 128 124 114 92 69 44 32 − − − − − − − − − −
SNB16
≦63
2) 5)
−
−
−
−
−
− 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 165 148 123 92 63 34 19 − − − − − − − − SNB16
>63
≦100
2) 5)
−
−
−
−
−
− 151 151 151 151 151 151 151 151 151 151 151 151 151 151 151 151 151 151 151 151 147 133 115 90 63 34 19 − − − − − − − −
>100
2) 5)
−
−
−
−
−
− 137 137 137 137 137 137 137 137 137 137 137 137 137 137 137 137 137 137 137 137 130 119 105 87 63 34 19 − − − − − − − −
JIS G
4108
特殊用
途合金
鋼ボル
ト用鋼
棒
SNB23-1
≦200
6)
−
−
227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 − − − − − − − − − − − − − − − − − − SNB23-1
SNB23-2
≦240
6)
−
−
214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 − − − − − − − − − − − − − − − − − − SNB23-2
SNB23-3
≦240
6)
−
−
200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 − − − − − − − − − − − − − − − − − − SNB23-3
SNB23-4
≦240
6)
−
−
186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 − − − − − − − − − − − − − − − − − − SNB23-4
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
31
B 8240:2015
表11−ボルト材の許容引張応力(続き)
規格
名称
種類の
記号
質
別
製造方法
等
各温度(℃)における許容引張応力(N/mm2)
記号
温度
−269 −196 −100 −80 −60 −45 −30 −10 −5 0
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G
4108
特殊用
途合金
鋼ボル
ト用鋼
棒
SNB23-5
≦150
6)
−
−
165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 − − − − − − − − − − − − − − − − − − SNB23-5
>150
≦240
6)
−
−
159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
SNB24-1
≦200
6)
−
−
227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 227 − − − − − − − − − − − − − − − − − − SNB24-1
SNB24-2
≦240
6)
−
−
214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 214 − − − − − − − − − − − − − − − − − − SNB24-2
SNB24-3
≦240
6)
−
−
200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 − − − − − − − − − − − − − − − − − − SNB24-3
SNB24-4
≦240
6)
−
−
186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 186 − − − − − − − − − − − − − − − − − − SNB24-4
SNB24-5
≦150
6)
−
−
165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 165 − − − − − − − − − − − − − − − − − − SNB24-5
>150
≦240
6)
−
−
159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
JIS G
4303
ステン
レス鋼
棒
SUS304
2) 3) 7)
103
103
103 103 103 103 103 103 103 103 103 95 90 86 82 79 75 73 71 68 66 64 61 59 67 56 53 52 50 49 48 46 43 38 30 23 18 14 10 8 6 SUS304
SUS316
2) 3) 7)
103
103
103 103 103 103 103 103 103 103 103 103 103 98 93 90 87 85 84 83 82 82 81 81 80 80 79 78 77 77 74 72 68 57 47 37 28 23 18 14 10 SUS316
SUS321
2) 3) 7)
103
103
103 103 103 103 103 103 103 103 103 103 103 98 93 90 87 85 84 83 82 82 81 81 80 80 79 78 77 77 74 72 68 52 34 25 20 15 12 9 8 SUS321
SUS347
2) 3) 7)
103
103
103 103 103 103 103 103 103 103 103 103 103 98 93 90 87 85 84 83 82 82 81 81 80 80 79 78 77 77 74 72 68 52 34 25 20 15 12 9 8 SUS347
JIS G
4901
耐食耐
熱超合
金棒
NCF600
2) 7)
60
60
60 60 60 60 60 60 60 60 60 57 56 55 54 54 53 53 53 52 52 51 51 50 50 49 48 48 47 47 41 29 20 17 14 − − − − − − NCF600
JIS H
3250
銅及び
銅合金
の棒
C1020BE F
−
18
18 18 18 18 18 18 18 18 18 15 14 13 13 13 13 − − − − − − − − − − − − − − − − − − − − − − − − C1020BE
C1100BE F
−
18
18 18 18 18 18 18 18 18 18 15 14 13 13 13 13 − − − − − − − − − − − − − − − − − − − − − − − − C1100BE
C1201BE F
−
18
18 18 18 18 18 18 18 18 18 15 14 13 13 13 13 − − − − − − − − − − − − − − − − − − − − − − − − C1201BE
C1020BD O
−
18
18 18 18 18 18 18 18 18 18 15 14 13 13 13 13 − − − − − − − − − − − − − − − − − − − − − − − − C1020BD
C1100BD O
−
18
18 18 18 18 18 18 18 18 18 15 14 13 13 13 13 − − − − − − − − − − − − − − − − − − − − − − − − C1100BD
C1201BD O
−
18
18 18 18 18 18 18 18 18 18 15 14 13 13 13 13 − − − − − − − − − − − − − − − − − − − − − − − − C1201BD
JIS H
4040
アルミ
ニウム
及びア
ルミニ
ウム合
金の棒
及び線
A2014BD T6
90
90
90 90 90 90 90 90 90 90 90 82 78 69 49 30 23 − − − − − − − − − − − − − − − − − − − − − − − − A2014BD
A2024BD T4
>3
≦12
78
78
78 78 78 78 78 78 78 78 78 74 72 67 54 43 34 − − − − − − − − − − − − − − − − − − − − − − − − A2024BD
A2024BD T4
>12
≦100
74
74
74 74 74 74 74 74 74 74 74 70 68 64 54 43 34 − − − − − − − − − − − − − − − − − − − − − − − − A2024BD
A6061BD T6
59
59
59 59 59 59 59 59 59 59 59 56 54 51 43 33 25 − − − − − − − − − − − − − − − − − − − − − − − − A6061BD
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表11−ボルト材の許容引張応力(続き)
注記1 この表の製造方法等の欄において示した数字は,それぞれ次の意味を表すものとする。
1) この数値を用いる場合は,JIS G 0404の鋼材の検査通則のA類によって検査を行い,所定の最小引張強さを確認した後に用いる。
2) この許容応力は,強度だけを考慮して決められているので,通常の使用には耐えるが,長時間にわたり増締めせずに漏えいしないようにするには,
フランジとボルトのたわみ性及びリラクゼーション特性から決める応力(この許容応力より小さい。)をとる必要がある。
3) 550 ℃以上の値は,炭素含有量0.04 %以上のもので,かつ1 040 ℃以上の温度から急冷する固溶化処理を行った材料に適用する。
4) 550 ℃を538 ℃に読み替える。
5) 600 ℃を593 ℃に読み替える。
6) −30 ℃を超える低温で使用する場合は,10.8.3.5の衝撃試験を行い合格しなければならない。
7) −196 ℃を超える低温で使用する場合は,10.8.3.5の衝撃試験を行い合格しなければならない。
注記2 この表の製造方法等の欄のN又はHは熱処理の符号でNは焼きならし,Hは焼入れ,焼戻しを示す。
注記3 この表の製造方法等の欄の不等号のついた数値は,種別寸法を示す。
注記4 ボルトの呼びがM30以上の場合は,JIS B 0205-2のメートル細目ねじのピッチ3 mm程度のものがよい。
1
4
B
8
2
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
33
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−耐圧部分に用いる材料の最低許容温度
材料の種類
呼び厚さ(mm)
最低許容温度(℃)
JIS G 3101 一般構造用圧延鋼材(SS)
13以下
−20
13を超え
26以下
−10
26を超え
50以下
− 5
JIS G 3106 溶接構造用圧延鋼材のうちA種(SM-A)
13以下
−40
13を超え
26以下
−30
26を超え
70以下
−20
70を超えるものa)
−10
JIS G 3106 溶接構造用圧延鋼材のうちB種(SM-B)
13以下
−50
13を超え
26以下
−45
26を超え
70以下
−35
70を超えるものa)
−30
JIS G 3106 溶接構造用圧延鋼材のうちC種(SM-C)
13以下
−55
JIS G 3115 圧力容器用鋼板のうちSPV235,SPV315
13を超え
26以下
−50
JIS G 3126 低温圧力容器用炭素鋼鋼板のうちSLA235A
26を超え
50以下
−40
50を超えるものa)
−30
JIS G 3126 低温圧力容器用炭素鋼鋼板のうちSLA235B
13以下
−75
13を超え
26以下
−70
26を超え
50以下
−65
50を超えるものa)
−60
JIS G 3126 低温圧力容器用炭素鋼鋼板のうちSLA325A
13以下
−75
13を超え
26以下
−70
26を超え
32以下
−65
32を超えるものa)
−60
JIS G 3126 低温圧力容器用炭素鋼鋼板のうちSLA325B及びSLA360
13以下
−90
13を超え
26以下
−85
26を超え
32以下
−80
32を超えるものa)
−75
JIS G 3131 熱間圧延軟鋼板及び鋼帯のうちSPHC,SPHD及びSPHE
13以下
−50
JIS G 3141 冷間圧延鋼板及び鋼帯のうちSPCD及びSPCE
3.2以下
−50
JIS G 3201 炭素鋼鍛鋼品
−
−60
JIS G 3452 配管用炭素鋼鋼管
−
−25
JIS G 3454 圧力配管用炭素鋼鋼管
−
−50
JIS G 3457 配管用アーク溶接炭素鋼鋼管
8以下
−25
JIS G 3460 低温配管用鋼管のうちSTPL380
−
−60
JIS G 3464 低温熱交換器用鋼管のうちSTBL380
−
−60
JIS G 4051 機械構造用炭素鋼鋼材
−
−60
JIS G 5101 炭素鋼鋳鋼品
−
−60
JIS G 5102 溶接構造用鋳鋼品
−
−60
JIS G 5152 低温高圧用鋳鋼品のうちSCPL1
−
−60
JIS G 5152 低温高圧用鋳鋼品のうちSCPL11
−
−80
JIS G 5501 ねずみ鋳鉄品
−
−50
JIS G 5502 球状黒鉛鋳鉄品
−
−50
JIS G 5705 可鍛鋳鉄品のうち黒心可鍛鋳鉄品及び白心可鍛鋳鉄品
−
−50
附属書A及び附属書Bに規定するダクタイル鉄鋳造品及びマレアブル
鉄鋳造品
−
−55
その他の鋳鉄品
−
−50
注a) この表に掲げる材料の種類で,規格に定める厚さを超えるものは,当該規格材料と同等の化学成分及び機械
的性質をもつものに限り,表の右欄の最低許容温度までの範囲内で使用することができる。
34
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
許容引張応力
5.4.1
一般
計算に用いる材料の許容引張応力は,表6〜表10又はJIS B 8265:2010の表B.1及び表B.3による。
なお,これらの表に示されていない材料についての許容引張応力などは,5.4.2〜5.4.6による。
注記 表7又はJIS B 8265:2010の表B.1の材料の種類の欄に掲げるオーステナイト系ステンレス鋼鋼
材に対して,二つの許容引張応力値が示されているものがある。多少変形が生じても問題のな
いところに大きい方の値を用いてよい。
これらの材料の許容引張応力値は,設計温度における降伏点[又は0.2 %耐力(σYRY)]の1/1.5
[溶接管に対しては (1/1.5)×0.85]の値を超えているが,90 %(溶接管に対しては76.5 %)以
下の値となっている。フランジ,その他ひずみが大きく影響するものは,大きい方の応力値を
用いてはならない。
設計温度における材料の許容引張応力は,圧力容器の各部の設計計算に用いる各種許容応力の許容限界
を定める基本となるものである。許容引張応力の値に基づく各種許容応力の値は,5.5〜5.8による。
5.4.2
クリープ領域に達しない設計温度における許容引張応力
5.4.2.1
鉄鋼材料(鋳造品,溶接管及び構造用品質のものを除く。)及び非鉄金属材料(溶接管を除く。)
a) 室温以上の設計温度における許容引張応力は,次の値のうちの最小の値以下とする。
1) 常温における規定最小引張強さの1/4の値
2) 設計温度における引張強さの1/4の値
3) 常温における規定最小降伏点(又は0.2 %耐力)の1/1.5の値
4) 設計温度における降伏点(又は0.2 %耐力)の1/1.5(又は0.9倍)の値
注記 設計温度における引張強さ又は設計温度における降伏点(又は0.2 %耐力)は,規格値又は
試験データに基づいて,次によって求めた値とする。
設計温度における引張強さ=1.1σTRT
設計温度における降伏点(又は0.2 %耐力)=σYRY
ここに,
σT: 常温における規定最小引張強さ
σY: 常温における規定最小降伏点(又は0.2 %耐力)
RT: 引張強さの温度によって変化する平均曲線を求め,その各温度におけ
る値の常温における値に対する比
RY: 降伏点(又は0.2 %耐力)の温度によって変化する平均曲線を求め,
その各温度における値の常温における値に対する比
b) 室温未満の設計温度における許容引張応力は,a) 1) 又はa) 3) の値のうちのいずれか小さい方の値以
下の値とする。
5.4.2.2
鉄鋼材料及び非鉄金属材料の溶接管
鉄鋼材料及び非鉄金属材料の溶接管の許容引張応力は,次による。
a) 室温以上の設計温度における許容引張応力は,次の値のうちの最小の値以下とする。
1) 常温における規定最小引張強さの0.85/4の値
2) 設計温度における引張強さの0.85/4の値
3) 常温における規定最小降伏点(又は0.2 %耐力)の0.85/1.5の値
4) 設計温度における降伏点(又は0.2 %耐力)の値の0.85/1.5(又は0.85×0.9倍)の値
注記 5.4.1の注記参照。
b) 室温未満の設計温度における許容引張応力は,a) 1) 又はa) 3) の値のうちのいずれか小さい方の値以
35
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
下の値とする。
5.4.2.3
鋳鋼品及び非鉄金属の鋳造品
鋳鋼品及び非鉄金属の鋳造品の設計温度における許容引張応力の値は,5.4.2.1によって求めた値に次に
規定する鋳造品質係数を乗じた値とする。
a) 材料規格の最小要求事項に従って試験した静置鋳造品に対する鋳造品質係数は0.8とする。遠心鋳造
品は,材料規格の最少要求事項に従って試験を行った上,熱処理後,表面を算術平均粗さ6.35 μm以
下に機械仕上げしなければならない。この場合の鋳造品質係数は0.85とする。
b) 炭素鋼,低合金鋼又は高合金鋼の鋳鋼品に対しては,a) の要求事項に加えて次の追加試験を行えば,
より高い鋳造品質係数をとることができる。
1) 製品全数(1個の場合を含む。)の欠陥の現れやすい部分をJIS G 0581:1999によって放射線透過試
験を行い,同規格に定める3種類の欠陥に対してそれぞれ3級以上に合格したものは,0.9とするこ
とができる。
注記1 欠陥の現れやすい部分とは,次の部分をいう。静置鋳造品では,断面が急激に変化する箇
所で,鋳造のための接合部,ライザー,ゲート又は注湯口の箇所である。遠心鋳造品では,
断面に何らかの急激な変化のある箇所と解釈し,各端末から少なくとも76 mmの間の周辺
及び76 mm幅の円周帯を1か所追加した箇所をいい,他の試験方法で最も厳しい指示模様
が検出される範囲を含むものとする。
2) 製品全数(1個の場合を含む。)の全表面をJIS Z 2320-1:2007によって磁粉探傷試験を行うか,又は
JIS Z 2343-1:2001によって蛍光浸透探傷試験又は染色浸透探傷試験を行い,次の判定基準に合格し
たものは,0.9とすることができる。
2.1) 円形状欠陥磁粉模様のある場合の欠陥の判定は,表13に示す欠陥磁粉模様の最大長径の基準に適
合するとき合格とする。
2.2) 線状欠陥磁粉模様のある場合の欠陥の判定は,表13に示す欠陥磁粉模様の最大長さの基準に適合
するとき合格とする。
2.3) 分散欠陥磁粉模様のある場合の欠陥の判定は,表13に示す欠陥磁粉模様の長さの合計の基準に適
合するとき合格とする。
表13−円形状欠陥磁粉模様及び線状欠陥磁粉模様の最大長さ又は長さの合計
単位 mm
探傷部の呼び厚さ
欠陥磁粉模様の最大長径,最大長さ又は長さ
の合計
20以下
4
20を超え 60以下
8
60を超えるもの
16
2.4) 浸透探傷試験の欠陥の判定は,磁粉探傷試験に準じる。ただし,割れ又はホットティアがある場
合は,不合格とする。
3) 新規設計又は変更設計の鋳型ごとに最初に作った5個のうち,3個以上を,それ以降の製作におい
ては5個又はその端数ごとに1個をとり,欠陥の現れやすい部分についてJIS G 0581:1999による放
射線透過試験を行い,更に,JIS Z 2320-1:2007による磁粉探傷試験又はJIS Z 2343-1:2001による浸
透探傷試験を行い,それぞれ1) 及び2) の規定による判定基準に合格したものは0.9とすることが
36
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
できる。
4) 製品全数(1個の場合を含む。)について1) 及び2) の規定による試験を行い,欠陥の判定に合格し
たものは1.0とすることができる。
c) 非鉄金属鋳造品,附属書A及び附属書Bに定めるダクタイル鉄鋳造品及びマレアブル鉄鋳造品に対し
ては,a) の最少要求事項に加えて,次の1)〜3) を全て,又は4) を満たす場合は0.9とすることがで
きる。
1) 各鋳造品は,全表面及び機械加工又はきり穴で露出した部分を磁粉探傷試験又は浸透探傷試験を行
い,b) 2) に規定する欠陥の判定に合格しなければならない。
2) 新設計又は変更設計の鋳型ごとに,最初に作った5個のうち3個以上を,それ以降の製作において
は5個又はその端数ごとに1個とり,欠陥の現れやすい部分の全てについて切断して,磁粉探傷試
験又は浸透探傷試験を行い,b) 2) の判定基準に合格するか,又は放射線透過試験を行い,b) 1) の
判定基準に合格しなければならない。
3) 2) で放射線透過試験を行ったもの以外の残りの鋳造品は,欠陥の現れやすい部分を全て磁粉探傷試
験又は浸透探傷試験を行い,b) 2) の判定基準に合格しなければならない。
4) 1個の鋳造品に対しては,欠陥の現れやすい部分を全て放射線透過試験を行い,b) 1) の判定基準に
合格しなければならない。
注記2 例えば,管板のドリル穴(穴の間隔は,鋳造品の厚さ以下とする。)のように欠陥の現れ
やすい部分を全て磁粉探傷試験又は浸透探傷試験できるように機械加工されているもの
は,c) 2) に規定の切断試験又は放射線透過試験の代わりにこの試験で代用してもよい。
5.4.2.4
ねずみ鋳鉄品及び可鍛鋳鉄品
ねずみ鋳鉄品及び可鍛鋳鉄品の許容引張応力は,次による。
a) 室温以上の設計温度における許容引張応力は,次の値のうちの小さい方の値以下とする。
1) 常温における規定最小引張強さの1/10の値
2) 設計温度における引張強さの1/10の値
注記 5.4.2.1 a) の注記参照。
b) 室温未満の設計温度における許容引張応力は,a) 1) の値とする。
c) ねずみ鋳鉄品及び可鍛鋳鉄品には,鋳鉄品質係数を適用しない。
5.4.2.5
ダクタイル鉄鋳造品及びマレアブル鉄鋳造品
ダクタイル鉄鋳造品及びマレアブル鉄鋳造品の許容引張応力の値は,次による。
a) 室温以上の設計温度における許容引張応力は,次の値のうちの最小の値以下とする。
1) 常温における規定最小引張強さの1/6.25の値
2) 設計温度における引張強さの1/6.25の値
3) 常温における規定最小降伏点(又は0.2 %耐力)の1/1.5の値
4) 設計温度における降伏点(又は0.2 %耐力)の1/1.5の値
注記 5.4.2.1 a) の注記参照。
b) 室温未満の設計温度における許容引張応力は,a) 1) 又はa) 3) の値のうちの小さい方の値以下とする。
5.4.2.6
球状黒鉛鋳鉄品
球状黒鉛鋳鉄品の1種及び2種の許容引張応力は,設計温度における引張強さの1/8の値以下とする。
5.4.3
クリープ領域の設計温度における許容引張応力
クリープ領域の設計温度における許容引張応力は,次の値のうちの最小の値以下とする。ただし,ねず
37
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
み鋳鉄品,可鍛鋳鉄品,ダクタイル鉄鋳造品,マレアブル鉄鋳造品及び構造用品質の材料には適用しない。
a) 設計温度において1 000時間に0.01 %のクリープひずみを生じる応力の平均値の100 %
b) 設計温度において100 000時間でのクリープ破断応力の平均値の67 %
c) 設計温度において100 000時間でのクリープ破断応力の最小値の80 %
5.4.4
ボルト材の許容引張応力
5.4.4.1
一般
表11のボルト材の種類の記号欄に掲げる規格材料又はこれらと同等の材料の許容引張応力を定めるた
めの基準は,次による。
ただし,炭素鋼鋼材及び低合金鋼鋼材を使用し,JIS B 1051:2000に適合するボルトの許容引張応力は,
温度−50 ℃以上,300 ℃以下(快削鋼の場合は,250 ℃以下)の範囲において,その日本工業規格に示さ
れた強度区分に応じて,それに対応する保証荷重応力の1/3をとることができる。
1) 常温における最小引張強さの1/5
2) 常温における最小降伏点(又は0.2 %耐力)の1/4
5.4.4.2
熱処理で強度を高めたボルト材
熱処理で強度を高めたボルト材のクリープ領域未満の設計温度における許容引張応力は,次による。
a) 室温以上の設計温度における許容引張応力は,次の値のうちの最小の値以下とする。
1) 常温における規定最小引張強さの1/5の値
2) 設計温度における引張強さの1/5の値
3) 常温における規定最小降伏点(又は0.2 %耐力)の1/4の値
4) 設計温度における降伏点(又は0.2 %耐力)の1/1.5の値
注記 5.4.2.1 a) の注記参照。
b) 室温未満の設計温度における許容引張応力は,a) 1) 又はa) 3) の値のうちの小さい方の値以下の値と
する。
5.4.4.3
焼なまししたボルト材
焼なまししたボルト材のクリープ領域未満の設計温度における許容引張応力は,次による。
a) 室温以上の設計温度における許容引張応力は,次の値のうちの最小の値以下とする。
1) 常温における規定最小引張強さの1/4の値
2) 設計温度における引張強さの1/4の値
3) 常温における規定最小降伏点(又は0.2 %耐力)の1/1.5の値
4) 設計温度における降伏点(又は0.2 %耐力)の1/1.5の値
注記 5.4.2.1 a) の注記参照。
b) 室温未満の設計温度における許容引張応力は,a) 1) 又はa) 3) の値のうちの小さい方の値以下の値と
する。
5.4.4.4
クリープ領域のボルト材
クリープ領域のボルト材の設計温度における許容引張応力は,熱処理,ひずみ硬化又は焼なましのいか
んにかかわらず,5.4.3の規定による。
5.4.5
クラッド鋼
クラッド鋼は,次による。c) の式によって,合せ材又は肉盛溶接部を強度に算入することができる。
a) 突合せ溶接継手は,母材の溶接部の上に耐食金属を肉盛して,相互に十分溶融したもの。
b) クラッド鋼は,次に掲げるJIS規格材料又はこれと同等以上の材料とする。
38
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) JIS G 3601:2012の1種
2) JIS G 3602:2012の1種
3) JIS G 3603:2012の1種
4) JIS G 3604:2012の1種
c) 合せ材又は肉盛溶接部を強度に算入する場合のクラッド鋼の許容引張応力は,次の式によって求める。
この場合,合せ材又は肉盛溶接部の許容引張応力が母材の許容引張応力より大きい場合には,クラッ
ド鋼の許容引張応力の値は,母材の許容引張応力の値を用いる。
c
b
c
c
b
b
t
t
t
t
+
+
=
σ
σ
σ
ここに,
σ: クラッド鋼の設計温度における許容引張応力(N/mm2)
σb: 母材の設計温度における許容引張応力(N/mm2)
σc: 合せ材又は肉盛溶接材の設計温度における許容引張応力
(N/mm2)で肉盛クラッドの場合の肉盛溶接材は,化学成分
の最も近い材料の値を用いる。
tb: 母材の呼び厚さ(mm)
tc: 合せ材の呼び厚さ又は肉盛溶接材の厚さから腐れ代を除い
た厚さ(mm)
5.4.6
ライニング
ライニングの厚さは,圧力容器の厚さの計算に算入してはならない。ただし,箇条8に規定する設計強
度の確認試験によって設計する場合,被試験品はライニング施工後の材料を用いてもよいものとし,厚さ
の補正は要しない。
5.5
許容曲げ応力
設計温度における材料の許容曲げ応力は,許容引張応力の値の1.5倍とする。ただし,別途定められて
いる規定4) がある場合はそれによる。
注4) 別途定められている規定とは,適用法規又はその他の規格に定める規定をいう。
5.6
許容せん断応力
設計温度における材料の許容せん断応力の値は,許容引張応力の値の0.8倍の値とする。
5.7
許容圧縮応力
設計温度における材料の許容圧縮応力の値は,許容引張応力又はJIS B 8265:2010の4.3.3で計算される
座屈応力のいずれか小さい方の値とする。
5.8
許容支圧応力
平均支圧応力に対する材料の設計温度における材料の許容支圧応力の値は,許容引張応力の値の1.6倍
の値とする。ただし,鋳鉄に対しては2倍の値とする。
6
圧力容器の構造
6.1
一般
圧力容器(箇条7に規定する吸収冷凍装置の発生器などで,燃焼ガスその他の高温ガス又は高温の蒸気
によって加熱される熱交換器以外の圧力容器を含む。)は,同時に作用する圧力と温度とを考慮した最も厳
しい組合せ条件に対して設計する。この場合,内圧又は外圧のほかに,必要に応じて,急激な圧力変動を
含む衝撃荷重,本体及び内容物の質量,取り付く附属物,防熱材,配管などの付加荷重,静水圧などの付
加圧力,風・地震荷重,振動,受台などによる応力,使用状態での熱の影響,外部から加えられる力など
39
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を考慮しなければならない。
6.2
腐れ代
腐れ代は,次による。
a) 腐れが予想される圧力容器の部分(管の部分を含む。以下,同じ。)に対しては,計算厚さに腐れ代を
加えなければならない(設計厚さ)。
b) 圧力容器の部分によって腐れの度合いが異なることが予想される場合には,その圧力容器の全ての部
分に同じ腐れ代をとらなくてもよい。
c) 腐れ代は,圧力容器又は管の別,使用材料の種類,耐食処理の種類及び程度並びに使用状態に応じて
定める値を表14及び表15に示す。
表14−圧力容器の腐れ代
単位 mm
材料の種類
腐れ代
鋳鉄
1.0
鋼
直接風雨にさらされない部分で,耐食処理
を施したもの
0.5
被冷却液又は加熱熱媒に触れる部分
1.0
その他の部分
1.0
銅・銅合金,アルミニウム・アルミニウム合金,
ステンレス鋼,チタン
0.2
表15−管の腐れ代
単位 mm
材料の種類
腐れ代
ねじを切
った鋼管
呼び径40A以上のもの
1.5
呼び径40A未満のもの
1.0
ねじのな
い管
又は薄板
で構成さ
れる熱交
換器
鋼管又は
鋼板
配管が直接風雨にさらされ
ないもので,耐食塗装を施し
たもの
0.5
その他のもの
1.0
アルミニウム又はアルミニウム合金
管,銅合金管,ステンレス鋼管又は外
径が15 mm以下の耐食材料によるクラ
ッド管
0.2
ひれによって補強されるものであっ
て,腐食のおそれのない管又は板
0.1
6.3
板の計算厚さの制限
圧力容器の耐圧部に実際に使用する板の成形後の厚さは,6.4以降の当該各項で求めた計算厚さに腐れ代
を加えた厚さ,又は次に定める最小厚さに腐れ代を加えた厚さのいずれか大きい値以上とする。
a) 炭素鋼鋼板又は低合金鋼鋼板を使用する部分の最小厚さは,2.5 mmとする。
b) 高合金鋼鋼板又は非鉄金属板を使用する部分の最小厚さは,1.5 mmとする。
なお,箇条8に規定する設計強度の確認方法によって設計強度が確認されたものについては,箇条8の
規定による。
40
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4
胴
6.4.1
内圧を受ける円筒胴の胴板の計算厚さ
内面に圧力を受ける円筒胴の胴板の計算厚さは,次の式による。
a) 内径を基準とする場合
P
PD
t
1.2
2
a
i
−
=
η
σ
b) 外径を基準とする場合
P
PD
t
8.0
2
a
o
+
η
σ
=
a) 及びb) において,
t: 胴板の計算厚さ(mm)
P: 設計圧力(MPa)
Di: 円筒胴の内径(mm)
Do: 円筒胴の外径(mm)
σa: 材料の許容引張応力(N/mm2)
η: 長手継手の溶接効率(表35に示す。)又はリガメ
ント効率(7.10による。)のいずれか小さい値。
ただし,胴に管を使った場合の管の許容引張応力
値で溶接継手の効率が算入されているものは,η
を1.00とする。
6.4.2
円筒胴の周継手
円筒胴の周継手の圧力に対する強さは,長手継手の50 %以上なければならない。ただし,両端の鏡板が
管又は長手ステーで支えられ,周継手に作用する長手方向の力が,管又は長手ステーがない場合の50 %以
下となる場合は,長手継手の強さの35 %以上あればよい。
6.4.3
外圧を受ける円筒胴の板の計算厚さ
外圧を受ける円筒胴の板の計算厚さは,JIS B 8265:2010の5.2.3 a) による。
6.4.4
外圧を受ける円筒胴又は円すい胴の強め輪
円筒胴又は円すい胴の強め輪は,JIS B 8265:2010の5.2.5 a) による。
6.4.5
横形容器の支持
横形容器を支持する場合には,胴のごく一部に荷重が集中することを避けるように支持しなければなら
ない。
6.4.6
内圧を受ける円すい胴
内圧を受ける円すい胴各部(円すい胴は,円すい部,大径端部,小径端部及び必要がある場合には,強
め輪によって構成される部分をいう。)の板の計算厚さは,JIS B 8265:2010の5.2.1 c) による。
6.4.7
外圧を受ける円すい胴
外圧を受ける円すい胴の板の計算厚さは,JIS B 8265:2010の5.2.3 c) による。
6.4.8
管
管の計算厚さは,次による。
a) 内圧を受ける管の計算厚さは,次の式による。
P
PD
t
0.8
2
a
o
+
=
η
σ
ここに,
t: 管の計算厚さ(mm)
Do: 管の外径(mm)
t,P,σa及びη: 6.4.1 a) 及びb) による。
41
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 外圧を受ける管の計算厚さは,6.4.3による。この場合,Lの寸法は,図1のL(mm)とする。
図1
ただし,アンモニア又は可燃性ガス以外のガスに用いられる外径26 mm以下の管であって,胴又は
管の内部に納められるもの(熱交換器の伝熱管など)については,次の1) 又は2) のいずれか小さい
方によることができる。
1) 6.4.3によって得られる計算厚さ。
2) 6.4.8 a) の規定を用いて得られる計算厚さの1.5倍以上の厚さを計算厚さとし,かつ,設計圧力の2
倍以上の圧力で,箇条8による方法によって設計強度の確認を実施したもの。
c) 管端にねじを切る場合のねじ部の最小厚さは,6.4.8 a) 又は6.4.8 b) による計算厚さに腐れ代及びねじ
山の高さを加えたものとする。
d) 管(非鉄金属を除く。)を曲げる場合,その最小曲げ半径Rは,管の外径の1.5倍以上とする。
e) 管を曲げ加工する場合の管の計算厚さは,次による。
1) 管の曲げ部分の中心線における曲げ半径が当該管の外径の4倍未満の場合,内圧を受ける曲げ加工
をする前の管の計算厚さは,次の式による。
R
D
P
PD
t
4
1
0.8
2
o
a
o
+
+
=
η
σ
ここに,
t: 曲げ加工をする前の管の計算厚さ(mm)
Do: 管の外径(mm)
R: 管の中心線で測った曲げ半径(mm)
P,η及びσaは,6.4.1 a) 及びb) による。
2) 管の曲げ部分の中心線における曲げ半径が当該管の外径の4倍未満の場合の外圧を受ける曲げ加工
をする前の管の計算厚さは,次の式による。
R
D
t
t
4
1
o
0+
=
ここに,
t: 曲げ加工をする前の管の計算厚さ(mm)
Do: 管の外径(mm)
R: 管の中心線で測った曲げ半径(mm)
t0: 6.4.8 b) によって求められる管の計算厚さ(mm)
3) 曲がり部分の中心線における曲げ半径が当該管の外径の4倍以上である場合の内圧を受ける管の曲
げ加工をする前の管の計算厚さは,6.4.8 a) による。
4) 曲がり部分の中心線における曲げ半径が当該管の外径の4倍以上である場合の外圧を受ける管の曲
げ加工をする前の管の計算厚さは,6.4.8 b) による。
6.4.9
管継手
管継手は,次による。
42
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) ねじ込み継手 圧力容器に係る管継手のうち,鋼管と継手との結合に用いるねじ込み継手のねじは,
JIS B 0203:1999に適合するもの又はこれと同等以上のものであり,かつ,そのねじ込む山数は,表16
の上欄に掲げる管の呼び径に応じ,それぞれ表16の中欄に掲げるところによる。
表16−鋼管用ねじ込み継手の山数及び最小ねじ込み長さ
管の呼び径 A
8
10
15
20
25
32
40
50
65
80
90
100
B
4
1
8
3
2
1
4
3
1
4
1
1
2
1
1
2
2
1
2
3
2
1
3
4
ねじ込み山数
6
6
6
6
6
6
6
8
8
10
10
12
ねじ込み長さ
(参考)(mm)
8
8
11
11
14
14
14
18
18
23
23
28
b) ろう付け継手 圧力容器に係る管継手のうち,管をろう付けする場合の最小はまり込み深さ及び配管
の外径と継手内径との差(隙間)は,表17による。
表17−ろう付け継手の最小はまり込み深さ及び隙間
単位 mm
管の外径(A)
最小はまり込み深さ(B)
隙間(C−A)
5以上
8未満
6
0.05〜0.35
8以上 12未満
7
12以上 16未満
8
0.05〜0.45
16以上 25未満
10
25以上 35未満
12
0.05〜0.55
35以上 45未満
14
45以上 55未満
16
0.05〜0.65
55以上 65未満
19
65以上 80未満
22
0.05〜0.75
80以上 105未満
26
105以上 140未満
33
0.05〜0.85
ただし,一般の配管継手以外のろう付けで最小はまり込み深さが表17によらない場合は,JIS Z
3192:1999によって確認したろう材と母材の組合せを使用し,JIS Z 3621:1992によってろう付けする
場合に限り,次の式による。
(
)
η
τ
σ
A
t
A
t
B
s
s
−
=
ここに,
B: 継手の最小はまり込み深さ(mm)
ts: 弱い方の材料の最小厚さ(mm)
43
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A: 管の外径(mm)
σ: 弱い方の材料の引張強さ(N/mm2)
τ: ろう材のせん断強さ(N/mm2)
η: ろう付け継手の効率で,0.5とする。
c) 溶接用鋼製管継手 溶接用鋼製管継手の形状及び最小曲率半径並びに使用の区分は,JIS B 2311:2009
又はJIS B 2312:2009による。
6.5
鏡板,管板及び蓋板
6.5.1
鏡板の厚さの制限
鏡板の実際厚さは,全半球形のものを除き,その鏡板が取り付く胴板の継目無胴板としての計算厚さ以
上とする。
6.5.2
鏡板の形の制限
鏡板は,その形に応じ,それぞれ次の条件を満足しなければならない。
a) 皿形鏡板(図2参照)の形は,図2による。
r≧3t r≧0.06Do R≦1.5Do
ここに,
r: 鏡板のすみの丸みの内半径(mm)
t: 鏡板の計算厚さ(mm)
Do: 鏡板のフランジ部の外径(mm)
R: 皿形鏡板の中央部の内面の半径(mm)
図2−皿形†
b) 半だ円体形鏡板(図3参照)の形は図3による。
3
2≦
h
D
ここに,
D: 鏡板の内面で測っただ円の長径(mm)
h: 鏡板の内面で測っただ円の短径の1/2(mm)
図3−半だ円体形†
44
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 円すい体形鏡板(大径端部に丸みを設けない場合)の形の制限は,JIS B 8265:2010のE.2.4 b) 1) によ
る。
d) 平鏡板(図5参照)は胴との取付方法によって,図5のa)〜c) に示すすみの丸みの半径r,及びフラ
ンジ部の長さYをもたなければならない。
e) フランジ部の長さ(図2及び図3のl)は,次による。
1) 鏡板は胴との取付方法によって,図40に示されたフランジ部の長さをもたなければならない。
2) 鏡板の実際の厚さが突合せ溶接する胴の実際の厚さより厚い場合は,図38に示す勾配をとるのに十
分な長さをもたなければならない。ただし,鏡板の実際の厚さが突合せ溶接する胴の実際の厚さ以
下の場合は,フランジ部を付ける必要はない。
f)
皿形鏡板,半だ円体形鏡板又は全半球形鏡板に平たん部を設ける場合,その平たん部の直径は,6.5.8.1
a) の式で鏡板の計算厚さとC=0.25を用いて逆算したdの値を超えてはならない。
6.5.3
中低面に圧力を受ける鏡板の計算厚さ
球面の一部をなす中低面に圧力を受け,ステーを設けない鏡板の計算厚さは,次による。
a) 皿形鏡板又は全半球形鏡板で補強を要する穴がないものは,次の式で求める。
P
PRW
t
0.2
2
a−
=
η
σ
ここに,
t: 鏡板の計算厚さ(mm)
P: 設計圧力(MPa)
R: 皿形鏡板の中央部又は全半球形鏡板の内面の半径(mm)
W: 皿形の形状による係数で,次の式による。
r
R
W
+
=
3
4
1
r: 皿形鏡板のすみの丸みの内半径(mm)
σa: 材料の許容引張応力(N/mm2)
η: 表35による鏡板に継手(胴に取り付ける継手を除く。)があ
る場合の溶接効率。継手がない場合は1.00とする。
b) 皿形鏡板又は全半球形鏡板で,補強を要する穴があるものは,次による。
1) 強め材によって穴を補強する鏡板の計算厚さは,6.5.3 a) による。
2) 最大寸法150 mmを超える穴があって,それを折込みフランジによって補強する鏡板の計算厚さは,
6.5.3 a) によって算定した計算厚さに,15 %(その値が3 mm未満のときは3 mm)以上を加えた厚
さとする。この場合,鏡板の中央部の内面の半径が胴の内径の80 %より小さいときは,鏡板の中央
部の内面の半径を胴の内径の80 %とみなす。
c) 半だ円体形鏡板で,補強を要する穴がないか,強め材で補強するものは,次の式で求める。
P
PDK
t
0.2
2
a−
=
η
σ
ここに,
t: 鏡板の計算厚さ(mm)
D: 鏡板の内面で測った円の長径(mm)
K: 半だ円体の形状による係数で,次の式による。
2
2
2
6
1
h
D
K
+
=
h: 鏡板の内面で測っただ円の短径の1/2(mm)
P,σa及びη:6.5.3 a) による。
45
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.5.4
内面に圧力を受ける円すい体形鏡板の計算厚さ
円すい体形鏡板の計算厚さは,JIS B 8265:2010の5.2.2 f) による。
6.5.5
中低面に圧力を受けるフランジ付皿形蓋板の計算厚さ
中低面に圧力を受ける皿形蓋板で,締付ボルトで取り付けるフランジをもつものの計算厚さは,次によ
る。
a) 図4 a) に示す蓋板は,次による。
1) 鏡板の部分は,6.5.3による。
2) フランジの部分は,6.9及びJIS B 8265:2010のL.5による。
b) 図4 b),c) 又はd) に示す蓋板は,次による。
1) 鏡板の部分
η
σa
2.1
PR
t=
ここに,
t: 蓋板の計算厚さ(mm)
P: 設計圧力(MPa)
R: 蓋板中央部の内面の半径(mm)
σa: 材料の許容引張応力(N/mm2)
η: 表35による蓋板に継手がある場合の溶接効率。ただし,継手
のない場合は1.0とする。
2) フランジの部分
図4 b) のものは,6.9.3 b) による。
図4 c) のものは,6.9.3 c) による。
図4 d) のものは,6.9.3 d) による。
ただし,図4 c) のものについては,フランジ部の実際厚さは,鏡板部の計算厚さ以上とする。
46
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a)
b)
c)
d)
図4−フランジ付皿形蓋板†
6.5.6
中高面に圧力を受ける鏡板の計算厚さ
中高面に圧力を受け,球面の一部をなし,ステーを設けない鏡板の計算厚さは,次による。ここで,a) 及
びb) の計算厚さのうち,いずれか大きい方の値とする。
a) その鏡板が中低面に圧力を受けるものとみなして6.5.3によって得られた計算厚さ(鏡板に継手がない
場合は,継手効率を1.00として算定する。)の1.67倍とする。
b) 次の式によって算定した計算厚さ。
B
PR
t=
ここに,
t: 鏡板の計算厚さ(mm)
P: 設計圧力(MPa)
B: JIS B 8265:2010のE.4.3においてDo=2Rとして求める係数
R: 鏡板の曲げ半径(mm)で,皿形鏡板ではその中央部の外半径,
全半球形鏡板ではその球体の外半径とする。半だ円形鏡板で
は,外面で測った長径のK倍とし,Kは表18による。
47
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表18†
D/(2h) a)
1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.4
2.6
2.8
3.0
K a)
0.50
0.57
0.65
0.73
0.81
0.90
0.99
1.08
1.18
1.27
1.36
注a) Dは半だ円体形鏡板の内面で測った長径(mm),hはその内面で測った短径の1/2(mm)。
表示の中間の値は,補間によって求める。
6.5.7
外圧を受ける円すい体形鏡板の計算厚さ
外面に圧力を受ける円すい体形鏡板の計算厚さは,JIS B 8265:2010の5.2.4 d) による。
6.5.8
ステーによって支えられない平鏡板(平蓋板,平底板など)の計算厚さ
6.5.8.1
平鏡板の計算厚さ
ステーによって支えられない平鏡板の形状は図5に,また,その計算厚さは,次による[図5 l) 及び
m) を除く。]。
a) 円形平鏡板
a
σ
CP
d
t=
b) 円形以外の平鏡板
a
σ
ZCP
d
t=
ここに,
t: 平鏡板の計算厚さ(mm)
P: 設計圧力にその部分における液頭圧を加えた圧力(MPa)
σa: 設計温度における材料の許容引張応力(N/mm2)
d: 平鏡板の計算に用いる直径又は最小スパン(mm)(図5参
照)
C: 平鏡板の取付方法によって定める定数で図5による。
Z: 円形以外の平鏡板の修正係数で,次による。
D
d
Z
2.4
3.4−
=
(最大2.5)
D: 円形以外の平鏡板においてdに直角に測った最大ス
パン(mm)
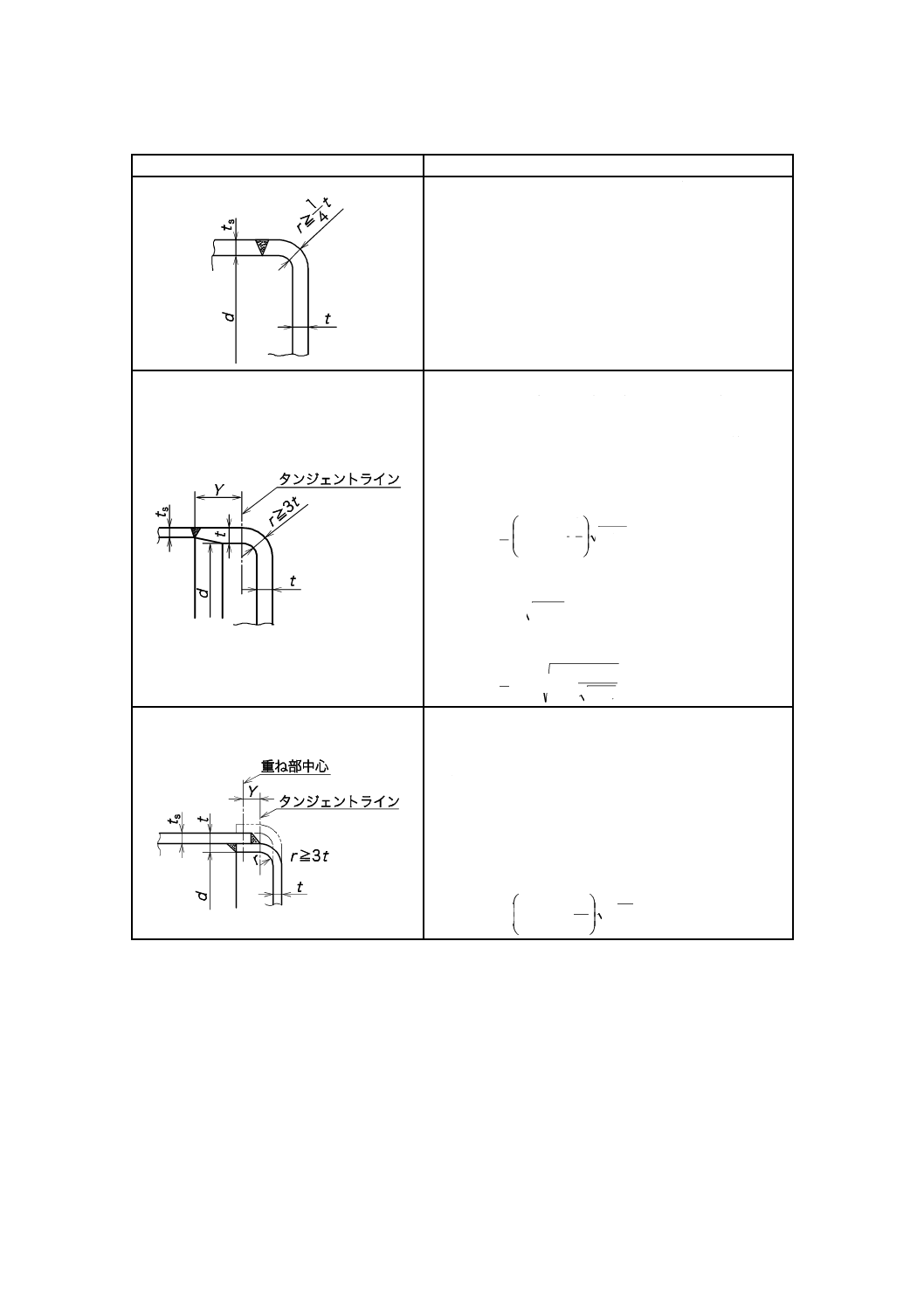
48
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
平鏡板・平蓋板の形状
取付方法による定数Cの値
a)
胴の内径dが600 mm以下の円形平鏡板で胴と一体形
のもの,又は完全溶込み突合せ溶接するもの。ただし,r
≧1/4t,0.05≦t/d≦0.25とする。
C=0.13
b)
フランジ付き円形又は非円形の平鏡板で胴と一体形の
もの,又は完全溶込み突合せ溶接とし,次の条件を満足
するもの。ただし,r≧3tとする。
1) フランジ部の長さYが次の2) 及び3) 以外のもの
で,フランジ部の勾配が1/3以下。C=0.17
2) 平鏡板が円形で,フランジ部の長さが次の式のY
の値以上で,その勾配が1/3以下。C=0.10
t
d
t
t
Y
・
≧
−
2
2
s
8.0
1.1
3) 平鏡板が円形で,フランジ部の長さが2) のYの値
未満のときでも,胴板の厚さが溶接部の中心から
胴側へ
s
2
t
d・
以上の長さにわたって次の式の値
以上で,フランジ部の勾配が1/3以下のもの。
C=0.10
t
d
Y
t
t
・
≧
−
1.1
12
.1
s
c)
フランジ付き円形又は非円形の平鏡板で,胴又は管に
両側重ね溶接し,次の条件を満足するもの。ただし,r≧
3tとする。
1) フランジ付き円形又は非円形の平鏡板で,胴又は
管に両側重ね溶接するもので,Yの制限がないも
の。C=0.20
2) フランジ付き円形の平鏡板で,胴又は管に両側重
ね溶接するもので,フランジ部の長さが次の計算
式のYの値以上のもの。C=0.13
t
d
t
t
Y
・
≧
−
2
2
s
18
.0
1.1
図5−平鏡板・平蓋板の取付けの計算上のCの値†
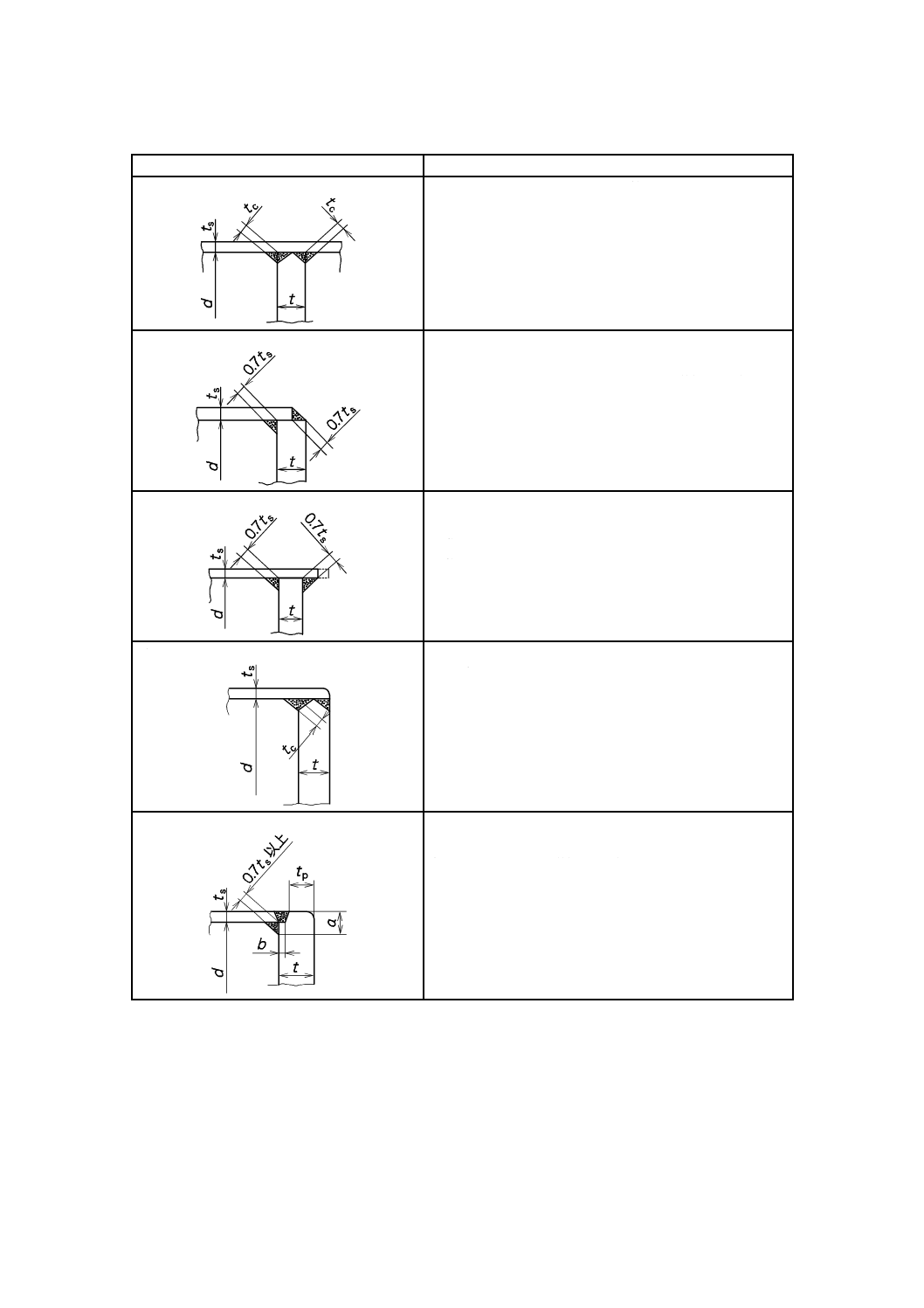
49
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
平鏡板・平蓋板の形状
取付方法による定数Cの値
d)
円形又は非円形の平板を胴,管などに完全溶込み溶接
したもの。ただし,tc=0.7ts又は6 mmのいずれか小さい
値以上。C=0.33m(最小0.20)
e)
円形又は非円形の平鏡板を胴,管などの端部に両側す
み肉溶接したもの。
1) 円形の平鏡板の場合 C=0.33m(最小0.20)
2) 非円形の平鏡板の場合 C=0.33
f)
円形又は非円形の平鏡板を胴,管などの端部に両側す
み肉溶接したもの。
1) 円形の平鏡板の場合 C=0.33m(最小0.20)
2) 非円形の平鏡板の場合 C=0.33
g)
円形又は非円形の平鏡板を胴,管などの端部に完全溶
込み溶接したもの。ただし,tc=0.7ts又は6 mmのうちい
ずれか小さい値以上。C=0.33m(最小0.20)
h)
円形の平鏡板を胴,管などの端部に溶接したもの。た
だし,a+b≧2ts,tp=ts又は6 mmのうちいずれか小さい
値以上。C=0.33m(最小0.20)
図5−平鏡板・平蓋板の取付けの計算上のCの値†(続き)
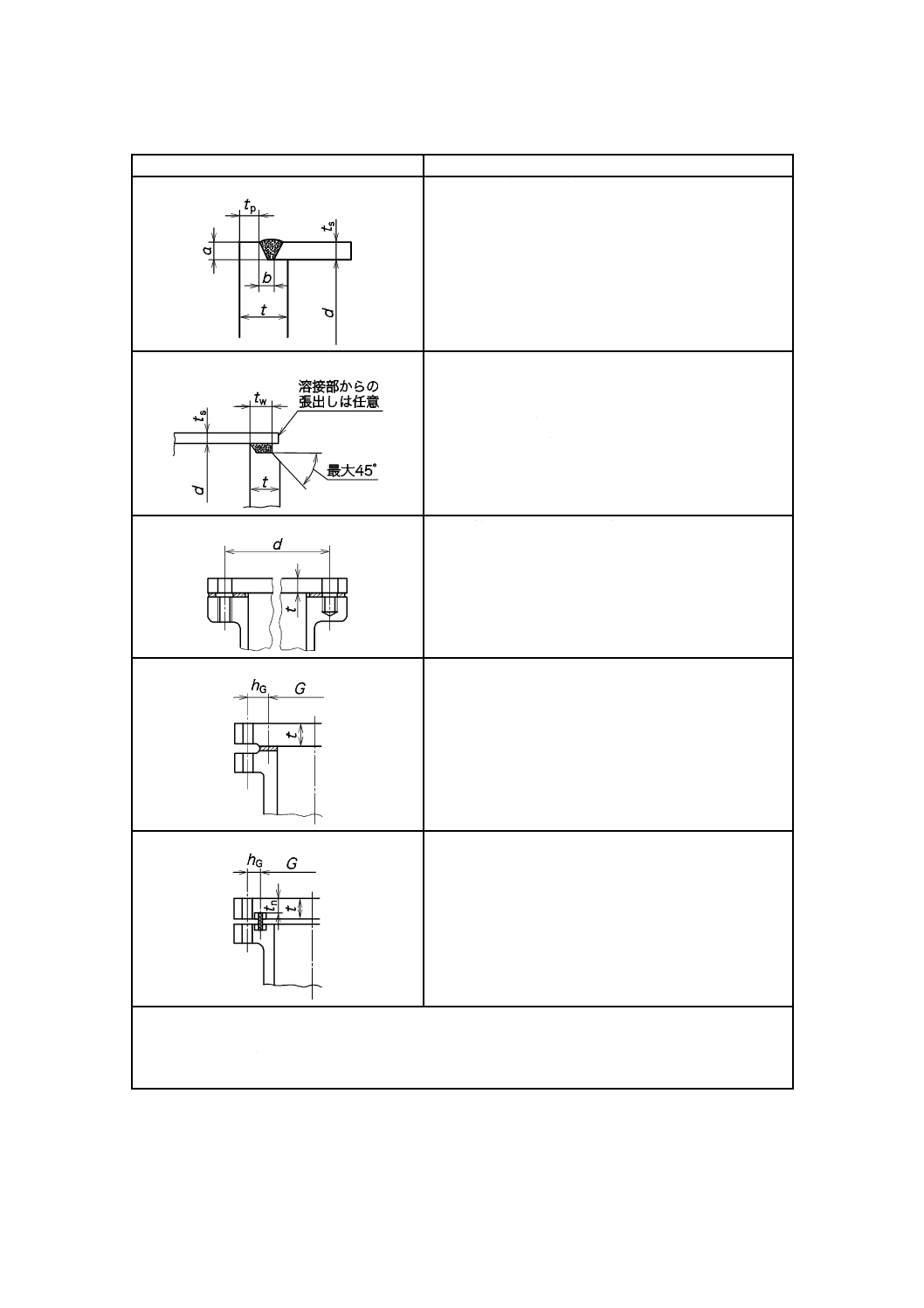
50
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
平鏡板・平蓋板の形状
取付方法による定数Cの値
i)
円形の平鏡板を胴,管などの端部に溶接したもの。た
だし,a+b≧2ts,a≧ts,tp=ts又は6 mm以上のうちいず
れか小さい値以上とする。C=0.33
j)
円形又は非円形の平鏡板を胴,管などの端部に溶接し
たもの。ただし,tw≧2tr,tw≧1.25tsとする(ただし,t
より大きくする必要はない。)。
1) 円形の平鏡板の場合 C=0.33m(最小0.20)
2) 非円形の平鏡板の場合 C=0.33
k)
胴,管などのフランジにボルトで取り付けられた平蓋
板で左図の構造のもの。C=0.25
l)
胴,管などのフランジにボルトで取り付けられた平蓋
板で左図の構造のもの。C=0.3
m)
胴,管などのフランジにボルトで取り付けられた平蓋
板にガスケット溝を設けた左図の構造のもの。C=0.30
ここに, ts: 胴板の実際の厚さ(mm),
t: 平鏡板・平蓋板の計算厚さ(mm)
tr: 継目なし胴の計算厚さ(mm)
r: 平鏡板のすみ部内半径(mm),
m: tr/tsの比
Y: タンジェントラインから測ったフランジ部の長さ(mm)
図5−平鏡板・平蓋板の取付けの計算上のCの値†(続き)
51
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.5.8.2
モーメントが生じる平蓋板の計算厚さ
平蓋板が図5のl) 及びm) に示すように,胴,管などのフランジにボルトで取り付けられ,平蓋板にモ
ーメントが生じるものの計算厚さは,次の式による。
a) 円形平蓋板
3
a
G
a
1.9
G
Wh
CP
G
t
σ
σ+
=
b) 円形以外の平蓋板
2
a
G
a
6
LG
Wh
ZCP
G
t
σ
σ+
=
a) 及びb) において,
t: 平蓋板の計算厚さ(mm)
W: ボルト荷重(N)で,JIS B 8265:2010の附属書G
による。
hG: モーメントアーム(mm)で,ボルト穴中心円の
直径とGとの差の1/2
L: ボルト穴の中心円の周長(mm)
C: 図5による。
G: ガスケット反力のかかる位置を通る円の直径又
は最小スパン(mm)でJIS B 8265:2010の附属
書Gによる。
Z: 次の式によって求める数値
D
G
Z
4.2
4.3−
=
(最大2.5)
P,D及びσaは,6.5.8.1による。
また,この場合ボルト穴は,フランジの外径まで切り欠くことができる。
なお,図5 m) に示すように,平板にガスケット溝を設ける場合は,溝の深さを差し引いた厚さtn
は,次の式で算定される値より小さくなってはならない。
円形平蓋板の場合
G
Wh
t
a
G
n
1.9
σ
=
円形以外の平蓋板の場合
L
Wh
t
a
G
n
6
σ
=
図5 l) 及びm) に示すように平蓋板にボルト荷重による曲げモーメントが生じる場合には,t及びtnは
使用状態及びガスケット締付時の両方の場合について計算を行い,厚い方の値とする。この場合,使用状
態のときのWはJIS B 8265:2010の附属書GのW0,Pは設計圧力,σaは設計温度での材料の許容引張応力
として計算し,ガスケット締付時のWはJIS B 8265:2010の附属書GのWg,Pは0,σaは常温での材料の
許容引張応力として計算する。
6.6
管板及びステーによって支えられる板(箇条7に規定する発生器を除く。)
6.6.1
管板(管の外径が61 mm以下の場合)の強さ
管板に取り付ける管の外径が61 mm以下の場合の管板の強さは,次による。
a) 管端をエキスパンダ加工又は溶接して管を取り付ける管板(6.6.4に規定する場合を除く。)の計算厚
さは,次による。
1) 鋼製の管板の場合
12
8
d
t
+
=
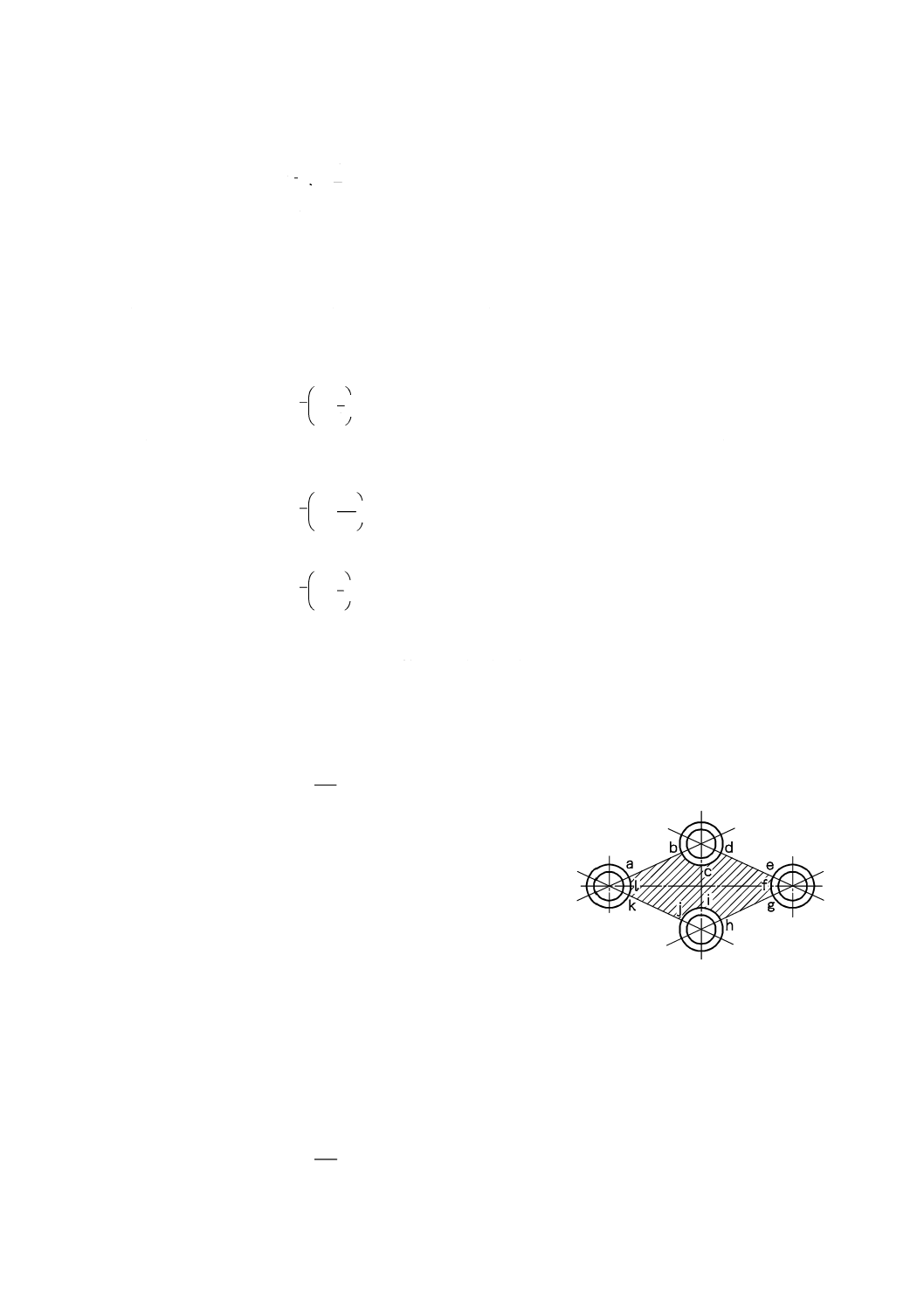
52
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 銅又は銅合金製の管板の場合
6
15d
t
+
=
ここに,
t: 管板の計算厚さ(mm)
d: 管穴の直径(mm)
この場合,管の中心距離及び管の取付部の強さは,それぞれ次のb) 及びc) を満足しなければな
らない。
b) 管端をエキスパンダ加工して管を取り付ける場合の管の中心距離は,材料の種類に応じ,次によって
求めた値以上とする。
1) 鋼製の管板の場合
d
t
p
4
1+
=
2) 管板に使用する鋼板の許容引張応力が100 N/mm2以上で,かつ,これに取り付ける管は,光輝焼鈍
した銅管又はこれと同等以上の軟質の材料の管を使用する場合
d
t
p
2.8
1+
=
3) 銅又は銅合金製の管板の場合
d
t
p
8
1+
=
ここに,
p: 管の最小中心距離(mm)
t: 管板の実際厚さ(mm)
d: 管穴の直径(mm)
c) 管端をエキスパンダ加工又は溶接して管を管板に取り付ける場合の強さは,次による。
1) 管端をエキスパンダ加工して取り付ける場合,次の式によって求めた管と管板との接触面の応力は,
材料の種類に応じ,それぞれ次に規定する許容値を超えてはならない。
dt
W
π
t=
σ
ここに,
σt: 接触面の応力(N/mm2)
d: 管の外径(mm)
t: 管板の実際厚さ(mm)
W: 1本の管が支えるとみな
される荷重であって,次
の式によって得られる
値(N)
W=P×面積abcdefghijkla(mm2)
P: 設計圧力(MPa)
接触面の応力の許容値は,次による。
− 鋼製の管板と鋼製の管:σt=2.5 N/mm2
− 鋼製,銅製又は銅合金製の管板と銅又は銅合金製の管:σt=1.2 N/mm2
2) 管端を溶接して取り付ける場合の強さは,材料の種類に応じ,次の式によって求めた当該溶接面に
作用する応力の値が,次に規定する許容値を超えてはならない。
dl
W
π
t=
σ
53
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
σt: 管端の溶接面に作用するせん断力(N/mm2)
d: 管の外径(mm)
l: 管の固定に有効な溶接部の長さ(mm)。ろう付けによって取
り付ける場合は,3 mmとする。
W: 1本の管が支えるとみなされる荷重(N)であって,c) 1) によ
る。
溶接面に作用する応力の許容値は,次による。
− 鋼製の管板と鋼製の管:管の許容引張応力の40 %の値
− 鋼製,銅製又は銅合金製の管板と銅又は銅合金製の管:管の許容引張応力の30 %の値
3) 管の強さは,次の式によって求めた管に作用する応力の値が,次に規定する許容値を超えてはなら
ない。
A
W
1.1
=
σ
ここに,
σ: 管に作用する力(N/mm2)
A: 管の断面積(mm2)
W: 1本の管が支えるとみなされる荷重(N)であってc) 1) によ
る。
管に作用する応力の許容値は,次による。
− 管に引張力が作用する場合:管の許容引張応力
− 管に圧縮力が作用する場合:5.7に規定する管の許容圧縮応力
6.6.2
ステーによって支えられる板
6.6.2.1
棒ステー又は管ステーの支える荷重
棒ステー又は管ステーの支える荷重は,次による。
a) 規則的に配置されたステーが支える荷重は,ステーの中心を結ぶ線が作る面積から,ステーが占める
面積を差し引いた面積に,許容圧力を乗じた値とする。
b) 不規則に配置されたステーが支える荷重は,ステーが受けもつとみなされる面積についてa) の規定
を準用する。
c) 管ステーでは,1本の管ステーの受けもつ面積から,その面積内にある管穴の総面積を差し引いた面
積に,許容圧力を乗じた値とする。
6.6.2.2
ステーの最小断面積
ステーの最小断面積は,次の式による。
a
1.1
σ
W
A=
ここに,
A: ステーの最小断面積(mm2)
W: ステーが支える荷重(N)で,斜めステーでは,その軸方向に
換算した荷重をとる。
σa: 材料の許容引張応力(N/mm2)。ただし,溶接によって取り付
けるステーの場合には,ステー材料の許容引張応力に溶接継
手効率60 %を乗じた値。
6.6.2.3
ステーの取付け
ステーの取付けが溶接による場合,その構造は10.2.9による。
管ステーの溶接以外の管の取付けは,6.6.5.1による。
6.6.2.4
ステーで支えられる板の厚さの制限
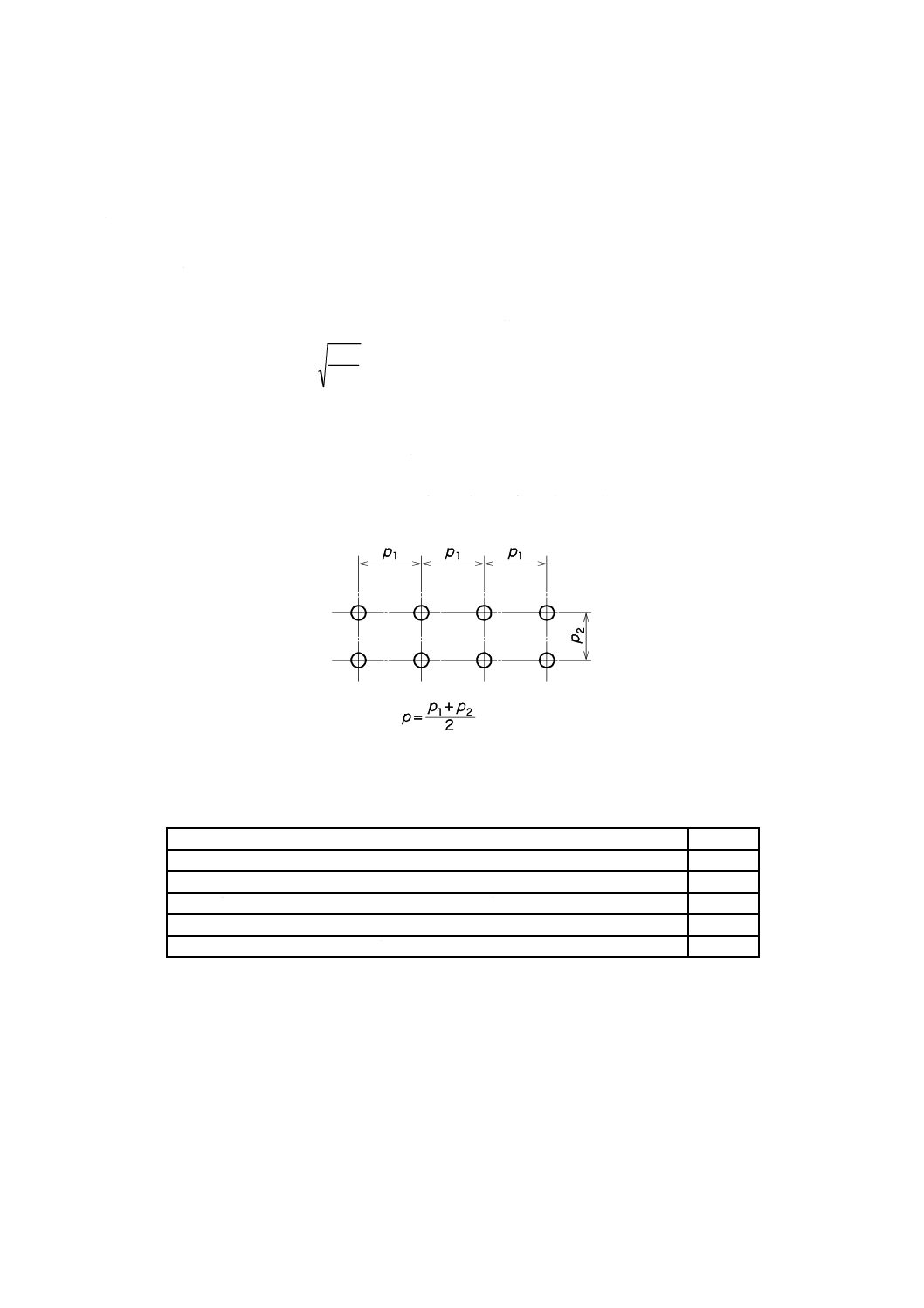
54
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ステーによって支えられる板の実際厚さは,8 mm以上としなければならない。ただし,棒ステーが溶
接で取り付けられ,次の条件を満たす場合は,この限りではない。
a) 棒ステーの取付けは,図44による。
b) 棒ステーのピッチは,500 mm以下とする。
注記 溶接取付部は,放射線試験を要しない。また,容器全体が溶接後熱処理を要する場合以外は,
溶接後熱処理も要しない。
6.6.2.5
規則的に配置されたステーで支えられる平板の計算厚さ
規則的に配置されたステーによって支えられる平板の計算厚さは,次の式による。
a
σ
C
t
P
p
=
ここに,
t: 平板の計算厚さ(mm)
P: 設計圧力(MPa)
p: ステーのピッチ(mm)で,ステーの水平及び垂直方向の中心
線間の距離の平均値(図6参照)
C: 定数で表19による。
σa: 材料の許容引張応力(N/mm2)
図6−規則的に配置されたステー
表19−定数C
ステーの取付け方の種類
C
厚さ11 mm以下の板にステーを差し込み,その端部にすみ肉溶接をしたもの。
2.1
厚さ11 mmを超える板にステーを差し込み,その端部にすみ肉溶接をしたもの。
2.2
板に開先をとり,ステーの端部をレ形又はK形に溶接したもの。
2.5
管をエキスパンダ加工したもの又は座金などにステーの端部をねじ込んだもの。
1.9
ガセットステーをレ形又はK形溶接で取り付けたもの。
3.2
6.6.2.6
不規則に配置されたステーで支えられる平板の計算厚さ
不規則に配置されたステーによって支えられる平板の計算厚さは,p及びCを次のようにとり,6.6.2.5
の式を準用して算定する。
a) 三つの支点を通り内部にステーを含まない最大円の径をdとし,d/2をpとする(図7参照)。
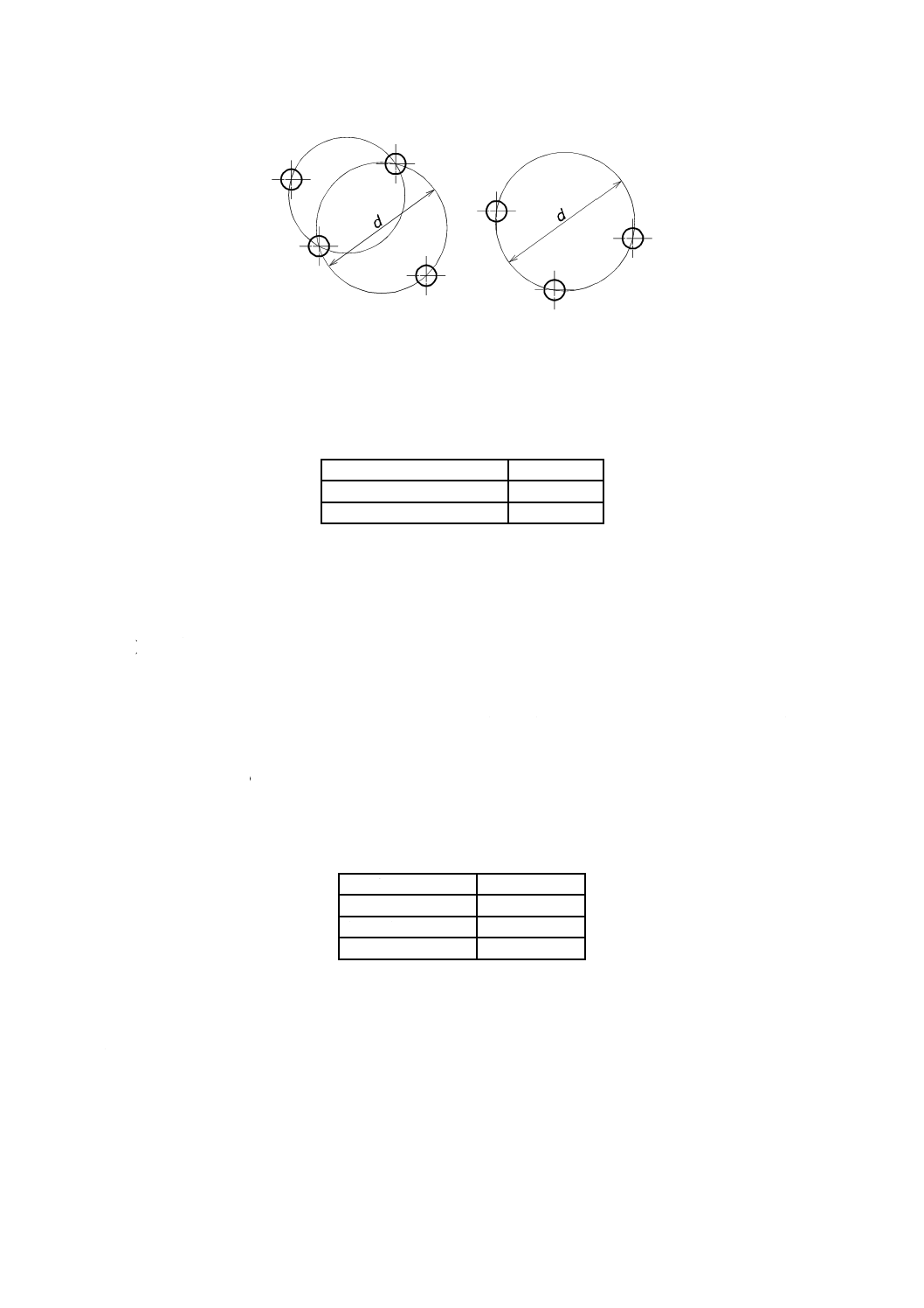
55
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7−不規則に配置されたステー
b) Cは,最大円が通る支点の種類に応じ,表20に掲げる値の平均とする。
表20−定数C
支点の種類
C
鏡板の曲がりの始まる線
3.2
その他の支点
表19の値
6.6.3
管板の管群部以外の部分の計算厚さ
管又は管ステーによって支えられている管群部以外の部分の管板の計算厚さは,次による。
a) 管板の計算厚さは,6.6.1又は6.6.2の式による。
b) a) の計算に用いるp及びCは,次による。
1) pは,管板外周の固定線(管板が三枚締めにされる場合,ガスケット反力のかかる位置を通る円,
管板を直接胴フランジにボルトで取り付けるときはボルトの中心円,管板が胴に溶接で固定される
ときは胴の内径円とする。)に接し,かつ,2個の管又は管ステーの中心を通る最大円,又は管板外
周の固定線と外側の管列中心線に接する最大円(内部に管又は管ステーを含まないもの。)の径をd
とするとき,d /2とする。
2) Cは,最大円が通る支点の種類に応じ,それぞれ表21に掲げる値の平均値とする。
表21−定数C
支点の種類
C
管列の中心線
1.9
管又は管ステー
2.6
管板外周の固定線
3.2
6.6.4
U字管式熱交換器などの管板で,管によって支えられない管板
U字管式熱交換器などの管板で,管によって支えられないものは,次による。
a) 熱交換器その他これに類するものの平らな管板で,管によって支えられないものの計算厚さは,次の
二つの式によって求めたtの値のうち,大きい方の値をとる。また,管板の両側の条件によって,そ
れぞれのP及びDを用いて両側について行い,差圧計算を行う場合を除き,どちらか厚い方のtの値
をとる。
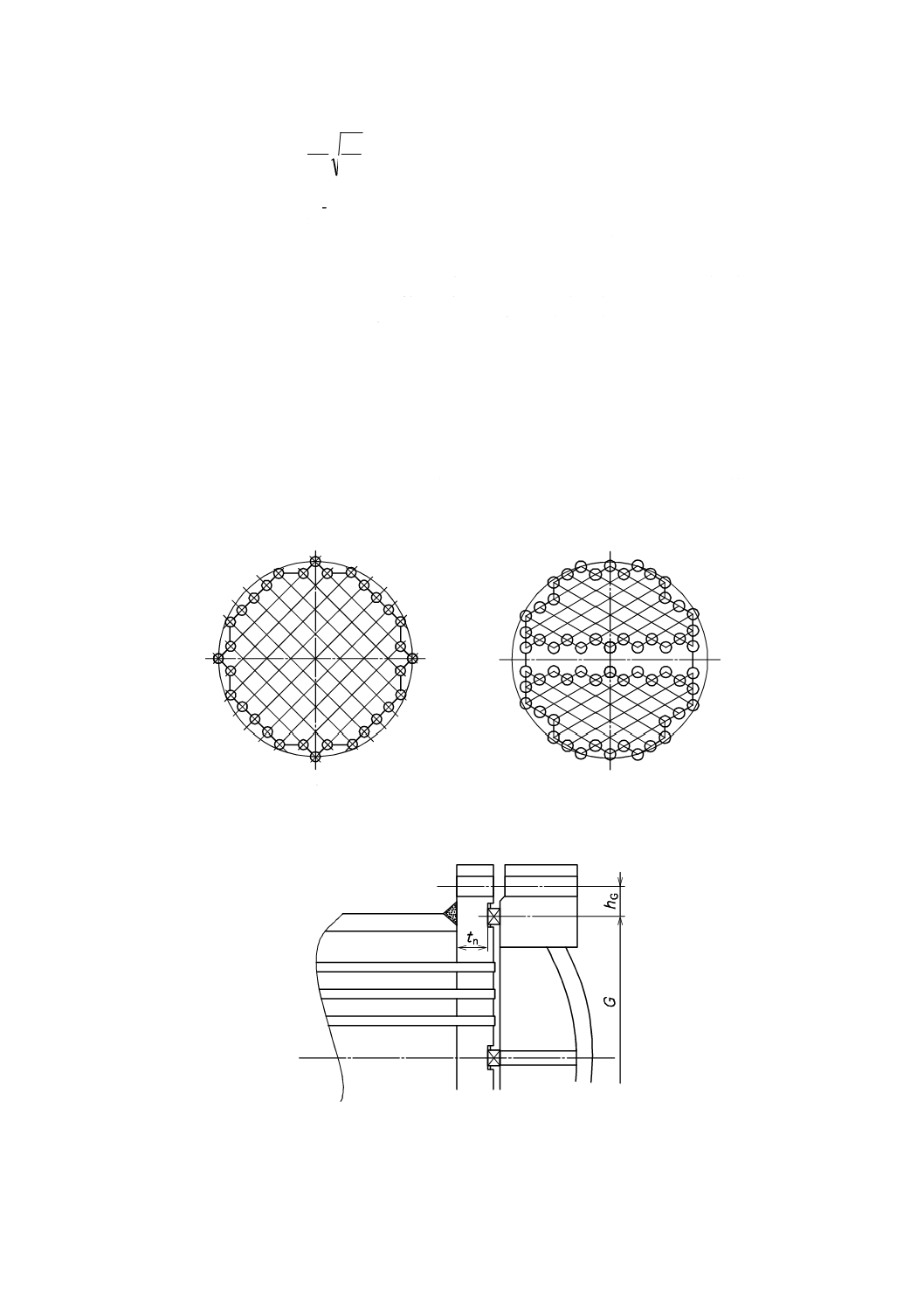
56
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b
2
σ
P
CD
t=
L
PA
tτ
=
ここに,
C: JIS B 8265:2010のK.2のFの値による。
t: 管板の計算厚さ(mm)で,仕切板用溝又はガスケット溝を設
ける場合は,それらの溝の底の部分の厚さ(mm)
P: 管板の各側の設計圧力(MPa)
σb: 材料の許容曲げ応力(N/mm2)で,5.5による。
τ: 材料の許容せん断応力(N/mm2)で,5.6による。
D: 管板の外周の固定円の径(mm)で,管板が締付ボルトでフラ
ンジに取り付けられるときは,JIS B 8265:2010の附属書Gに
よるガスケット反力のかかる位置を通る円の直径をとり,管
板が胴に固定されるときは,胴の内径をとる。
A: 一番外側の管穴の中心を順次結んで得られる多角形(図8参
照)の面積(mm2)
L: 上記多角形の外周の長さから,外周上の全ての管穴の直径を
差し引いた値(mm)
a)
b)
図8−管板の計算に用いる多角形
図9−平蓋板兼用管板
57
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 図9に示すように管板に平蓋板の役目を受けもたせた構造の管板の計算厚さは,a) の式による。ただ
し,フランジ部の厚さtn(ガスケット溝を設ける場合は,溝の深さを差し引いた厚さ)は,6.5.8.2の
円形平蓋板の場合に示す式による。
c) 材料の種類に応じて,腐食性の著しい液体に触れる管板に対しては,特に腐れ代を考慮する。
d) 仕切り板用溝又はガスケット溝の底には腐れ代を付けなくてもよい。
e) 管板に対する管の取付けは,6.6.5による。
f)
管板につり下げ用ボルト穴,ドレン抜き穴,又はガス抜き穴を設ける場合は,その強さを過度に低下
させないように注意する。
6.6.5
管の取付け
6.6.5.1
管のエキスパンダ加工による取付け
管のエキスパンダ加工による取付けは,次による。
a) 外径が61 mm以下の管は,適正な隙間をもつ管穴に差し込み,エキスパンダによって取り付ける。こ
の場合,管穴に溝を設けてもよい。
b) 可燃性又は毒性をもった冷媒に用いる圧力容器の場合は,漏れ止め溶接(ろう付けを含む。)を行うこ
とが望ましい。
c) 外径が61 mmを超え,150 mm以下の管の場合には,管穴に差し込み,次の一つに該当する方法によ
って取り付ける。
1) エキスパンダをかけ,縁曲げする。
2) エキスパンダをかけ,縁曲げし,更にその周囲に漏れ止め溶接を行う。
3) エキスパンダをかけ,かつ,管端を管穴の直径より3 mm以上大きくなるようにらっぱ状に広げる。
4) エキスパンダをかけ,かつ,管端をらっぱ状に広げて溶接する。
5) エキスパンダをかけ,管端を管板の面から3 mm以上突き出す。ただし,この方法は,設計圧力1.6
MPa以下又は最高設計温度235 ℃以下の圧力容器の場合に限る。
6.6.5.2
ステーの効果をもつ管の溶接による取付け
管の溶接(ろう付けを除く。)による取付けは,次による。
a) ステーの効果をもつ管の溶接による取付けは,図10による。
b) 外径が61 mm以下の管を溶接によって取り付ける場合は,穴の周囲を管の厚さ以上の深さに面をと
り,管にエキスパンダ加工によって取り付けて溶接することができる。
6.6.5.3
ろう付けによる取付け
管をろう付けによって取り付ける場合は,次による。
a) ろうの流込み深さは,管の実際の厚さの3倍(最小3 mm)以上とする。
b) ろう材のせん断強さは,68 N/mm2以上とする。
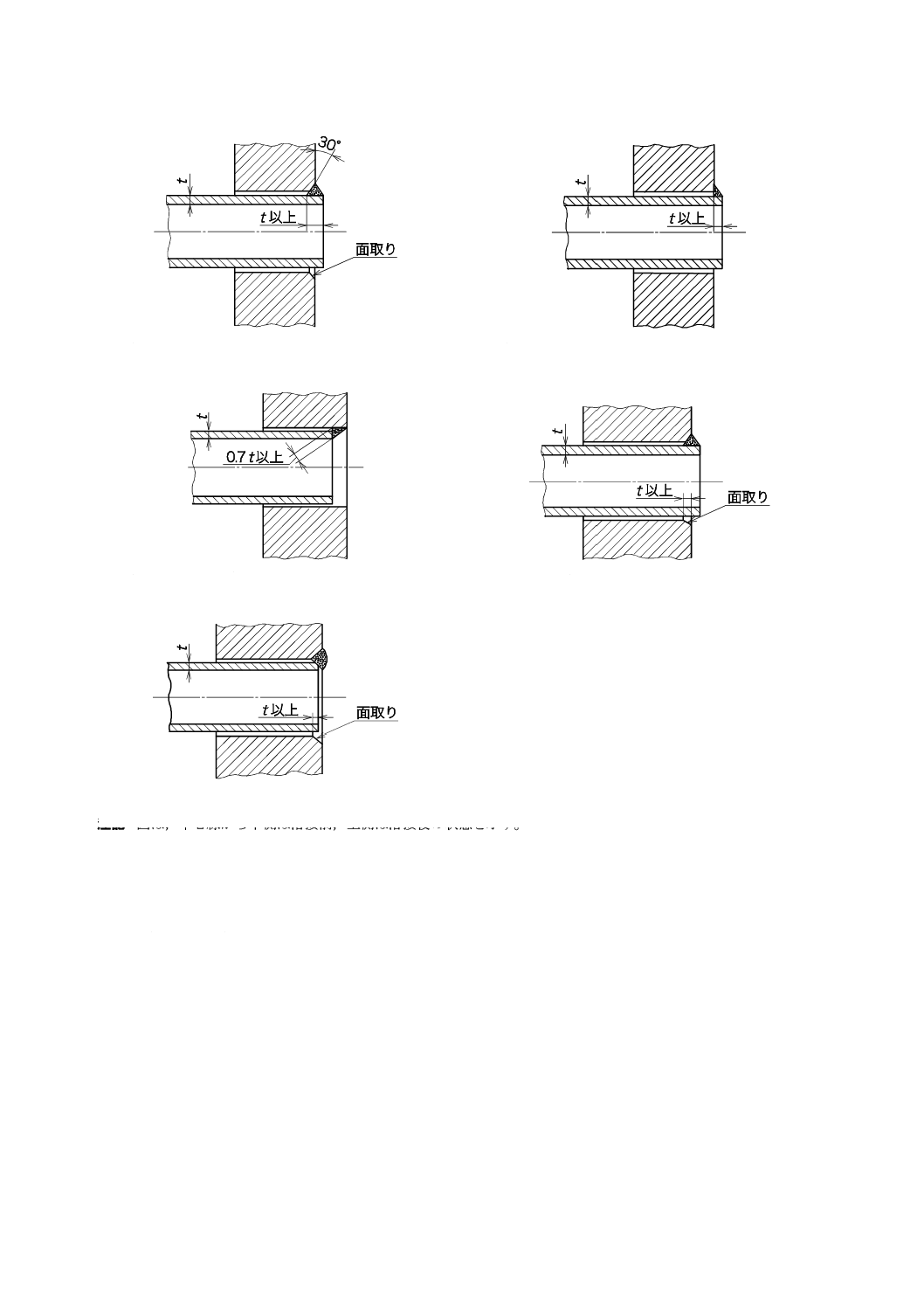
58
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) エキスパンダ加工と溶接による取付け(1)
b) エキスパンダ加工と溶接による取付け(2)
c) エキスパンダ加工と溶接による取付け(3)
d) 溶接による取付け(1)
e) 溶接による取付け(2)
注記 図は,中心線から下側は溶接前,上側は溶接後の状態を示す。
図10−ステーの効果をもつ管の取付け
6.7
熱交換器の胴に設ける伸縮継手
熱交換器の胴に伸縮継手を設ける場合は,JIS B 8265:2010の5.8による。
6.8
穴
6.8.1
穴の補強
穴は,通常円形とし,圧力容器の胴,鏡板などに設けた穴は,6.8.2に掲げるものを除き,補強しなけれ
ばならない。
6.8.2
補強を要しない穴
次に掲げる単独の穴は,補強を要しない。
a) 計算厚さ10 mm以下の板に設けられた穴で,呼び径80A以下の管又は外径90 mm以下の取付物を溶
接するもの。
59
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 計算厚さ10 mmを超える板に設けられた穴で,呼び径50A以下の管又は外径61 mm以下の取付物を
溶接するもの。
c) 直径(ねじ穴では,ねじの谷径)が61 mm以下の穴で,かつ,胴の内径の1/4以下のもの,又は鏡板
のフランジ部の内径の1/4以下のもの。
d) a)〜c) 以外の穴であって,6.8.9及び6.8.10に規定する補強に有効な面積が,6.8.6又は6.8.7に規定す
る補強に必要な面積(強め材の最小断面積)より大きい場合。
e) 低圧容器に設けられた穴。
6.8.3
溶接継手にかかる穴又はその近くに設ける穴
圧力容器に設ける穴で,溶接継手にかかる穴又はその近くに設ける穴は,次による。
a) 6.8.2に該当する場合は,溶接継手にかかる穴又はその近くに穴を設けることができる。
b) 6.8.2に該当する場合は,その穴の中心から穴の径の3倍の範囲が放射線試験に合格した場合には,補
強をせず溶接継手の上又はその近くに設けることができる。
c) 6.8.2に該当し,板の厚さが38 mm以下の板に設ける補強を要しない穴であって,b) に適合しない穴
は,溶接継手の縁から穴の縁まで13 mm以上離さなければならない。
6.8.4
例外として取り扱う穴の寸法
6.8.6.1,6.8.6.2,6.8.7及び6.8.10の規定は,次の穴については適用しない。
a) 内径が1 500 mm未満の胴に設けられた穴で,その直径が胴の内径の1/2又は500 mmを超えるもの。
b) 内径が1 500 mm以上の胴に設けられた穴で,その直径が胴の内径の1/3又は1 000 mmを超えるもの。
c) 平板を除く鏡板に設けられた穴でその直径が胴の内径の1/2を超えるもの。
a) 及びb) の穴の補強に当たっては,穴の周辺の応力集中を避けるため,強め材の所要断面積を6.8.6.1
又は6.8.6.2に規定する値以上にとり,かつ,強め材の所要断面積の2/3を穴の縁からd/4(dは穴の内径)
以内に取り付けなければならない。ただし,補強リブなどによって曲げ応力を緩和する場合には,この限
りでない。
c) の場合は,形状を円すい胴としなければならない。
6.8.5
鏡板に設ける補強しない穴
補強しない穴を鏡板に設ける場合には,鏡板のすみの丸みの部分にかかってはならない。
6.8.6
内圧を受ける胴・鏡板の穴に対する補強の計算
6.8.6.1
円筒胴の穴
円筒胴に設けた穴に対する強め材の最小断面積は,穴の中心を含み,かつ,板の面に垂直な断面につい
て,次の式から求める。
A=dtrF
ここに,
A: 強め材の最小断面積(mm2)
d: 穴の径(mm)
tr: 長手継手のない円筒胴の胴内径での計算厚さ(mm)
F: 1とする。ただし,一体形の補強については図11によるFの
値を用いることができる。
なお,図11において円筒胴又は円すい胴の軸方向に対して
は0°の値,周方向に対しては90°の値,その中間はそれぞ
れ中間の値をとる。
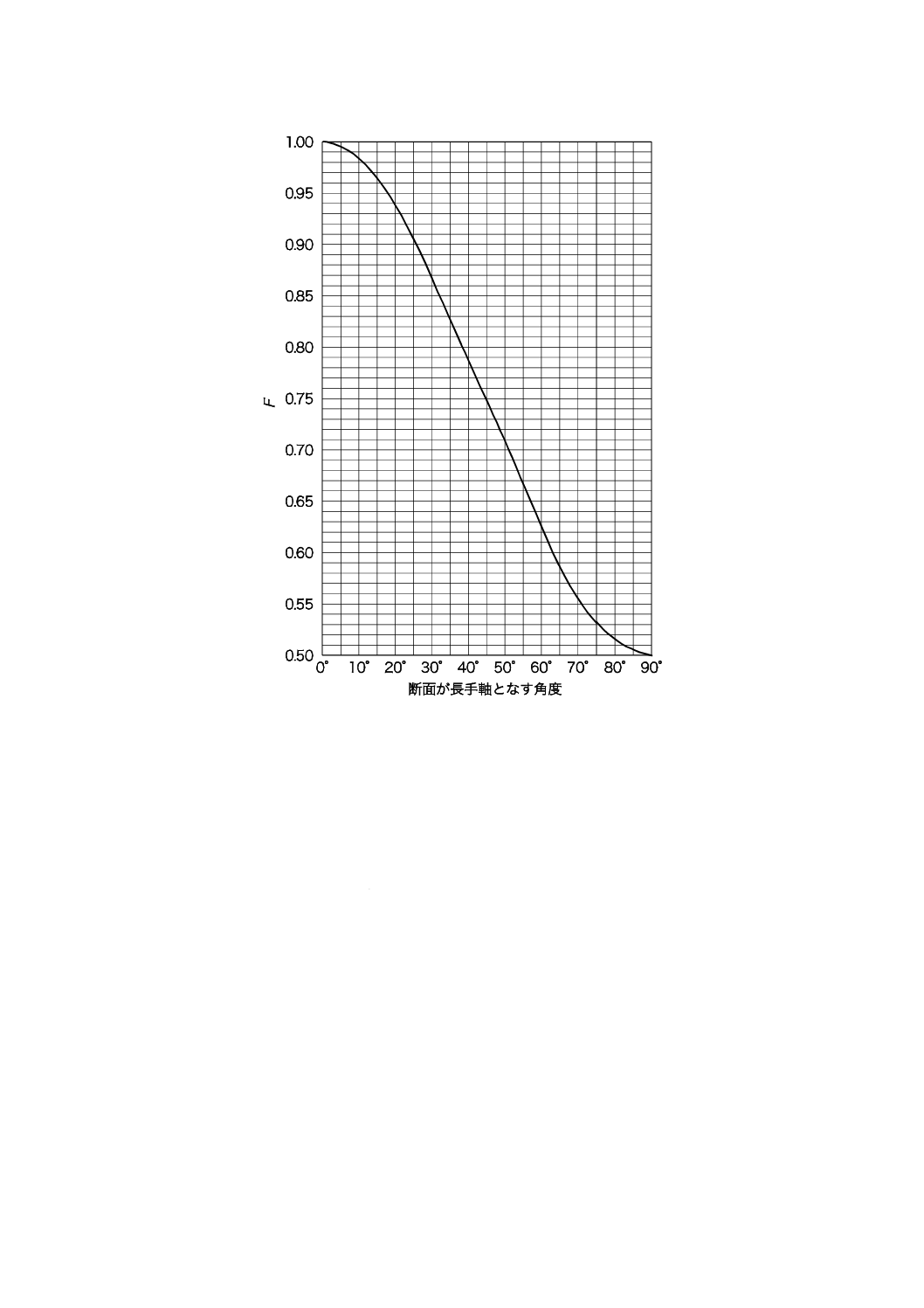
60
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図11−Fの値†
6.8.6.2
成形鏡板の穴
圧力容器に用いる皿形鏡板などの成形鏡板に設ける穴に対する強め材の最小断面積は,穴の中心を含み,
かつ,板の面に垂直な断面について,次の式による。
A=dtr
ここに,
A: 強め材の最小断面積(mm2)
d: 穴の径(mm)
tr: 次のそれぞれの場合における計算厚さ(mm)
1) 皿形鏡板の場合は,強め材の全部が鏡板の球形部にあると
き,その球形部と同じ半径の継目無全半球形鏡板の計算厚
さ
2) 半だ円体形鏡板の場合は,鏡板の中心点を中心とし,円筒
胴の内径の80 %を直径とする円内に強め材の全部がある
ときは,円筒胴の内径に表18で与えられる長径と短径と
の比に対応するKの値を乗じた値に等しい半径の継目無
全半球形鏡板の計算厚さ
3) 円すい体形鏡板の場合は,穴の軸線と円すい体の内壁面と
の交点で測ったその円すい体形の直径と同径の継目無円
すい体の計算厚さ
61
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.8.6.3
平板の穴
平鏡板,平蓋板などに設けた穴に対する強め材の最小断面積は,次による。
a) 平鏡板,平蓋板などの平板で,ステーによって支えられないものに図5に示す直径dの1/2以下,又
は最小スパンの1/2以下の径の穴を設けた場合には,次の式によって算定される最小断面積以上の面
積をもつ強め材を穴の周囲に取り付けなければならない。ただし,これらの平板で,計算厚さの算定
に当たって6.5.8.1の式中のCの代わりに2C(2Cが0.75を超える場合は,6.5.8.1の式中のCを0.75
とする。)をとって計算したもの,また,6.5.8.2の式で平方根の中を2倍として計算したものについて
は,強め材を必要としない。
A=0.5dtr
ここに,
A: 強め材の最小断面積(mm2)
d: 穴の径(mm)
tr: 平板の計算厚さ(mm)
b) 平鏡板,平蓋板などの平板で,ステーによって支えられないものに図5に示す直径dの1/2又は最小
スパンの1/2を超える径の穴を設けた場合には,平板の厚さの算定に当たって,6.5.8.1の式中のCの
代わりに2.25Cを用い,6.5.8.2の式では平方根の中を2.25倍として計算したものについては,強め材
を必要としない。
6.8.7
外圧を受ける胴・鏡板の穴に対する補強の計算
外圧を受ける胴,外圧を受ける成形鏡板などに設けられた穴に対する強め材の最小断面積は,6.8.6.1又
は6.8.6.2によって算定した最小断面積の50 %以上とすることができる。この場合trは,外圧を受ける胴,
成形鏡板などの計算厚さとする。
6.8.8
二重構造の胴・鏡板の穴に対する補強の計算
二重構造の圧力容器の胴,鏡板などに設けられた穴に対する強め材の最小断面積は,内圧を受ける胴,
鏡板などについては6.8.6.1又は6.8.6.2によって,外圧を受ける方の胴,鏡板などについては6.8.7による。
6.8.9
補強の有効範囲
補強の有効範囲は,次による。
a) 強め材は,補強の有効範囲内に取り付けなければならない。
b) 補強の有効範囲は,穴の中心を含んだ板の面に垂直な平面上において,板の面に平行な二つの線と穴
の軸に平行な二つの線とによって囲まれる範囲とする。
c) b) の四つの線の長さは,次による(図12参照)。
1) 板の面に平行な線の長さは,穴の中心線からその両側へ測って,次の長さのうちの大きい値をとる。
1.1) 各断面に現れる穴の直径(mm)
1.2) 各断面に現れる穴の半径と,腐れ後の板の厚さと,腐れ後の管台壁の厚さとの和(mm)
2) 穴の軸に平行な線の長さは,板の面(腐れ代を設ける面では,腐れ後の板の面)からその各側に測
って,次の長さのうちの小さい値をとる。
2.1) 腐れ後の板の厚さの2.5倍(mm)
2.2) 腐れ後の管台壁の厚さの2.5倍と強め材(溶着金属を含まない。)の厚さとの和(mm)
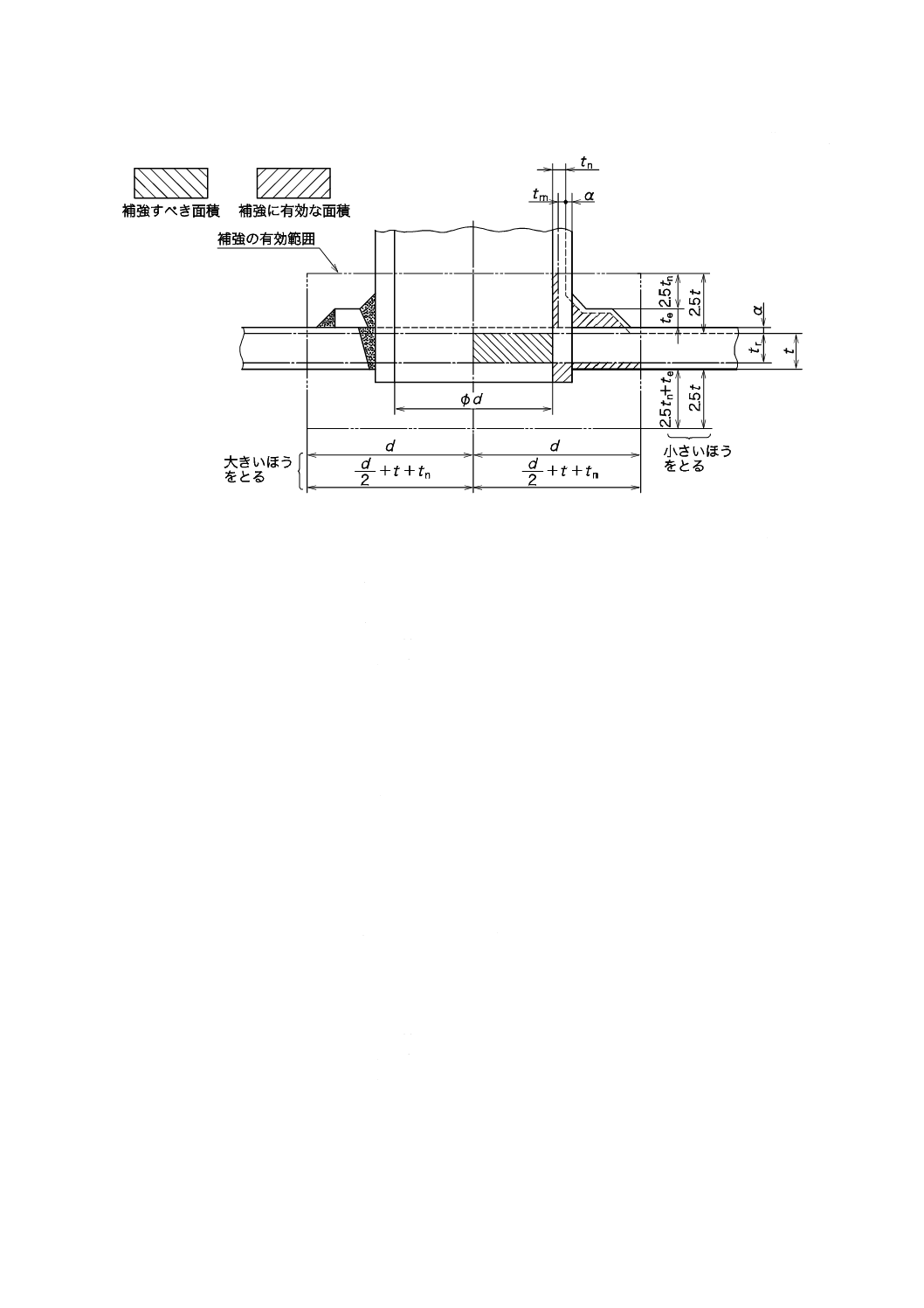
62
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
ここに,
t: 胴,鏡板などの腐れ後の板の厚さ(mm)
tr: 6.8.6に規定する継目無胴,継目無鏡板又は平板の計算厚さ
(mm)
tn: 管台壁の腐れ後の厚さ(mm)
trn: 継目無管の計算厚さ(mm)
te: 強め材の実際の厚さ(mm)
d: 管の内径(mm)
α: 腐れた厚さ(mm)
図12−補強の有効範囲†
6.8.10 胴板又は鏡板の厚さ及び管台壁の厚さのうち,強め材として算入できる部分の面積
補強の有効範囲内にある胴板,鏡板又は管台の部分で,その厚さが最小厚さを超える部分,及び溶接取
付けの溶着金属は,次の場合,強め材に算入することができる。
a) 胴板又は鏡板のうち,強め材として算入することができる部分の面積は,次の式によって算定される
面積のうちの大きい値とする。
A1=[η (ta−α)−tr] d
A1=2 [η (ta−α)−tr] [(ta−α)+tn]
ここに,
A1: 強め材として算入することができる胴板又は鏡板の面積
(mm2)
ta: 胴板又は鏡板の実際厚さ(mm)
tr: 継目のない胴板又は穴がない鏡板の計算厚さ(mm)
d: 補強を考える面での穴の径(mm)
tn: 管台壁の実際厚さ(mm)
α: 腐れ代(mm)で6.3による。
η: 継手の効率で,穴が継手を通らないとき,又は周継手(胴を
鏡板に取り付ける継手を除く。)を通るときは1とし,穴が長
手継手を通るときは,その長手継手の効率とする。
b) 管台のうち,強め材として算入することができる部分の面積は,次の式によって算定される面積のう
ち小さい値とする。
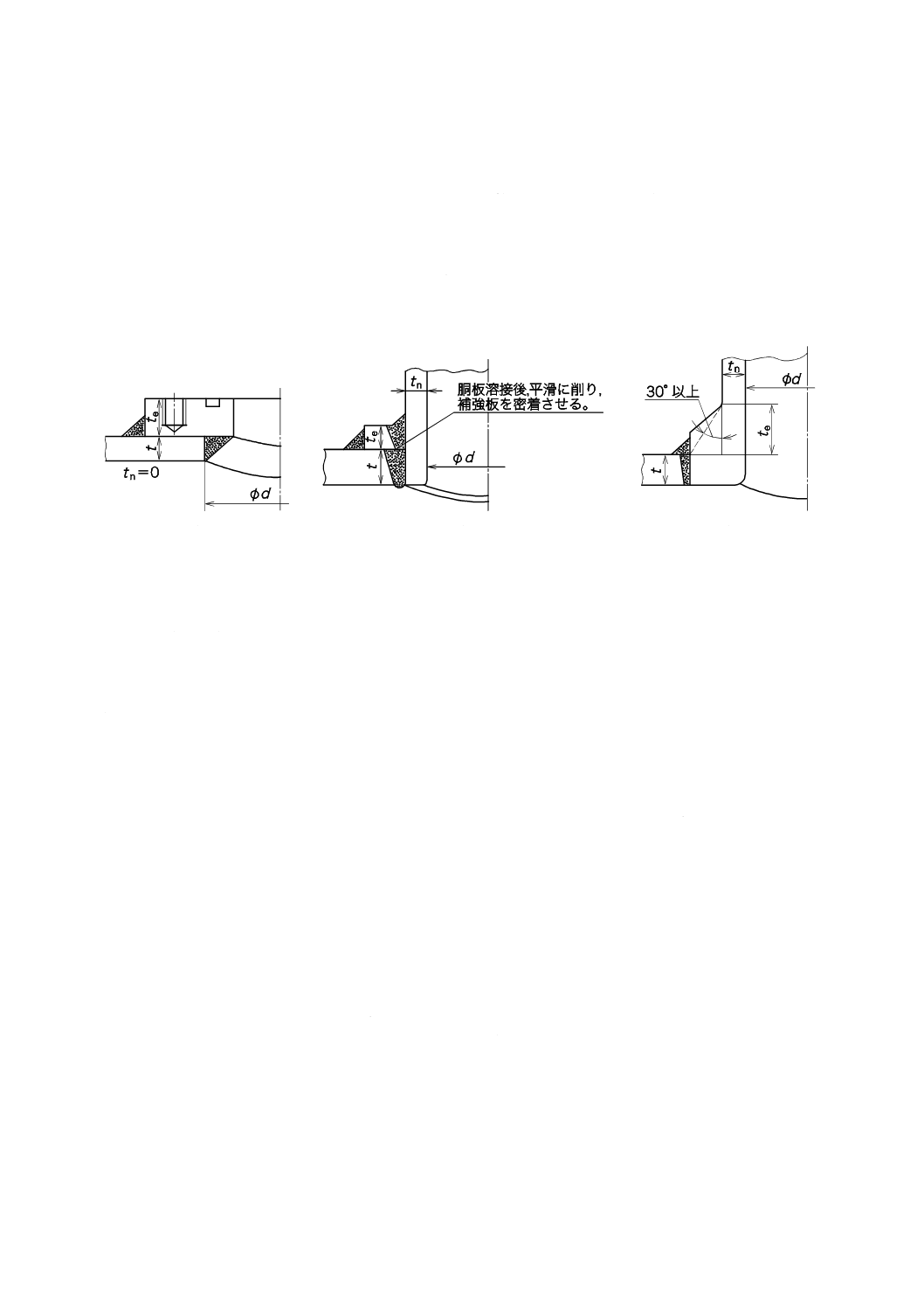
63
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A2=5 (ta−α) (tn−trn)
A2=(5tn+2te) (tn−trn)
ここに,
A2: 強め材として算入することができる管台の面積(mm2)
ta: 胴板又は鏡板の実際厚さ(mm)
tn: 管台壁の実際厚さ(mm)
trn: 継目のない管台壁の計算厚さ(mm)
te: 図13参照
α: 腐れ代(mm)
a)
b)
c)
図13−強め材として算入できる寸法(te)の代表例†
6.8.11 二つ以上の穴を近接して設ける場合
6.8.11.1 強め材を用いる場合
強め材を要する穴が二つ以上近接して設けられ,各々の穴に対する補強の有効範囲が重なり合う場合は,
次による。
a) 隣接する二つの穴の中心間の距離は,これらの穴の平均直径の1.3倍以上とする。
b) 強め材を,それぞれの穴に共通のものとする場合には,強め材の断面積は,各々の穴に対する強め材
の所要断面積の和以上とする。
6.8.11.2 強め材を用いない場合
胴に管穴又はこれに類する穴の一群を図14に示すように溶接で取り付ける場合,補強を必要とする最小
断面積及び隣接する二つの穴の間の胴板の最小断面積(胴板内に溶着された管壁の部分を含む。)をそれぞ
れ次の式によって算定したときに,As≧Aであれば強め材を要しない。
A=dtrF
As=0.7ltrF
ここに,
A: 補強を必要とする最小断面積(mm2)(図14の面積)
As: 二つの穴の間の胴板の必要とする最小断面積(mm2)(図14
の面積)
d: 補強を考える面の穴の径(mm)
tr: 継目無胴の計算厚さ(mm)
l: 二つの穴の中心間の距離(mm)
F: 穴の中心線と円筒胴の軸とがなす角度による係数で図11によ
る。
64
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5678の面積≧1234の面積×0.7F
図14−胴板の断面積†
6.8.12 強め材の強さと断面積
強め材の強さは,次による。
a) 強め材の引張強さが,胴,鏡板その他の補強されるものの引張強さより大きい場合には,補強される
ものの引張強さと同等とみなす。
b) 強め材の引張強さが,胴,鏡板その他の補強されるものの引張強さより小さい場合には,引張強さに
反比例して強め材の断面積を増す。
6.8.13 強め材を取り付ける溶接の強さ
強め材を取り付ける溶接の強さは,次による。
a) 強め材を取り付ける溶接の強さは,穴の中心を含み,板の面に垂直な平面の片側において,次に掲げ
る値より小さくなってはならない。
− 補強に有効な範囲の中にある強め材の断面積と,その材料の引張強さとの積
b) a) の溶接部は,6.8.9 c) 1) に規定する板の面に沿った強め材の有効範囲外に置いてもよい。
c) 強め材を取り付ける溶接の強さは,10.2.8によって計算する。
6.8.14 管台を取り付ける溶接の強さ
管台を取り付ける溶接の強さは,次による。
a) 管台又はフランジの溶接を施す外周内の面積に,設計圧力を乗じた引張力に耐える強さとしなければ
ならない。
b) a) の取付け溶接の強さは,10.2.8による。
6.8.15 鋳鉄製フランジ,管台などの取扱い
鋳鉄製フランジ,管台などの取扱いは,次による。
a) 鋳鉄製のフランジ,管台などの部分は,鋼製又は非鉄金属製の圧力容器の強め材として算入すること
はできない。
b) 鋳鉄製のフランジ,管台などの部分で,圧力容器の強め材として算入することができるものは,当該
圧力容器と一体に鋳造されたものに限る。この場合,強め材として算入する範囲は,板の面に垂直な
65
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
方向に測って板の厚さの2倍を超えてはならない。
6.8.16 ねじ込んではならない管及び管台
ねじ込んではならない管及び管台は,次による。
a) 外径90 mmを超える管及び管台は,設計圧力1.0 MPa以上の圧力容器又は発生器の胴又は鏡板にねじ
込んではならない。ただし,検査穴用のねじ込みプラグ,その他これに類するものについては,この
限りでない。
b) 外径115 mm以上の管は,圧力容器にねじ込んではならない。
6.8.17 管及び管台をねじ込むための条件
胴板,鏡板などに管,管台などをねじ込む場合には,全周をねじ込むねじ山数及びねじ込みの長さは,
ねじ込む管の外径に応じ,表22に示す値以上としなければならない。
表22−ねじ込むねじ山数
管の外径(mm)
ねじ山数a)
板の計算厚さ(mm)
30未満
4
11
30〜 50未満
5
16
50〜 75未満
6
18
75〜 110未満
8
26
110〜 115未満
10
32
注a) ねじは,JIS B 0203:1999による。その他のねじでは,これに
準じて定める。
6.9
ボルト締めフランジ
6.9.1
管台用管フランジ
配管の接続などに用いる管台用管フランジは,次による。
a) JIS B 2220:2012,JIS B 2240:2006及びJIS B 8602:2002によるフランジ
b) JIS B 8265:2010の附属書G〜附属書Jによるフランジ
6.9.2
管台用以外のフランジ
本体胴フランジなど,管台以外に用いるフランジは,次による。
a) 6.9.1 a) のフランジ。ただし,JIS B 2220:2012及びJIS B 2240:2006の呼び圧力を超える圧力に使用し
てはならない。
また,PD>500[ここに,P:許容圧力(MPa),D:フランジを取り付ける胴などの外径(mm)]
のときは,ハブ付フランジでなければならない。
b) 6.9.1 b) のフランジ。
6.9.3
皿形蓋板取付け用フランジ
中低面に圧力を受ける皿形蓋板に設けるフランジ(胴フランジに締付ボルトで取り付けるもの)の計算
厚さは,次による。
a) 図4 a) に示すフランジは,6.9.2による。
b) 図4 b) に示すフランジは,次による。
1) リングガスケットを用いるもの。
B
A
B
A
B
M
T
−
+
=
f
σ
66
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 全面座ガスケット(平ガスケット)を用いるもの。
(
)(
)
B
A
B
C
B
A
B
P
T
−
−
+
=
f
0.6σ
ここに,
T: フランジの計算厚さ(mm)
M: フランジに作用するモーメント(N・mm)で,JIS B 8265:2010
のG.4.2のM0又はMgによる。
A: フランジの外径(mm)
B: フランジの内径(mm)
C: ボルト穴中心円の直径(mm)
σf: フランジ材料の設計温度における許容引張応力(N/mm2)
ただし,ガスケット締付時には常温における許容引張応力
(N/mm2)
P: 設計圧力(MPa)
c) 図4 c) に示すフランジは,次による。
1) リングガスケットを用いるもの。
(
)
(
)
B
C
B
B
C
M
Q
T
5
7
1.875
f
−
+
+
=
σ
2) リングガスケットを用い,ボルト穴を切り欠いたもの。
(
)
(
)
B
C
B
B
C
M
Q
T
−
+
+
=
3
1.875
f
1
σ
3) 全面形ガスケットを用いるもの。
(
)
R
B
C
BQ
Q
Q
T
−
+
=
3
2+
ここに,
R: 蓋板中央部の内面の半径(mm)
B
C
B
C
PR
Q
5
7
4
f
−
+
=σ
B
C
B
C
PR
Q
−
+
=
3
4
f
1
σ
T,M,B,C,P及びσf: b) による。
d) 図4 d) に示すフランジは,次による。
J
F
F
T
+
+
=
2
(
)
B
A
B
R
PB
F
−
−
=
f
2
2
8
4
σ
B
A
B
A
B
M
J
−
+
=
f
σ
ここに,
A: フランジの外径(mm)
T,M,P,B及びσf: b) による。
R: c) による。
M: JIS B 8265:2010のG.4.2 a) のM0に,更にモ
ーメントHrhrを加える。
67
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,図4 d) のようにHrhr=(HDcotβ1) hrで,鏡板とフランジとの取付部の位置
が図心の上方にあるときはマイナス(−),下方にあるときはプラス(+)とする。
6.10
のぞき窓用ガラスの厚さ
冷媒設備で,使用中に内部の状況を見る必要のある圧力容器などには,胴又は鏡板にガラス製ののぞき
窓を設ける。のぞき窓に使用するガラス板は,JIS R 3206:2003又はJIS B 8286:2005に適合するもの又は
これと同等以上の機械的性質のものとし,その最小計算厚さは,次の式による。
a
5σPA
t=
ここに,
t: ガラス板の計算厚さ(mm)
P: 設計圧力(MPa)
A: ガラス板の圧力を受ける部分の面積(cm2)
σa: ガラス板の許容曲げ応力(N/mm2)で曲げ強さの1/10,強化
ガラスでは15.0 N/mm2
なお,ガラス板の圧力を受ける部分の直径が50 mm以下のものでは,設計圧力の3倍以上の圧力で箇条
8の方法によって設計強度の確認試験を実施し,これに合格した場合の厚さをガラス板の計算厚さとする
ことができる。この場合,ガラス板を保持する取付板は,実用に供するものと同一のものとする。
7
発生器などの構造
7.1
一般
吸収冷凍装置の発生器などで,燃焼ガスその他の高温ガス5) 又は高温の蒸気6) によって加熱される熱交
換器の構造は,次による。ただし,ここに規定する事項以外の一般構造については,箇条6による。
なお,複雑な構造の部分については,箇条8によることができる。また,JIS B 8201:2013の適用がより
適切であると判断される事項については,その該当する事項及び関連する事項の規定によることができる。
注5) 液体又は気体燃料用バーナ及び燃焼排気ガス
6) 蒸気又は高温水
7.2
腐れ代
腐れ代は,特記がない限り,炭素鋼又は低合金鋼において1 mm以上とする。
7.3
胴
7.3.1
胴の厚さの制限
胴の設計厚さは,次の値以上でなければならない。
なお,燃焼排ガスで特にSOx成分が多いなど,特別の条件がある場合は,それを見込まなければならな
い。
a) 内径900 mm以下のものは6 mm。ただし,ステーを取り付ける場合は8 mm。
b) 内径900 mmを超え1 350 mm以下のものは8 mm。
c) 内径1 350 mmを超え1 850 mm以下のものは10 mm。
d) 内径1 850 mmを超えるものは12 mm。
e) 設計圧力が0.2 MPa以下のものは,a)〜d) のそれぞれの値の0.7倍の値とする。
7.3.2
内圧胴の計算厚さ
内面に圧力を受ける胴,管寄せなどの円筒部の計算厚さは,次の式による。
a) 外径を基準とする場合
68
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
kP
PD
t
2
2
a
o
+
=
η
σ
b) 内径を基準とする場合
)
1(
2
2
a
i
k
P
PD
t
−
−
=
η
σ
a) 及びb) において,
t: 円筒部の計算厚さ(mm)
P: 設計圧力(MPa)
Do: tを計算する部分の外径(mm)
Di: tを計算する部分の内径(mm)
σa: 材料の許容引張応力(N/mm2)
η: 長手継手の溶接継手効率(表35に示す。)又は
リガメント効率(7.10による。)のいずれか小
さい値。ただし,穴と長手継手の溶接部の溶接
金属との距離が6 mm以下のとき又は長手継手
に穴があるときは,その穴に影響を及ぼす溶接
継手の効率と穴のある部分の効率との積とす
る。
k: 表23による。
表23−kの値
材料
k a)
設計温度(℃)
480以下
510
540
565
595
620以上
フェライト鋼
0.4
0.5
0.7
0.7
0.7
0.7
オーステナイト鋼
0.4
0.4
0.4
0.4
0.5
0.7
注a) 中間の温度での値は,比例計算によって求める。
7.3.3
胴の周継手
胴の周継手は,長手継手の強さの50 %以上の強さをもたなければならない。ただし,次の場合の周継手
の強さは,長手継手の強さの35 %以上あればよい。
a) 煙管又は長手ステーのために鏡板に圧力の作用する面積が減じ,かつ,鏡板が煙管又は長手ステーに
よって保持されるため,周継手に作用する長手方向の力が,これら煙管又は長手ステーのない場合の
長手方向の力の50 %以下となるとき。
b) 鏡板に圧力の作用する面積が胴の断面積の50 %以下である場合に,鏡板を胴に取り付ける周継手。
7.4
鏡板
7.4.1
鏡板の厚さの制限
鏡板の設計厚さは,全半球形のものを除き,計算上必要な継目無胴板の設計厚さ以上でなければならな
い。ただし,いかなる場合でも6 mm以上とし,ステーを取り付ける場合は8 mm以上とする。
7.4.2
鏡板の形の制限
鏡板の形は,次による。
a) 皿形鏡板の場合[図15 a) 参照] r>50 mm,r≧3t,かつ,l≧2t。ただし,lは38 mmを超える必要
はない。
1) 炉筒がないもの R≦D,かつ,r≧0.06D(中高面に圧力を受ける場合は,r≧0.1D)
2) 炉筒があるもの R≦1.5D,かつ,r≧0.04D
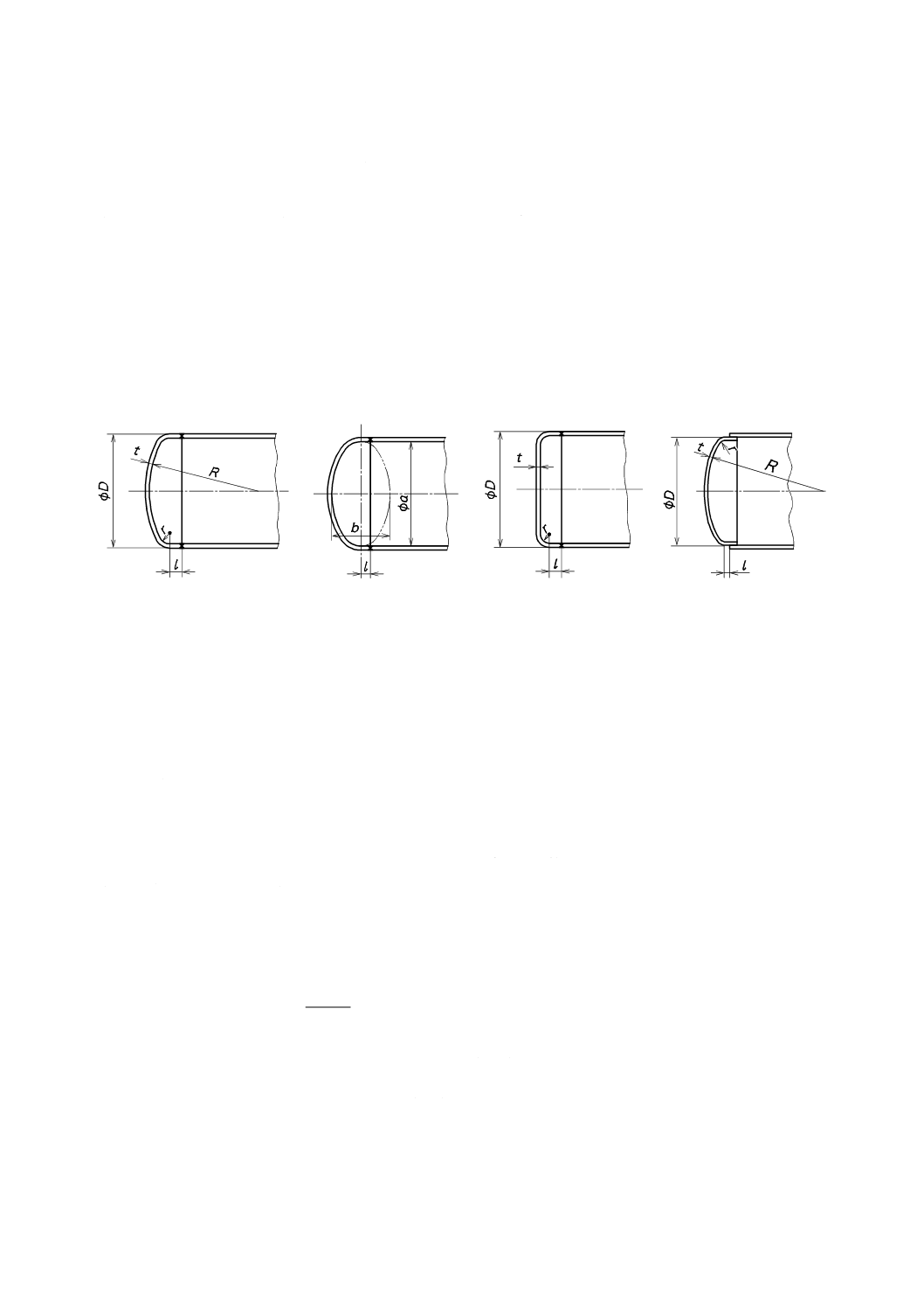
69
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
RがD(炉筒が取り付く場合は,1.5D)より大きい場合は,平らな場合とみなす。
b) 半だ円体形鏡板の場合[図15 b) 参照] a/b≦3,かつ,l≧2t。ただし,lは38 mmを超える必要はな
い。
c) 平鏡板の場合[図15 c) 参照] r≧3t,かつ,l≧2t。ただし,lは38 mmを超える必要はない。
ここに,
t: 鏡板の呼び厚さ(mm)
D: 鏡板の外径(mm)
l: 鏡板フランジの平行部を溶接線から測った長さ(mm)
r: 鏡板のすみの丸みの内半径(mm)
a: 半だ円体形鏡板の内面の長径(mm)
b: 半だ円体形鏡板の内面の短径(mm)
R: 鏡板の中央部の内半径(mm)
a) 皿形鏡板の場合
b) 半だ円体形鏡板の場合
c) 平鏡板の場合
d) 重ね溶接継手の場合
図15−鏡板の形状
7.4.3
ステーがなく穴がある平鏡板の設計厚さ
ステーがなく穴がある平鏡板の設計厚さは,他に規定がないときは,次による。
a) 穴の径が図5 d) の50 %以下の場合は,平鏡板の計算厚さは6.5.8.1による。また,穴の補強について
は,6.8.2〜6.8.12による。
b) 穴の径が図5 d) の50 %を超える場合は,この平鏡板をボルト締めフランジとして計算するか,6.5.8.1
の式でCを2.25Cとするか,又は6.5.8.2の式で平方根の中を2.25倍して求めてもよい。
7.4.4
中底面に圧力を受けるステーがない皿形鏡板の計算厚さ
炉筒を設け,中底面に圧力を受けるステーがない皿形鏡板の計算厚さは,次による。
a) 穴がない場合 6.5.3 a) による。
b) 穴がある場合 穴の補強については,7.8による。この場合,鏡板の計算厚さはa) による。ただし,
最大寸法が150 mmを超える穴があってはならない。
c) 皿形鏡板で炉筒が取り付く場合
η
σa
5.1
PR
t=
ここに,
t: 鏡板の計算厚さ(mm)
P: 設計圧力(MPa)
R: 皿形鏡板の中央部内面の半径又は全半球形鏡板の内面の半径
(mm)
σa: 材料の許容引張応力(MPa)
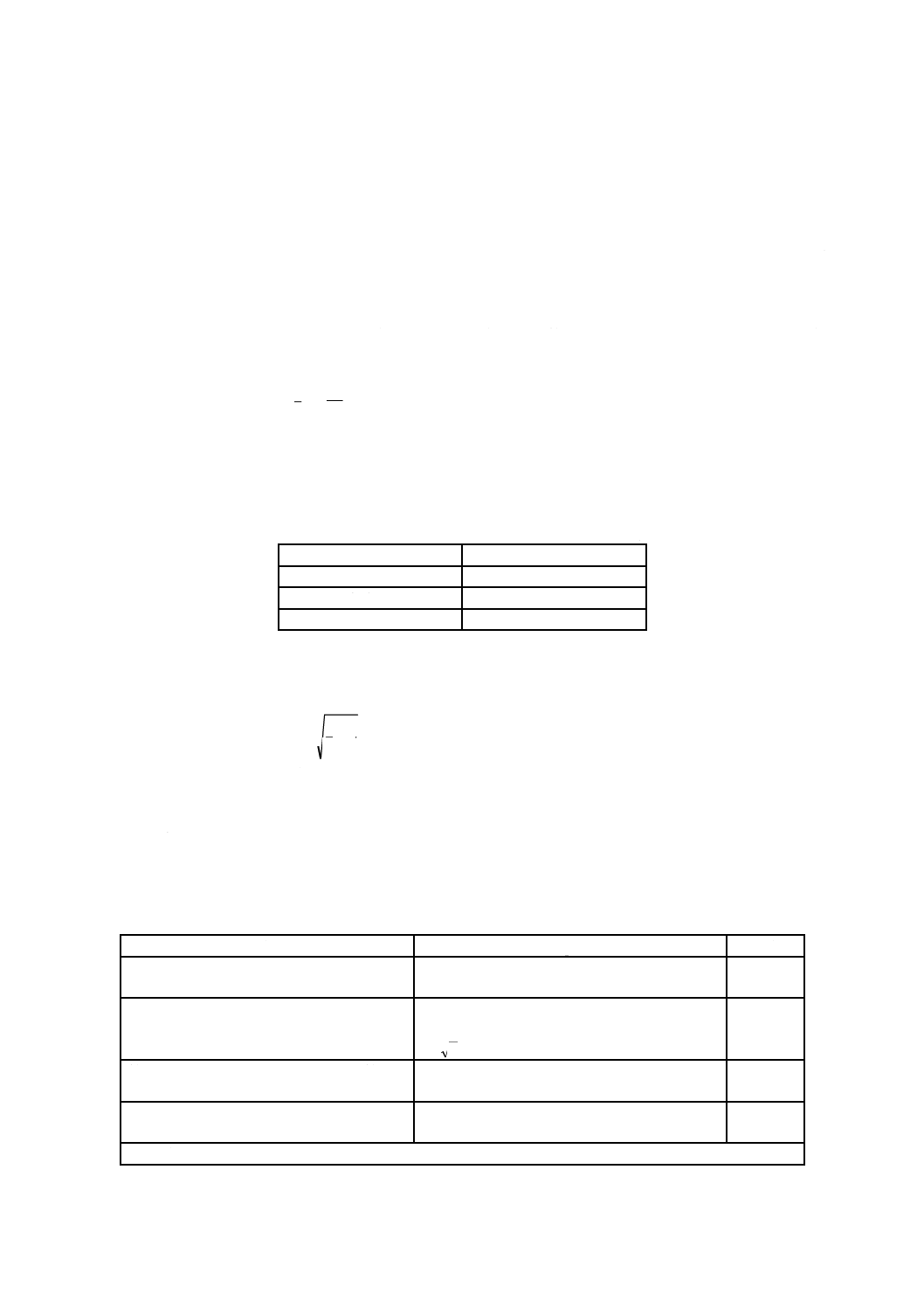
70
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
η: 鏡板自体の継手の効率。全半球形鏡板の場合には鏡板自体の
継手の効率に加え,鏡板を胴に取り付けるときの効率も考慮
する。
7.5
管板
7.5.1
管端をエキスパンダ加工するときのエキスパンダ加工部の計算厚さ
管端をエキスパンダ加工して管板に取り付ける部分の,完全な輪形をなす接触面の計算厚さは10 mm以
上とする。
7.5.2
煙管を取り付ける管板の計算厚さ
エキスパンダ加工又は溶接によって煙管を取り付ける管板の計算厚さは,表24の値以上で,かつ,煙管
の外径が102 mm以下の場合には,次の式の値以上とする。
10
8
d
t
+
=
ここに,
t: 管板の計算厚さ(mm)
d: 管穴の直径(mm)
表24−管板の計算厚さ
単位 mm
管板の外径
管板の計算厚さの制限
1 350以下
10
1 350を超え 1 850以下
12
1 850を超えるもの
14
7.5.3
煙管を取り付ける平らな管板の計算厚さ
エキスパンダ加工又は溶接によって煙管を取り付ける平らな管板の計算厚さの計算は,次による。
a
σ
C
t
P
p
=
ここに,
t: 管板の計算厚さ(mm)
P: 設計圧力(MPa)
σa: 材料の許容引張応力(N/mm2)
なお,式のp及びCは,次による。
a) 管群部 この場合におけるステーは,管ステーによるものとし,式のp及びCの値は,表25による。
表25−p及び定数Cの値
項目
p
C a)
2本の管ステーの間に1本又は2本の煙管が
あるとき
管ステーの平均ピッチで,管ステーの中心線の
間隔
2.6
1群の煙管の中に管ステーが種々のピッチで
あるとき
三つの管ステーの中心を通り,内部に管ステー
を含まない最大円の径をdとするとき
2
/
d
2.6
管群中央の隙間の部分で,その両側の管が全
て管ステーであるとき
管群中央の隙間の両側の管の中心線の間隔
4.5
管群中央の隙間の部分で,その両側の管が2
本の管ステーの間に1本の煙管があるとき
管群中央の隙間の両側の管の中心線の間隔
3.2
注a) 管ステーの端が火炎に触れるときは,Cの値はこの表の値の90 %とする。
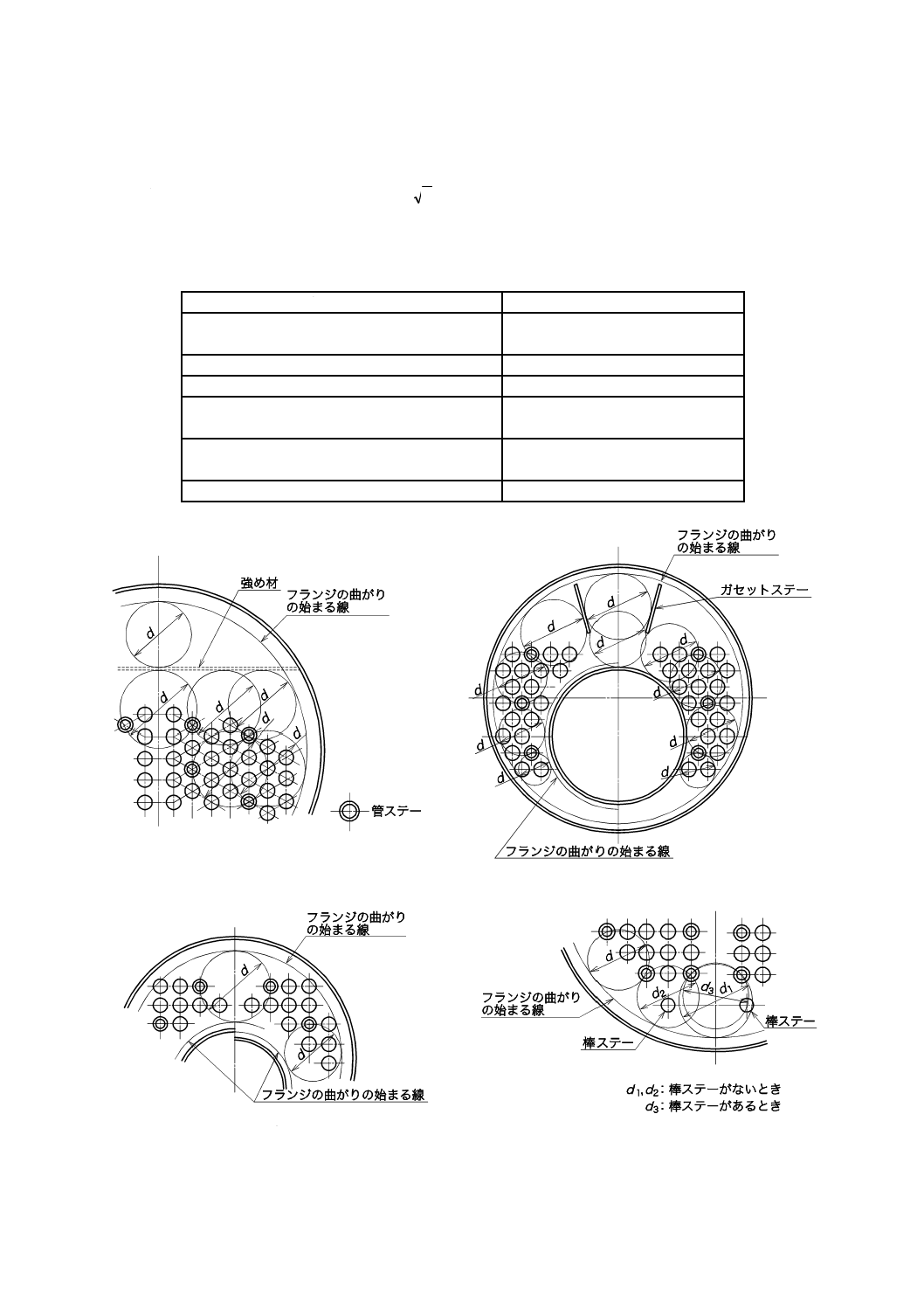
71
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 管群に隣り合う部分 この場合は,式のpは3個の支点(管ステー又は棒ステーの中心,管板の曲が
りの始まる線,ガセットステー又は強め材用の取付け溶接部をいう。)を通り,かつ,内部に管ステー
を含まない最大円の径をdとするとき
2
/
d
とし,Cの値は各支点に対して表26の係数の平均値とす
る(図16参照)。
表26−定数Cの値
支点の種類
C
管ステー
2.6。ただし,管ステーの端が火炎に
触れる場合は,この90 %とする。
棒ステー又はステーボルト
7.6.3に規定する値
管板の曲がりの始まる線
3.2
管板を折り曲げないで炉筒板に溶接で取り付け
る場合は,炉筒の外径円
3.2
ガセットステーを溶接で直接管板に取り付ける
場合は,ステーの板の内側線(描く最大円側)
3.2
ドッグステー
2.1
a)
b)
c)
d)
図16−管板における管群などの配置
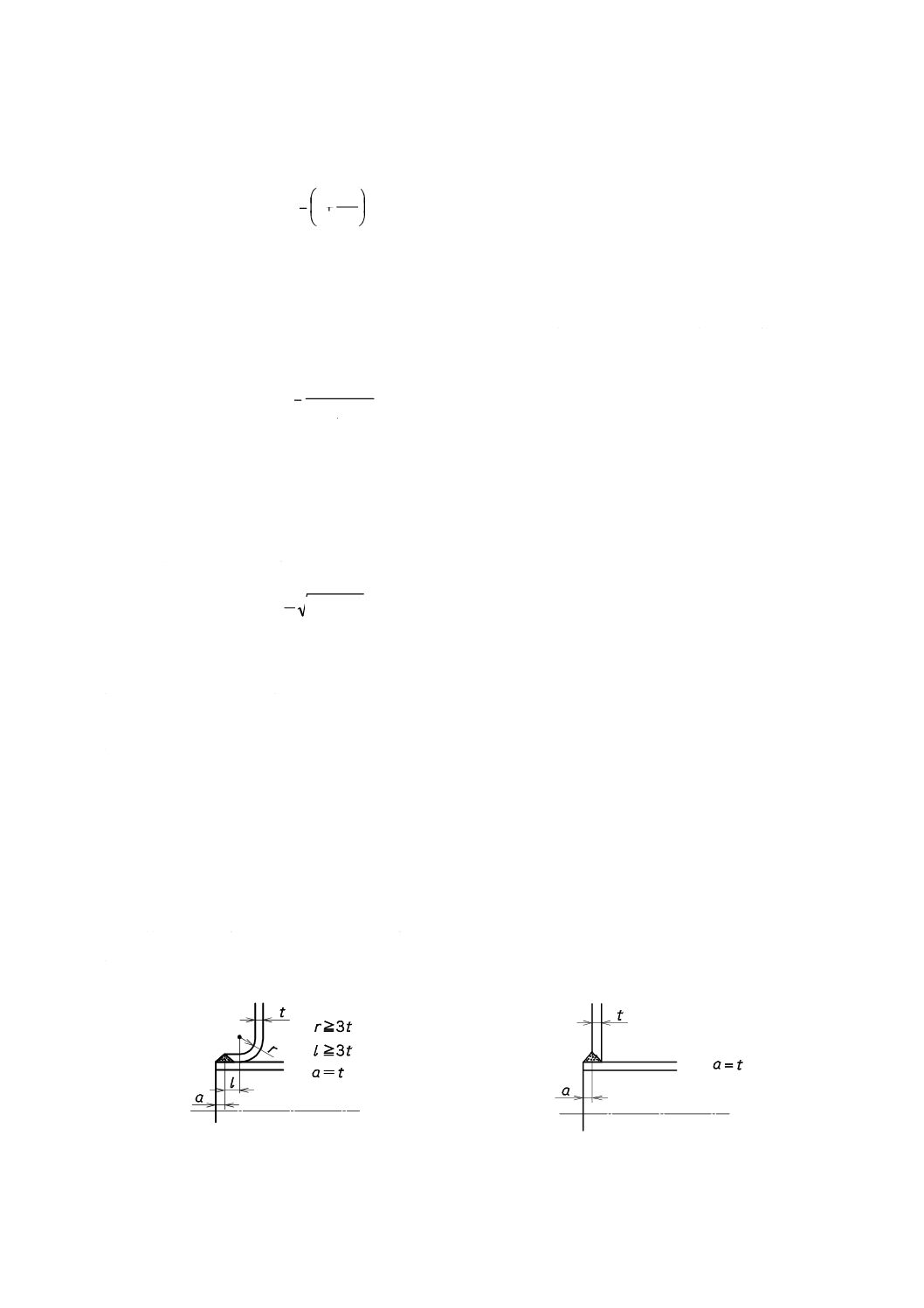
72
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.5.4
煙管の最小ピッチ
煙管の最小ピッチは,次の式による。
d
t
p
+
=
5.4
1
ここに,
p: 煙管の最小ピッチ(mm)
t: 管板の呼び厚さ(mm)
d: 管穴の直径(mm)
7.5.5
燃焼室の管板の計算厚さ
燃焼室の天井板が胴から支えられないで,天井板に加わる荷重が管板に加わる場合の管板の計算厚さは,
次の式による。
)
(
186
d
p
PSp
t
−
=
ここに,
t: 管板の計算厚さ(mm)
P: 設計圧力(MPa)
p: 煙管の水平ピッチ(mm)
S: 管板とこれに向かい合う燃焼室の板との間隔(mm)
d: 煙管の内径(mm)
管が斜線に沿って配列されたときは,隣り合う管列の管の中心線の間の垂直距離は,次の式によって求
められる値以上でなければならない。
2
2
2
1
d
dp+
7.5.6
煙管を取り付ける管板のすみ肉溶接
発生器の煙管を取り付ける管板は,そのフランジ部を発生器などの内側又は外側に向けて,胴にすみ肉
溶接してもよい。この場合は,次による。
a) フランジが外側に向く場合には,継手は全て胴の内側とする。
b) フランジが内側に向く場合には,両側全厚すみ肉溶接とする。
c) すみ肉溶接部は,直接火炎に触れてはならない。
d) すみ肉溶接ののど厚は,管板厚さの0.7倍以上とする。
e) 溶接部は,放射線透過試験を必要としない。
7.5.7
炉筒形発生器の平管板又は平鏡板と炉筒との取付け
炉筒形発生器の前管板又は前鏡板は,図17のように溶接によって炉筒に取り付けることができる。この
場合には,次による。
a) 平管板又は平鏡板は,ステーによって支える。
b) 溶接部の開先は,JIS Z 3021:2010に規定するレ形,K形又はJ形による。
a)
b)
図17−平管板又は平鏡板と炉筒との取付け
73
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.6
火室及び炉筒
7.6.1
火室及び炉筒用板の設計厚さの制限
フランジをもつ火室又は炉筒板の設計厚さは,8 mm以上にしなければならない。
7.6.2
円筒火室又は炉筒の継手
円筒火室又は炉筒(波形炉筒を含む。)の長手継手は,突合せ両側溶接による。この場合には,放射線透
過試験は必要としない。
7.6.3
円筒火室又は平形炉筒の計算厚さ
円筒火室又は平形炉筒の計算厚さは,次の式による。
+
+
+
=
)
(
2.
10
1
1
235
D
l
P
Cl
PD
t
ここに,
t: 火室板又は炉筒板の計算厚さ(mm)
P: 設計圧力(MPa)
D: 火室又は炉筒の内径(mm)
l: 有効支え部の最大距離(mm)で,図18による。
C: 定数で横形炉筒については75,立形炉筒については45とす
る。
図18−有効支え部の最大距離
7.6.4
波形炉筒の計算厚さ
波形炉筒でその端の平形部の長さが230 mm未満のものの計算厚さは,次の式による。
C
PD
t
2.
10
=
ここに,
t: 炉筒の計算厚さ(mm)
P: 設計圧力(MPa)
D: 炉筒の波形部における最大内径と最小内径との平均値(mm)
で,モリソン形では最小内径に50 mmを加えたものとする。
C: 炉筒の形状による定数であって,表27による。
74
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表27−定数Cの値
炉筒の形状
C
波形のピッチが200 mm以下のモリソン形炉筒で,小波形の炉筒ガス側
の半径rが大波形の炉筒水側の半径Rの1/2以下で,谷の深さが32 mm
以上の場合[図19 a)]
1 100
波形のピッチが200 mm以下のフォックス形炉筒で,谷の深さが38 mm
以上の場合[図19 b)]
985
波形のピッチが230 mm以下のブラウン形炉筒で,谷の深さが41 mm以
上の場合[図19 c)]
985
単位 mm
a) モリソン形
b) フォックス形
c) ブラウン形
図19−波形炉筒の種類†
7.6.5
炉筒と煙管との隙間
炉筒煙管形発生器の炉筒の外面と,これに最も近い煙管との間には50 mm以上の隙間を設けなければな
らに。ただし,炉筒に波形又は補強環などの突起を設ける場合には,これらの突起物の外面とこれに最も
近い煙管との隙間は30 mm以上としてもよい。
7.6.6
火室板の溶接
火室板は,次の場合に溶接する。この場合には,放射線透過試験は必要としない。
a) ステーボルトで支えられた火室板をステーボルト列の中間又はすみの丸みの部分から7.5.3に示すス
テーボルトのピッチpの1/2以上離れた所で溶接する場合。
b) 火たき口の周囲を溶接する場合は,火たき口の周囲において両側の板をステーボルトによって,次の
とおり取り付ける。
1) 両側の板にフランジ部を設けて溶接する場合には,各々の板の曲げ始まりの点からステー列の中心
線までの距離が7.5.3によるピッチpの1/2を超えてはならない[図20 a) 参照]。
2) 片側又は両側の板にフランジ部を設けないときは,溶接の根元からステー列の中心線までの距離が
7.7.3によるピッチpの1/2を超えてはならない[図20 b) 参照]。
75
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
p
l
2
1
≦
p
l
2
1
≦
a)
b)
図20−火室板の溶接
7.7
ステー及び管ステーによって支えられる板
7.7.1
ステー又は管ステーが支える荷重
ステー又は管ステーが支える荷重は,次による。
a) ガセットステー,管ステーなどが支える荷重は,ステーが受けもつ面積からステーの占める面積(ス
テーが支える面積内にある管穴の面積を含む。)を除き,これに設計圧力を乗じたものとする。ステー
が受けもつ面積は,管ステーの中心,ガセットステー,炉筒などを鏡板に取り付ける溶接部,及びフ
ランジの曲がり部の曲がりが始まる線の中央に位置する線によって囲まれる部分の面積とする[図21
a) 参照]。この場合は,図21 b) に示すように,ガセットステーを鏡板に取り付ける最下端の溶接部
と管ステーの中心との間の中央に位置する線(直線AA)を境界線とみなしてもよい。
b) a) は,不規則に配置されたステーが支える荷重について準用する。
a)
b)
図21−ステーが受けもつ面積
76
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.7.2
ステーのピッチの制限
ステーを板にねじ込んで一端又は両端をかしめて,継目を気密にした場合には,ステーの水平及び垂直
方向のピッチは,次の値を超えてはならない。
a) ステーを正方形に配置した場合は,216 mm。
b) ステーを長方形に配置した場合は,260 mm。ただし,この場合,ステーの水平及び垂直方向の中心線
間距離の平均値は,216 mmを超えてはならない。
7.7.3
ステーで支えられる板の計算厚さ
ステーで支えられる板の計算厚さは,次による。
a) 規則的に配置されたステーボルト,その他のステーによって支えられる平板の計算厚さは,次の式に
よる。ただし,いかなる場合でも8 mm未満としてはならない。
a
σ
C
t
P
p
=
ここに,
t: 平板の計算厚さ(mm)
P: 設計圧力(MPa)
p: ステーボルト又はこれと同様のステーの平均ピッチで,ステ
ー列の水平及び垂直方向の中心線間の距離の平均値(mm)
[図22 a) 参照]
C: ステーの取付方法による定数で,表28による。
σa: 材料の許容引張応力(N/mm2)
表28−定数Cの値
ステーの取付方法
C
厚さ11 mm以下の板にステーを差し込み,その端部をすみ肉溶接したもの
2.1
厚さ11 mmを超える板にステーを差し込み,その端部をすみ肉溶接したもの
2.2
板に開先をとり,棒ステーの端部をレ形溶接したもの
2.5
a)
b)
図22−ステー計算におけるp又はd
b) ステーボルトその他のステーが不規則に配置されたとき,a) の式でp及びCは次による。
1) pは,三つのステーの中心を通り,その他のステーを含まない最大円の径をdとするとき
2
/
d
p=
とする[図22 b) 参照]。
2) Cの値は,各支点に対する次の係数の平均とする。
− 鏡板の曲がりの始まる線 3.2
77
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− その他の支点は,7.5.3 a) 及び7.7.3 a) に示す値による。
7.7.4
添え板をもつ場合の板の呼び厚さ
呼び厚さ10 mm以上で,ステーによって支えられる平板の火炎に触れない部分に,その厚さの2/3以上
の添え板をステーで支えられる全周にわたりすみ肉溶接したときは,それらを合わせた板の呼び厚さは,
厚さの合計の3/4(ただし,平板の呼び厚さの1.5倍を超えないものとする。)とみなし,定数Cは2.8と
し,板の最小厚さは7.7.3による。
7.7.5
ステーボルトの取付け
ステーボルトを取り付けるには,2山以上を完全に板面から出して,端部をかしめて継目を気密にする。
ステーが板に対して斜めに取り付く場合は,3山以上がねじ込まれ,そのうち1山以上が全周ねじ込まれ
ていなければならない。板厚がこれに不足するときは,補強しなければならない。
7.7.6
ステーボルト及び棒ステーの強さ
ステーボルト及び棒ステーの強さは,最小断面積で計算し,その場合の許容引張応力は,表29による。
表29−ステーボルト及び棒ステーの許容引張応力
単位 N/mm2
項目
支点間の距離が径の
120倍以下のもの
支点間の距離が径の
120倍を超えるもの
ステーボルトで径25 mm未満のもの
52
−
ステーボルトで径25 mm以上のもの
55
−
棒ステーで径38 mm以下のもの
66
59
棒ステーで径38 mmを超えるもの
72
62
棒ステーでその端部に整形部分を溶接したもの
41
41
7.7.7
管ステーの強さ
管ステーの最小断面積は,次の式による。
490
.0
)
(
P
a
A
S
−
=
ここに,
S: 管ステーの最小断面積(mm2)
A: 1本の管ステーの支える面積(cm2)
a: Aの中での管穴の合計面積(cm2)
P: 設計圧力(MPa)
7.7.8
管ステーの取付け
管ステーの取付けは,次による。
a) 管ステーの端部は,火炎に触れる板の外側に出る部分を10 mm以下とする。
b) 管ステーの端部は,板の外面より内側であってはならない。
c) 管ステーの肉厚は,火炎に触れる場合は4.3 mm以上,火炎に触れない場合は2.3 mm(ステンレス鋼
の場合は2.0 mm)以上とし,管内壁に溝を設けてエキスパンダ加工とする。また,管ステーを溶接に
よって取り付ける場合は,10.2.8による。
7.7.9
斜めステーの強さ
斜めステーの最小断面積は,次の式による。
h
l
A
A
1
=
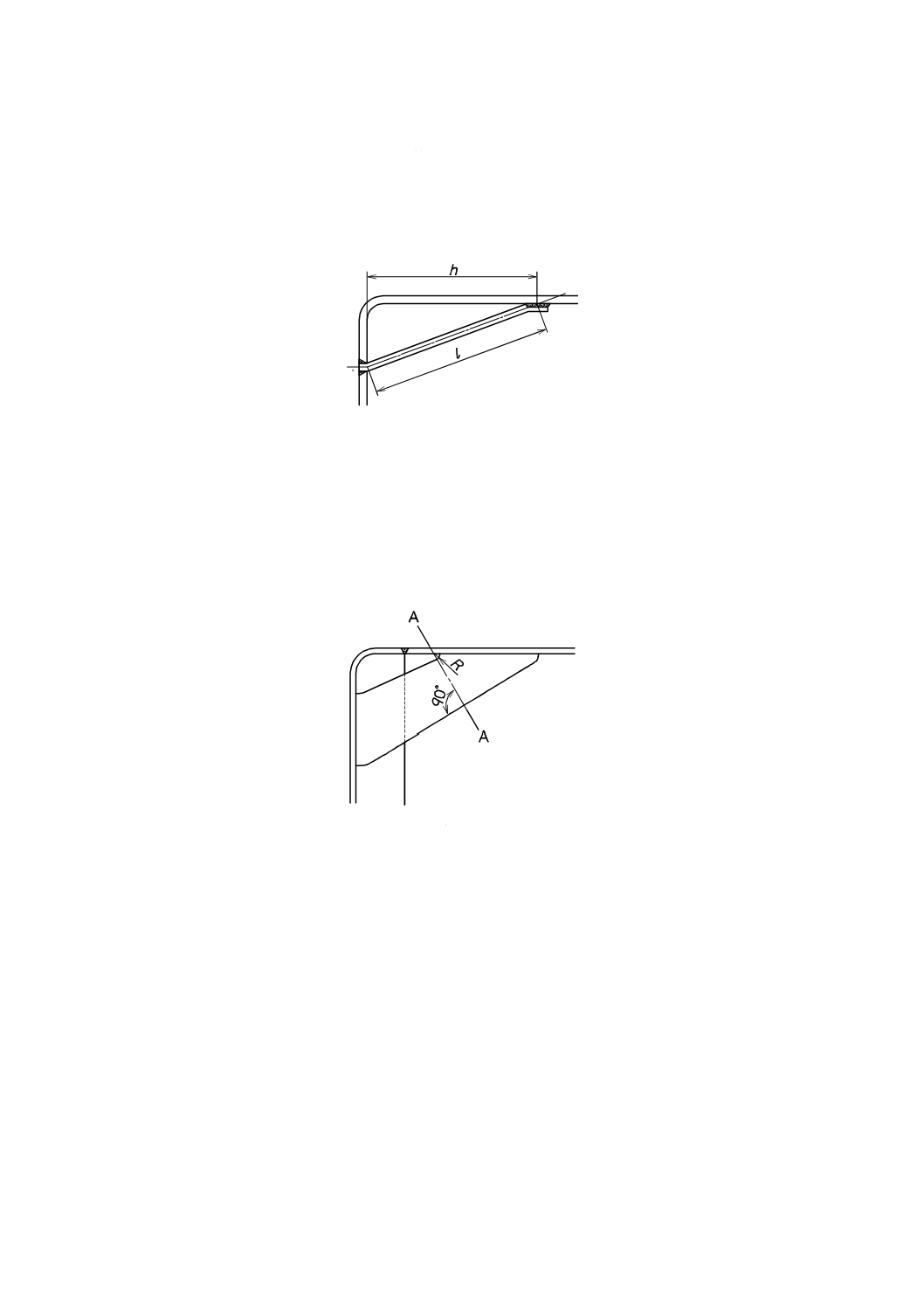
78
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
A: 斜めステーの最小断面積(mm2)
A1: 棒ステーを取り付けると仮定した場合の所要断面積(mm2)
l: 斜めステーの長さ(mm)で図23のように測る。
h: 斜めステーの胴取付部の中央部から平板面への垂線の長さ
(mm)(図23参照)
図23−斜めステー
7.7.10 ガセットステーの強さ
ガセットステーの最小断面積は,その最も長い辺と同じ角度をなす斜めステーが7.7.9に定める最小断面
積より10 %以上大きくする。この場合,断面積は,図24のAA面で測り,ガセットステーの許容引張応
力は,表6に示す数値の0.8倍とする。
図24−ガセットステー
7.8
穴
7.8.1
作業用穴
発生器には,原則として知らせ穴,掃除穴,マンホール(保守作業用の穴で,発生器の製作工程中に設
けるものを除く。)は,必要としない構造とする。
なお,特別の理由で穴を設ける必要がある場合は,JIS B 8265:2010及びJIS B 8201:2013による。
7.8.2
補強を必要としない穴
7.8.2.1
一般
胴,管寄せ,鏡板及び平板に設ける穴で7.8.2.2〜7.8.2.4に示す条件を満足するものは,補強を必要とし
ない。ただし,穴の径が200 mmを超えてはならない。
7.8.2.2
胴,管寄せなどの円筒部に設けられる穴
胴,管寄せなどの円筒部に設けられる穴は,次による。
79
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 管穴又は管穴類似の穴が7.10.2〜7.10.6に適合し,かつ,管群中の最大の穴の径が次の式によって求め
た値以下の場合。
(
)
[
]3/1
s1
08
.8
k
Dt
d
−
=
ここに,
d: 穴の最大径(mm)
D: 胴の外径(mm)
ts: 胴板の厚さ(mm)
k: 次の式によって求められる値
s
a
82
.1
t
PD
k
η
σ
=
P: 設計圧力(MPa)
σa: 許容引張応力(N/mm2)
η: 長手継手の効率で,穴が継手を通らないときは1,通る
ときは継手の効率とする。
b) 胴,管寄せなどの円筒部に設けられる単独の穴で,穴の径がa) の値以下の場合,又は穴の径が円筒
部の内径が1/4以下で,次の条件を満足する場合。
1) 内径61 mm以下のものを溶接で取り付ける場合
2) 径(ねじ穴では,めねじの谷の径)61 mm以下の穴
7.8.2.3
鏡板に設けられる穴
鏡板に設けられる穴は,次による。
a) 皿形,全半球形及び半だ円体形鏡板に設けられる穴の径が7.8.2.2 b) の値以下の場合。この場合,7.8.2.2
a) において,Dは,皿形鏡板及び全半球形鏡板では鏡板の内面の半径に鏡板の厚さを加えた値(mm)
をとり,半だ円体形鏡板では鏡板のフランジの外径(mm)をとる。また,tsは,鏡板の厚さ(mm)
をとる。
b) 鏡板の補強しない穴の位置は,次による。
1) 皿形鏡板の場合 穴の縁は,タンジェントラインによる境界線又は折込み形マンホールの周囲から
鏡板の厚さに等しい距離以下に近づけてはならない。また,水柱管への連絡管取付け穴を除き,鏡
板のすみの丸みの部分にかかってはならない。
2) 半だ円体形鏡板 穴は,鏡板の内径の80 %に等しい円から中心側に配置する。穴の縁は,この円か
ら鏡板の厚さに等しい距離以下に近づけてはならない。
c) 鏡板に補強しない二つの穴があるとき,その中心間の距離は,次の式によって求めた値以上でなけれ
ばならない。
)
1(2
2
1
k
d
d
L
−
+
=
ここに,
L: 二つの穴の中心間の距離で,鏡板の面に沿って測った値
(mm)
d1,d2: 二つの穴の直径(mm)
k: 7.8.2.2 a) に規定する値
7.8.2.4
平板に設けられる穴
平板に設けられる穴は,次による。
a) 平鏡板,平蓋板などの平板に設けられる穴の径が7.8.2.2 b) に示す値以下の場合。この場合,7.8.2.2 a)
でDには図5のdをとり,kは6.5.8に規定する平板の最小厚さを平板の厚さで除した値とする。
b) 平鏡板,平蓋板などの平板に設けられる穴の径が図5のdの50 %以下で,6.5.8.1の式で2C[図5 l) 及
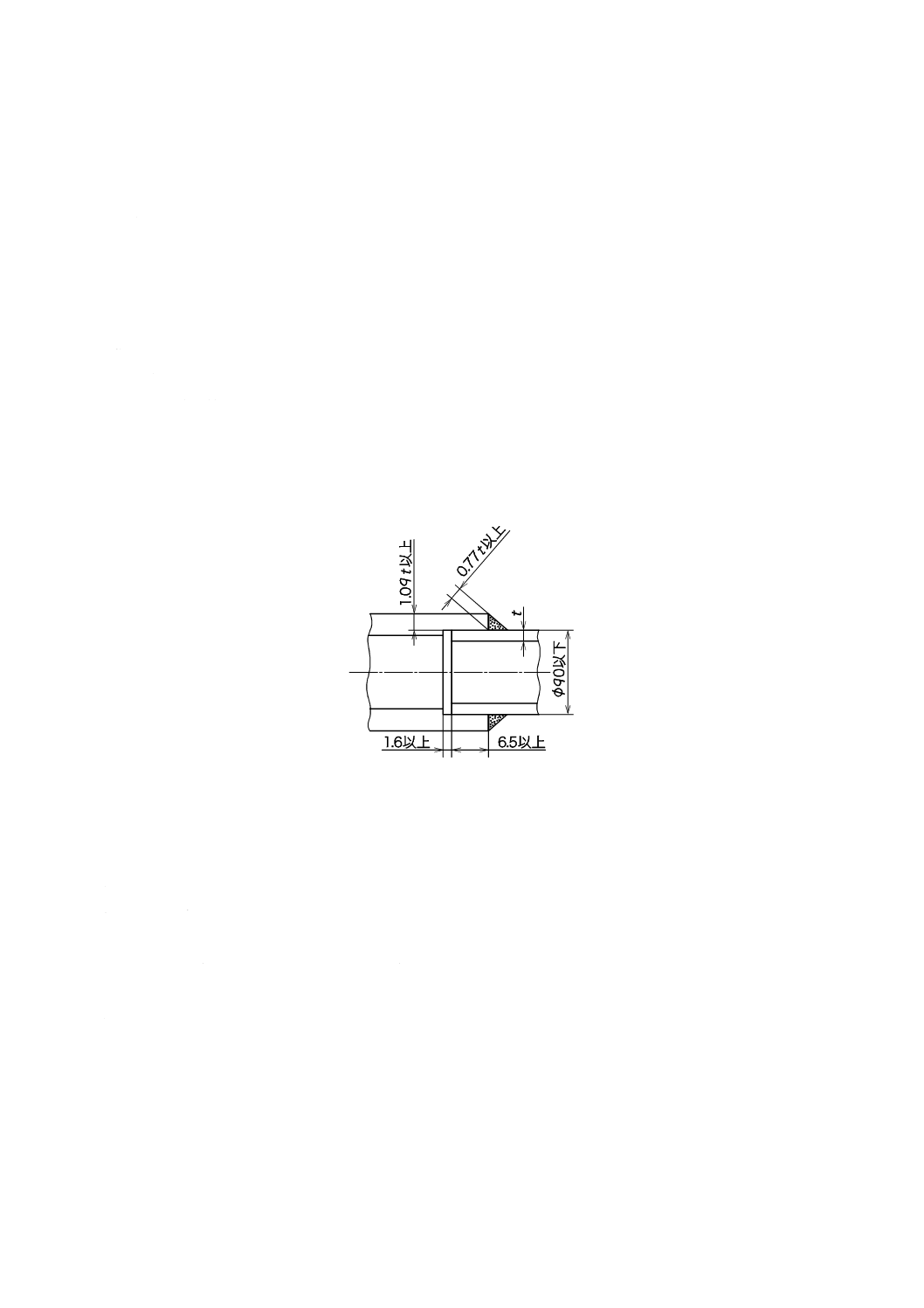
80
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
びm) 以外は,0.75を超えるときは0.75にすることができる。],又は6.5.8.2の式で平方根記号内を2
倍して厚さを計算した場合。
c) 平鏡板,平蓋板などの平板に設けられる穴の径が図5のdの50 %を超える場合で,平板の厚さを7.4.3
b) によって計算した場合。
7.9
管寄せ
7.9.1
差込み溶接継手
バルブその他の附属品と管との差込み溶接継手は,次の場合には,溶接部が450 ℃以上の燃焼ガスに触
れない限り溶接してよい(図25参照)。
1) 管の外径が90 mm以下
2) 差込み長さが6.5 mm以上
3) 溶接前の管の端とソケットの内部の突出し部との間の隙間が1.6 mm以上
4) 差し込まれる部分の肉厚が管の呼び厚さの1.09倍以上
5) すみ肉溶接の実際のど厚が管の呼び厚さの0.77倍以上
単位 mm
図25−差込み溶接継手
7.9.2
管,管台などの取付け
管,管台,強め材などを胴,鏡板,管寄せなどに取り付ける場合は,次による。
a) 溶接による場合 溶接による場合は,10.2.7による。
b) 植込みボルトによる場合 植込みボルトによる取付けの場合には,胴に適宜取り付ける板,取付物な
どの表面は,機械仕上げした平らな面でなければならない。ねじ下穴の深さは,板の厚さの3/4以下
でなければならない。ただし,この場合,当て板を当てることによって,必要設計厚さを保つように
するならば,この限りでない。また,ねじ込みの長さは,植込みボルトの径より小さくてはならない。
c) ねじによる場合 管その他これに類するものをねじによって取り付ける場合のねじは,JIS B
0203:1999に適合しなければならない。ただし,この場合,管は胴板の湾曲を考慮に入れて,表30に
示す最小ねじ山数だけかみ合っていなければならない。表30に示す値から必要とする板の設計厚さ,
ねじ山数などを補足するために,又は必要に応じて補強するために,適切な当て板,取付物などを胴
板に当てることができる。設計圧力が0.7 MPa以上の場合には,外径90 mm以上のねじ継手は使用し
てはならない。ただし,検査穴などのねじ込みプラグ及びねじ込み蓋は,この限りでない。
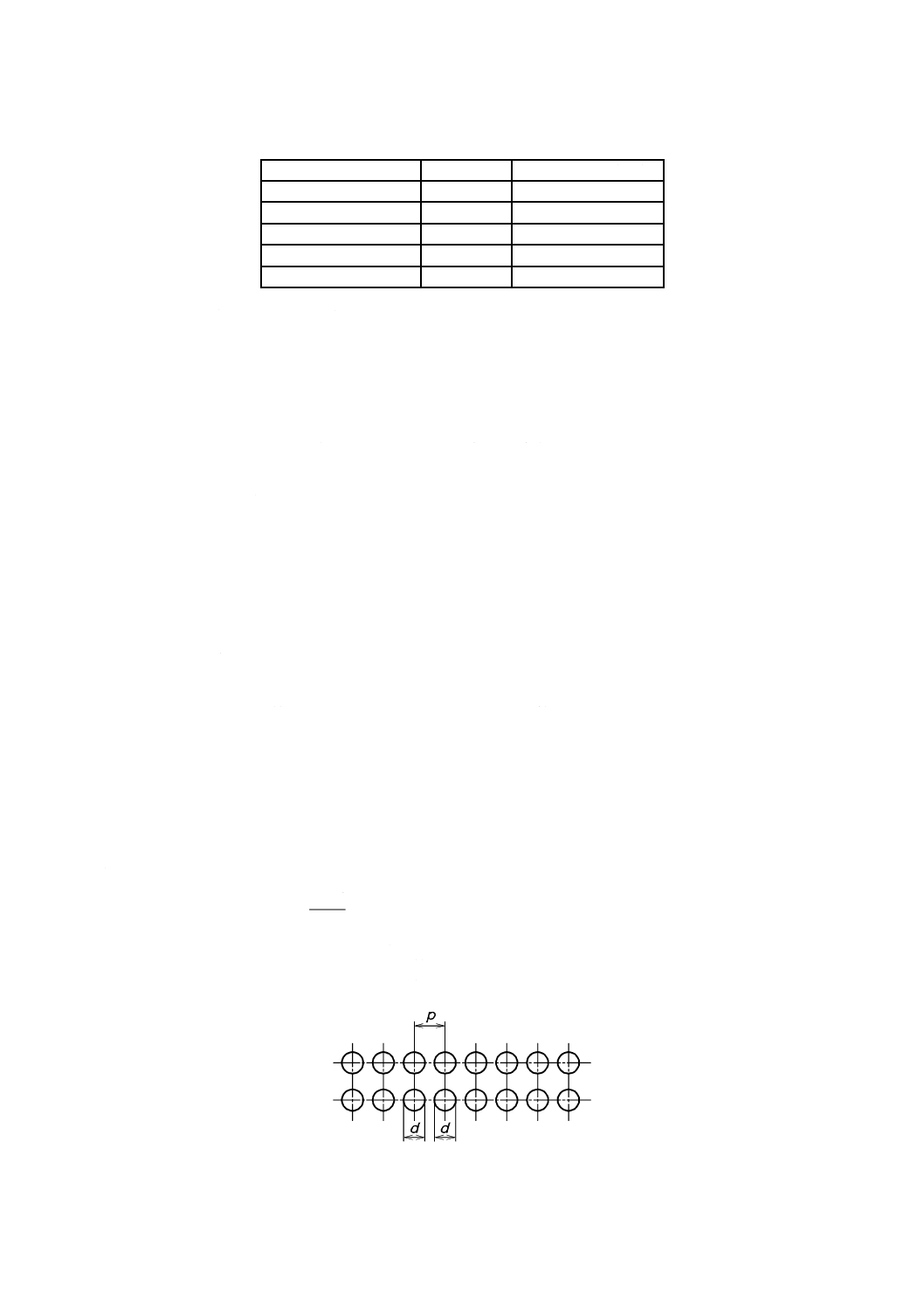
81
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表30−最小ねじ山数
管の外径(mm)
ねじ山数
板の設計厚さ(mm)
21.7,27.2
4
11
34,42.7,48.6
5
16
60.5
6
18
76.3,89.1,101.6
8
26
114.3
10
32
d) エキスパンダ加工の場合 外径102 mm以下の管は,7.11.4又は7.11.5の方法によるエキスパンダ加工
で,取り付けることができる。
7.9.3
管台取付けの強さ
管台を胴又は鏡板に取り付ける強さは,管台,フランジのコーキング又は漏止め溶接を施す外周(フラ
ンジの外側でコーキングする場合はフランジの外径,内側でコーキングする場合は内径)内の面積に設計
圧力を乗じた引張力に対して耐えるものとし,その取付けの強さは,10.2.7による。
7.9.4
円筒形管寄せの計算厚さ
円筒形の管寄せの計算厚さは,7.3.2による。
7.9.5
長方形管寄せ
断面が長方形の管寄せは,JIS B 8201:2013の6.8.13による。
7.9.6
管台の計算厚さ
管台の円筒部分の計算厚さは,7.3.2の式によって計算し,かつ,管台にかかる他の外力に対して十分考
慮して求めなければならない。設計圧力は,管台を取り付ける胴の設計圧力以上とする。
7.10
管穴のリガメント効率
7.10.1
管穴列のリガメント効率
7.3.2による内圧胴の計算厚さの式に用いるリガメント効率の算定方法は,7.10.2〜7.10.6による。ただし,
7.10.2〜7.10.6の規定は,7.8.2によって補強を必要としない穴の場合に適用し,穴が6.8.6〜6.8.10によっ
て補強された場合には適用しない。
7.10.2
長手方向に配置された管穴部の強さ
胴の長手方向に管穴が一直線上に配置された場合には,この管穴部の強さは管穴のない断面の強さに対
し,次に示すリガメント効率を乗じた値とする。
a) 管穴のピッチが等しい場合(図26参照) この部分の効率は,次の式による。
p
d
p−
=
η
ここに,
η: リガメント効率
p: 管穴のピッチ(mm)
d: 管穴の直径(mm)
図26−管穴のピッチが等しい配置
82
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 管穴のピッチが等しくない場合(図27参照) この部分の効率は,次の式による。
l
nd
l−
=
η
ここに,
η: リガメント効率
l: 異なるピッチを含んだ1単位を作る部分の長さ(mm)
d: 管穴の直径(mm)。ただし,直径の異なる管穴が配置された
場合は,管穴の直径の平均値とする。
n: l中の管穴の数
a)
b)
図27−管穴のピッチが等しくない配置
7.10.3
円周方向に配置された管穴部の強さ
胴の円周方向に配置された管穴部の強さは,長手方向に配置された管穴部の計算上必要な強さの1/2以
上とする。
なお,管穴の円周方向のピッチは板を曲げる前に測るか,又は曲げた板の実際の厚さの中央で測る。
7.10.4
斜め方向に配置された管穴部の強さ
図28に示すように,胴に管穴が斜め方向に配置された場合には,この管穴部の強さは,胴の長手方向の
管穴のない断面の強さに対し,次に示すいずれかの効率を乗じた値とする。
a) 図29によって算定された等価リガメント効率
b) 図29において,長手効率(横軸の値)と等価リガメント効率(縦軸の値)が等しくなる条件を示す値
線より上にある場合には,次の式によって求めた効率。
p
d
p−
=
η
ここに,
η: リガメント効率
p: 長手方向のピッチ又は周方向のピッチ(mm)
d: 管穴の直径(mm)
例1 図28において,斜め方向の管穴ピッチp'=163 mm,管穴の直径d=102 mm,長手方向の管穴
ピッチp=292とすると,
83
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
650
.0
292
102
292
=
−
=
−
p
d
p
558
.0
292
163=
=
′
p
p
ここに,
p: 長手方向のピッチ又は周方向のピッチ(mm)
p': 斜め方向のピッチ(mm)
これらの値に対応する点は図29における点Aであり,その場合の等価リガメント効率は
37.0 %である。点Aは,“斜め方向リガメントと長手リガメントの効率が等しくなる条件を示
す曲線”の下にあるので,斜めのリガメントは基準値より弱いことになる。
例2 図29において,斜め方向の管穴ピッチp'=166 mm,管穴の直径d=102 mm,長手方向の管穴
ピッチp=178 mmとすると,
426
.0
178
102
178
=
−
=
−
p
d
p
932
.0
178
166=
=
′
p
p
これらの値に対応する点,図29における点Bであり,“斜め方向リガメントと長手リガメン
トの効率が等しくなる条件を示す曲線”の上にある。この場合の効率は,(p−d) /pの式から求
めるので,効率は42.7 %となる。
単位 mm
図28−斜め方向に配置された管穴部の例†
84
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図29−円筒胴における管穴間の長手方向と斜め方向のリガメント効率を算定する図表†
7.10.5
長手方向に数群の管穴のある場合のリガメント効率
胴の長手方向に数群の管穴が規則的に配置され,各群での管穴の配置が同一であるときは,各群の管穴
部のリガメント効率は,設計厚さの計算に用いたリガメント効率より小さくなってはならない。
7.10.6
管穴が不規則に配置された場合のリガメント効率
胴の長手方向の一直線上に管穴が不規則に配置された場合における管穴がある部分の平均リガメント効
率は,次の規定を満足するものでなければならない。
この規定は,管穴のうち一直線上にないものがある場合にも適用する。ただし,この場合のリガメント
効率は,この穴がある場合とない場合との小さいほうをとる。
a) 胴の内径に等しい長さl1(胴の内径が1 500 mmを超える場合は,1 500 mmとする。)について,次の
式によって求めた値のうち最も小さい値が,設計厚さの計算に用いたリガメント効率より小さくなっ
てはならない。
85
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1l
c
b
a
Λ
+
+
+
=
η
b) 胴の内半径に等しい長さl2(胴の内径が750 mmを超える場合は,750 mmとする。)について,次の
式によって求めた値のうち最も小さい値が,設計厚さの計算に用いたリガメント効率の80 %より小さ
くなってはならない。
2l
c
b
a
Λ
+
+
+
=
η
a) 及びb) において,
η: 管穴がある部分の平均リガメント効率
a,b,c,…: 管穴が胴の長手方向に配置された場合
の管穴の間の帯の幅(mm)。
管穴が斜線上にある場合は,斜線上
における管穴の中心間距離を長手方向
へ投影した長さに図30の等価リガメン
ト効率を乗じたものとする。
なお,a) 及びb) による効率が,l1を胴内径の範囲にある管穴列の両端の管穴中心間距離(胴内径の範
囲内に管穴が一つの場合は,隣接した管穴との中心間距離)とした場合の最小リガメント効率より小さい
場合には,これより小さくしなくてもよい。
86
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
等価リガメント効率を計算によって求める場合は,次による。ただし,この式は,この図に示す縦軸と横軸との範囲
を超える部分で使用してはならない。
θ
θ
θ
θ
η
2
2
2
sec
005
.0
015
.0
sec
3
/
sec
1
sec
+
+
′
−
+
=
d
p
図30−円筒胴の斜め方向リガメント効率を長手方向リガメント効率に換算する線図†
7.11
煙管,水管などの加熱管
7.11.1
煙管の設計厚さ
煙管の設計厚さは,次の式による。ただし,煙管の外径は,102 mm以下とする。
87
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
6.
68
+
=Pd
t
ここに,
t: 煙管の設計厚さ(mm)
P: 設計圧力(MPa)
d: 煙管の外径(mm)
7.11.2
水管,加熱管,エコノマイザ用鋼管などの設計厚さ
水管,加熱管,エコノマイザ用鋼管など内部に圧力を受ける鋼管の設計厚さは,次の式による。ただし,
外径は,102 mm以下とする。
α
σ
+
+
+
=
d
P
Pd
t
005
.0
2
a
ここに,
t: 鋼管の設計厚さ(mm)
P: 設計圧力(MPa)
d: 鋼管の外径(mm)
σa: 材料の許容引張応力(N/mm2)
α: 1 mm。ただし,管をエキスパンダ加工するものの管座の長
さに25 mmを加えた長さの部分の設計厚さが表31に示す値
以上の場合,及び管寄せ又は胴に溶接(漏止め溶接を除く。)
するものは,0としてよい。
表31−設計厚さ
単位 mm
管の外径
設計厚さ
38.1以下
2.3
38.1を超え 50.8以下
2.6
50.8を超え 76.2以下
2.9
76.2を超え 102以下
3.5
7.11.3
煙管,水管,加熱管,エコノマイザ用鋼管などの設計厚さの制限
煙管,水管,加熱管,エコノマイザ用鋼管などの設計厚さは,表32に示す値以上でなければならない。
表32−設計厚さ
単位 mm
管の外径
設計厚さ
38.1以下
2.0
38.1を超え 50.8以下
2.3
50.8を超え 76.2以下
2.6
76.2を超え
102以下
3.2
7.11.4
煙管の取付け
煙管の取付けは,次による。
a) 図31に示す方法による。
b) エキスパンダ加工によって煙管を管板に取り付ける場合は,エキスパンダ加工し,かつ,縁曲げを行
うものとする。ただし,火炎に触れない一端は,縁曲げを行わなくてもよい。管の周囲は,漏止め溶
接を行うことができる[図31 c) 参照]。
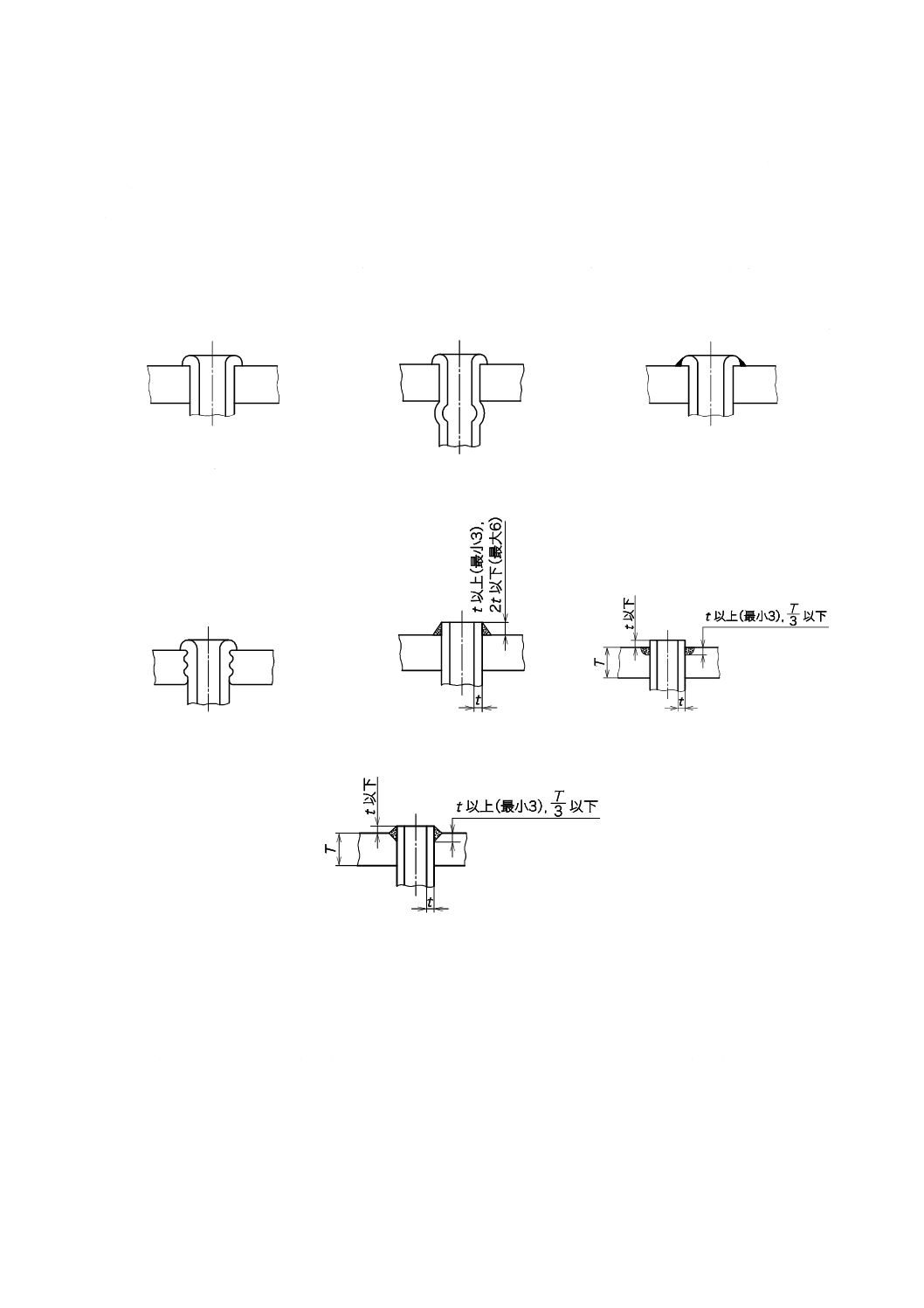
88
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 管穴の縁に開先削りしないで溶接取付けする場合は,軽くエキスパンダ加工して溶接した後,更に軽
くエキスパンダ加工する。管を管座端から突き出す長さは,管の呼び厚さ以上(最小3 mm),かつ,
管の厚さの2倍以下(最大6 mm)とする[図31 e) 参照]。
d) 管穴の縁に開先を設けて溶接取付けをする場合は,管の呼び厚さ以上(最小3 mm),かつ,管板厚さ
の1/3以下の深さだけ管穴の縁を開先削りしてもよい。ただし,管を管板面から突き出す長さは,管
の呼び厚さを超えてはならない。溶接の前後には,軽くエキスパンダ加工する[図31 f) 及びg) 参照]。
単位 mm
a)
b)
c)
d)
e)
f)
g)
図31−煙管の取付け†
7.11.5
水管,加熱管などの取付け
水管,加熱管,エコノマイザ用鋼管など内部に圧力を受ける鋼管の取付けは,次のいずれかの方法によ
る。a) 及びc) よる場合は,管を管座端から6 mm以上突き出さなければならない。管が管板に斜めに入
る場合には,6 mmの寸法は最小突出部に適用する。
a) エキスパンダ加工した後,管端が管穴径より3 mm以上大きくなるように,らっぱ状に広げる。ただ
し,管座に溝を設け,エキスパンダ加工の効果が十分であると認められる場合は,らっぱ状に広げな
くてもよい。
89
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) エキスパンダ加工し,かつ,のど厚が8 mm以下の漏止め溶接を行った後,更に軽くエキスパンダ加
工する。この場合,管を管座端から突き出す長さは,溶接に必要な長さで,管の呼び厚さ以上(最小
3 mm)とする。
c) エキスパンダ加工し,かつ,縁曲げを行う。必要に応じ漏止め溶接を行い,更に軽くエキスパンダ加
工する。
d) 管穴に開先を作り管端を直接溶接して取り付けるか,又はニップルを同様に溶接によって取り付けた
後,これに管を溶接する。この場合,溶接は箇条10による。ただし,溶接の試験片を作る必要はない
が,管板への溶接部は溶接後熱処理を行わなければならない。
なお,放射線透過試験は必要としない。
7.11.6
溶接部の管穴
溶接後熱処理を行い,放射線透過試験に合格した場合には,溶接部に管穴を設けてもよい。放射線透過
試験は,穴の中心から測って両側に穴の径の1.5倍以上の範囲について行わなければならない。これらの
条件を満たさない溶接部では,管穴は,溶接金属の縁から6 mm以上離さなければならない。
7.11.7
棒ステー端の熱処理
棒ステー端部をねじを切るために据え込んで太くする場合は,熱処理しなければならない。
8
複雑な構造の圧力容器の設計強度の確認
8.1
一般
複雑な構造の圧力容器で,穴の形状,補強などの関係で適切な方法によって強さを計算できない場合は,
8.3に規定する試験方法(以下,設計強度の確認試験という。)で合格したときには,当該設計は適切であ
ると認める。
8.2
被試験品
この試験に使用する被試験品は,次のいずれかによる。
a) 当該設計で製作される圧力容器と同一の形状,寸法,厚さ,材料及び製造方法で製作されたもののう
ち,任意に抽出した1個以上のもの
b) 当該設計で製作される圧力容器から腐れ代を差し引いた厚さ(必要な箇所に限ってもよい。)をもつも
ので,同一の形状,寸法,材料及び製造方法で製作されたもののうち,任意に抽出した1個以上のも
の
c) 当該設計で製作した全ての圧力容器
8.3
試験方法
8.3.1
ひずみ試験による方法
8.3.1.1
ひずみ測定試験
設計強度の確認試験は,被試験品に液体を満たし,空気を完全に排除した後,次の要領によって液圧試
験を行う。
a) 試験圧力は,設計圧力に表33の式によって求めた倍率の値を乗じた圧力以上の圧力とする。
なお,2種類以上の冷媒に使用されるものについては,それぞれの冷媒のうち最も高い設計圧力と
する。
90
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表33−試験圧力を定めるときの倍率を求める式
8.2のa) 又はb) の試験品を
用いて試験する場合
使用材料の降伏点又
は0.2 %耐力が判明し
ているもの
α
−
t
t
5.2
その他のもの
α
−
t
t
3
製作した全てのものについて試験する場合
α
−
t
t
2
ここに, t: 強度の最も弱い部分の厚さ(mm)
α: 被試験品に見込まれた腐れ代(mm)
ただし,8.2 b) による被試験品を用いて試験を実施
する場合は0とする。
b) 被試験品を試験圧力の1/3倍の圧力まで徐々に加圧した後,減圧して圧力0の状態とする。次に,試
験圧力の2/3倍の圧力まで徐々に加圧した後,減圧して圧力0の状態とする。次に試験圧力まで徐々
に加圧し,その最高圧力を10分間以上保つ。
c) 被試験品の最も弱い部分の変形を変形の生じる方向に圧力0の状態から加圧し,圧力0の状態に戻す
までb) に定める段階ごとに測定し,記録する。
この試験において,被試験品に局部的な膨らみ,伸び,漏れなどの異常が起きないとき,これを合
格とする。
なお,必要に応じ破壊圧力を確認してもよいが,加圧作業の安全を確保できるよう実施する。この場合
において,8.2 c) の被試験品についての変形の確認は,次の8.3.1.2又は8.3.1.3の方法によって行うことが
できる。ただし,同様の加圧を2回以上行って測定してはならない。
8.3.1.2
石灰乳
石灰乳による設計強度の確認試験は,次による。
a) 設計強度の確認試験を実施しようとする部分の外面にあらかじめ石灰乳を塗って乾燥しておき,液圧
力を徐々に加えて石灰乳塗膜が点状に剝がれ落ちたとき,その部分が降伏したものと認め,そのとき
の液圧力を求め,次の式によって許容圧力を算定し,この圧力以下の圧力を設計圧力とする。
0
a
0
a
σ
σ
P
P≦
ここに,
Pa: 許容圧力(MPa)
P0: 最も弱い部分が降伏点に達したときの液圧力(MPa)
σa: 許容引張応力(N/mm2)
σ0: 降伏点(N/mm2)。この値が不明のときは,引張強さの60 %
の値
b) 石灰乳は,水1 Lにつき石灰約0.4 kgの割合に混ぜ,これをはけ(刷毛)を用いて1回塗りとし,十
分に乾かす。
c) 部材が局部的に降伏点に達したときは,それ以上に液圧力を上げてはならない。
d) 液圧力が計画した試験圧力に達しても,最も弱いと推定した部分に降伏が生じないときは,それ以上
に液圧力を高めることを避け,そのときの液圧力をP0にとって,a) の式を用いてPaを算定する。
e) この方法は,主に炭素鋼鋼材製の圧力容器に適用する。
8.3.1.3
抵抗線ひずみ計
抵抗線ひずみ計による設計強度の確認試験は,次による。
91
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) あらかじめ弱いと推定される箇所を数点選定し,それらの数個の点に抵抗ひずみ計を貼り付け,設計
圧力に等しい液体による試験圧力を加えて,各点に生じるひずみを計測して応力に換算し,このうち
の最大値(絶対値)を用いて8.3.1.2の式によって許容圧力を算定し,この圧力以下の圧力を設計圧力
とする。ただし,σa及びσ0は,次による。
− σa:許容引張応力(N/mm2)。ただし,鋼材製試験品の当該部分が曲げを受ける場合は1.5σaとする。
− σ0:最も弱い部分の発生応力の最大値(N/mm2)
b) 最も弱いと推定されるところに抵抗線ひずみ計を貼り付けて,直接部材に発生するひずみを計測する
場合は,局部降伏が発生するまで液圧力を上昇させる必要はない。
c) 発生する主応力の方向が明らかな場合は,2方向の主ひずみを測定し,主応力の方向が明らかでない
場合は,3方向のひずみを測定して,主応力を求めなければならない。
d) この方法は,鋼材以外の材料で作られた試験品についても準用することができる。
8.3.2
破壊試験による方法
破壊による設計強度の確認試験は,次による。
a) 当該作業の安全を確保するため,当該試験は冷媒設備を製造する事業所だけで行い,試験設備の周囲
に適切な防護措置を設け,加圧作業中であることを標示する。
b) 被試験品に液体を満たし,空気を完全に排除した後,液圧を徐々に加え,破壊する圧力まで加圧する
ことによって行う。
c) 設計圧力は,次の算式を満足するとき,これを合格とする。
0
a
B
4
1
σ
σ
P
P≦
ここに,
P: 設計圧力(MPa)
PB: 破壊圧力(MPa)
σa: 使用温度における材料の許容引張応力(N/mm2)
σ0: 試験温度における材料の許容引張応力(N/mm2)
8.3.3
設計圧力の4倍加圧試験による方法
設計圧力の4倍加圧による設計強度の確認試験は,次による。
a) 当該作業の安全を確保するため,当該試験は冷媒設備を製造する事業所だけで行い,試験設備の周囲
に適切な防護措置を設け,加圧作業中であることを標示する。
b) 設計強度の確認試験は,被試験品に液体を満たし,空気を完全に排除した後,液圧を徐々に加え,次
の式で得られる試験圧力まで加圧することによって行う。
a
0
0
4σ
σ
P
P≧
ここに,
P0: 設計圧力(MPa)
P: 破壊圧力(MPa)
σa: 使用温度における材料の許容引張応力(N/mm2)
σ0: 試験温度における材料の許容引張応力(N/mm2)
c) 設計圧力は,この試験圧力で破壊しないとき,これを合格とする。
8.3.4
外圧を受ける部分に対する試験方法
予定する最高使用圧力の3倍以上の液圧を外面に加え,加圧時に甚だしい変形がなく,大気圧までに減
圧したときに永久変形がない場合は,予定する最高使用圧力を最高使用圧力とすることができる。
8.4
厚さの決定
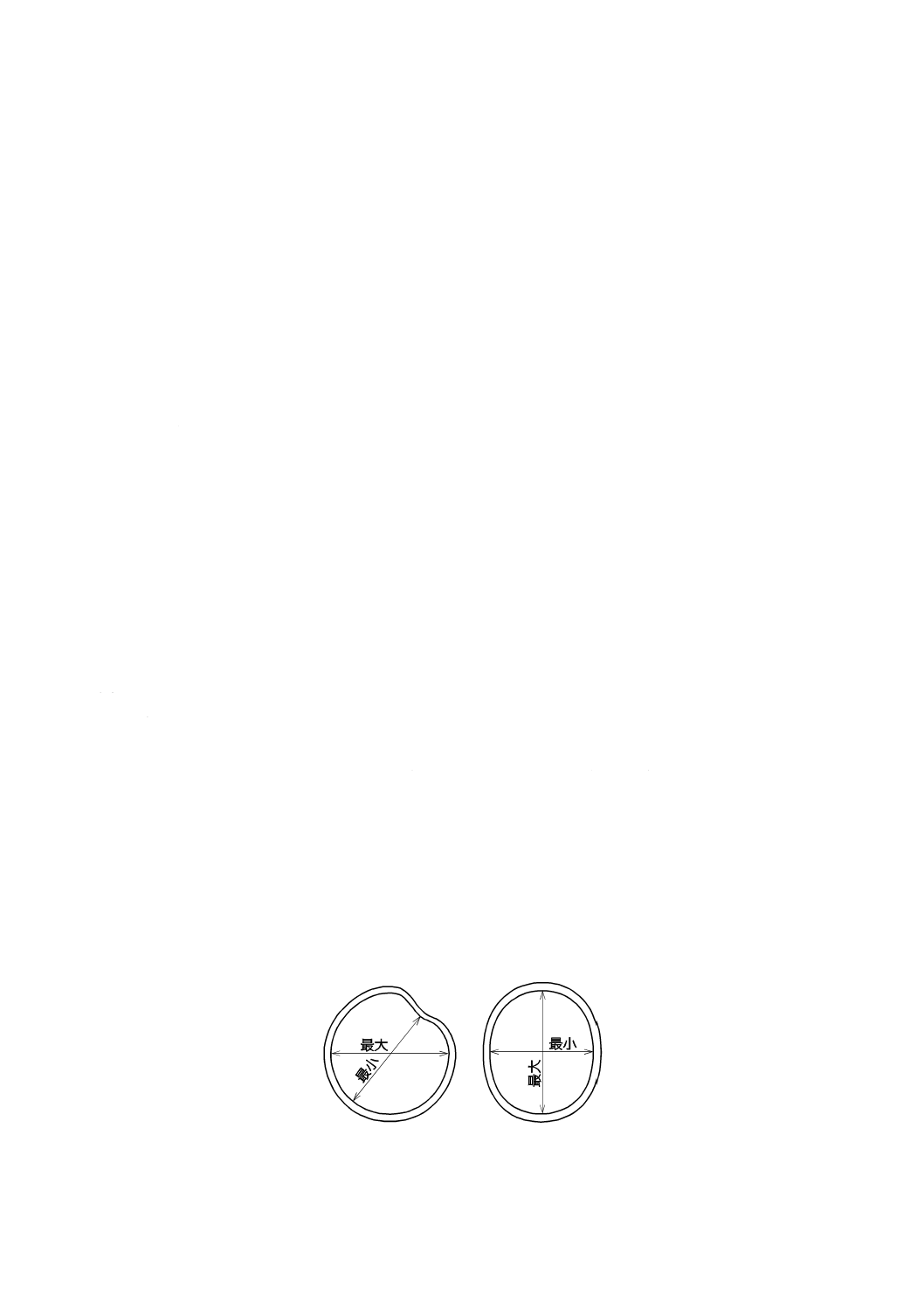
92
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2 a) 及びc) による被試験品を用いて設計強度の確認試験を実施した場合には,当該試験品の厚さ以上
の厚さで,8.2 b) による被試験品を用いた場合には,当該被試験品の厚さに腐れ代を加えた厚さ以上の厚
さをもって,厚さを決定する。
8.5
耐圧試験の省略
8.2 c) に規定する被試験品によって設計強度の確認試験を行った場合は,当該被試験品については耐圧
試験を省略することができる。
8.6
自動制御弁などの弱い部分の保護
自動制御弁などにおいてベローズ,ダイアフラムなどを使用した部分などで過大な試験圧力をかけるこ
とによって,その機能を阻害するおそれのある部分については,当該部分を適切な方法で保護し,又は取
り外し,設計強度の確認試験を実施する。
9
工作一般
9.1
材料の確認
圧力容器及び発生器の耐圧部分に用いる材料は,箇条5に指定された材料であることを確認しなければ
ならない。
9.2
切断及び開先加工
切断及び開先加工は,次によって行うものとし,有害な欠陥を生じないようにしなければならない。
a) 胴板,鏡板及びその他の部材の切断及び開先加工は,ガス切断,切削などの方法を用い,切断部は滑
らかで,溶けかすなどの有害な付着物を除去し,開先は必要に応じて硬化層,変質部などをグライン
ダなどで除去する。
b) 胴及び鏡板に用いる板の成形は,材料の強さを不当に損なわないように成形する。
9.3
穴の加工
穴の加工は,次による。
a) 厚さ8 mm以上の板の穴は,打ち抜いてはならない。
b) 厚さ8 mm未満の板に穴を打ち抜いた場合は,その径を3 mm以上繰り広げる。
c) 穴をガスで切り抜いた場合は,その縁を3 mm以上削り取る。ただし,切り口を直接溶接の対象とす
る場合は,この限りではない。
9.4
胴の直径法真円度
内面に圧力を受ける胴の軸に垂直な同一面での最大内径と最小内径との差(以下,直径法真円度という。)
は,どの断面においても,基準内径の1 %を超えてはならない(図32参照)。ただし,断面が胴に設けら
れた穴を通る場合は,その断面における基準内径の1 %にその穴の径の2 %を加えた値を超えてはならな
い。
真円度=最大内径−最小内径
図32−直径法真円度計測法†
93
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.5
外圧を受ける胴の条件
外面に圧力を受ける胴の条件は,次による。
a) 9.4の胴の真円度の規定によるほか,次のb)〜d) による。
b) 直径法真円度に対するプラス(+)又はマイナス(−)の最大偏差(mm)は,図33から求めるeの
値を超えてはならない。各値から得られた点が,曲線群の上に外れた場合は,e=1.0t,下に外れた場
合はe=0.2tとする。
c) 真円に対する偏差の計測方法の例を図34に示す。測定位置は胴の内表面又は外表面とし,溶接部又は
他の同様の盛り上がった箇所で測定してはならない。
d) 任意断面におけるtの値(mm)は,一定板厚の部分においては,板の呼び厚さから腐れ代を差し引い
た値とし,また,板厚の異なる断面においては,最も薄い板の呼び厚さから腐れ代を差し引いた値と
する。
ここに, L: 外圧を受ける胴,又は管の設計長さ(mm)
Do: 胴又は管の外径(mm)
L/Doの値が10以上のものについてはDo/tの値に応じ,eの値はL/Doの値が10のときの値に等しい値をとるものと
する。
図33−外圧を受ける圧力容器の真円からの最大許容差†
94
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
真円に対するプラス(+)又はマイナス(−)の偏差A及びBは,この図に
示すように弓形の型板を用いて胴の内側又は外側から半径方向に測る。
真円に対する偏差の計測に用いる型板の弦の長さlは,JIS B 8265:2010の図
20に示す弧の長さの2倍にとる。
図34−真円に対する偏差の計測方法の例
9.6
鏡板の形状
鏡板の形状は,次による。
a) 鏡板の形状は,図35に示す型板を用いて調べ,A,Bなどの偏差が鏡板フランジ部の内径の1.25 %以
下でなければならない。
b) ステーがない鏡板のフランジを胴に重ね,継手で取り付けるために削る場合は,フランジの仕上がり
厚さは,穴のない鏡板の計算厚さの90 %以上とし,かつ,削るに当たっては,削らない部分との間に,
厚さの急な変化を生じないように,厚さの差の3倍以上の長さにわたって,勾配を設けなければなら
ない。
c) 皿形中央部の内半径を,皿形鏡板の現物について検査する場合には,次の算式による(図36参照)。
h
C
h
R
8
2
2
+
=
ここに,
R: 鏡板中央部の内半径(mm)
C: 鏡板の内面で,その中心線を軸に対称にとった二点間を結ぶ
弦の長さ(mm)で,すみの丸みにかからない範囲で,なるべ
く大きくとる(図36参照)。
h: 弦の中点と鏡板の内面の中心との間の距離(mm)
図35−鏡板の偏差計測方法
図36−鏡板の寸法記号
10
溶接
10.1
一般
圧力容器又は発生器の圧力を受ける部分の溶接については,次による。ただし,圧縮応力だけが生じる
部分の溶接については,適用しない。
95
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.2
溶接設計一般
10.2.1
溶接継手の位置による分類
圧力容器の圧力を受ける部分の溶接継手は,継手の位置によって表34のA,B,C及びDに分類し,そ
の代表的な例を図37に示す。
表34−溶接継手の位置による分類
位置による
分類
溶接継手
A
a) 円筒胴,円すい胴,管台,連結圧力室(胴又は鏡板と交差して取り付けられた部分で,ドーム,
マンホールなどをいう。)などの長手継手。
b) 球形胴,成形鏡板,平鏡板又は蓋板にある全ての溶接継手。
c) 全半球形鏡板を円筒胴,円すい胴又は管台に取り付ける周継手。
B
a) 円筒胴,円すい胴,管台などの耐圧部分の周継手。円すい胴の大径端,小径端で,円筒胴又は管
台を接合する溶接継手を含む。
b) 全半球形鏡板以外の成形鏡板を円筒胴,円すい胴又は管台に取り付ける周継手。
C
フランジ,管板,平鏡板などを円筒胴,円すい胴,成形鏡板,管台などに取り付ける周継手。
D
管台を円筒胴,球形胴,円すい胴,成形鏡板,平鏡板,蓋板などに取り付ける溶接継手。
図37−溶接継手の位置による分類†
10.2.2
溶接継手の種類及び使用範囲
溶接継手の種類及び使用範囲は,表35による。
表35−溶接継手の種類及びその使用範囲
継手の種類
使用範囲
注記
B−1
継手
完全溶込みの突合せ両側溶接
又はこれと同等以上とみなさ
れる突合せ片側溶接(十分に溶
け込み,裏側表面が滑らかなも
の,又は裏当てを除去し,面一
に仕上げたもの及びティグ裏
波溶接)
分類AからDまでの全てに制限なし。
96
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表35−溶接継手の種類及びその使用範囲(続き)
継手の種類
使用範囲
注記
B−2
継手
裏当てを用いる突合せ片側溶
接で,裏当てを残す継手。この
場合裏当ては,連続したもの
で,切れ目は突合せ溶接したも
のとする。
次に規定するものを除き,分類Aから
分類Dまでの全てに制限なし。
1) 毒性ガスの圧力容器及び低温圧力
容器に対する分類Aの継手を除く。
2) 図40 c) に示すせぎり溶接は,分類
B及び分類Cの周継手だけに用いる
ことができる。
B−3
継手
B−1継手又はB−2継手以外の
裏当てを用いない突合せ片側
溶接継手
実際厚さ18 mm以下で,外径610 mm
以下の分類Aから分類Cの周継手。
L−1
継手
両側全厚すみ肉重ね溶接継手
1) 実際厚さ18 mm以下の分類B及び
分類Cの継手
2) 実際厚さ10 mm以下の分類Aの継
手
板の重ねは内側の板の実際厚
さの4倍以上(最小25 mm)
とする。ただし,胴と鏡板と
の取付けの重ね継手は,図40
d) に示す。
L−2
継手
プラグ溶接を行う片側全厚す
み肉重ね溶接継手
実際厚さ12 mm以下の胴に取り付け
る外径610 mm以下の鏡板の分類Bの周
継手
プラグ溶接の中心から板の端
までの距離がプラグの穴径の
1.5倍以上でなければならな
い。
L−3
継手
プラグ溶接を行わない。
片側全厚すみ肉重ね溶接継手
1) 実際厚さ18 mm以下で中高面に圧
力を受ける鏡板と胴のすみ肉溶接
継手
2) 内径610 mm以下で脚長が6 mm以
下の胴に取り付ける鏡板のフラン
ジの外側すみ肉溶接継手で,分類A,
分類Bの周継手及びこれに類する
継手。
図40のf-2) 及びf-3) 参照
図40 f-1) 参照
FP
継手
完全溶込み開先溶接で二つの
部材をL形又はT形に互いに直
角に接合するすみ角部の溶接
継手
1) ドーム,管台,強め材及びこれらに
類するものの分類C及び分類Dの全
ての溶接継手
2) 加害性区分“不活性の冷媒”に属す
るガスを冷媒とする低圧容器の胴
の長手継手(右図参照)
FP継手は,FW継手と併用し
てよい。
胴断面の例
PP
継手
部分溶込みの開先溶接で二つ
の部材をL形又はT形に互いに
直角に接合するすみ角部の溶
接継手
1) 毒性ガスを冷媒とする圧力容器及
び低温圧力容器以外の容器に対す
るドーム,管台,強め材の取付け及
びこれらに類するものの分類C及
び分類Dの継手
2) 加害性区分“不活性の冷媒”に属す
るガスを冷媒とする低圧容器の胴
の長手継手(上欄右図参照)
PP継手は,FW継手と併用し
てよい。
FW
継手
溶接断面がほぼ三角形のもの
で,二つの面をほぼ直角に互い
に接合するすみ肉溶接継手
毒性ガスを冷媒とする圧力容器及び
低温圧力容器以外の容器に対するドー
ム,管台,強め材の取付け及びこれらに
類するものの分類C及び分類Dの継手
10.2.3
溶接継手効率
溶接継手の効率(η)は,継手の種類及び放射線透過試験の区分によって,次のa)〜c) による。
97
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 突合せ溶接部について,100 %放射線透過試験を行うB−1継手及びB−2継手のηは,表36のa) 欄
の値以下とする。
b) 20 %放射線透過試験を行うB−1継手及びB−2継手のηは,表36のb) 欄の値以下とする。
c) 放射線透過試験なしの場合,B−1継手,B−2継手,B−3継手,L−1継手,L−2継手及びL−3継
手のηは,表36のc) 欄の値以下とする。
表36−溶接継手効率(η)
継手の種類
溶接継手効率(η)
全長に対する放射線透過試験の長さの割合
a) 100 %
b) 20 %
c) なし
B−1
1.00
0.95
0.70
B−2
0.90
0.85
0.65
B−3
−
−
0.60
L−1
−
−
0.55
L−2
−
−
0.50
L−3
−
−
0.45
10.2.4
突合せ溶接継手の開先
突合せ溶接継手の面の食い違いは,次に掲げる値を超えてはならない。
a) 長手継手は,次による。
1) 板の実際の厚さtが50 mm以下のとき,1/4t(最大3.2 mm)
2) 板の実際の厚さtが50 mmを超えるとき,1/16t(最大9 mm)
b) 周継手は,次による。
1) 板の実際の厚さtが50 mm以下のとき,1/4t(最大5 mm)
2) 板の実際の厚さtが50 mmを超えるとき,1/8t(最大19 mm)
また,厚さの異なる板の突合せ溶接を行う場合には,図38による。
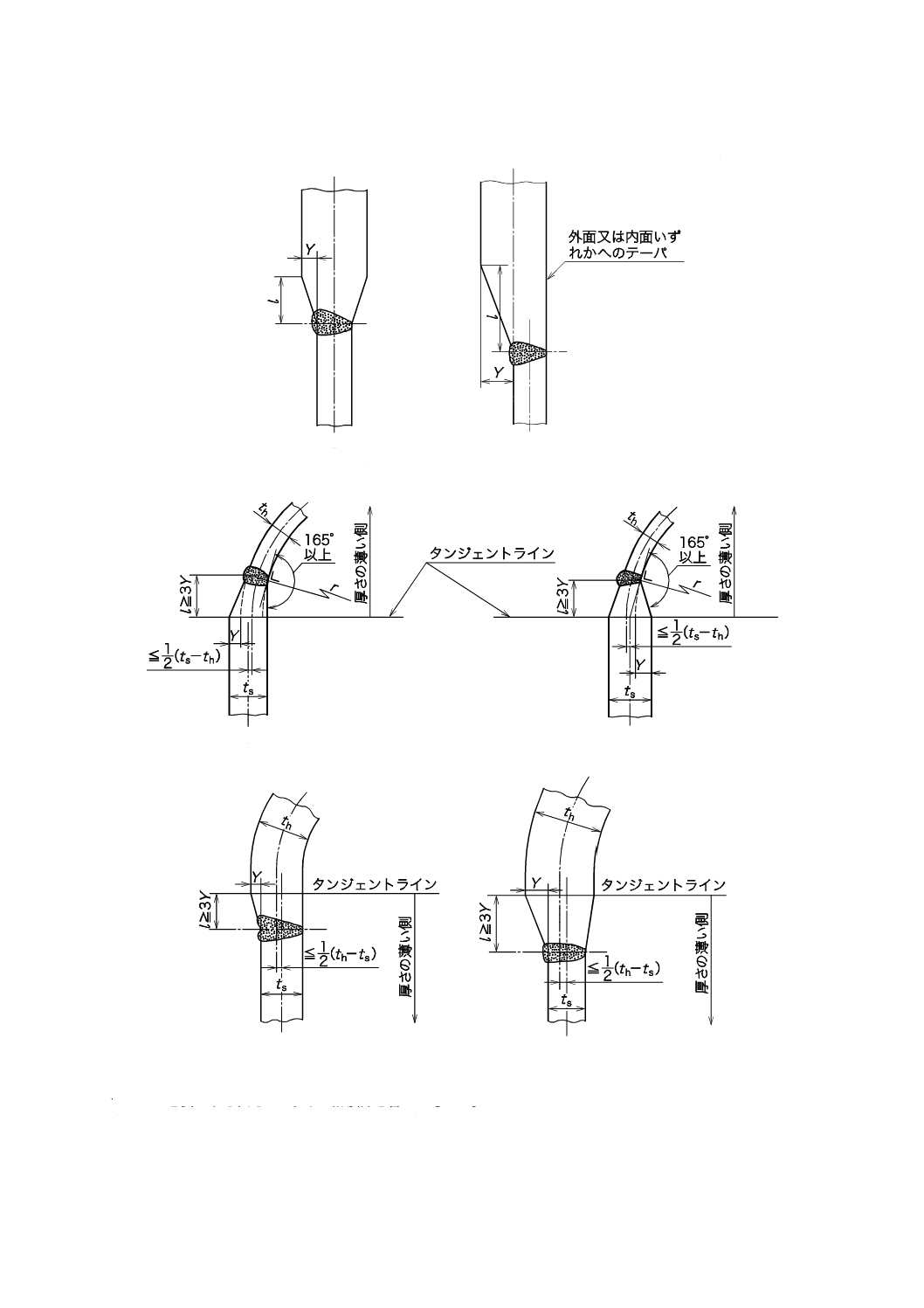
98
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1)
2)
a) 厚さの異なる板の突合せ溶接
1)
2)
3)
4)
b) 厚さの異なる鏡板と胴の突合せ溶接
テーパの必要とする長さlのうちに溶接部を含めてもよい。
l≧3Y l:テーパ部の必要とする長さ Y:片側面における板厚の差
図38−厚さの異なる板の突合せ溶接†
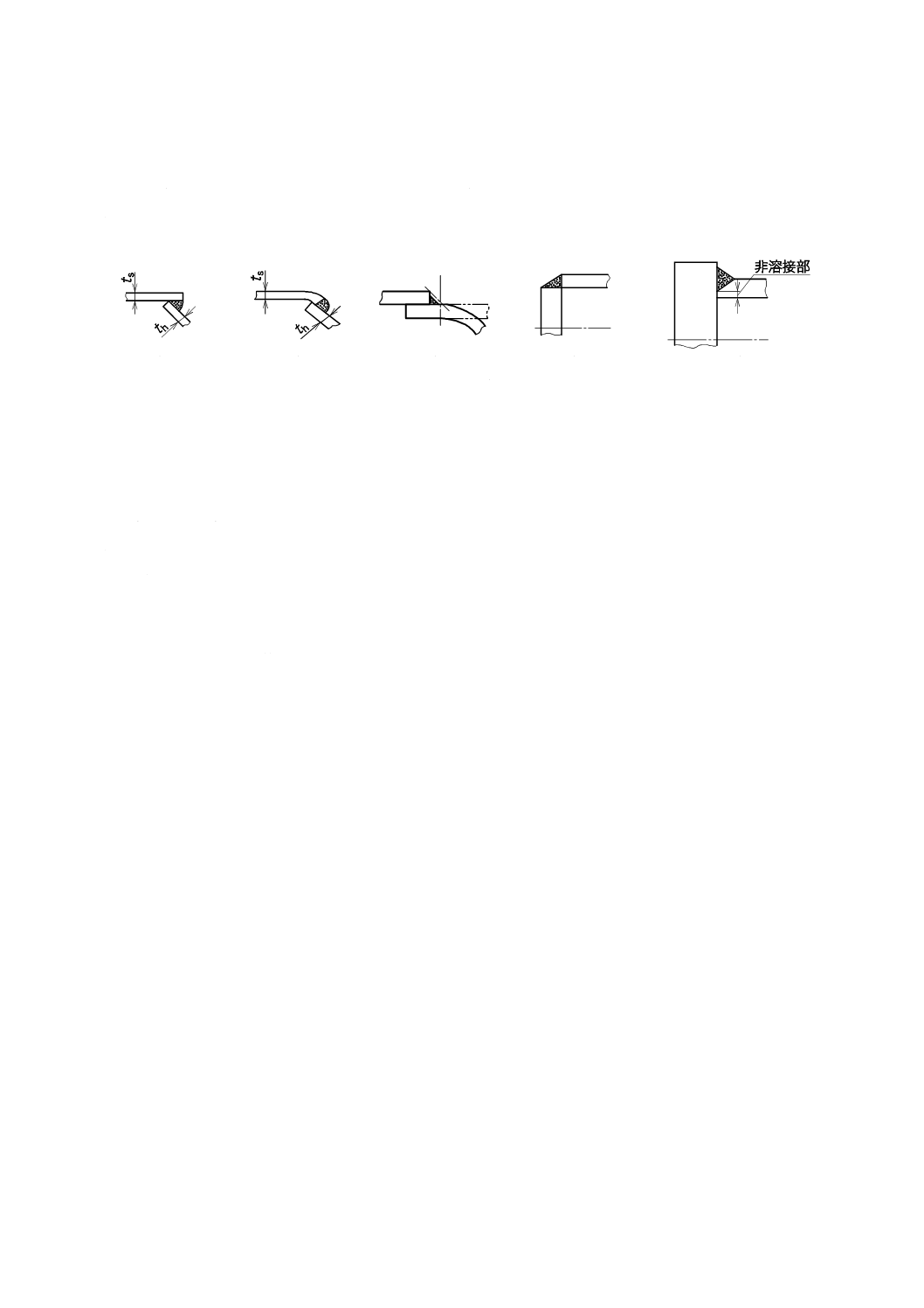
99
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.2.5
すみ肉溶接
すみ肉溶接は,次による。
a) すみ肉溶接を耐圧部の溶接に用いてよいが,すみ肉のルート部は完全な溶込みが得られるようにする。
b) 図39に用いてはならないすみ肉溶接の例を示す。
a)
b)
c)
d)
e)
ts:胴の厚さ(mm),th:鏡板の厚さ(mm)
図39−用いてはならないすみ肉溶接の例†
10.2.6
鏡板と胴との取付け
10.2.6.1 平鏡板以外の鏡板と胴との取付け
平鏡板以外の鏡板と胴との取付けは,図40及び次による。
a) 鏡板は,内外のどちらの面に圧力を受けるものでも,そのフランジ部の長さは,図40に示したものよ
り短くなってはならない。
b) 図40 c) の胴との突合せ溶接は,鏡板をはめ込んだ後に行う。全半球形鏡板を胴に取り付ける場合は,
鏡板又は胴の厚さは,9.5 mm以下とし,かつ,鏡板と胴との厚さの差は,2.5 mm以下とする。
c) 図40 f) は,胴の計算厚さが6 mm以下で,かつ,胴の外径が600 mm以下の場合に限り使用すること
ができる。
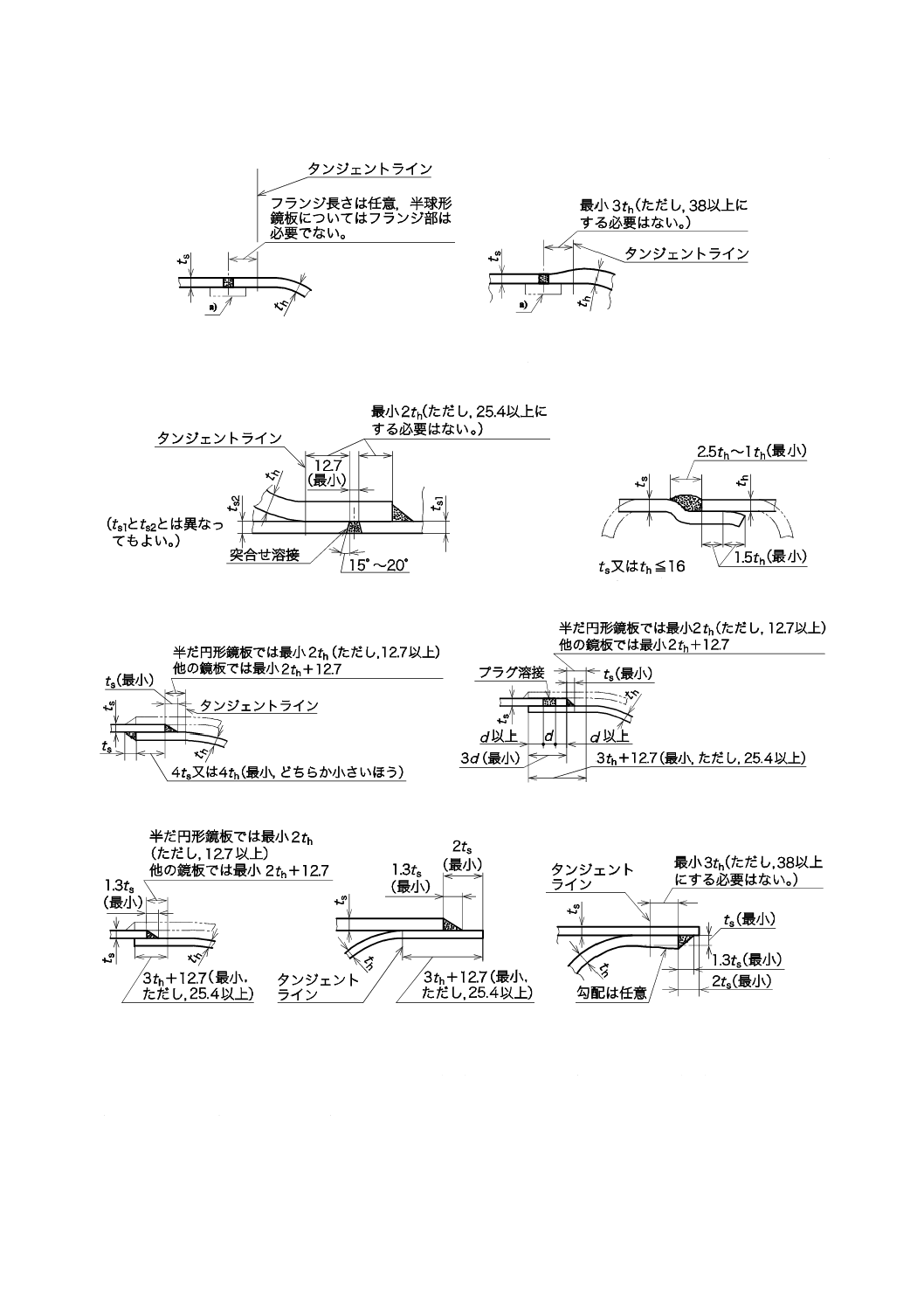
100
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a-1) 突合せ溶接(その1)
a-2) 突合せ溶接(その2)
thが1.25ts以下の場合
thが1.25tsを超える場合
a) 突合せ溶接(B−1,B−2及びB−3継手)
b) 中間鏡板(B−2+FW継手)
c) せぎり溶接(B−2継手)
d) 両側全厚すみ肉重ね溶接(L−1継手)
e) プラグ溶接を行う片側全厚すみ肉重ね溶接(L−2継手)
f-1)
f-2)
f-3)
f) 片側全厚すみ肉重ね溶接(L−3継手)
図中の記号は,次による。
th:鏡板の実際の厚さ(mm) ts:胴の実際厚さ(mm) d:プラグ溶接の穴底の径(mm)
使用範囲については,表35参照。
注a) B−2継手で裏当てを用いる場合。
図40−鏡板と胴との取付け†
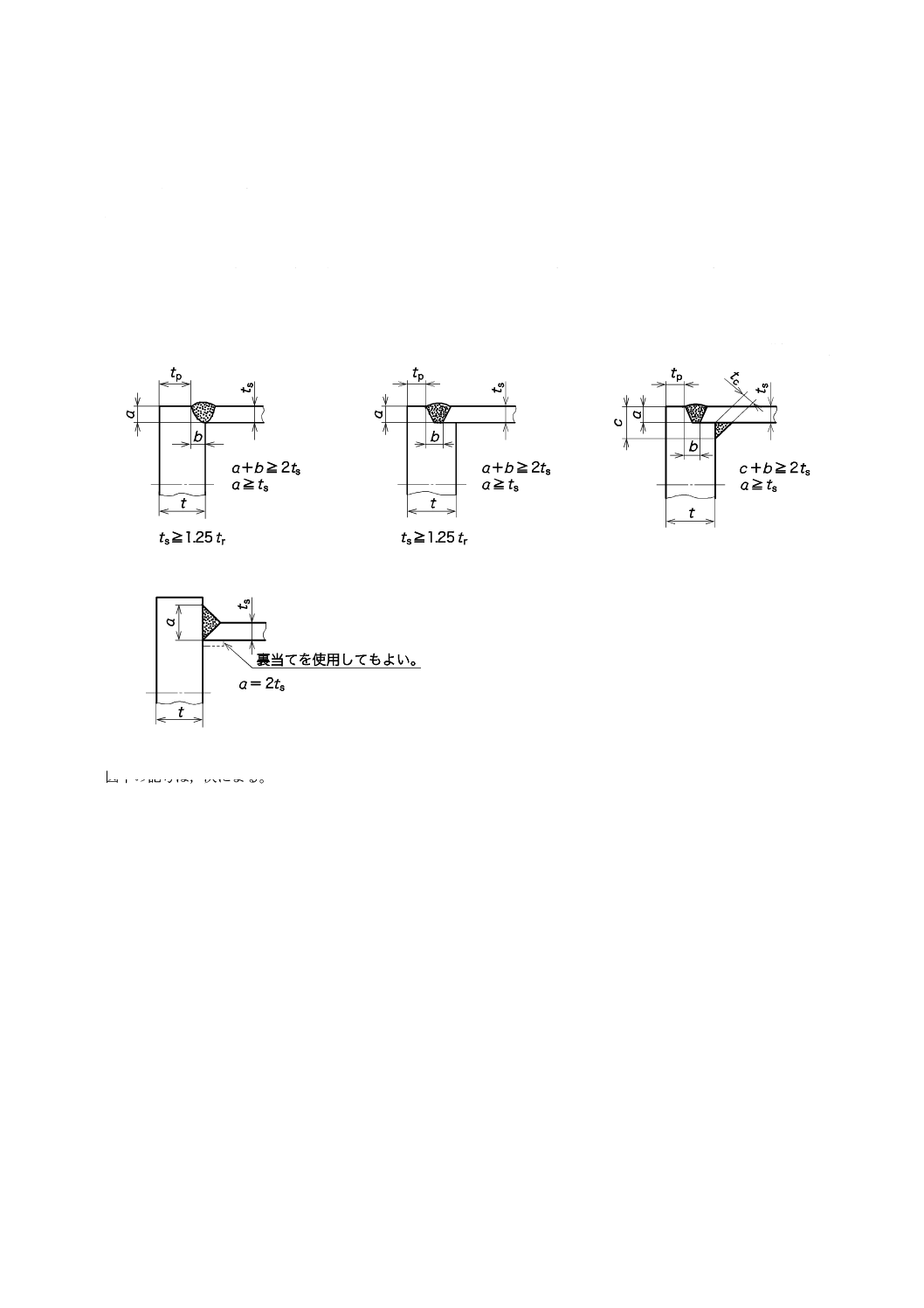
101
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.2.6.2 胴と管板又は平鏡板との取付け
胴と管板又は平鏡板との取付けは,次による。
a) 胴と管板又は平鏡板との溶接は,図41による。
b) 厚さ13 mm以上の鍛造板又は圧延板を材料とする管板又は平板(設計圧力が3 MPa未満の不活性ガス
の圧力容器に係る管板又は平板であって,目視によって有害な欠陥がないことを確認したものを除
く。)に関わる溶接は,溶接前に開先面又は切断面について,溶接後に切断面のうち溶接されない部分
について,磁粉探傷試験又は浸透探傷試験を行い,有害な欠陥が認められてはならない。
単位 mm
1)
2-1)
2-2)(FP+FW継手)
3)
図中の記号は,次による。
ts: 胴の実際の厚さ(mm),t:管板又は平鏡板の計算厚さ(mm)
tc: すみ角部溶接ののど厚(mm)で,1.4tr又は0.7tsのいずれか小さい値以上。
tr: 胴又はノズルの圧力荷重に対する計算厚さ(mm)
tp: ts又は6 mmのうち,いずれか小さい値以上。
a) 片側溶接の完全溶込みの開先溶接による取付け(FP継手)
図41−ステーによって支えられない平鏡板又は管板と胴との取付け†
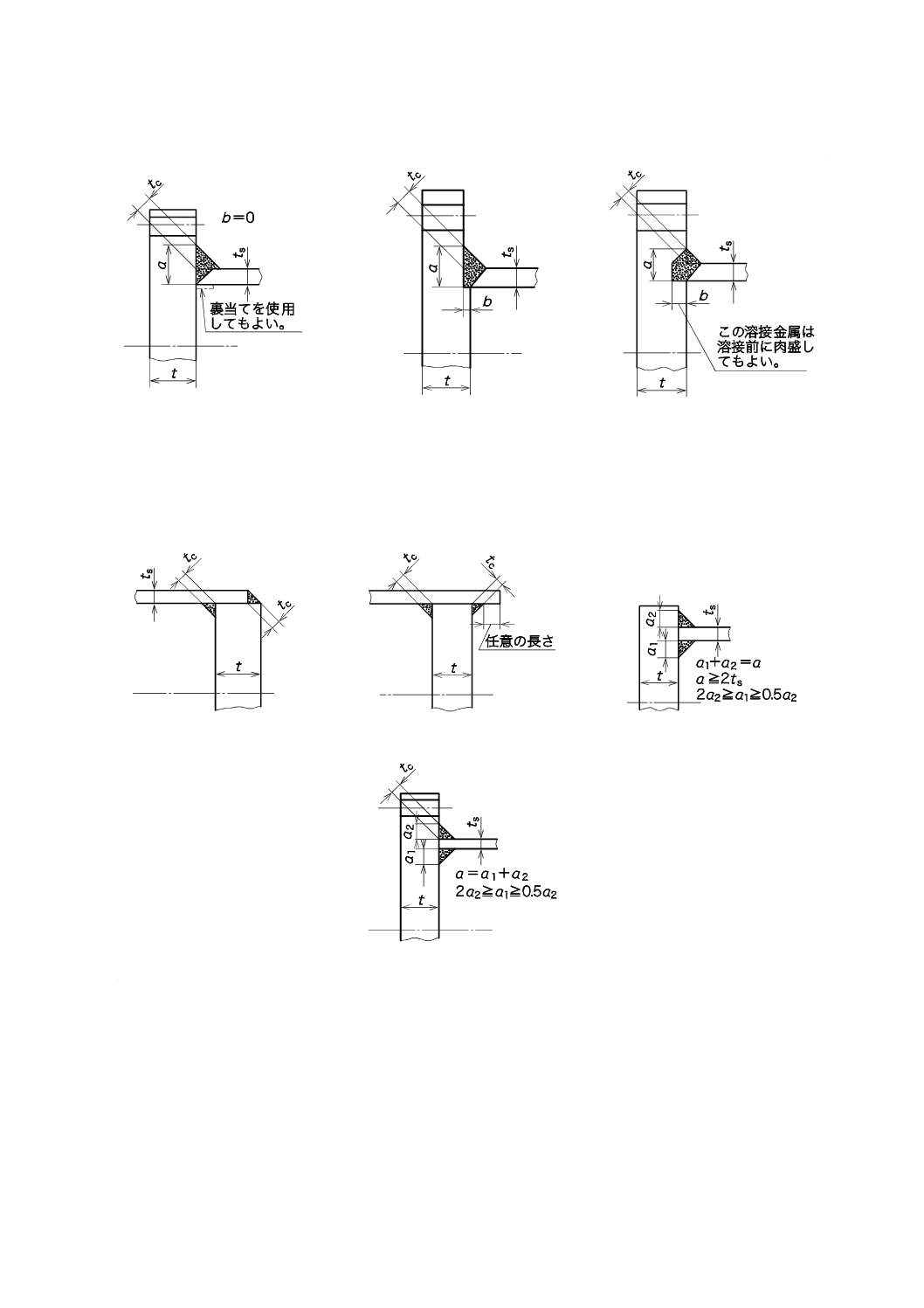
102
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1)
2)
3)
図中の記号は,次による。
ts,t,tc,及びtrは,a) による。
a+b≧2ts,tcは,0.7ts又は1.4trのいずれか小さい値以上。
b) 片側溶接の完全溶込みの開先溶接によるボルト締めフランジ付管板と胴との取付け(FP継手)
1)
2)
3)
4)
図中の記号は,次による。
ts,t及びtcは,a) による。
c) すみ肉溶接による取付け(FW継手)
図41−ステーによって支えられない平鏡板又は管板と胴との取付け†(続き)
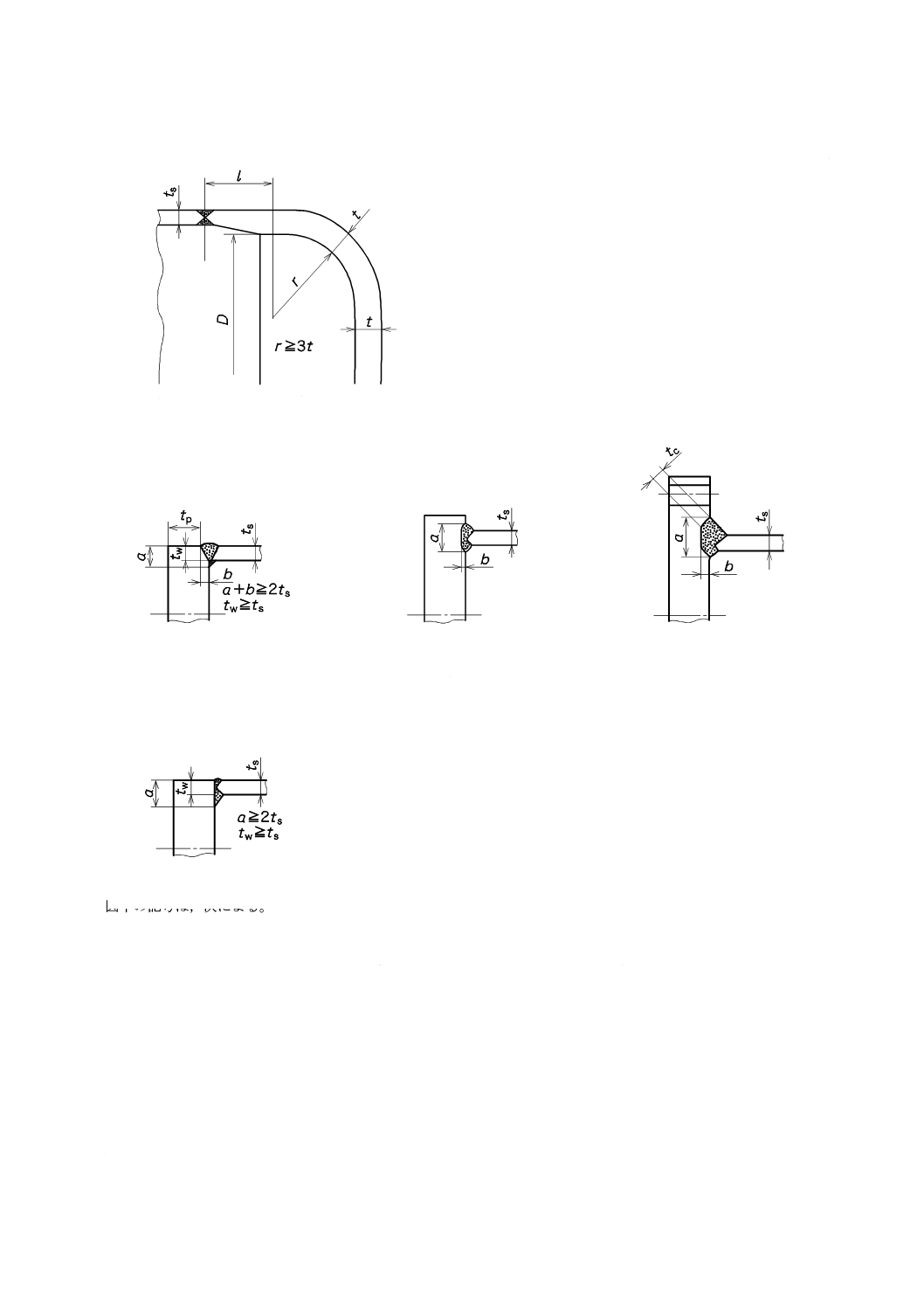
103
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図中の記号は,次による。
ts: 胴の実際の厚さ(mm),
t: 管板又は平鏡板の計算厚さ(mm)
r: 管板又は平鏡板のすみの丸みの半径(mm)
突合せ溶接のB−1継手,B−2継手及びB−3継手の使用
制限は,表34による。
厚さの異なる部材の溶接については,10.2.4による。
d) 突合せ溶接するハブ付管板又は平鏡板と胴との取付け(B−1継手,B−2継手及びB−3継手)
tpはts又は6 mmのいずれか
小さい値以上。
a+b≧2ts
bの部分の溶接金属は,
溶接前に肉盛してもよい。
bは0でもよい。
a+b≧2ts,
tcは1.4tr又は0.7tsの
いずれか小さい値以上。
ただし,b=0でもよい。
1)
2)
3)
4)
図中の記号は,次による。
ts及びtrは,a) による。
tc:すみ角部溶接ののど厚(mm)で,0.7ts又は6.4 mmのいずれか小さい値以上。
e) 両側溶接の完全溶込みの開先溶接による取付け(FP継手)
図41−ステーによって支えられない平鏡板又は管板と胴との取付け†(続き)
10.2.7
管台,強め材などの溶接
管台,強め材その他これに類するものを胴又は鏡板に取り付ける場合の溶接は,次による。
a) 管台の胴内部に露出した端部は,取付部の実際の厚さの1/4又は3 mmのいずれか小さい値以上の半
径で丸みを付けるか,2 mm以上の面取りをする。
b) 管台,強め材,これらに類するものを胴又は鏡板に取り付ける溶接は,図42による。図42で用いる
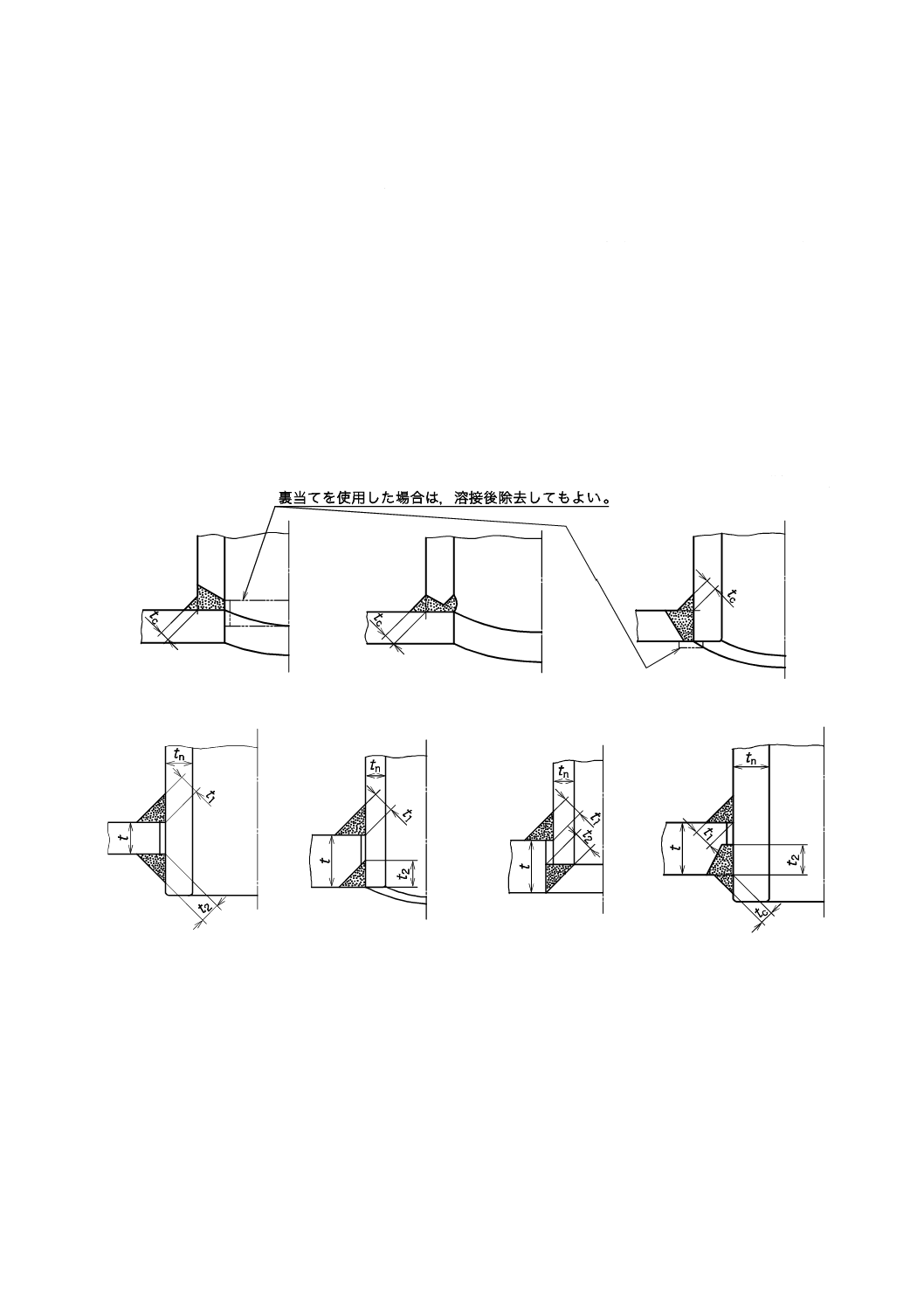
104
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
tc及びtmは,それぞれ次に示す値以上とする。
1) tcは,0.7tmとする。ただし,この値が6 mm以上のときは6 mmとする(管台が圧力容器の内面よ
りも突出し,突出部の周囲をすみ肉溶接し,突出部が短いときには,tcの寸法を更に短縮してもよ
い。)。
2) tmは,溶接されるt,tn又はteのうち小さい値(その値が19 mmを超えるときは19 mmをとる。)。
3) t1及びt2は6 mm又は0.7tmのいずれか小さい値以上とし,t1+t2≧1.25tmとする。
4) 図43に示す形状は,毒性ガス及び可燃性ガス以外のガスを冷媒ガスとする圧力容器で,次の条件を
満足する場合に限り使用することができる。
4.1) 胴板又は鏡板の溶接継手効率を加味しない計算厚さに腐れ代を加えた厚さが10 mm未満であると
き。
4.2) 穴の径(ねじでは,ねじの山の径)が90 mm未満であるとき。
4.3) 管台の取付部の穴の径が142 mm以下であり,かつ,胴の径の1/2以下であるとき。
単位 mm
a)
b)
c)
d)
e-1)
e-2)
f)
図42−管台,強め材などの取付け(A)†
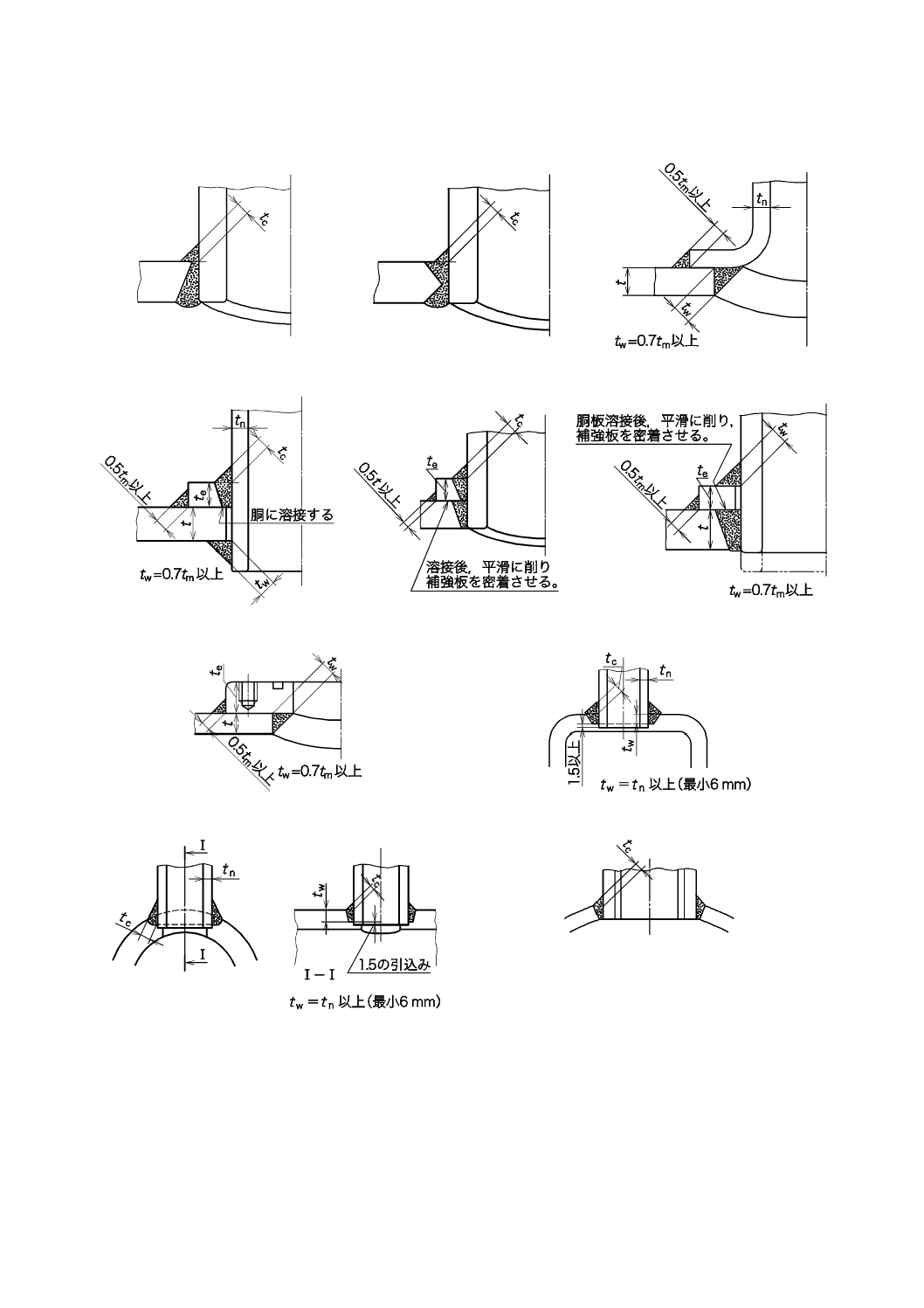
105
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
g)
h)
i)
j)
k)
l)
m)
n)
o)
p)
図42−管台,強め材などの取付け(A)†(続き)
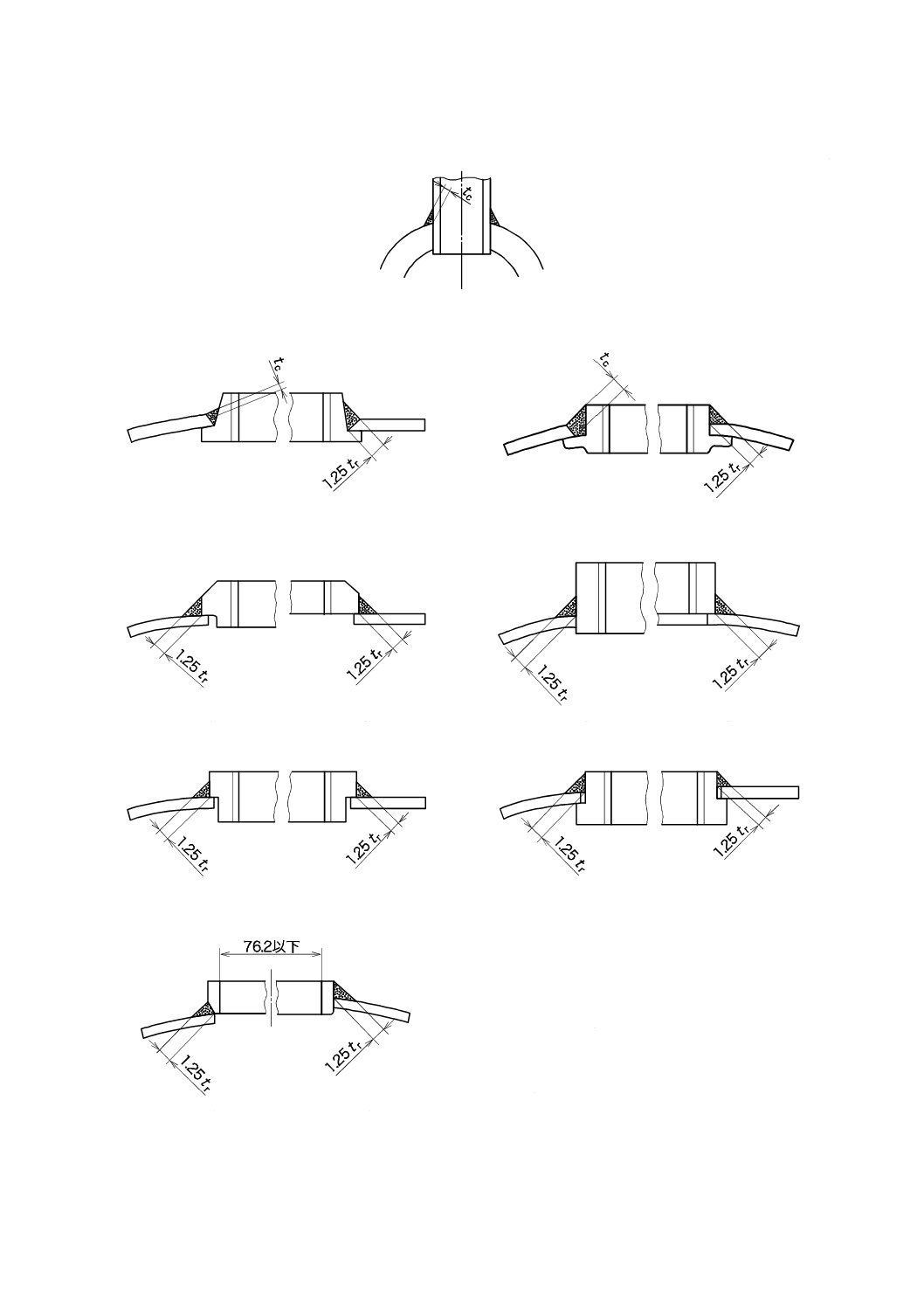
106
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a)
b-1)
b-2)
c-1)
c-2)
d-1)
d-2)
e-1)
e-2)
f-1)
f-2)
g-1)
g-2)
図中の記号の意味は,次による。
t: 胴,鏡板の実際の厚さ(mm)
tn: 管台壁の実際の厚さ(mm)
tc,t1,t2: すみ肉溶接ののど厚(mm)
tr: 胴板,鏡板の計算厚さ(mm)
h-1)
h-2)
h-1),h-2) はフランジ接合を示す。
図43−管台,強め材などの取付け(B)†
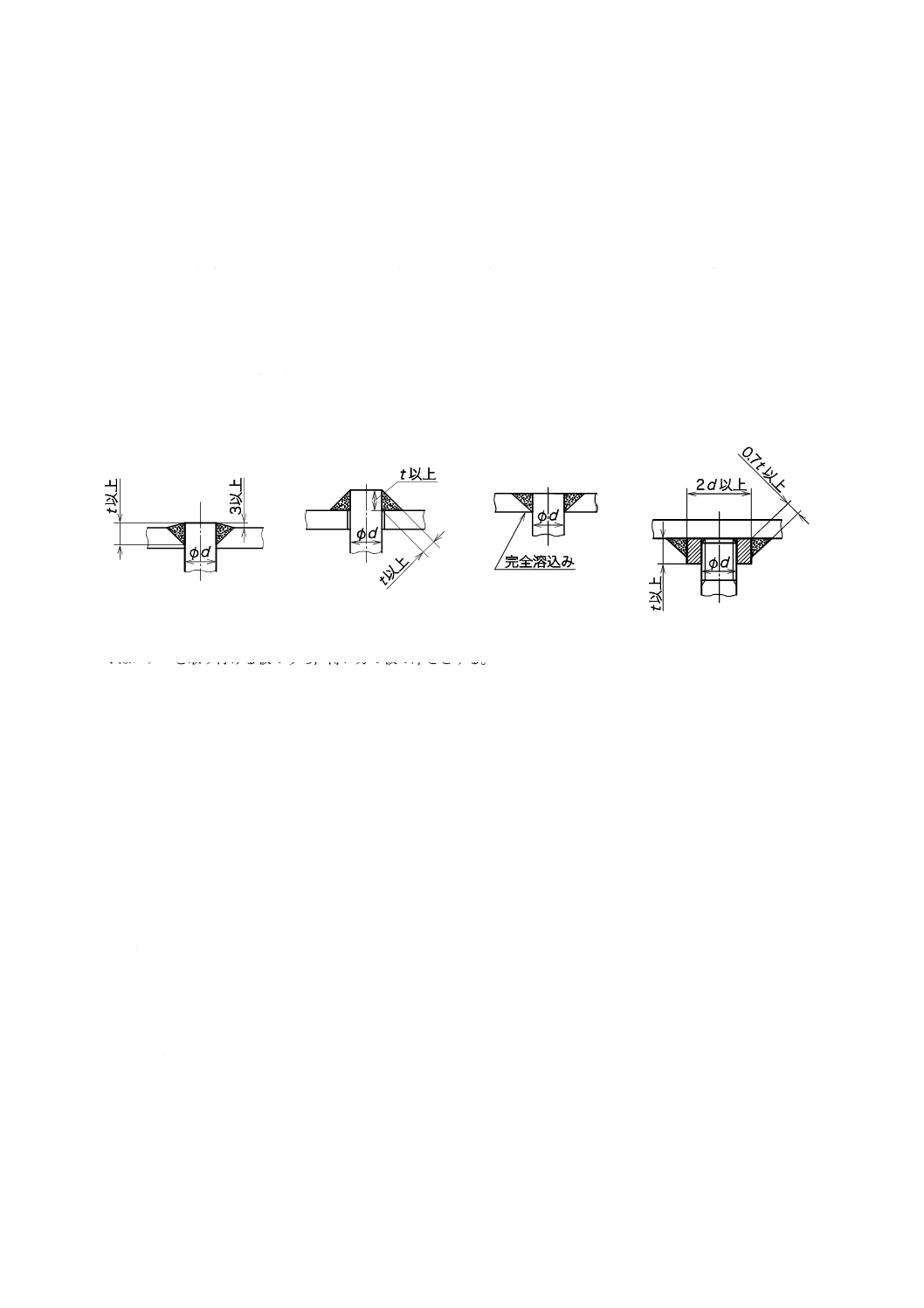
107
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.2.8
ステーの溶接による取付け
10.2.8.1 棒ステーの溶接などによる取付け
棒ステーを溶接などによって取り付ける場合は,次による。
a) 棒ステーを溶接によって取り付ける場合には,図44 a) 及びc) に示すように,板に開先をとって溶接
するか,又は図44 b) に示すようにステーを板の穴に差し込み,その端を板の外面から外に出して周
囲をすみ肉溶接で取り付ける。この場合,ステーの軸に平行にせん断力の作用する溶接面の面積は,
ステーの必要な断面積の1.25倍以上とする。
b) 胴,鏡板などに板又はリングを溶接によって取り付け,これらに棒ステーをねじによって取り付ける
場合には,図44 d) に示す方法による。
c) ステーの端は,火炎に触れる板の外側へ10 mmを超えて出てはならない。
単位 mm
a)
b)
c)
d)
tはステーを取り付ける板のうち,薄い方の板の厚さとする。
図44−棒ステーの取付け†
10.2.8.2 斜めステーの溶接による取付け
斜めステーを溶接によって取り付ける場合は,次による。
a) 斜めステーは,鏡板の内面にすみ肉溶接によって取り付けてはならない。
b) 斜めステーを胴の内面にすみ肉溶接によって取り付ける場合は,ステーの溶接される部分の断面積及
び胴の軸に平行に測ったすみ肉ののど部の断面積は,ステーの必要な断面積の1.25倍以上としなけれ
ばならない。
c) ガセットステーを鏡板の内面にフレア溶接によって取り付ける場合は,K形溶接又はレ形溶接としな
ければならない。
d) 溶接は,ステー取付部の全周にわたって行わなければならない。
10.2.9
管フランジの溶接
管台及び管を管フランジに取り付ける場合の溶接は,図45による。
なお,JIS B 8602:2002の管突合せ溶接フランジの溶接は,B−1継手,B−2継手又はB−3継手とし,
10.2.2の使用範囲による。
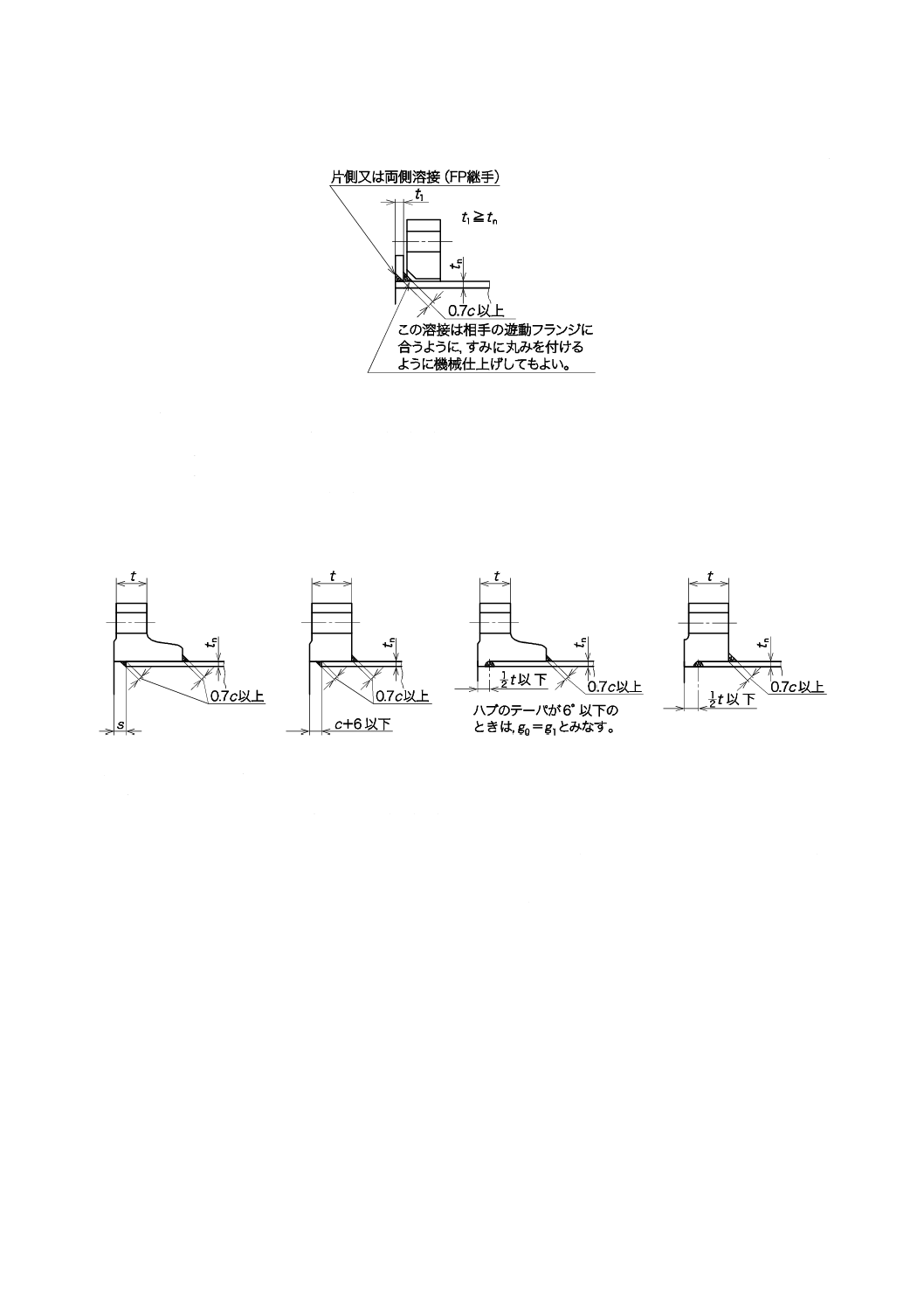
108
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
ラップ(t1)と胴又は管台ネック(tn)のt1又はtnの全厚にわたって溶接してよい。
tcは,tc≧0.7c
ここに, c: tn又はtxのいずれか小さい値(mm)
tn: 管台の呼び厚さ(mm)
tx: JIS B 8265:2010の附属書Gのルーズ形フランジとして計算する場合は,内圧に対する管台の計算
厚さの2倍以上(mm)。ただし,6 mm以上。
a) ラップジョイント形フランジ
1)(FW継手)
2)(FW継手)
3)(PP+FW継手)
4)(PP+FW継手)
a) においてsは,次の値とする。
s≦c+6.4 mm
ここに, c: tn又はtxのいずれか小さい値(mm)
tn: 管台の呼び厚さから腐れ代を除いた厚さ(mm)
tx: JIS B 8265:2010の附属書Gのルーズ形フランジとして計算する場合は,内圧に対する管台の計算
厚さの2倍以上(mm)。ただし,6 mm以上。
b) 差込み形フランジ
図45−管フランジの溶接†
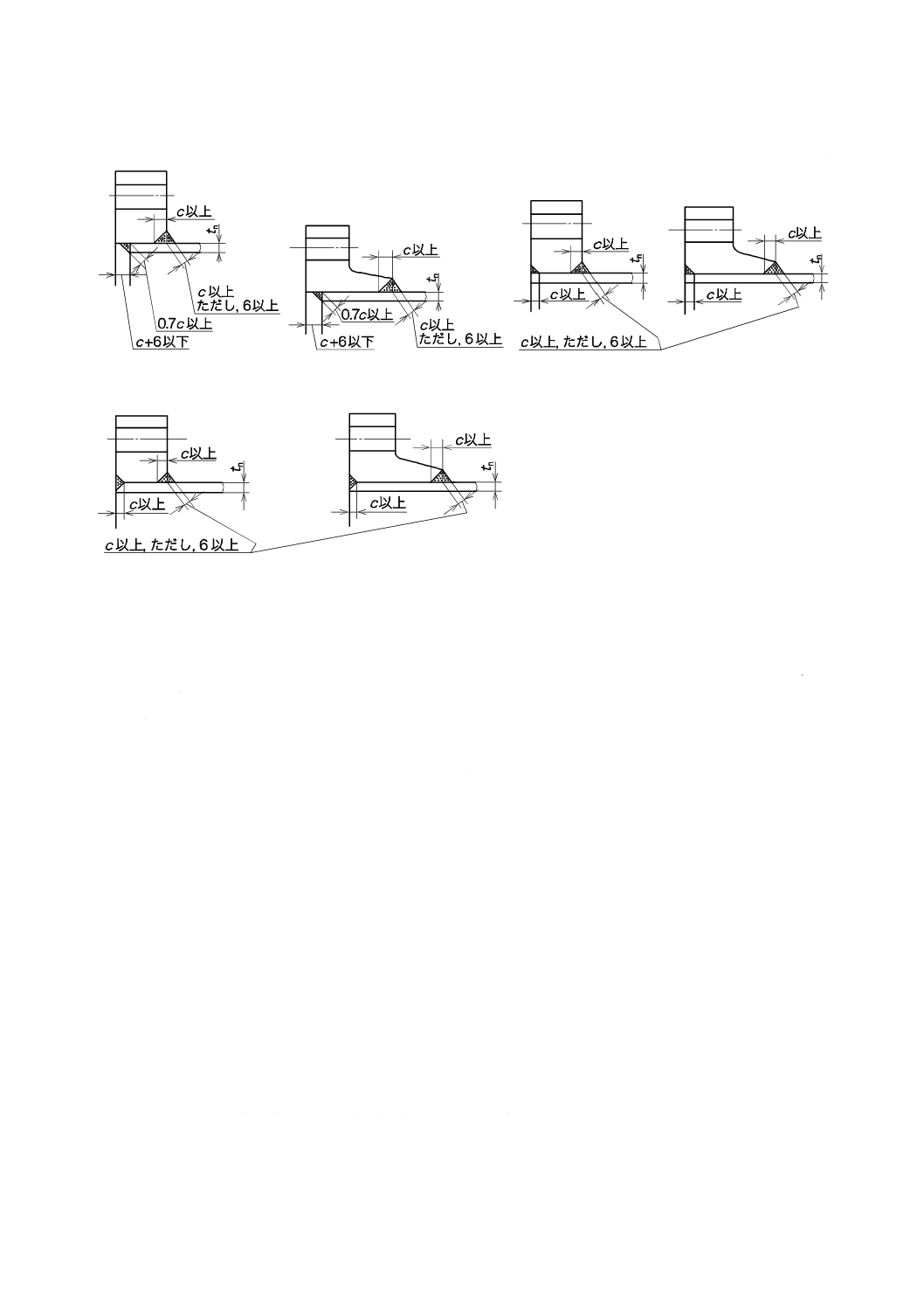
109
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1)(PP+FW継手)
2)(PP+FW継手)
3)(PP継手)
4)(PP継手)
5)(PP継手)
6)(PP継手)
図中の記号の意味は次による。
c: tn又はtxのいずれか小さい方の値(mm)
tn: 管台の呼び厚さ(mm)
tx: JIS B 8265:2010の附属書Gの一体形フランジとして計算する場合は,2g0(mm)
ルーズ形フランジとして計算する場合は,内圧に対する管台の計算厚さの2倍以上(mm)。ただし,6 mm
以上。
g0: ハブ先端の厚さ(mm)
c) 任意形フランジ
図45−管フランジの溶接†(続き)
10.3
溶接士
溶接士は,法規によって定められた試験,JIS Z 3801:1997の試験又はその他の試験によって一定の水準
の技量が確保された有資格者とする。また,溶接に従事した溶接士は,確認できるように記録する。
10.4
溶接施工
溶接施工は,次による。
a) 1日の冷凍能力が20トン以上の圧力容器の溶接施工は,あらかじめJIS B 8285:2010による溶接施工
方法の確認試験で確認した方法によって溶接要領書を作成し,それによって施工する。
b) 胴,鏡板などの溶接は,下向き溶接とする。ただし,下向き溶接が困難な場合はこの限りでない。
c) 開先面及びその周辺はよく清掃し,溶接金属中に不純物が混入しないようにする。
d) 溶接継手内の仮付けは,本溶接の前に削り取る。やむを得ず本溶接に含まれる場合には,仮付け溶接
を十分溶かし得る溶接方法によって行う。また,ジグなどの取付け溶接は,母材に有害な影響を与え
ない取付位置,溶接方法などの溶接条件をあらかじめ定めておく。
e) 予熱は,必要に応じて定められた溶接要領書に基づいて行う。
f)
突合せ両側溶接は,一方の側から溶接を行い,次に他方の側から溶接を行う前に開先の底部の欠陥を
110
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
除去する。ただし,自動溶接などのように溶込みが深い溶接方法で有害な欠陥がないときは,裏はつ
りなどを省略してもよい。
g) 裏はつりは,機械切除,たがね,アークエアガウジング,フレームガウジングなどの方法で行っても
よいが,ガウジングによる場合は,グラインダなどで仕上げる。
h) 溶接部には溶込み不良,融合不良,割れ,アンダーカット,オーバーラップ,クレータ,スラグの巻
き込み,ブローホールなど継手性能に影響を及ぼすきずがあってはならない。また,余盛は滑らかに
盛り上がっていなければならない。
i)
一時的に溶接によって取り付けた取付物の除去跡は,滑らかに仕上がっており,きずがあってはなら
ない。
10.5
溶接材料
溶接材料は,圧力容器の使用目的に応じて,かつ,母材及び溶接方法に適合する次の規格材料又はこれ
らと同等以上の性能をもつものでなければならない。
a) JIS Z 3201:2008
b) JIS Z 3202:2007
c) JIS Z 3211:2008
d) JIS Z 3221:2013
e) JIS Z 3224:2010
f)
JIS Z 3231:2007
g) JIS Z 3232:2009
h) JIS Z 3233:2001
i)
JIS Z 3312:2009
j)
JIS Z 3316:2011
k) JIS Z 3321:2013
l)
JIS Z 3322:2010
10.6
余盛の高さ及び仕上げ
突合せ溶接継手は,溶接開先が完全に溶着金属で埋められる必要があるが,溶接表面は隣接する母材の
表面より低くならないように溶接部に余盛を付けてもよい。
なお,溶接表面は溶接状態のままでもよいが,放射線透過試験などの非破壊試験で正しい評価が得られ
るように,粗いビード波形,急激な隆起,谷部などがない形状とする。ただし,放射線透過試験を実施す
る場合の余盛高さ及び仕上げは,次のa) 及びb) による。
a) 余盛の高さは,母材の厚さ(母材の厚さが異なる場合には,薄い方の厚さ)の区分に応じ,表37に示
す値以下とする。
111
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表37−余盛の高さ
単位 mm
母材の材質
母材の厚さの区分 t
余盛の高さ
アルミニウム及
びアルミニウム
合金以外
t ≦12
1.5
12<t ≦25
2.5
25<t ≦50
3.0
50<t
4.0
アルミニウム及
びアルミニウム
合金
t ≦6
2.0
6<t ≦15
板の厚さの1/3
15<t ≦25
5.0
25<t
7.0
b) 仕上げ 溶接部の止端は,母材の表面と段が付かないように滑らかにする。
c) B−2継手では,裏当ての反対側の溶接表面に余盛を付けてもよい。
10.7
溶接後熱処理
10.7.1
溶接後熱処理の範囲
この規定は,1日の冷凍能力が20トン以上に使用する圧力容器に適用する。溶接部は,原則として溶接
後熱処理(以下,後熱処理という。)を行うものとする。ただし,他の項で必要とするものを除き,次の場
合省略することができる。
a) 母材の区分P-1及びP-2(JIS B 8265:2010の表B.1,表B.2及び表B.3参照)
1) 溶接部の厚さ[ここでいう厚さとは,10.7.2 c) による。]32 mm以下のもの及び厚さ32 mmを超え
38 mm以下で95 ℃以上の予熱を行うもの。
2) 後熱処理を必要とする容器に取り付ける管台などで次のもの。ただし,取り付ける部分の厚さが32
mmを超える場合は95 ℃以上の予熱を行う。
2.1) 内径50 mm以下の取付物の突合せ溶接部で12 mm以下のもの及びすみ肉溶接部でのど厚12 mm
以下のもの。
2.2) 圧力のかからない取付物のすみ肉溶接部で,のど厚12 mm以下のもの。
2.3) スタッド溶接部。
b) 母材の区分P-8について原則としては後熱処理を行わない。
c) 母材の区分P-11A,P-21,P-22,P-23,P-25,P-31,P-32,P-34,P-35,P-42及びP-51の溶接部は,原
則として後熱処理を行わない。
d) 母材の区分がa)〜c) に示す以外の材料については,JIS B 8265:2010の附属書Sによる。
10.7.2
後熱処理方法
後熱処理方法は,JIS Z 3700:2009によって原則として炉内熱処理とするが,周継手などについては局部
後熱処理によることができる。
a) JIS Z 3700:2009に示す材料以外の材料の後熱処理の要否及び条件は,施工法試験の前に決めておかな
ければならない。
b) 焼入焼戻しの熱処理を行った材料では,加熱温度は焼戻し温度を超えてはならない。ただし,後熱処
理後も材料の性質が保証されている場合はこの限りでない。
c) 厚さは溶接部における母材の呼び厚さとし,母材の厚さが異なる場合は次による。
1) 突合せ継手の場合,薄い方の母材の厚さ。
112
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 重ね継手の場合,薄い方の母材の厚さ。ただし,中間鏡板の場合は鏡板の厚さとする。
3) 管,管台,フランジなどを取り付ける溶接部の場合,これらを取り付ける部分の厚さ。
10.8
圧力容器の溶接部の試験
10.8.1
一般
圧力容器の溶接部の試験は,10.8.2〜10.8.5によるか,又は別途定められている規定4) による。
この規定は,1日の冷凍能力が20トン以上に使用する圧力容器に適用する。ただし,JIS B 8285:2010
による溶接施工方法の確認試験を行い,当該溶接部の試験と同等の試験と認められた場合,この機械的試
験を省略することができる。
なお,密閉圧縮機,ポンプ,溶液ポンプなど及びバルブ類で溶接構造の耐圧部を構成する容器には適用
しない。
10.8.2
溶接母材の確認
溶接する母材は,設計圧力並びに最高設計温度及び最低設計温度に対し,適切な材料とする。
なお,次の各項に該当するものは,超音波探傷試験を実施し,合格したものを使用する。
a) 厚さが50 mm以上の炭素鋼
b) 厚さが38 mm以上の低合金鋼
c) 厚さが19 mm以上の鋼(オーステナイト系ステンレス鋼を除く。)で次に該当するもの
1) 最小引張強さが,570 N/mm2以上である鋼
2) 0 ℃未満の低温で用いられる鋼で,アルミニウムで脱酸処理した鋼
d) 厚さが13 mm以上の2.5 %ニッケル鋼及び3.5 %ニッケル鋼
なお,当該超音波探傷試験は,JIS G 0801:2008に規定する方法によって行い,その結果が重欠陥の個数,
欠陥1個の最大指示長さ,欠陥の密集度及び占積率の数値が,当該材料の欠陥の程度に応じて規定された
数値以下であるとき,これを合格とする。
10.8.3
溶接部の機械試験
10.8.3.1 試験板の作成
試験板の作成は,次による。
a) 胴の長手継手を溶接する場合には,胴全体について1個の試験板を作る。ただし,胴各節の長手継手
の溶接が同一条件で行われない場合には,各節ごとに1個の試験板を作る。この試験板は,胴端に取
り付け,かつ,溶接線が胴の長手継手と同一直線上にあるようにして,胴の長手継手と同時に溶接を
行う(図46参照)。
b) 胴の周継手又はドームなどの取付け部を溶接する場合には,胴全体に対して1個の試験板を作る。た
だし,a) の試験板がこれと同一条件で溶接され,その試験を行う場合には,この試験板を省略するこ
とができる。b) の試験板は,胴,ドームなどとは別に準備して,これらの溶接に引き続いて同一条件
によって溶接する。
c) 試験板は,胴と同じ種類及び同じ厚さの材料で作り,溶接によって反りを生じないようにする。溶接
によって試験板に反りを生じた場合は整形する。ただし,溶接継手に後熱処理を行う場合には,溶接
後熱処理前に整形する。
d) 試験板は,溶接継手と同一の熱処理を行う。ただし,同等と認められる熱処理の方法によって,熱処
理を行うこともできる。
10.8.3.2 機械試験の種類
試験板について行う機械試験は,次による。
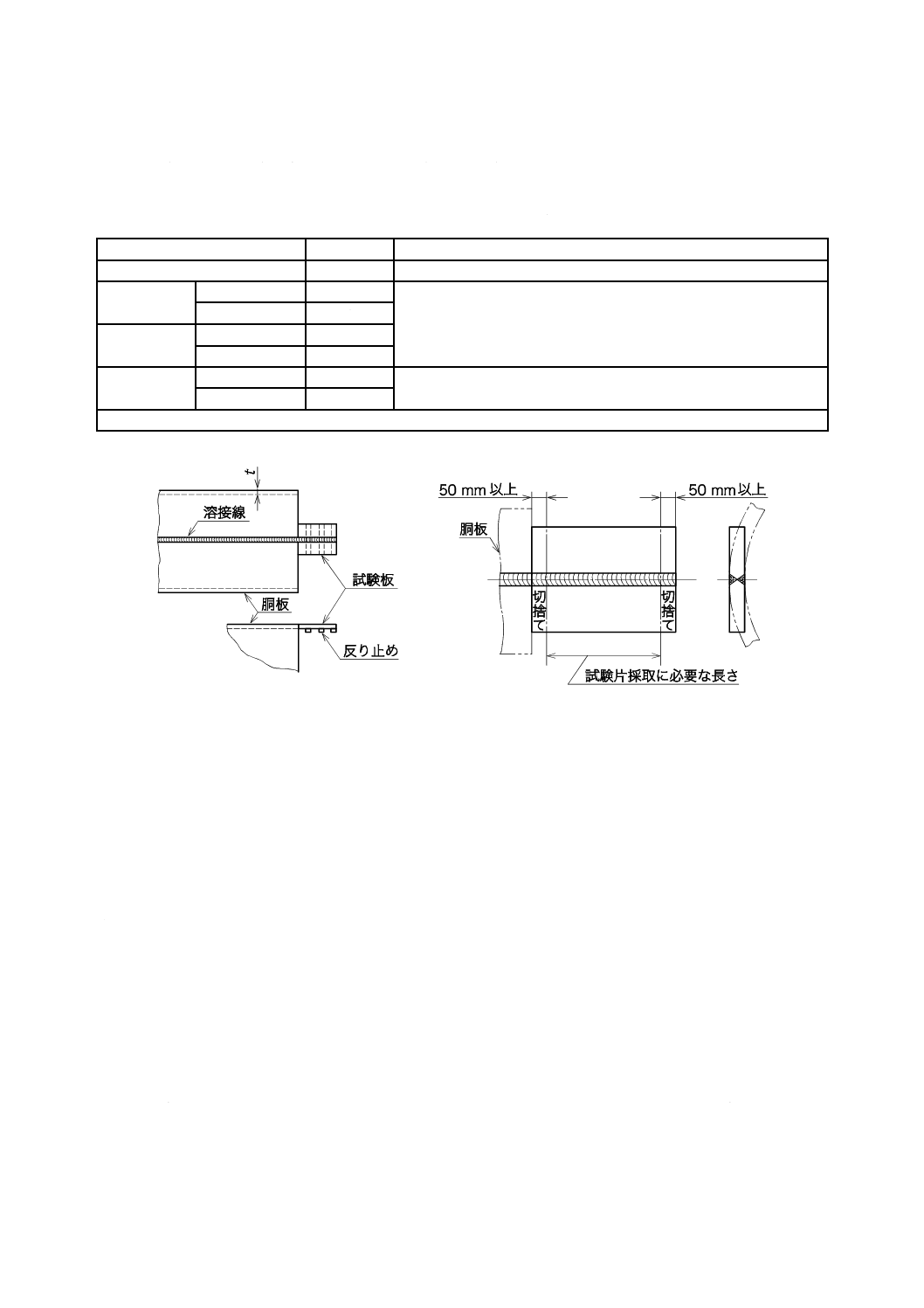
113
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験の種類及び数は,表38による。
b) 機械試験に用いる試験片は,図46に示す試験板から採取する。
表38−機械試験の種類及び数
機械試験の種類
試験片の数
適用
引張試験
1
厚さ
19 mm未満
表曲げ試験
1
母材相互又は母材と溶接金属の曲げ性能が著しく異なるときは,板
厚に関係なく,縦表曲げ試験及び縦裏曲げ試験各1個とすることが
できる。
裏曲げ試験
1
厚さ
19 mm以上
裏曲げ試験a)
1
側曲げ試験
1
衝撃試験
溶接金属部
3
衝撃試験は必要に応じて行う。
熱影響部
3
注a) 両側突合せ溶接においては,表曲げ試験とすることができる。
図46−機械試験に用いる試験板
10.8.3.3 引張試験
引張り試験は,次による。
a) 試験片の形状・寸法 引張試験片の形状及び寸法は,JIS Z 3121:2013の1号試験片による。
b) 試験方法 引張試験の方法は,JIS Z 3121:2013による。ただし,試験機の能力が不足で,試験片の板
の厚さのままで試験ができない場合には,薄いのこぎりで所定の厚さに切り分けた試験片の全部につ
いて引張試験を行い,その全部が判定基準を満足しなければならない。
c) 判定基準 引張試験の判断基準は,次による。
1) 試験片の引張強さが,当該試験材の規定最小引張強さ(規定最小引張強さが異なる母材の組合せの
ときは,いずれか小さい値)以上でなければならない。ただし,試験片が母材で破断した場合,そ
の引張強さが母材の引張強さの最小値の95 %以上で,かつ,溶接部に欠陥がなければ,その試験片
は合格とする。
2) アルミニウム及びアルミニウム合金,銅及び銅合金,チタン及びチタン合金又は9 %ニッケル鋼を
母材とする場合であって,母材の許容引張応力の値以下の値を許容引張応力として使用する場合は,
当該許容引張応力の値の4倍の値以上であれば合格とする。ただし,試験片が母材で破断した場合,
その引張強さが母材の引張強さの最小値の95 %以上で,かつ,溶接部に欠陥がなければ,その試験
片は合格とする。
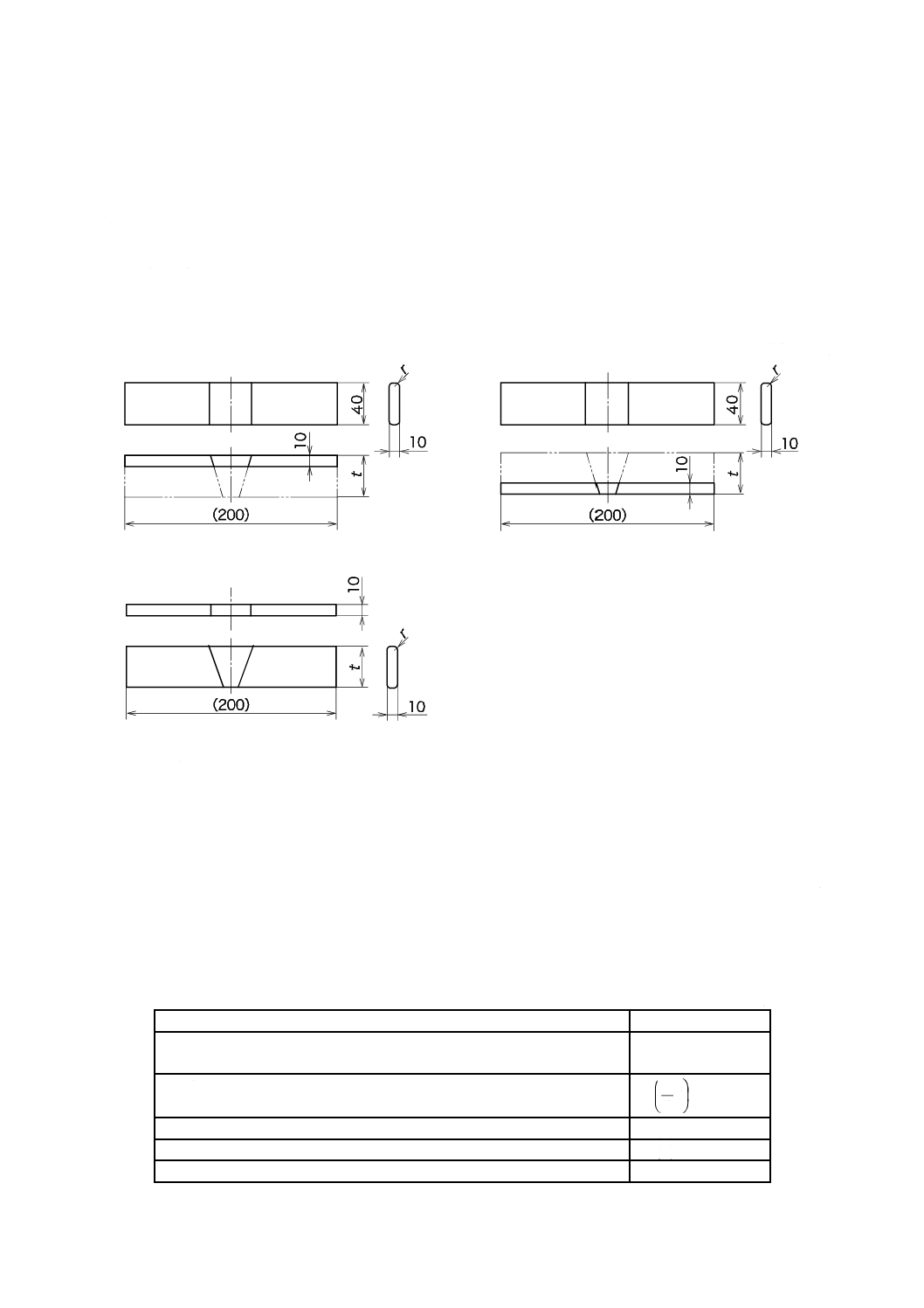
114
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 分割して引張試験を行った場合は,その全部が1) 又は2) の基準以上でなければならない。
10.8.3.4 曲げ試験
曲げ試験は,次による。
a) 試験片の形状・寸法 曲げ試験片の形状・寸法は,次による。
1) 表曲げ試験片の形状・寸法は,図47 a) による。
2) 裏曲げ試験片の形状・寸法は,図47 b) による。
3) 側曲げ試験片の形状・寸法は,図47 c) による。
単位 mm
a) 表曲げ試験片
b) 裏曲げ試験片
c) 側曲げ試験片
r≦1.5
溶接部表面は,母材と同一面まで仕上げる。
厚さtが10 mm未満の場合は,試験片の厚さをt mmとする。
図47−曲げ試験片の形状・寸法
b) 試験方法 表曲げ試験,裏曲げ試験及び側曲げ試験は,いずれもJIS Z 3122:2013による。いずれの方
法においても曲げ半径は,表39に掲げる母材の区分に応じたものとする。
表39−曲げ試験の曲げ半径
単位 mm
母材の区分(P番号)
曲げ半径
P-1,P-3,P-4,P-5,P-6,P-7,P-8A,P-8B,P-9A,P-9B
P-21,P-22,P-31,P-32,P-34, P-42,P-43,P-45
20 (2t)
P-11A,P-11B,P-25 a)
t
3
10
33
P-51
40 (4t)
P-27 a),P-52,P-61,P-62
50 (5t)
P-23 a),P-2X b),P-35
80 (8t)
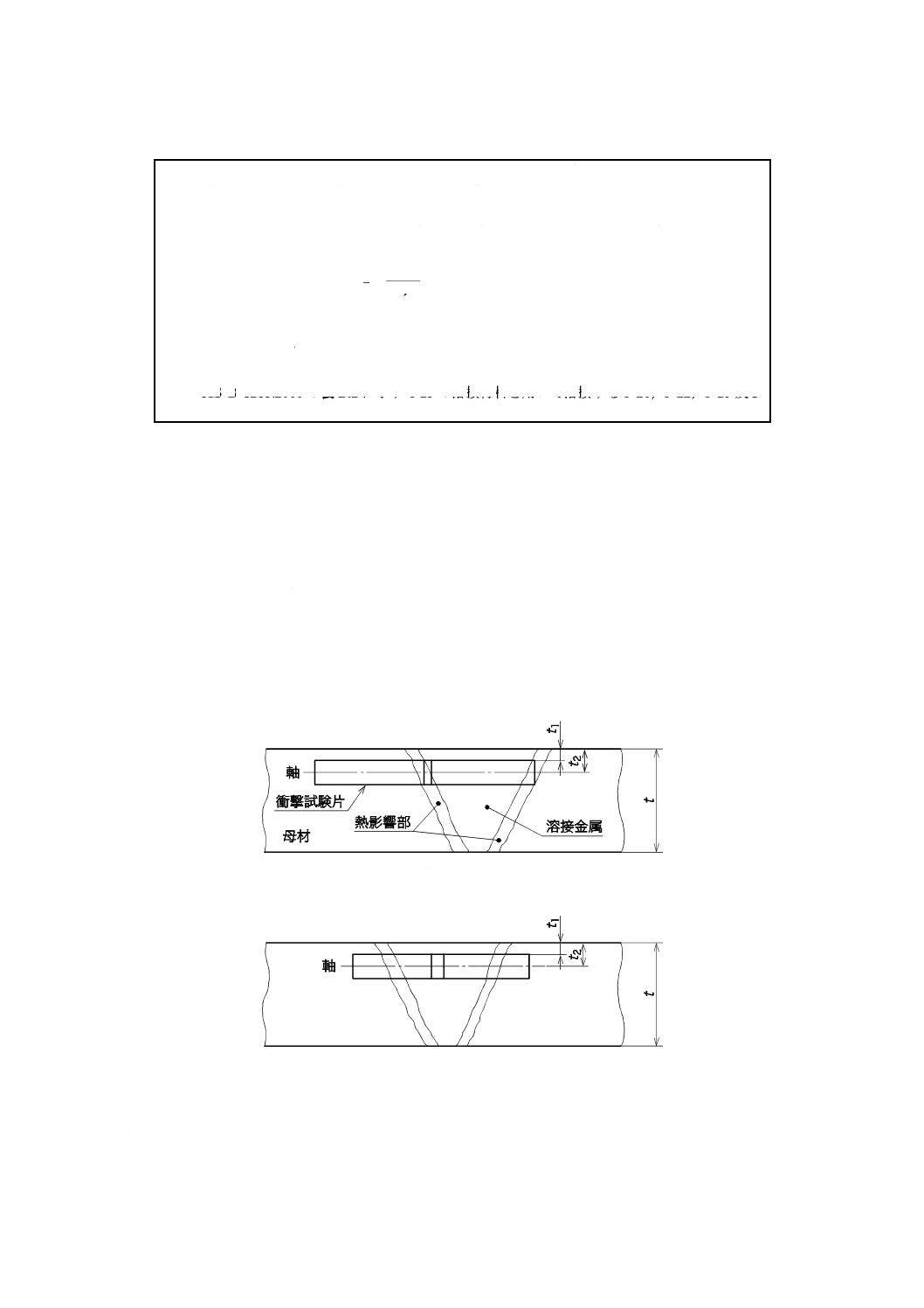
115
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表39−曲げ試験の曲げ半径(続き)
− 曲げ半径の括弧内は,試験片の厚さtが10 mm未満の場合に適用する。
− 曲げ半径が5t以上の場合は,試験片の厚さを薄くできる。ただし,下限値は3.2 mmとする。
− 母材の区分のP番号は,JIS B 8265:2010の表B.1〜表B.3に示す母材の区分による。
− 母材のP番号が指定されていない場合又は曲げ半径2tの区分で,母材又は溶接材料の伸びの
規定値が20 %未満の場合には,次の式によって曲げ半径を求めてもよい。
(
)
ε
ε
2
100−
=t
R
ここに, R: 曲げ半径(mm)
t: 試験片の厚さ(mm)
ε: 延びの規定値(%)
注a) 異材継手の場合を含む。
b) JIS B 8285:2010の表B.2に示すY-23の溶接材料を用いて溶接するP-21,P-22,P-25及び
P-27の材料を示す。
c) 判定基準 曲げ試験の結果,外側にした溶接金属に次の割れ及びブローホールがあってはならない。
1) 長さ3 mmを超える割れ(へりのかどに生じる割れを除く。)
2) 長さ3 mm以下の割れで長さの合計が7 mmを超えるもの。
3) 割れ及びブローホールの個数の合計が10個を超えるもの。
10.8.3.5 衝撃試験
衝撃試験は,その使用温度が0 ℃未満の場合の突合せ溶接部について,JIS Z 2242:2005によって行う。
試験温度は,表41による。
a) 試験片の形状・寸法及び採取方法 突合せ溶接継手の衝撃試験片は,JIS Z 2242:2005のVノッチ試験
片とし,図48によって採取する。
a) 熱影響部
b) 溶接金属部
t: 試験材の厚さ(mm)
t1: 試験材表面から1 mm以上とする(サブサイズの場合を除く。)。
t2: 0.25tとするが,t1が1 mm未満になる場合は1 mmとなるようにt2をとる。
図48−衝撃試験片の採り方
116
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 判定基準 3個の試験片について最低設計温度以下で衝撃試験を行った結果,それらの吸収エネルギ
ー値が,表40に示す最小吸収エネルギー値以上でなければならない。
なお,板の厚さが11 mm未満の場合は,サブサイズ試験片を使用し,使用した試験片の寸法に応じ
て表40に示す最小吸収エネルギー値以上でなければならない。
c) 衝撃試験温度の補正 b) の合格基準の適用において,次に掲げる材料を使用した圧力容器のうち,最
低使用温度における使用圧力が設計圧力の1/2.5以下で,当該温度における使用応力が30 N/mm2以下
であるものについては,表41の衝撃試験温度表の板厚の区分及び最低使用温度に応じて得られる試験
温度を衝撃試験の温度とすることができる。
1) JIS G 3101:2010
2) JIS G 3106:2008(SM570を除く)
3) JIS G 3126:2009のうちSLA235B及びSLA325B
4) JIS G 3131:2011
5) JIS G 3141:2011のうちSPCD及びSPCE
6) JIS G 3201:2008
7) JIS G 3452:2010
8) JIS G 3454:2012
9) JIS G 3457:2012
10) JIS G 3460:2013のうちSTPL380
11) JIS G 4051:2009
12) JIS G 5101:1991
13) JIS G 5102:1991
表40−最小吸収エネルギー値
試験片の高さ×幅
(mm)
材料の最小引張強さσ
(N/mm2)
最小吸収エネルギー値(J)
3個の平均値
1個の最小値
フルサイズ
10×10
σ ≦450
18
14
450<σ ≦520
20
16
520<σ ≦660
27
20
660<σ
27
27
サブサイズ
10×7.5
σ ≦450
14
11
450<σ ≦520
15
12
520<σ ≦660
20
15
660<σ
20
20
サブサイズ
10×5
σ ≦450
9
7
450<σ ≦520
10
8
520<σ ≦660
14
10
660<σ
14
14
サブサイズ
10×2.5
σ ≦450
5
4
450<σ ≦520
5
4
520<σ ≦660
7
5
660<σ
7
7
117
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表41−衝撃試験温度表
単位 ℃
板厚の区分(mm)
最低使用温度
0
−10
−20
−30
−40
−50
−60
−70
−80
−90
6以上13以下
20
20
20
20
20
0
−15
−30
−40
−50
13を超え20以下
20
20
20
20
15
0
−15
−30
−45
−55
20を超え26以下
20
20
20
20
10
−10
−20
−35
−45
−60
26を超え32以下
20
20
20
15
0
−15
−30
−40
−50
−65
32を超え40以下
20
20
20
10
−5
−15
−30
−45
−60
−70
40を超え50以下
20
20
20
10
−5
−20
−30
−45
−60
−70
50を超え70以下
20
20
20
10
−5
−20
−35
−45
−60
−70
70を超え100以下
20
20
20
5
−10
−25
−35
−50
−60
−70
10.8.3.6 機械試験の再試験
機械試験の再試験は,次による。
a) 継手引張試験の判断基準を満足しなかった場合で,溶接部で破断し,そのときの引張強さが,規定最
小引張強さの90 %以上のときは,再試験を行うことができる。再試験は,2個(分割試験のときは二
組)の試験片を作成し,その全ての試験片が判断基準を満足しなければならない。
b) 曲げ試験の判断基準を満足しなかった場合で,その原因が溶接部の欠陥以外であると認められるとき
は,再試験を行うことができる。再試験は,判断基準を満足しなかった試験片のそれぞれについて2
倍の個数の試験片を作成し,その全ての試験片が規定を満足しなければならない。
c) 衝撃試験の判断基準を満足しなかった場合で,3個の試験片の吸収エネルギーの平均値及び2個の試
験片の吸収エネルギーの最小値がそれぞれ判断基準に示す値以上であれば,再試験を行うことができ
る。再試験は,判定基準を満足しなかった場合のそれぞれについて2倍の個数の試験片を作成し,全
ての試験片が判断基準を満足しなければならない。
10.8.4
溶接部の非破壊試験
10.8.4.1 一般
圧力容器に関わる突合せ溶接継手は,10.8.4.2〜10.8.4.7に規定する非破壊試験を行う。
10.8.4.2 非破壊試験技術者
放射線透過試験技術者,超音波探傷試験技術者,磁粉探傷試験技術者及び浸透探傷試験技術者は,公的
な検査機関の技量検定に合格し,その技量について格付けされた資格のあるものとする。
10.8.4.3 放射線透過試験
放射線透過試験(RT)は,次による。
a) 一般 放射線透過試験を行う溶接継手は,次による。
1) 分類A〜Dに用いるB−1継手又はB−2継手の中で,次に示す溶接継手には,100 %放射線透過試
験を行う。ただし,放射線透過試験を行うことが困難な溶接継手は,超音波探傷試験に換えること
ができる。
1.1) 厚さが38 mmを超える炭素鋼の溶接継手。ただし,低温に用いる場合には,19 mmを超える厚さ
とする。
1.2) 厚さが25 mmを超える低合金鋼,銅及び銅合金の溶接継手。ただし,低温に用いる低合金鋼の場
合には,19 mmを超える厚さとする。
118
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.3) 厚さが13 mmを超えるアルミニウム及びアルミニウム合金の溶接継手
1.4) 厚さが10 mmを超えるニッケル及びニッケル合金の溶接継手
1.5) 厚さ13 mmを超える低温に用いる2.5 %ニッケル鋼又は3.5 %ニッケル鋼の溶接継手
1.6) 厚さ8 mmを超える低温に用いる9 %ニッケル鋼の溶接継手
1.7) 厚さが38 mmを超えるオーステナイト系ステンレス鋼の溶接継手
1.8) フェライト系ステンレス鋼,マルテンサイト系ステンレス鋼及びオーステナイト・フェライト系
ステンレス鋼の溶接継手。ただし,厚さが38 mm以下でオーステナイト系の溶接棒を使用したも
のは除く。
1.9) JIS G 3115:2010,JIS G 3120:2009,JIS G 3126:2009及びJIS G 3127:2013の溶接継手
1.10) チタン及びチタン合金の溶接継手
1.11) ジルコニウム及びジルコニウム合金の溶接継手
1.12) 気体による耐圧試験を行う圧力容器に用いられる溶接継手
1.13) 毒性ガスに関わる圧力容器に用いられる溶接継手
1.14) その他の材料の溶接部については,受渡当事者間の協定による。
2) 1) に掲げるもの以外の溶接継手は,その全長の20 %以上(溶接継手が交差する部分がある場合に
は,当該交差する部分を含み,当該全長の20 %以上の長さの部分)について放射線透過試験を行う。
ただし,放射線透過試験を行わないものとして設計された溶接継手及び外圧だけを受ける溶接継手
については,この限りでない。
b) 放射線透過試験の方法 鋼はJIS Z 3104:1995,アルミニウム及びアルミニウム合金はJIS Z 3105:2003,
ステンレス鋼,耐食耐熱超合金,9 %ニッケル鋼及びその他これらに類するものはJIS Z 3106:2001,
チタン及びチタン合金はJIS Z 3107:2008による。
c) 判定基準 100 %及び20 %放射線透過試験の判定は,1類又は2類による。
10.8.4.4 超音波探傷試験
超音波探傷試験(UT)は,次による。
a) 一般 超音波探傷試験を行う溶接継手(厚さ10 mm以下の溶接継手及び超音波探傷試験を行うことが
困難なものを除く。)は,次による。
1) 10.8.4.3 a) 1) に掲げる溶接継手であって,放射線透過試験が困難な溶接継手
2) 圧力容器を最終的に閉鎖する溶接継手
b) 超音波探傷試験の方法 鋼はJIS Z 3060:2002,アルミニウム及びアルミニウム合金はJIS Z 3080:1995,
JIS Z 3081:1994及びJIS Z 3082:1995,その他の材料はJIS Z 3060:2002による。
c) 判定基準 超音波探傷試験の判定は,1類又は2類による。
10.8.4.5 磁粉探傷試験
磁粉探傷試験(MT)は,次による。
a) 一般 磁粉探傷試験を行う溶接継手は,次による。ただし,溶接継手が非磁性のもの又はその他磁粉
探傷試験を行うことが困難な溶接継手は,この限りでない。
1) 低温に用いる炭素鋼又は低合金鋼
2) 10.8.4.3 a) 1.9) に掲げる溶接継手
3) 10.8.4.3 a) 1.13) に掲げる溶接継手のうち,開口部及び強め材,管台などとの溶接継手
b) 磁粉探傷試験の方法 磁粉探傷試験は,JIS Z 2320-1:2007による。
c) 判定基準 磁粉探傷試験の判定は,次による。
119
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 表面に割れによる磁粉模様がない。
2) 線状磁粉模様の最大長さが4 mm以下である。
3) 円形状磁粉模様の最大長径が4 mm以下である。
4) 分散磁粉模様については,面積2 500 mm2内において磁粉模様の種類及び大きさに応じ,表42に示
す点数の総和が12点以下である。
表42−磁粉探傷試験における磁粉模様判定基準
磁粉模様
最大長さ又は最大長径が2 mm
以下のもの
最大長さ又は最大長径が2 mm
を超え4 mm以下のもの
線状磁粉模様
3点
6点
円形状磁粉模様
1点
2点
10.8.4.6 浸透探傷試験
浸透探傷試験(PT)は,次による。
a) 一般 10.8.4.5 a) のただし書きに規定する溶接継手は,浸透探傷試験を行う。
b) 浸透探傷試験の方法 浸透探傷試験は,JIS Z 2343-1:2001による。
c) 判定基準 浸透探傷試験の判定は,次による。
1) 表面に割れによる浸透指示模様がない。
2) 線状浸透指示模様の最大長さが4 mm以下である。
3) 円形状浸透指示模様の最大長径が4 mm以下である。
4) 分散浸透指示模様については,面積2 500 mm2内において浸透指示模様の種類及び大きさに応じ,
表43に示す点数の総和が12点以下である。
表43−浸透探傷試験における浸透指示模様判定基準
浸透指示模様
最大長さ又は最大長径が2 mm
以下のもの
最大長さ又は最大長径が2 mm
を超え4 mm以下のもの
線状浸透指示模様
3点
6点
円形状浸透指示模様
1点
2点
10.8.4.7 非破壊試験の再試験
放射線透過試験などの非破壊試験で規定に適合しない場合は,次のa) 及びb) によって補修を行い,再
試験を行うことができる。
a) 放射線透過試験を行い,規定に適合しない場合は次の1) 及び2) による。
1) 100 %放射線透過試験を行った場合は,規定に適合しない原因となった有害な割れなどを完全に除
去して再溶接し,その部分について再び放射線透過試験を行い,合格しなければならない。
2) 20 %放射線透過試験を行った場合は,規定に適合しない箇所に隣接する2か所,溶接継手7),継手
部分8),継手群9) の優先順位で任意の2か所について,次の2.1) 及び2.2) の要領によって放射線透
過試験を行う。ただし,この試験を省略して直ちにその溶接継手,継手部分又は継手群の100 %放
射線透過試験を行ってもよい。
2.1) 2) の2か所の両方が放射線透過試験を行った結果,合格した場合は,その溶接継手,継手部分又
は継手群は,最初の放射線透過試験の結果が規定に適合しない箇所のきずを完全に除去して再溶
120
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
接し,その部分について再び放射線透過試験を行い,合格すれば放射線透過試験に合格とみなす。
2.2) 2) の2か所のうち少なくとも1か所が放射線透過試験を行った結果,規定に適合しない場合は,
その溶接継手,継手部分又は継手群は,その全長について合格しなかったものとし,溶接をやり
直す。ただし,その溶接継手,継手部分又は継手群の全長について放射線透過試験を行い,規定
に適合しない全ての箇所の有害な割れなどを完全に除去して再溶接し,再び放射線透過試験を行
って,全ての箇所が合格すれば溶接をやり直さなくてもよい。
注7) 溶接継手とは,20 %放射線透過試験で規定に適合しない箇所の継手をいう。
8) 継手部分とは,長手継手と周継手とが交差する部分をいう。
9) 継手群とは,長手継手,周継手及び長手継手と周継手の交差する部分の全体をいう。
b) 放射線透過試験以外の非破壊試験(磁粉探傷試験,浸透探傷試験及び超音波探傷試験)で有害な割れ
などが検出され規定に適合しない場合は,有害な割れなどを完全に除去して再溶接し,それぞれの非
破壊試験を行い,合格しなければならない。
10.8.5
ろう付け
10.8.5.1 ろう付けの使用制限
ろう付けは,次の継手に使用してはならない。
a) 板の厚さ25 mmを超える胴継手(胴と鏡板との取付けを含む。)
b) 板の厚さ16 mmを超える胴の周の重ね継手
c) 板の厚さ10 mmを超える胴の長手重ね継手
10.8.5.2 ろう付け施工
ろう付け施工は,次による。
a) 複雑な形状の耐圧部分をろう付けによって接合しようとする場合には,あらかじめろう付け施工方法
の確認試験を行わなければならない。また,ろう付け施工者は,当該ろう付けを行うのに十分な技量
をもつ者とする。
b) ろう付け材料は,JIS Z 3261:1998,JIS Z 3262:1998,JIS Z 3264:1998などJIS規格材料又はこれらと
同等以上のもののうち,ろう付けの条件に応じ適切なものを選択する。
c) ろう付け部は,管の継手の全長にわたって十分密着し,有害な欠陥のない。
d) ろう付けによる胴の重ね継手では板の厚さの8倍(周は4倍)以上の重なりとする。ろう付けの継手
効率は80 %以下とし,異種材料の場合は弱い方の材料の強さを基準とする。
10.8.5.3 ろう付け部の試験
圧力容器のろう付け部は,必要に応じて機械試験,非破壊試験及び気密試験の確認を行わなければなら
ない。試験の方法,結果の判定などについては,受渡当事者間の協定による。
11
圧力試験
11.1
試験の種類
圧力容器の耐圧部分の加工が完了したときに行う圧力試験は,耐圧試験及び気密試験とする。
11.2
耐圧試験
11.2.1
一般
耐圧試験は,圧力容器の組立品又はそれらの部品ごとに行う液圧試験とする。ただし,耐圧試験後に圧
力容器などの内部から液を除去することが困難な場合であって,次のa) 又はb) の条件を満足する場合に
限り,空気,窒素,ヘリウム,不活性のフルオロカーボン又は二酸化炭素(アンモニアの圧力容器には使
121
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
用しない。)を使用して,気体圧によって耐圧試験を行ってもよい。この場合において,空気圧縮機を使用
して圧縮空気を供給する場合は,空気の温度を140 ℃以下にしなければならない。
a) 十分な容積をもつ水槽又は溶液槽を使用し,被試験品を十分に水没させて試験を実施する場合
b) 次の1) 及び2) による非破壊検査を実施し,溶接部の安全性を確認の上行う場合。
1) 圧力容器の長手継手及び鏡板を作るための継手に関わる突合せ溶接による溶接部(放射線透過試験
を行うものとして設計された溶接部に限る。)の全長について,耐圧試験前にJIS Z 3104:1995に規
定する方法によって放射線透過試験を行い,その等級分類が1類又は2類のもの。さらに,次の1.1)
及び1.2) に示す溶接部については,JIS Z 2320-1:2007又はJIS Z 2343-1:2001の分類に規定される
方法によって探傷試験を行い,表面その他に有害な欠陥がないもの。
1.1) 引張強さの規格最小値が570 N/mm2以上の炭素鋼鋼板を使用した圧力容器の溶接部
1.2) 板の厚さが25 mm以上(板の厚さが異なる場合は,薄い板の厚さ。)の炭素鋼鋼板を使用した圧力
容器の溶接部
2) 周継手に関わる溶接部及び放射線透過試験を行わないものとして設計された圧力容器(溶接の効率
を放射線透過試験を行わないものとして設計されたもの)については,JIS Z 2320-1:2007又はJIS Z
2343-1:2001の分類に規定される方法によって探傷試験を行い,表面その他に有害な欠陥がないもの。
11.2.2
耐圧試験圧力
液体を使用する耐圧試験圧力は,設計圧力又は許容圧力のいずれか低い圧力(以下,この項において“設
計圧力等”という。)の1.5倍以上の圧力とし,気体を使用する耐圧試験は設計圧力等の1.25倍以上の圧力
とする。
11.2.3
耐圧試験の方法及び合格基準
耐圧試験は,次による。
a) 耐圧試験を液圧によって行う場合は,被試験品に水又は作業上の危険の少ない液体を満たし,空気を
完全に排除した後,液圧を徐々に加えて耐圧試験圧力まで上げ,その圧力を1分間以上保った後,圧
力を耐圧試験圧力の8/10まで降下させ,被試験品の各部に漏れ,異常な変形,破壊などのないこと(特
に溶接継手及びその他の継手について異常がないこと)をもって合格とする。
b) 耐圧試験を気体によって行う場合は,試験の作業の安全を確保するため,試験設備の周囲に適切な防
護措置を設け加圧作業中であることを標示し,過昇圧のおそれのないことを確認した後,設計圧力な
どの1/2の圧力まで上げ,その後,段階的に圧力を上げて耐圧試験圧力に達した後,再び設計圧力な
どまで圧力を下げた場合に,被試験品の各部に漏れ,異常な変形,破壊などのないこと(特に溶接継
手及びその他の継手について異常がないこと)をもって合格とする。
c) 全密閉圧縮機及び圧力容器に内蔵されるポンプについては,それらの外殻を構成するケーシングにつ
いて,耐圧試験を行う。
11.2.4
耐圧試験に使用する圧力計
耐圧試験に使用する圧力計は,文字板の大きさが75 mm以上(耐圧試験を気体によって行う場合には,
100 mm以上)で,その最高目盛は,耐圧試験圧力の1.25倍以上,2倍以下とする。また,圧力計は2個
以上使用し,加圧ポンプと被試験品との間に止め弁があるときは,少なくとも1個の圧力計は,止め弁と
被試験品との間に取り付ける。
11.3
気密試験
11.3.1
一般
気密試験は,耐圧試験に合格した圧力容器の組立品について行うガス圧試験とする。ただし,11.2の耐

122
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
圧試験を気体によって行ったものは除く。
11.3.2
気密試験圧力
気密試験圧力は,設計圧力又は許容圧力のいずれか低い圧力以上の圧力とする。
11.3.3
気密試験の方法及び合格基準
気密試験は,次によって行い,漏れのないことをもって合格とする。
a) 気密試験に使用するガスは,空気,窒素,ヘリウム,不活性のフルオロカーボン又は二酸化炭素(ア
ンモニア用の圧力容器には使用しない。)を使用する。この場合に,空気圧縮機を使用して圧縮空気を
供給する場合には,空気の温度を140 ℃以下にする。
b) 気密試験は,被試験品内のガスを気密試験圧力に保った後,水中において,又は外部に発泡液を塗布
し,泡の発生の有無によって漏れを確かめ,漏れのないことをもって合格とする。ただし,不活性の
フルオロカーボン又はヘリウムを検知ガスとして使用して試験する場合には,ガス漏えい検知器によ
って確認することができる。
c) 全密閉圧縮機及び圧力容器に内蔵されるポンプについては,それらの外殻を構成するケーシングにつ
いて気密試験を行う。
11.3.4
気密試験に使用する圧力計
気密試験に使用する圧力計は,文字板の大きさが75 mm以上で,その最高目盛は,気密試験圧力の1.25
倍以上,2倍以下とする。また,圧力計は原則として2個以上使用し,少なくとも1個の圧力計は,止め
弁と被試験品との間に取り付ける。
12
安全装置
12.1
安全装置の種類
運転中及び停止中を通じて,許容される圧力以下の圧力を確保できるように設ける安全装置は,表44
に掲げるものとし,当該圧力容器の態様に応じ,適切なものを選択して取り付ける。
表44−安全装置の種類及び基本性能
安全装置の種類
基本性能
安全弁
大気放出形ばね式圧力逃がし弁とし,過圧ガスを放出し,十分安全な状態に戻ったとき,
弁を閉止する構造とする。
破裂板
圧力逃がし弁弁部での微少漏れの回避など,特別の理由がある場合に限り使用できるもの。
なお,安全弁と併用する場合には,外部に過圧ガスを吹き出すときの圧力をもって設定
圧力とする。
溶栓
冷媒が過圧状態の温度であることを適切に検知でき,可溶金属を溶融させる構造のもの。
圧力逃がし装置 冷媒が過圧状態になったとき,冷媒設備の他の部分に,異常を誘発させることなく有効に
過圧ガスを排出し,許容圧力以下の状態が維持できるもの。
高圧遮断装置
金属ベローズなどの受圧部に連動するスイッチ機構を備え,電気接点の入り切りによって
電気信号を発し,その切り動作で,圧縮機又は発生器の運転を停止させ,異常高圧の発生
を回避する装置。
12.2
安全装置の取付け
圧力容器に取り付ける安全装置は,次による。
a) 吸収冷凍装置以外の冷凍装置に用いる圧力容器の安全装置の取付けは,次による。
1) 冷媒が可燃性ガス又は毒性ガスである圧力容器の安全装置には,破裂板又は溶栓を用いてはならな
123
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
い。
2) シェル形凝縮器及び受液器(内容積5 L未満のものを除く。)には,安全弁を取り付ける。ただし,
内容積が500 L未満のものは,溶栓をもって代えることができる。
3) 低圧部に用いる圧力容器であって,当該圧力容器の本体に附属する止め弁によって封鎖されるおそ
れがある構造のものには,安全弁,破裂板又は圧力逃がし装置(自動的に有効に圧力を逃がすこと
のできる装置をいう。)を取り付ける。
4) 遠心圧縮機を用いる冷凍装置のシェル形蒸発器には,安全弁又は破裂板を取り付ける。ただし,内
容積が500 L未満のものには,溶栓をもって代えることができる。
5) 遠心圧縮機を用いる冷凍装置で凝縮器に液冷媒が滞留することがなく,かつ,蒸発器に安全弁又は
破裂板が取り付けられ,これらによって凝縮器に異常高圧が発生した場合でも高圧部の設計圧力を
超える圧力とならない構造のものについては,凝縮器に取り付ける安全弁を省略することができる。
b) 吸収冷凍装置に用いる圧力容器の安全装置の取付けは,次による。
1) 発生器の高圧部には,高圧遮断装置,及び安全弁又は破裂板を取り付ける。ただし,発生器の高圧
部に近接して精留器が設けられ,発生器との間が止め弁で遮断されない構造のものは,精留器の部
分に取り付けることができる。
なお,1日の冷凍能力が20トン未満の吸収冷凍装置に用いる発生器及び設計圧力が0.2 MPa未満
の発生器においては,安全弁又は破裂板の取付けを省略することができる。
2) 設計圧力が0.2 MPa以上のシェル形蒸発器,吸収器及び溶液熱交換器には,安全弁又は破裂板を取
り付ける。ただし,内容積が500 L未満のものには,溶栓をもって代えることができる。
3) 発生器又は精留器と他の圧力容器を連絡する配管が通常の使用状態で閉鎖されることがなく,かつ,
発生器又は精留器に安全弁が取り付けられ,この安全弁が当該圧力容器の安全装置として作用する
と認められる場合(発生器又は精留器と当該圧力容器の設計圧力が等しく,かつ,発生器又は精留
器の安全装置の口径が,当該圧力容器に必要な口径以上の場合),当該圧力容器に取り付ける安全装
置を省略することができる。
4) a) 1)〜a) 3) の基準は,吸収冷凍装置について準用する。
c) 次の各項の条件を満足する圧力容器の場合,いずれか一方の圧力容器については取り付ける安全弁又
は破裂板を省略することができる。
1) 圧力容器相互間の連絡管に止め弁がないとき。
2) 圧力容器相互間の連絡管の内径が内容積の大きい圧力容器について12.3 a) の式によって得られる
安全弁又は破裂板の口径の値以上であるとき。
3) 安全弁又は破裂板の口径が,12.3 a) 2) によって計算した口径の値以上の値であるとき。
12.3
安全弁及び破裂板の口径
圧力容器に取り付ける安全弁及び破裂板の口径は,次による。
なお,複数の安全弁を用いる場合には,それぞれの口径部の断面積の合計を一つの安全弁の口径部の断
面積とみなして求めた口径が,次の各号による値以上でなければならない。
a) 発生器以外の圧力容器に取り付ける安全弁又は破裂板の口径は,次による。
1) 安全弁又は破裂板の口径は,次の式によって得られる値以上とする。
DL
C
d
1
=
ここに,
d: 安全弁又は破裂板の最小口径(mm)
124
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D: 容器の外径(m)
L: 容器の長さ(m)
C1: 定数であって表45又は表46による。
表45−C1の値(A)
冷媒の種類
C1の値
冷媒の種類
C1の値
高圧部
低圧部
高圧部
低圧部
R11,水
26
26
アンモニア
8
11
R113
26
26
R22
8
11
R21
16
20
R502
8
11
R114
19
19
プロパン
8
11
RC318
12
16
R13B1
7
9
ノルマルブタン
11
17
R13
5
5
イソブタン
11
15
エタン
4
5
R12
9
11
エチレン
4
5
R500
9
11
二酸化炭素
4
5
表46−C1の値(B)
冷媒
の種
類
C1の値
冷媒
の種
類
C1の値
高圧部
低圧
部
38 ℃
高圧部
低圧
部
38 ℃
43 ℃ 50 ℃ 55 ℃ 60 ℃ 65 ℃ 70 ℃
43 ℃ 50 ℃ 55 ℃ 60 ℃ 65 ℃ 70 ℃
R 32
5.51
5.30
5.20
5.15
5.20
5.41
5.72 R
407E
6.96 6.59
6.41
6.26
6.15
6.13
7.27
R
134a
8.94
8.30
7.91
7.60
7.35
7.13
9.43 R
410A
6.27 6.10
6.05
6.13
6.45
−
6.46
R
404A
7.78
7.54
7.49
7.58
7.97
−
8.02 R
410B
6.37 6.21
6.18
6.28
6.68
−
6.58
R
407A
7.03
6.72
6.56
6.47
6.46
6.58
7.30 R
507A
7.81 7.59
7.56
7.70
8.26
−
8.03
R
407B
7.40
7.17
7.09
7.13
7.36
8.15
7.66 R
1234y
f
9.67 9.05
8.71
8.41
8.18
8.01
10.18
R
407C
6.97
6.64
6.45
6.32
6.25
6.27
7.28 R123
4ze
(E)
10.43 9.60
9.13
8.70
8.33
8.04
11.07
R
407D
7.42
7.00
6.77
6.59
6.45
6.39
7.75
注記 高圧部及び低圧部のC1の値は,この表に示す温度の中間温度を採用する場合は,表の値にかかわらず内挿に
よって求める。
2) 2以上の圧力容器が連結されている場合の共通の安全弁の口径は,1) の式のDLの値にそれぞれの
圧力容器のDLの合計値を代入して計算する。
3) 表45及び表46に示す以外の冷媒については,高圧部及び低圧部は,それぞれ次の式によって得ら
れる値とする。
M
Pr
C
1
359
1=
125
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
P: 設計圧力(MPa)
r: 冷媒ガスの設計圧力における蒸発熱(kJ/kg)
M: 分子量(2種類以上のガスを混合したガスを冷媒ガスとする
場合には,各成分ガスごとに,当該ガスの分子量に当該ガス
のモル分率を乗じて得られる値の和とする。)
4) 4.2 i) のただし書きを適用する場合は,3) を準用する。
b) 発生器に取り付ける安全弁の口径は,次の式によって得られる値以上とする。
V
C
d
2
=
ここに,
d: 安全弁の最小口径(mm)
V: 加熱装置が最大の加熱運転状態にあるときに発生する冷媒蒸
発量で,還流を行う場合は,還流量を含む(m3/h)。
C2: 定数であってアンモニアは0.9,水は1.5とする。ただし,蒸
発温度が−30 ℃以下のときのC2の値は,この値にかかわら
ず,次の式によって得られる値とする。
M
P
G
C
98
.1
2=
ここに, P: 設計圧力(MPa)
M: 分子量(2種類以上のガスを混合したガスを
冷媒ガスとする場合には,各成分ガスごと
に,当該ガスの分子量に当該ガスのモル分率
を乗じて得られる値の和とする。)
G: 当該冷媒設備の蒸発温度における冷媒ガス
の飽和蒸気の密度(kg/m3)
c) 発生器に取り付ける揚程の高い安全弁であって,その揚程が口径の1/15以上のものの吹出し部の面積
は,b) の規定にかかわらず,次の式によって得られる面積以上の面積とすることができる。
T
M
KP
C
W
A
3
1.0
=
ここに,
A: 安全弁の吹出し面積(cm2)
高揚程式及び全揚程式ではA=πdl,弁座が円すい座のものに
は,この式によって得られる値の0.707倍とし,全量式のもの
には,Aはのど部の面積とする。
ここに, d: 弁座口の直径(mm)
l: リフト(mm)
l>(d/4) の場合は,d/4とする。
P: 吹出し圧力(MPa)
M: 冷媒ガスの分子量(2種類以上のガスを混合したガスを冷媒ガ
スとする場合には,各成分ガスごとに,当該ガスの分子量に
当該ガスのモル分率を乗じて得られる値の和とする。)
T: 吹出し圧力における冷媒の絶対温度(K)
W: 吹出し冷媒量(kg/h)
当該安全弁を取り付ける発生器の吹出し量を決定する場合
の冷媒の発生量については,冷凍設備の運転開始から所定の
低温の状態に達するまでの時間が5時間を超えるときは,所
定の低温状態における温度と−15 ℃との中間の温度におけ
る冷媒の蒸気の密度(kg/m3)を基準として求められる値とす
る。
K: 吹出し係数
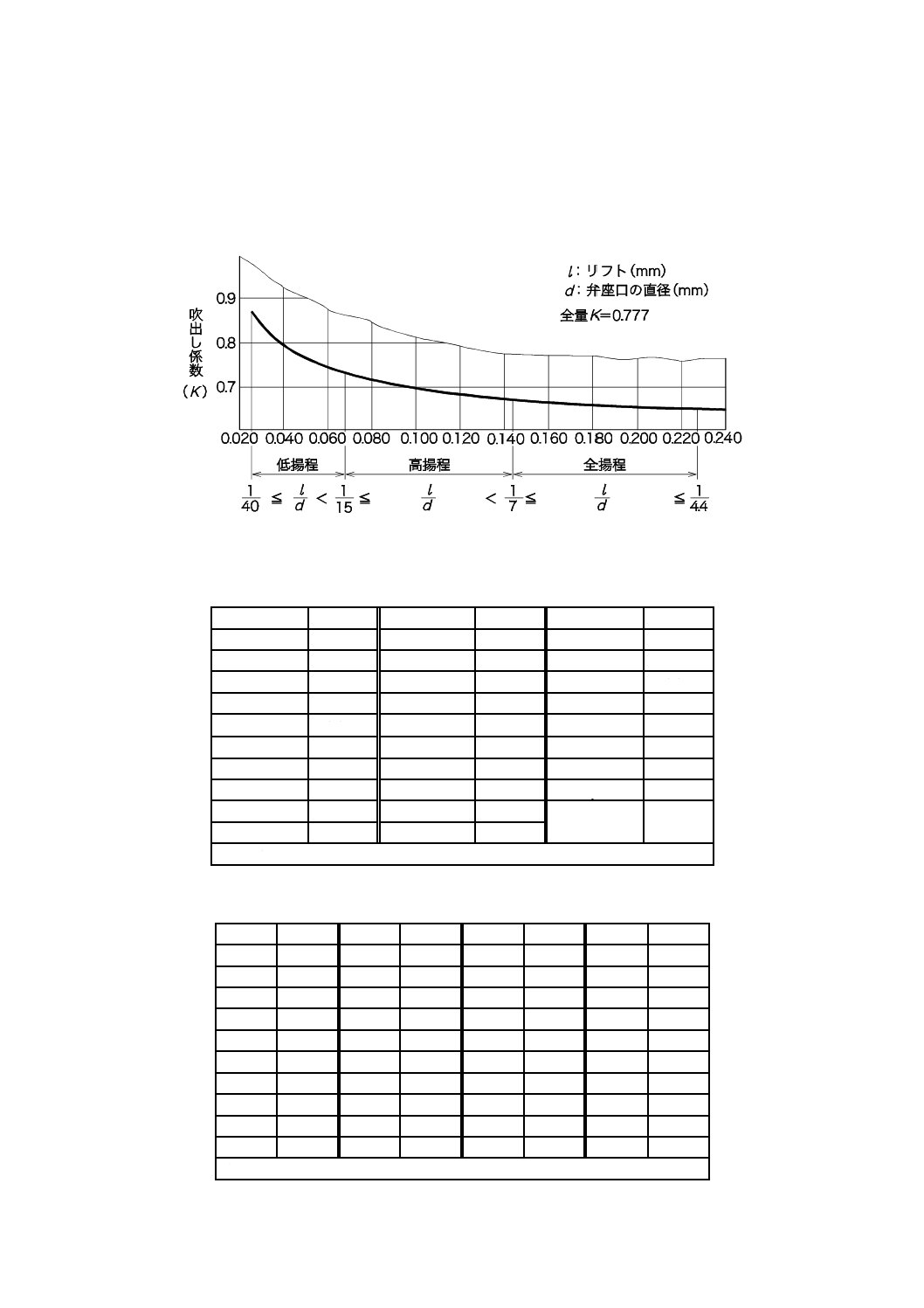
126
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 8225:2012によって公称吹出し係数Kを求めた場合
は,その値に0.9を乗じた値とし,その他の安全弁の場合は図
49によって求めた値とする。
C3: 冷媒の断熱指数(表47及び表48においてκとする。)の値に
応じて定まる数値で,表48による。
図49−吹出し係数(K)の値
表47−冷媒の断熱指数
冷媒の種類
κ
冷媒の種類
κ
冷媒の種類
κ
アンモニア
1.29
プロパン
1.14
R113
1.12
R14
1.217
R500
1.14
R114
1.09
エタン
1.19
R502
1.14
RC318
1.07
R22
1.18
R12
1.139
R410A
1.175
R13
1.17
R407B
1.121
R410B
1.168
R32
1.252
R407C
1.144
R507A
1.117
R134a
1.120
R407D
1.135
二酸化炭素
1.3
R404A
1.118
R407E
1.148
R1234yf
1.210
R407A
1.138
R407E
1.148
R1234ze(E)
1.169
R13B1
1.143
R11
1.13
注記 1 atm=0.101 3 MPa,25 ℃の場合。
表48−冷媒の断熱指数の値に応じたC3の値
κ
C3
κ
C3
κ
C3
κ
C3
1.00
234
1.20
251
1.40
265
1.60
277
1.02
237
1.22
252
1.42
266
1.62
278
1.04
238
1.24
254
1.44
267
1.64
280
1.06
240
1.26
255
1.46
268
1.66
281
1.08
242
1.28
257
1.48
270
1.68
282
1.10
244
1.30
258
1.50
271
1.70
283
1.12
245
1.32
260
1.52
272
1.80
289
1.14
246
1.34
261
1.54
274
1.90
293
1.16
248
1.36
263
1.56
275
2.00
298
1.18
250
1.38
264
1.58
276
2.20
307
注記 κの値が中間の場合は,近傍のC3の値を比例計算して用いる。
127
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.4
安全弁又は破裂板の口径の比率
1日の冷凍能力20トン以上の冷凍設備の圧力容器に取り付ける安全弁又は破裂板の口径は,圧縮機又は
発生器に取り付けるべき安全弁の最小口径の7/10以上で,かつ,12.3 a) の式によって得られる値以上に
しなければならない。また,圧縮機又は発生器に安全弁を取り付けない場合には,安全弁又は破裂板の口
径を12.3 b) 又は12.3 c) の式によって得られる値以上にしなければならない。
12.5
溶栓の口径
溶栓の口径は,圧力容器又は発生器の安全弁又は破裂板の最小口径の1/2以上の値でなければならない。
12.6
安全弁及び高圧遮断装置の作動圧力
安全弁及び高圧遮断装置の作動圧力は,次による。
a) 発生器に取り付ける安全弁の吹出し圧力は,発生器の吐出し側の許容圧力の1.2倍又はその発生器の
吐出しガスの圧力を直接受ける圧力容器の許容圧力の1.2倍のうち,いずれか低い圧力を超えてはな
らない。この場合,安全弁の吹出し圧力は,吹始め圧力の1.15倍以下とする。
b) 圧力容器に取り付ける安全弁の吹出し圧力は,高圧部には冷媒設備の高圧部の設計圧力の1.15倍の圧
力以下,低圧部にはその発生器の低圧部の設計圧力の1.1倍の圧力以下の圧力となるよう設定する。
c) 高圧遮断装置の作動圧力は,その冷媒設備の高圧部に取り付けられた安全弁の吹始め圧力の最低値以
下の圧力であって,かつ,発生器を用いる冷媒設備の高圧部の設計圧力以下の圧力になるよう設定す
る。
12.7
安全弁の構造
安全弁の構造は,次による。
a) 安全弁は,作動圧力を設定した後,封印できる構造とする。
b) 安全弁の各部のガス通過面積(のど部及び吹出し部の面積を除く。)は,安全弁の口径面積以上とする。
c) 安全弁は,作動圧力を試験し,そのとき確認した吹始め圧力を容易に消えない方法で本体に表示する。
12.8
溶栓
溶栓は,次による。
a) 溶栓(低圧部に用いるものを除く。)の溶融温度は,75 ℃以下とする。ただし,75 ℃を超え100 ℃
以下の一定の温度に相当する冷媒ガスの飽和圧力の1.2倍以上の圧力で耐圧試験を実施した圧力容器
に用いるものでは,その温度をもって溶融温度とすることができる。
なお,この場合,使用冷媒の臨界温度を超えてはならない。
b) 低圧部に用いる溶栓の溶融温度は,その溶栓を取り付ける部分の液体を使用した場合の耐圧試験圧力
又は気体を使用した場合の耐圧試験圧力に対応する飽和温度以下の温度とする。
c) 溶栓はその溶栓の取り付けられる圧力容器内の冷媒の温度を正確に検知でき,かつ,圧縮機又は発生
器の吐出しガスを受け入れる圧力容器には,高温の吐出しガスに影響されない位置に取り付ける。
なお,冷却水で冷却される管板又は液管から分岐した長い枝管の先端に取り付けない。
d) 溶栓は,その溶融温度を本体の溶融しない部分に表示する。
12.9
破裂板
破裂板は,次による。
a) 破裂板は,冷媒設備内の冷媒ガスの圧力が異常に上昇したとき,板が破裂して冷媒を放出する構造と
する。
b) 破裂板の破裂圧力は,耐圧試験圧力以下の圧力とする。
c) 圧力容器に破裂板及び安全弁を取り付けた場合には,破裂板の破裂圧力は,安全弁の作動圧力以上と
128
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する。
d) 破裂板は,当該破裂板に使用しようとする板と同一の材料,形状及び寸法の板によって,破裂圧力を
確認したものを使用しなければならない。
e) 破裂板の破裂圧力は,本体の破裂板以外の部分に,容易に消えない方法で表示する。
12.10 高圧遮断装置の構造
圧縮機又は発生器に取り付ける高圧遮断装置の構造は,次による。
a) 高圧遮断装置は,その設定圧力が目視によって判別できるものとする。
b) 高圧遮断装置の設定圧力の精度は,設定圧力の範囲に応じ,表49による。
表49−高圧遮断装置の設定圧力の精度
設定圧力の範囲(MPa)
設定圧力の精度(%)
2以上
−10以内
1以上
2未満
−12以内
1未満
−15以内
c) 高圧遮断装置の設定圧力値が固定の高圧遮断装置ではその設定圧力を基準とし,可変のものでは当該
高圧遮断装置の圧力目盛板に設定用指針を合致させたときに示された圧力を設定圧力として適用する。
d) 高圧遮断装置は,原則として手動復帰方式とする。ただし,可燃性ガス及び毒性ガス以外のガスを冷
媒とする冷凍設備(冷媒ガスに関わる一つの循環系統の1日の冷凍能力が10トン未満の冷凍設備に限
る。)で運転及び停止が自動的に行われても危険の生じるおそれのない構造のものは,自動復帰式とす
ることができる。
e) 高圧遮断装置は,発生器の高圧部の圧力を正しく検知できるものであり,かつ,圧力計を取り付ける
場合には,両者が検知する圧力との差圧を極力少なくするよう取り付ける。
13
液面計
13.1
液面計の取付け
内部に冷媒液,吸収溶液,潤滑油などを保有する次の圧力容器には,液面計(油面計を含む。以下同じ。)
を取り付ける。
a) 内容積10 L以上の受液器。ただし,液冷媒が止め弁などによって満液状態10) で封鎖されることがな
いものを除く。
b) 内容積10 L以上のシェル形凝縮器。ただし,液冷媒が止め弁などによって満液状態で封鎖されること
がないもの及び冷媒をポンプダウンしたとき満液状態となるおそれのない構造のものを除く。
c) 油分離器及び液分離器で,液面の監視が必要なもの。
d) 内容積10 L以上の発生器。ただし,液面が異常に上昇することのない構造のものを除く。
e) その他の圧力容器で,液冷媒が満液状態で封鎖されるおそれのあるもの又は液面の監視が必要なもの。
注10) 満液状態とは,液冷媒が当該圧力容器の内容積の80 %以上の体積で保有されている状態をい
う。
13.2
液面計の構造
液面計の構造は,次による。
129
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 液面計は,のぞき窓,平形反射式ガラス液面計,平形透視式ガラス液面計,フロート式液面計などの
うち,冷媒の種類,圧力容器の構造などに適応した構造及び機能をもつものを選定して使用する。
b) 液面計を圧力容器に接続する配管には,液面計の補修に必要な自動式及び手動式止め弁を設ける。こ
の場合,自動及び手動によって閉止できる二つの機能を備えたものを用いる場合には,単一であって
も差し支えない。
c) 液面計は,正しい液面が容易に確認できるものとする。
d) 液面計に用いるガラスは,JIS B 8211:1994,JIS B 8286:2005又はこれと同等以上の品質のものとする。
e) 可燃性ガス又は毒性ガスを冷媒ガスとする冷媒設備に関わる受液器に設ける液面計には,丸形ガラス
管液面計以外のものを使用する。
f)
ガラスを使用した液面計には,液面を確認するために必要な最小面積以外の部分を金属製の枠で保護
し,その破損を防止する措置をする。ただし,のぞき窓式でガラスが取付枠から突起せず,かつ,ガ
ラス板の直径が100 mm以下,又は幅60 mm以下で長さ300 mm以下の場合は除く。
14
表示
圧力容器は,本体の見やすい位置に次に示す事項を厚肉部に刻印するか,又は銘板などによって容易に
消えない方法で表示する。
なお,防熱材を被覆するものは,防熱材を被覆しても表示に支障があってはならない。
a) 品名
b) 製造者名又はその略号
c) 製造番号
d) 製造年月。1日の冷凍能力が3トン[フルオロカーボン(不活性のものに限る。)は,5トン]未満の
冷凍装置に用いられるもので,製造番号によって製造年月が判明する場合は,省略してもよい。
e) 冷媒の種類
f)
設計圧力(記号DP)(MPa)
g) 設計温度(略号DT,最高温度及び最低温度を記す。)(℃)
h) 耐圧試験圧力(略号TP)(MPa)
i)
気密試験圧力(略号AP)(MPa)
15
記録
表示を行った試験品については,試験記録を作成し,当該試験の最終確認を行った製造所に,一日の冷
凍能力が3トン[フルオロカーボン(不活性のものに限る。)では,5トン]未満のものでは7年間,3ト
ン[フルオロカーボン(不活性のものに限る。)では,5トン]以上のものでは15年間保存する。
130
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
ダクタイル鉄鋳造品
A.1 製造
溶解及び黒鉛の球状化は,製品品質に悪影響を与えない方法で,鋳造は鋳造品の各部に均一な機械的性
質を与えるように,熱処理は,鋳造品が均一なフェライト相になるように行う。
A.2 製品
鋳造品は,鋳巣,亀裂,鋳砂の焼付き,その他有害な欠陥がなく,その表面は滑らかであり,かつ,そ
の品質は,A.3の規定を満足しなければならない。
鋳造品は,溶接,ろう付けなどによる補修を行ってはならない。
A.3 品質
A.3.1 化学成分
鋳造品の化学成分は,表A.1による。
表A.1−鋳造品の化学成分
成分
規格値
注記
試験方法
合計炭素
3.00 %以上
試料は,ドリルの切粉からは採用しない。
A.6.1による。
けい素
2.50 %以下
ただし,りんを0.01 %低くするごとに,けい素を
0.08 %ずつ増すことができるが,この場合,けい
素は2.75 %を超えてはならない。
りん
0.08 %以下
A.3.2 機械的性質
鋳造品の機械的性質は,表A.2による。
表A.2−鋳造品の機械的性質
項目
規格値
供試材
試験片・試験方法
引張強さ
412 N/mm2
A.4による。
A.6.2による。
0.2 %耐力
275 N/mm2
伸び率
18 %以上
ブリネル硬さ
143以上 187以下a)
A.4による。
A.6.3による。
シャルピー吸収エネルギー値
3個の平均値 15 J以上
最低値 13 J以上
A.4による。
A.6.4による。
注a) 硬さ試験の結果が許容範囲を外れた場合は,A.3.3とこの表との引張強さを満足していれば,特別採用
することができる。
A.3.3 顕微鏡組織
鋳造品の顕微鏡組織における黒鉛の形状は,図A.1に示すA形及びB形とする。また,黒鉛の球状化率
は,90 %以上でなければならない。
なお,試験の方法は,A.6.5による。
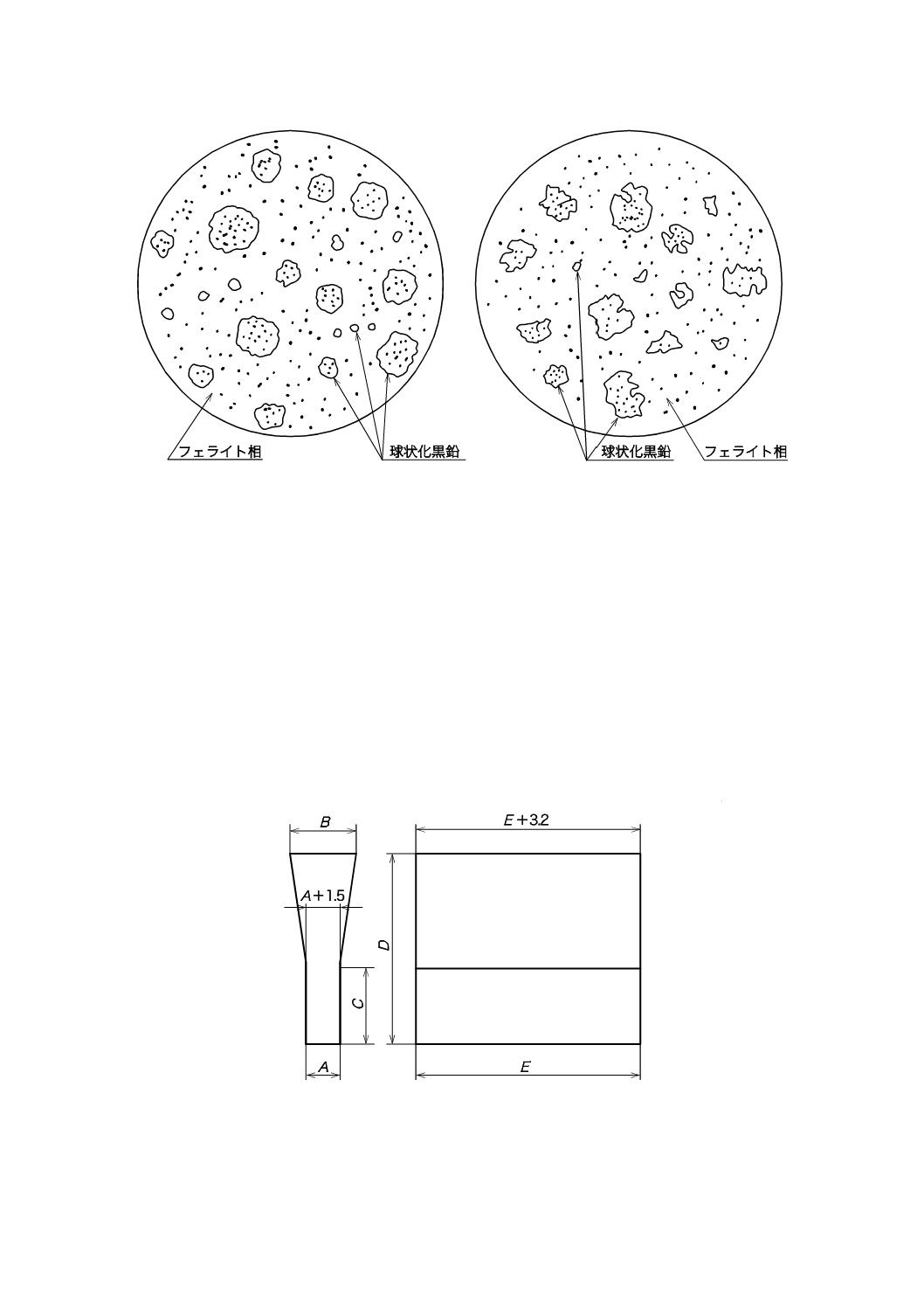
131
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A形
B形
図A.1−鋳造品の顕微鏡組織
A.4 供試材
供試材は,次による。
a) 試験片を採取する供試材は,黒鉛球状化処理のとりべごとに,その最終溶湯から最終壁厚38 mmの適
正な鋳型を用いて鋳造する(製品の鋳造後,速やかに行う。)。供試材は,鋳造品と同一炉で同時に熱
処理を行う。
b) 供試材には,鋳造品と対比できる標識を付ける。
c) 引張試験,硬さ試験及び衝撃試験に用いる試験片は,原則としてYブロックから採取する。
Yブロックの形状・寸法は,鋳造品の肉厚によって図A.2及び表A.3による。
単位 mm
図A.2−Yブロックの形状・寸法
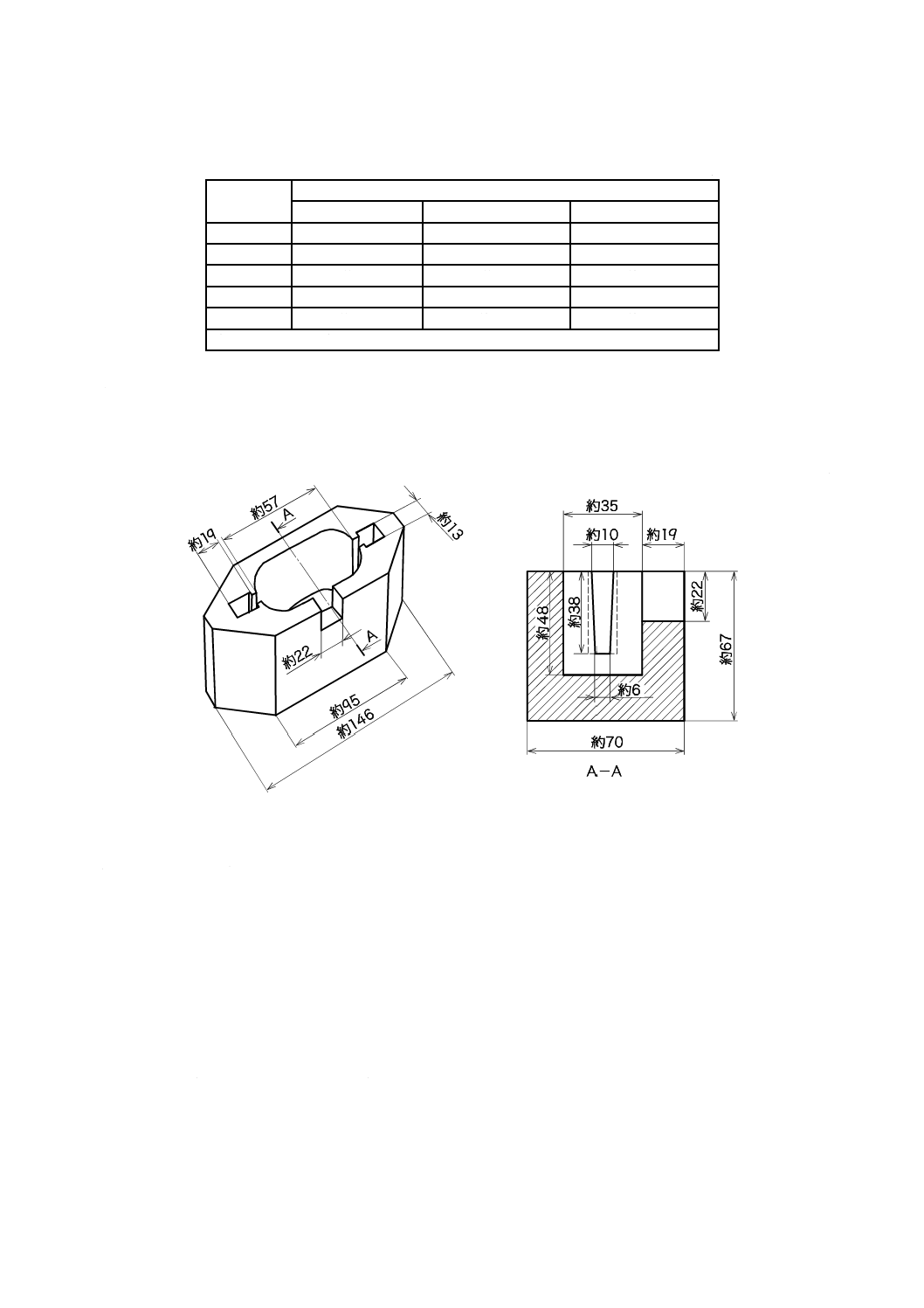
132
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.3−Yブロックの寸法
単位 mm
寸法部位
鋳造品の肉厚
13未満
13〜38
38を超えるものa)
A
約13
約25
約75
B
約40
約50
約100
C
約50
約75
約125
D
約100
約150
約175
E
約175
約175
約200
注a) 寸法は,参考値である。
d) 顕微鏡組織試験に用いる試験片は,図A.3に示す鋳型を用いて作った供試材から採取するか,又は鋳
造品に付けたテストラグによる。
単位 mm
図A.3−顕微鏡組織試験片鋳造鋳型
A.5 試験回数及び再試験
引張試験,硬さ試験及び衝撃試験は,黒鉛球状化処理のとりべごとに作成したYブロック供試材につい
て1回ずつ行う。
顕微鏡組織試験は,特に指定のない限りA.6.2による引張試験の代わりに行うことができる。顕微鏡組
織試験を適用する場合は,とりべごとに1回行う。ただし,この場合の引張試験は,各自の溶解及び熱処
理ごとに1回行う。
引張試験片が鋳造上又は機械加工上の欠陥があるときは,同一Yブロック供試材,又は同一とりべ,同
一熱処理の他のYブロック供試材から採取した試験片で再試験を行うことができる。
試験片が不合格となったときは,不合格となった試験項目について,更に2回の試験を行うことができ
る。この場合,いずれかの試験の結果が不合格となったときは,この鋳造品を不合格とする。
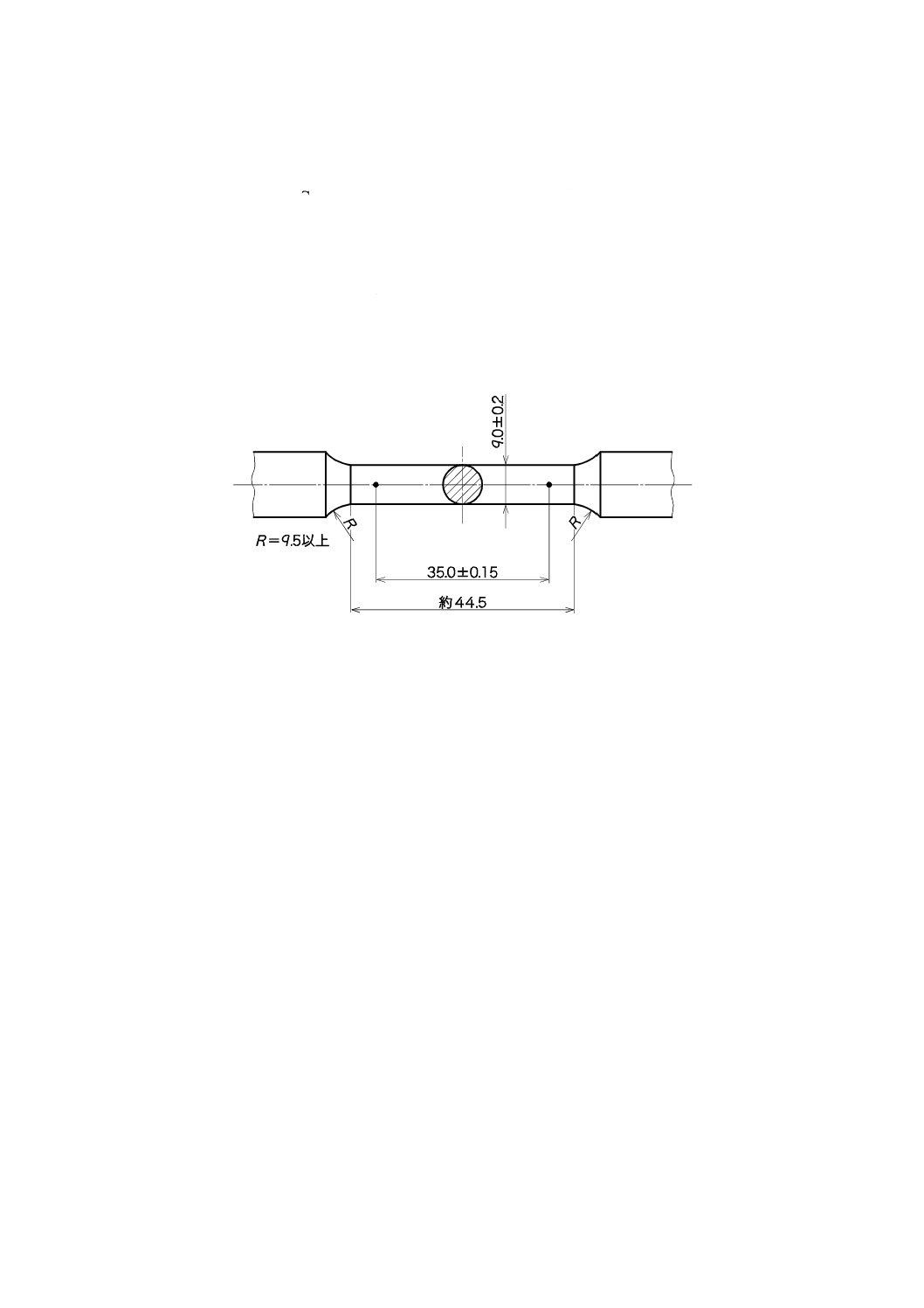
133
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.6 試験の方法
A.6.1 分析試験
鋳造品の成分分析は,JIS G 1211-1〜-3:2011,JIS G 1212:1997及びJIS G 1214:1998に,又はJIS Z
2611:1977及びJIS G 1253:2013による。
A.6.2 引張試験
引張試験片は,JIS Z 2241:2011のD.2.3.2.1の4号試験片又は図A.4の寸法・形状とする。図A.2に示す
YブロックのA寸法が13 mm未満の場合は,図A.4の試験片とする。
引張試験方法は,JIS Z 2241:2011による。
単位 mm
図A.4−引張試験片の寸法・形状
A.6.3 硬さ試験
硬さ試験片及び試験方法は,JIS Z 2243:2008による。試験荷重は,29.42 kNとする。
A.6.4 衝撃試験
衝撃試験片は,JIS Z 2242:2005のVノッチ試験片とする。
試験方法は,JIS Z 2242:2005の“シャルピー衝撃試験機を用いる場合”による。
試験温度は,23±5 ℃とする。ただし,−10 ℃を超える低温で使用するものの場合は,その最低使用温
度以下とし,その試験温度を製品に刻印する。
A.6.5 顕微鏡組織試験
顕微鏡組織試験を適用する場合,顕微鏡組織における黒鉛の球状化率の算定は,倍率100倍の視野中で,
図A.1に示すA形のように球状化している黒鉛の数を,図A.5に示す球状化していない黒鉛の数も含めた
全体の黒鉛の数で除した百分率で示す。
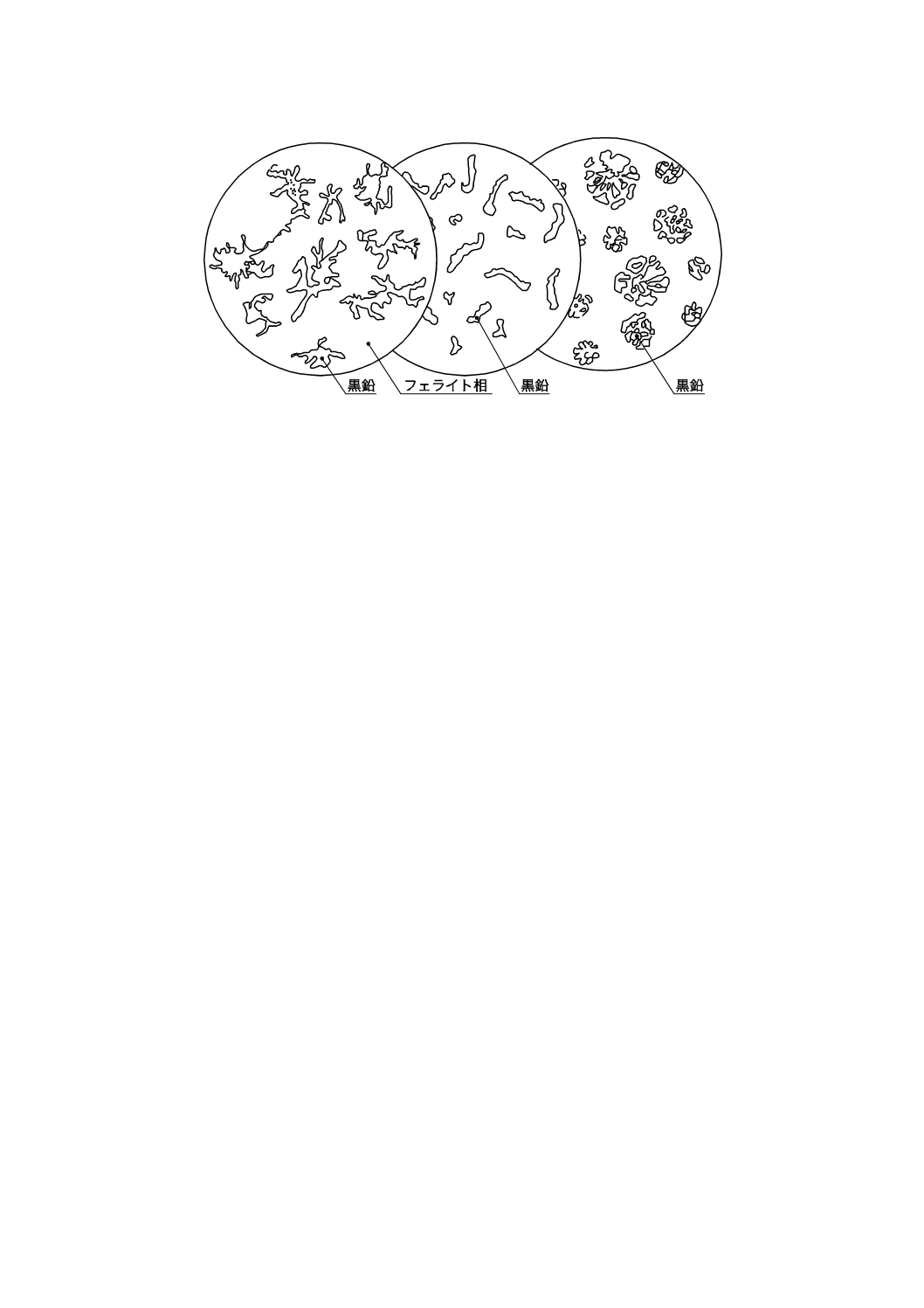
134
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.5−鋳造品の顕微鏡組織
引張試験の代わりに行う顕微鏡組織試験では,その写真を,鋳造品と対比できる標識を付けて保存しな
ければならない。
135
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
マレアブル鉄鋳造品
B.1
製造
鋳造品は,白せん(銑)鋳物として鋳造後,これに粘り強さをもたせるため,主として黒鉛化を目的と
した熱処理を行って製造する。
鋳造品は,溶接,ろう付けなどによる補修を行ってはならない。
B.2
製品
鋳造品は,鋳巣,亀裂,鋳砂の焼付き,その他有害な欠陥がなく,その表面は滑らかであり,かつ,そ
の品質は,B.3の規定を満足しなければならない。
鋳造品は,溶接,ろう付けなどによる補修を行ってはならない。
B.3
品質
鋳造品の品質は,表B.1に規定するFCMB-S35又はFCMB-S37による。
表B.1−鋳造品の機械的性質
項目
規格値
試験片・試験方法
FCMB-S35
FCMB-S37
引張強さ
340 N/mm2
360 N/mm2
B.5.1による。
0.2 %耐力a)
205 N/mm2
215 N/mm2
伸び率
10 %以上
14 %以上
ブリネル硬さb)
163 以下
163 以下
−
シャルピー吸収エ
ネルギー値
3個の平均値 15 J以上
最低値 13 J以上
3個の平均値 15 J以上
最低値 13 J以上
B.5.2による。
注a) 永久伸びの値を0.2 %とするが,荷重下の全伸び0.5 %を用いてもよい。
b) 硬さは,参考値である。
B.4
再試験
再試験は,次による。
a) 試験片にきず又は鋳巣を発見して,そのきず又は鋳巣が試験成績に影響を及ぼしたと判定したときに
は,その成績を無効とし,予備の試験片をこれに代えることができる。
b) 引張試験で試験片が標点間の中心から標点距離の1/4以外で破断し,その成績が規定に適合しないと
きには,その試験を無効とし,予備の試験片をこれに代えることができる。
c) 引張試験の成績の一部が規定に適合しない場合は,原則として更にその試験片を採った組から2個の
試験片を採り,再試験を行うことができる。この場合の成績は,全てB.3に適合しなければならない。
d) 予備試験片がない場合には,鋳造品本体から切り出した実体試験片によって試験を行うことができる。
B.5
試験の方法
B.5.1 引張試験
136
B 8240:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
引張試験は,次による。
a) 試験片は,1溶解ごとに砂型に鋳造し,その代表する鋳造品と同一炉内で熱処理する。連続溶解にお
ける1溶解とは,同一目標成分の場合,2時間ごとの出湯とする。
b) 試験片は鋳肌のままとし,その寸法は表B.2による。
表B.2−試験片の寸法
単位 mm
直径
標点距離
平行部の長さ
肩部の半径
つかみ部の直径
14
50
60
15以上
約20
c) 試験片の数は,1溶解に1個とする。
d) 引張試験の成績がB.3に適合しない原因が熱処理にあると認められる鋳造品は,再熱処理することが
できる。ただし,再熱処理の回数は2回までとする。
B.5.2 衝撃試験
衝撃試験片は,JIS Z 2242:2005のVノッチ試験片とする。試験方法は,JIS Z 2242:2005のシャルピー衝
撃試験機を用いる場合による。試験温度は,23±5 ℃とする。ただし,−10 ℃を超える低温で使用するも
のの場合は,その最低使用温度以下とし,その試験温度を製品に刻印する。
なお,衝撃試験片は,試験片に加工できる供試材から採取することができる。