B 8201:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
1.1 適用するボイラ ············································································································· 1
1.2 ボイラの範囲 ················································································································ 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 3
4 材料······························································································································· 4
4.1 材料一般 ······················································································································ 4
4.2 材料の使用制限 ············································································································· 4
4.3 材料の許容引張応力 ······································································································· 5
4.4 計算に用いる溶接部の強さ ······························································································ 7
4.5 計算に用いる許容圧縮応力 ······························································································ 7
4.6 計算に用いる許容せん断応力 ··························································································· 7
5 構造一般························································································································· 7
5.1 一般 ···························································································································· 7
5.2 伝熱面積の算定方法 ······································································································· 7
5.3 各部の最高使用圧力 ······································································································ 10
6 設計······························································································································ 10
6.1 一般 ··························································································································· 10
6.2 胴 ······························································································································ 11
6.3 鏡板及び平板 ··············································································································· 19
6.4 管板 ··························································································································· 25
6.5 火室及び炉筒 ··············································································································· 28
6.6 ステー構造 ·················································································································· 31
6.7 穴とその補強 ··············································································································· 36
6.8 管,管寄せ,管台及びフランジ ······················································································· 46
7 工作······························································································································ 52
7.1 一般 ··························································································································· 52
7.2 板の切断 ····················································································································· 52
7.3 胴板端の加工 ··············································································································· 52
7.4 局部加熱 ····················································································································· 52
7.5 胴及び鏡板の真円度 ······································································································ 52
7.6 皿形鏡板又は半だ円体形鏡板の隙間·················································································· 54
7.7 冷間加工後の熱処理 ······································································································ 54
7.8 鏡板のフランジの厚さ ··································································································· 55
7.9 管穴 ··························································································································· 55
B 8201:2013 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
7.10 ステーボルト穴 ··········································································································· 55
7.11 煙管の取付け ·············································································································· 55
7.12 水管,過熱管などの取付け ···························································································· 56
7.13 溶接部の管穴 ·············································································································· 56
7.14 棒ステー端の熱処理 ····································································································· 56
7.15 据付け要領 ················································································································· 57
7.16 支え金具又はつり金具の取付け ······················································································ 57
7.17 ブロー管の防護 ··········································································································· 57
7.18 鋼材及びコンクリートの防護 ························································································· 57
8 溶接······························································································································ 57
8.1 一般 ··························································································································· 57
8.2 溶接設計 ····················································································································· 57
8.3 溶接施工者の資格条件 ··································································································· 68
8.4 溶接材料 ····················································································································· 68
8.5 溶接施工 ····················································································································· 69
8.6 溶接後熱処理 ··············································································································· 69
9 試験・検査 ····················································································································· 73
9.1 溶接継手の機械試験 ······································································································ 73
9.2 溶接部の非破壊試験 ······································································································ 73
9.3 耐圧試験 ····················································································································· 74
9.4 最終検査 ····················································································································· 75
10 附属品 ························································································································· 75
10.1 安全弁,逃し弁及び逃し管 ···························································································· 75
10.2 圧力計,水高計及び温度計 ···························································································· 77
10.3 水面測定装置 ·············································································································· 78
10.4 給水装置など ·············································································································· 79
10.5 蒸気止め弁,ブロー弁及びブローコック ·········································································· 80
10.6 通風装置,煙道など ····································································································· 82
10.7 自動制御装置 ·············································································································· 82
11 貫流ボイラ及び強制循環ボイラに特有の規定······································································· 83
11.1 一般 ·························································································································· 83
11.2 給水管の最小厚さ ········································································································ 83
11.3 水圧試験 ···················································································································· 83
11.4 安全弁及び圧力逃し装置 ······························································································· 83
11.5 給水装置の数 ·············································································································· 84
11.6 給水用逆止め弁 ··········································································································· 84
11.7 ブロー弁又はブローコックの大きさ及び個数 ···································································· 84
11.8 自動燃焼遮断装置 ········································································································ 84
12 表示及び適合性評価 ······································································································· 84
B 8201:2013 目次
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
12.1 表示 ·························································································································· 84
12.2 適合性評価 ················································································································· 84
附属書A(規定)材料の許容引張応力 ····················································································· 85
附属書B(規定)内圧胴最小厚さ計算式の代替方法 ··································································· 102
B 8201:2013 目次
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
ボイラ協会(JBA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣及び経済産業大臣が改正した
日本工業規格である。
これによって,JIS B 8201:2005は改正され,この規格に置き換えられた。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣,経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
この規格の一部の図・表で † マークの付いているものは,一般社団法人日本ボイラ協会が,アメリカ機
械学会(The American Society of Mechanical Engineers)によるアメリカ機械学会ボイラ圧力容器規格(ASME
Boiler and Pressure Vessel Code Ⓒ2010 Edition)から引用・翻訳したものであり,同学会Code & Standards
Departmentの文書による承諾を得ている。
アメリカ機械学会は,文法上の誤り及び文脈から外れて引用されたことによって規格を解釈する上で生
じた矛盾については一切責任を負わない。
ASMEから事前に文書による承諾を得ない限り,これら資料の複製又は転記をしてはならない。
Japan Boiler Association excerpted the figures and tables marked with † in this standard from the Boiler and
Pressure Vessel Code 2010 Edition copyrighted by the American Society of Mechanical Engineers and translated
with the written consent of the ASME Code & Standards Department. ASME takes no responsibility for any syntax
errors and conflicts in understanding that arise from the standard being referenced out of context.
No further copies can be made or posting without the prior written concent of ASME.
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8201:2013
陸用鋼製ボイラ−構造
Stationary steel boilers-Construction
1
適用範囲
1.1
適用するボイラ
この規格は,陸用鋼製蒸気ボイラ及び温水ボイラ(以下,両者を総称する場合,ボイラという。)並びに
附属設備及び附属品について規定する。
ここで,ボイラとは,火炎,燃焼ガス,その他の高温ガス(以下,燃焼ガスなどという。)によって,蒸
気又は温水を発生させる装置をいう。ただし,次のa)〜e) ボイラには適用しない。
a) 機関車,その他鉄道車両用ボイラ
b) 電気ボイラ。ただし,その機械部分に対しては,この規格を準用する。
c) 最高使用圧力0.1 MPa以下の蒸気ボイラで,胴の内径200 mm以下で長さ400 mm以下のもの,又は伝
熱面積0.5 m2以下のもの
d) 圧力0.1 MPa以下で,伝熱面積4 m2以下の温水ボイラ
e) 圧力1 MPa以下で,伝熱面積5 m2以下の貫流ボイラ及び多管式特殊循環ボイラ
f)
鉄道車両を除く車両用及び移動式のもの。
g) 次のボイラには,その構造上差し支えない範囲で,この規格を準用できる。
− 高圧又は高温の蒸気を発生し,この規格に規定しない主要材料を使用するもの
− 特殊な構造のもの
注記1 附属設備とは,ボイラに付設された独立過熱器,再熱器及びエコノマイザをいう。
注記2 附属品とは,安全弁,逃し弁,逃し管,圧力計,水高計,水面測定装置,給水装置,蒸気止
め弁,吹出し弁,手動ダンパ,自動制御装置,主蒸気管,給水管などをいう。
1.2
ボイラの範囲
ボイラには,蒸気供給用止め弁及びこれに関連する止め弁,給水弁(エコノマイザとの間にある場合は
その弁,これがない場合はエコノマイザ入口のもの。)及びこれに関連する逆止め弁並びにブロー弁(二つ
ある場合にはボイラ本体から遠いもの。)を含み,それらの間にあるボイラ本体,過熱器,エコノマイザ,
管類なども含める。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0126 火力発電用語−ボイラ及び附属装置
JIS B 0202 管用平行ねじ
JIS B 0203 管用テーパねじ
2
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 0205-1 一般用メートルねじ−第1部:基準山形
JIS B 0205-2 一般用メートルねじ−第2部:全体系
JIS B 0205-3 一般用メートルねじ−第3部:ねじ部品用に選択したサイズ
JIS B 0205-4 一般用メートルねじ−第4部:基準寸法
JIS B 2220 鋼製管フランジ
JIS B 2239 鋳鉄製管フランジ
JIS B 7505-1 アネロイド型圧力計−第1部:ブルドン管圧力計
JIS B 8210 蒸気用及びガス用ばね安全弁
JIS B 8211 ボイラ−水面計ガラス
JIS B 8265 圧力容器の構造−一般事項
JIS B 8280 非円形胴の圧力容器
JIS B 8285 圧力容器の溶接施工方法の確認試験
JIS G 0404 鋼材の一般受渡し条件
JIS G 0581 鋳鋼品の放射線透過試験方法
JIS G 0582 鋼管の自動超音波探傷検査方法
JIS G 3101 一般構造用圧延鋼材
JIS G 3103 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板
JIS G 3106 溶接構造用圧延鋼材
JIS G 3115 圧力容器用鋼板
JIS G 3118 中・常温圧力容器用炭素鋼鋼板
JIS G 3119 ボイラ及び圧力容器用マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板
JIS G 3201 炭素鋼鍛鋼品
JIS G 3202 圧力容器用炭素鋼鍛鋼品
JIS G 3203 高温圧力容器用合金鋼鍛鋼品
JIS G 3204 圧力容器用調質型合金鋼鍛鋼品
JIS G 3452 配管用炭素鋼鋼管
JIS G 3454 圧力配管用炭素鋼鋼管
JIS G 3455 高圧配管用炭素鋼鋼管
JIS G 3456 高温配管用炭素鋼鋼管
JIS G 3458 配管用合金鋼鋼管
JIS G 3459 配管用ステンレス鋼鋼管
JIS G 3461 ボイラ・熱交換器用炭素鋼鋼管
JIS G 3462 ボイラ・熱交換器用合金鋼鋼管
JIS G 3463 ボイラ・熱交換器用ステンレス鋼鋼管
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4107 高温用合金鋼ボルト材
JIS G 4108 特殊用途合金鋼ボルト用棒鋼
JIS G 4109 ボイラ及び圧力容器用クロムモリブデン鋼鋼板
JIS G 4303 ステンレス鋼棒
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
3
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS G 4901 耐食耐熱超合金棒
JIS G 4902 耐食耐熱超合金板
JIS G 4903 配管用継目無ニッケルクロム鉄合金管
JIS G 4904 熱交換器用継目無ニッケルクロム鉄合金管
JIS G 5101 炭素鋼鋳鋼品
JIS G 5102 溶接構造用鋳鋼品
JIS G 5121 ステンレス鋼鋳鋼品
JIS G 5151 高温高圧用鋳鋼品
JIS G 5501 ねずみ鋳鉄品
JIS G 5502 球状黒鉛鋳鉄品
JIS G 5705 可鍛鋳鉄品
JIS H 3300 銅及び銅合金の継目無管
JIS H 5120 銅及び銅合金鋳物
JIS Z 2305 非破壊試験技術者の資格及び認証
JIS Z 3021 溶接記号
JIS Z 3060 鋼溶接部の超音波探傷試験方法
JIS Z 3104 鋼溶接継手の放射線透過試験方法
JIS Z 3106 ステンレス鋼溶接継手の放射線透過試験方法
JIS Z 3801 手溶接技術検定における試験方法及び判定基準
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0126によるほか,次による。
3.1
圧力
大気圧以上の圧力。一般に,圧力計に示される圧力(ゲージ圧力)。
3.2
ボイラの最高使用圧力
ボイラ各部の最高使用圧力の最小値で,構造上ボイラを安全に使用できると定めた最高圧力。ボイラ胴
(貫流ボイラでは出口)における圧力を表す。
3.3
厚さ
呼び厚さ及び実際の厚さの総称。
3.4
最小厚さ
各部に必要な材料の厚さの最小値。この規格の式の中には付け代が含まれた厚さを最小厚さとするもの
がある。腐食,侵食に対する余裕は含まない。
3.5
付け代
最小厚さを求めるときに付加する余裕。次の四つがある。
4
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
α1:構造安定性のための余裕。
α2:ころ広げに対する余裕。
α3:ねじ切り及び構造安定性に対する余裕。
α4:エコノマイザ用鋳鉄管特有の余裕。
腐食,侵食が予想されるときは,α1,α2及びα3に更に厚さを加える。
3.6
伝熱面積
片面が燃焼ガスなどに触れ,他の面が水(気水混合物を含む。)に触れる部分の面を燃焼ガスなどの側で
測った面積。特に指定がないときは,過熱器及びエコノマイザの伝熱面積を除く。
3.7
火炎
空気と燃料が燃焼反応をすることで形成される炎。
3.8
常温
5〜35 ℃の温度。
3.9
多管式特殊循環ボイラ
管が全て上昇管である2本以上の加熱管及び管寄せによって構成され,一端から水を送り込み,他端か
ら気水混合物を取り出し,気水分離器で分離後,加熱管へ戻る熱水の量が気水混合物の50 %以下となる水
管ボイラ。
注記 労働安全衛生法,“ボイラー及び圧力容器安全規則”では,多管式特殊循環ボイラを“貫流ボイ
ラー”として取り扱っている。
4
材料
4.1
材料一般
ボイラ及び附属設備の主要材料は,用途に応じて,次による。
a) 材料は,附属書Aによる。
b) a) に規定する以外の材料であっても,ボイラの品質面から該当する材料と同等以上であると認められ
る場合には,受渡当事者間の協定によって,その材料を使用してもよい。
c) 材料の寸法及び質量の許容差は,それぞれの材料の日本工業規格によるが,実際の厚さは,最小厚さ
より小さくなってはならない。ただし,鋼板の場合,実際の厚さが最小厚さに満たないものであって
も,実際の厚さと最小厚さとの差が0.25 mm以内にあるものは差し支えない。
d) 材料の使用温度は,内部の蒸気又は液体の最高温度とし,伝熱面における材料の使用温度は,内部の
蒸気又は液体の最高温度に30 ℃を加えた温度(放射過熱器については,内部の流体の温度に50 ℃を
加えた温度)又はこれに代わる伝熱計算によって求めた温度とする。
4.2
材料の使用制限
材料の使用制限は,次による。
a) 材料は,附属書Aに規定する許容引張応力値に対応する温度範囲を超えて使用してはならない。
b) 溶接する材料は,炭素含有量0.35 %以下で溶接に適するものでなければならない。
c) 最高使用温度350 ℃以下のボイラで,使用する材料の使用制限は,次による。
5
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) JIS G 3101及びJIS G 3106による鋼材は,最高使用圧力1.6 MPaを超えるボイラに使用してはなら
ない。
2) JIS G 3106による鋼材は,最高使用圧力1 MPaを超えるボイラで,胴の長手継手を溶接するもの及
び鏡板に溶接継手があるものに使用してはならない。
3) JIS G 3101による鋼材は,最高使用圧力0.7 MPaを超えるボイラで,胴の長手継手を溶接するもの
及び鏡板に溶接継手があるものに使用してはならない。
d) JIS G 4051による鋼材は,ボイラの胴及び鏡板に使用してはならない。
e) オーステナイト系ステンレス鋼材は,ボイラ本体の直接火炎の触れる部分に使用してはならない。過
熱器及び再熱器のように蒸気に接する部分に使用してもよい。また,水に接する部分に使用する場合
は,腐食,割れなどの発生する環境条件に応じ,適切なものを選択する。
f)
JIS G 3454〜JIS G 3456,JIS G 3458及びJIS G 3459による鋼材は,ボイラの伝熱管に使用してはなら
ない。
g) JIS G 3452による鋼材は,ボイラの最高使用圧力1 MPa以下の蒸気管,給水管及びブロー管に使用し
てもよい。ただし,ボイラ本体から逆止め弁までの給水管及びボイラ本体からブロー弁(2個ある場
合にはボイラ本体から遠いもの)までのブロー管に使用する場合は,ボイラの最高使用圧力が0.7 MPa
以下の場合に限る。
h) JIS G 5501,JIS G 5502及びJIS G 5705による鋳鉄品,並びにJIS B 8210の附属書JCのダクタイル
鉄鋳造品及び附属書JBのマレアブル鉄鋳造品は,次のものに使用してはならない。ただし,エコノ
マイザは除く。
1) 圧力がかかる部分で火炎に触れるもの。
2) 平面で囲まれた箱形鋳物で,長手軸に垂直な断面の内のりが一辺200 mmの正方形の内に納まらな
いもの。ただし,1 MPa以下で使用するバルブ,その他附属品は除く。
3) マンホールの蓋板。
4) JIS G 5501及びJIS G 5705によるパーライト可鍛鋳鉄品は,圧力1.6 MPaを超える部分及び温度
230 ℃を超える部分。
5) JIS G 5502及びJIS G 5705による黒心可鍛鋳鉄品,並びにマレアブル鉄鋳造品及びダクタイル鉄鋳
造品は,圧力2.4 MPaを超える部分及び温度350 ℃を超える部分。
i)
JIS H 3300による継目無管は,圧力計の連絡管その他の附属品以外の部分及び208 ℃を超える蒸気用
として使用してはならない。
j)
JIS H 5120による青銅鋳物は,バルブその他附属品以外の部分及び208 ℃を超える蒸気用として使用
してはならない。
4.3
材料の許容引張応力
計算に用いる材料の許容引張応力は,附属書Aによる。
なお,附属書Aに示していない材料で特に認められた材料の許容引張応力については,次による。
a) クリープ領域に達しない材料の使用温度における許容引張応力
1) 鉄鋼材料及び非鉄金属材料 鉄鋼材料[2) に掲げる鋼材,溶接管,鋳鉄品及び鋳造品を除く。]及
び非鉄金属材料の許容引張応力は,次の値のうちの最小の値以下とする。ただし,オーステナイト
系ステンレス鋼材であって,使用箇所によって多少の変形が許される部材に対しては,材料の使用
温度における0.2 %耐力の90 %までをとることができる。
1.1) 常温における引張強さの最小の規定値の1/4
6
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.2) 材料の使用温度における引張強さの1/4
1.3) 常温における降伏点又は0.2 %耐力の最小の規定値の1/1.5
1.4) 材料の使用温度における降伏点又は0.2 %耐力の1/1.5又は90 %
注記 附属書Aでは,オーステナイト系ステンレス鋼材に対して二つの許容引張応力値を規定し
ている。高いほうの数値は,多少の変形が生じても問題がない箇所だけに用いてよい。高
いほうの許容引張応力値には注記が付いて分かるようになっている。これらの材料の許容
引張応力値は,材料の使用温度における0.2 %耐力の1/1.5(溶接管に対しては1/1.5×0.85)
を超えているが,0.2 %耐力の90 %(溶接管に対しては76.5 %)以下となっている。フラ
ンジ,その他ひずみが大きく影響する部材の設計には,これらの高いほうの応力値を用い
ることはできない。
2) ボルト ボルトの許容引張応力は,熱処理又はひずみ硬化で強度を高めたボルト材では,次の値の
うち最小の値以下とする。ただし,焼鈍したボルト材では,1) から求めた値とする。
2.1) 常温における引張強さの最小の規定値の1/5
2.2) 材料の使用温度における引張強さの1/4
2.3) 常温における降伏点又は0.2 %耐力の最小の規定値の1/4
2.4) 材料の使用温度における降伏点又は0.2 %耐力の1/1.5
3) 鉄鋼材材料の溶接管 鉄鋼材料の溶接管の許容引張応力は,1) から求めた値の85 %(鍛接管では
65 %)以下とする。
4) ねずみ鋳鉄品及びパーライト可鍛鋳鉄品 ねずみ鋳鉄品及びパーライト可鍛鋳鉄品の許容引張応力
は,次の値のうちの最小の値以下とする。
4.1) 常温における引張強さの最小の規定値の1/10
4.2) 材料の使用温度における引張強さの1/10
5) 球状黒鉛鋳鉄品及び黒心可鍛鋳鉄品 球状黒鉛鋳鉄品及び黒心可鍛鋳鉄品の許容引張応力は,材料
の使用温度における引張強さの1/8以下とする。
6) ダクタイル鉄鋳造品及びマレアブル鉄鋳造品 ダクタイル鉄鋳造品及びマレアブル鉄鋳造品の許容
引張応力は,次の値のうちの最小の値以下とする。
6.1) 常温における引張強さの最小の規定値の1/6.25
6.2) 材料の使用温度における引張強さの1/6.25
6.3) 常温における降伏点又は0.2 %耐力の最小の規定値の1/1.5
6.4) 材料の使用温度における降伏点又は0.2 %耐力の1/1.5
7) 鋳鋼品及び非鉄金属の鋳造品 鋳鋼品及び非鉄金属の鋳造品の許容引張応力は,1) から求めた値
に,表1の鋳造係数を乗じた値とする。
表1−鋳造係数
材料
検査
鋳造係数
JIS G 5101
−
0.67
JIS G 5101に規定された材料で表A.1の注y) に
よって指定する化学成分に適合するもの又は
JIS G 5102,JIS G 5121及びJIS G 5151
−
0.8
表A.1の注z) のa),b) 又はc) による。
0.9
表A.1の注z) のd) による。
1.0
非鉄金属鋳造品
−
0.8
b) クリープ領域の材料の使用温度における許容引張応力 クリープ領域の材料の使用温度における許
7
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
容引張応力は,次の値のうちの最小の値以下とする。ただし,鋳鉄品,可鍛鋳鉄品,ダクタイル鉄鋳
造品及びマレアブル鉄鋳造品の材料には適用しない。
1) 材料の使用温度において1 000時間に0.01 %のクリープを生じる応力の平均値
2) 材料の使用温度において100 000時間でのクリープ破断応力の平均値の67 %
3) 材料の使用温度において100 000時間でのクリープ破断応力の最小値の80 %
4.4
計算に用いる溶接部の強さ
鋼材の溶接部の計算に用いる強さは,箇条8による。
4.5
計算に用いる許容圧縮応力
計算に用いる材料の許容圧縮応力は,許容引張応力に等しい値とする。
4.6
計算に用いる許容せん断応力
計算に用いる材料の許容せん断応力は,許容引張応力の80 %とする。
5
構造一般
5.1
一般
ボイラ及び附属設備は,その荷重に十分耐えるものでなければならない。
5.2
伝熱面積の算定方法
ボイラ本体の伝熱面積の算定は,次による。
a) 水管ボイラ以外のボイラ(丸ボイラ)は,燃焼ガスなどに触れる本体の面で,その裏面が水又は熱媒
に触れるものの面積[燃焼ガスなどに触れる面にひれ,スタッドなどをもつものにおいては,当該ひ
れ,スタッドなどについて次のb) 1)〜5) によって算定した面積を加えた面積]。
b) 貫流ボイラ以外の水管ボイラは,水管及び管寄せの次の面積を合計した面積。
1) 水管又は管寄せで,その一部又は全部が燃焼ガスなどに触れ他の面が水(気水混合物を含む。)に触
れる部分の面を燃焼ガスなどの側で測った面積[図1 a)〜e) 参照]。
2) ひれ付水管で,長手方向にひれが取り付けられていて,両面が燃焼ガスなどに触れるものは,伝熱
の種類に応じて,それぞれ表2に規定する係数をひれの片面の面積に乗じて得た面積を,管の外周
の面積に加えた面積[図1 f) 参照]。
表2−両面が燃焼ガスなどに触れる場合の係数
伝熱の種類
係数α
両面に放射熱を受ける場合
1.0
片面に放射熱,他面に接触熱を受ける場合
0.7
両面に接触熱を受ける場合
0.4
3) ひれ付水管で,長手方向にひれが取り付けられていて,片面が燃焼ガスなどに触れるものは,伝熱
の種類に応じて,それぞれ表3に規定する係数をひれの片面の面積に乗じて得た面積に,管の外周
のうち燃焼ガスなどに触れる部分の面積を加えた面積[図1 g) 参照]。
表3−片面が燃焼ガスなどに触れる場合の係数
伝熱の種類
係数α
放射熱を受ける場合
0.5
接触熱を受ける場合
0.2
8
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) ひれ付水管で,円周方向又はスパイラル状にひれが取り付けられているものは,ひれの片面の面積
(ひれがスパイラル状に取り付けられてあるときは,ひれの巻数を枚数として円周方向にひれが取
り付けられてあるものとみなして算定した面積)の20 %の面積を,管の外周の面積に加えた面積[図
1 h) 及びi) 参照]。
5) 耐火物(耐火れんがを含む。)で覆われた水管は,管の投影面積[図1 j) 参照]。
6) ベーレー式水冷炉壁は,燃焼ガスなどに触れる面の展開面積[図1 k) 参照]。
7) スタッドチューブで耐火物で覆われ,片面が燃焼ガスなどに触れるものでは,管の半周の面積,全
周が触れるものでは,管の外周の面積[図1 l) 及びm) 参照]。
8) スタッドチューブで燃焼ガスなどに触れるものは,スタッドの側面の面積の和の15 %の面積を管の
外周の面積に加えた面積[図1 n) 参照]。
c) 貫流ボイラは,燃焼室入口から過熱器入口までの水管の燃焼ガスなどに触れる面の面積。
d) 電気ボイラは,電力設備容量20 kWを1 m2とみなしてその最大電力設備容量を換算した面積。
dln
Aπ
=
a)
dln
A
2
π
=
b)
dln
A
2
π
=
c)
dln
Aπ
=
d)
bl
A=
e)
図1−伝熱面積
9
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(
)ln
W
d
A
α
+
=π
f)
ln
W
d
A
+
=
α
2
π
g)
n
n
d
d
dl
A
−
+
=
β
1
2
2
1
)
(
4
π
π
h)
n
n
d
d
dl
A
−
+
=
β
1
2
2
1
)
(
4
π
π
i)
dln
A=
j)
bl
A=
k)
dln
A
2
π
=
l)
dln
Aπ
=
m)
図1−伝熱面積(続き)
10
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
n
n
l
d
dl
A
)
15
.0
π(
2
1
m
+
=
n)
ここに,
A: 伝熱面積(m2)
d: 水管の外径(m)
l: 水管又は管寄せの長さ(m)
n: 水管の数
b: 幅(m)
W: 1本の水管のひれの幅の和(m)
[図1 f) 及びg) では,W=b−d]
α: 伝熱の種類による係数
d1: ひれの外径(m)
n1: 水管1本当たりのひれの数
β: 定数=0.2
dm: スタッドの平均直径(m)
l1: スタッドの長さ(m)
n2: 水管1本当たりのスタッドの数
図1−伝熱面積(続き)
5.3
各部の最高使用圧力
各部の最高使用圧力は,次による。
a) ボイラの最高使用圧力以上とする。ただし,強制循環ボイラ及び貫流ボイラでは,循環又は貫流のた
め,各部に加えられる最大水頭をボイラの最高使用圧力に加算した圧力以上とする。
b) 蒸気管については,使用される箇所での最高使用圧力で,その値が0.7 MPaの未満の場合は,0.7 MPa
とし,給水管及びブロー管については,それぞれ6.8.7及び6.8.9による。
c) ボイラ自体の最高使用圧力は,0.2 MPa以上とする。
6
設計
6.1
一般
6.1.1
荷重
ボイラの設計で考慮すべき荷重には,圧力(内圧又は外圧)に加え,必要に応じて次の荷重を含める。
a) 自重及び内部流体による荷重
b) ボイラに直接取り付けられる配管,附属品などによる荷重
c) 風,積雪及び地震による荷重
d) 熱(温度)による荷重
e) 繰返し荷重及び動的荷重
f)
取扱い,輸送,据付けなどによる荷重
6.1.2
特殊形状の部分の設計
次に規定する場合を除き,設計は6.2〜6.8による。
a) 特殊形状の部分の最高使用圧力 特殊形状,穴の位置などの関係で,強さを計算しにくい部分に許さ
11
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
れる最高使用圧力は,JIS B 8280の附属書2の検定水圧試験によって求める。炭素鋼又は合金鋼のよ
うな降伏点以下で応力とひずみがほぼ比例する弾性材料であって,降伏点の最小の規定値の引張強さ
の最小の規定値に対する比が0.625以下である材料にだけ適用できる。0.625を超える場合は,b) に
よって求める。
外圧を受ける部分は,予定する最高使用圧力の3倍以上の水圧を外面に加え,加圧時に甚だしい変
形がなく,除圧時に永久変形がない場合は,予定する最高使用圧力を最高使用圧力とすることができ
る。
b) 破壊試験による方法 次による。
1) 最高使用圧力を求めようとする圧力部分と同材料,同形,かつ,同寸法の模型に水圧を徐々に加え
て,破壊させて行う。
2) 最高使用圧力は,次の式によって求める。
a
c
a
0
a
m
t
2.0
t
t
B
P
α
σ
σ
σ
σ
σ
−
×
×
×
×
=
又は
ここに,
B: 破壊圧力(MPa)
σt: 試験片による実際引張強さ(N/mm2)
σm: 引張強さの最大の規定値(N/mm2)
σ: 引張強さの最小の規定値(N/mm2)
σa: 使用温度における材料の許容引張応力(N/mm2)
σ0: 試験温度における材料の許容引張応力(N/mm2)
P: 最高使用圧力(MPa)
ta: 板の実際厚さ(mm)
αc: 腐れに対する余裕(mm)
6.2
胴
6.2.1
胴の最小厚さの制限
胴の最小厚さは,次の値以上でなければならない。
a) 内径900 mm以下のものは6 mm。ただし,ステーを取り付ける場合は8 mm。
b) 内径900 mmを超え1 350 mm以下のものは8 mm。
c) 内径1 350 mmを超え1 850 mm以下のものは10 mm。
d) 内径1 850 mmを超えるものは12 mm。
6.2.2
内圧胴の最小厚さ
内面に圧力を受ける胴,管寄せなどの円筒部の最小厚さは,次のa) 及びb) に示す式によって求める。
ただし,最高使用温度がクリープ温度域に達しないものについては,附属書Bによることができる。
a) 外径を基準とする場合
1
a
o
2
2
α
η
σ
+
+
=
kP
PD
t
b) 内径を基準とする場合
1
a
i
)
1(
2
2
α
η
σ
+
−
−
=
k
P
PD
t
ここに,
t: 円筒部の最小厚さ(mm)
P: 最高使用圧力(MPa)
Do: tを計算する部分の外径(mm)
Di: tを計算する部分の内径(mm)
σa: 材料の許容引張応力(N/mm2)
12
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
η: 長手継手の効率又はリガメント効率。ただし,穴と長手継手
の溶接部の溶接金属との距離が6 mm以下のとき又は長手継
手に穴があるときは,その穴に影響を及ぼす溶接継手の効率
と穴のある部分の効率との積とする。
α1: 付け代で1 mm以上とする。
k: 表4による。
表4−kの値†
材料
使用温度 ℃
480以下
510
540
565
595
620
650
675以上
フェライト鋼
0.4
0.5
0.7
0.7
0.7
0.7
0.7
0.7
オーステナイト鋼
0.4
0.4
0.4
0.4
0.5
0.7
0.7
0.7
鉄基の耐食耐熱合金a)
0.4
0.4
0.4
0.4
0.4
0.4
0.5
0.7
ニッケル基の耐食耐熱合金b)
0.4
0.4
0.4
0.4
0.5
0.7
0.7
0.7
注記 中間の温度での値は,直線補間によって求める。
注a) JIS G 4901〜JIS G 4904で800番台の数字が付された材料(附属書A参照)
b) JIS G 4901〜JIS G 4904で600番台の数字が付された材料(附属書A参照)
c) 厚さが内半径の1/2を超え,かつ,温度が374 ℃以下の場合 厚さが内半径の1/2を超え,かつ,温
度が374 ℃以下の場合は,a) 及びb) にかかわらず,次の式による。
1
)1
(
α
+
−
=
Z
R
t
P
P
Z
−
+
=
η
σ
η
σ
a
a
ここに,
R: tを計算する部分の内半径(mm)
t,P,σa,η及びα1は,a) 及びb) による。
6.2.3
胴の周継手
胴の周継手は,長手継手の強さの50 %以上の強さをもたなければならない。ただし,次の場合の周継手
の強さは,長手継手の強さの35 %以上あればよい。
a) 煙管又は長手ステーのために鏡板に圧力の作用する面積が減じ,かつ,鏡板が煙管又は長手ステーに
よって保持されるため,周継手に作用する長手方向の力が,これら煙管又は長手ステーのない場合の
長手方向の力の50 %以下となるとき。
b) 鏡板に圧力の作用する面積が胴の断面積の50 %以下である場合に,鏡板を胴に取り付ける周継手。
6.2.4
リガメント効率
6.2.2による内圧胴の最小厚さの式に用いるリガメント効率の算定方法は,6.2.5〜6.2.9による。ただし,
6.2.5〜6.2.9の規定は,6.7.9によって補強を必要としない穴の場合に適用し,穴が6.7.10〜6.7.12によって
補強された場合には適用しない。
6.2.5
長手方向に配置された管穴部の強さ
胴の長手方向に管穴が一直線上に配置された場合には,この管穴部の強さは管穴のない断面の強さに対
し,次に示すリガメント効率を乗じた値とする。
a) 管穴のピッチが等しい場合 図2に示すように,管穴のピッチが等しい場合のリガメント効率は,次
の式によって求める。
p
d
p−
=
η
13
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
η: リガメント効率
p: 管穴のピッチ(mm)
d: 管穴の直径(mm)
図2−管穴のピッチが等しい配置の例†
b) 管穴のピッチが等しくない場合 図3に示すように,管穴のピッチが等しくない場合のリガメント効
率は,次の式によって求める。
l
nd
l−
=
η
ここに,
η: リガメント効率
l: 異なるピッチを含んだ1単位を作る部分の長さ(mm)
d: 管穴の直径(mm)。ただし,直径の異なる管穴が配置された
場合は,管穴の直径の平均値とする。
n: l中の管穴の数
a)
b)
図3−管穴のピッチが等しくない配置の例†
6.2.6
円周方向に配置された管穴部の強さ
胴の円周方向に配置された管穴部の強さは,長手方向に配置された管穴部の計算上必要な強さの1/2以
上とする。
管穴の円周方向のピッチは,板を曲げる前に測るか,又は曲げた板の厚さの中央で測る。
6.2.7
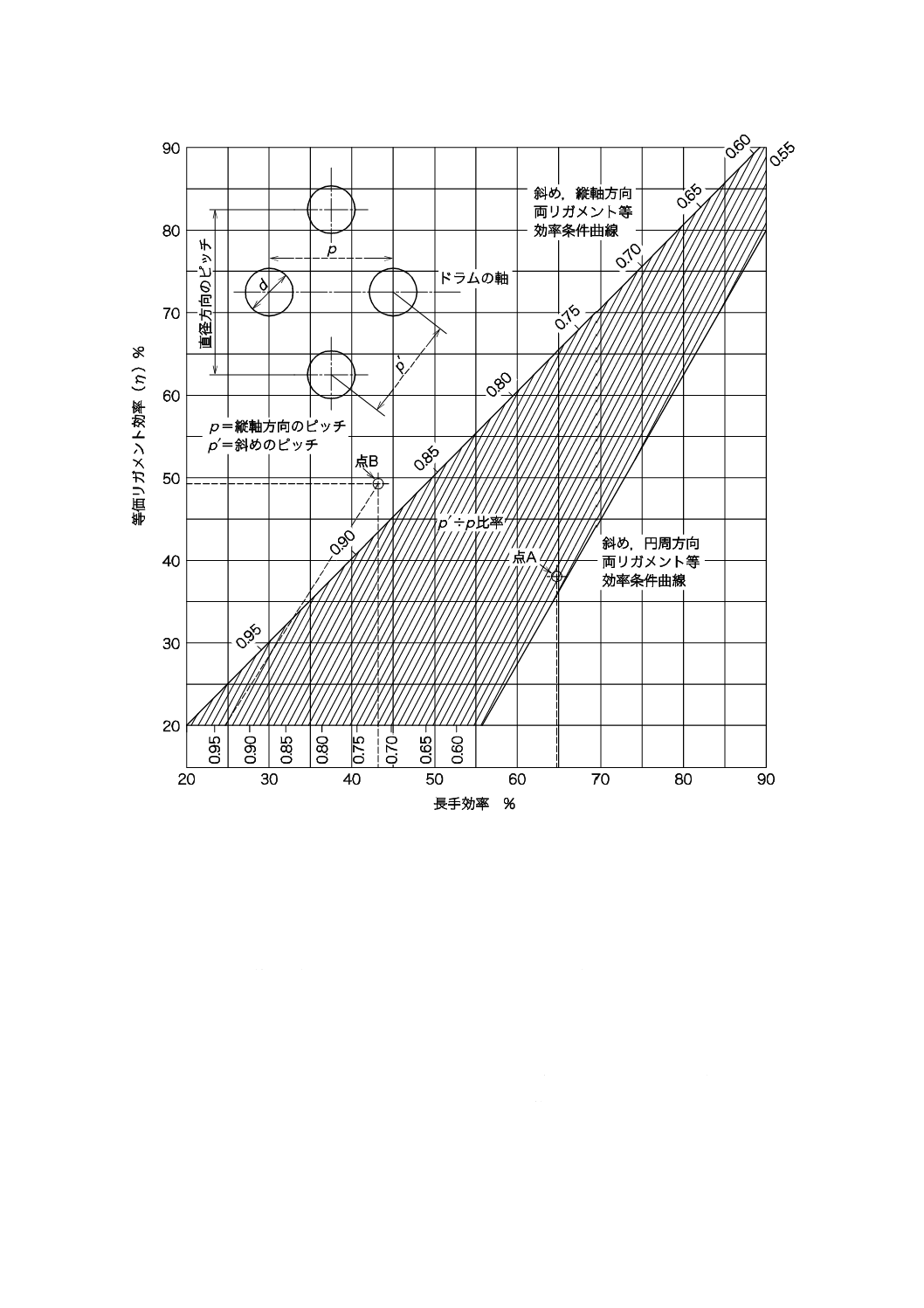
斜め方向に配置された管穴部の強さ
図4に示すように,胴に管穴が斜め方向に配置された場合には,この管穴部の強さは,胴の長手方向の
管穴のない断面の強さに対し,次に示すいずれかの効率を乗じた値とする。
a) 図5によって算定された等価リガメント効率
14
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 図5において,長手効率(横軸の値)と等価リガメント効率(縦軸の値)が等しくなる条件を示す直
線より上にある場合には,次の式によって求めた効率。
p
d
p−
=
η
ここに,
η: リガメント効率
p: 長手方向のピッチ又は周方向のピッチ(mm)
d: 管穴の直径(mm)
例1 図4において,斜め方向の管穴ピッチp'=163 mm,管穴の直径d=102 mm,長手方向の管穴ピ
ッチp=292 mmとすると,
650
.0
292
102
292
=
−
=
−
p
d
p
558
.0
292
163=
=
′
p
p
ここに,
p: 長手方向のピッチ又は周方向のピッチ(mm)
p': 斜め方向のピッチ(mm)
これらの値に対応する点は,図5における点Aであり,その場合の等価リガメント効率は
37.0 %である。点Aは,“斜め方向リガメントと長手リガメントの効率が等しくなる条件を示
す曲線”の下にあるので,斜めのリガメントは基準値より弱いことになる。
例2 図5において,斜め方向の管穴ピッチp'=166 mm,管穴の直径d=102 mm,長手方向の管穴ピ
ッチp=178 mmとすると,
426
.0
178
102
178
=
−
=
−
p
d
p
932
.0
178
166=
=
′
p
p
これらの値に対応する点は,図5における点Bであり,“斜め方向リガメントと長手リガメ
ントの効率が等しくなる条件を示す曲線”の上にある。この場合の効率は,(p−d)/pの式から
求めるので,効率は42.7 %となる。
単位 mm
図4−斜め方向に配置された管穴部の例†
15
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5−円筒胴における管穴間の長手方向と斜め方向のリガメント効率を算定する図表†
6.2.8
長手方向に数群の管穴のある場合のリガメント効率
胴の長手方向に数群の管穴が規則的に配置され,各群での管穴の配置が同一であるときは,各群の管穴
部のリガメント効率は,最小厚さの計算に用いたリガメント効率より小さくなってはならない。
6.2.9
管穴が不規則に配置された場合のリガメント効率
胴の長手方向の一直線上に管穴が不規則に配置された場合における管穴がある部分の平均リガメント効
率は,次の規定を満足するものでなければならない。
この規定は,管穴のうち一直線上にないものがある場合にも適用する。ただし,この場合のリガメント
効率は,この穴がある場合とない場合との小さいほうをとる。
a) 胴の内径に等しい長さl1(胴の内径が1 500 mmを超える場合は,1 500 mmとする。)について,次の
式によって求めた値のうち最も小さい値が,最小厚さの計算に用いたリガメント効率より小さくなっ
てはならない。
16
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1l
c
b
a
+
+
+
=
η
b) 胴の内半径に等しい長さl2(胴の内半径が750 mmを超える場合は,750 mmとする。)について,次
の式によって求めた値のうち最も小さいものが,最小厚さの計算に用いたリガメント効率の80 %より
小さくなってはならない。
2l
c
b
a
+
+
+
=
η
a) 及びb) において,
η: 管穴がある部分の平均リガメント効率
a, b, c, …: 管穴が胴の長手方向に配置された場合の管穴の間の帯
の幅(mm)
管穴が斜線上にある場合は,斜線上における管穴の中心
間距離を長手方向へ投影した長さに図6の等価リガメン
ト効率を乗じたものとする。
なお,a) 及びb) による効率が,l1を胴内径の範囲内にある管穴列の両端の管穴中心間距離(胴内径の
範囲内に管穴が一つの場合は,隣接した管穴との中心間距離)とした場合の最小リガメント効率より小さ
い場合には,これより小さくしなくてもよい。
17
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
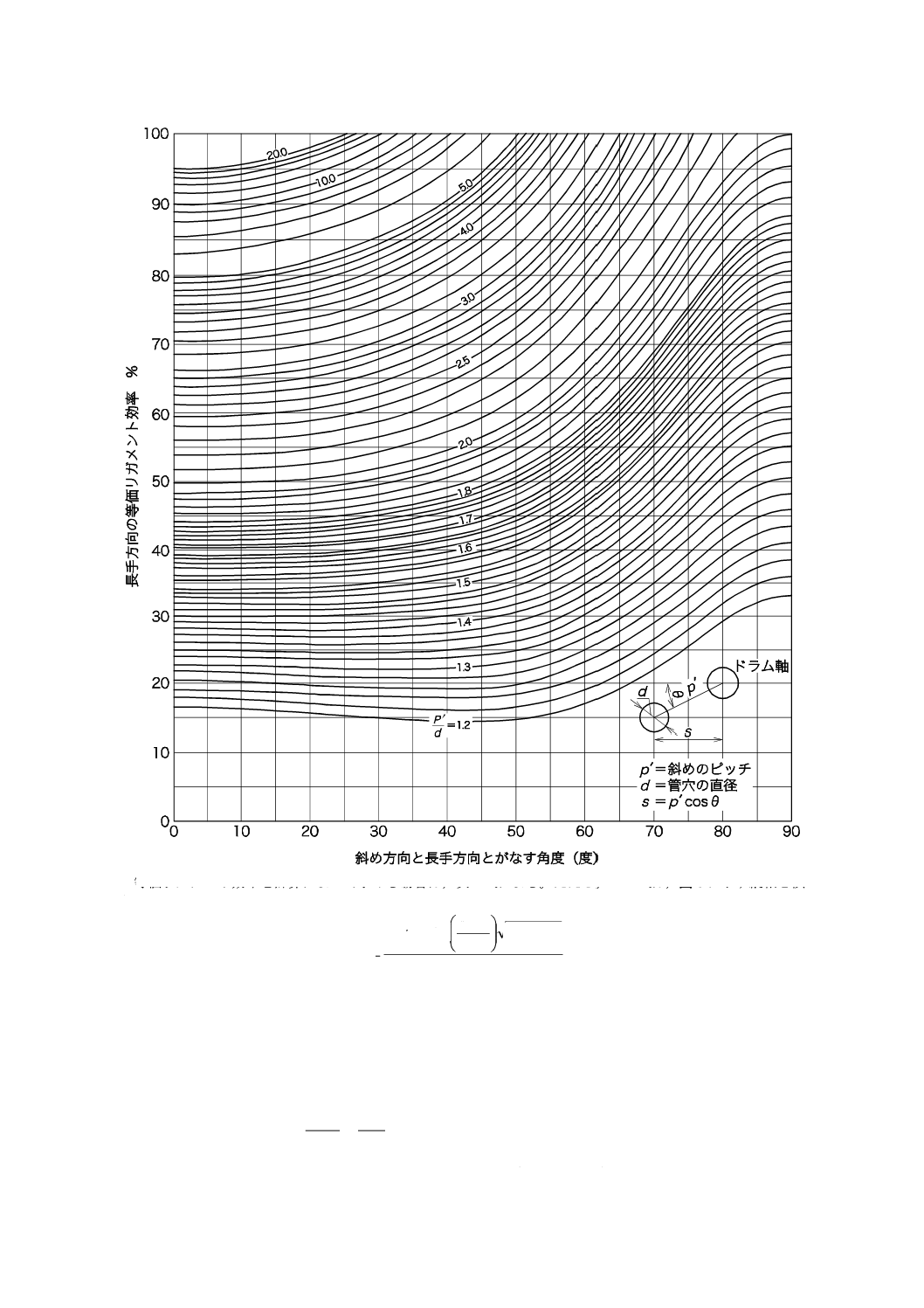
等価リガメント効率を計算によって求める場合は,次の式による。ただし,この式は,図6に示す縦軸と横
軸との範囲を超える部分で使用してはならない。
θ
θ
θ
θ
η
2
2
2
sec
005
.0
015
.0
sec
3
/
sec
1
sec
+
+
′
−
+
=
d
p
図6−円筒胴の斜め方向リガメント効率を長手方向リガメント効率に換算する線図†
6.2.10 球形容器の最小厚さ
内面に圧力を受ける球形容器の最小厚さは,次のa) 及びb) に示す式によって求める。
a) 胴の厚さが内半径の0.356倍以下の場合
1
a
i
4.0
4
α
η
σ
+
−
=
P
PD
t
b) 胴の厚さが内半径の0.356倍を超え,かつ,温度が374 ℃以下の場合
18
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
3
)1
(
α
+
−
=
Z
R
t
P
P
Z
−
+
=
η
σ
η
σ
a
a
2
)
(2
a) 及びb) において, η: 胴を継ぎ合わせて作る場合における継手の効率で,8.2.3による。
t,Di,σa,P,α1及びRは,6.2.2による。
6.2.11 円すい胴の最小厚さ
内圧を受ける円すい胴各部の板の最小厚さは,次のa) 及びb) によって求める。
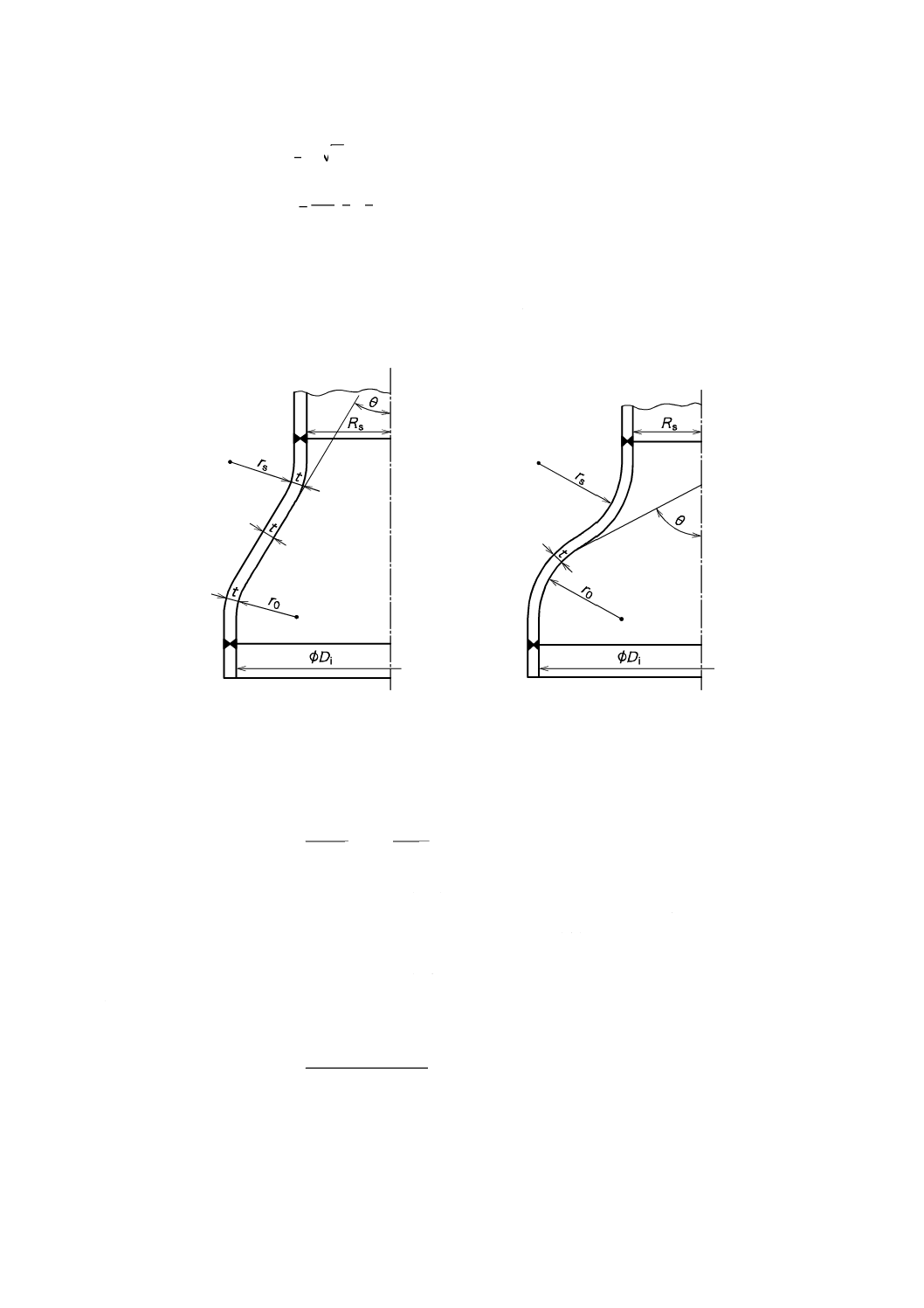
なお,円すい胴は,円すい部,大径端部及び小径端部によって構成される(図7参照)。
r0≧3t,かつ,r0≧0.06(Di+2t)
rs≧3t
図7−円すい胴
a) 円すい部 円すい部の板の最小厚さは,次の式によって求める。
1
a
)
6.0
(
cos
2
α
η
σ
θ
+
−
=
P
PD
t
ここに,
D: 軸に直角に測った内径で,最小厚さを考える部分の最大内径
(mm)
η: 円すい部に周継手以外の継手がある場合はその効率
θ: 円すい部の頂角の1/2(度)
Di,Rs,r0及びrsは,図7による。
t,P,σa及びα1は,6.2.2による。
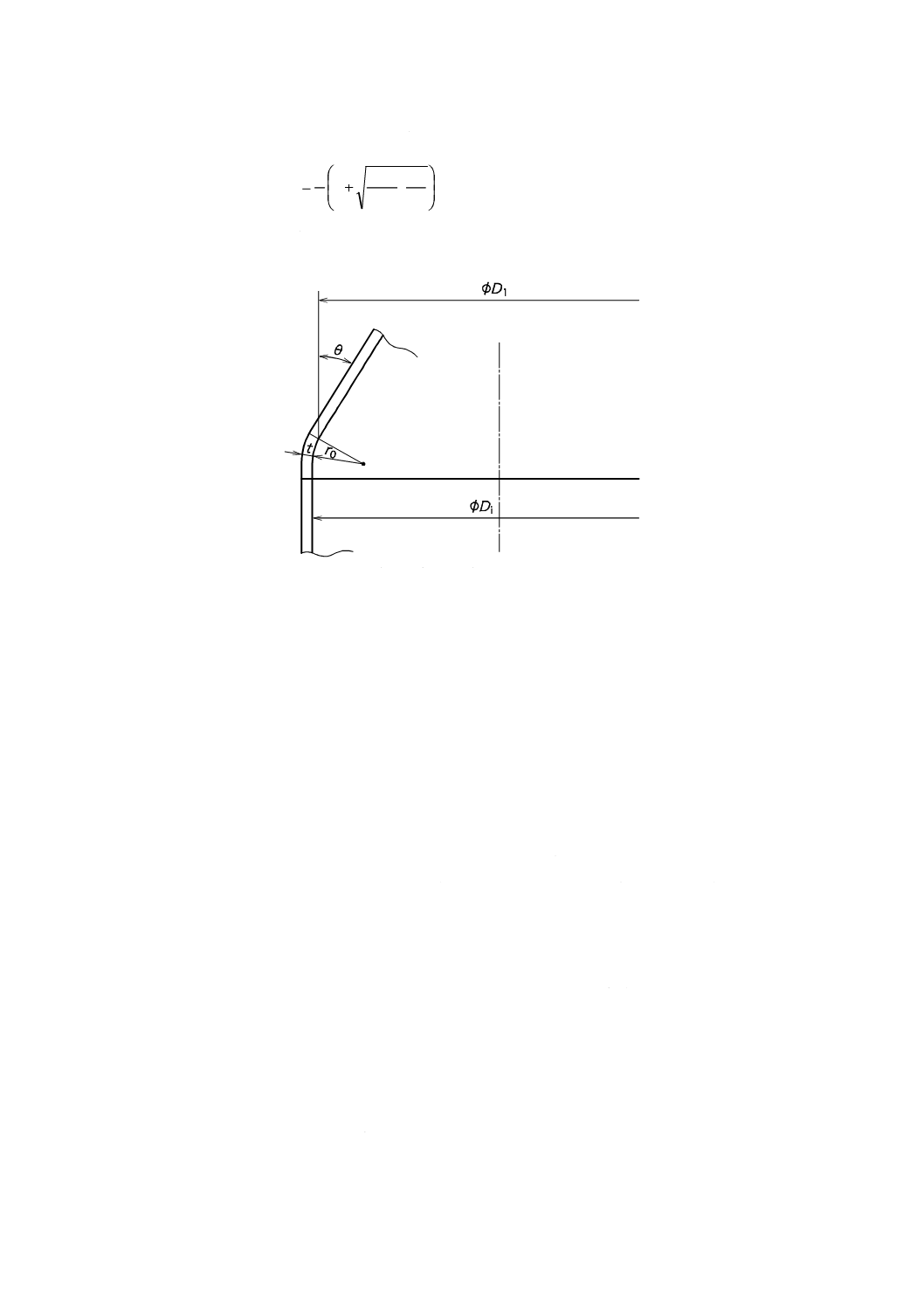
b) 大径端部 大径端部に丸みを付け,これに接続する円筒胴を図8に示すように取り付ける場合の大径
端部の板の最小厚さは,次の式によって求める。
1
)
1.0
(
cos
4
a
1
α
η
σ
θ
+
−
=
P
W
PD
t
ここに,
t: 丸みの部分の板の最小厚さ(mm)
D1: 円すい部がすその丸みに接続する部分の内径(mm)で,軸に
直角に測る。
W: 円すい部と丸みの形状とによる係数で,次の式によって求め
19
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る。
+
=
0
1
cos
2
3
4
1
r
D
W
θ
ここに,
r0: 丸みの内半径(mm)
P,θ,σa,η及びα1は,a) による。
r0≧3t,かつ,r0≧0.06(Di+2t)
図8−大径端部
c) 小径端部 円すい胴と円筒胴との取付部のうち,円すい胴の小径端部の板の最小厚さは,a) の式によ
って求めた円すい部の板の最小厚さとする。
6.3
鏡板及び平板
6.3.1
鏡板の最小厚さの制限
鏡板の最小厚さは,全半球形のものを除き,計算上必要な継目無胴板の厚さ以上でなければならない。
ただし,いかなる場合でも6 mm以上とし,ステーを取り付ける場合は,8 mm以上とする。
6.3.2
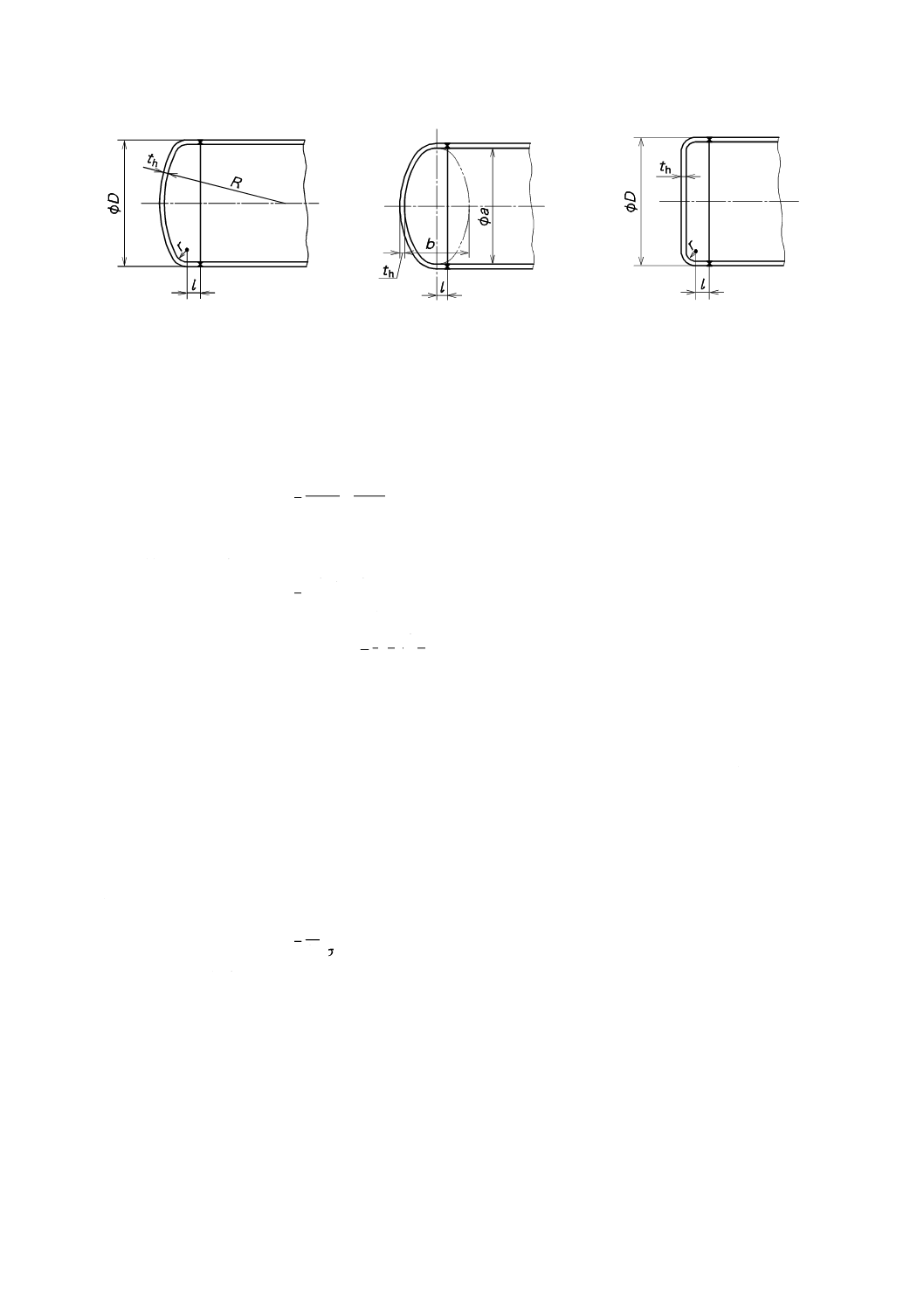
鏡板の形の制限
図9に示す鏡板の形は,全半球形のものを除き,次による。
a) 皿形鏡板の場合 r>50 mm,r≧3th,かつ,l≧2thとする。ただし,lは,38 mmを超える必要はない。
1) 炉筒がないもの R≦D,かつ,r≧0.06D(中高面に圧力を受ける場合は,r≧0.1D)
2) 炉筒があるもの R≦1.5D,かつ,r≧0.04D RがD(炉筒が取り付く場合は,1.5D)より大きい場
合は,平らな場合とみなす。
b) 半だ円体形鏡板の場合 (a/b)≦3,かつ,l≧2thとする。ただし,lは,38 mmを超える必要はない。
c) 平鏡板の場合 r≧3th,かつ,l≧2thとする。ただし,lは,38 mmを超える必要はない。
a)〜c) において,
th: 鏡板の厚さ(mm)
D: 鏡板の外径(mm)
l: 鏡板フランジの平行部を溶接線から測った長さ(図9参照)
(mm)
r: 鏡板のすみの丸みの内半径(mm)
a: 半だ円体形鏡板の内面の長径(mm)
b: 半だ円体形鏡板の内面の短径(mm)
R: 鏡板の中央部の内半径(mm)
20
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 皿形鏡板の場合
b) 半だ円体形鏡板の場合
c) 平鏡板の場合
図9−鏡板の形状
6.3.3
中低面に圧力を受けるステーがない皿形又は全半球形鏡板の最小厚さ
中低面に圧力を受けるステーがない皿形又は全半球形鏡板の最小厚さは,次のa),b) 及びc) の式によ
って求める。
a) 穴がない場合
1
a
2.0
2
α
η
σ
+
−
=
P
PRW
t
全半球形鏡板の場合であって,鏡板の最小厚さが内半径の35.6 %を超える場合には,次の式によっ
て最小厚さを求める。
(
)
1
1
3
1
α
+
−
=
Y
R
t
ここに,
α1: 付け代で,1 mm以上とする。
ただし,
(
)
P
P
Y
−
+
=
a
a
2
2
σ
σ
b) 穴がある場合
1) 鏡板の最小厚さはa) の式によって求める。その後,穴の補強は,6.7.9〜6.7.14の規定によって求め
る。ただし,次の2) の場合を除く。
2) 最大寸法が150 mmを超える穴があって,その周囲をフランジに折り込んで6.7.10.1 b) によって補
強された鏡板の厚さは,a) の式によって求めた厚さに15 %以上で少なくとも3 mmを加えたものと
しなければならない。この場合,鏡板の内面の半径Rが胴の内径の80 %より小さいとき(全半球形
の場合を含む。),鏡板の厚さを1) によって求めるときは,Rを胴の内径の80 %とみなす。ただし,
炉筒を取り付ける場合は,c) による。
c) 炉筒が取り付く場合
1
a
5.1
α
η
σ+
=
PR
t
a) 及びc) において,
t: 鏡板の最小厚さ(mm)
P: 最高使用圧力(MPa)
R: 全半球形鏡板の内面の半径又は皿形鏡板の中央部における内
面の半径(mm)
σa: 材料の許容引張応力(N/mm2)
η: 鏡板自体の継手の効率
全半球形鏡板の場合には,鏡板自体の継手の効率に加え,鏡
板を胴に取り付けるときの効率も考慮する。
W: 形状に関する係数
皿形の場合
21
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
+
=
r
R
W
3
4
1
全半球の場合
W=1
r: 皿形鏡板のすみの丸みの内半径(mm)
α1: 付け代で,1 mm以上とする。
6.3.4
中低面に圧力を受ける半だ円体形鏡板の最小厚さ
中低面に圧力を受ける半だ円体形鏡板の最小厚さは,次のa) 及びb) の式によって求める。
a) 穴がない場合
1
a
2.0
2
α
η
σ
+
−
=
P
PDV
t
ここに,
t: 鏡板の最小厚さ(mm)
P: 最高使用圧力(MPa)
D: 鏡板の内面の長径(mm)
η: 鏡板自体の継手の効率
σa: 材料の許容引張応力(N/mm2)
α1: 付け代で,1 mm以上とする。
V: 形状に関する係数
+
=
2
2
2
6
1
h
D
V
h: 鏡板の内面での短径の1/2(mm)
b) 穴がある場合
1) 鏡板の最小厚さはa) の式によって求める。その後,穴の補強は,6.7.9〜6.7.14の規定によって求め
る。ただし,次の2) の場合を除く。
2) 最大寸法が150 mmを超える穴があって,その周囲をフランジに折り込んで補強する場合は,
6.3.3 b) 2) による。この場合,Rは胴の内径の80 %とし,Wは1.77とする。
6.3.5
鏡板における補強しない穴
鏡板における補強しない穴は,6.7.9.3 b) による。
6.3.6
中高面に圧力を受けるステーがない皿形鏡板の最小厚さ
中高面に圧力を受ける鋼板製でステーがない皿形鏡板の最小厚さは,その鏡板が中低面に圧力を受ける
場合の最小厚さの1.67倍とする。
6.3.7
ステーによって支えられない平板などの最小厚さ
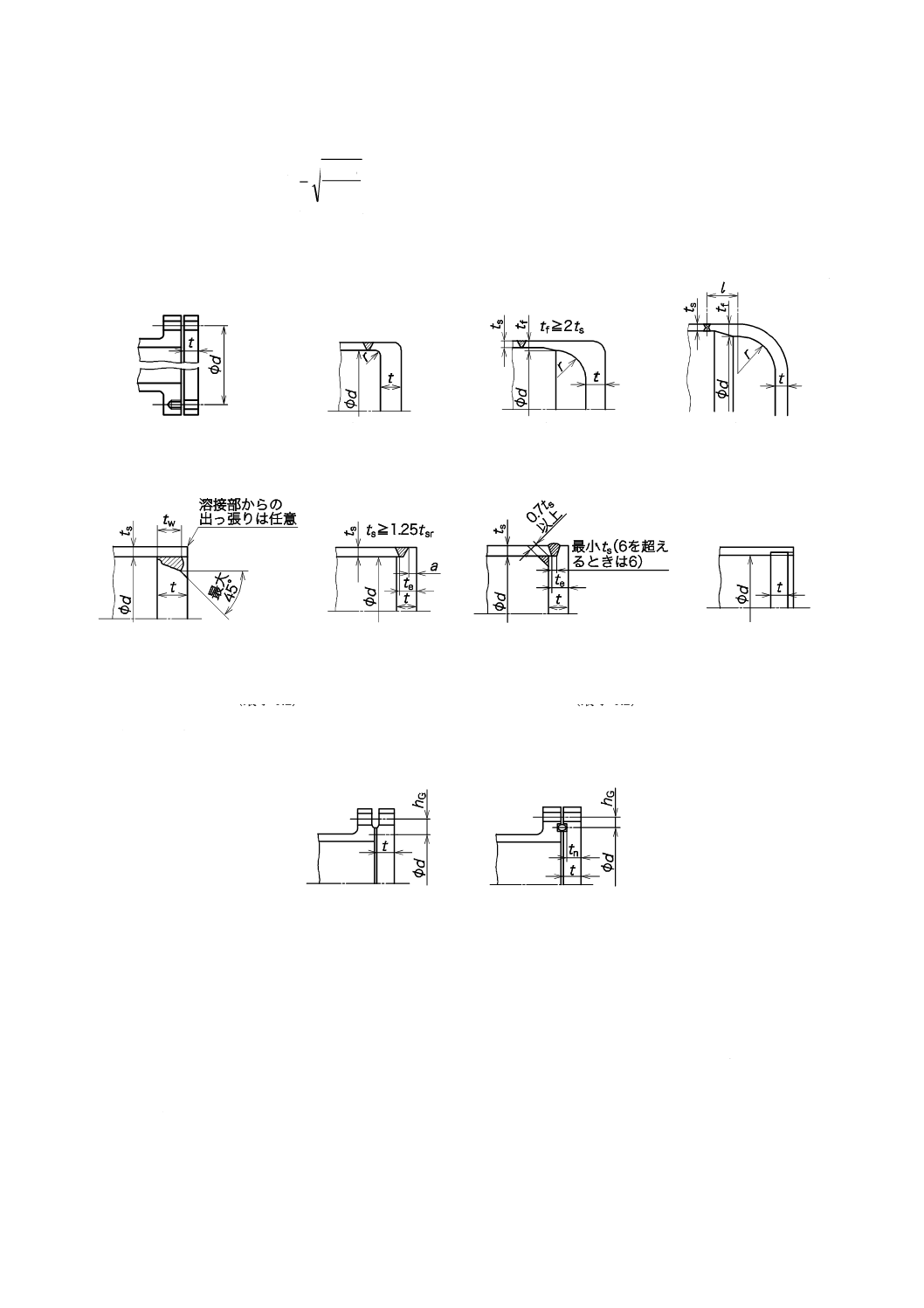
a) ステーによって支えられない平鏡板,蓋板又は底板などの平板の最小厚さは,次の1) 及び2) の式に
よって求める。ただし,図10 i) 及びj) に示す平板の取付けの場合を除く。
1) 円形平板の場合
1
a
α
σ+
=
CP
d
t
2) 円形以外の平板の場合
1
a
α
σ+
=
ZCP
d
t
1) 及び2) において,
t: 平板の最小厚さ(mm)
P: 最高使用圧力(MPa)
d: 図10のように測った直径又は最小スパン(mm)
22
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
σa: 材料の許容引張応力(N/mm2)
α1: 付け代で,1 mm以上とする。
Z: 3.4−2.4D
d,(最大2.5)
D: 最小スパンに直角に測った最大スパン(mm)
C: 平板の取付方法によって決まる定数で,次による。
a) 図10 a) に示すように,平板が胴,フランジ又は側板に全面ガ
スケットを用いてボルトで取り付けられるものは,Cは0.25
とする。
b) 図10 b) に示すように,胴又は管に周継手に関する規定に従っ
て突合せ溶接され,dが600 mm以下で,平板の厚さが0.05〜
0.25dであり,かつ,胴板の厚さ以上で,すみの丸みの内半径
が0.25t以上あるものは,Cは0.13とする。
c) 図10 c) に示すように,フランジ付きの平板が胴又は管と一体
形であるか又は周継手に関する規定に従って胴に突合せ溶接
され,フランジ部の厚さtfが胴板の厚さtsの2倍以上で,かつ,
r≧3 tfのものは,Cは0.17とする。
d) 図10 d) に示すように,フランジ付きの平板が胴又は管と一体
形であるか又は周継手に関する規定に従って胴に突合せ溶接
されたものは,Cは0.17とする。ただし,フランジ部の長さ
が次の式によって求めたlの値以上で,かつ,フランジ部の勾
配が1/3以下の円形平板のとき,又はフランジ部の長さが次の
式によって求めたlの値未満の場合であって,胴板の厚さが接
合端から
s
2dt以上の長さにわたって次の式によって求めたts
の値以上で,かつ,フランジ部の勾配が1/3以下のときは, C
は0.10とする。
h
2
h
2
s
8.0
1.1
dt
t
t
l
−
=
h
s
1.1
12
.1
dt
l
t
t
−
=
l:曲がりの始まる点から測ったフランジ部の長さ(mm)
ts:胴板の厚さ(mm)
th:平板の厚さ(mm)
d:図10 d) のように測った直径(mm)
e) 図10 e) のような場合で,平板が円形以外のときは,C=0.33
とする。図10 e) のような場合で,平板が円形のときは,C=
0.33 m(最小0.2)とする。
s
sr
t
t
m=
tsr:胴又は管の最小厚さ(mm)
ts:胴又は管の厚さ(mm)
図10 e) は,平板が胴又は管の内側に溶接され,溶接の深さtw
が2 tsr以上,かつ,1.25 ts以上(ただし,平板の最小厚さtよ
り大きくなくてもよい。)であって,溶接金属が平板の内面ま
で達するものとする。この場合,放射線透過試験は必要とし
ない。
f) 図10 f) に示すような平板は,Cは0.33とする。
g) 図10 g) に示すような平板は,Cは0.33 m(最小0.2)とする。
図10 f) 又はg) に示すように,平板が胴又は管の端部に突合
せ溶接され,胴端と平板外面との距離teが2 tsr以上,かつ,1.25
23
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ts以上あるもの。この場合,平板の一部が裏当て金の作用をし,
溶接金属が胴板の内面まで達するものとし,図10 g)の場合は,
更に内面からすみ肉溶接を行う。この場合,放射線透過試験
は必要としない。ここに,mは図10 e) と同じとする。
h) 図10 h) に示すように,円形平板が内径305 mm以下の胴又は
管の内側にねじ込まれるか,又は平板と一体のフランジ部が
これらのものの外側にねじ込まれるときは,Cは0.75とする。
この場合,平板に加わる圧力によってねじ部に生じる応力は,
許容応力を超えてはならない。必要があれば,漏止め溶接を
行ってもよい。
b) 平板が,図10 i) 及びj) に示すように,胴,管などのフランジにボルトで取り付けられ,平板にモー
メントが生じるものの最小厚さは,次の1) 及び2) の式によって求める。
なお,tの計算は,使用状態のとき及びガスケット締付時の両方の場合について行い,どちらか厚い
ほうのtの値をとらなければならない。この場合,使用状態のときWはWo,Pは最高使用圧力,σa
は材料の使用温度での材料の許容引張応力として計算し,ガスケット締付時にはWはWg,Pは0,σa
は常温での材料の許容引張応力として計算する。
1) 円形平板の場合
1
3
a
G
a
9.1
α
σ
σ
+
+
=
d
Wh
CP
d
t
2) 円形以外の平板の場合
1
2
a
G
a
6
α
σ
σ
+
+
=
Ld
Wh
ZCP
d
t
ここに,
W: フランジの計算に用いるボルト荷重で
a) 使用状態でのボルト荷重Wo(N)
b) ガスケット締付時のボルト荷重
a
b
m
g
2
σ
A
A
W
+
=
(N)
Am: ボルトの所要総断面積(mm2)
Ab: 実際に使用するボルトの総断面積(mm2)
hG: ガスケットによるモーメントアームで,ボルトのピッチ円とd
との差の1/2(mm)
L: ボルト穴の中心に沿って測った周の長さ(mm)
C: 定数で0.30
t,P,d,σa,α1及びZは,6.3.7 a) による。
c) 図10 j) に示すように,平板にガスケット溝を設ける場合で,溝の深さを差し引いた正味厚さは,次
の式によって求めた値より小さくてはならない。
なお,tnの計算は,使用状態のとき及びガスケット締付時の両方の場合について行い,どちらか厚
いほうのtの値をとらなければならない。この場合,使用状態のときWはWo,Pは最高使用圧力,σa
は材料の使用温度での材料の許容引張応力として計算し,ガスケット締付時にはWはWg,Pは0,σa
は常温での材料の許容引張応力として計算する。
1) 円形平板の場合
d
Wh
t
a
G
n
9.1
σ
=
24
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 円形以外平板の場合
L
Wh
t
a
G
n
6
σ
=
ここに,
tn: ガスケット溝の深さを差し引いた平板の厚さ(mm)
W,hG,σa,d及びLは,6.3.7 a) 及びb) による。
単位 mm
C=0.25
r≧0.25t
C=0.13
r≧3tf
C=0.17
r≧3t
C=0.17又は0.10
a)†
b)
c)
d)
tw≧2tsr,かつ,tw≧1.25ts
ただし,tw<t
a≧ts又は6 mmの
いずれか小さい値
te≧2tsr,かつ,te≧1.25ts
te≧2tsr,かつ,te≧1.25ts
円形平板:C=0.33
s
sr
t
t(最小0.2)
円形以外の平板:C=0.33
C=0.33
C=0.33
s
sr
t
t(最小0.2)
C=0.75
e)†
f)
g)†
h)†
C=0.30
C=0.30
i)†
j)†
図10−平板の取付け
6.3.8
ステーがなく穴がある平板などの最小厚さ
ステーがなく穴がある平鏡板,蓋板又は底板などの平板の最小厚さは,ほかに規定がないときは,次に
よる。
a) 穴の径が図10のdの50 %以下の場合は,平板の最小厚さは6.3.7による。また,穴の補強については
6.7.9〜6.7.14による。
b) 穴の径が図10のdの50 %を超える場合は,この平板をボルト締めフランジとして計算するか,6.3.7 a)
の式でCを2.25Cとするか,又は6.3.7 b) の式で平方根記号内を2.25倍して求めてもよい。
25
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4
管板
6.4.1
管板の管ころ広げ取付部の最小厚さの制限
管板の管ころ広げ取付部は,完全な輪形をなす接触面の厚さが10 mm以上でなければならない。
6.4.2
煙管ボイラの管板の最小厚さの制限
煙管ボイラの管板の最小厚さは,表5の値以上で,かつ,煙管の外径が102 mm以下の場合には,次の
式によって求めた値以上でなければならない。
10
5
d
t
+
=
ここに,
t: 管板の最小厚さ(mm)
d: 管穴の直径(mm)
表5−管板の最小厚さ†
単位 mm
管板の外径
管板の最小厚さ
1 350以下
10
1 350を超え1 850以下
12
1 850を超えるもの
14
6.4.3
煙管ボイラの平らな管板の最小厚さ
煙管ボイラの平らな管板の最小厚さの計算は,6.6.3による。ただし,式のp及びCは,次のa) 及びb)
による。
a) 管群部 この場合におけるステーは,管ステーによるものとし,式のp及びCの値は,表6による。
表6−p及びC a)の値
項目
C
p
2本の管ステーの間に1本又は2本の煙管があ
るとき
2.6
管ステーの平均ピッチで,管ステーの中心線の
間隔
1群の煙管の中に管ステーが種々のピッチで
あるとき
2.6
三つの管ステーの中心を通り,内部に管ステー
を含まない最大円の径をdとするとき
管群中央の隙間の部分で,その両側の管が全て
管ステーであるとき
4.5
管群中央の隙間の両側の管の中心線の間隔
管群中央の隙間の部分で,その両側の管が2
本の管ステーの間に1本の煙管があるとき
3.2
管群中央の隙間の両側の管の中心線の間隔
注a) 管ステーの端が火炎に触れるときは,Cの値は表6の値の90 %とする。
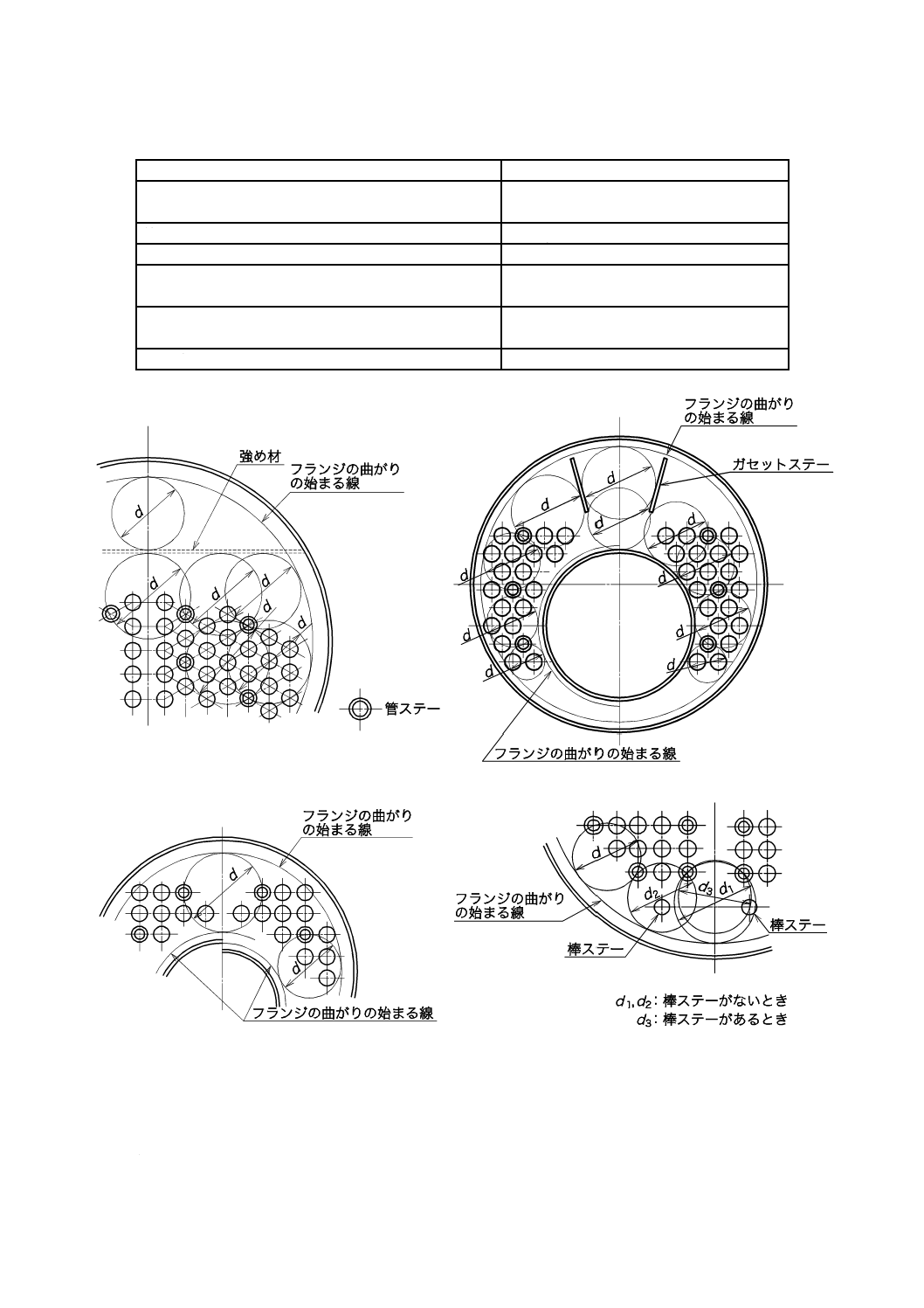
b) 管群に隣り合う部分 この場合は,図11に示すように式のpは3個の支点(管ステー又は棒ステーの
中心,管板の曲がりの始まる線,ガセットステー又は強め材用の取付け溶接部をいう。以下同じ。)を
通り,かつ,内部に管ステーを含まない最大円の径をdとするときd/2とし,Cの値は各支点に対し
て表7の係数の平均値とする。
2
d
26
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−Cの値
支点の種類
C
管ステー
2.6。ただし,管ステーの端が火炎に触れる
場合は,この90 %とする。
棒ステー又はステーボルト
6.5.3 a) に規定する値
管板の曲がりの始まる線
3.2
管板を折り曲げないで炉筒板に溶接で取り付ける場合
は,炉筒の外径円
3.2
ガセットステーを溶接で直接管板に取り付ける場合は,
ステーの板の内側線(描く最大円側)
3.2
ドッグステー
2.1
a)
b)
c)
d)
図11−管板における管群などの配置
c) 煙管ボイラの平板部の補強 最高使用圧力0.7 MPa以下で,かつ,胴の内径900 mm以下の煙管ボイ
ラの管群部上方の平板部は,次に定める方法によって図12に示すように山形鋼を用いて補強すること
ができる。
27
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 山形鋼の短脚は,その全周にわたって溶接することによって平板部に取り付ける。
2) 山形鋼に空気抜き穴を開けて溶接し,溶接後熱処理の後にこれを埋め戻す。
3) 山形鋼の両端は,胴の内面から75 mm内側に描いた円上にする。
4) 山形鋼の溶接部は,鏡板フランジ部の曲がりの始まる線にかからない。
5) 山形鋼の溶接部の下端と煙管上端との距離は,50 mm以上となるようにする。
単位 mm
図12−山形鋼の取付け
6.4.4
煙管ボイラの煙管の最小ピッチ
煙管ボイラの煙管の最小ピッチは,次の式によって求める。
d
t
p
+
=
5.4
1
ここに,
p: 煙管の最小ピッチ(mm)
t: 管板の厚さ(mm)
d: 管穴の直径(mm)
6.4.5
外だき横煙管ボイラの管板下部の補強
外だき横煙管ボイラの後管板が煙管の下部においてステーを必要とする場合には,棒ステー,溶接で取
り付けるガセットステーなど,胴底部の過熱の原因とならないステーを使用しなければならない。
6.4.6
燃焼室の管板の最小厚さ
燃焼室の天井板が胴から支えられないで,天井板に加わる荷重が管板に加わる場合の管板の最小厚さは,
次の式によって求める。
)
(
186
d
p
PSp
t
−
=
ここに,
t: 管板の最小厚さ(mm)
P: 最高使用圧力(MPa)
p: 煙管の水平ピッチ(mm)
S: 管板とこれに向かい合う燃焼室の板との間隔(mm)
d: 煙管の内径(mm)
管が斜線に沿って配列されたときは,隣り合う管列の管の中心線の間の垂直距離は,次の式によって求
められる値以上でなければならない。
2
2
2
1
d
dp+
28
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4.7
煙管ボイラの管板のすみ(隅)肉溶接
煙管ボイラの管板は,そのフランジ部をボイラの内側又は外側に向けて,胴にすみ肉溶接してもよい。
この場合は,次によらなければならない。ただし,外だき横煙管ボイラの後管板は,胴にすみ肉溶接によ
って取り付けてはならない。
a) フランジが外側に向く場合には,継手は全て胴の内側になくてはならない。
b) フランジが内側に向く場合には,両側全厚すみ肉溶接としなければならない。
c) すみ肉溶接部は,直接火炎に触れてはならない。
d) すみ肉溶接ののど厚は,管板厚さの0.7倍以上とする。
e) 溶接部は,放射線透過試験を必要としない。
6.4.8
炉筒ボイラの平管板又は平鏡板と炉筒との取付け
炉筒ボイラの前管板又は前鏡板は,図13のように溶接によって炉筒に取り付けることができる。この場
合には,次によらなければならない。
a) 平管板又は平鏡板は,ステーによって支える。
b) 溶接部の開先は,JIS Z 3021に規定するレ形,K形又はJ形による。
a)
b)
図13−平管板又は平鏡板と炉筒との取付け
6.5
火室及び炉筒
6.5.1
火室及び炉筒用板の最小厚さの制限
フランジをもつ火室板又は炉筒板の最小厚さは,8 mm以上としなければならない。
6.5.2
円筒火室又は炉筒の継手
円筒火室又は炉筒(波形炉筒を含む。)の長手継手は,突合せ両側溶接による。
溶接の場合には,放射線透過試験は必要としない。
6.5.3
円筒火室又は平形炉筒の最小厚さ
a) 円筒火室又は平形炉筒の最小厚さは,次の式によって求める。
1
)
(
2.
10
1
1
235
α
+
+
+
+
=
D
l
P
Cl
PD
t
ここに,
t: 火室板又は炉筒板の最小厚さ(mm)
P: 最高使用圧力(MPa)
D: 火室又は炉筒の内径(mm)
l: 有効支え部の最大距離(mm)で,図14による。
C: 定数で,横形炉筒については75,立形炉筒については45とす
る。
α1: 付け代で,1 mm以上とする。
立てボイラの炉筒でテーパがついている場合は,図15のD 1,D 2からD=(D 1+D 2)/2としてDを
算出し,上の式を適用する。
29
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図14−有効支え部の最大距離
図15−立てボイラのテーパがある炉筒の取付け
b) 立て横管ボイラの火室の板の最小厚さは,横管の段数に応じ,それぞれ次に掲げるところによる。
1) 横管が1段のもの a) の式によって求めた最小厚さの0.97倍
2) 横管が2段のもの a) の式によって求めた最小厚さの0.95倍
3) 横管が3段のもの a) の式によって求めた最小厚さの0.92倍
6.5.4
立てボイラの煙突管
立てボイラの火室天井板と鏡板とを連ねる煙突管の内径は,胴内径の1/6以上とし,その最小厚さは,
次のa) 及びb) の式によって求める。
a) 内筒のない煙突管の場合
6.1
3.
22
+
=PD
t
ここに,
P: 最高使用圧力(MPa)
t: 煙突管の最小厚さ(mm)
D: 煙突管の外径(mm)
b) 内筒のある煙突管の場合
(
)
8.0
100
5
610+
+
=
l
PD
t
ここに,
l: 煙突管の長さで,煙突管を鏡板及び火室天井板に取り付ける
継手の中心線間の距離(煙突管を火室天井板のフランジ部に
突合せ溶接によって取り付けた場合には,煙突管を鏡板に取
り付ける継手と火室天井板のフランジ部の曲がりの始まる線
30
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
との距離)(mm)
P,t,Dは,a) による。
6.5.5
波形炉筒の最小厚さ
波形炉筒でその端の平形部の長さが230 mm未満のものの最小厚さは,次の式によって求める。
C
PD
t
2.
10
=
ここに,
P: 最高使用圧力(MPa)
t: 炉筒の最小厚さ(mm)
D: 炉筒の波形部における最大内径と最小内径との平均値
(mm)で,モリソン形では最小内径に50 mmを加えた値。
C: 波形炉筒の種類による係数で,次による。
図16 a) に示すように波形のピッチが200 mm以下のモリ
ソン形炉筒で,小波形の炉筒ガス側の半径rが大波形の炉
筒水側の半径Rの1/2以下で谷の深さが32 mm以上の場
合は,C=1 100とする。
図16 b) に示すように波形のピッチが200 mm以下のフォ
ックス形炉筒で,谷の深さが38 mm以上の場合は,C=985
とする。
図16 c) に示すように波形のピッチが230 mm以下のブラ
ウン形炉筒で,谷の深さが41 mm以上の場合は,C=985
とする。
単位 mm
a)
b)
c)
図16−波形炉筒の種類
6.5.6
炉筒と煙管との隙間
炉筒煙管ボイラの炉筒の外面と,これに最も近い煙管との間には50 mm以上の隙間を設けなければなら
ない。ただし,炉筒に波形又は補強環などの突起を設ける場合には,これらの突起物の外面とこれに最も
近い煙管との隙間は30 mm以上としてもよい。
6.5.7
火室板の溶接
火室板は,次の場合に溶接できる。この場合には,放射線透過試験は必要としない。
a) ステーボルトで支えられた火室板をステーボルト列の中間又はすみの丸みの部分から6.4.3に示すス
テーボルトのピッチpの1/2以上離れた箇所で溶接する場合。
b) 火たき口の周囲を溶接する場合は,火たき口の周囲において両側の板をステーボルトによって,次の
31
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
とおり取り付けなければならない。
1) 両側の板にフランジ部を設けて溶接する場合には,各々の板の曲げ始まりの点からステー列の中心
線までの距離が6.4.3によるピッチpの1/2を超えてはならない[図17 a) 参照]。
2) 片側又は両側の板にフランジ部を設けないときは,溶接の根元からステー列の中心線までの距離が
6.6.3によるピッチpの1/2を超えてはならない[図17 b) 参照]。
p
l
2
1
≦
p
l
2
1
≦
a)
b)
図17−火室板の溶接方法
c) 立てボイラの火たき口を胴及び火室に溶接によって取り付ける場合には,図18 a) 又はb) に示すよう
な方法としなければならない。
a)
b)
図18−立てボイラの火たき口の溶接方法
d) b) 及びc) によって溶接した部分については,放射線透過試験は必要としない。
6.6
ステー構造
6.6.1
ステー又は管ステーが支える荷重
a) 棒ステー,斜ステー,ステーボルト,ガセットステー,ドッグステー又は管ステーが支える荷重は,
ステーが受けもつ面積からステーの占める面積(ステーが支える面積内にある管穴の面積を含む。)を
32
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
除き,これに最高使用圧力を乗じる。ステーが受けもつ面積は,棒ステー,ステーボルト又は管ステ
ーの中心,ガセットステー,炉筒などを鏡板に取り付ける溶接部,及びこれらとフランジの曲がり部
の曲がりが始まる線の中央に位置する線によって囲まれる部分の面積とする[図19 a) 参照]。この場
合は,図19 b) に示すように,ガセットステーを鏡板に取り付ける最下端の溶接部と管ステーの中心
との間の中央に位置する線(直線A−A)を境界線とみなしてもよい。
a)
b)
図19−ステーが受けもつ面積
b) a) は,不規則に配置されたステーが支える荷重について準用する。
6.6.2
ステーのピッチの制限
ステーを板にねじ込んで一端又は両端をたたいて,継目を気密にした場合には,ステーの水平及び垂直
方向のピッチは,次の値を超えてはならない。
a) ステーを正方形に配置した場合は,216 mm。
b) ステーを長方形に配置した場合は,260 mm。ただし,この場合ステーの水平及び垂直方向の中心線間
距離の平均値は,216 mmを超えてはならない。
6.6.3
ステーによって支えられる平板の最小厚さ
ステーによって支えられる板の最小厚さは,次のa) 及びb) による。
a) 規則的に配置されたステーボルトその他のステーによって支えられる平板の最小厚さは,次の式によ
って求める。ただし,いかなる場合でも8 mm未満としてはならない。
a
C
P
p
t
σ
=
ここに,
t: 平板の最小厚さ(mm)
P: 最高使用圧力(MPa)
p: ステーボルト又はこれと同様のステーの平均ピッチで,ステ
ー列の水平及び垂直方向の中心線間の距離の平均値(mm)
[図20 a) 参照]。
σa: 材料の許容引張応力(N/mm2)
C: ステーの取付け方による係数
厚さ11 mm以下の板にステーをねじ込み,一端又は両端をた
たいて,継目を気密にしたものはC=2.1。
厚さ11 mm以下の板にステーを差し込み,その端部をすみ肉
33
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
溶接したものはC=2.1。
厚さ11 mmを超える板にステーをねじ込み,一端又は両端を
たたいて,継目を気密にしたものはC=2.2。
厚さ11 mmを超える板にステーを差し込み,その端部をすみ
肉溶接したものはC=2.2。
ステーを板にねじ込み,板の外側にナットを取り付けるか,
板の内外両側に座金なしでナットを取り付けたものはC=
2.5。
板に開先をとり,棒ステーの端部をレ形溶接したものはC=
2.5。
板の内側にナットを,外側に鋼製座金及びナットを取り付け
たものはC=2.8。ステー径の1.3倍以上ある頭部をもつステー
が板にねじ止めされているか,又はテーパーフィットされ,
取付けに先立ってステーに頭部形成が行われ,全面リベット
仕上げとせず,板上でかかる頭部に真の支持機能をもたせる。
この場合,座金は外径をステーねじ部の直径の2.5倍以上と
し,厚さをt/2以上とする。
板の内側にナットを,外側に鋼製座金及びナットを取り付け
たものはC=3.2。この場合,座金は外径0.4p以上,厚さt以
上とする。
a)
b)
図20−ステー計算におけるp又はd
b) ステーボルトその他のステーが不規則な配置によって支えられる平板の最小厚さは,a) の式によって
求めるが,そのp及びCは,次の1) 及び2) による。
1) pは,図20 b) に示すように,三つのステーの中心を通り,その他のステーを含まない最大円の径
をdとするとき,pは次の式によって求めた値とする。
2
d
p=
2) Cの値は,各支点に対する次の係数の平均とする。
− 鏡板の曲がりの始まる線 3.2
− その他の支点は,6.4.3 b) 及び6.6.3 a) に示す値による。
6.6.4
添え板をもつ場合の平板の最小厚さ
厚さ10 mm以上でステーによって支えられる平板の火炎に触れない部分に,その厚さの2/3以上の添え
板をステーで支えられる全周にわたりすみ肉溶接したときは,それらを合わせた板の最小厚さは,厚さの
合計の3/4(ただし,平板の厚さの1.5倍を超えないものとする。)とみなし,定数Cは2.8とし,6.6.3に
よる。
34
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.6.5
ステーボルトの取付け
ステーボルトを取り付けるには,2山以上を完全に板面から出して,端部をたたいて継目を気密にする。
ステーが板に対し斜めに取り付く場合は,3山以上がねじ込まれ,そのうち1山以上が全周ねじ込まれて
いなければならない。板厚がこれに不足するときは,補強しなければならない。
6.6.6
ステーボルトの知らせ穴
長さが200 mm以下のステーボルトには,少なくとも外側端には直径5 mm以上で深さが板の内面から
13 mm以上にわたる知らせ穴1) を設けなければならない。
中間部をねじ底以下に細くした場合には,知らせ穴の深さを減径部の起点から13 mm以上とするか,中
空ステーとする。ただし,長さが200 mmを超えるステーボルト又はステーボルトによって結び付けられ
る両側の板に著しい温度差がみられない場合における当該ステーボルトには,知らせ穴を設けなくてもよ
い。
注1) 初期漏れを検知するために外側から設けた小穴。
6.6.7
ステーボルト及び棒ステーの強さ
ステーボルト及び棒ステーの強さは最小断面部で計算し,その場合の許容引張応力は,表8による。
表8−許容引張応力
単位 N/mm2
項目
支点間の距離が径の
120倍以下のもの
支点間の距離が径の
120倍を超えるもの
ステーボルトで径25 mm未満のもの
52
−
ステーボルトで径25 mm以上のもの
55
−
棒ステーで径38 mm以下のもの
66
59
棒ステーで径38 mmを超えるもの
72
62
棒ステーでその端部に整形部分を溶接したもの
41
41
6.6.8
管ステーの強さ
管ステーの最小断面積は,次の式によって求める。
490
.0
)
(
P
a
A
S
−
=
ここに,
S: 管ステーの最小断面積(mm2)
A: 1本の管ステーの支える面積(cm2)
a: Aの中での管穴の合計面積(cm2)
P: 最高使用圧力(MPa)
6.6.9
管ステーの取付け
管ステーは,ねじ底で厚さ4.3 mm以上とし,ねじ込んで両端を管板から約6 mm突き出し,ころ広げを
行い,火炎に触れる端は縁曲げする。管ステーを溶接によって取り付ける場合は,6.6.18による。
6.6.10 ステーのナット
ステーに取り付けるナットは,火炎にさらされない構造とする。
6.6.11 棒ステーの取付け
棒ステー端の溶接以外の方法による取付けは,次のいずれかによらなければならない。
a) 板にねじ込んで板の外側にナットを取り付けるか,又は板の両側に座金なしでナットを取り付ける。
b) 内側にナットを,外側に鋼製座金及びナットを取り付ける。
c) 形鋼その他の金物を板に取り付け,これにピンで取り付ける。
35
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.6.12 ピン継手によるステーの取付け
棒ステー又は斜めステーをピン継手によって取り付けるときは,ピンが2か所でせん断力を受けるよう
にし,ピンの断面積は,ステーの所要断面積の3/4以上とし,ステーの輪部の断面積は,ステーの所要断
面積の1.25倍以上としなければならない。
6.6.13 斜めステーの強さ
斜めステーの最小断面積は,次の式によって求める。
h
l
A
A
1
=
(図21参照)
ここに,
A: 斜めステーの最小断面積(mm2)
A1: 棒ステーを取り付けると仮定した場合の所要断面積(mm2)
l: 斜めステーの長さ(mm)で図21のように測る。
h: 斜めステーの胴取付部の中央部から平板面への垂線の長さ
(mm)(図21参照)
図21−斜めステー
6.6.14 ガセットステーの強さ
ガセットステーの最小断面積は,その最も長い辺と同じ角度をなす斜めステーが6.6.13によって定めら
れる最小断面積より10 %以上大きくしなければならない。この場合,断面積は,図22のA−A面で測る
ものとし,ガセットステーの許容引張応力は,附属書Aに示す数値の0.8倍とする。
図22−ガセットステー
6.6.15 けたステーの構造
けたステーのけたと天井板との間隔は,50 mm以上とし,両端は,けたステーと同一体で板面に密着さ
せなければならない。
また,各脚端が天井板に伝える圧縮力は,つりステーがない場合は,74 N/mm2,つりステーがある場合
は,206 N/mm2を超えてはならない。
36
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.6.16 けたステーの最小厚さ
けたステーの最小厚さは,次の式によって求める。
2
2
1)
(
2.
10
Ch
S
p
p
S
P
t
−
=
ここに,
t: けたステーのけたの中央部の最小厚さ(mm)
P: 最高使用圧力(MPa)
h: けたステーのけたの中央部断面の高さ(mm)
S: けたステーの両端の支え部の間隔(mm)
p1: けたステーのステーボルトのピッチ(mm)
p2: けたステーのピッチ(mm)
C: 定数で,表9による。
表9
ステーボルトの数(本)
1
2又は3
4又は5
6又は7
8以上
C
490
705
775
810
845
6.6.17 つりステーの強さ
けたステーと胴又は外側天井板との間につりステーを設けるときは,その強さは,けたステーに作用す
る全体の荷重を支えるのに十分でなければならない。
6.6.18 ステーの溶接取付け
ステーの取付けは,ねじの代わりに,8.2.9によって溶接することができる。
6.7
穴とその補強
6.7.1
マンホール,掃除穴及び検査穴
ボイラには,内部の掃除及び検査に必要なマンホール,掃除穴及び検査穴を設けなければならない。た
だし,特殊なボイラでその必要のないものを除く。
マンホールの大きさは長径375 mm以上,短径275 mm以上のだ円形(若しくは長円形)又は内径375 mm
以上の円形としなければならない。掃除又は検査のため手を入れる必要がある穴(以下,手穴という。)の
大きさは,長径90 mm以上,短径70 mm以上のだ円形か,又は直径90 mm以上の円形(角形とする場合
は,内のり90 mm以上)としなければならない。
また,検査穴は,直径30 mm以上の円形としなければならない。検査穴用ねじ込みプラグには,JIS B 0203
のR1若しくはRP1以上の管用ねじ又はJIS B 0205-1〜JIS B 0205-4のM36以上の細目ねじを用いなければ
ならない。最高使用圧力が1.8 MPa以下のボイラについては,プラグの材料には,青銅又はこれと同等以
上の機械的性質をもつものを使用することができる。
6.7.2
だ円形穴の方向
胴にだ円形のマンホールを設けるときは,その短軸は胴軸に平行にしなければならない。
6.7.3
マンホールの代用
内径750 mm未満で長さ1 000 mm未満の胴又は内径1 000 mm未満の立てボイラは,2個以上の手穴を
マンホールの代わりとしてもよい。この場合,長径310 mm以上,短径230 mm以上のだ円形又は直径310
mm以上の円形の掃除穴があるときは,この掃除穴1個でマンホールに代えることができる。
6.7.4
外だき横煙管ボイラのマンホール
外だき横煙管ボイラでは,胴に設けるマンホールのほかに,前管板の下部にマンホールを設けなければ
ならない。ただし,胴の内径1 200 mm未満のもの又は中央に230 mm以上の隙間をおいて管群を配置した
37
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ものでは,できる限り大きい掃除穴をこれに代えることができる。
6.7.5
炉筒煙管ボイラの掃除穴及び検査穴
a) 炉筒煙管ボイラには,胴底部付近に掃除穴1個以上,胴側面の炉筒の見える位置に検査穴を2個(胴
の長さが3 000 mmを超える場合には4個)以上設けなければならない。ただし,内部に入って炉筒
の外面を掃除及び検査ができるものについては,その必要はない。
b) 横煙管式廃熱ボイラ(胴底部を加熱しないものに限る。)には,胴の下部に掃除穴を1個以上,胴の側
面に検査穴を2個(胴の長さが3 000 mmを超えるものについては,4個以上)以上設けなければなら
ない。ただし,内部に入って掃除及び検査を行うことができるものについては,その必要はない。
c) b) の横煙管式廃熱ボイラであって,内部に入って掃除及び検査を行うことができないものについて
は,胴の上部に設ける2個以上の検査穴をマンホールに代えることができる。
d) a) 及びb) の掃除穴の大きさは,胴の内径が1 850 mm以下の場合には長径120 mm以上,短径90 mm
以上のだ円形又は直径120 mm以上の円形,胴の内径が1 850 mmを超える場合には,長径150 mm以
上,短径120 mm以上のだ円形又は直径150 mm以上の円形としなければならない。また,a)〜c) の
検査穴の大きさは,6.7.1の規定にかかわらず,直径75 mm以上の円形としなければならない。
6.7.6
立てボイラ及び立て横管ボイラの掃除穴
立てボイラ又は立て横管ボイラの胴には,少なくとも次の掃除穴を設けなければならない。ただし,マ
ンホール又は大形の穴を設けて内部の掃除ができるものでは,水脚の下部のものを除くほか,これを省略
することができる。
掃除穴の数は,表10による。
表10−掃除穴の数
掃除穴を設ける位置
掃除穴の数
胴の内径600 mm以上のもの 胴の内径600 mm未満のもの
水脚の下部
3個
2個
内火室天井板(下部管板)の上面付近
3個
1個
常用水位付近
1個
−
立て横管ボイラについては,水管を掃除
できる位置
適当数
適当数
6.7.7
マンホール又は手穴のガスケット受面及びガスケット厚さ
マンホールのガスケットを受ける面の幅は,15 mm以上なければならない。
マンホール又は手穴のガスケットの締付後の厚さは,6 mm以上あってはならない。
6.7.8
マンホールカバーの最小厚さ
マンホールカバーの最小厚さは,次のa) 及びb) による。
a) マンホールに用いる平鋼板製カバーで,周囲が自由支持されているものの最小厚さは,6.3.7 b) の規
定にかかわらず,次の式によって求める。ただし,カバー中央部の厚さは,14 mm以下としてはなら
ない。
1
a
5
α
σ+
=
P
c
b
t
ここに,
t: カバーの最小厚さ(mm)
P: 最高使用圧力(MPa)
σa: 材料の許容引張応力(N/mm2)
b: 穴の短径(mm)
38
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
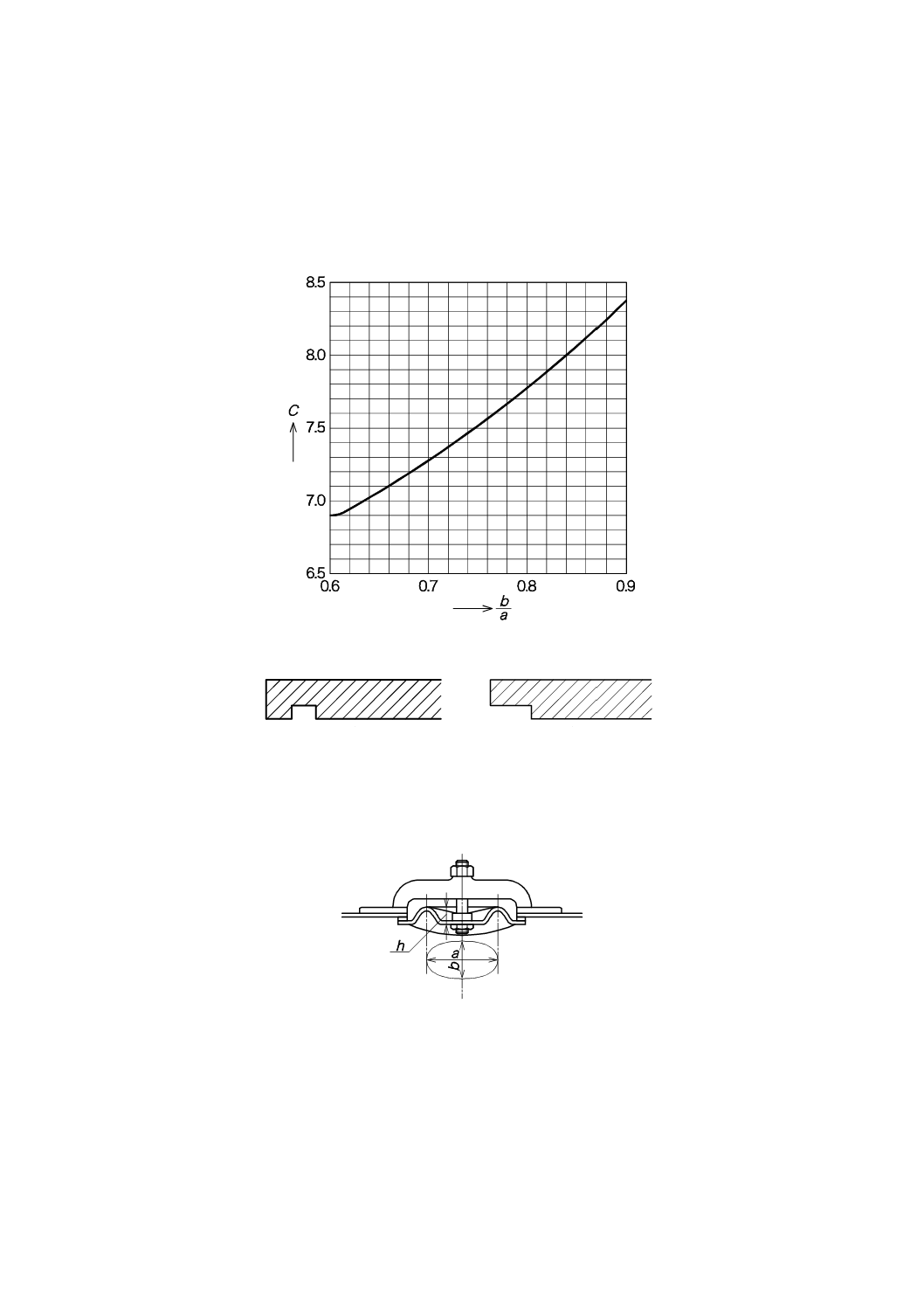
c: 短径bと長径aとの比によって定まる係数で図23による。た
だし,b/a=1のときは0.9とする。
α1: 付け代で,1 mm以上とする。ただし,取替えのできるマンホ
ールカバーについては,0とすることができる。
カバーの周辺にスピゴット(図24参照)を設ける場合は,その部分の厚さは,上の式による最小厚
さより薄くてもよいが,その厚さの2/3より薄くてはならない。
図23−cの値
a)
b)
図24−マンホールカバーのスピゴット
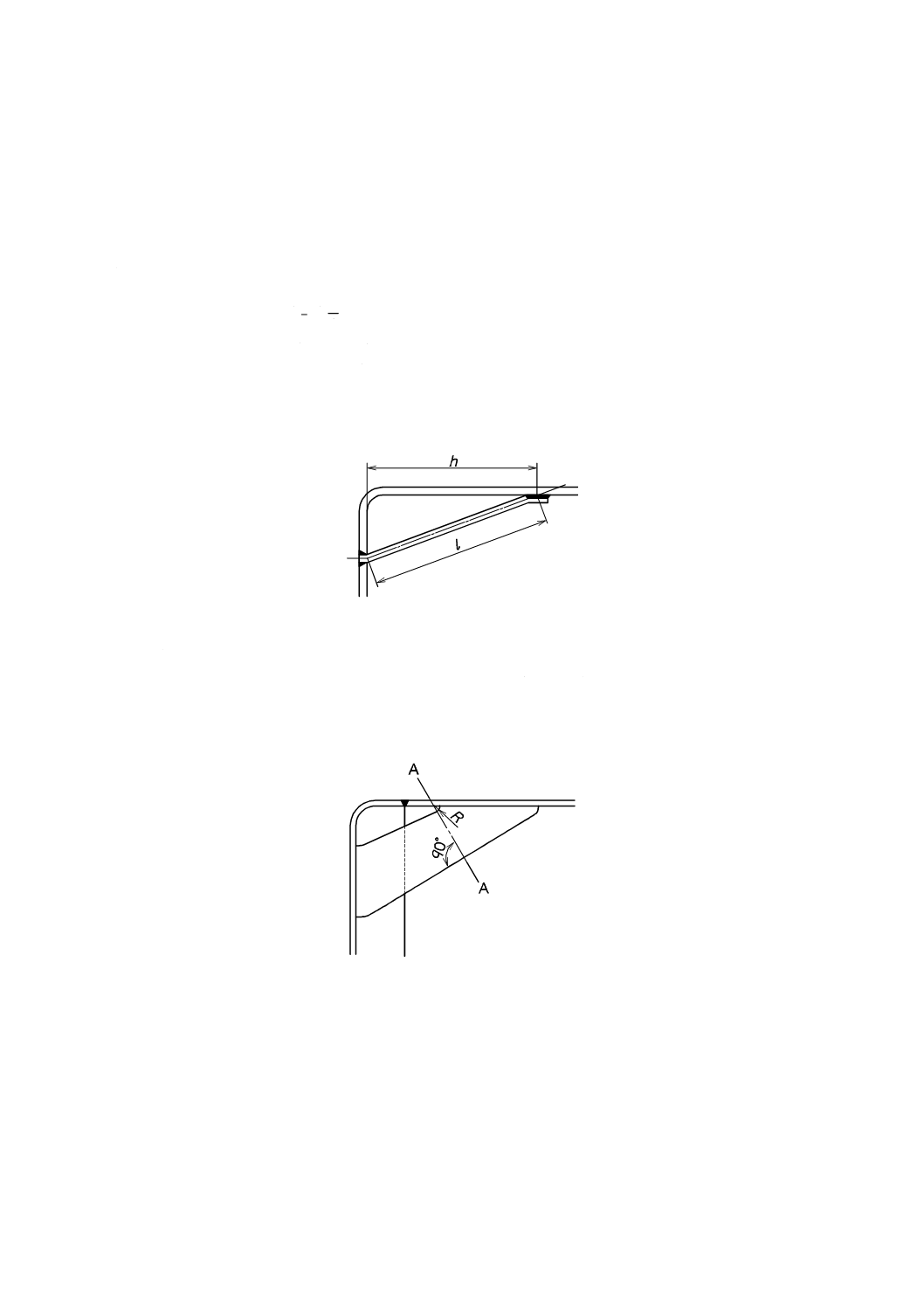
b) マンホールに用いる波形鋼板製カバーの最小厚さはa) による。ただし,a及びbは,図25による。
また,hは,30 mm以上とする。
図25−マンホール波形カバー
6.7.9
補強を必要としない穴
6.7.9.1
一般
胴,管寄せ,鏡板及び平板に設ける穴で6.7.9.2〜6.7.9.4に示す条件を満足するものは,補強を必要とし
ない。ただし,穴の径が200 mmを超えてはならない。
39
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.7.9.2
胴,管寄せなどの円筒部に設けられる穴
a) 管穴又は管穴類似の穴が6.2.5〜6.2.9に適合し,かつ,管群中の最大の穴の径が次の式によって求めた
値以下の場合。
d=8.08[Dts(1−k)]1/3
ここに,
d: 穴の最大径(mm)
D: 胴の外径(mm)
ts: 胴板の厚さ(mm)
k: 次の式によって求められる値。
s
a
82
.1
t
PD
k
η
σ
=
ここに,
P: 最高使用圧力(MPa)
σa: 許容引張応力(N/mm2)
η: 長手継手の効率で,穴が継手を通らないときは1,通るときは
継手の効率とする。
b) 胴,管寄せなどの円筒部に設けられる単独の穴で,穴の径がa) の値以下の場合,又は穴の径が円筒
部の内径1/4以下で,次の条件を満足する場合。
1) 内径61 mm以下のものを溶接で取り付ける場合。
2) 径(ねじ穴では,めねじの谷の径)61 mm以下の穴。
6.7.9.3
鏡板に設けられる穴
a) 皿形,全半球形及び半だ円体形鏡板に設けられる穴の径が6.7.9.2 b) の値以下の場合。この場合,6.7.9.2
a) において,Dは,皿形鏡板及び全半球形鏡板では鏡板の内面の半径に鏡板の厚さを加えた値(mm)
をとり,半だ円体形鏡板では鏡板のフランジの外径(mm)をとる。また,tsは,鏡板の厚さ(mm)
をとる。
b) 鏡板の補強しない穴の位置は,次による。
1) 皿形鏡板の場合 穴の縁は,タンジェントラインによる境界線又は折り込み形マンホールの周囲か
ら鏡板の厚さに等しい距離以下に近づけてはならない。また,水柱管への連絡管取付け穴を除き,
鏡板のすみの丸みの部分にかかってはならない。
2) 半だ円体形鏡板 穴は,鏡板の内径の80 %に等しい円から中心側に配置する。穴の縁は,この円か
ら鏡板の厚さ等しい距離以下に近づけてはならない。
c) 鏡板に補強しない二つの穴があるとき,その中心間の距離は,次によって求めた値以上でなければな
らない。
(
)kd
d
L
−
+
=
1
2
2
1
ここに,
L: 二つの穴の中心間の距離で,鏡板の面に沿って測った値
(mm)
d1,d2: 二つの穴の直径(mm)
k: 6.7.9.2 a) に規定する値
6.7.9.4
平板に設けられる穴
a) 平鏡板,平蓋板などの平板に設けられる穴の径が6.7.9.2 b) に示す値以下の場合。この場合,6.7.9.2 a)
でDには図10のdをとり,kは6.3.7に規定する平板の最小厚さを平板の厚さで除した値とする。
b) 平鏡板,平蓋板などの平板に設けられる穴の径が図10のdの50 %以下で,6.3.7 a) の式でCを2C[図
10 i) 及びj) 以外は,0.75を超えるときは0.75にすることができる。]又は,6.3.7 b) の式で平方根記
40
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
号内を2倍して厚さを計算した場合。
c) 平鏡板,平蓋板などの平板に設けられる穴の径が図10のdの50 %を超える場合で,平板の厚さを6.3.8
b) によって計算した場合。
6.7.10 補強の計算
6.7.10.1 胴板,皿形鏡板,全半球形鏡板,半だ円体形鏡板又は管寄せの場合
胴板,皿形鏡板,全半球形鏡板,半だ円体形鏡板又は管寄せの場合の補強の計算は,次による。
a) 穴の周囲に強め材を取り付けて補強する場合
1) 胴板,皿形鏡板,全半球形鏡板,半だ円体形鏡板又は管寄せに設けられた穴には,他の規定のある
ものを除き,穴の中心を含み穴の面に垂直な断面で,次の式によって求めた面積以上の強め材を取
り付けなければならない。
1.1) 管台の壁が胴などに挿入されている場合
A=(d+2tn)trF
1.2) 管台の壁が胴などに突合せ溶接されている場合
A=dtrF
ここに,
A: 強め材の必要断面積(mm2)。ただし,強め材を溶接で取り付
ける場合で特に必要のあるときは,これに図26の係数Fを乗
じてもよい。
d: 断面に現れる穴の径(mm)
tr: 継目無胴板,管寄せ又は穴のない鏡板の最小厚さ(mm)。た
だし,皿形鏡板において強め材の全部が鏡板の球形部にある
ときは,その球形部と同じ半径の継目無全半球形鏡板の最小
厚さ(mm)。
また,半だ円体形鏡板の場合は,鏡板の中心点を中心とし,
胴の内径の80 %を直径とした円内に強め材の全部がある場合
は,胴内径の90 %に等しい半径の継目無全半球形鏡板の最小
厚さ(mm)。
tn: 管台壁の厚さ(mm)
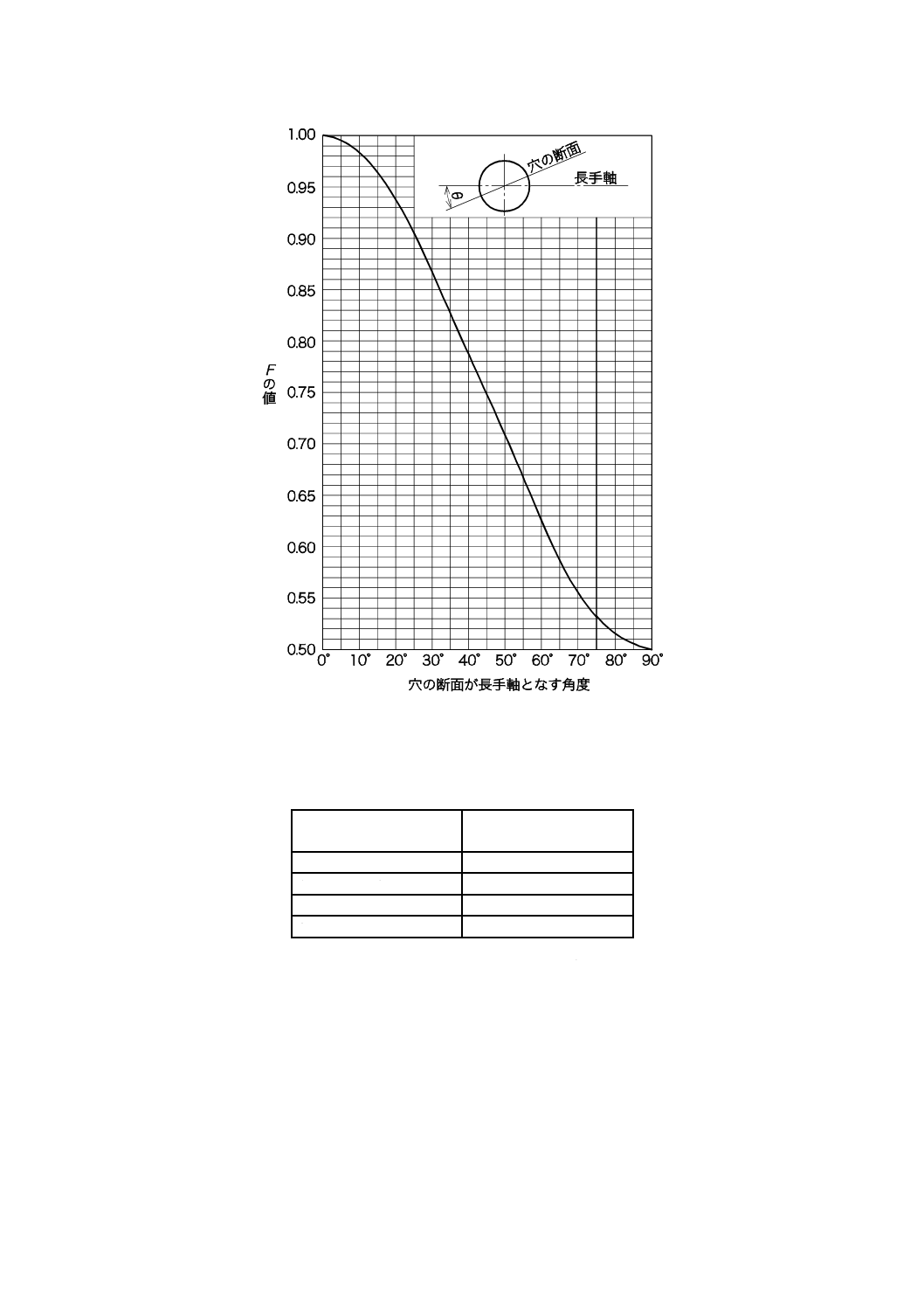
F: 穴の断面が長手軸となす角度によって決まる係数
41
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図26−Fの値(F=1−0.5sin2θ)†
2) 円筒部に設ける穴に対しては,表11に示す径の穴の場合に適用する。
表11−円筒部に設ける穴の径
円筒部の内径
mm
穴の径
1 000未満
内径の1/2以下
1 000以上 1 500未満
500 mm以下
1 500以上 3 000未満
内径の1/3以下
3 000以上
1 000 mm以下
表11の寸法を超える径の穴に対しては,この規定に準じて補強してよいが,この場合には穴の周
辺の応力集中を避けるような構造とし,また,検査についても特別の考慮を払わなければならない。
b) 鏡板の穴の周囲をフランジに折り込んで補強する場合 穴の周囲をフランジに折り込んで補強する
場合には,折り込んだフランジの最小高さは,表12による。
42
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−折り込んだフランジの最小高さ
鏡板の最小厚さt
mm
フランジの最小高さ
38以下
3 t以上
38を超えるもの
t+76以上
6.7.10.2 平板の場合
a) 穴の周囲に強め材を取り付けて補強する場合 6.3.7に規定された平鏡板,蓋板又は底板に径又は最小
スパンの1/2以下の穴を設けるときは,次の面積以上の強め材を取り付けなければならない。ただし,
6.7.9.3による場合は,補強を必要としない。
A=0.5dtr
ここに,
A: 強め材の必要断面積(mm2)
d: 断面に現れる穴の径(mm)
tr: 平板の最小厚さ(mm)
b) 穴の周囲をフランジに折り込んで補強する場合 6.7.10.1 b) による。
6.7.11 補強の有効範囲
補強の有効範囲は,穴の中心を含み,かつ,内外面に垂直な断面上において,内外面に沿う2本の線と
穴の軸に平行な2本の線によって囲まれる範囲とする。
なお,4本の線の長さは,次のa)〜c) による(図27参照)。
a) 内外面に沿う2本の線の長さは,穴の中心線から両側へ測って,次の1) 又は2) のいずれか大きい値
とする。
1) 穴の直径 d
2) 穴の半径Rn,胴又は鏡板の厚さts及び管台の厚さtnの和 Rn+ts+tn
b) 穴の軸に平行な2本の線の長さは,胴などの外面から外側へ測って,次の1) 又は2) のいずれか小さ
い値以下とする。
1) 胴などの厚さtsの2.5倍 2.5 ts
2) 管台の厚さtnの2.5倍と強め材の厚さteとの和 2.5 tn+te
c) 穴の軸に平行な2本の線の長さは,胴などの内面から内側へ測って,次の1) 又は2) のいずれか小さ
い値以下とする。
1) 胴又は鏡板の厚さtsの2.5倍 2.5 ts
2) 内面に突き出した管台の厚さtnの2.5倍 2.5 tn
43
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
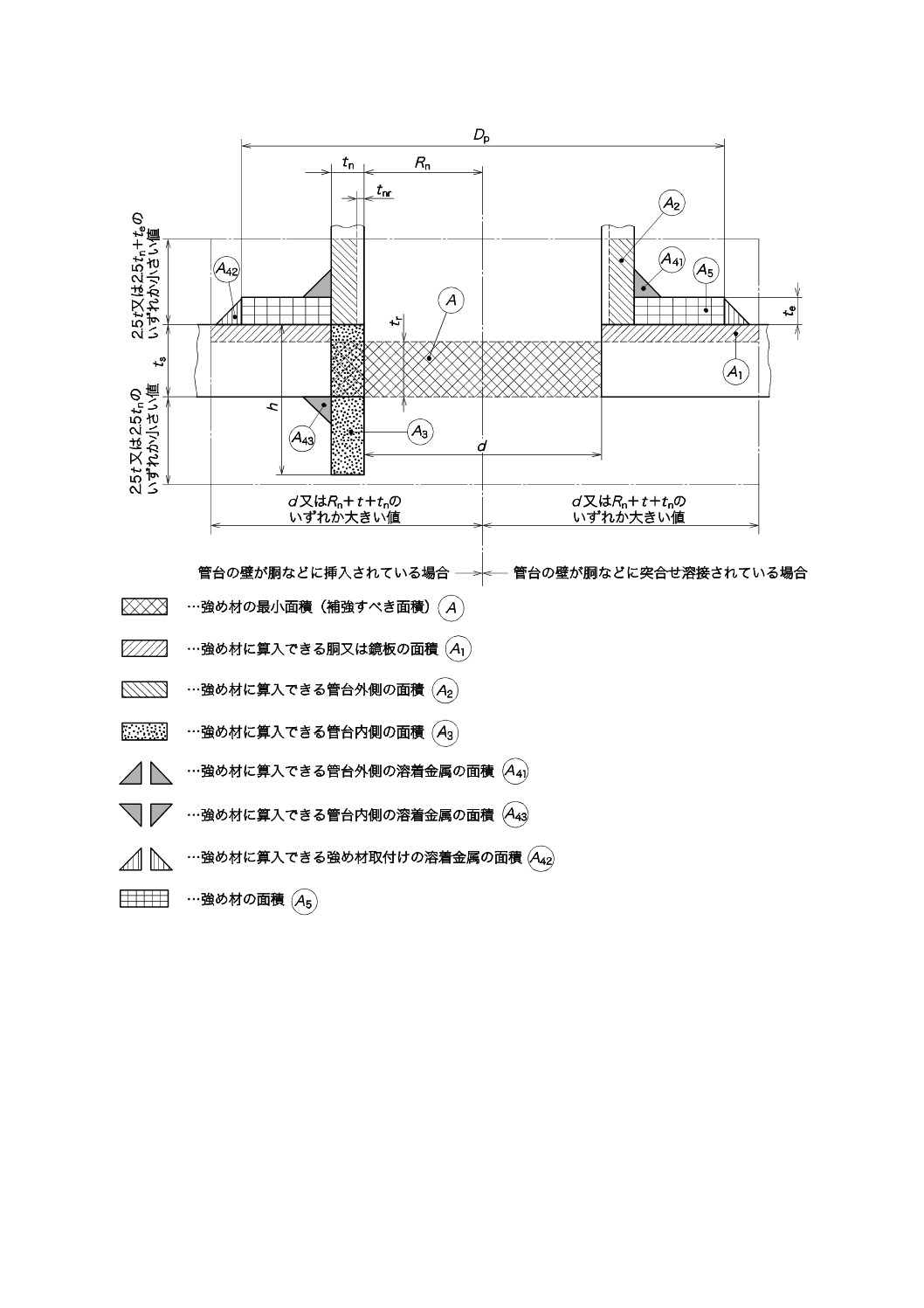
図27−補強の有効範囲†
6.7.12 胴,管寄せ,鏡板及び管台において強め材として算入できる部分の面積
6.7.12.1 管台の壁が胴などに挿入されている場合
補強の有効範囲にある胴,管寄せ,鏡板,平板及び管台において,厚さが最小厚さを超える部分,及び
管台を取り付ける溶着金属は,次のa)〜d) によって強め材に算入できる。
a) 胴,管寄せ,鏡板,平板のうち強め材として算入することができる部分の面積は,次の式によって求
める値のいずれか大きい値とする(図27参照)。
A1=(d−2tn)(ηts−Ftr)
A1=2ts(ηts−Ftr)
44
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
A1: 強め材として算入できる胴又は鏡板の面積(mm2)
η: 穴が胴などの長手継手又は鏡板などの継手(胴を鏡板
に取り付けるものを除く。)にかかる場合は,その継
手効率。これらの継手にかからない場合は1。
ts: 胴又は鏡板の厚さ(mm)
d,tr,tn,Fは,6.7.10による。
b) 強め材として算入できる管台外側の面積は,次の式によって求める値のいずれか小さい値とする。
A2=2(tn−tnr)(2.5ts fr1)
A2=2(tn−tnr)(2.5tn+te) fr1
ここに,
A2: 強め材として算入できる管台外側の面積(mm2)
tnr: 継目のない管台の最小厚さ(mm)で,その管台の取り付け
られる胴についての算式と同じ算式を用いる。
te: 強め材の厚さ(mm)
fr1: 材料の強さによる低減係数で,σn/σvの値。ただし,1.0以下
とする。
σn: 設計温度における管台の材料の許容引張応力(N/mm2)
σv: 設計温度における胴又は鏡板の材料の許容引張応力
(N/mm2)
ts,tnは,a) による。
c) 強め材として算入できる管台内側の面積は,次の式によって求める値とする。
A3=2tn fr1h
ここに,
A3: 強め材として算入できる管台内側の面積(mm2)
h: 胴又は鏡の内面に突き出した補強の有効範囲にある管台の長
さ(mm)
fr1は,b) による。
d) 管台を取り付ける溶着金属のうち,強め材として算入できる面積は,次の1)〜3) による。
1) 管台外側の溶着金属
A41=(溶接脚長)2
2) 管台内側の溶着金属
A43=(溶接脚長)2fr1
3) 強め材を取り付ける溶着金属
A42=(溶接脚長)2fr3
e) 強め材の面積は,次の式による。
A5=(Dp−d−2tn)te fr3
ここに, A41,A42,A43: 強め材として算入できる溶着金属の面積(mm2)
A5: 強め材の面積(mm2)
fr2: 材料の強さによる低減係数で,σn/σv又はσp/σvのいず
れか小さい値。ただし,1.0以下とする。
fr3: 材料の強さによる低減係数で,σp/σvの値。ただし,
1.0以下とする。
σp: 設計温度における強め材の材料の許容引張応力
(N/mm2)
Dp: 強め材の外径(mm)
d,tnは,a) による。
fr1,teは,b) による。
6.7.12.2 管台の壁が胴などに突合せ溶接されている場合
a) 胴,管寄せ,鏡板,平板のうち強め材として算入することができる部分の面積は,次の式によって求
45
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
める値のいずれか大きい値とする(図27参照)。
A1=d(ηts−Ftr)
A1=2(ts+tn)(ηts−Ftr)
ここに, A1,η,ts,tr,tn,d,fr1,F,σn,σvは,6.7.12.1による。
b) 強め材として算入できる管台外側の面積は,次の式によって求める値のいずれか小さい値とする。
A2=2(tn−tnr)(2.5ts fr1)
A2=2(tn−tnr)(2.5tn+te) fr1
ここに, A2,tnr,te,ts,tn,fr1は,6.7.12.1による。
c) 強め材として算入できる管台内側の面積はないので,A3=0とする。
A3=0
d) 管台を取り付ける溶着金属のうち,強め材として算入できる面積は,次の1)〜3) による。
1) 管台外側の溶着金属
A41=(溶接脚長)2fr2
2) 管台内側の溶着金属
A43=0
3) 強め材を取り付ける溶着金属
A42=(溶接脚長)2fr3
e) 強め材の面積は,次の式によって求める。
A5=(Dp−d−2tn)te fr3
ここに, A41,A42,A43,A5,fr2,fr3,σp,Dp,d,tn,fr1,teは,6.7.12.1による。
6.7.13 二つ以上の穴の補強
二つ以上の穴が近接して設けられるときは,次による。
a) 各々の穴は6.7.10によって補強しなければならない。ただし,各々の穴が6.7.9によって補強を必要と
しない場合で6.2.5〜6.2.9によるときは,6.7.10によらなくてもよい。
b) 各々の穴を6.7.10によって補強する場合,補強に有効な面積として同一断面積を二つ以上の穴に対し
て重複して計算してはならない。
c) 隣り合う二つの穴の中心間の距離は,それらの穴の平均直径の31
1倍以上でなければならない。
d) 胴に管穴又はこれに類似の穴の一群があって,これらが補強される場合,隣り合う二つの穴の間の胴
の断面積(胴板内に溶接された管壁の部分を含む。)は,次によって求められる値以上でなければなら
ない(図28参照)。
r
7.0Fpt
A=
ここに,
A: 胴の所要断面積(mm2)
p: 二つの穴の中心間の距離(mm)
tr: 継目無胴の最小厚さ(mm)
F: 図26に示す係数
46
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
c)
図28−胴板の断面積†
6.7.14 強め材の強さ
強め材の許容引張応力が補強されるものの許容引張応力より大きいときは,許容引張応力が等しいもの
とみなし,小さいときは,応力値に逆比例して強め材の断面積を増さなければならない。
6.8
管,管寄せ,管台及びフランジ
6.8.1
煙管の最小厚さ
煙管の最小厚さは,次の式によって求める。
a) 煙管の外径150 mm以下の場合
5.1
6.
68
+
=Pd
t
ここに,
t: 煙管の最小厚さ(mm)
P: 最高使用圧力(MPa)
d: 煙管の外径(mm)
b) 煙管の外径150 mmを超える場合 6.5.3によって求める。ただし,立てボイラの煙突管は,6.5.4によ
って求める。
6.8.2
水管,過熱管,再熱管,エコノマイザ用鋼管などの最小厚さ
水管,過熱管,再熱管,エコノマイザ用鋼管など内部に圧力を受ける鋼管の最小厚さは,次の式によっ
て求める。ただし,外径127 mmを超えるものは6.8.4による。
2
a
005
.0
2
α
σ
+
+
+
=
d
P
Pd
t
ここに,
t: 鋼管の最小厚さ (mm)
P: 最高使用圧力(MPa)(ボイラ本体とエコノマイザとの間に止
め弁がある場合におけるエコノマイザ用鋼管については,給
水に差し支えない圧力)
d: 鋼管の外径 (mm)
σa: 材料の許容引張応力(N/mm2)
α2: 付け代で1 mmとする。ただし,管をころ広げをするものの管
座の長さに25 mmを加えた長さの部分の厚さが表13に示す値
以上の場合及び管寄せ又は胴に溶接(漏止め溶接を除く。)す
るものは,0としてよい。
47
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表13−ころ広げをする管の厚さ
単位 mm
管の外径
厚さ
38.1以下
2.3
38.1を超え
50.8以下
2.6
50.8を超え
76.2以下
2.9
76.2を超え
101.6以下
3.5
101.6を超え
127以下
4.0
6.8.3
煙管の最小厚さの制限
煙管の最小厚さは,表14による。
表14−煙管の最小厚さ
単位 mm
管の外径
最小厚さ
38.1以下
2.0
38.1を超え
50.8以下
2.3
50.8を超え
76.2以下
2.6
76.2を超え 101.6以下
3.2
101.6を超え 127以下
3.5
127を超えるもの
4.0
6.8.4
蒸気管の最小厚さ
蒸気管の最小厚さは,次の式によって求める。ただし,管の外径が600 mmを超えるもの,又は管の厚
さが内半径の1/2を超えるものについては,6.2.2による。
3
a
2
2
α
η
σ
+
+
=
kP
Pd
t
ここに,
t: 蒸気管の最小厚さ(mm)で,鋼管の寸法に負の許容差がある
場合でも,この厚さより小さくなってはならない。
P: 管の使用される箇所での最高使用圧力(MPa)で,0.7 MPa未
満の場合は,0.7 MPaとする。
d: 蒸気管の外径(mm)
σa: 材料の許容引張応力(N/mm2)
η: 溶接管の場合の長手継手の効率で箇条8による。溶接部の強
度減少については,受渡当事者間の協定によって定めた値を
乗じる。
k: 表4による。
α3: 付け代で表15による。
表15−α3の値
管の種類
管の外径
mm
α3の最小値
mm
ねじ込みのもの
34未満
1.65
34以上
ねじ山の高さとする。
ねじを切らないもの
114.3未満
1.65
114.3以上
0
48
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.8.5
波形蒸気管の最高使用圧力
波形蒸気管の最高使用圧力は,波形蒸気管を作る平管に許される圧力とする。ただし,波形を作るため
に波形部の厚さが平管の厚さより小さくなった場合には,小さくなった厚さを平管の厚さとみなす。
6.8.6
主蒸気管
主蒸気管には,適切な伸縮装置を設け,かつ,これを適切な位置に固定して,伸びによる応力が前後の
機器に加わらないようにしなければならない。
また,ドレン抜きを適切な位置に設置する。
6.8.7
給水管の最小厚さ
給水管の最小厚さは,6.8.4の式による。ただし,Pは,次のとおりとし,0.7 MPa未満の場合は,0.7 MPa
とする。
a) ボイラ本体と給水逆止め弁との間では,ボイラの最高使用圧力の1.25倍又はボイラの最高使用圧力に
1.55 MPaを加えた圧力のうち小さいほうの圧力。
b) ボイラの給水逆止め弁とその給水管に取り付けた止め弁又は加減弁との間(バイパスがある場合は,
これを含む。)では,給水に差し支えない圧力。
6.8.8
給水管の最小寸法
給水管の最小寸法は,表16による。
表16−給水管の最小寸法
伝熱面積
給水管の最小寸法
10 m2以下
呼び径15 A
10 m2を超えるもの
呼び径20 A
6.8.9
ブロー管の最小厚さ
ボイラ本体からブロー弁(ブロー弁が2個ある場合にはボイラ本体から遠いもの。)までのブロー管の最
小厚さは6.8.4の式による。ただし,Pは,ボイラの最高使用圧力の1.25倍又はボイラの最高使用圧力に
1.55 MPaを加えた圧力のうち小さいほうの圧力とし,0.7 MPa未満の場合は0.7 MPaとする。
6.8.10 ブロー管の大きさ
ボイラの底部に取り付けるブロー管(鋳物の場合は,ブロー弁に取り付く部分の寸法)の大きさは,表
17による。
表17−ブロー管の大きさ
伝熱面積
ブロー管の大きさ
10 m2以下
呼び径20A以上65A以下
10 m2を超えるもの
呼び径25A以上65A以下
6.8.11 エコノマイザ用鋳鉄管の最小厚さ
エコノマイザ用鋳鉄管の最小厚さは,次の式によって求める。
4
a
2.1
2
α
σ
+
−
=
P
PD
t
ここに,
t: 鋳鉄管の最小厚さ(mm)
P: 給水に差し支えない圧力又は逃し弁の吹出し圧力(MPa)
D: 鋳鉄管の内径(mm)
σa: 材料の許容引張応力(N/mm2)
49
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
α4: 付け代
− ひれ付きでないもの ········· 4 mm
− ひれ付きのもの ··············· 2 mm
6.8.12 円筒形管寄せの最小厚さ
円筒形の管寄せの最小厚さは6.2.2による。ただし,附属設備としてのエコノマイザ用の場合は,Pは給
水に差し支えない圧力とする。
6.8.13 長方形管寄せ
断面が長方形の管寄せは,次による。
a) 四辺形断面のすみにおける内面の曲がりの半径は,管寄せの厚さの1/3より大きくし,8 mm以上とし
なければならない。
b) 直管部の最小厚さは,次の式によって求めた値のうちいずれか大きいほうをとる。ただし,内面の曲
がりの半径がm/5以上であるときは,求めた値から10 %を減じることができる。
a
2
1
a
5.4
2
σ
η
η
σ
P
b
n
P
t
+
=
······························································ (1)
(
)
2
2
a
a
5.1
2
n
mn
m
P
Pn
t
+
−
+
=
σ
σ
······················································ (2)
ここに,
1
1
1
p
d
p−
=
η
形状及び寸法が同一の穴が同一線上にある場合は,η2は次の式によって求める。
1
1
2
3
1
mp
hd
p
d+
−
=
η
だ円形穴又は円形穴の場合及び長方形穴でm
h
2
≦0.6の場合
1
1
2
3
2.0
1
mp
hd
p
d−
−
=
η
長方形穴でm
h
2
>0.6の場合
n
m
n
m
a
ma
b
+
+
−
−
=
3
3
2
3
1
2
1
(絶対値をとる。)
ここに,
t: 穴をもつ側の最小厚さ(mm)
P: 最高使用圧力(MPa)。ただし,附属設備としてのエコノマイ
ザ用の場合は給水に差し支えない圧力。
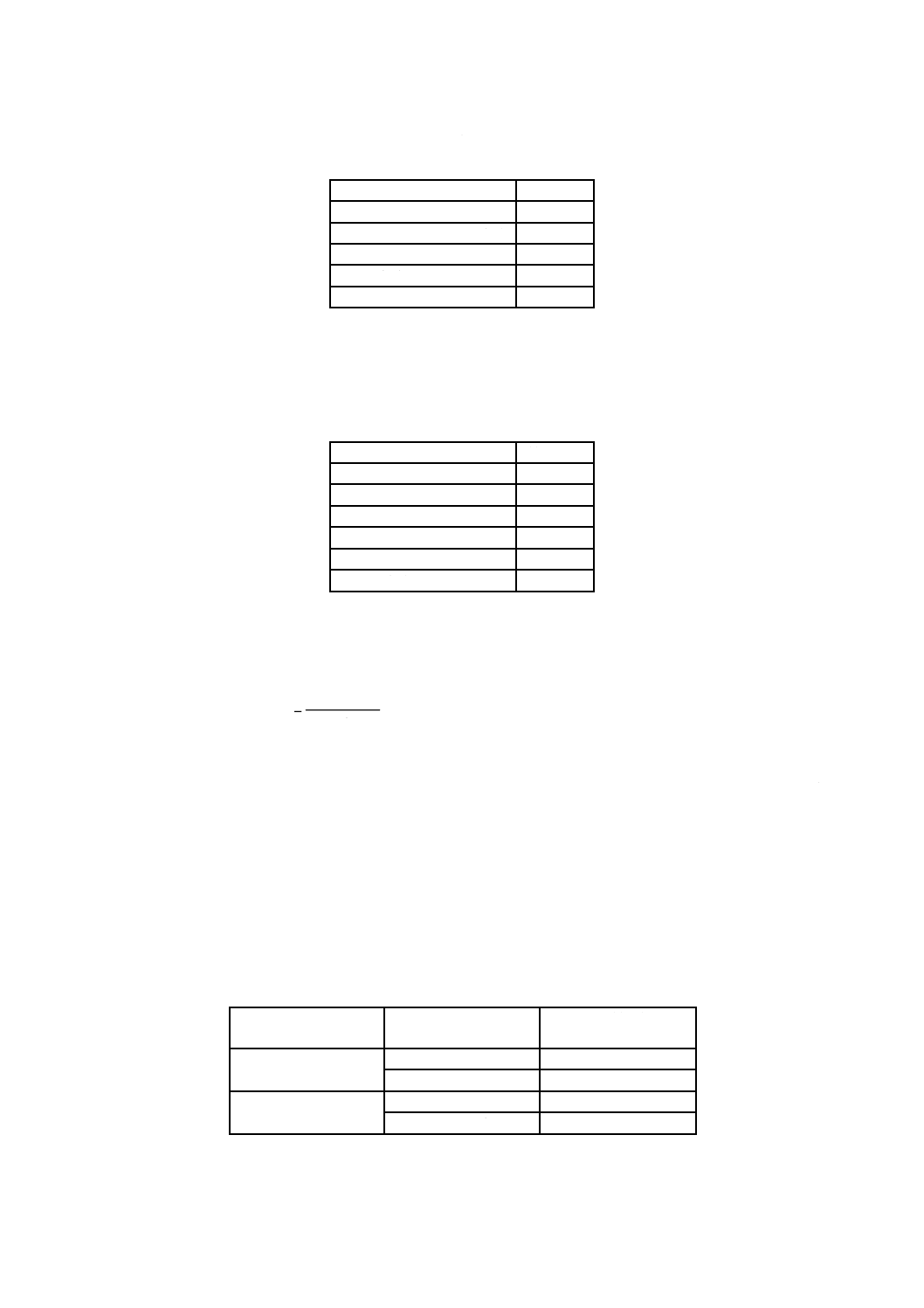
σa: 材料の許容引張応力(N/mm2)
2m: 図29に示す内のり幅(mm)
2n: 図29に示す内のり幅(mm)
a: 穴の中心と内側面との距離(mm)
d: 管寄せの長手方向に測った穴の幅(mm)(図30参照)
h: 管寄せの長手方向に直角に測った穴の幅(mm)(図30参照)
p1: 穴の長手ピッチ(mm)で,穴のピッチが均一でないときはそ
の平均をとる。穴が斜めに設けられた場合は,長手方向又は
斜め方向のピッチのうち小さいほうをとる。ただし,斜め方
向のピッチをとった場合は,bの値にcos αを乗じて計算する
(図31参照)。
形状及び寸法が異なる穴が同一線上にある場合は,η2は,次の式によって求める(図32参照)。
B
A32
2
+
=
η
(C≦0.6の場合)
B
A32
2.0
8.0
2
−
+
=
η
(C>0.6の場合)
50
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
1
p
d
p
A
−
=
の平均値
1
2mp
hd
B=
の平均値
m
h
C
2
=
の平均値
図29−長方形管寄せ
図30−管寄せ穴の寸法
図31−管寄せ穴のピッチ
図32−管寄せ穴の寸法及びピッチ
c) 穴がない場合には,b) の式(2)によって求める。
d) 波形管寄せの波形部の穴がある側の最小厚さは,b) の式(1)及び式(2)においてσaを直管の場合の4/3
倍として求めた値のうち大きい値をとる。
e) 長さが幅の5倍以下のときは6.3.7及び6.3.8による。
f)
内面における溝形のきずは,その深さが肉厚の20分の1(その値が0.8 mmを超えるときは,0.8 mm)
を超えない。
6.8.14 管台の最小厚さ
管台の円筒部分の最小厚さは6.2.2の式によって求め,かつ,管台にかかる他の外力に対して十分考慮し
51
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
て求めなければならない。
最高使用圧力は,管台の取り付けられる胴の最高使用圧力以上とする。ただし,給水管,ブロー管を取
り付ける管台の場合は,胴の最高使用圧力の1.25倍以上とする。
また,いかなる場合でも管台の最小厚さは,鋳鋼品の場合は8 mm,鋳鉄品の場合は11 mmより小さく
してはならない。
6.8.15 フランジ
ボルト締めフランジは,JIS B 2220及びJIS B 2239に規定するもの(材料に係る部分は,箇条4による。)
でなければならない。規格フランジを使用しない場合には,JIS B 8265の附属書G〜附属書Jに規定する
フランジの応力計算方法による。ただし,安全上必要な強度をもつフランジについては,この限りでない。
6.8.16 差込み溶接継手
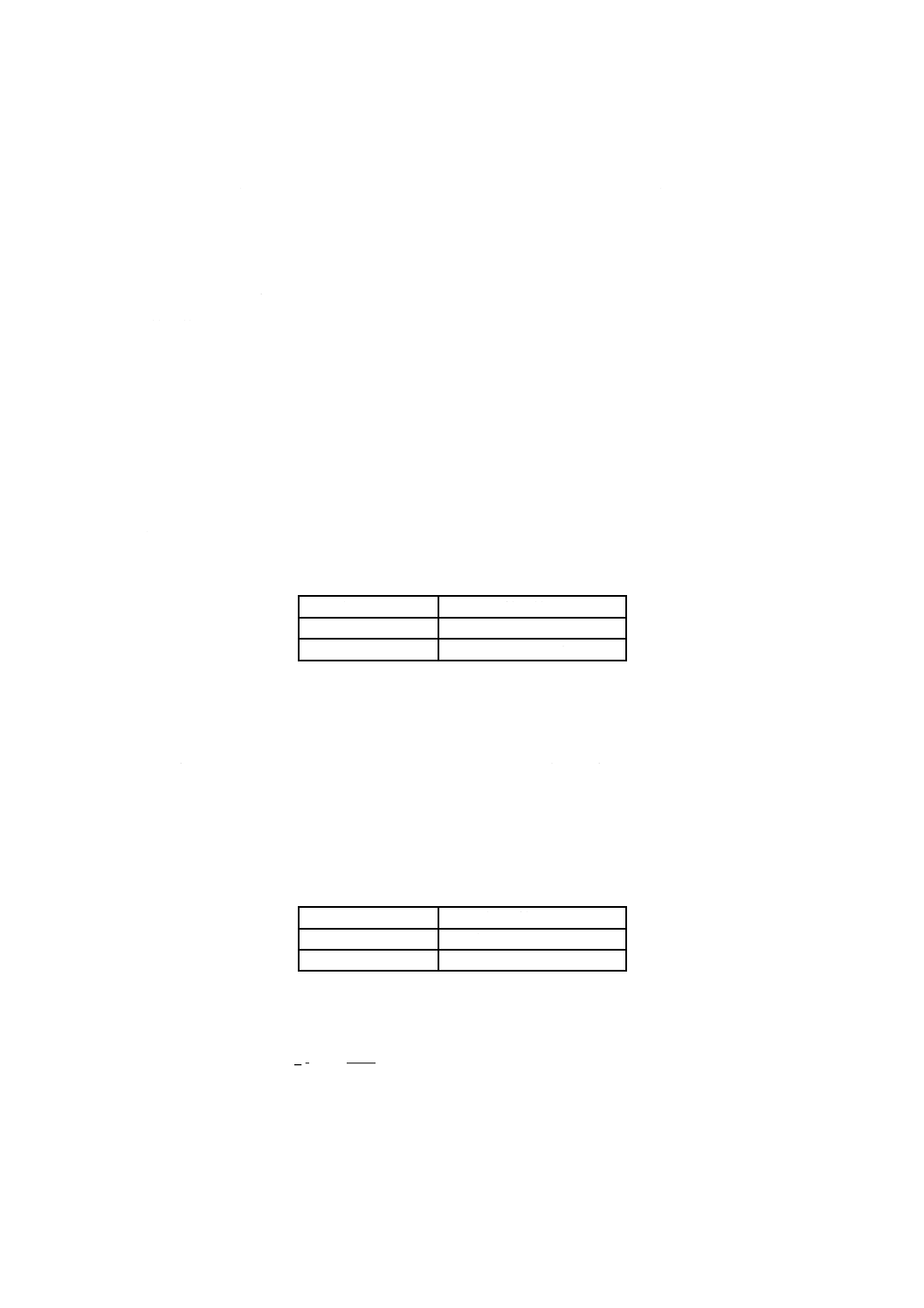
バルブその他の附属品と管との差込み溶接継手は,管の外径が90 mm以下で,差込み長さが6.5 mm以
上,溶接前の管の端とソケットの内部の突出し部との間の隙間が1.6 mm以上,差し込まれる部分の肉厚
が管の呼び厚さの1.09倍以上で,すみ肉溶接の実際のど厚が管の呼び厚さの0.77倍以上の場合には,溶接
部が450 ℃以上の燃焼ガスに触れない限り溶接してよい(図33参照)。
単位 mm
図33−差込み溶接継手
6.8.17 管,管台などの取付け
管,管台,強め材などを胴,鏡板,管寄せなどに取り付ける場合は,次による。
a) 溶接による場合 溶接による場合は,8.2.6による。
b) 植込みボルトによる場合 植込みボルトによる取付けの場合には,胴に適切に取り付けられた板,取
付け物などの表面は,機械仕上げした平らな面でなくてはならない。ねじ下穴の深さは,板の厚さの
3/4以下でなければならない。ただし,この場合,当て板を当てることによって必要最小厚さを保つ
ようにするならば,この限りでない。また,ねじ込みの長さは,植込みボルトの径より小さくてはな
らない。
c) ねじによる場合 管,その他これに類するものをねじによって取り付ける場合,取り付ける管又は管
台の管の端の厚さは,表15のα3の値以上とする。また,ねじは,JIS B 0203の規定に適合しなけれ
ばならない。ただし,この場合,管は胴板の湾曲を考慮に入れて,表18に示す最小ねじ山数だけかみ
あっていなければならない。表18に示す板の厚さ,ねじ山数などの条件を満たすために,又は必要に
応じて補強を行うために,適切な当て板,取付け物などを胴板に当てることができる。
なお,検査穴などのねじ込みプラグ及びねじ込み蓋を除き,最高使用圧力が0.7 MPa以上の場合に
52
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は,外径90 mm以上のねじ継手は使用してはならない。
表18−ねじによる取付けのねじ山数と板の最小厚さ
管の外径
mm
ねじ山数
板の最小厚さ
mm
21.7,27.2
4
11
34,42.7,48.6
5
16
60.5
6
18
76.3,89.1,101.6
8
26
114.3,139.8,165.2
10
32
216.3
12
39
267.4
13
42
318.5
14
45
d) ころ広げによる場合 外径150 mm以下の管は,7.11又は7.12の方法で,ころ広げによって取り付け
ることができる。
6.8.18 管台取付けの強さ
管台を胴又は鏡板に取り付ける強さは,管台,フランジのコーキング又は漏止め溶接を施す外周(フラ
ンジの外側でコーキングする場合はフランジの外径,内側でコーキングする場合は内径)内の面積に最高
使用圧力を乗じた引張力に対して耐えるものとし,その取付けの強さは,8.2.6による。
7
工作
7.1
一般
a) ボイラ耐圧部に使用する材料は,材料検査成績書(ミルシート)と対照できるような方法によって,
ボイラ完成時点でも識別できるよう管理する。
b) ボイラは,材料の特性を損なわない適切な方法によって製作する。
なお,ボイラの製作過程で材料の機械的性質が損なわれる場合には,製作終了後に回復のための措
置を講じることができる。
c) 材料の切断,形成,その他の加工は,材料の特性を損なわず,かつ,使用上有害な欠陥を生じないよ
うな方法によって行う。
なお,加工によって材料に有害な特性部又は欠陥部が生じる場合には,回復又は除去の処置を講じ
ることができる。
7.2
板の切断
板は切削,せん断などの機械的方法又はガス若しくはアークによって切断する。ガス又はアークによっ
て切断した板をそのまま溶接する場合には,端口がよくならされていて,溶けかすその他の有害な付着物
があってはならない。
7.3
胴板端の加工
胴板の長手継手端は,機械によって一様に曲げなければならない。
7.4
局部加熱
板の局部加熱は,赤熱部以外に変形を生じないように行わなければならない。
7.5
胴及び鏡板の真円度
真円度は,軸に垂直の同一断面での最大内径と最小内径との差の割合をいい,次による(図34参照)。
53
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
100
n
min
i
max
i
e
×
−
=
D
D
D
f
(%)
ここに,
fe: 真円度
Di max: 最大内径(mm)
Di min: 最小内径(mm)
Dn: 呼び内径(mm)
図34−真円度計測法†
a) 内面に圧力を受ける胴 内面に圧力を受ける胴の真円度は,その断面における呼び内径の1 %(呼び
内径が2 000 mmを超える場合は,最大内径と最小内径との差は最大20 mm)を超えないものとする。
なお,直径は内径又は外径で測定してもよいが,外径で測定した場合は,その断面における板厚を
考慮して修正する。
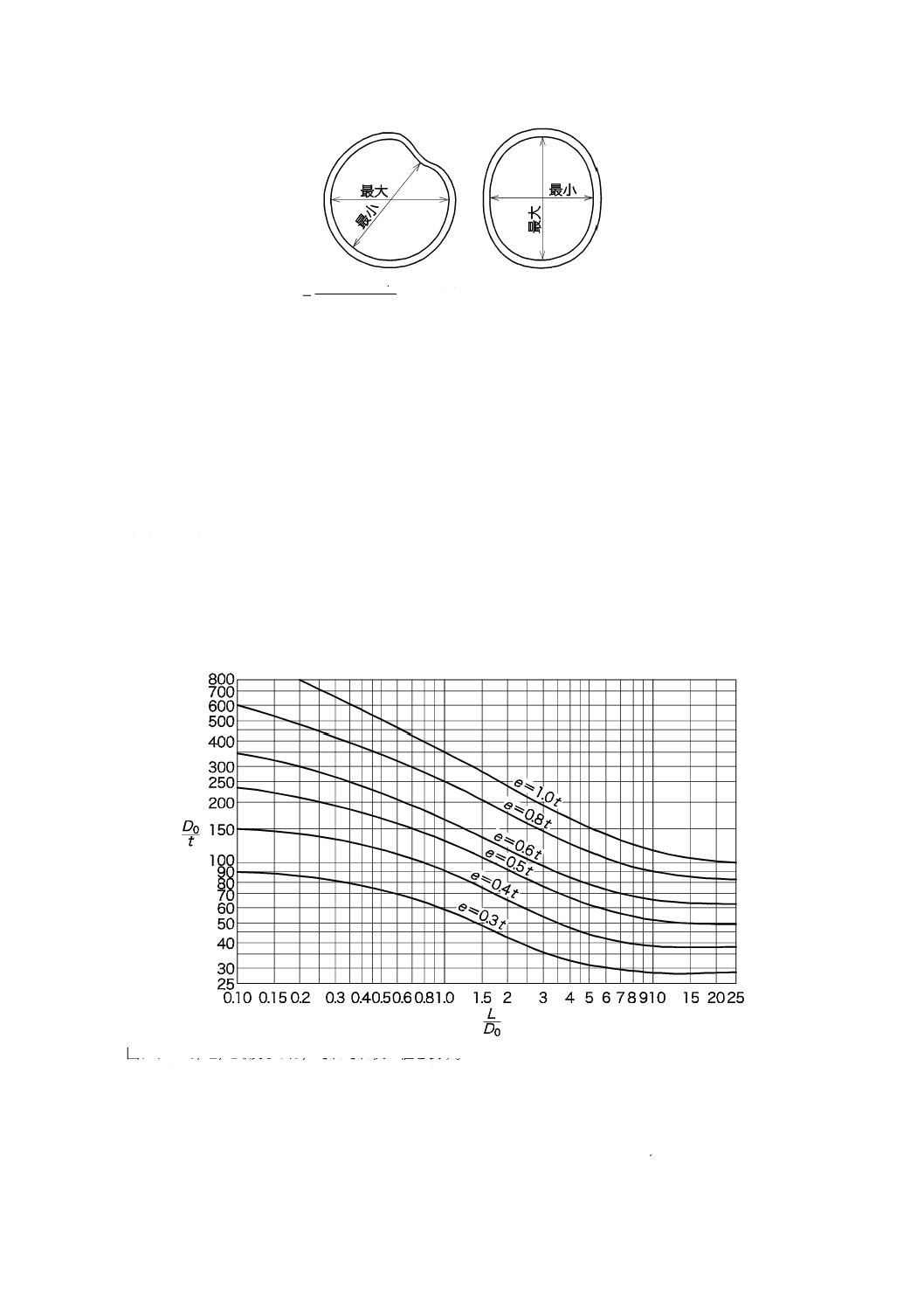
b) 外面に圧力を受ける胴 外面に圧力を受ける胴の真円度は,その断面における真円に対する“+”又
は“−”の最大偏差(mm)が,図35から求められるeの値以下でなければならない。
c) 鏡板 鏡板フランジ部外径の真円度は,a) 又はb) に準じる。ただし,この場合において,“最大内径”
は“最大外径”に,“最小内径”は“最小外径”に読み換える。
図において,L,D0及びtは,それぞれ次の値を表す。
L:
D0:
t:
鏡板の間(強め輪がある場合においては,鏡板と強め輪との間又は強め輪と強め輪との間)の距離(mm)
胴の外径(mm)
胴の板の厚さ(板の厚さが異なる場合には,薄いほうの板の厚さ(mm)
図35−外面に圧力を受ける胴の真円からの最大許容差e †
54
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
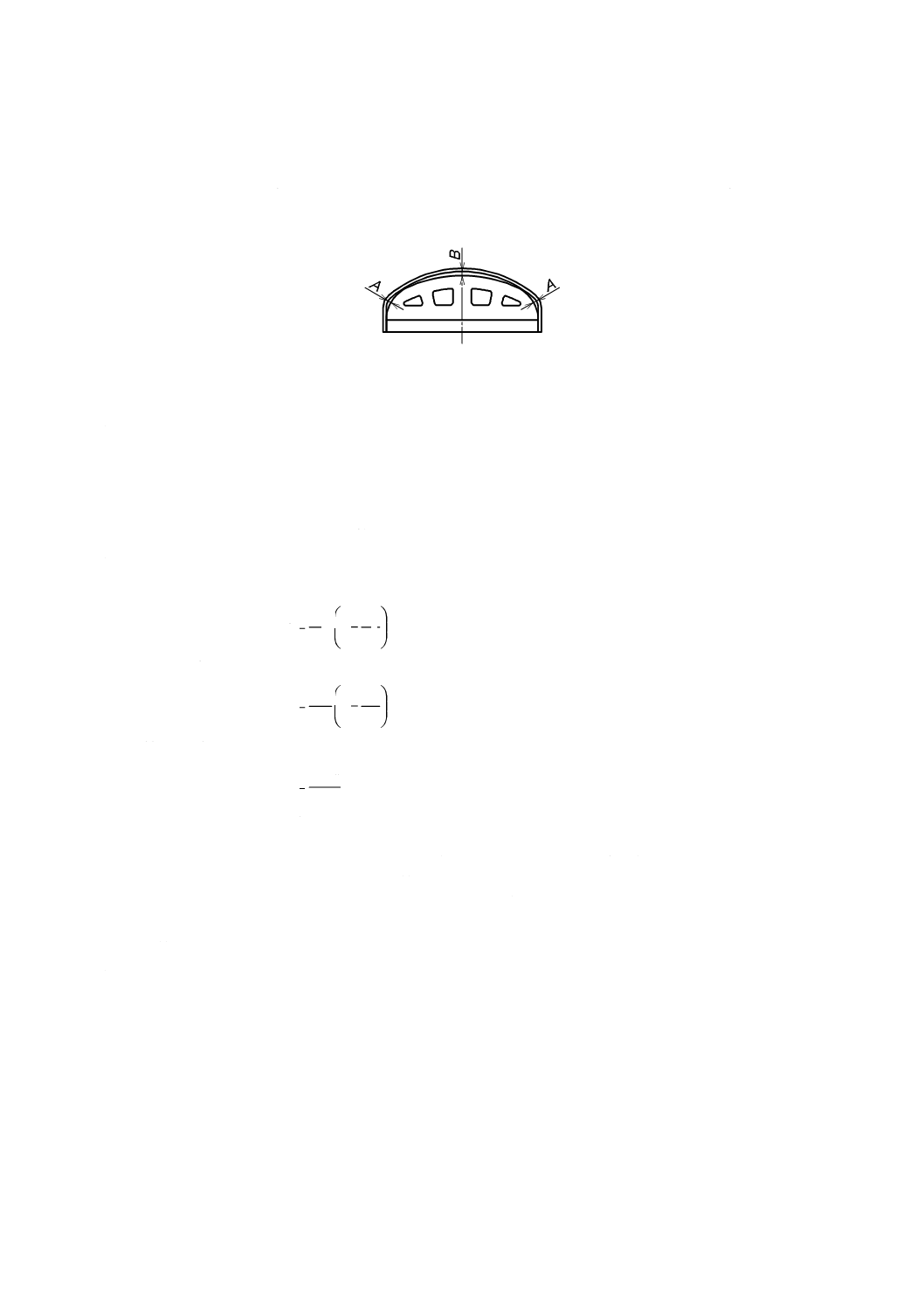
7.6
皿形鏡板又は半だ円体形鏡板の隙間
皿形鏡板又は半だ円体形鏡板の形状は,正確な寸法をもつ図36のような型板を用いて調べ,A又はB
のような隙間の最大が,鏡板フランジ部の内径の1.25 %以下でなければならない。また,鏡板のすみの丸
みの半径は,設計寸法以上とする。
図36−鏡板の偏差計測方法
7.7
冷間加工後の熱処理
a) オーステナイト系ステンレス鋼で製作された耐圧部品のうち冷間加工された部位は,次の1) 及び2)
の条件下にある場合,表19に示す最低熱処理温度以上の温度で厚さ25 mm当たり20分間(最低10
分間)を保持時間とする熱処理を行わなければならない。
1) 最終加工温度が,表19に示す最低熱処理温度未満である場合
2) 最高使用温度及びb) によって算定される加工後の伸び率が,表19に示す制限値を超える場合
b) a) で使用する加工後の伸び率は,次の1)〜3) の式によって求める。
1) 板から胴又は管を加工する場合
−
=
o
f
f
1
50
R
R
R
t
ε
2) 板から鏡板を加工する場合
−
=
o
f
f
1
75
R
R
R
t
ε
3) 管を曲げ加工する場合
R
r
100
=
ε
ここに,
R: 管の中心曲げ半径 (mm)
Rf: 加工後の平均半径 (mm)
Ro: 加工前の平均半径(平板の場合は無限大とする。)(mm)
r: 管の呼び外径の1/2(mm)
t: 加工前の板又は管の呼び厚さ(mm)
ε: 加工後の伸び率(%)
c) b)で算定された値が,表19に示す限界伸び率の値を超えない場合は,熱処理を行う必要はない。
d) b)で算定された値が,表19に示す限界伸び率の値を超えた場合であっても,冷間加工とクリープ強度
低下を考慮した厚さを選定した場合には,熱処理を行う必要はない。
なお,加工度と強度低下の相関については,受渡当事者間の協定によって決定する。
55
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表19−冷間加工後の限界伸び率及び熱処理要求事項
材料の種類
低温域における条件
高温域における条件
最低熱処理温度a), b)
℃
最高使用温度
限界伸び率
%
最高使用温度
限界伸び率
%
SUS304,SUS304H
580 ℃を超え
675 ℃以下
20
675 ℃を超え
る温度
10
1040
SUS309,SUS309S
1095
SUS310,SUS310S
1095
SUS316,SUS316H
1040
SUS321,SUS321H
540 ℃を超え
675 ℃以下
15 c)
1040
SUS347,SUS347H
15
1040
NCF690B
580 ℃を超え
650 ℃以下
20
650 ℃を超え
る温度
1040
NCF800B
595 ℃を超え
675 ℃以下
15
675 ℃を超え
る温度
980
NCF800HB
1120
注a) 熱処理温度からの冷却速度の制限はない。
b) 熱処理温度は,最低熱処理温度に85 ℃(SUS347及びSUS347Hの場合は140 ℃)を加えた温度を超えない
ことが望ましい。
c) 外径が89 mm未満の単純な曲げ管については,限界伸び率を20 %とする。
加工後の伸び率が7.7 b) の式によって求められない場合の限界伸び率は,表19に示す値の1/2とする。
7.8
鏡板のフランジの厚さ
ステーなし鏡板のフランジを胴にはめ込むために削る場合に,フランジの仕上り厚さは,穴のない鏡板
の計算上必要な厚さの90 %より小であってはならない。削る場合は,削らない部分との間に急な厚さの差
を生じないように板厚差の3倍以上の長さにわたって勾配を設けなければならない。
7.9
管穴
管穴は,ドリルによってあけ,板の両面とも鋭い縁はやすりなどで取り去らなければならない。管板の
厚さが管をころ広げによって支えられるに十分な厚さ以上のときは,管穴の一部を広げてもよい。
7.10 ステーボルト穴
胴,鏡板,その他のもののステーボルト穴の穴あけは,ドリルによってあけなければならない。ただし,
板厚8 mm未満のものは,所要の径より3 mm以上小さく打ち抜いてから,ドリルで所要の径に穴あけし
てもよい。
板厚8 mm以上のものは,打抜きしてはならない。
7.11 煙管の取付け
煙管の取付けは,次による。
a) 取付けは,図37に示す方法による。
b) ころ広げによって煙管を管板に取り付ける場合は,ころ広げを行い,かつ,縁曲げを行う。ただし,
火炎に触れない一端は縁曲げを行わなくてもよい。管の周囲は漏止め溶接を行うことができる[図37
c)参照]。
c) 管穴の縁に開先削りしないで溶接取付けを行う場合は,軽くころ広げを行い,溶接した後,更に軽く
ころ広げを行う。管を管座端から突き出す長さは,管の厚さ以上(最小3 mm),かつ,管の厚さの2
倍以下(最大6 mm)とする[図37 e) 参照]。
d) 管穴の縁に開先を設けて溶接取付けを行う場合は,管の厚さ以上(最小3 mm),かつ,管板厚さの1/3
以下の深さだけ管穴の縁を開先削りしてもよい。ただし,管を管板面から突き出す長さは,管の厚さ
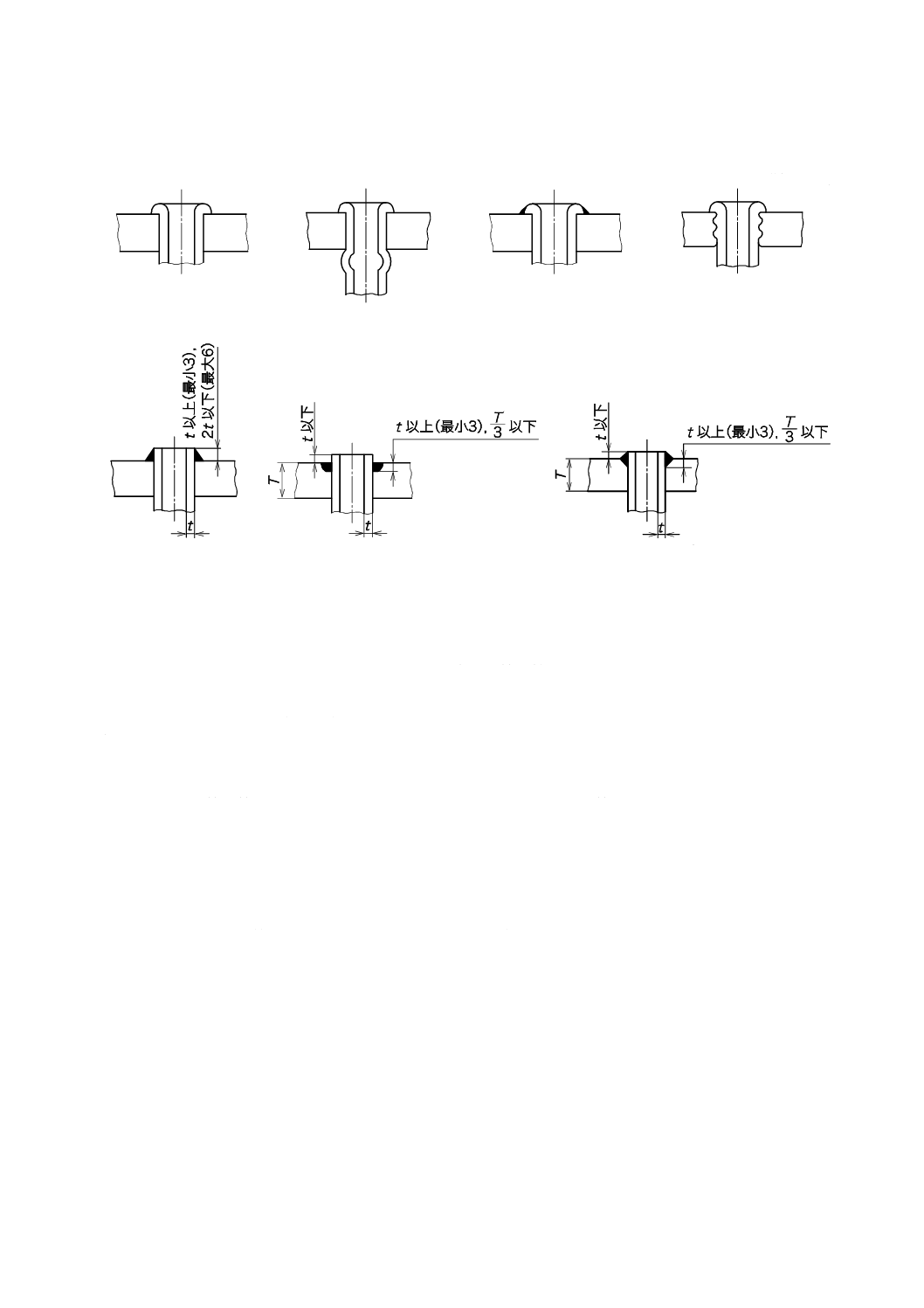
56
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を超えてはならない。溶接の前後には,軽くころ広げを行う[図37 f) 及びg) 参照]。
単位 mm
a)
b)
c)
d)
e)
f)
g)
図37−煙管の取付け†
7.12 水管,過熱管などの取付け
水管,過熱管,再熱管,エコノマイザ用鋼管など内部に圧力を受ける鋼管の取付けは,次のいずれかの
方法によらなければならない。a) 及びc) による場合は,管を管座端から6 mm以上突き出させなければ
ならない。管が管板に斜めに入る場合には,6 mmの寸法は最小突出部に適用する。
a) ころ広げを行った後,管端が管穴径より3 mm以上大きくなるように,らっぱ状に広げる。ただし,
管座に溝を設け,ころ広げの効果が十分であると認められる場合は,らっぱ状に広げなくてもよい。
b) ころ広げを行い,かつ,のど厚が8 mm以下の漏れ止め溶接を行った後,更に軽くころ広げを行う。
この場合,管を管座端から突き出す長さは,溶接に必要な長さで,管の厚さ以上(最小3 mm)とす
る。
c) ころ広げを行い,かつ,縁曲げを行う。可燃性物質などを熱媒として用いるボイラでは,漏止め溶接
を行い,更に軽くころ広げを行う。
d) 管穴に開先を作り,管端を直接溶接によって取り付けるか,又はニップルを同様に溶接によって取り
付けた後,これに管を溶接する。この場合,溶接は箇条8の規定によらなければならない。ただし,
溶接の試験片を作る必要はないが,管板への溶接部は溶接後熱処理を行わなければならない。
なお,放射線透過試験は必要としない。
7.13 溶接部の管穴
溶接後熱処理を行い,放射線透過試験に合格した場合には,溶接部に管穴を設けてもよい。放射線透過
試験は,穴の中心から測って両側に穴の径の1.5倍以上の範囲について行わなければならない。これらの
条件を満たさない溶接部では,管穴は,溶接金属の縁から6 mm以上離さなければならない。
7.14 棒ステー端の熱処理
棒ステー端部にねじを切るために据え込んで太くする場合は,熱処理しなければならない。
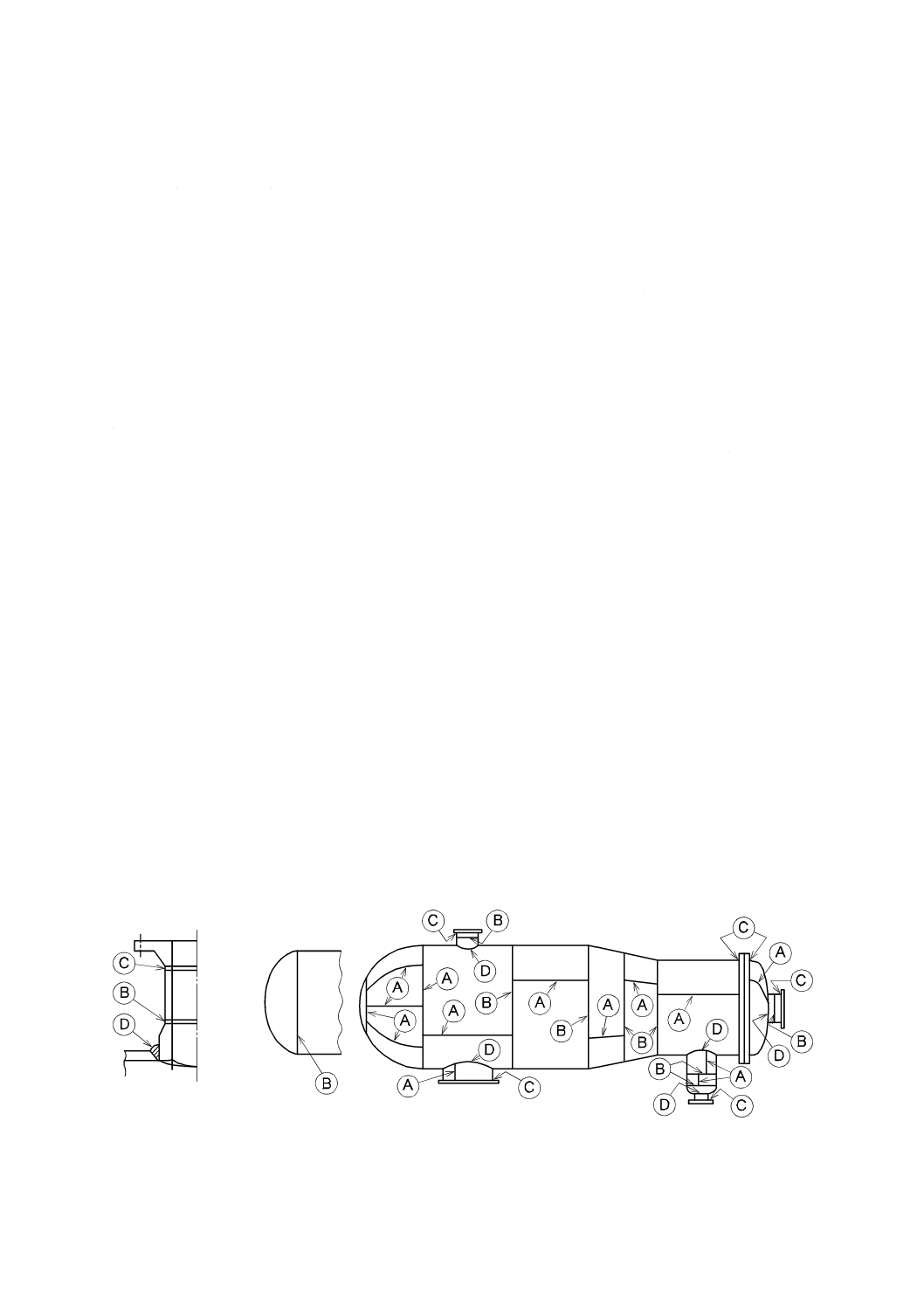
57
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.15 据付け要領
ボイラの据付けは,ボイラの膨張を妨げないようにしなければならない。
7.16 支え金具又はつり金具の取付け
ボイラ据付け用の支え金具又はつり金具をボイラに取り付けるときは,次によらなければならない。
a) 支え金具又はつり金具は,取付け箇所に密着しなければならない。
b) 支え金具又はつり金具を植込みボルトで取り付けるときは,その許容せん断応力及び許容破砕応力は,
それぞれ材料の許容せん断応力及び許容破砕応力の32 %以下としなければならない。ただし,材料の
許容せん断応力は4.6によって,許容破砕応力は許容引張応力の1.8倍とする。
なお,植込みボルトのねじのピッチは,2.5 mm以下でなければならない。
c) 支え金具又はつり金具は,取付け部全周をすみ肉溶接とすることができる。この場合には,放射線透
過試験は必要としない。
7.17 ブロー管の防護
底部ブロー管が燃焼ガスに触れる位置に取り付けられるときは,耐火れんがその他の熱絶縁体でこれを
防護しなければならない。この場合,ブロー管の検査に差し支えないようにしなければならない。
また,ブロー管が壁を貫通する箇所は,全てボイラ及びブロー管が自由に膨張できるようなものとしな
ければならない。
7.18 鋼材及びコンクリートの防護
ボイラを支える鉄骨構造は300 ℃以上,コンクリートは200 ℃以上に熱せられないようにしなければな
らない。
8
溶接
8.1
一般
溶接は,著しい曲げ応力が生ずる部分を避けなければならない。
ボイラ及び附属設備の圧力を受ける部分の溶接については,8.2〜8.6,9.1及び9.2による。ただし,圧
縮応力だけが生じる部分の溶接については,この限りではない。
8.2
溶接設計
8.2.1
溶接継手の位置による分類
ボイラ及び附属設備の圧力を受ける部分の溶接継手は,継手の位置によって次のA,B,C及びDに分
類し,その代表的な適用例を図38に示す。
図38−溶接継手の位置による分類†
58
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 分類A 次に示す溶接継手は,分類Aの継手とする。
1) 円筒胴,円すい胴,管台,マンホール,ドームなどの圧力を受ける部分にある長手継手
2) 球形胴,皿形鏡板,半だ円体形鏡板,平鏡板又は蓋板にある全ての溶接継手
3) 全半球形鏡板を円筒胴,円すい胴,管台,マンホール,ドームなどに取り付ける周継手
b) 分類B 次に示す溶接継手は,分類Bの継手とする。
1) 円筒胴,円すい胴,管台,マンホール,ドームなどの圧力を受ける部分にある周継手で,円すい胴
の大径端,小径端において円筒胴又はノズルネックを接合する溶接継手を含む。
2) 全半球形鏡板以外の皿形鏡板,半だ円体形鏡板を円筒胴,円すい胴,管台,マンホール,ドームな
どに取り付ける周継手
胴,鏡板などに管台,マンホール,ドームなどを取り付けるためのハブがあり,突合せ溶接する
継手は,分類Bとする。
c) 分類C フランジ,スタブエンド,管板又は平鏡板を円筒胴,円すい胴,皿形鏡板,半だ円体形鏡板,
管台,マンホール,ドームなどに取り付ける周継手は,分類Cの継手とする。
d) 分類D 管台,マンホール,ドームなどを円筒胴,球形胴,円すい胴,皿形鏡板,半だ円体形鏡板,
平鏡板又は蓋板に取り付ける溶接継手は,分類Dの継手とする。
8.2.2
溶接継手の種類及びその使用範囲
溶接継手の種類及びその使用範囲は,表20による。
表20−溶接継手の種類及びその使用範囲
分類番号
継手の種類
使用範囲
説明
1
突合せ両側溶接又はこれと
同等以上とみなされる突合
せ片側溶接
制限なし
同等以上のものとみなされるもの
とは,次のものをいう。
1) 裏波溶接,融合インサートを用
いる方法その他によって十分
な溶込みが得られ裏側の滑ら
かなもの。ただし,融合インサ
ートが残っていてはならない。
2) 裏当てを用いて溶接した後こ
れを除去し,つらいち(面一)
に仕上げたもの。
2
裏当てを用いた突合せ片側
溶接で裏当てを残す継手
制限なし
3
分類番号1及び2以外の突
合せ片側溶接継手
呼び厚さ16 mm以下で外径610 mm
以下の分類B及び分類Cの周継手。
4
両側全厚すみ肉重ね溶接継
手
呼び厚さ16 mm以下の分類B及び
分類Cの周継手。
5
片側全厚すみ肉重ね溶接継
手
a) 呼び厚さ16 mm以下で中高面
に圧力を受ける鏡板を胴の内
側にすみ肉溶接で取り付ける
分類Bの周継手。
b) 呼び厚さ6 mm以下で中高面又
は中低面に圧力を受ける鏡板
を内径610 mm以下の胴の内側
にすみ肉溶接で取り付ける分
類Bの周継手。
6
T形溶接継手
分類C及び分類Dの継手。
59
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2.3
溶接継手の効率
計算に用いる溶接継手の効率は,表21による。
表21−溶接継手の効率
分類番号
継手の種類
溶接継手の効率 %
放射線透過試験
を行うもの
放射線透過試験
を行わないもの
1
突合せ両側溶接又はこれと同等以上
とみなされる突合せ片側溶接継手
100
70
2
裏当て金を使用した突合せ片側溶接
継手で当て金を残す場合
90
65
3
分類番号1,2以外の突合せ片側溶接
継手
−
60
4
両側全厚すみ肉重ね溶接継手
−
55
5
片側全厚すみ肉重ね溶接継手
−
45
8.2.4
突合せ溶接継手の開先
a) 継手部の形状・寸法は,図面,溶接施工要領書などによって定めたものでなければならない。
b) 開先面及びその付近の必要な部分は溶接に先立ち,水分,塗料,油脂,ごみ,有害なさび,溶けかす,
その他の有害な異物を除去する。
c) 突合せ溶接継手の端面の食違いは,8.2.1による溶接継手の位置の分類に応じて表22に示す最大許容
値以下とする。
表22−突合せ溶接継手の許容最大食違い†
薄いほうの母材の厚さt
mm
継手の分類
A
B,C及びD
13以下
4
1t
4
1t
13を超え19以下
3.2 mm
4
1t
19を超え38以下
3.2 mm
4.8 mm
38を超え51以下
3.2 mm
8
1t
51を超えるもの
16
1t(最大9.5 mm)
8
1t(最大19 mm)
d) 厚さが異なる板の突合せ溶接を行う場合には,図39による。
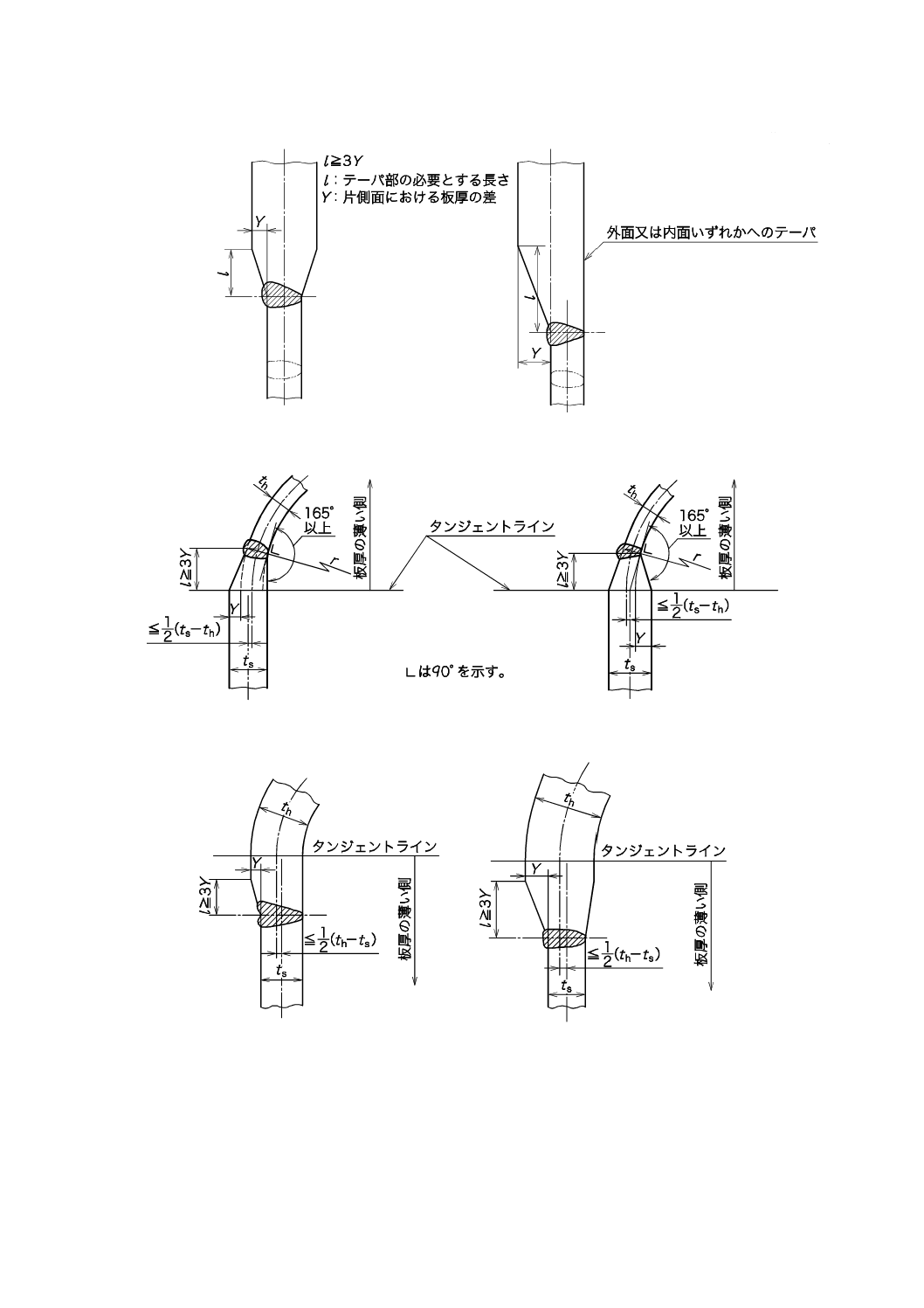
60
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1)
2)
a) 厚さが異なる板の突合せ溶接
1)
2)
b) 半球形鏡板と胴との突合せ溶接
1)
2)
c) 厚さが異なる鏡板と胴との突合せ溶接
図39−厚さが異なる板の突合せ溶接†
8.2.5
両側全厚すみ肉重ね溶接
両側全厚すみ肉重ね溶接は,次による。
61
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 両側全厚すみ肉重ね溶接を行う場合には,板の重ね部を板の厚さの4倍以上(最小25 mm)としなけ
ればならない。
b) a) の場合で,板の厚さが異なる場合には,薄いほうの板の厚さをとる。
c) 重ね溶接を行った場合には,重ね部に,外気に通ずる空気抜き穴を設けなければならない。ただし,
重ねた板の境界部の空気が膨張するおそれのない場合には,この限りでない。
8.2.6
管台,強め材などの溶接
管台,強め材その他これらに類するものを胴又は鏡板に取り付ける場合の溶接は,次による。
a) 管台,強め材その他これらに類するものを胴又は鏡板に取り付ける場合の溶接は,通常,図40による。
ここでtm,tc,t1及びt2は,それぞれ次に掲げる値以上とする。
1) tmは,溶接される部材の厚さのうちいずれか小さいほうの値(その値が19 mmを超えるときは19
mm)をとる。
2) tcは,6 mm又は0.7 tmのいずれか小さいほうの値以上とする(管台が胴又は鏡板の内面よりも突き
出し,その突出し部の周囲に軽くすみ肉溶接を行うもので,突出し部が短いときには,tcの寸法を
更に短縮してもよい。)。
3) t1及びt2は,6 mm又は0.7 tmのいずれか小さいほうの値とし,かつ,t1とt2との和は,tmの1.25倍
以上とする。
b) 溶接部の強さは,次の1) 及び2) に掲げる値以上でなければならない。ただし,図40のa)〜c),g),
h),o-1)〜o-4),s-1),t-1) 及びu-1) については,この限りでない。
1) 管台 管台又は管台フランジ部の溶接部の外周に囲まれる面積に最高使用圧力を乗じて求めた値
2) 強め材 次に掲げる値のうちいずれか小さい値
2.1) 補強の有効範囲内にある強め材の断面積に強め材の許容引張応力を乗じて求めた値
2.2) 次の2.2.1) の値から2.2.2) の値を減じた値
2.2.1) 穴の径(管などを取り付ける場合には,管などを取り付ける前の穴の径とし,スタッド穴の径を
加える。)に継目のない胴又は穴のない鏡板の計算上必要な厚さ,及び胴又は鏡板の許容引張応
力を乗じて得た値
2.2.2) 胴又は鏡板のうち,強め材とみなされる部分の断面積に,胴又は鏡板の許容引張応力を乗じて求
めた値
c) 管台壁のせん断強さ及び管台,強め材,ステーその他これに類するものを胴,鏡板,管寄せなどに溶
接で取り付けた場合の溶接部の強さは,母材の許容引張応力に表23に掲げる定数及び溶接面の面積を
乗じて求めた値とする。この場合において,溶接部の強さは溶接部の穴の中心を含み板の面に垂直な
断面の片側をとる。
d) 管台を胴又は鏡板にはめ込み,管台の断面にせん断力を生ずるように溶接によって取り付けた場合に
は,c) の溶接部の強さのうちせん断に係るものに管台壁のせん断に対する強さを加えることができる。
e) 強め材を穴の縁付近以外に取り付ける溶接は,その一部又は全部を補強の有効範囲外にあっても差し
支えない。
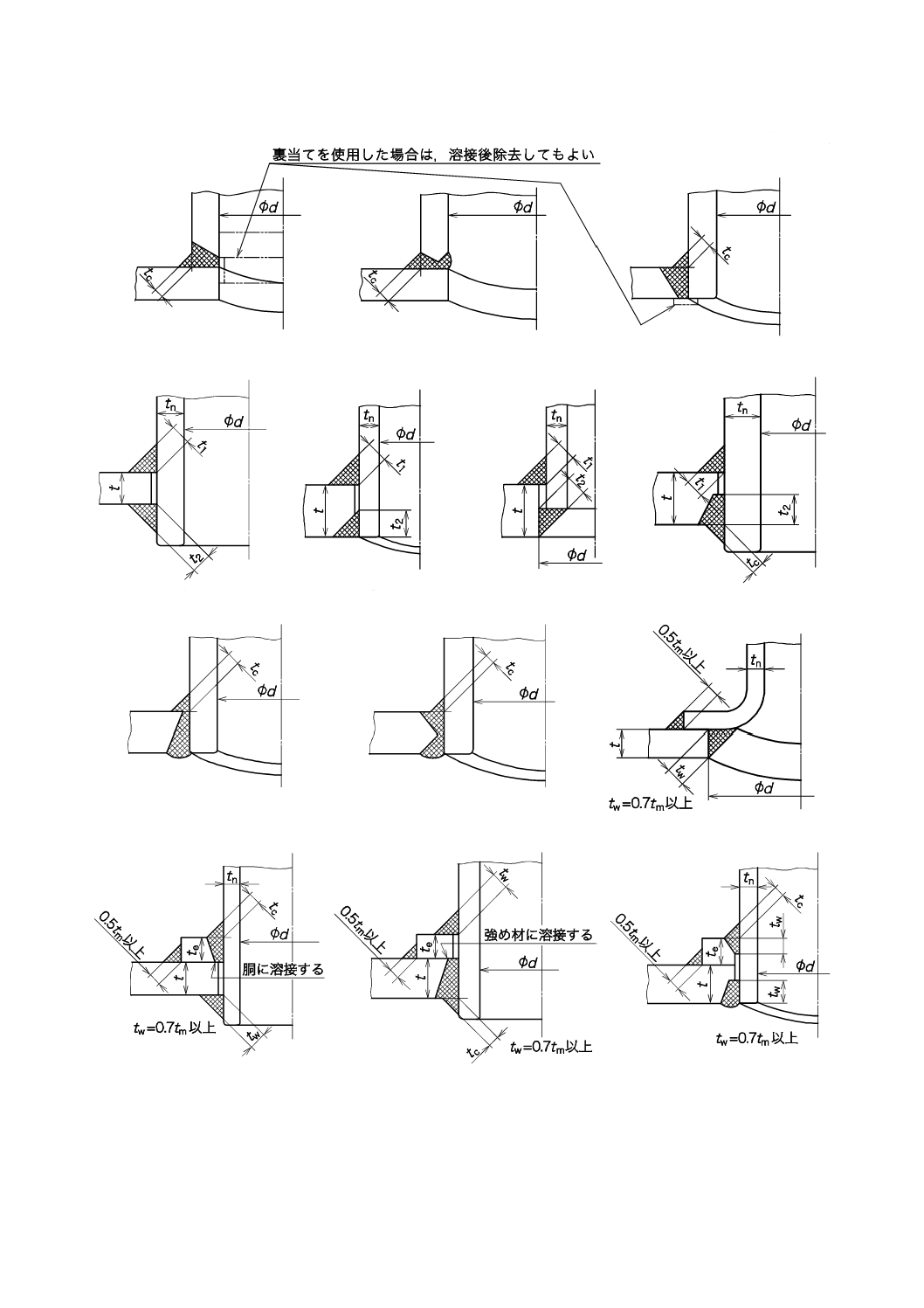
62
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a)
b)
c)
d)
e-1)
e-2)
f)
g)
h)
i)
j)
k)
l)
図40−管台,強め材などの溶接†
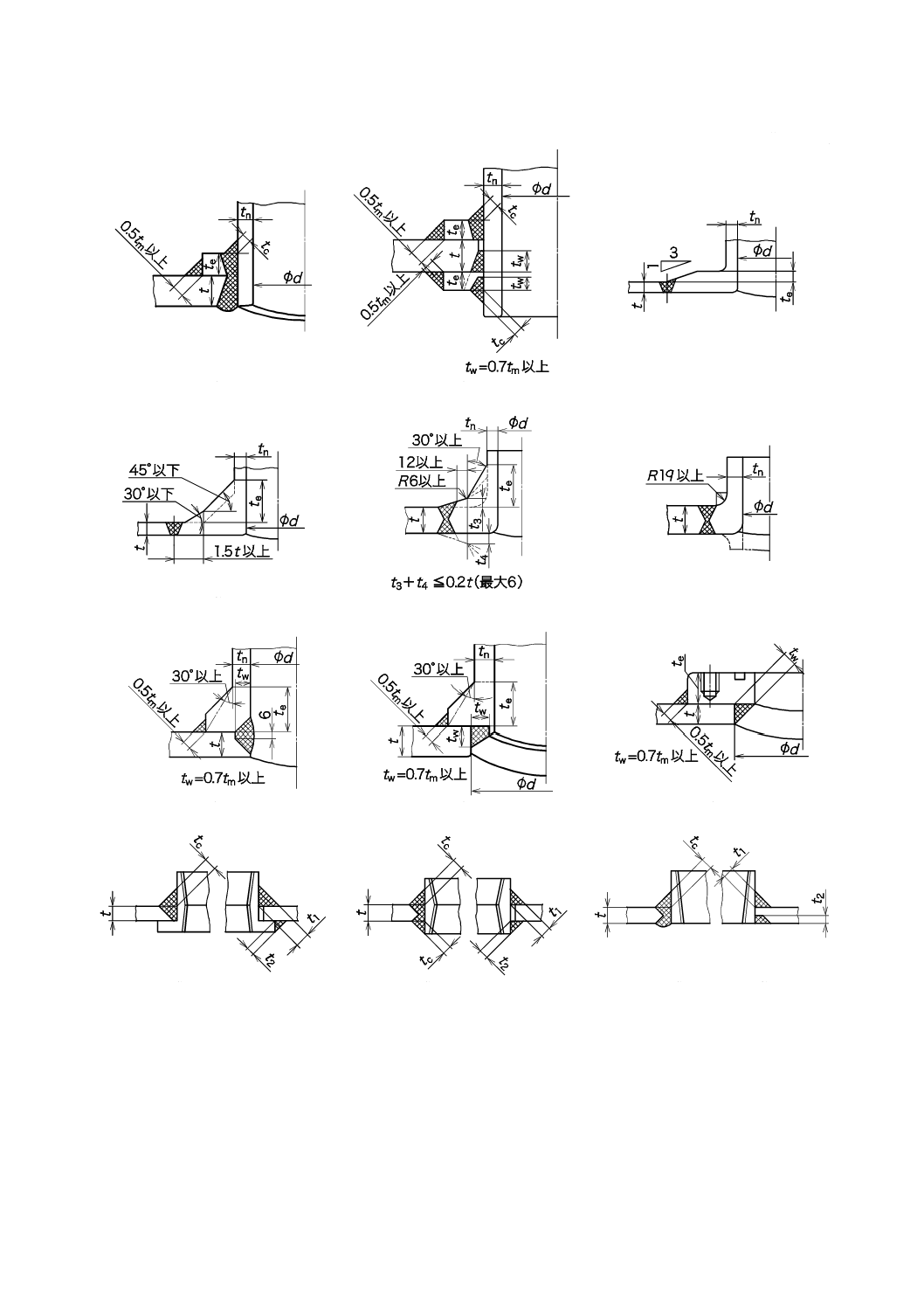
63
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
m)
n)
o-1)
o-2)
o-3)
o-4)
p)
q)
r)
s-1)
s-2)
t-1)
t-2)
u-1)
u-2)
図40−管台,強め材などの溶接†(続き)
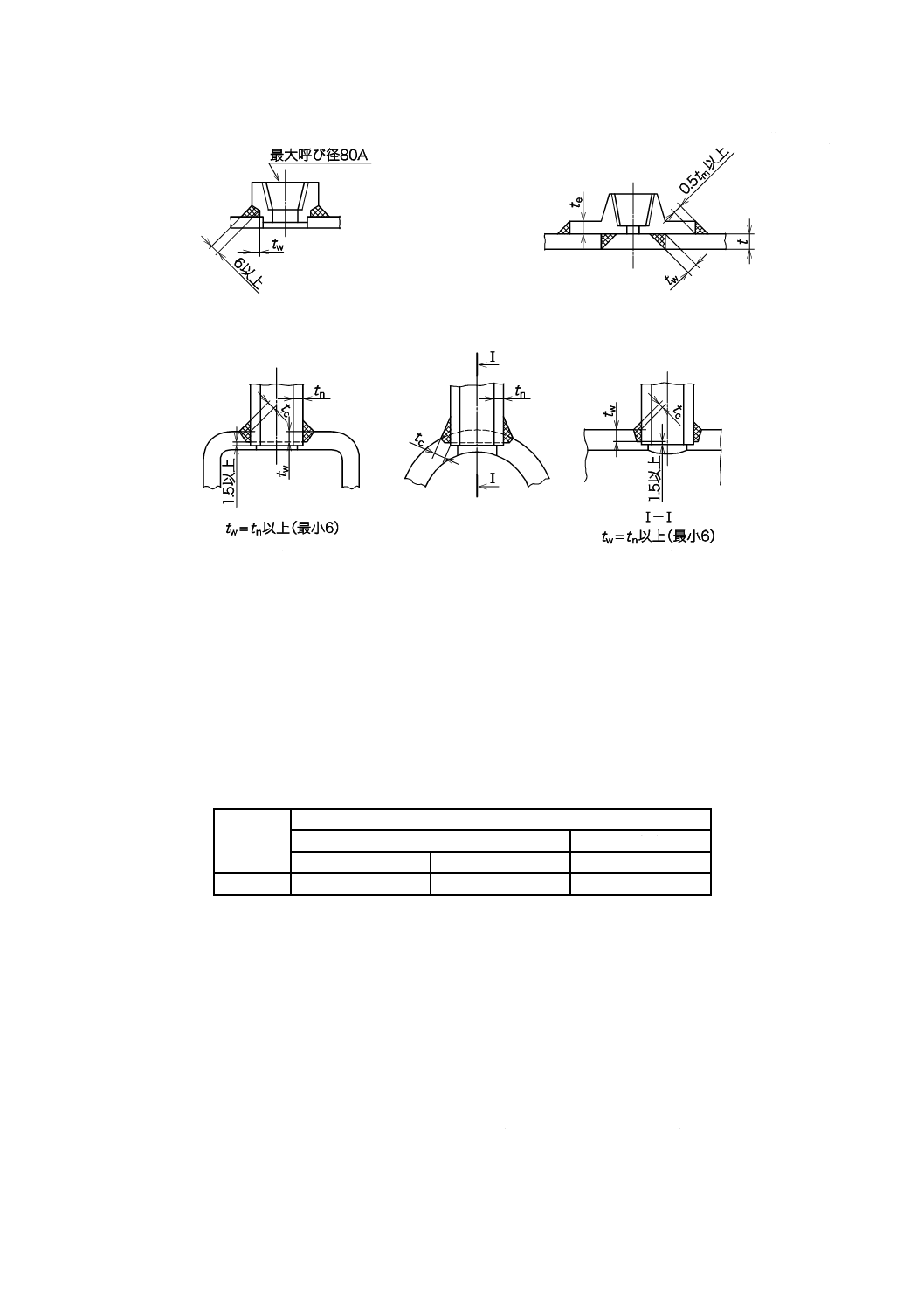
64
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
twはスケジュール160の管の厚さ
tw=0.7 tm以上
u-3)
v)
w)
x)
t:
tn:
tc,t1,t2:
te:
tw:
tm:
胴,鏡板の厚さ(mm)
管台の厚さ(mm)
すみ肉溶接ののど厚(mm)
強め材の厚さ(mm)
溶接部における溶込みの寸法(mm)
溶接される部材の厚さのうち,いずれか小さいほうの値(mm)。ただし,
19 mmより大きくしなくてもよい。
図40−管台,強め材などの溶接†(続き)
表23−許容引張応力に乗じる定数
管台壁の
せん断
溶接の方法
突合せ溶接及びT継手の完全溶込み溶接
すみ肉溶接
引張
せん断
せん断
0.7
0.74
0.60
0.49
8.2.7
管類の周継手の溶接
煙管,水管,過熱管その他の管及び管状管寄せの周継手は,次の規定によって溶接することができる。
a) 継手は,両側突合せ溶接又はこれと同等とみなせる片側突合せ溶接とする。
b) 別に規定があるもの及び次のものには,放射線透過試験を必要としない。
1) 450 ℃以上の燃焼ガスに触れないで使用される場合は,蒸気用では外径410 mm以下で肉厚41 mm
以下,水用では外径275 mm以下で肉厚29 mm以下のもの。
2) 450 ℃以上の燃焼ガスに触れるが,火炉からの放射を受けないで使用される場合は,外径170 mm
以下,肉厚19 mm以下のもの。
3) 450 ℃以上の燃焼ガスに触れ,かつ,火炉からの放射を受けて使用される場合は,外径115 mm以
下,肉厚13 mm以下のもの。
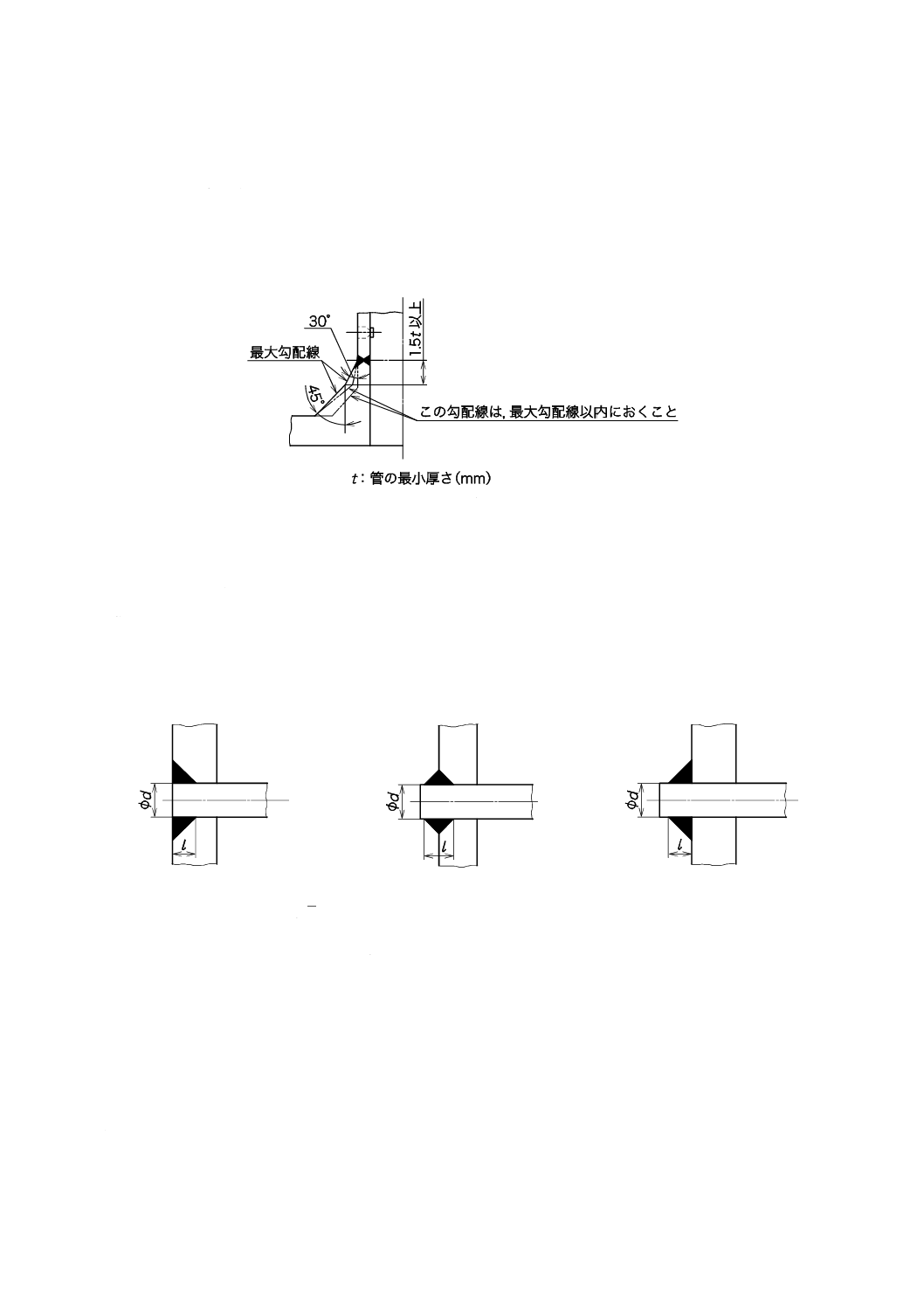
65
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
水管ボイラでは,火炎の側から5列目までの水管は,放射を受けるものとみなす。
c) バルブその他の附属品と管との差込み溶接継手は,6.8.16による。
8.2.8
フランジなどの溶接
フランジなどの溶接は,次による。
a) フランジを管,管台その他に溶接で取り付ける場合は,JIS B 2220による。
b) バルブ又は管継手部品を管又は管台に溶接で取り付ける場合は,図41による。
図41−フランジなどの溶接
8.2.9
ステーの溶接による取付け
ステーの溶接による取付けは,次による。
a) 棒ステー又は管ステーを溶接によって取り付ける場合には,次による。
1) ステーを板の穴に差し込んで,その周囲を溶接し,かつ,ステーの軸に平行にせん断力の作用する
面をステーの必要な断面積の1.25倍以上とする(図42参照)。
2) 溶接の脚長など(図42のl寸法)は,棒ステーの場合は10 mm以上とし,管ステーの場合は4 mm
以上で,かつ,管の厚さ以上とする(図42参照)。
a)
b)
c)
S
dl
1.25
π ≧
ここに,
S: ステーの計算上必要な最小断面積(mm2)
d: ステーの実際の径(mm)
l: 脚長(mm)
図42−棒ステー,管ステーなどの溶接
3) ステーの端は,板の外面より内側にあってはならない。
4) ステーの端は,火炎に触れる板の外側へ10 mmを超えて出てはならない。
5) 管ステーの厚さは,4 mm以上とする。
6) 管ステーは,溶接を行う前に軽くころ広げを行う。
b) 斜めステーは,次のように胴の内面へすみ肉溶接することができるが,鏡板の内面へすみ肉溶接して
はならない。
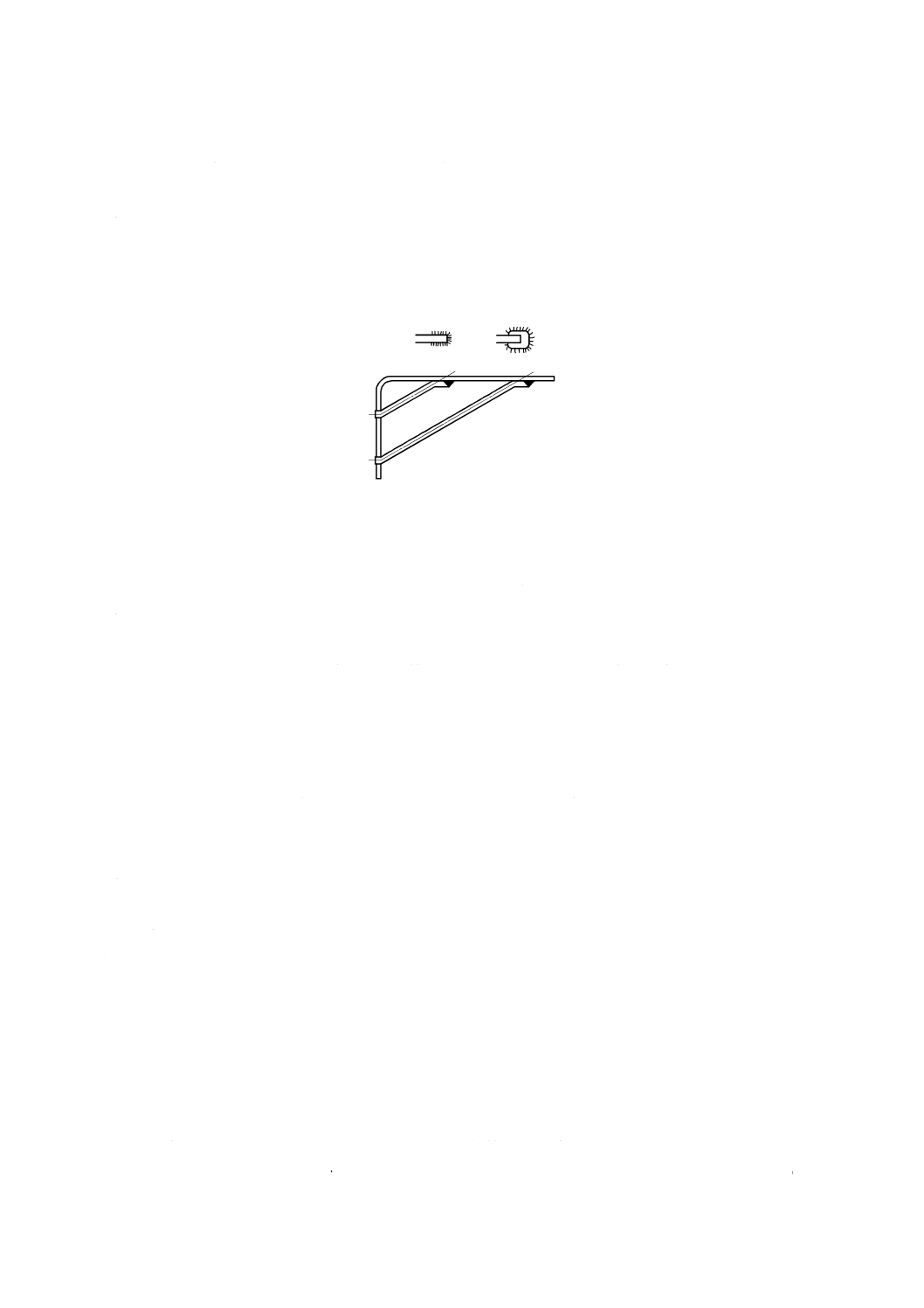
66
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) すみ肉溶接の脚長は,10 mm以上とする。
2) ステーの溶接される部分の断面積及び胴の軸に平行に測ったのど厚部の断面積は,ステーの必要な
断面積の1.25倍以上とする。
3) 溶接は,ステーの取付部の全周にわたって行う。
4) a) の2),3) 及び4) は,斜めステーの場合にも準用する。
c) 斜めステーの長手中心線又はその延長が胴の内面と交わる点は,ステーが胴の内面に溶接されている
溶接線で囲まれる面積の中になければならない(図43参照)。
図43−斜めステーのすみ肉溶接取付け
d) ガセットステーを溶接によって取り付ける場合は,次による。
1) 鏡板との取付けは,K形溶接又はレ形溶接とする。
2) 胴板との取付けは,K形溶接,レ形溶接又は両側すみ肉溶接とする。
3) 鏡板との取付部の下端と炉筒との間には,十分なブリージングスペースをとる。
e) ステーの溶接部については,放射線透過試験を必要としないものとし,管ステーを取り付ける溶接部
ののど厚が6.5 mm未満の場合,かつ,管ステーが連続していない場合は,溶接後熱処理は必要とし
ない。
8.2.10 取付け物の溶接
取付け物の溶接は,次による。
a) 外圧を受ける胴の強め輪又は圧力の作用しない取付け物の取付けは,断続溶接又は連続溶接によるこ
とができる。ただし,炉筒など片面が火炎に触れるものの強め輪の取付けは,連続完全溶込み両側溶
接としなければならない。
b) 断続溶接の方法は,次による。
1) 断続溶接のビードの長さは,75 mm以下とする。
2) 外圧胴の強め輪を断続溶接する場合は,ビードの間隔を胴板の厚さの8倍以下とし,かつ,一溶接
線についてのビードの合計長さを胴外周の1/2以上とする。
c) 強め輪の取付け溶接の脚長は,次のいずれか小さいほうの値以上とする。
1) 6 mm以上
2) 胴の板の厚さ
3) 強め輪の取付け部の板の厚さ
d) 過熱管,再熱管,エコノマイザ用鋼管などの強度を必要とするものの取付けは,次による。ただし,
取付け物は溶接によるほか,機械的に取付けてもよい(図44及び図45参照)。
鋼管壁に溶接によって,また機械的に取付け物が取り付けられている場合,管壁には,圧力以外に
も曲げ応力が発生するが,このような取付け物が鋼管壁に及ぼす荷重は,式(3)及び式(4)による。
L
L>
a
····················································································· (3)
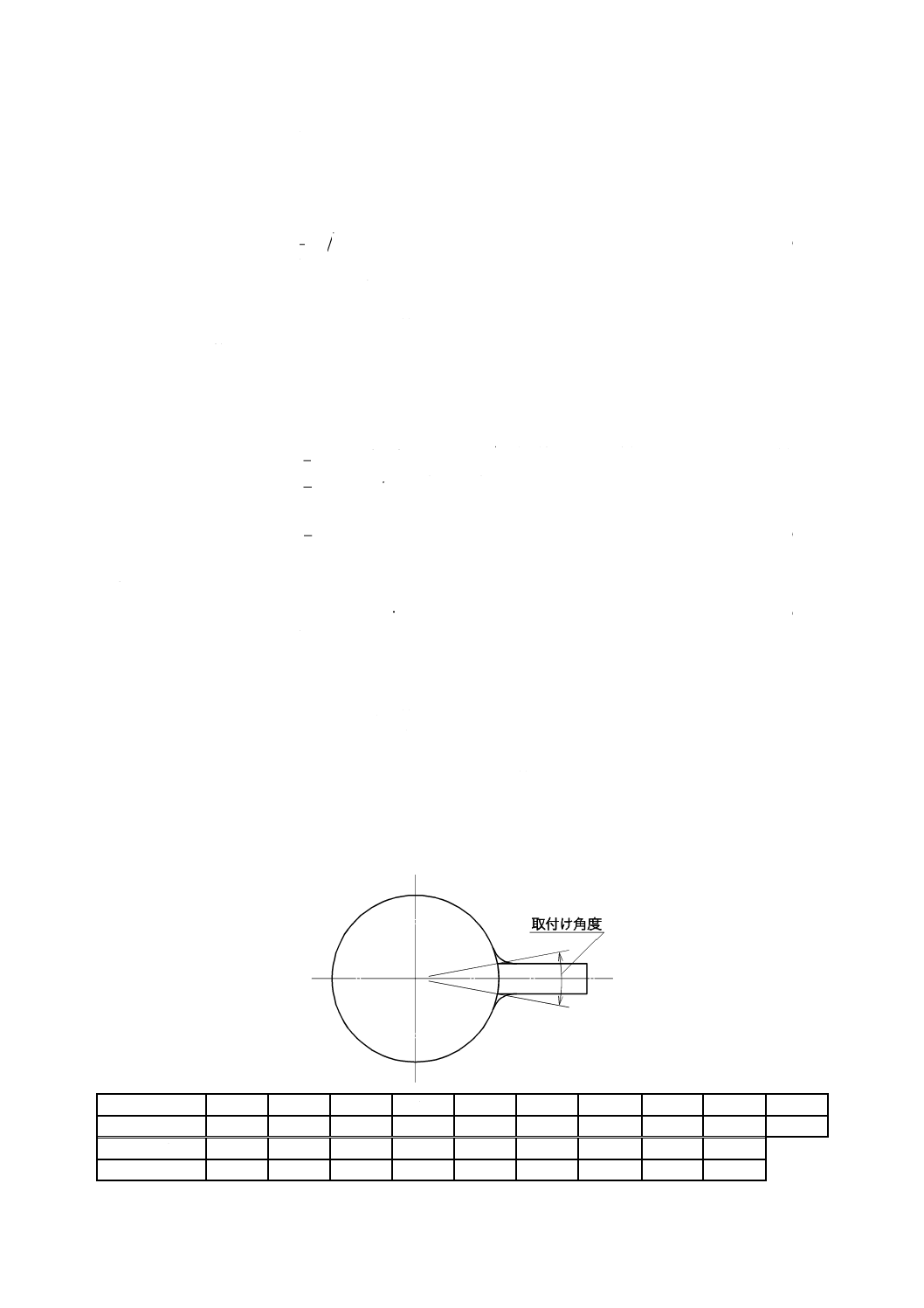
67
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
L: 式(4)から計算した単位長さ当たりの実際の荷重(N/mm)で式
中,+6We/ℓ2とした値が圧縮荷重,−6We/ℓ2とした値が引張荷
重となる。
La: 式(8)による取付け物の単位長さ当たりの最大許容荷重
(N/mm)
2
r
6
λ
λ
We
W
L
±
=
····································································· (4)
ここに,
e: Wの偏心量(図44参照)(mm)
ℓ: 管の取付け長さ(mm)
W: 取付け物にかかる偏心荷重(N)
Wr: 管軸に直角の荷重成分(N)
式(3)のLaを計算する方法
ステップ1:表24からKを求める。
ステップ2:図45から取付け物にかかる圧縮荷重又は引張荷重の荷重係数Lfを求める。図45のグラフ
範囲が狭く個別的なケースを網羅できない場合には,式(5)又は式(6)によって計算する。
(
)
[
]
2
log
005
.0
log
014
.0
020
.1
f
618
.1
X
X
X
L
+
−
−
=
(圧縮荷重の場合) ························ (5)
(
)
[
]
2
log
139
.0
log
898
.0
978
.2
f
937
.
49
X
X
X
L
−
+
−
=
(引張荷重の場合) ······················ (6)
ステップ3:有効応力σtを求める。
σ
σ
σ
−
=
a
t
0.2
·········································································· (7)
ステップ4:ステップ1からステップ3で得られた値を用いて,最大許容単位荷重Laを次の式(8)によっ
て求める。
/25.4
σt
f
a
KL
L=
········································································· (8)
ここに,
K: 表24による管の取付け幅の設計係数,無次元
Lf: 圧縮又は引張荷重係数(mm)
σ: 6.8.2の式から求め,採用した管の厚さから計算した応力
(N/mm2)
σa: 管の材料の許容応力(N/mm2)
σt: 有効応力で式(7)による,許容応力の取付け荷重に対する部分
(N/mm2)
X: 25.4 D/t2,Lfの計算に使用するパラメータ(1/mm)
D: 管の外径(mm)
t: 管の厚さ(mm)
表24−管の取付け角度の設計係数K†
取付け角度 °
0
5
10
15
20
25
30
35
40
45
設計係数K
1.000
1.049
1.108
1.162
1.224
1.290
1.364
1.451
1.545
1.615
取付け角度 °
50
55
60
65
70
75
80
85
90
設計係数K
1.730
1.863
1.949
2.076
2.221
2.341
2.513
2.653
2.876
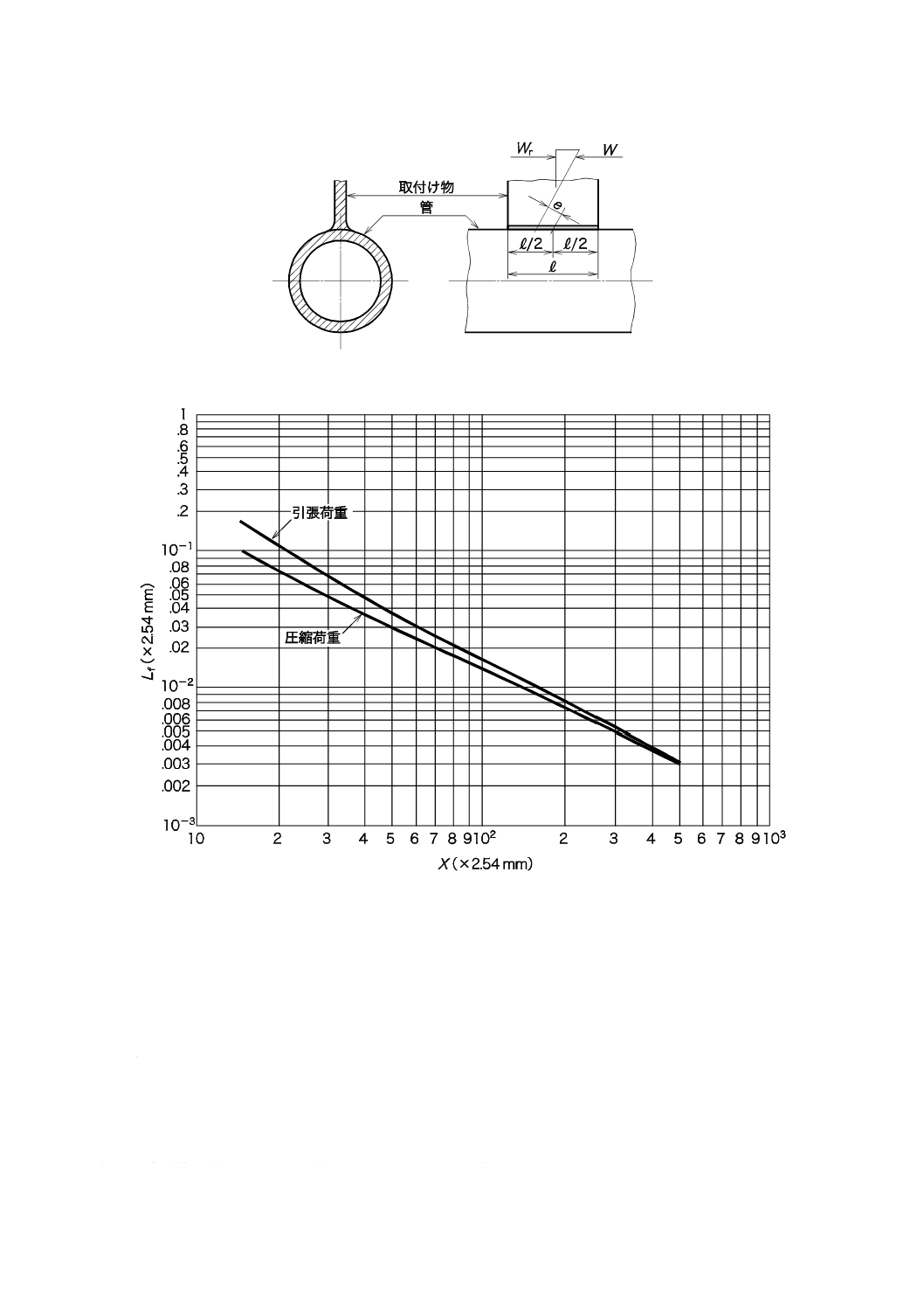
68
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図44−管の取付け物の計算方法†
図45−荷重係数Lfの計算用グラフ†
8.3
溶接施工者の資格条件
溶接によってボイラを製造する場合,溶接施工者は,次の条件を備えなければならない。
a) JIS B 8285による溶接施工方法の区分に従い,あらかじめ溶接施工方法の確認試験を行い,JIS B 8285
の附属書Cを満足しなければならない。ただし,他の同等以上の溶接施工方法の確認試験によってあ
らかじめ確認されたものは除く。
b) 溶接士は,法規によって定められた試験,JIS Z 3801の試験又はその他の試験によって一定の水準の
技量が確認された資格者とする。また,溶接に従事した溶接士は,確認できるようにする。
8.4
溶接材料
溶接材料は,母材の種類及び溶接の方法に応じ,日本工業規格に適合したもの又は心線,被覆及び溶接
金属の機械的性質がこれらと同等以上のものでなければならない。
69
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.5
溶接施工
溶接施工は,次による。
a) 溶接施工は,あらかじめJIS B 8285によって確認した方法によって施工し,その溶接施工要領書を作
成しなければならない。
b) 溶接方法は,母材の種類及び板厚に適したもので,JIS B 8285によって確認したものでなければなら
ない。
c) 胴,鏡板などの溶接は,下向溶接でなければならない。ただし,補修のときの溶接,その他下向溶接
が困難な場合は,下向溶接でなくてもよい。
d) 継手内の仮付けは,本溶接を行う前に削りとる。やむを得ず本溶接に含まれる場合には,初層に適用
できる溶接方法,溶接材料及び溶接士によって行う。ジグなどの取付け溶接は,母材に欠陥その他の
有害な影響を与えないような取付位置,溶接方法,溶接材料及び溶接条件を考慮する。
e) 予熱は,必要に応じJIS B 8285によって確認された範囲で行う。
f)
突合せ両側溶接を行うに当たっては,一方の側から溶接を行い,次に他方の側から溶接を行う前に開
先の底部の欠陥を完全に除去しなければならない。ただし,自動溶接などのように溶込みの深い溶接
方法を用いるときでJIS B 8285によって確認された場合には,裏はつりを省略することができる。
g) 裏はつりは,機械切削,たがね,アークエアガウジング,フレームガウジングなどの方法で行ってよ
いが,ガウジングによる場合は,必要に応じて携帯グラインダなどで仕上げる。
h) 突合せ溶接継手部は,溶接の全長にわたって溶込みが十分で,かつ,割れがあってはならない。また,
アンダカット,オーバラップ,クレータ,スラグの巻込み,ブローホールなど有害なものがあっては
ならない。
i)
溶接継手部は,必要に応じて平らに仕上げるか又は滑らかな形状に仕上げる。突合せ溶接継手は,溶
接開先が完全に溶接金属で埋められる必要があるが,溶接表面は隣接する母材の表面より低くならな
いように余盛を付けてもよい。余盛の高さは,母材の呼び厚さ(母材の厚さが異なる場合には,薄い
ほうの厚さ)の区分に応じ,表25に示す値以下とする。
表25−余盛の高さ†
母材の呼び厚さ
余盛の高さ
管の周継手
他の溶接部
3 mm以下
2.4 mm以下
2.4 mm以下
3 mmを超え
5 mm以下
3.2 mm以下
2.4 mm以下
5 mmを超え 13 mm以下
4.0 mm以下
2.4 mm以下
13 mmを超え 25 mm以下
4.8 mm以下
2.4 mm以下
25 mmを超え 51 mm以下
6.4 mm以下
3.2 mm以下
51 mmを超え 76 mm以下
a)
4.0 mm以下
76 mmを超え 102 mm以下
a)
5.6 mm以下
102 mmを超え 127 mm以下
a)
6.4 mm以下
127 mmを超えるもの
a)
8.0 mm以下
注a) 6.4 mm又は溶接部の幅の1/8のいずれか大きいほうの値以下。
8.6
溶接後熱処理
8.6.1
溶接後熱処理の一般事項
溶接部は,溶接する母材の厚さ及び溶接部の厚さに応じて,溶接後熱処理を行う。
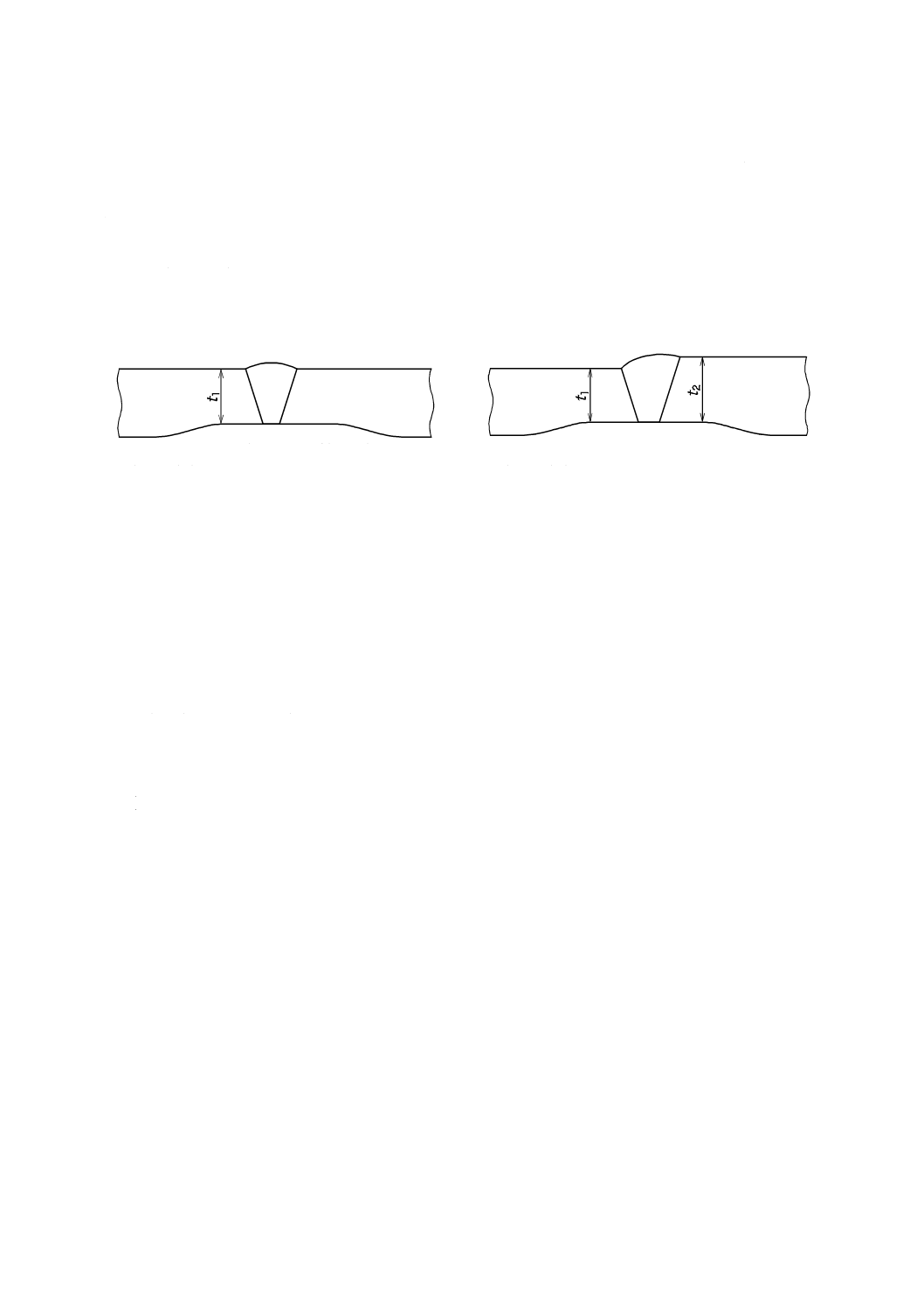
70
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.6.2
溶接後熱処理における溶接部の厚さ
溶接後熱処理における溶接部の厚さは,次のa)〜e) による。ただし,次のa) 及びb) の溶接部の厚さ
は,図46による。
a) 突合せ溶接で,材料の厚さが同じ場合には,材料の厚さ。
b) 突合せ溶接で,材料の厚さが異なる場合には,薄いほうの材料の厚さ。
c) 開先溶接の場合には,開先の深さ。
d) すみ肉溶接の場合には,のど厚。
e) 開先溶接とすみ肉溶接とを併用した場合には,開先の深さにのど厚を加えた厚さ。
tw=t1 ただし,t1は母材の厚さ
tw=t1 ただし,t1及びt2は母材の厚さ(t1<t2)
a) 8.6.2 a) の突合せ溶接の溶接部の厚さ(tw)
b) 8.6.2 b) の突合せ溶接の溶接部の厚さ(tw)
図46−突合せ溶接の材料の厚さ及び溶接部の厚さ
8.6.3
溶接後熱処理の免除
溶接部は,溶接後熱処理を行う。ただし,次のものは溶接後熱処理を免除できる。
a) 表26によって溶接後熱処理を必要としないもの。ただし,表26の母材の区分P−6又はP−7の溶接
部は,9.2の非破壊試験が行われていることを確認しなければならない。この場合,9.2.1のi) は適用
しない。
b) 外圧を受ける胴の強め輪又は圧力の作用しない取付け物を取り付ける場合における溶接部であって,
次のいずれにも該当しないもの。
1) 連続溶接を行った場合におけるのど厚が13 mmを超えるもの。
2) 圧力を受ける部分の板の厚さが32 mmを超える場合における100 ℃以上の予熱を行わなかったも
の。
c) a) 及びb) のほか重要度が小さく,その必要のないもの。
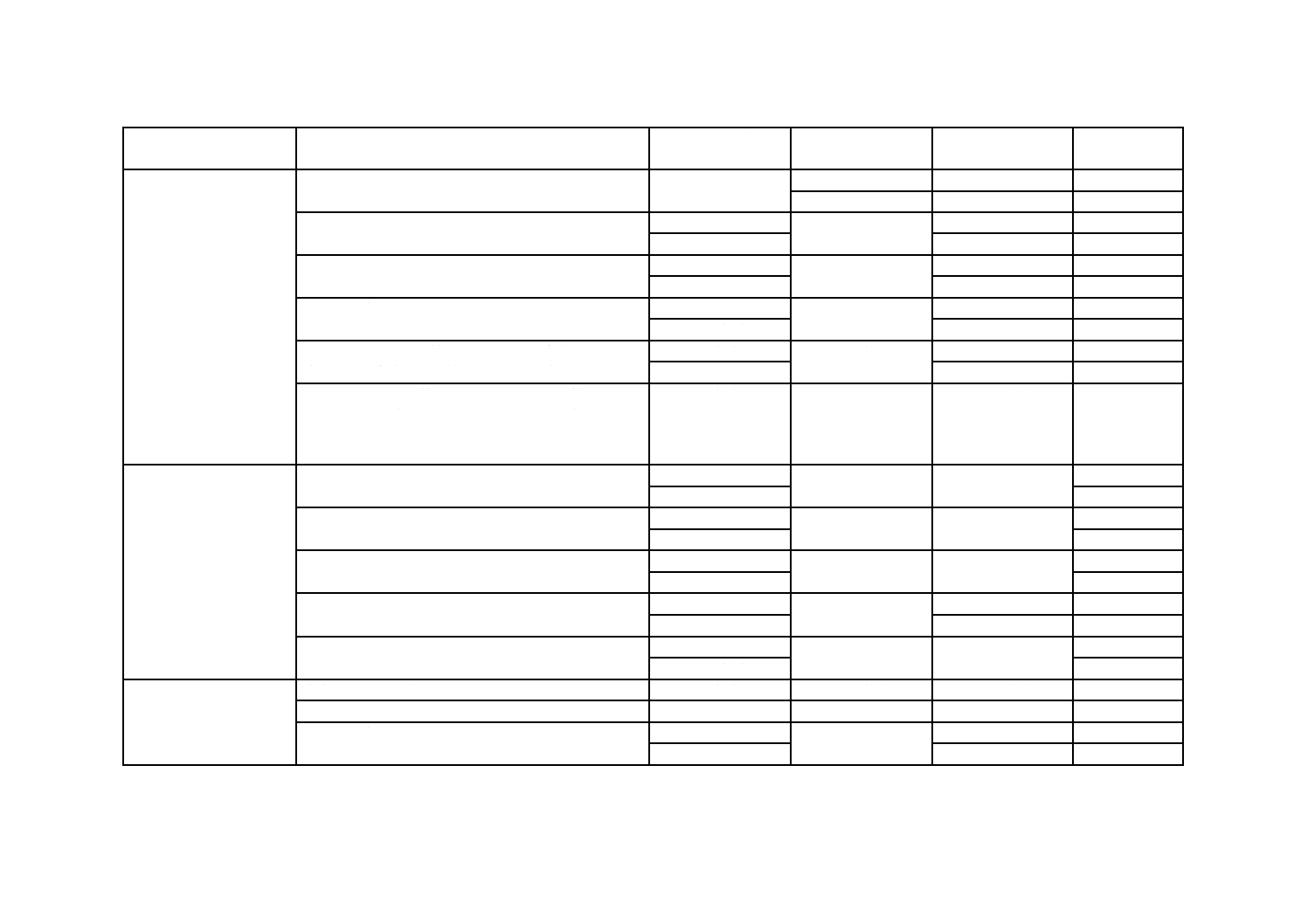
71
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表26−溶接後熱処理を必要としない溶接部
母材の区分a)
溶接部の区分
母材の厚さ
mm
溶接部の厚さ
mm
母材の炭素含有量
%
予熱温度
℃
P−1
突合せ溶接継手,開先溶接継手又は開先溶接とすみ肉
溶接とを併用した継手の溶接部
−
19以下
−
−
19を超え38以下
CE0.45以下
120以上
差込み溶接継手の溶接部
19以下
13以下
−
−
19を超え
−
100以上
すみ肉溶接継手又は開先溶接とすみ肉溶接とを併用
した継手の溶接部
19以下
13以下
−
−
19を超え
−
100以上
漏れ止め溶接部
19以下
10以下
−
−
19を超え
−
100以上
穴径50 mm以下で管又は管台をすみ肉溶接又は開先
溶接とすみ肉溶接とを併用した継手の溶接部
19以下
10以下
−
−
19を超え
−
100以上
外径50 mm以下の管を外径220 mm以下の管寄せに取
り付けるすみ肉溶接又は開先溶接とすみ肉溶接とを
併用した継手の溶接部(グループ番号1又は2に限
る。)
13以下
−
0.30以下
100以上
P−3
(グループ番号1又は2
に限る。)
突合せ周継手の溶接部
16以下
13以下
0.25以下
−
16を超え
100以上
差込み溶接継手の溶接部
16以下
13以下
0.25以下
−
16を超え
100以上
すみ肉溶接又は開先溶接とすみ肉溶接とを併用した
継手の溶接部
16以下
13以下
0.25以下
−
16を超え
100以上
漏れ止め溶接部
16以下
10以下
−
−
16を超え
−
100以上
穴径50 mm以下で管又は管台をすみ肉溶接又は開先
溶接とすみ肉溶接とを併用した継手の溶接部
16以下
10以下
0.25以下
−
16を超え
100以上
P−4
突合せ周継手の溶接部
16以下
13以下
0.15以下
120以上
差込み溶接継手の溶接部
−
13以下
0.15以下
120以上
漏れ止め溶接部
16以下
10以下
−
−
16を超え
−
120以上
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
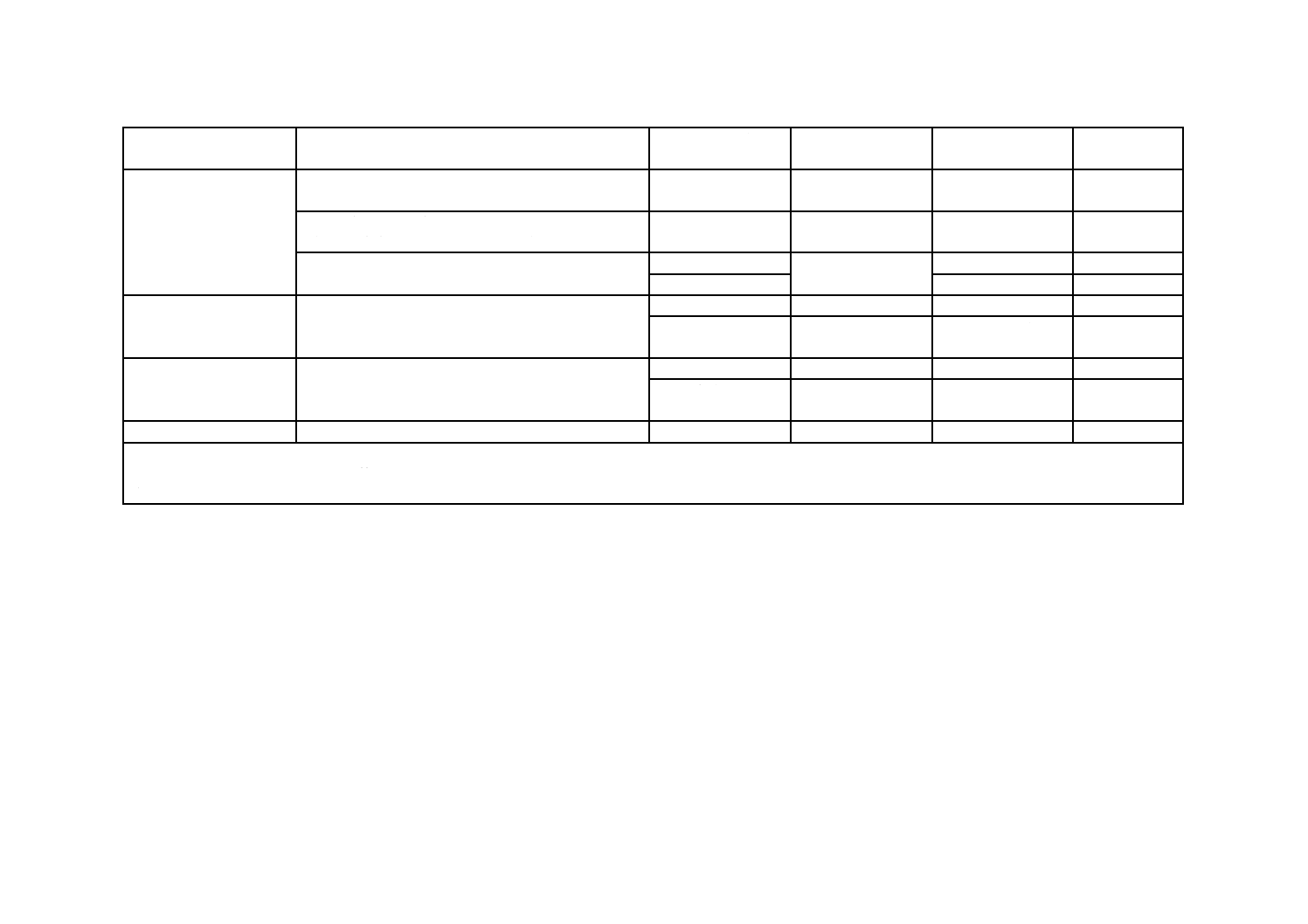
72
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表26−溶接後熱処理を必要としない溶接部(続き)
母材の区分a)
溶接部の区分
母材の厚さ
mm
溶接部の厚さ
mm
母材の炭素含有量
%
予熱温度
℃
P−5
突合せ周継手の溶接部
(クロム含有量が3.0 %以下に限る。)
16以下
−
0.15以下
150以上
差込み溶接継手の溶接部
(クロム含有量が3.0 %以下に限る。)
−
13以下
0.15以下
150以上
漏れ止め溶接部
(クロム含有量が6.0 %以下に限る。)
16以下
10以下
−
−
16を超え
−
150以上
P−6(SUS410に限る。) 全ての溶接部
10以下
−
0.08以下
−
10を超え38以下
−
0.08以下
230以上
(予熱保持)
P−7(SUS405に限る。) 全ての溶接部
10以下
−
0.08以下
−
10を超え38以下
−
0.08以下
230以上
(予熱保持)
P−8,P−43又はP−45
全ての溶接部
−
−
−
−
注記 CEは炭素当量で,CE=C+(Mn+Si)/6+(Cr+Mo+V)/5+(Ni+Cu)/15によって計算した値。ただし,Cr,Mo,V,Ni及びCuの全ての値が不明な場合は,CE=
C+(Mn+Si)/6+0.15として計算する。
注a) 母材の区分は,JIS B 8285の附属書Aの母材の種類の区分のP番号による。
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
73
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.6.4
溶接後熱処理の方法
溶接後熱処理の方法は,JIS B 8265のS.5による。
9
試験・検査
9.1
溶接継手の機械試験
9.1.1
一般
溶接継手の機械試験の方法及び結果の判定は,JIS B 8265の附属書Oによるほか,9.1.2〜9.1.4による。
9.1.2
継手引張試験
継手引張試験結果の判定基準は,次による。
a) 試験片の引張強さは,当該試験材の引張強さの最小の規定値(引張強さの最小の規定値が異なる母材
の組合せのときは,いずれか小さい値)以上でなければならない。
b) 試験片が母材で破断したとき,その引張強さが,母材の引張強さの最小値の95 %以上で,かつ,溶接
部に欠陥がないときは,その試験片は合格したものとする。
c) 分割して継手引張試験を行った場合は,その全部がa) 又はb) の基準以上でなければならない。
9.1.3
曲げ試験
曲げ試験の結果,溶接金属の外側に長さ3 mmを超える割れ(へりの角に生じる小さな割れを除く。)が
あってはならない。
9.1.4
再試験
再試験は,次による。
a) 継手引張試験の基準に適合しなかった場合で,溶接部で破断し,かつ,そのときの引張強さが,引張
強さの最小の規定値の90 %以上であるときは,再試験を行うことができる。再試験は,2個(分割試
験のときは,二組とする。)の試験片を作製し,その全ての試験片が9.1.2の判定基準を満足しなけれ
ばならない。
b) 曲げ試験の基準に適合しなかった場合で,その原因が溶接部の欠陥以外であると認められるときは,
再試験を行うことができる。再試験は,適合しなかった試験片のそれぞれについて2倍の個数の試験
片を作製し,その全ての試験片が9.1.3を満足しなければならない。
9.2
溶接部の非破壊試験
9.2.1
放射線透過試験の適用
長手継手,周継手などの突合せ溶接部は,その全長に対して放射線透過試験を行わなければならない。
ただし,次のものについては省略してもよい。
a) 6.3.7の図10のe)〜g) による平板を胴などの端部に溶接した部分。
b) 6.4.7 e) による煙管ボイラの管板のすみ肉溶接。
c) 6.5.2による円筒火室又は炉筒の継手の溶接。
d) 6.5.7による火室板の溶接。
e) 7.12 d) による管端を直接溶接によって取り付けた部分。
f)
7.16 c) による支え金具,つり金具などのすみ肉溶接。
g) 8.2.7 c) による管類の外径,内径などによって除外区分となる溶接。
h) 8.2.9 e) によるステーの溶接。
i)
長手継手の放射線透過試験に合格した胴の周継手であって,当該長手継手を溶接したボイラ溶接士が
長手継手を溶接した方法と同一の方法で溶接を行ったもの。
74
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
j)
その他重要度が小さく,その必要がないと認められるもの。
放射線透過試験を行う継手の余盛は,放射線透過試験に差し支えない程度に母材の表面まで段がつかな
いように仕上げなければならないが,裏当て金を使用した突合せ片側溶接については,当て金が放射線透
過試験に差し支えない限り,そのまま試験する。
9.2.2
放射線透過試験の方法及び結果の判定
溶接部の放射線透過試験及びその結果の判定は,材料の種類に応じ,次による。
a) 溶接部の放射線透過試験は,炭素鋼及び低合金鋼についてはJIS Z 3104によって行い,第1種から第
4種までのきずがJIS Z 3104の附属書4によって1類又は2類でなければならない。
b) ステンレス鋼,ニッケルクロム鉄合金鋼などについては,JIS Z 3106によって行い,第1種から第4
種までのきずがJIS Z 3106の附属書4によって1類又は2類でなければならない。
c) 放射線透過試験の結果がa) 及びb) に掲げる要件を満足しない場合には,その原因となったきずを完
全に除去して再溶接し,その再溶接した部分について再び放射線透過試験を行い,その結果がa) 及
びb) に掲げる要件を満足しなければならない。この場合,9.2.1 i) は適用しない。
9.2.3
超音波探傷試験の適用
9.2.1による継手で,放射線透過試験が困難な場合の完全溶込み溶接部及び必要と認められる溶接部につ
いては,超音波探傷試験を行い,当該試験の結果が合格するものでなければならない。
9.2.4
超音波探傷試験の方法及び結果の判定
溶接部の超音波探傷試験は,JIS Z 3060によって行い,きずエコー高さの領域ときずの指示長さによる
きずの分類が,JIS Z 3060の附属書7によって1類又は2類でなければならない。不合格となった場合は,
きずを完全に除去して再溶接し,再試験を行い,合格しなければならない。
9.2.5
非破壊試験員
非破壊試験員は,JIS Z 2305に基づく有資格者又はこれと同等と認められる規格に基づく有資格者とす
る。
9.3
耐圧試験
9.3.1
水圧試験
ボイラは,次の圧力による水圧試験を行ったとき,異状があってはならない。
a) ボイラは,最高使用圧力の1.5倍の圧力(その値が0.2 MPa未満のときは,0.2 MPa)によって水圧試
験を行う。
b) 最高使用圧力以上の圧力を受けるおそれがない温水ボイラでは,a) にかかわらず最高使用圧力に0.1
MPaを加えた圧力(その値が0.2 MPa未満のときは0.2 MPa)によって水圧試験を行う。
c) 次のボイラの部分は,それぞれ規定する圧力によって水圧試験を行う。ただし,1) の水圧試験は,ボ
イラの組立後,溶接部について放射線透過試験又は超音波探傷試験が実施でき,また,補修が可能な
場合は,省略することができる。
1) 水管ボイラの全ての溶接ドラム及び溶接部品は,最高使用圧力の1.5倍
2) 鋳鉄品の部分は,最高使用圧力の2倍の圧力
9.3.2
水圧試験方法
安全弁を取り外して遮断板を取り付けるか,又は安全弁の下に遮断板を挟んで締め付ける(安全弁が溶
接で取り付けられている場合は,弁を固定する。)。次いで,ボイラ内の空気を十分に逃し,水が全ての部
分に触れるように満たした後,徐々に圧力を加え,試験水圧になったとき,そのままの状態で検査が終わ
るまで保たなければならない。この場合に試験水圧は,規定圧力の6 %増しを超えないようにしなければ
75
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ならない。
ボイラの温度(金属温度)は,耐圧試験の際にぜい性破壊をおこすおそれがない温度とする。また,水
圧試験中も試験後も,水が凍らないようにしなければならない。
鋳造品は機械仕上げを行った後,厚さに応じ10分間以上の適切な時間,規定の水圧を加えて,ピンホー
ル,巣,割れなどの有無を検査しなければならない。
9.4
最終検査
最終検査は,次による。
a) 材料確認検査 ボイラ耐圧部に使用する材料は,材料製造業者が発行する材料検査成績書(ミルシー
ト)を入手し,材料規格に適合していることを確認する。
b) 目視検査及び記録照合 ボイラは,目視検査及び試験検査の記録の照合によって,規格に適合するこ
とを確認する。
10 附属品
10.1 安全弁,逃し弁及び逃し管
10.1.1 安全弁
a) 安全弁の性能及び個数 蒸気ボイラには,安全弁2個以上(伝熱面積50 m2以下の蒸気ボイラでは1
個以上)を備えて各部の圧力が当該各部の最高使用圧力の6 %増し(この値が0.034 MPa未満のとき
は0.034 MPa)を超えないようにしなければならない。
b) 安全弁の取付け 安全弁は,容易に検査できる箇所になるべくボイラ本体に直接取り付け,弁軸を鉛
直にしなければならない。
c) 安全弁の調整 少なくとも1個の安全弁は,ボイラの最高使用圧力以下に調整されなければならない。
他の安全弁の吹出し圧力は,最高使用圧力の3 %増し以下に調整されなければならない。
d) 吹出し圧力の許容差 吹出し圧力の許容差は,JIS B 8210による。
e) 吹下り 安全弁の吹下りは,JIS B 8210による。
f)
安全弁の大きさの制限 安全弁の大きさは,呼び径25A以上としなければならない。ただし,次のボ
イラでは呼び径20A以上とすることができる。
1) 最高使用圧力0.1 MPa以下のボイラ。
2) 最高使用圧力0.5 MPa以下のボイラで,胴の内径500 mm以下,かつ,胴の長さ1 000 mm以下のも
の。
3) 最高使用圧力0.5 MPa以下のボイラで,伝熱面積2 m2以下のもの。
g) 安全弁の大きさ 蒸気ボイラの安全弁は,ボイラの最大蒸発量以上を吹き出すように,その大きさと
数を決めなければならない。安全弁の吹出し量は,JIS B 8210による。この場合,公称吹出し量決定
圧力Pは,それぞれ設定圧力に3 %(設定圧力が0.1 MPa以下のときは0.02 MPa)の許容超過圧力を
加えた値とする。
h) 過熱器付きボイラの安全弁 過熱器にはその出口に1個以上の安全弁を設け,その吹出し量は,過熱
器の温度を設計温度以下に保持するのに必要な量(ボイラの最大蒸発量の15 %を超える場合は15 %)
以上でなければならない。過熱器とボイラ本体との間に蒸気止め弁を備えていない場合には,過熱器
に取り付ける安全弁の吹出し量及び数は,ボイラ本体の安全弁の吹出し量及び数に含ませてよい。こ
の場合,ボイラの蒸発部に取り付ける安全弁は,ボイラの最大蒸発量の75 %以上を吹き出させるもの
でなければならない。過熱器の安全弁の吹出し圧力は,蒸発部の安全弁より低く調整しなければなら
76
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ない。
i)
再熱器又は独立過熱器の安全弁 再熱器又は独立過熱器には,安全弁を入口及び出口にそれぞれ1個
以上設け,その吹出し量の合計は,最大通過蒸気量以上でなければならない。出口に設ける安全弁の
吹出し量の合計は,再熱器又は独立過熱器の温度を設計温度以下に保持するのに必要な吹出し量(最
大通過蒸気量の15 %を超える場合は15 %)以上でなければならない。出口に設ける安全弁の吹出し
圧力は,入口に設ける安全弁より低く調整しなければならない。ただし,ボイラに直結され,ボイラ
と同じ最高使用圧力で設計された独立過熱器では,その出口に安全弁を1個以上設け,その吹出し量
の合計は,独立過熱器の温度を設計温度以下に保持するのに必要な吹出し量(独立過熱器の伝熱面積
1 m2当たり30 kg/hとした量を超える場合は,独立過熱器の伝熱面積1 m2当たり30 kg/hとした量)以
上とし,かつ,その吹出し圧力は,ボイラに取り付けられた安全弁の吹出し圧力より低く調整しなけ
ればならない。
j)
安全弁の種類及び構造その他 安全弁の種類は,ばね安全弁とし,ばね安全弁の構造その他はJIS B
8210によらなければならない。ただし,ばね安全弁の代わりに,ばねパイロット弁付安全弁を使用す
ることができる。この場合,安全弁の所要吹出し量の少なくとも1/2は,ばね安全弁によらなければ
ならない。ばねパイロット弁付き安全弁は,その安全弁が取り付けられた箇所の蒸気によって確実に
作動するものでなければならない。
k) 共通弁台の蒸気通路の面積 2個以上の安全弁を1個の共通弁台に設ける場合には,共通部の有効断
面積を各安全弁の入口部有効断面積の合計面積以上としなければならない。
l)
安全弁用吹出し管 最高使用圧力0.1 MPaを超えるボイラの安全弁には吹出し管を取り付け,その構
造は,次による。
1) 吹出し管の断面積は,安全弁の出口面積以上とする。数個の安全弁に対し共通の吹出し管を設ける
ときは,その断面積は各安全弁の出口面積の合計以上とする。
2) 吹出し管はなるべく曲がりを避け,かつ,短い距離で室外に通じるようにし,これを適宜に支えて,
安全弁に不当な応力が作用しないようにしなければならない。
3) 吹出し管には管内のドレンの全部を抜き取る位置に開放したドレン抜きを付けなければならない。
ただし,吹出し管が短く,安全弁の弁箱のドレン抜きが十分に大きく,これを共通にできる場合は
この限りでない。
4) 吹出し管に消音装置を備える場合には,蒸気に対し十分な通路を備え,安全弁の作動を妨げないも
のでなければならない。
10.1.2 温水ボイラの逃し弁又は逃し管
温水ボイラには,圧力がボイラの最高使用圧力に達すると直ちに作用する逃し弁又は安全弁を1個以上
備えなければならない。ただし,容易に検査ができる逃し管を備えるときは,逃し弁に代用することがで
きる。
10.1.3 温水ボイラの逃し弁又は安全弁の大きさ
温水ボイラに設ける逃し弁又は安全弁の大きさは,次による。
a) 温度120 ℃以下の温水ボイラには逃し弁を備え,その呼び径は20A以上とし,ボイラの圧力がボイラ
の最高使用圧力の10 %増し(その値が0.034 MPa未満のときは0.034 MPaとする。)を超えないよう
に,径及び数を定めなければならない。
b) 温度120 ℃を超える温水ボイラには,安全弁を設けなければならない。その大きさは,JIS B 8210を
適用する。ただし,換算する蒸発量は,熱出力をボイラの最高使用圧力に相当する飽和蒸気のエンタ
77
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ルピーと給水のエンタルピーとの差で除した値(kg/h)とする。安全弁は,呼び径20A以上としなけ
ればならない。
10.1.4 逃し管の大きさ
逃し管は,伝熱面積に応じ表27の大きさとしなければならない。
表27−逃し管の内径
伝熱面積
m2
逃し管の内径
mm
10未満
25以上
10以上 15未満
30以上
15以上 20未満
40以上
20以上
50以上
10.2 圧力計,水高計及び温度計
10.2.1 圧力計
蒸気ボイラには,JIS B 7505-1によるほか,次のa)〜c) によって,圧力計を取り付けなければならない。
a) 圧力計の大きさと目盛 蒸気ボイラに取り付ける圧力計の目盛板の外径は100 mm以上で,その取付
け高さに応じ,容易に指針が見えるようにしなければならない。ただし,次に掲げるボイラに取り付
ける圧力計については,目盛板の外径を60 mm以上とすることができる。
1) 最高使用圧力0.5 MPa以下で,かつ,胴の内径500 mm以下,胴の長さ1 000 mm以下のボイラ。
2) 最高使用圧力0.5 MPa以下で,かつ,伝熱面積2 m2以下のボイラ。
3) 最大蒸発量5 t/h以下の貫流ボイラ。
圧力計の最高目盛は,ボイラの最高使用圧力の1.5倍以上3倍以下としなければならない。
圧力計のボイラの最高使用圧力の目盛には,適切な表示をしなければならない。
b) 圧力計の取付け 蒸気ボイラの圧力計の取付けは,次による。
1) 圧力計は,ボイラの蒸気室に目盛板の目盛がよく見える位置に取り付け,凍らないようにするとと
もに,その周囲の温度は,使用状態においてJIS B 7505-1に規定する範囲になければならない。
2) 圧力計への連絡管はボイラの最高使用圧力に耐えるもので,その大きさは,黄銅管,銅管又はステ
ンレス鋼管を使用するときは内径6.5 mm以上,鋼管を使用するときは内径12.7 mm以上でなけれ
ばならない。蒸気温度が208 ℃を超えるときは,黄銅管又は銅管を使用してはならない。
3) 圧力計には水を入れたサイホン管又は同等の作用をする装置を取り付け,蒸気が直接圧力計に入ら
ないようにしなければならない。サイホン管は,内径6.5 mm以上でなければならない。
4) 圧力計用コックは,そのハンドルを垂直な蒸気管と同一方向に置いた場合に開いているものでなけ
ればならない。バルブを使用する場合には,一見してそれが開いているかどうかを知ることができ
るものとしなければならない。
5) 1)〜4) にかかわらず,連絡管の内部を十分掃除することができるときは,ボイラの近くに開放の状
態で封鎖したコック又はバルブを取り付けることができる。この場合において,圧力計の位置によ
って水頭の影響を考慮する必要があるときは,目盛に補正を加えなければならない。
c) 試験用圧力計取付装置 ボイラの使用中に,その圧力計を試験するため試験用圧力計を取り付けるこ
とができるように,ねじの呼びG1/4以上のJIS B 0202に規定する管用平行ねじ又はR1/4以上のJIS B
0203に規定する管用テーパねじを設けなければならない。ただし,圧力計試験機を備えた場合には,
78
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この装置を省略することができる。
10.2.2 水高計
a) 温水ボイラには,ボイラ本体又は温水の出口付近に水高計を備え,これに近く取り付けたコックを閉
じる以外には,ボイラとの連絡を断つことができないようにしなければならない。このコックのハン
ドルはコックが開いている場合に,これを取り付けた管と平行なものでなければならない。
b) 水高計の最高目盛は,ボイラの最高使用圧力の1.5倍以上3倍以下としなければならない。水高計の
代わりに圧力計を用いることができる。
10.2.3 温度計
a) 蒸気ボイラの過熱器出口及び再熱器出口には,温度計を取り付けなければならない。
b) 温水ボイラには,水高計と同時に見えるように取り付けた温度計を備えなければならない。この温度
計は,ボイラ内又は温水出口付近における水の温度を示す位置に取り付けなければならない。
10.3 水面測定装置
10.3.1 水面計の個数
蒸気ボイラ(貫流ボイラを除く。)には,2個以上のガラス水面計を取り付けなければならない。胴の内
径750 mm以下のものでは,そのうち1個は他の種類の水面測定装置として差し支えない。また,2個以
上の遠隔指示水面計を施設する場合に限り,ガラス水面計を1個以上とすることができる。
多管式特殊循環ボイラには,1個以上の水面計を取り付けなければならない。
10.3.2 ガラス水面計の構造
ガラス水面計は,JIS B 8211によるガラス及びその上下にバルブ又はコックを備え,ボイラの最高使用
圧力とそれに相当する蒸気温度においてよく作用する機能をもち,かつ,随時これを試験できるとともに,
容易に内部を掃除できるものでなければならない。バルブ又はコックは,掃除に便利な構造としなければ
ならない。
バルブ又はコックを設けるときは,一見してそれが開いているかどうかを知ることができる構造のもの
でなければならない。
10.3.3 水面計の取付け
ガラス水面計は,ボイラ使用中安全な水位を示すように,次によってボイラ又は水柱管に取り付ける。
水柱管は,2個の水面計に対し,共通とすることができる。
a) 丸ボイラでは特別の場合を除き,ガラスの見える最下部が,表28の位置にあるように取り付ける。
表28−丸ボイラのガラス水面計取付位置
ボイラの種別
取付位置
立てボイラ
火室天井板最高部(フランジ部を除く。)上75 mm
立て煙管ボイラ
火室天井板最高部上,煙管の長さの1/3
横煙管ボイラ
煙管の最高部上75 mm
炉筒煙管ボイラ
煙管の最高部上75 mm
ただし,煙管最高部より炉筒上面が高いものでは炉筒最高部
(フランジ部を除く。)上100 mm
炉筒ボイラ
炉筒最高部(フランジ部を除く。)上100 mm
b) 水管式その他の特殊ボイラでは,その構造に適した安全な位置に取り付ける。
10.3.4 水柱管
最高使用圧力1.6 MPa以下のボイラの水柱管は,鋳鉄製とすることができる。水柱管には,呼び径20A
79
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
以上のブロー管を取り付けなければならない。
10.3.5 水柱管の連絡管
水柱管とボイラとを結ぶ管は呼び径20A以上で,次の条件を備えなければならない。
a) 水側連絡管及び水柱管内部は,容易に掃除できるようにしなければならない。
b) 水側連絡管を水柱管又はボイラに取り付ける口は,水面計の見える最低水位より上であってはならな
い。また,管の途中に中高又は中低のある曲がりを付けないようにする。やむを得ず中低の部分があ
る場合には,その部分の水を全部吹き出すことができるドレン弁を取り付けなければならない。
c) 蒸気側連絡管を水柱管又はボイラに取り付ける口は,水面計の見える最高水位より下であってはなら
ない。また,管の途中にドレンのたまる部分があってはならない。
d) 連絡管にバルブ又はコックを設けるときは,一見してそれが開いているかどうかを知ることができる
ものとしなければならない。
10.3.6 水面計の連絡管
水面計の連絡管には,10.3.5を準用する。
10.3.7 常用水位の表示
常用水位は,水面計に表示するか,又は水面計に近接した位置に表示しなければならない。
10.3.8 験水コック
a) 験水コックを備えるときは,ガラス水面計のガラスの見える範囲の位置に3個以上取り付けなければ
ならない。ただし,胴の内径が750 mm以下で,かつ,伝熱面積10 m2未満のボイラでは2個とする
ことができる。これらの験水コックの最下位のものは,ガラスの見える最下部へ取り付けなければな
らない。
b) 験水コックのねじ部は,ねじの呼びG1/2以上のJIS B 0202に規定する管用平行ねじ,R1/2以上のJIS B
0203に規定する管用テーパねじ又はM20以上のメートル細目ねじでなければならない。
10.4 給水装置など
10.4.1 給水装置の数
a) ボイラには,随時単独に最大蒸発量を発生するのに必要な給水ができる二組以上のポンプ(インゼク
タを含む。)を備えなければならない。ただし,第二の組の給水能力は,次によることができる。
1) 第一の組が2個以上のポンプを組み合わせたものである場合には,ボイラの最大蒸発量の25 %以上
で,かつ,第一の組の最大のポンプと同等以上とする。
2) 第一の組が2個以上のポンプを組み合わせたものである場合,微粉炭,液体燃料,ガス燃料及びパ
ルプ廃液を使用するボイラ,スプレッダストーカだきボイラ,余熱ガスを利用するボイラでは,ボ
イラの最大蒸発量の25 %以上とする。
b) ボイラの水位が安全低水位に達した場合に燃料を自動的に遮断する機能をもつボイラについては,給
水装置は一組で差し支えない。ただし,固体燃料などを使用するボイラで燃料の供給を遮断しても,
なおボイラに損傷を与えるような熱が残存するものを除く。
10.4.2 給水装置の種類
給水装置の種類は,次による。
a) 給水装置が一組のもの及び二組の給水装置中の第一のものは,動力によって運転する給水ポンプ又は
インゼクタでなければならない。ただし,最高使用圧力が0.25 MPa未満で火格子面積が0.6 m2以下又
は伝熱面積が12 m2以下の場合は,これによらなくてもよい。
b) ボイラの最高使用圧力より20 %以上高い水圧で給水することができる給水タンク又はボイラの最高
80
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
使用圧力より0.1 MPa以上高い圧力をもつ水源は,これを給水装置として差し支えない。
c) 固体燃料などを使用するボイラで燃料の供給を遮断しても,なおボイラに損傷を与えるような熱が残
存するものでは,蒸気動力,内燃機関又は予備電源によって運転できる給水装置を一組備えなければ
ならない。
10.4.3 二つ以上のボイラの給水装置
近接した二つ以上の蒸気ボイラを結合して使用する場合には,給水装置に関する規定は,これらの蒸気
ボイラを一つの蒸気ボイラとみなして適用することができる。この場合,各ボイラに対する給水枝管には,
給水源に近く止め弁を備えなければならない。
10.4.4 給水弁及び逆止め弁
a) 給水装置の給水管には,ボイラに近接して給水弁と,これに近く逆止め弁とを備えなければならない。
ただし,最高使用圧力0.1 MPa未満のボイラでは,逆止め弁を省略してもよい。
b) ボイラごとにポンプを備える場合で,給水加熱器の出口又は給水ポンプの出口に止め弁及び逆止め弁
がある場合は,a) の止め弁及び逆止め弁は省略することができる。
c) 給水弁と逆止め弁とを組み合わせた構造のバルブにおいて,弁体及び弁座が給水弁及び逆止め弁に共
通のものは給水弁とし,逆止め弁とは認めない。
d) 給水管に給水弁を取り付ける場合には,給水が弁体を押し上げるように取り付けなければならない。
10.4.5 給水弁及び逆止め弁の大きさ
給水弁及び逆止め弁の大きさは,伝熱面積10 m2以下のボイラでは呼び径15 A以上,10 m2を超えるボ
イラでは呼び径20 A以上のものでなければならない。
10.4.6 給水箇所
給水箇所については,特殊のボイラを除くほか,次による。
a) 給水は,直接高熱火炎に触れる伝熱面,放射熱を受ける伝熱面からなるべく離して,かつ,分散する
ように供給する。最高使用圧力2.8 MPaを超えるボイラでは,給水管が胴板又は鏡板を通る箇所に適
当な装置を設けて温度差の影響を少なくするようにしなければならない。
b) 復水を供給する暖房用ボイラを除き,給水をブロー管から入れてはならない。
c) 給水内管を使用するときは,これを取外しできる構造としなければならない。
d) 胴の内径が1 000 mmを超える外だき横煙管ボイラでは,一般に,中央列の煙管の上で前鏡板からボ
イラの長さの約3/5の箇所に給水する。給水内管は,しっかりと胴の内側から支えなければならない。
e) 立て煙管ボイラでは,次の箇所に給水する。
1) 煙管の長さが1 200 mm以下のものは,下の管板の面から上方へ煙管の長さの1/4以上の箇所。
2) 煙管の長さが1 200 mmを超えるものは,下の管板の面から上方へ300 mm以上の箇所。
10.5 蒸気止め弁,ブロー弁及びブローコック
10.5.1 止め弁の個数
蒸気の各取出口(安全弁,過熱器への取出口及び再熱器への入口・出口を除く。)には,止め弁を備えな
ければならない。マンホールをもつボイラが共通の蒸気だめに連絡されるときは,各ボイラと蒸気だめと
を結ぶ蒸気管に2個の止め弁,又はボイラに近いところに逆止め弁を,また,蒸気だめに近いところに止
め弁を設けなければならない。
また,これらのバルブの間には,十分な大きさのドレン弁を設けなければならない。
10.5.2 止め弁
止め弁は,ボイラの最高使用圧力と使用温度に耐え,かつ,少なくとも0.7 MPaの圧力に耐えるもので
81
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なければならない。
呼び径65A以上の蒸気止め弁は,外ねじ形の構造又は特殊の構造とし,弁体の開閉が一見して分かるも
のでなければならない。
10.5.3 止め弁のドレン抜き
過熱器及びドレンがたまる位置に止め弁を設けるときは,ドレン抜きを設けなければならない。
10.5.4 ブロー弁又はブローコックの大きさ及び個数
ボイラには,少なくとも底部にブロー管,及びブロー弁又はブローコックを設けなければならない。た
だし,貫流ボイラについては,この限りではない。
ブロー弁又はブローコックの大きさ及び個数は,次による。
a) ブロー弁又はブローコックの大きさは,呼び径25A以上65A以下,又はこれに相当するものでなけれ
ばならない。ただし,伝熱面積が10 m2以下のボイラでは,呼び径20A以上65A以下とすることがで
きる。
b) 最高使用圧力0.7 MPa以上のボイラのブロー管には,ブロー弁2個以上又はブロー弁及びブローコッ
クをそれぞれ直列に設けなければならない。この場合に,少なくとも1個のブロー弁は,閉じた状態
から全開するのに回転軸を少なくとも5回転するものでなければならない。ただし,車両用及び移動
式のボイラ,並びに伝熱面積が30 m2以下の多管式特殊循環ボイラについては,この限りではない。
c) 一つのボイラにブロー管が2本以上ある場合には,これらを共通の母管にまとめて,各々のブロー管
には1個のブロー弁又はブローコックを,母管には1個のブロー弁を設けてもよい。この場合,ブロ
ー弁は,閉じた状態から全開するのに回転軸を少なくとも5回転するものでなければならない。
d) 二つ以上のボイラのブロー管は,ブロー弁又はブローコックから先も共通としてはならない。ただし,
伝熱面積が30 m2以下の多管式特殊循環ボイラについては,この限りではない。
10.5.5 ブロー弁又はブローコックの形状及び強さ
ブロー弁又はブローコックは,見やすく,かつ,取扱いが容易な位置に取り付けなければならない。ブ
ロー弁又はブローコックの形状及び強さは,次による。
a) ブロー弁又はブローコックは,スケールその他の沈殿物がたまらない構造としなければならない。
b) ブローコックは,グランドをもつものでなければならない。ただし,伝熱面積が30 m2以下の多管式
特殊循環ボイラについては,この限りではない。
c) ブロー弁又はブローコックの強さは,次の1) 及び2) を満足するものでなければならない。
1) ボイラの最高使用圧力の1.25倍又はボイラの最高使用圧力に1.55 MPaを加えた圧力のうち小さい
ほうの圧力に耐えるものでなければならない。ただし,伝熱面積が30 m2以下の多管式特殊循環ボ
イラについては,最高使用圧力に耐えるものとしてよい。
2) いかなる場合でも0.7 MPa以上の圧力に耐えるものでなければならない。
d) ねずみ鋳鉄品製及びパーライト可鍛鋳鉄品製のものは最高使用圧力1.3 MPa以下,球状黒鉛鋳鉄品製,
黒心可鍛鋳鉄品製,ダクタイル鉄鋳造品製及びマレアブル鉄鋳鉄品製のものは最高使用圧力1.9MPa
以下のボイラに使用することができる。
10.5.6 表面ブロー装置又は連続ブロー装置用止め弁
表面ブロー装置又は連続ブロー装置を設ける場合には,水面近くから独立して取り出し,止め弁を1個
以上設けなければならない。
82
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.6 通風装置,煙道など
10.6.1 爆発戸
微粉炭,油又はガス燃焼ボイラで,急激な爆発燃焼に備えるため爆発戸を設ける場合は,爆発ガスによ
る危害を防止するようにしなければならない。
10.6.2 燃焼室のマンホール及び検査穴
ボイラの燃焼室には,掃除及び検査のため内部に入ることのできる大きさの穴を設けなければならない。
ただし,炉筒の内径が500 mm以下の炉筒ボイラであって,その前部又は後部に掃除穴が設けられている
もの及び燃焼室に入ることができる構造のボイラについては,この限りでない。
10.6.3 ボイラの煙突
ボイラの煙突は,雨水の浸入によってボイラに損傷が生ずるおそれのない構造でなければならない。た
だし,雨水の浸入によってボイラに損傷が生ずるおそれのない位置に設けられる煙突については,この限
りでない。
10.7 自動制御装置
10.7.1 自動給水調節器
自動給水調節器を設けるときは,必要に応じて直ちに手動に変更できる構造としなければならない。二
つ以上のボイラに共通の自動給水調節器を設けてはならない。
10.7.2 低水位燃料遮断装置など
a) 自動給水調整装置をもつ蒸気ボイラ(貫流ボイラを除く。)には,当該ボイラごとに,起動時に水位が
安全低水面以下である場合及び運転時に水位が安全低水面以下になった場合に,自動的に燃料の供給
を遮断する装置(以下,低水位燃料遮断装置という。)を設けなければならない。
b) a) にかかわらず,次の1) 及び2) のいずれかに該当する場合には,低水位警報装置(水位が安全低水
面以下の場合に,警報を発する装置をいう。)を低水位燃料遮断装置に代えることができる。
1) 燃料の性質又は燃焼装置の構造によって,緊急遮断が不可能なもの。
2) ボイラの使用条件によって,ボイラの運転を緊急停止することが適さないもの。
10.7.3 燃焼安全装置
a) ボイラの燃焼装置には,異常消火又は燃焼用空気の異常な供給停止が起こったときに,自動的にこれ
を検出し,直ちに燃料の供給を遮断することができる装置(以下,燃焼安全装置という。)を設けなけ
ればならない。ただし,10.7.2 b) の1) 及び2) のいずれかに該当する場合は,この限りでない。
b) 燃焼安全装置は,次の1) 及び2) によらなければならない。
1) 作動用動力源が断たれた場合に直ちに,燃料の供給を遮断するものである。
2) 作動用動力源が断たれている場合及び復帰した場合に,自動的に遮断が解除されるものでない。
c) 自動的に点火することができるボイラに用いる燃焼安全装置は,故障その他の原因で点火することが
できない場合又は点火しても火炎を検出することができない場合には,燃料の供給を自動的に遮断す
るものであって,手動による操作をしない限り再起動できないものでなければならない。
d) 燃焼安全装置自身が故障した場合,及び燃焼安全装置に,燃焼に先立ち火炎検出機構の故障,その他
の原因による火炎の誤検出がある場合には,当該燃焼安全装置は燃焼を開始させない機能をもつもの
でなければならない。
83
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11 貫流ボイラ及び強制循環ボイラに特有の規定
11.1 一般
貫流ボイラ及び強制循環ボイラについては,箇条1〜箇条10によるほか,次による。
11.2 給水管の最小厚さ
給水管の最小厚さは,6.8.4の式によって求める。ただし,Pは,ボイラの入口の最高使用圧力とする。
11.3 水圧試験
各部の最高使用圧力が異なる貫流ボイラでは,9.3.1のa)〜c) によるほか,各部ごとのいかなる部分に
おいても各部の最高使用圧力の1.25倍以上の水圧がかかるようにしなければならない。また,水圧試験中
に各部ごとにいかなる部分においても材料の降伏点(又は0.2 %耐力)の0.9倍より大きな応力を発生させ
てはならない。
11.4 安全弁及び圧力逃し装置
11.4.1 安全弁の性能及び個数
10.1.1 a) において,自動燃焼制御装置,ボイラ出口最高使用圧力の1.06倍以下の圧力で急速に燃料の送
入を遮断する装置及びボイラの最高使用圧力以下の圧力で自動的に作動する圧力逃し装置を1個以上もち,
圧力逃し装置の合計容量がボイラの最大蒸発量の10 %以上である貫流ボイラ[以下単に“圧力逃し装置を
もつ貫流ボイラ”という。]については,ボイラ出口最高使用圧力の20 %増しを超えないようにすること
ができる。貫流ボイラでボイラと圧力逃し装置との間に止め弁を設置する場合には,圧力逃し装置は2個
以上としなければならない。止め弁は,弁体の開閉状態が一目で分かる形式のものでなければならない。
注記1 圧力逃し装置とは,ボイラの圧力を検出し,空気,電気,蒸気,油圧などの力によって自動
的に開閉し,ボイラ内の流体を大気又は低圧容器に放出することによって圧力の減衰を図る
装置をいう。この場合,下流側の絶対圧力は,上流側の絶対圧力の50 %以下となるのが望ま
しい。
注記2 圧力逃し装置を注記1以外の目的に使用する場合には,圧力逃し装置としての信号は,他の
全ての信号に優先するのが望ましい。
11.4.2 安全弁の調整
少なくとも1個の安全弁は,ボイラ出口の最高使用圧力以下の圧力で自動的に作動する圧力逃し装置を
もつ強制循環ボイラでは,当該箇所の最高使用圧力の3 %増し以下,圧力逃し装置をもつ貫流ボイラでは,
ボイラ出口の最高使用圧力の16 %増し以下に調整されなければならない。
圧力逃し装置をもつ貫流ボイラであって,その他の箇所にある安全弁の吹出し圧力は,最高使用圧力の
16 %増し以下に調整されなければならない。
11.4.3 安全弁及び圧力逃し装置の大きさ
a) 安全弁の吹出し量を求める場合,自動燃焼制御装置及びボイラの最高使用圧力の6 %増し以下の圧力
で急速に燃料の送入を遮断する装置をもつ貫流ボイラでは,ボイラの出口の最高使用圧力以下の圧力
で自動的に作動する圧力逃がし装置の吹出し量(ボイラの最大蒸発量の30 %を超える場合は,ボイラ
の最大蒸発量の30 %)を安全弁の吹出し量に算入することができる。
b) 圧力逃し装置の大きさは,呼び径25A以上としなければならない。ただし,最大蒸発量5 t/h以下の
貫流ボイラにあっては,呼び径20A以上とすることができる。
c) 圧力逃し装置の吹出し量の算定は,10.1.1 g) の安全弁の規定に準じる。
11.4.4 過熱器付きボイラの安全弁
貫流ボイラでは,過熱器出口にボイラの所要吹出し量の安全弁を設けることができる。
84
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.5 給水装置の数
貫流ボイラの給水装置の数については,10.4.1によるが,給水量が不足した場合に燃料を自動的に遮断
する機能をもつものについては,給水装置は一組で差し支えない。ただし,固体燃料などを使用するボイ
ラで燃料の供給を遮断してもなお,ボイラに損傷を与えるような熱が残存するものを除く。
11.6 給水用逆止め弁
貫流ボイラの給水装置の給水管には,逆止め弁を省略してもよい。
11.7 ブロー弁又はブローコックの大きさ及び個数
定常時における保有水量400 kg以下の強制循環ボイラでは,閉じた状態から全開するのに回転軸を少な
くとも5回転以上回転することを必要とするブロー弁を1個としてもよい。
11.8 自動燃焼遮断装置
貫流ボイラには給水が不足した場合に,自動的に燃料の供給を遮断する装置又はこれに代わる安全装置
を備えなければならない。
12 表示及び適合性評価
12.1 表示
ボイラは,外面の見やすい箇所に明瞭で,かつ,消えないように次の項目などを直接刻印するか,又は
用途に適する金属製の板に打刻,鋳出しなどの方法によって表示し,溶接,ろう付けなどによって取り付
ける。ボイラに物理的な打刻などができない場合は,代わりに,ボイラとの対照が可能な記録に記載する
か,又はボイラに取り付ける適切なラベルによって表示してもよい。
a) 適用規格
b) 最高使用圧力
c) 蒸気温度(温水ボイラでは,温水温度)
d) 最大連続蒸発量(温水ボイラでは,最大連続出力)
e) 製造年月
f)
製造業者名又はその略称
g) 識別番号又は管理番号
h) 伝熱面積(必要に応じて)
12.2 適合性評価
ボイラの製造業者は,適切な品質管理システムの下にボイラを製造する。
85
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
材料の許容引張応力
この附属書は,ボイラに使用する材料の許容引張応力について規定する。
86
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力
適用規格
記号
標準成分(%) 規定最小
引張強さ
N/mm2
最小降伏点又は
耐力N/mm2
(板厚mm)
母材
の区
分
グル
ープ
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3101 SS330
−
330
205(t≦16)
195(16<t≦40)
175(40<t≦100)
1
1
−
−
82 82 82 82 82 82 82 82 82 82 82 82 82 − − − − − − − − − − − − − − − − − − SS330
SS400
−
400
45(t≦16)
235(16<t≦40)
215(40<t≦100)
1
1
−
−
100 100 100 100 100 100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − SS400
JIS G 3103 SB410
−
410
225
1
1
− a),b)
103 103 103 103 103 103 103 103 103 103 103 103 102 98 89 75 62 46 32 22 17 − − − − − − − − − − SB410
SB450
−
450
245
1
1
− a),b)
112 112 112 112 112 112 112 112 112 112 112 112 111 105 95 80 63 46 32 22 17 − − − − − − − − − − SB450
SB480
−
480
265
1
2
− a),b)
121 121 121 121 121 121 121 121 121 121 121 121 119 113 101 84 67 51 34 22 17 − − − − − − − − − − SB480
SB450M
0.5Mo
450
255
3
1
− b),c)
112 112 112 112 112 112 112 112 112 112 112 112 112 112 112 109 106 97 70 44 33 − − − − − − − − − − SB450M
SB480M
0.5Mo
480
275
3
2
− b),c)
121 121 121 121 121 121 121 121 121 121 121 121 121 121 121 120 118 101 70 44 33 − − − − − − − − − − SB480M
JIS G 3106 SM400A
SM400B
−
400
245(t≦16)
235(16<t≦40)
215(40<t≦100)
205(100<t≦160)
195(160<t≦200)
1
1
−
−
100 100 100 100 100 100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − SM400A
SM400B
SM400C
245(t≦16)
235(16<t≦40)
15(40<t≦100)
SM400C
SM490A
SM490B
−
490
325(t≦16)
315(16<t≦40)
295(40<t≦100)
285(100<t≦160)
275(160<t≦200)
1
2
−
−
122 122 122 122 122 122 122 122 122 122 122 122 122 − − − − − − − − − − − − − − − − − − SM490A
SM490B
SM490C
325(t≦16)
315(16<t≦40)
295(40<t≦100)
SM490C
JIS G 3115 SPV235
−
400
235(t≦16)
215(16<t≦40)
195(40<t≦100)
1
1
−
−
100 100 100 100 100 100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − SPV235
SPV315
−
490
325(t≦16)
295(16<t≦40)
275(40<t≦75)
1
2
−
−
d),e)
122
142
122
142
122
132
122
130
122
127
122
127
122
126
122
126
122
126
122
126
122
126
122
126
122
126
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SPV315
SPV355
−
520
355(t≦16)
335(16<t≦40)
315(40<t≦75)
1
2
−
−
d),e)
130
160
130
155
130
151
130
147
130
143
130
143
130
143
130
143
130
143
130
143
130
143
130
143
130
143
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SPV355
JIS G 3118 SGV410
SGV450
SGV480
−
−
−
410
450
480
225
245
265
1
1
1
1
1
2
−
−
−
a)
a)
a)
103
112
121
103
112
121
103
112
121
103
112
121
103
112
121
103
112
121
103
112
121
103
112
121
103
112
121
103
112
121
103
112
121
103
112
121
102
111
119
98
105
113
89
95
101
75
80
84
62
63
67
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SGV410
SGV450
SGV480
JIS G 3119 SBV1A
SBV1B
Mn-0.5Mo
Mn-0.5Mo
520
550
315
345
3
3
2
3
−
−
−
b)
130
138
130
138
130
138
130
138
130
138
130
138
130
138
130
138
130
138
130
138
130
138
130
138
130
138
129
138
126
135
122
130
117
124
100
102
70
70
44
44
−
33
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SBV1A
SBV1B
SBV2
Mn-0.5Mo-0.5Ni
550
345
3
3
− b)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 135 130 124 102 70 44 33 − − − − − − − − − − SBV2
SBV3
Mn-0.5Mo-0.5Ni
550
345
3
3
− b)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 135 130 124 102 70 44 33 − − − − − − − − − − SBV3
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
87
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力(続き)
適用規格
記号
標準成分(%) 規定最小
引張強さ
N/mm2
最小降伏点又は
耐力N/mm2
(板厚mm)
母材
の区
分
グル
ープ
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3201 SF340A
−
340
175
1
1
− f)
85 85 85 85 85 85 85 85 85 85 85 85 85 79 75 64 51 − − − − − − − − − − − − − − SF340A
SF390A
−
390
195
1
1
−
−
a),b),f)
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
98
−
93
−
84
−
73
−
56
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SF390A
SF440A
−
440
225
1
1
−
−
a),b),f)
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
110
−
104
−
94
−
81
−
57
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SF440A
SF490A
−
490
245
1
2
−
−
a),b),f)
121
121
121
121
121
121
121
121
121
121
121
121
121
121
121
121
121
121
121
121
121
121
121
121
119
119
−
113
−
101
−
84
−
69
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SF490A
JIS G 3202 SFVC1
−
410
205
1
1
− a)
103 103 103 103 103 103 103 103 103 103 103 103 102 98 89 75 62 46 32 22 − − − − − − − − − − − SFVC1
SFVC2A
−
490
245
a)
121 121 121 121 121 121 121 121 121 121 121 121 119 113 101 84 67 51 34 22 − − − − − − − − − − − SFVC2A
SFVC2B
−
490
245
a)
121 121 121 121 121 121 121 121 121 121 121 121 119 113 101 84 67 51 34 22 − − − − − − − − − − − SFVC2B
JIS G 3203 SFVAF1
0.5Mo
480
275
3
2
−
−
121 121 121 121 121 121 121 121 121 121 121 121 121 121 121 121 118 101 70 44 − − − − − − − − − − − SFVAF1
SFVAF2
0.5Cr-0.5Mo
480
275
3
2
−
−
121 121 121 121 121 121 121 121 121 121 121 121 121 121 121 121 121 118 83 51 − − − − − − − − − − − SFVAF2
SFVAF12
1Cr-0.5Mo
480
275
4
1
−
−
121 121 121 121 121 121 121 121 121 121 121 121 121 121 121 121 118 114 91 63 41 27 18 12
8 − − − − − − SFVAF12
SFVAF11A 25Cr-0.5Mo-0.75
Si
480
275
4
1
−
−
121 121 121 121 121 121 121 121 121 121 121 121 121 121 121 121 118 101 75 53 37 26 18 12
8 − − − − − − SFVAF11
A
SFVAF22A 2.25Cr-1Mo
410
205
5
1
−
−
103 103 103 103 103 103 103 103 103 103 103 103 103 103 103 103 100 95 81 64 48 35 24 16 10 − − − − − − SFVAF22
A
SFVAF22B 2.25Cr-1Mo
520
315
5
1
−
−
130 130 129 128 126 125 124 124 124 123 123 122 122 120 119 117 114 110 90 65 46 31 20 13
8 − − − − − − SFVAF22
B
SFVAF21A 3Cr-1Mo
410
205
5
1
−
−
103 103 103 103 103 103 103 103 103 103 103 103 103 102 100 96 92 85 69 55 44 34 25 17 10 − − − − − − SFVAF21
A
SFVAF21B 3Cr-1Mo
520
315
5
1
−
−
130 130 129 128 126 125 124 124 124 123 123 122 122 120 119 117 114 96 74 55 41 30 21 15
9 − − − − − − SFVAF21
B
SFVAF5A
5Cr-0.5Mo
410
245
5
1
− g)
103 103 103 101 100 100 99 99 99 99 98 97 96 94 91 88 84 77 62 47 35 26 18 12
7 − − − − − − SFVAF5A
SFVAF5B
5Cr-0.5Mo
480
275
5
2
− g)
121 121 120 119 117 117 116 116 116 115 114 113 112 110 106 103 98 80 62 47 35 26 18 12
7 − − − − − − SFVAF5B
SFVAF5C
5Cr-0.5Mo
550
345
5
2
− g)
138 138 137 136 134 133 132 132 132 132 131 130 128 125 121 117 102 81 62 47 35 26 18 12
7 − − − − − − SFVAF5C
SFVAF5D
5Cr-0.5Mo
620
450
5
2
− g)
155 155 154 152 150 150 149 149 149 148 147 146 143 141 136 132 104 81 62 47 35 26 18 12
7 − − − − − − SFVAF5D
SFVAF9
9Cr-1Mo
590
380
5
2
−
−
147 146 146 144 142 141 141 141 141 140 139 138 135 133 129 125 119 113 89 62 44 30 21 14 10 − − − − − − SFVAF9
JIS G 3204 SFVQ1A
0.5Ni-0.5Mo-V
550
345
3
3
−
−
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 132 − − − − − − − − − − − − − − − SFVQ1A
SFVQ1B
0.5Ni-0.5Mo-V
620
450
3
3
−
−
155 155 155 155 155 155 155 155 155 155 155 155 155 − − − − − − − − − − − − − − − − − − SFVQ1B
SFVQ2A
0.75Ni-0.3Cr-0.5
Mo-V
550
345
3
3
−
−
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 132 − − − − − − − − − − − − − − − SFVQ2A
SFVQ2B
0.75Ni-0.3Cr-0.5
Mo-V
620
450
3
3
−
−
155 155 155 155 155 155 155 155 155 155 155 155 155 − − − − − − − − − − − − − − − − − − SFVQ2B
JIS G 3452 SGP
−
290
−
−
1
1
E
B
h),i)
h),i)
62
47
62
47
62
47
62
47
62
47
62
47
62
47
62
47
62
47
62
47
62
47
62
47
62
47
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SGP
JIS G 3454 STPG370
−
370
215
1
1
S
E
−
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
STPG370
STPG410
−
410
245
1
1
S
E
−
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
102
87
98
83
89
75
75
64
62
53
46
39
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
STPG410
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
88
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力(続き)
適用規格
記号
標準成分(%) 規定最小
引張強さ
N/mm2
最小降伏点又は
耐力N/mm2
(板厚mm)
母材
の区
分
グル
ープ
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3455 STS370
−
370
215
1
1
S
−
92 92 92 92 92 92 92 92 92 92 92 92 92 − − − − − − − − − − − − − − − − − − STS370
STS410
−
410
245
1
1
S
−
103 103 103 103 103 103 103 103 103 103 103 103 102 98 89 75 62 46 32 22 − − − − − − − − − − − STS410
STS480
−
480
275
1
2
S
−
121 121 121 121 121 121 121 121 121 121 121 121 119 113 101 84 67 51 34 22 − − − − − − − − − − − STS480
JIS G 3456 STPT370
−
370
215
1
1
S
E
a)
a)
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
89
76
80
68
70
60
56
48
47
40
36
31
24
20
18
15
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
STPT370
STPT410
−
410
245
1
1
S
E
a),b)
a),b)
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
102
87
98
83
89
75
75
64
62
53
46
39
32
27
22
19
17
14
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
STPT410
STPT480
−
480
275
1
1
S a)
121 121 121 121 121 121 121 121 121 121 121 121 119 113 101 84 67 51 34 22 − − − − − − − − − − − STPT480
JIS G 3458 STPA12
0.5Mo
380
205
3
1
S b),c)
95 95 95 95 95 95 95 95 95 95 95 95 95 95 95 93 91 88 68 44 33 − − − − − − − − − − STPA12
STPA20
0.5Cr-0.5Mo
410
205
3
1
S b)
103 103 103 103 103 103 103 103 103 103 103 103 103 103 102 99 97 95 75 51 43 − − − − − − − − − − STPA20
STPA22
1Cr-0.5Mo
410
205
4
1
S
−
103 103 103 103 103 103 103 103 103 103 103 103 103 103 103 103 101 98 85 63 41 27 18 12
8 − − − − − − STPA22
STPA23
1.25Cr-0.5Mo-
0.75Si
410
205
4
1
S
−
103 103 103 103 103 103 103 103 103 103 103 103 103 103 102 99 97 94 75 53 37 26 18 12
8 − − − − − − STPA23
STPA24
2.25Cr-1Mo
410
205
5
1
S
−
103 103 103 103 103 103 103 103 103 103 103 103 103 103 103 103 100 95 81 64 48 35 24 16 10 − − − − − − STPA24s
STPA25
5Cr-0.5Mo
410
205
5
2
S
−
103 103 103 101 100 100 99 99 99 99 98 97 96 94 91 88 84 77 62 47 35 26 18 12
7 − − − − − − STPA25
STPA26
9Cr-1Mo
410
205
5
2
S
−
103 103 103 101 100 100 99 99 99 99 98 97 96 94 91 88 84 80 75 61 44 30 21 14 10 − − − − − − STPA26
JIS G 3459 SUS304TP
18Cr-8Ni
520
205
8A
−
S j),k)
j),k),l)
129
129
120
125
114
122
108
118
103
114
100
113
96
112
93
111
90
110
87
110
85
110
83
110
82
110
81
109
79
107
77
105
76
103
75
102
74
100
72
98
71
92
69
79
64
64
52
52
42
42
33
33
27
27
21
21
17
17
14
14
11
11
SUS304T
P
W j),k),m)
j),k),l),m)
110
110
102
106
97
103
92
100
88
97
85
96
81
95
79
94
77
93
75
93
72
93
71
93
70
93
69
93
67
91
66
89
65
88
64
87
63
85
61
83
60
78
59
67
54
54
44
44
36
36
28
28
23
23
18
18
14
14
12
12
9
9
SUS304HTP 18Cr-8Ni
520
205
8A
−
S
−
l)
129
129
120
125
114
122
108
118
103
114
100
113
96
112
93
111
90
110
87
110
85
110
83
110
82
110
81
109
79
107
77
105
76
103
75
102
74
100
72
98
71
92
69
79
64
64
52
52
42
42
33
33
27
27
21
21
17
17
14
14
11
11
SUS304H
TP
W
−
l)
110
110
102
106
97
104
92
100
88
97
85
96
82
95
79
94
77
94
74
94
72
94
71
94
70
94
69
93
67
91
65
89
65
88
64
87
63
85
61
83
60
78
59
67
54
54
44
44
36
36
28
28
23
23
18
18
14
14
12
12
9
9
SUS304LTP 18Cr-8Ni-
極低C
480
175
8A
−
S
−
l)
114
115
104
114
97
113
93
109
88
105
85
104
81
102
79
101
76
100
74
99
72
97
71
96
69
94
69
93
68
92
67
90
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SUS304L
TP
W m)
l),m)
97
98
88
97
82
96
79
93
75
89
72
88
69
87
67
86
65
85
63
84
61
82
60
82
59
80
59
79
58
78
57
77
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SUS309TP
23Cr-12Ni
520
205
8A
−
S j),k)
j),k),l)
129
130
124
130
120
130
115
129
111
129
108
128
105
126
102
125
98
124
97
123
96
121
95
120
94
119
93
118
92
116
90
114
89
111
88
108
87
105
77
85
60
60
44
44
32
32
24
24
17
17
11
11
6
6
4
4
3
3
2
2
2
2
SUS309T
P
W j),k),m)
j),k),l),m)
110
110
106
110
102
110
98
110
94
110
92
109
89
108
86
107
84
105
82
104
82
103
81
102
80
101
79
100
78
99
77
97
76
95
75
92
74
89
65
72
51
51
37
37
28
28
20
20
14
14
9
9
5
5
3
3
3
3
2
2
2
2
SUS309STP 23Cr-12Ni
520
205
8A
−
S j),k)
j),k),l)
129
130
124
130
120
130
115
129
111
129
108
128
105
126
102
125
98
124
97
123
96
121
95
120
94
119
93
118
92
116
90
114
89
111
88
108
87
105
77
85
60
60
44
44
32
32
24
24
17
17
11
11
6
6
4
4
3
3
2
2
2
2
SUS309S
TP
W j),k),m)
j),k),l),m)
110
110
106
110
102
110
98
110
94
110
92
109
89
108
86
107
84
105
82
104
82
103
81
102
80
101
79
100
78
99
77
97
76
95
75
92
74
89
65
72
51
51
37
37
28
28
20
20
14
14
9
9
5
5
3
3
3
3
2
2
2
2
SUS310TP
25Cr-20Ni
520
205
8A
−
S j),k)
j),k),l)
129
130
124
128
120
126
115
124
111
121
108
121
105
120
102
120
100
120
97
120
96
120
94
120
93
120
92
120
90
119
89
117
88
115
87
113
85
111
76
87
60
60
44
44
32
32
24
24
17
17
11
11
6
6
4
4
3
3
2
2
2
2
SUS310T
P
W j),k),m)
j),k),l),m)
106
110
105
109
102
107
98
105
94
103
92
103
89
102
87
102
85
102
83
102
81
102
80
102
79
102
78
102
77
101
76
100
75
98
73
96
73
94
65
74
51
51
37
37
28
28
20
20
14
14
9
9
5
5
3
3
3
3
2
2
2
2
SUS310STP 25Cr-20Ni
520
205
8A
−
S j),k)
j),k),l)
129
130
124
128
120
126
115
124
111
121
108
121
105
120
102
120
100
120
97
120
96
120
94
120
93
120
92
120
90
119
89
117
88
115
87
113
85
111
76
87
60
60
44
44
32
32
24
24
17
17
11
11
6
6
4
4
3
3
2
2
2
2
SUS310S
TP
W j),k),m)
j),k),l),m)
110
110
106
108
102
107
98
105
94
103
92
103
89
102
87
102
85
102
83
102
81
102
80
102
79
102
78
102
77
101
76
100
75
98
73
96
73
94
65
74
51
51
37
37
28
28
20
20
14
14
9
9
5
5
3
3
3
3
2
2
2
2
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
89
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力(続き)
適用規格
記号
標準成分(%) 規定最小
引張強さ
N/mm2
最小降伏点又は
耐力N/mm2
(板厚mm)
母材
の区
分
グル
ープ
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3459 SUS316TP
16Cr-12Ni-2Mo
520
205
8A
−
S j),k)
j),k),l)
129
130
125
130
120
129
114
128
107
127
103
126
99
125
96
125
93
124
90
122
88
119
86
117
84
114
83
112
82
111
81
110
80
108
79
108
79
107
78
106
78
105
77
98
74
81
65
65
50
50
39
39
30
30
23
23
18
18
14
14
11
11
SUS316T
P
W j),k),m)
j),k),l),m)
110
110
106
110
102
110
97
109
92
108
88
107
85
106
82
106
79
106
77
104
75
102
73
99
72
97
71
96
70
94
68
93
68
93
68
91
67
91
67
90
66
89
65
83
63
69
55
55
43
43
33
33
25
25
20
20
15
15
12
12
9
9
SUS316HTP 16Cr-12Ni-2Mo
520
205
8A
−
S
−
l)
129
130
125
130
120
129
114
128
107
127
103
126
99
125
96
125
93
124
90
122
88
119
86
117
84
114
83
112
82
111
81
110
80
108
79
108
79
107
78
106
78
105
77
98
74
81
65
65
50
50
39
39
30
30
23
23
18
18
14
14
11
11
SUS316H
TP
W m)
l),m)
110
110
106
110
102
110
97
109
91
108
88
107
84
106
82
106
79
105
77
104
75
101
73
99
71
97
71
95
70
94
69
94
68
92
67
91
67
91
66
90
66
89
65
83
63
69
55
55
43
43
33
33
26
26
20
20
16
16
12
12
9
9
SUS316LTP 16Cr-12Ni-2Mo-
極低C
480
175
8A
−
S
−
l)
114
115
103
115
96
115
92
112
87
110
84
109
81
108
79
106
76
103
74
101
73
98
71
96
70
95
69
93
68
91
66
90
65
88
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SUS316L
TP
W m)
l),m)
97
98
88
98
82
97
78
96
74
94
71
93
69
92
67
90
65
88
63
86
62
83
60
82
60
80
58
79
57
77
56
77
55
75
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SUS321TP
18Cr-12Ni-3.5Mo
極低C
520
205
8A
−
S j),k)
j),k),l)
129
129
125
125
122
122
118
118
114
115
110
114
106
113
103
113
100
113
97
113
95
113
93
113
91
113
89
113
88
113
86
113
86
113
85
113
84
113
83
103
75
82
60
60
44
44
33
33
25
25
18
18
13
13
9
9
6
6
4
4
3
3
SUS321T
P
W j),k),m)
j),k),l),m)
110
110
106
106
103
103
100
101
96
98
93
97
90
96
88
96
85
96
83
96
81
96
79
96
77
96
76
96
75
96
73
96
73
96
72
96
71
96
71
94
64
77
51
51
38
38
28
28
21
21
16
16
11
11
7
7
5
5
4
4
2
2
SUS321HTP 18Cr-10Ni-Ti
520
205
8A
−
S
−
l)
129
129
125
125
122
122
118
118
114
115
110
114
106
113
103
113
100
113
97
113
95
113
93
113
91
113
89
113
88
113
86
113
86
113
85
113
84
113
83
103
75
82
60
60
44
44
33
33
25
25
18
18
13
13
9
9
6
6
4
4
3
3
SUS321H
TP
W m)
l),m)
110
110
106
106
104
104
100
100
97
98
94
97
90
96
88
96
85
96
82
96
81
96
79
96
77
96
76
96
75
96
73
96
73
96
72
96
71
95
71
94
68
64
61
54
50
50
39
39
31
31
25
25
20
20
15
15
13
13
10
10
8
8
SUS347TP
18Cr-10Ni-Nb
520
205
8A
−
S j),k)
j),k),l)
129
129
125
125
122
122
118
118
113
113
110
110
107
107
106
106
104
104
102
103
100
103
98
102
97
102
95
101
94
101
94
101
93
101
93
101
93
101
92
100
88
92
76
76
58
58
40
40
30
30
23
23
16
16
12
12
9
9
7
7
6
6
SUS347T
P
W j),k),m)
j),k),l),m)
110
110
107
107
104
104
100
100
96
96
94
94
91
91
90
90
89
89
87
88
85
88
84
87
82
87
81
86
80
86
80
86
79
86
79
86
79
86
79
85
75
79
65
65
49
49
35
35
26
26
20
20
14
14
10
10
8
8
6
6
5
5
SUS347HTP 18Cr-10Ni-Nb
520
205
8A
−
S
−
l)
129
129
125
125
122
122
118
118
113
113
110
110
107
107
106
106
104
104
102
103
100
103
98
102
97
102
95
101
94
101
94
101
93
101
93
101
93
101
92
100
92
98
91
96
87
88
70
70
54
54
42
42
32
32
24
24
19
19
15
15
11
11
SUS347H
TP
W m)
l),m)
110
110
106
106
104
104
100
100
96
96
94
94
91
91
90
90
88
88
87
88
85
88
83
87
82
87
81
86
80
86
80
86
79
86
79
86
79
86
78
85
78
84
77
82
74
75
60
60
46
46
36
36
27
27
20
20
16
16
13
13
10
10
JIS G 3461 STB340
−
340
175
1
1 S,E
E
a),b),n)
a),b)
85
72
85
72
85
72
85
72
85
72
85
72
85
72
85
72
85
72
85
72
85
72
85
72
85
72
82
70
76
65
66
56
53
45
49
42
36
31
24
20
18
15
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
STB340
STB410
−
410
255
1
1 S,E
E
a),b),n)
a),b)
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
102
87
98
83
89
76
75
64
62
53
46
39
32
27
22
19
17
14
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
STB410
STB510
−
510
295
1
2 S,E
E
n)
−
128
109
128
109
128
109
128
109
128
109
128
109
128
109
128
109
128
109
128
109
128
109
128
109
128
109
128
109
115
98
98
83
69
59
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
STB510
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
90
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力(続き)
適用規格
記号
標準成分(%) 規定最小
引張強さ
N/mm2
最小降伏点又は
耐力N/mm2
(板厚mm)
母材
の区
分
グル
ープ
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3462 STBA12
0.5Mo
380
205
3
1 S,E
E
b),c),n)
b),c)
95
81
95
81
95
81
95
81
95
81
95
81
95
81
95
81
95
81
95
81
95
81
95
81
95
81
95
81
95
81
93
79
91
78
88
75
68
58
44
37
33
28
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
STBA12
STBA13
0.5Mo
410
205
3
1 S,E
E
b),c),n)
b),c)
102
87
102
87
102
87
102
87
102
87
102
87
102
87
102
87
102
87
102
87
102
87
102
87
102
87
102
87
102
87
100
85
95
81
88
75
69
59
44
37
33
28
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
STBA13
STBA20
0.5Cr-0.5Mo
410
205
3
1 S,E
E
b),n)
b)
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
102
87
99
84
97
82
95
81
75
64
51
43
41
35
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
STBA20
STBA22
1Cr-0.5Mo
410
205
4
1 S,E
E
n)
−
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
103
88
101
86
98
83
85
72
63
54
41
34
27
23
18
15
12
10
8
5
−
−
−
−
−
−
−
−
−
−
−
−
STBA22
STBA23
1.25Cr-0.5Mo-
0.75Si
410
205
4
1
S
−
103 103 103 103 103 103 103 103 103 103 103 103 103 103 102 99 99 94 75 53 37 26 18 12
8 − − − − − − STBA23
STBA24
2.25Cr-1Mo
410
205
5
1
S
−
103 103 103 103 103 103 103 103 103 103 103 103 103 103 103 103 100 95 81 64 48 35 24 16 10 − − − − − − STBA24
STBA25
5Cr-0.5Mo
410
205
5
2
S
−
103 103 103 101 100 100 99 99 99 99 98 97 96 94 91 88 84 77 62 47 35 26 18 12
7 − − − − − − STBA25
STBA26
9Cr-1Mo
410
205
5
2
S
−
103 103 103 101 100 100 99 99 99 99 98 97 96 94 91 88 84 80 75 61 44 30 21 14 10 − − − − − − STBA26
JIS G 3463 SUS304TB 18Cr-8Ni
520
205
8A
−
S j),k)
j),k),l)
129
129
120
125
114
122
108
118
103
114
100
113
96
112
93
111
90
110
87
110
85
110
83
110
82
110
81
109
79
107
77
105
76
103
75
102
74
100
72
98
71
92
69
79
64
64
52
52
42
42
33
33
27
27
21
21
17
17
14
14
11
11
SUS304T
B
W j),k),m)
j),k),l),m)
110
110
98
106
91
103
87
100
83
97
79
96
76
95
74
94
72
93
70
93
68
93
67
93
66
93
65
93
63
91
62
89
61
88
60
87
59
85
58
83
57
78
54
67
50
54
44
44
36
36
28
28
23
23
18
18
15
15
12
12
10
10
SUS304HTB 18Cr-8Ni
520
205
8A
−
S
−
l)
129
129
120
125
114
122
108
118
103
114
100
113
96
112
93
111
90
110
87
110
85
110
83
110
82
110
81
109
79
107
77
105
76
103
75
102
74
100
72
98
71
92
69
79
64
64
52
52
42
42
33
33
27
27
21
21
17
17
14
14
11
11
SUS304H
TB
W
−
l)
110
110
102
106
97
104
92
100
88
97
85
96
82
95
79
94
77
94
77
94
72
94
71
94
70
94
69
93
67
91
65
89
65
88
64
87
63
85
61
83
60
78
59
67
54
54
44
44
36
36
28
28
23
23
18
18
14
14
12
12
9
9
SUS304LTB 18Cr-8Ni-
極低C
480
175
8A
−
S
−
l)
114
115
104
114
97
113
93
109
88
105
85
104
81
102
79
101
76
100
74
99
72
97
71
96
69
94
69
93
68
92
67
90
66
88
64
84
63
73
58
60
49
49
41
41
33
33
27
27
22
22
−
−
−
−
−
−
−
−
−
−
−
−
SUS304L
TB
W m)
l),m)
97
98
89
97
83
96
79
93
75
90
72
88
69
86
67
86
65
85
63
84
61
83
60
82
59
80
58
79
57
78
57
77
56
75
55
71
54
62
49
51
42
42
35
35
28
28
23
23
19
19
−
−
−
−
−
−
−
−
−
−
−
−
SUS309TB 23Cr-12Ni
520
205
8A
−
S j),k)
j),k),l)
129
130
124
130
120
130
115
129
111
129
108
128
105
126
102
125
98
124
97
123
96
121
95
120
94
119
93
118
92
116
90
114
89
111
88
108
87
105
77
85
60
60
44
44
32
32
24
24
17
17
11
11
6
6
4
4
3
3
2
2
2
2
SUS309T
B
W j),k),m)
j),k),l),m)
110
110
106
110
102
110
98
110
94
110
92
109
89
108
86
107
84
105
82
104
82
103
81
102
80
101
79
100
78
99
77
97
76
95
75
92
74
89
65
72
51
51
37
37
28
28
20
20
14
14
9
9
5
5
3
3
3
3
2
2
2
2
SUS309STB 23Cr-12Ni
520
205
8A
−
S j),k)
j),k),l)
129
130
124
130
120
130
115
129
111
129
108
128
105
126
102
125
98
124
97
122
96
121
95
120
94
119
93
118
92
116
90
114
89
111
88
108
87
105
77
85
60
60
44
44
32
32
24
24
17
17
11
11
6
6
4
4
3
3
2
2
2
2
SUS309S
TB
W j),k),m)
j),k),l),m)
110
110
105
110
102
110
98
110
94
110
92
109
89
107
87
106
83
105
82
104
82
103
81
102
80
101
79
100
78
99
77
97
76
94
75
92
74
89
65
72
51
51
37
37
28
28
20
20
14
14
9
9
5
5
3
3
3
3
2
2
2
2
SUS310TB 25Cr-20Ni
520
205
8A
−
S j),k)
j),k),l)
129
130
124
128
120
126
115
124
111
121
108
121
105
120
102
120
100
120
97
120
96
120
94
120
93
120
92
120
90
119
89
117
88
115
87
113
85
111
76
87
60
60
44
44
32
32
24
24
17
17
11
11
6
6
4
4
3
3
2
2
2
2
SUS310T
B
W j),k),m)
j),k),l),m)
110
110
106
108
102
107
98
105
94
103
92
103
89
102
87
102
85
102
83
102
81
102
80
102
79
102
78
102
77
101
76
100
75
98
73
96
73
94
65
74
51
51
37
37
28
28
20
20
14
14
9
9
5
5
3
3
3
3
2
2
2
2
SUS310STB 25:Cr-20Ni
520
205
8A
−
S j),k)
j),k),l)
129
130
124
128
120
126
115
124
111
121
108
121
105
120
102
120
100
120
97
120
96
120
94
120
93
120
92
120
90
119
89
117
88
115
87
113
85
111
76
87
60
60
44
44
32
32
24
24
17
17
11
11
6
6
4
4
3
3
2
2
2
2
SUS310S
TB
W j),k),m)
j),k),l),m)
110
110
106
108
102
107
98
105
94
103
92
103
89
102
87
102
85
102
83
102
81
102
80
102
79
102
78
102
77
101
76
100
75
98
73
96
73
94
65
74
51
51
37
37
28
28
20
20
14
14
9
9
5
5
3
3
3
3
2
2
2
2
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
91
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力(続き)
適用規格
記号
標準成分(%) 規定最小
引張強さ
N/mm2
最小降伏点又は
耐力N/mm2
(板厚mm)
母材
の区
分
グル
ープ
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3463 SUS316TB 16Cr-12Ni-2Mo
520
205
8A
−
S j),k)
j),k),l)
129
130
125
130
120
129
114
128
107
127
103
126
99
125
96
125
93
124
90
122
88
119
86
117
84
114
83
112
82
111
81
110
80
108
79
108
79
107
78
106
78
105
77
98
74
81
65
65
50
50
39
39
30
30
23
23
18
18
14
14
11
11
SUS316T
B
W j),k),m)
j),k),l),m)
110
110
106
110
102
110
97
109
92
108
88
107
85
106
82
106
79
106
77
104
75
102
73
99
72
97
71
96
70
94
68
93
68
93
68
91
67
91
67
90
66
89
65
83
63
69
55
55
43
43
33
33
25
25
20
20
15
15
12
12
9
9
SUS316HTB 16Cr-12Ni-2Mo
520
205
8A
−
S
−
l)
129
130
125
130
120
129
114
128
107
127
103
126
99
125
96
125
93
124
90
122
88
119
86
117
84
114
83
112
82
111
81
110
80
108
79
108
79
107
78
106
78
105
77
98
74
81
65
65
50
50
39
39
30
30
23
23
18
18
14
14
11
11
SUS316H
TB
W m)
l),m)
110
110
106
110
102
110
97
109
92
108
88
107
85
106
82
106
79
106
77
104
75
102
73
99
72
97
71
96
70
94
69
93
68
93
68
91
67
91
67
90
66
89
65
83
63
69
55
55
43
43
33
33
25
25
20
20
16
16
12
12
9
9
SUS316LTB 16Cr-12Ni-2Mo-
極低C
480
175
8A
−
S
−
l)
114
115
103
115
96
115
92
112
87
110
84
109
81
108
79
106
76
103
74
101
73
98
71
96
70
95
69
93
68
91
66
90
65
88
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SUS316L
TB
W m)
l),m)
97
98
88
98
82
97
78
96
74
94
72
93
69
92
67
90
65
88
63
86
62
83
60
82
60
80
58
79
57
77
56
77
55
75
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SUS321TB 18Cr-10Ni-Ti
520
205
8A
−
S j),k)
j),k),l)
129
129
125
125
122
122
118
118
114
115
110
114
106
113
103
113
100
113
97
113
95
113
93
113
91
113
89
113
88
113
86
113
86
113
85
113
84
113
83
107
75
87
60
60
44
44
33
33
25
25
18
18
13
13
9
9
6
6
4
4
3
3
SUS321T
B
W j),k)
j),k),l)
110
110
106
106
103
103
100
101
96
98
93
97
90
96
88
96
85
96
83
96
81
96
79
96
77
96
76
96
74
96
73
96
73
96
72
96
71
95
71
94
64
77
51
51
38
38
28
28
21
21
16
16
11
11
8
8
6
6
4
4
2
2
SUS321HTB 18Cr-10Ni-Ti
520
205
8A
−
S
−
l)
129
129
125
125
122
122
118
118
114
115
110
114
106
113
103
113
100
113
97
113
95
113
93
113
91
113
89
113
88
113
86
113
86
113
85
113
84
113
83
111
82
99
75
77
59
59
46
46
37
37
29
29
23
23
18
18
15
15
12
12
9
9
SUS321H
TB
W m)
l),m)
110
110
106
106
104
104
100
100
97
98
94
97
90
96
88
96
85
96
82
96
81
96
79
96
77
96
76
96
75
96
73
96
73
96
72
96
71
95
71
94
68
84
61
65
50
50
39
39
31
31
25
25
20
20
15
15
13
13
10
10
8
8
SUS347TB 18Cr-10Ni-Nb
520
205
8A
−
S j),k)
j),k),l)
129
129
125
125
122
122
118
118
113
113
110
110
107
107
106
106
104
104
102
103
100
103
98
102
97
102
95
101
94
101
94
101
93
101
93
101
93
101
92
100
88
92
76
76
58
58
40
40
30
30
23
23
16
16
12
12
9
9
7
7
6
6
SUS347T
B
W j),k)
j),k),l)
110
110
107
107
104
104
100
100
96
96
94
94
91
91
90
90
89
89
87
88
85
88
84
87
82
87
81
86
80
86
80
86
79
86
79
86
79
86
79
85
75
79
65
65
49
49
35
35
26
26
20
20
14
14
10
10
8
8
6
6
5
5
SUS347HTB 18Cr-10Ni-Nb
520
205
8A
−
S
−
l)
129
129
125
125
122
122
118
118
113
113
110
110
107
107
106
106
104
104
102
103
100
103
98
102
97
102
95
101
94
101
94
101
93
101
93
101
93
101
92
100
92
98
91
96
87
88
70
70
54
54
42
42
32
32
24
24
19
19
15
15
11
11
SUS347H
TB
W
−
l)
110
110
106
106
104
104
100
100
96
96
94
94
91
91
90
90
88
88
87
88
85
88
83
87
82
87
81
86
80
86
80
86
79
86
79
86
79
86
78
85
78
84
77
82
74
75
60
60
46
46
36
36
27
27
20
20
16
16
13
13
10
10
SUS405TB 12Cr-Al
410
205
7
−
S
W
o),p)
o),p)
103
88
100
85
98
84
97
83
95
81
94
80
92
78
91
77
89
76
88
75
86
74
85
73
84
72
83
71
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SUS405T
B
SUS410TB 13Cr
410
205
6
−
S
W
p)
p)
103
88
100
85
98
84
97
82
95
81
94
79
92
78
91
77
89
76
88
75
86
73
85
72
84
71
83
71
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SUS410T
B
SUS430TB 17Cr
410
245
7
−
S o),p)
103 100
98
97
95
94
92
91
89
88
86
85
84
83
− − − − − − − − − − − − − − − − − SUS430T
B
W o),p)
88 85 84 83 81 80 78 77 76 75 74 73 72 71 − − − − − − − − − − − − − − − − −
JIS G 4051 S10C
−
−
−
1
1
− q)
78 78 78 78 78 78 78 78 78 78 78 78 78 76 71 61 50 − − − − − − − − − − − − − − S10C
S12C,S15C
−
−
−
1
1
− q)
q)
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
92
78
89
76
80
71
70
61
56
50
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
S12C
,
S15C
S17C,S20C
−
−
−
1
1
− q)
q)
100
92
100
92
100
92
100
92
100
92
100
92
100
92
100
92
100
92
100
92
100
92
100
92
100
92
95
89
86
80
75
70
57
56
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
S17C
,
S20C
S22C,S25C
−
−
−
1
1
− q)
q)
110
100
110
100
110
100
110
100
110
100
110
100
110
100
110
100
110
100
110
100
110
100
110
100
110
100
104
96
94
86
79
75
57
57
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
S22C
,
S25C
S28C,S30C
−
−
−
1
1
− q)
q)
118
110
118
110
118
110
118
110
118
110
118
110
118
110
118
110
118
110
118
110
118
110
118
110
118
110
110
101
99
91
82
79
58
57
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
S28C
,
S30C
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
92
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力(続き)
適用規格
記号
標準成分(%) 規定最小
引張強さ
N/mm2
最小降伏点又は
耐力N/mm2
(板厚mm)
母材
の区
分
グル
ープ
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 4109 SCMV1
0.5Cr-0.5Mo
380
480
225
315
3
1
2
− b),r)
b),s)
95
121
95
121
95
121
95
121
95
121
95
121
95
121
95
121
95
121
95
121
95
121
95
121
95
120
95
120
95
120
95
120
93
120
89
118
72
83
51
51
41
41
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SCMV1
SCMV2
1Cr-0.5Mo
380
450
225
275
4
1
− r)
s)
95
112
95
112
95
112
95
112
95
112
95
112
95
112
95
112
95
112
95
112
95
112
95
112
95
112
95
112
95
112
95
112
93
109
90
106
82
88
63
63
41
41
27
27
18
18
12
12
8
8
−
−
−
−
−
−
−
−
−
−
−
−
SCMV2
SCMV3
1.25Cr-0.5Mo-
0.75Si
410
520
235
315
4
1
− r)
s)
103
130
103
130
103
130
103
130
103
130
103
130
103
130
103
130
103
130
103
130
103
130
103
130
103
130
103
130
103
130
103
130
101
127
96
103
75
75
53
53
37
37
26
26
18
18
12
12
8
8
−
−
−
−
−
−
−
−
−
−
−
−
SCMV3
SCMV4
2.25Cr-1Mo
410
520
205
315
5
1
− r)
s)
103
130
103
130
103
129
103
128
103
126
103
125
103
124
103
124
103
124
103
123
103
123
103
122
103
122
103
120
103
119
103
117
100
114
95
110
81
90
64
65
48
46
35
31
24
20
16
13
10
8
−
−
−
−
−
−
−
−
−
−
−
−
SCMV4
SCMV5
3Cr-1Mo
410
520
205
315
5
1
− r)
s)
103
130
103
130
103
129
103
128
103
126
103
125
103
124
103
124
103
124
103
123
103
123
103
122
103
122
102
120
100
119
96
117
92
114
85
96
69
74
55
55
44
41
34
30
25
21
17
15
10
9
−
−
−
−
−
−
−
−
−
−
−
−
SCMV5
SCMV6
5Cr-0.5Mo
410
520
205
315
5
2
− r)
s)
103
130
103
129
103
129
101
127
100
125
100
125
99
124
99
124
99
124
99
124
98
123
97
121
96
119
94
117
91
114
88
111
84
105
77
83
62
62
47
47
35
35
26
26
18
18
12
12
7
7
−
−
−
−
−
−
−
−
−
−
−
−
SCMV6
JIS G 4303
JIS G 4304
JIS G 4305
SUS304
18Cr-8Ni
520
205
8A
−
− j),k)
j),k),l)
129
129
120
125
114
122
108
118
103
114
100
113
96
112
93
111
90
110
87
110
85
110
83
110
82
110
81
109
79
107
77
105
76
103
75
102
74
100
72
98
71
92
69
79
64
64
52
52
42
42
33
33
27
27
21
21
17
17
14
14
11
11
SUS304
SUS304L
18Cr-8Ni
極低C
480
175
8A
−
−
−
l)
114
115
104
114
97
113
93
109
88
105
85
104
81
102
79
101
76
100
74
99
72
97
71
96
69
94
69
93
68
92
67
90
66
88
64
84
63
73
58
60
49
49
41
41
33
33
27
27
22
22
−
−
−
−
−
−
−
−
−
−
−
−
SUS304L
SUS309S
23Cr-12Ni
520
205
8A
−
− j),k)
j),k),l)
129
130
124
130
120
130
115
129
111
129
108
128
105
126
102
125
98
124
97
123
96
121
95
120
94
119
93
118
92
116
90
114
89
111
88
108
87
105
77
85
60
60
44
44
32
32
24
24
17
17
11
11
6
6
4
4
3
3
2
2
2
2
SUS309S
SUS310S
25Cr-20Ni
520
205
8A
−
− j),k)
j),k),l)
129
130
124
128
120
126
115
124
111
121
108
121
105
120
102
120
100
120
97
120
96
120
94
120
93
120
92
120
90
119
89
117
88
115
87
113
85
111
76
87
60
60
44
44
32
32
24
24
17
17
11
11
6
6
4
4
3
3
2
2
2
2
SUS310S
SUS316
16Cr-12Ni-2Mo
520
205
8A
−
− j),k)
j),k),l)
129
130
125
130
120
129
114
128
107
127
103
126
99
125
96
125
93
124
90
122
88
119
86
117
84
114
83
112
82
111
81
110
80
108
79
108
79
107
78
106
78
105
77
98
74
81
65
65
50
50
39
39
30
30
23
23
18
18
14
14
11
11
SUS316
SUS316L
16Cr-12Ni-2Mo
極低C
480
175
8A
−
−
−
l)
114
115
103
115
96
115
92
112
87
110
84
109
81
108
79
106
76
103
74
101
73
98
71
96
70
95
69
93
68
91
66
90
65
88
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SUS316L
SUS321
18Cr-10Ni-Ti
520
205
8A
−
− j),k)
j),k),l)
129
129
125
125
122
122
118
118
114
115
110
114
106
113
103
113
100
113
97
113
95
113
93
113
91
113
89
113
88
113
86
113
86
113
85
113
84
113
83
111
75
91
60
60
44
44
33
33
25
25
18
18
13
13
9
9
6
6
4
4
3
3
SUS321
SUS347
18Cr-10Ni-Nb
520
205
8A
−
− j),k)
j),k),l)
129
129
125
125
122
122
118
118
113
113
110
110
107
107
106
106
104
104
102
103
100
103
98
102
97
102
95
101
94
101
94
101
93
101
93
101
93
101
92
100
88
92
76
76
58
58
40
40
30
30
23
23
16
16
12
12
9
9
7
7
6
6
SUS347
SUS405
12Cr-Al
410
175
7
−
− o),p)
103 100 98 97 95 94 92 91 89 88 86 85 84 83 − − − − − − − − − − − − − − − − − SUS405
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
93
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力(続き)
適用規格
記号
標準成分(%) 規定最小
引張強さ
N/mm2
最小降伏
点又は耐
力N/mm2
(板厚mm)
母材
の区
分
グル
ープ
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800 825 850 875 900
JIS G 4901 NCF600B
72Ni-15Cr-8Fe
550
245
43
−
−
−
l)
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
137
138
136
138
135
138
134
138
132
138
129
138
115
117
86
86
60
60
41
41
28
28
19
19
15
15
14
14
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
NCF600B
NCF625B
60Ni-22Cr-9Mo-
3. 5Nb
760
830
345
415
43
−
− t)
t)
190
207
190
207
190
207
190
207
190
207
187
201
185
195
183
191
181
188
179
185
176
183
175
181
173
180
172
179
171
179
170
179
168
179
166
179
165
179
164
179
163
179
162
179
158
179
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
NCF625B
NCF800B
33Ni-21Cr-42Fe
520
205
45
−
−
−
l)
129
129
129
129
128
129
126
129
123
129
121
129
119
129
117
129
116
129
114
129
113
129
112
129
111
128
109
128
108
128
107
128
106
126
104
126
103
124
102
122
101
120
96
108
84
84
64
64
45
45
30
30
16
16
12
12
9
9
7
7
6
6
−
−
−
−
−
−
−
−
NCF800B
NCF800HB 33Ni-21Cr-42Fe
450
175
45
−
−
−
l)
111
112
108
112
105
112
103
112
100
112
97
112
94
112
92
111
90
111
88
110
85
110
83
110
82
110
80
108
79
106
77
106
75
104
74
103
73
101
72
100
70
97
69
90
68
76
62
62
51
51
41
41
34
34
28
28
23
23
18
18
15
15
−
−
−
−
−
−
−
−
NCF800H
B
NCF825B
42Ni-22Cr-3Mo-
2.5Cu-1Ti
580
235
45
−
−
−
l)
146
146
146
146
146
146
143
146
140
146
137
146
133
146
130
146
127
146
125
146
124
146
122
146
121
145
119
145
119
144
118
143
117
142
116
142
115
140
115
137
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
NCF825B
JIS G 4902 NCF600P
72Ni-15Cr-8Fe
550
245
43
−
−
−
l)
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
137
138
136
138
135
138
134
138
132
138
129
138
115
117
86
86
60
60
41
41
28
28
19
19
15
15
14
14
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
NCF600P
NCF625P
60Ni-22Cr-9Mo-
3.5Nb
760
830
345
415
43
−
− t)
t)
190
207
190
207
190
207
190
207
190
207
187
201
185
195
183
191
181
188
179
185
176
183
175
181
173
180
172
179
171
179
170
179
168
179
166
179
165
179
164
179
163
179
162
179
159
173
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
NCF625P
NCF800P
33Ni-21Cr-42Fe
520
205
45
−
−
−
l)
129
129
129
129
128
129
126
129
123
129
121
129
119
129
117
129
116
129
114
129
113
129
112
129
111
128
109
128
108
128
107
128
106
126
104
126
103
124
102
122
101
120
96
108
84
84
64
64
45
45
30
30
16
16
12
12
9
9
7
7
6
6
−
−
−
−
−
−
−
−
NCF800P
NCF800HP 33Ni-21Cr-42Fe
450
175
45
−
−
−
l)
111
112
108
112
105
112
103
112
100
112
97
112
94
112
92
111
90
111
88
110
85
110
83
110
82
110
80
108
79
106
77
106
75
104
74
103
73
101
72
100
70
97
69
90
68
76
62
62
51
51
41
41
34
34
28
28
23
23
18
18
15
15
−
−
−
−
−
−
−
−
NCF800H
P
NCF825P
42Ni-22Cr-3Mo-
2.5Cu-1Ti
580
235
45
−
−
−
l)
146
146
146
146
146
146
143
146
140
146
137
146
133
146
130
146
127
146
125
146
124
146
122
146
121
145
119
145
119
144
118
143
117
142
116
142
115
140
115
137
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
NCF825P
JIS G 4903 NCF600TP 72Ni-15Cr-8Fe
550
245
43
−
S u)
l),u)
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
137
138
136
138
135
138
134
138
132
138
129
138
115
117
86
86
60
60
41
41
28
28
19
19
15
15
14
14
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
NCF600T
P
NCF625TP 60Ni-22Cr-9Mo-
3. 5Nb
820
410
43
−
S l),v) 207 207 207 207 207 201 195 191 188 185 183 181 180 179 179 179 179 179 179 179 179 179 173 − − − − − − − − − − − − NCF625T
P
NCF690TP 58Ni-29Cr-9Fe
590
245
43
−
S u)
l),u)
147
147
146
147
144
147
141
146
137
145
135
143
132
142
130
141
128
140
127
139
127
138
127
138
127
138
127
137
127
137
127
137
126
136
126
131
118
126
96
96
72
72
56
56
41
41
30
30
21
21
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
NCF690T
P
NCF800TP 33Ni-21Cr-42Fe
450
175
45
−
S w)
l),w)
111
112
108
112
105
112
103
112
100
112
97
112
94
112
92
111
90
111
88
110
85
110
83
110
82
110
80
108
79
106
77
106
75
104
74
103
73
101
72
100
70
97
69
90
68
76
62
62
51
51
41
41
34
34
28
28
23
23
18
18
15
15
−
−
−
−
−
−
−
−
NCF800T
P
520
205
45
−
S v)
l),v)
129
129
129
129
128
129
126
129
123
129
121
129
119
129
117
129
116
129
114
129
113
129
112
129
111
128
109
128
108
128
107
128
106
126
104
126
103
124
102
122
101
120
96
108
84
84
64
64
45
45
30
30
16
16
12
12
9
9
7
7
6
6
−
−
−
−
−
−
−
−
NCF800HTP 33Ni-21Cr-42Fe
450
175
45
−
S
−
l)
111
112
108
112
105
112
103
112
100
112
97
112
94
112
92
111
90
111
88
110
85
110
83
110
82
110
80
108
79
106
77
106
75
104
74
103
73
101
72
100
70
97
69
90
68
76
62
62
51
51
41
41
34
34
28
28
23
23
18
18
15
15
−
−
−
−
−
−
−
−
NCF800H
TP
NCF825TP 42Ni-27Fe-22Cr-
3Mo-2.5Cu-
1Ti
580
235
45
−
S v)
l), v)
146
146
146
146
146
146
143
146
140
146
137
146
133
146
130
146
127
146
125
146
124
146
122
146
121
145
119
145
119
144
118
143
117
142
116
142
115
140
115
137
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
NCF825T
P
JIS G 4904 NCF600TB 72Ni-15Cr-8Fe
550
245
43
−
S
−
l)
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
138
137
138
136
138
135
138
134
138
132
138
129
138
115
117
86
86
60
60
40
41
28
28
19
19
15
15
14
14
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
NCF600T
B
NCF625TB 60Ni-22Cr-9Mo-
3.5Nb
820
410
43
−
S l),t) 207 207 207 207 207 201 195 191 188 185 183 181 180 179 179 179 179 179 179 179 179 179 173 − − − − − − − − − − − − NCF625T
B
NCF690TB 58Ni-22Cr-9Fe
590
245
43
−
S
−
l)
147
147
146
147
144
147
141
146
137
145
135
143
132
142
130
141
128
140
127
139
127
138
127
138
127
138
127
138
127
138
127
138
126
136
126
131
118
126
96
96
72
72
56
56
41
41
30
30
21
21
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
NCF690T
B
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
94
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力(続き)
(鋳鍛造品)
適用規格
記号
標準成分(%) 規定最小
引張強さ
N/mm2
最小降伏点又は
耐力N/mm2
(板厚mm)
母材
の区
分
グル
ープ
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 5101 SC360
−
360
175
1
1
− x)
y),z)
60
72
60
72
60
72
60
72
60
72
60
72
60
72
60
72
60
72
60
72
60
72
60
72
60
72
−
66
−
61
−
53
−
42
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SC360
SC410
−
410
205
1
1
− x)
a),b),y),z)
69
82
69
82
69
82
69
82
69
82
69
82
69
82
69
82
69
82
69
82
69
82
69
82
68
82
−
78
−
71
−
60
−
50
−
37
−
26
−
18
−
14
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SC410
SC450
−
450
225
1
1
− x)
a),b),y),z)
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
−
84
−
76
−
65
−
50
−
39
−
29
−
19
−
14
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SC450
SC480
−
480
245
1
2
− x)
a),b),y),z)
81
97
81
97
81
97
81
97
81
97
81
97
81
97
81
97
81
97
81
97
81
97
81
97
80
95
−
90
−
81
−
67
−
54
−
41
−
27
−
18
−
14
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SC480
JIS G 5102 SCW410
−
410
235
1
1
− x)
z)
69
82
69
82
69
82
69
82
69
82
69
82
69
82
69
82
69
82
69
82
69
82
69
82
69
82
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SCW410
SCW450
−
450
255
1
1
− x)
z)
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
75
90
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SCW450
SCW480
−
480
275
1
2
− x)
z)
81
97
81
97
81
97
81
97
81
97
81
97
81
97
81
97
81
97
81
97
81
97
81
97
80
95
−
90
−
81
−
67
−
54
−
41
−
27
−
18
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SCW480
SCW550
−
550
355
1
3
− x)
z)
92
110
92
110
92
110
92
110
92
110
92
110
92
110
92
110
92
110
92
110
92
110
92
110
92
110
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SCW550
SCW620
−
620
430
1
3
− x)
z)
104
124
104
124
104
124
104
124
104
124
104
124
104
124
104
124
104
124
104
124
104
124
104
124
104
124
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SCW620
JIS G 5121 SCS1-T1
13Cr
540
540
345
6
− z)
108 108 108 108 108 108 108 108 107 105 104 102 100 − − − − − − − − − − − − − − − − − − SCS1-T1
SCS1-T2
13Cr
620
620
450
6
− z)
124 121 118 116 114 112 110 109 107 106 104 102 101 99 97 92 84 66 49 34 23 16 11
8
6 − − − − − − SCS1-T2
SCS13
18Cr-8Ni
440
440
185 8A
− z)
88 88 84 80 76 73 69 66 64 62 61 59 58 − − − − − − − − − − − − − − − − − − SCS13
SCS13A
18Cr-8Ni
480
8A
−
6
− j),k),z)
j),k),l),z)
97
96
93
93
90
90
86
87
82
83
80
83
77
83
74
82
72
82
70
82
68
82
66
82
66
82
65
82
63
81
62
81
61
80
60
78
59
78
58
72
55
61
49
49
39
39
32
32
26
26
22
22
18
18
16
16
14
14
12
12
10
10
SCS13A
SCS14
16Cr-12Ni-2Mo
440
8A
−
7
− z)
88 88 86 82 78 76 75 74 73 73 73 72 71 − − − − − − − − − − − − − − − − − − SCS14
SCS14A
16Cr-12Ni-2Mo
480
8A
−
7
− j),k),z)
j),k),l),z)
97
97
97
97
95
96
90
95
86
94
82
94
79
93
77
93
74
93
72
93
70
93
69
92
69
91
66
90
66
88
65
87
64
86
63
86
63
85
62
83
62
74
58
58
46
46
37
37
30
30
24
24
19
19
16
16
14
14
12
12
10
10
SCS14A
SCS16
16Cr-12Ni-2Mo
極低C
390
8A
−
9
− z)
78 78 78 78 78 76 75 74 73 73 73 72 71 − − − − − − − − − − − − − − − − − − SCS16
SCS16A
16Cr-12Ni-2Mo
極低C
480
8A
−
9
− z)
l),z)
97
97
97
97
95
96
90
95
86
94
82
94
79
93
77
93
74
93
72
93
70
93
69
92
67
91
66
90
66
88
65
87
64
86
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SCS16A
SCS17
25Cr-12Ni
480
8A
−
7
− j),z)
j),l),z)
96
96
91
91
88
88
86
86
84
84
83
83
82
82
80
81
78
80
77
80
75
79
74
79
72
78
70
78
69
77
67
77
66
76
65
74
62
70
58
63
52
53
43
43
34
34
26
26
21
21
16
16
14
14
10
10
8
8
6
6
5
5
SCS17
SCS18
25Cr-20Ni
450
8A
−
7
− j),z)
j),l),z)
90
90
85
85
82
82
80
80
78
78
78
78
76
76
75
75
74
74
72
74
70
74
68
73
67
73
66
72
65
72
63
72
62
70
61
70
59
67
58
63
55
58
52
52
46
46
39
39
33
33
27
27
21
21
15
15
10
10
7
7
6
6
SCS18
SCS19
18Cr-8Ni
極低C
390
8A
−
8
− z)
78 78 78 77 76 73 69 66 64 62 61 59 58 − − − − − − − − − − − − − − − − − − SCS19
SCS19A
18Cr-8Ni
極低C
480
8A
−
8
− z)
l),z)
96
96
94
94
90
91
86
88
82
86
80
85
77
83
74
82
72
82
70
82
68
82
66
82
66
82
65
82
63
81
62
81
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SCS19A
SCS21
18Cr-10Ni-Nb
480
8A
−
7
− j),z)
j),l),z)
96
96
94
94
91
91
88
88
85
85
82
82
80
80
79
79
78
78
77
77
77
77
77
77
76
76
75
75
75
75
75
75
74
75
74
75
74
75
74
74
70
71
61
61
46
46
32
32
24
24
18
18
13
13
10
10
7
7
6
6
5
5
SCS21
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
95
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力(続き)
(鋳鍛造品)
適用規格
記号
標準成分(%) 規定最小
引張強さ
N/mm2
最小降伏点又は
耐力N/mm2
(板厚mm)
母材
の区
分
グル
ープ
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 5151 SCPH1
−
410
205
1
1
− a),b),z)
82 82 82 82 82 82 82 82 82 82 82 82 82 78 71 60 50 37 26 18 14 − − − − − − − − − − SCPH1
SCPH2
−
480
245
1
2
− a),b),z)
97 97 97 97 97 97 97 97 97 97 97 97 95 90 81 67 54 41 27 18 14 − − − − − − − − − − SCPH2
SCPH11
0.5Mo
450
245
3
1
− b),c),z)
90 90 90 90 90 90 90 90 90 90 90 90 90 90 90 87 85 78 56 35 26 − − − − − − − − − − SCPH11
SCPH21
1Cr-0.5Mo
480
275
4
1
− z)
97 97 97 97 97 97 97 97 97 97 97 97 97 97 97 97 94 81 60 42 30 21 − − − − − − − − − SCPH21
SCPH32
2.5Cr-1Mo
480
275
5
1
− z)
97 97 96 96 95 94 94 93 93 93 93 93 91 91 89 86 83 79 69 52 37 25 16 10
6 − − − − − − SCPH32
SCPH61
5Cr-0.5Mo
620
410
5
2
− z)
124 124 123 122 120 120 119 119 119 118 118 117 114 113 109 106 83 66 50 38 28 21 14 10
6 − − − − − − SCPH61
JIS G 5501 FC150
−
150
−
−
−
aa)
15 15 15 15 15 15 15 20 15 − − − − − − − − − − − − − − − − − − − − − − FC150
FC200
−
200
−
−
−
aa)
20 20 20 20 20 20 20 20 20 − − − − − − − − − − − − − − − − − − − − − − FC200
FC250
−
250
−
−
−
aa)
25 25 25 25 25 25 25 25 25 − − − − − − − − − − − − − − − − − − − − − − FC250
FC300
−
300
−
−
−
aa)
30 30 30 30 30 30 30 30 30 − − − − − − − − − − − − − − − − − − − − − − FC300
FC350
−
350
−
−
−
aa)
35 35 35 35 35 35 35 35 35 − − − − − − − − − − − − − − − − − − − − − − FC350
JIS G 5502 FCD400
−
400
250
−
−
ab)
50 50 50 50 50 50 50 50 50 50 50 50 50 − − − − − − − − − − − − − − − − − − FCD400
FCD450
−
450
280
−
−
ab)
56 56 56 56 56 56 56 56 56 56 56 56 56 − − − − − − − − − − − − − − − − − − FCD450
JIS G 5705 FCMB27-05
−
270
165
−
−
ab)
34 34 34 34 34 34 34 34 34 34 34 34 34 − − − − − − − − − − − − − − − − − − FCMB270
FCMB31-10
−
310
185
−
−
ab)
39 39 39 39 39 39 39 39 39 39 39 39 39 − − − − − − − − − − − − − − − − − − FCMB310
FCMB34-10
−
340
205
−
−
ab)
42 42 42 42 42 42 42 42 42 42 42 42 42 − − − − − − − − − − − − − − − − − − FCMB340
FCMP44-06
−
440
265
−
−
ab)
44 44 44 44 44 44 44 44 44 − − − − − − − − − − − − − − − − − − − − − − FCMP440
FCMP49-04
−
490
305
−
−
ab)
49 49 49 49 49 49 49 49 49 − − − − − − − − − − − − − − − − − − − − − − FCMP490
FCMP54-03
−
540
345
−
−
ab)
54 54 54 54 54 54 54 54 54 − − − − − − − − − − − − − − − − − − − − − − FCMP540
FCMP59-03
−
590
390
−
−
ab)
59 59 59 59 59 59 59 59 59 − − − − − − − − − − − − − − − − − − − − − − FCMP590
注記1 この表において,各温度の中間における許容引張応力の値は,直線補間によって求める。
注記2 この表の“製造方法”の欄において,Sは継目無管,Bは鍛接管,Eは電気抵抗溶接管,Wは自動アーク溶接管又は電気抵抗溶接管を示す。ここに,示す許容
引張応力には溶接継手効率が含まれているので,内圧胴などの計算に用いるσaηは,この表の値をとる。
注a) 425 ℃を超える温度で長時間使用する場合は,材料の黒鉛化に注意しなければならない。
b) 550 ℃を538 ℃に読み替える。
c) 465 ℃を超える温度で長時間使用する場合は,材料の黒鉛化に注意しなければならない。
d) この数値は降伏点又は0.2 %耐力をもとにした許容引張応力である。
e) 板厚が50 mm以下の場合に限る。
f) この欄の許容引張応力の値は,炭素含有量0.35 %以下のものに適用する。
g) この欄でクリープ特性が要求される場合は,不純物としてのニッケル含有量は0.5 %以下とする。
h) 次に掲げるもの以外には使用してはならない。
a) 4.2 g) に規定されたもの
b) 最高使用圧力が1 MPa未満の管
i) 100 ℃を超える温度の数値は,次の条件に該当しない場合は適用してはならない。
a) 水蒸気又は水を保有する場合は200 ℃以下
b) 最高使用圧力が0.2 MPa未満の流体を保有する場合は350 ℃以下
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
96
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力(続き)
注j) この欄の550 ℃以上の温度での許容引張応力の値は,炭素含有量が0.04 %以上の材料に適用する。
k) この欄の525 ℃を超える温度での許容引張応力の値は,1 040 ℃以上の温度から急冷する固溶化熱処理を行った材料に適用する。
l) この欄の値は,変形がある程度許容できる場合に適用することができる。
m) この欄の350 ℃を超える温度での許容引張応力の値は,溶加材を用いない自動アーク溶接によって製造し,冷間加工後母材及び溶接部の完全な耐食性を得るた
めの最適な固溶化熱処理を行った材料に適用する。
n) 製造方法Eによる管は,JIS G 0582によって超音波探傷検査を行ったものとする。この場合,探傷感度区分はUCとする。
o) この鋼種は425 ℃を超える温度で使用した後は,常温におけるぜい性が大きくなるため,十分な理由のない限り,この温度以上では使用しない。
p) 375 ℃を371 ℃と読み替える。
q) この数値を用いる場合は,JIS G 0404によって試験を行い,次の表の規定強さを材料試験成績書で確認しなければならない。
記号
条件
引張強さ
N/mm2
耐力
N/mm2
JIS G 4051
S10C
≧310
≧205
S12C,S15C 鋼材径,対辺距離又は主体部の厚さが100 mm以下
≧370
≧235
鋼材径,対辺距離又は主体部の厚さが100 mmを超え200 mm以下
≧310
≧235
S17C,S20C 鋼材径,対辺距離又は主体部の厚さが100 mm以下
≧400
≧245
鋼材径,対辺距離又は主体部の厚さが100 mmを超え200 mm以下
≧370
≧245
S22C,S25C 鋼材径,対辺距離又は主体部の厚さが100 mm以下
≧440
≧265
鋼材径,対辺距離又は主体部の厚さが100 mmを超え200 mm以下
≧400
≧265
S28C,S30C 鋼材径,対辺距離又は主体部の厚さが100 mm以下
≧470
≧285
鋼材径,対辺距離又は主体部の厚さが100 mmを超え200 mm以下
≧440
≧285
r) この欄の許容引張応力の値は,強度区分1の材料に適用する。
s) この欄の許容引張応力の値は,強度区分2の材料に適用する。
t) 600 ℃を593 ℃と読み替える。
u) この欄の許容引張応力の値は,冷間仕上後焼なましを行った外径127 mm以下の管に適用する。
v) この欄の許容引張応力の値は,冷間仕上後焼なましを行った管に適用する。
w) この欄の許容引張応力の値は,熱間仕上後焼なましを行った管に適用する。
x) この欄の許容引張応力の値は,4.3に規定する許容引張応力の設定基準によって求めた許容引張応力に鋳造係数0.67を乗じた値である。
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
97
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−鉄鋼材料の許容引張応力(続き)
注y) この欄の許容引張応力の値を用いる場合,材料は次のa)〜d) の化学成分を満足しなければならない。
a) Cの含有量は,材料の記号がSC360及びSC410については0.25 %以下,SC450及びSC480については0.35 %以下とする。
b) Mnの含有量は,0.70 %以下とする。
なお,Cの含有量をa) に規定する値より0.01 %減ずるごとにMnの含有量を0.04 %ずつ増加させてもよい。ただし,Mnの含有量は1.10 %を超えてはなら
ない。
c) P及びSの含有量は0.04 %以下,Siの含有量は0.60 %以下とする。
d) 不純物としてのNi,Cr,Cuはそれぞれ0.5 %以下に,それらの和を1.0 %以下とする
z) この欄の許容引張応力の値は,4.3に規定する許容引張応力の設定基準によって求めた許容引張応力に鋳造品品質係数0.8を乗じた値である。ただし,次のa)〜
c) のいずれかの場合は0.9,d) の場合は1.0をとることができる。
a) 製品全数(1個の場合を含む。以下,この項において同じ。)をJIS G 0581によって放射線試験を行い,JIS G 0581に規定する3種類の欠陥に対してそれぞ
れ3類以上に合格する場合
b) 製品全数をJIS B 8265の8.2 c) による磁粉探傷試験又はJIS B 8265の8.2 d) による浸透探傷試験を行い,JIS B 8265の8.3 c) 又は8.3 d) に基づき合格と判
定された場合
c) 製品を抜き取り,JIS G 0581による放射線試験を行い,JIS G 0581に規定する3種類の欠陥に対してそれぞれ3類以上に合格し,かつ,JIS B 8265の8.2 c) に
よる磁粉探傷試験又はJIS B 8265の8.2 d) による浸透探傷試験を行い,JIS B 8265の8.3 c) 又は8.3 d) に基づき合格と判定された場合。ここで抜取りとは,
新しい設計の木型ごとに最初に作った5個のうち3個以上を,それ以降の製造においては,5個又はその端数ごとに1個取り,欠陥の現れやすい部分につい
て試験を行うことをいう。
d) 製品全数を,JIS G 0581による放射線試験を行い,JIS G 0581に規定する3種類の欠陥に対してそれぞれ3種以上に合格し,かつ,JIS B 8265の8.2 c) によ
る磁粉探傷試験又はJIS B 8265の8.2 d) による浸透探傷試験を行い,JIS B 8265の8.3 c) 又は8.3 d) に基づき合格と判定された場合
aa) 250 ℃を230 ℃と読み替える。
ab) バルブ及びねじ込み式管継手の計算に使用する場合の許容応力は,引張強さの1/6.25にとることができる。
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
98
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.2−非鉄金属材料の許容引張応力
(銅)
適用規格
種別
質別
記号
規定最小引張強さN/mm2
最小降伏点
又は耐力N/mm2
母材の
区分
グルー
プ番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3300 1020
O
C1020 T-O
C1020 TS-O
205 外径4 mm以上100 mm以下
肉厚0.3 mm以上30 mm以下
31
−
a)
41
34
33
33
32
28
22
−
−
−
−
−
−
−
−
−
−
−
− C1020 T-O
C1020 TS-O
1100
O
C1100 T-O
C1100 TS-O
205 外径5 mm以上250 mm以下
肉厚0.5 mm以上30 mm以下
31
−
a)
41
34
33
33
32
28
22
−
−
−
−
−
−
−
−
−
−
−
− C1100 T-O
C1100 TS-O
1201
O
C1201 T-O
C1201 TS-O
205 外径4 mm以上250 mm以下
肉厚0.3 mm以上30 mm以下
31
− a)
41
34
33
33
32
28
22
−
−
−
−
−
−
−
−
−
−
−
− C1201 T-O
C1201 TS-O
1220
O
C1220 T-O
C1220 TS-O
205 外径4 mm以上250 mm以下
肉厚0.3 mm以上30 mm以下
31
−
a)
41
34
33
33
32
28
22
−
−
−
−
−
−
−
−
−
−
−
− C1220 T-O
C1220 TS-O
1020
OL
C1020 T-OL
C1020 TS-OL
205 外径4 mm以上100 mm以下
肉厚0.3 mm以上30 mm以下
31
−
a)
41
34
33
33
32
28
22
−
−
−
−
−
−
−
−
−
−
−
− C1020 T-OL
C1020 TS-OL
1201
OL
C1201 T-OL
C1201 TS-OL
205 外径4 mm以上250 mm以下
肉厚0.3 mm以上30 mm以下
31
−
a)
41
34
33
33
32
28
22
−
−
−
−
−
−
−
−
−
−
−
− C1201 T-OL
C1201 TS-OL
1220
OL
C1220 T-OL
C1220 TS-OL
205 外径4 mm以上250 mm以下
肉厚0.3 mm以上30 mm以下
31
−
a)
41
34
33
33
32
28
22
−
−
−
−
−
−
−
−
−
−
−
− C1220 T-OL
C1220 TS-OL
1020
1/2H
C1020 T-1/2H
C1020 TS-1/2H
245 外径4 mm以上100 mm以下
肉厚0.3 mm以上30 mm以下
31
−
a),b)
62
62
62
62
60
58
57
−
−
−
−
−
−
−
−
−
−
−
− C1020 T-1/2H
C1020 TS-1/2H
1100
1/2H
C1100 T-1/2H
C1100 TS-1/2H
245 外径5 mm以上250 mm以下
肉厚0.5 mm以上30 mm以下
31
−
a),b)
62
62
62
61
60
58
57
−
−
−
−
−
−
−
−
−
−
−
− C1100 T-1/2H
C1100 TS-1/2H
1201
1/2H
C1201 T-1/2H
C1201 TS-1/2H
245 外径4 mm以上250 mm以下
肉厚0.3 mm以上30 mm以下
31
−
a),b)
61
61
61
61
60
59
57
−
−
−
−
−
−
−
−
−
−
−
− C1201 T-1/2H
C1201 TS-1/2H
1220
1/2H
C1220 T-1/2H
C1220 TS-1/2H
245 外径4 mm以上250 mm以下
肉厚0.3 mm以上30 mm以下
31
−
a),b)
62
62
62
62
60
58
57
−
−
−
−
−
−
−
−
−
−
−
− C1220 T-1/2H
C1220 TS-1/2H
1020
H
C1020 T-H
C1020 TS-H
315 外径25 mm以上100 mm以下
肉厚0.3 mm以上6 mm以下
31
−
a),b)
78
78
78
78
76
71
36
−
−
−
−
−
−
−
−
−
−
−
− C1020 T-H
C1020 TS-H
1100
H
C1100 T-H
C1100 TS-H
265 外径5 mm以上100 mm以下
肉厚0.5 mm以上10 mm以下
31
−
a),b)
64
64
59
57
55
34
17
−
−
−
−
−
−
−
−
−
−
−
− C1100 T-H
C1100 TS-H
1201
1220
H
C1201 T-H
C1201 TS-H
C1220 T-H
C1220 TS-H
315 外径25 mm以下
肉厚0.3 mm以上3 mm以下
外径25 mmを超え50 mm以下
肉厚0.9 mm以上4 mm以下
外径50 mmを超え100 mm以下
肉厚1.5 mm以上6 mm以下
31
− a),b)
78
78
78
78
76
71
36
−
−
−
−
−
−
−
−
−
−
−
− C1201 T-H
C1201 TS-H
C1220 T-H
C1220 TS-H
2300
O
C2300 T-O
C2300 TS-O
275
外径10 mm以上150 mm以下
肉厚0.5 mm以上15 mm以下
32
−
c)
55
55
55
55
55
49
39
19
−
−
−
−
−
−
−
−
−
−
− C2300 T-O
C2300 TS-O
OL
C2300 T-OL
C2300 TS-OL
C2300 T-OL
C2300 TS-OL
2800
O
C2800 T-O
C2800 TS-O
315 外径10 mm以上250 mm以下
肉厚1 mm以上15 mm以下
125
32
−
a)
79
79
79
79
79
75
36
−
−
−
−
−
−
−
−
−
−
−
− C2800 T-O
C2800 TS-O
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
99
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.2−非鉄金属材料の許容引張応力(続き)
(銅)
適用規格
種別
質別
記号
規定最小引張強さN/mm2
最小降伏点
又は耐力N/mm2
母材の
区分
グルー
プ番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3300 4430
O
C4430 T-O
C4430 TS-O
315
外径5 mm以上250 mm以下
肉厚0.8 mm以上10 mm以下
103
32
−
c)
69
69
69
69
69
68
31
17
−
−
−
−
−
−
−
−
−
−
− C4430 T-O
C4430 TS-O
6870
O
C6870 T-O
C6870 TS-O
375
外径5 mm以上250 mm以下
肉厚0.8 mm以上10 mm以下
32
−
c)
82
82
81
80
80
47
25
15
−
−
−
−
−
−
−
−
−
−
− C6870 T-O
C6870 TS-O
6871
O
C6871 T-O
C6871 TS-O
375
外径5 mm以上250 mm以下
肉厚0.8 mm以上10 mm以下
32
−
c)
82
82
81
80
80
47
25
15
−
−
−
−
−
−
−
−
−
−
− C6871 T-O
C6871 TS-O
6872
O
C6872 T-O
C6872 TS-O
375
外径5 mm以上250 mm以下
肉厚0.8 mm以上10 mm以下
32
−
c)
82
82
81
80
80
47
25
15
−
−
−
−
−
−
−
−
−
−
− C6872 T-O
C6872 TS-O
7060
O
C7060 T-O
C7060 TS-O
275
外径5 mm以上50 mm以下
肉厚0.8 mm以上5 mm以下
103
34
−
c)
69
66
65
64
62
60
59
58
56
51
45
−
−
−
−
−
−
−
− C7060 T-O
C7060 TS-O
7100
O
C7100 T-O
C7100 TS-O
315
外径5 mm以上50 mm以下
肉厚0.8 mm以上5 mm以下
34
−
c)
74
73
72
72
71
70
68
67
65
63
60
56
52
−
−
−
−
−
− C7100 T-O
C7100 TS-O
7150
O
C7150 T-O
C7150 TS-O
365
外径5 mm以上50 mm以下
肉厚0.8 mm以上5 mm以下
125
34
−
c)
83
79
77
76
74
73
71
70
69
68
67
66
65
−
−
−
−
−
− C7150 T-O
C7150 TS-O
JIS H 5120
−
−
CAC402(BC2)
245
−
−
c)
49
49
47
47
45
44
44
34
−
−
−
−
−
−
−
−
−
−
− CAC402
−
−
CAC403(BC3)
245
−
−
c)
49
49
47
47
45
44
44
34
−
−
−
−
−
−
−
−
−
−
− CAC403
−
−
CAC406(BC6)
195
−
−
c)
42
42
42
41
40
39
38
37
−
−
−
−
−
−
−
−
−
−
− CAC406
−
−
CAC407(BC7)
215
−
−
c)
43
43
43
43
43
40
37
34
−
−
−
−
−
−
−
−
−
−
− CAC407
−
−
CAC701(AlBC1) 440
−
−
c)
87
85
82
80
78
78
78
78
78
71
−
−
−
−
−
−
−
−
− CAC701
注記1 この表において,各温度の中間における許容引張応力の値は,直線補間によって求める。
注記2 この表において,鋳造品の許容引張応力の値は,鋳造品品質係数0.80が適用されている。
注a) 蒸気用に使用する場合は,温度200 ℃を208 ℃に読み替える。
b) 溶接継手の許容引張応力の値及び継手引張試験における最小引張強さは,質別Oの値を用いる。
c) 蒸気用で208 ℃を超える温度には使用できない。
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
100
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.3−ボルト材料の許容引張応力
適用規格
種別寸法
記号
標準成分
(%)
規定最小
引張強さ
N/mm2
最小降伏点
又は耐力
N/mm2
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3101 ≦16
SS400
−
400
245
−
−
61 61 61 61 61 61 61 61 − − − − − − − − − − − − − − − − − − − − − − − SS400
>16
≦40
SS400
−
400
235
−
−
59 59 59 59 59 59 59 59 − − − − − − − − − − − − − − − − − − − − − − − SS400
SS400
>40
SS400
−
400
215
−
−
54 54 54 54 54 54 54 54 − − − − − − − − − − − − − − − − − − − − − − −
≦16
SS490
−
490
285
−
−
71 71 71 71 71 71 71 71 − − − − − − − − − − − − − − − − − − − − − − − SS490
>16
≦40
SS490
−
490
275
−
−
69 69 69 69 69 69 69 69 − − − − − − − − − − − − − − − − − − − − − − − SS490
>40
SS490
−
490
255
−
−
64 64 64 64 64 64 64 64 − − − − − − − − − − − − − − − − − − − − − − − SS490
≦16
SS540
−
540
400
−
−
100 100 100 100 100 100 100 100 − − − − − − − − − − − − − − − − − − − − − − − SS540
>16
≦40
SS540
−
540
390
−
−
98 98 98 98 98 98 98 98 − − − − − − − − − − − − − − − − − − − − − − − SS540
JIS G 4051
−
S25C
−
−
N a)
66 66 66 66 66 66 66 66 66 66 66 66 66 − − − − − − − − − − − − − − − − − − S25C
−
S35C
−
−
H a)
98 98 98 98 98 98 98 98 98 98 98 98 98 − − − − − − − − − − − − − − − − − − S35C
−
S45C
−
−
H a)
122 122 122 122 122 122 122 122 122 122 122 122 122 − − − − − − − − − − − − − − − − − − S45C
JIS G 4107 1種 ≦100 SNB5
5Cr-0.5Mo
690
550
− b)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 119 105 78 58 44 33 26 19 13
9 − − − − − − SNB5
2種 ≦63 SNB7
1Cr-0.2Mo
860
725
− b),c),d) 172 172 172 172 172 172 172 172 172 172 172 172 172 172 163 146 122 94 69 44 31 − − − − − − − − − − SNB7
2種 >63
≦100
SNB7
1Cr-0.2Mo
800
655
− b),c),d) 160 160 160 160 160 160 160 160 160 160 160 160 160 158 142 139 116 92 69 44 31 − − − − − − − − − − SNB7
2種 >100
≦120
SNB7
1Cr-0.2Mo
690
520
− b),d)
130 130 130 130 130 130 130 130 130 130 130 130 130 130 128 125 114 92 69 44 31 − − − − − − − − − − SNB7
3種 <63 SNB16
1Cr-0.5Mo-V
860
725
− b),e)
172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 165 148 124 92 63 34 19 − − − − − − − − SNB16
3種 >63
≦100
SNB16
1Cr-0.5Mo-V
760
655
− b),e)
152 152 152 152 152 152 152 152 152 152 152 152 152 152 152 152 147 133 115 90 63 34 19 − − − − − − − − SNB16
3種 >100
≦180
SNB16
1Cr-0.5Mo-V
690
590
− b),e)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 130 119 105 87 63 34 19 − − − − − − − − SNB16
JIS G 4108 3種
1号
≦200 SNB23-1 0.4C-1.75Ni-
0.8Cr-0.25Mo
1140
1030
−
−
228 228 228 228 228 228 228 228 228 228 228 228 228 − − − − − − − − − − − − − − − − − − SNB23-1
3種
2号
≦240 SNB23-2 0.4C-1.75Ni-
0.8Cr-0.25Mo
1070
960
−
−
214 214 214 214 214 214 214 214 214 214 214 214 214 − − − − − − − − − − − − − − − − − − SNB23-2
3種
3号
≦240 SNB23-3 0.4C-1.75Ni-
0.8Cr-0.25Mo
1000
890
−
−
200 200 200 200 200 200 200 200 200 200 200 200 200 − − − − − − − − − − − − − − − − − − SNB23-3
3種
4号
≦240 SNB23-4 0.4C-1.75Ni-
0.8Cr-0.25Mo
930
825
−
−
186 186 186 186 186 186 186 186 186 186 186 186 186 − − − − − − − − − − − − − − − − − − SNB23-4
3種
5号
≦150 SNB23-5 0.4C-1.75Ni-
0.8Cr-0.25Mo
820
715
−
−
164 164 164 164 164 164 164 164 164 164 164 164 164 − − − − − − − − − − − − − − − − − − SNB23-5
3種
5号
>150
≦240
SNB23-5 0.4C-1.75Ni-
0.8Cr-0.25Mo
790
685
−
−
158 158 158 158 158 158 158 158 158 158 158 158 158 − − − − − − − − − − − − − − − − − − SNB23-5
4種
1号
≦200 SNB24-1 0.4C-1.8Ni-
0.8Cr-0.35Mo
1140
1030
−
−
228 228 228 228 228 228 228 228 228 228 228 228 228 − − − − − − − − − − − − − − − − − − SNB24-1
4種
2号
≦240 SNB24-2 0.4C-1.8Ni-
0.8Cr-0.35Mo
1070
960
−
−
214 214 214 214 214 214 214 214 214 214 214 214 214 − − − − − − − − − − − − − − − − − − SNB24-2
4種
3号
≦240 SNB24-3 0.4C-1.8Ni-
0.8Cr-0.35Mo
1000
890
−
−
200 200 200 200 200 200 200 200 200 200 200 200 200 − − − − − − − − − − − − − − − − − − SNB24-3
4種
4号
≦240 SNB24-4 0.4C-1.8Ni-
0.8Cr-0.35Mo
930
825
−
−
186 186 186 186 186 186 186 186 186 186 186 186 186 − − − − − − − − − − − − − − − − − − SNB24-4
4種
5号
≦150 SNB24-5 0.4C-1.8Ni-
0.8Cr-0.35Mo
820
715
−
−
164 164 164 164 164 164 164 164 164 164 164 164 164 − − − − − − − − − − − − − − − − − − SNB24-5
4種
5号
>150
≦240
SNB24-5 0.4C-1.8Ni-
0.8Cr-0.35Mo
790
685
−
−
158 158 158 158 158 158 158 158 158 158 158 158 158 − − − − − − − − − − − − − − − − − − SNB24-5
JIS G 4303
−
SUS304
18Cr-8Ni
520
205
−
−
102 95 90 86 82 79 76 73 71 68 66 64 61 59 57 56 53 52 50 49 48 46 43 38 30 23 18 14 10
8
6 SUS304
−
SUS316
18Cr-12Ni-2Mo
520
205
−
−
102 102 102 98 93 90 87 85 84 83 82 82 81 81 80 80 79 78 77 77 74 72 68 57 47 37 28 23 18 14 10 SUS316
−
SUS321
18Cr-10Ni-Ti
520
205
−
−
102 102 102 98 93 90 87 85 84 83 82 82 81 81 80 80 79 78 77 77 74 72 68 52 34 26 20 15 12
9
8 SUS321
−
SUS347
18Cr-10Ni-Nb
520
205
−
−
102 102 102 98 93 90 87 85 84 83 82 82 81 81 80 80 79 78 77 77 74 72 68 52 34 26 20 15 12
9
8 SUS347
JIS G 4901
−
NCF600B
−
550
245
−
−
60 57 56 55 54 54 53 53 53 52 52 51 51 50 50 49 48 48 47 47 41 29 20 17 14 − − − − − − NCF600
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
101
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.3−ボルト材料の許容引張応力(続き)
注記1 製造方法欄のN又はHは熱処理の符号で,Nは焼ならし,Hは焼入焼戻しを示す。
注記2 ボルトの呼びがM30以上の場合は,JIS B 0205-2のピッチ3 mm程度のものがよい。
注a) この数値を用いる場合は,JIS G 0404によって試験を行い,次の規定強さを材料試験成績書で確認した後に用いる。
a) 記号がS25Cについては,引張強さが440 N/mm2以上
b) 記号がS35Cについては,引張強さが570 N/mm2以上
c) 記号がS45Cについては,引張強さが690 N/mm2以上
b) この許容応力は,強度だけを考慮して決められているので,通常の使用には耐えるが,長時間にわたり増締めせずに漏えいしないようにするには,フランジと
ボルトのたわみ性及びリラクゼーション特性から決める応力をとる必要がある。
c) 550 ℃以上の欄の値は,炭素含有量が0.04 %以上のもので,かつ,1 040 ℃以上の温度から急冷する固溶化処理を行った材料に適用する。
d) この欄の550 ℃を538 ℃に読み替える。
e) この欄の600 ℃を593 ℃に読み替える。
4
B
8
2
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
102
B 8201:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
内圧胴最小厚さ計算式の代替方法
B.1
適用範囲
この附属書は,6.2.2に規定する内面に圧力を受ける胴,管寄せなどの円筒部の最小厚さを求める計算式
の代替方法について規定する。ただし,最高使用温度がクリープ温度域を超える場合は適用しない。
注記 “クリープ温度域を超える”とは,フェライト鋼については450 ℃,オーステナイト鋼につい
ては525 ℃をそれぞれ超えるものをいう。
B.2
内圧胴の最小厚さの代替方法
B.2.1 記号
B.2で用いる記号の意味は,次による。
Di: tを計算する部分の内径(mm)
Do: tを計算する部分の外径(mm)
e: 自然対数の底
P: 最高使用圧力(MPa)
t: 円筒部の最小厚さ(mm)
α1: 付け代で1 mm以上とする。
σa: 材料の許容引張応力(N/mm2)
η: 長手継手の効率又はリガメント効率。ただし,穴と長手継手の溶接部の溶接金属との距離が6 mm
以下のとき又は長手継手に穴があるときは,その穴に影響を及ぼす溶接継手の効率と穴のある
部分の効率との積とする。
B.2.2 計算式
a) 外径を基準とする場合
(
)
(
)
1
/
o
a
1
2
α
η
σ
+
−
=
−P
e
D
t
b) 内径を基準とする場合
(
)
(
)
1
/
i
1
2
a
α
η
σ
+
−
=
P
e
D
t