6
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
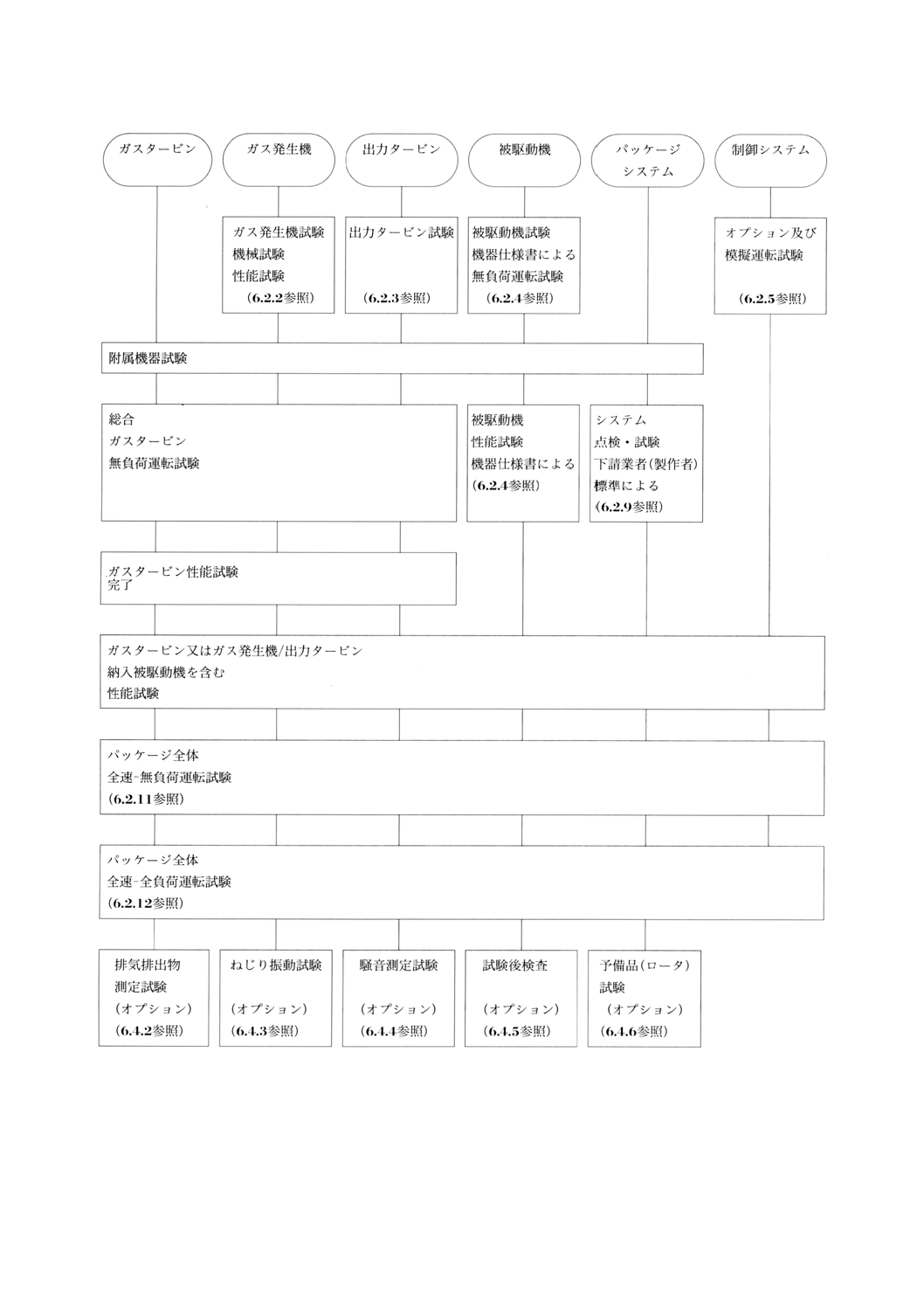
図1 試験・検査
試験の範囲及び場所は,受渡当事者間で合意する。ガスタービン及びガス発生機の性能試験は,JIS B
8041に従う。次は,一般に行われる試験の例である:
a) ガスタービン試験
B8042-8 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本内燃機関連合会 (JICEF) /財団法人日
本規格協会 (JSA) から工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調
査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによってJIS B 8042 : 1994は廃止
され,JIS B 8042-1,-2,-3,-5,-7,-8に置き換えられる。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 3977 : 1991 (Gas turbines−
Procurement) にパート制を適用して改正したISO/DIS 3977-8 (Gas turbines−Procurement−Part 8 : Inspection,
testing, installation and commissioning) を基礎として用いた。
JIS B 8042-8には,次に示す附属書がある。
附属書(参考) JISと対応する国際規格との対比表
JIS B 8042の規格群には,次に示す部編成がある。
JIS B 8042-1 第1部:一般事項及び定義
JIS B 8042-2 第2部:比較基準条件及び定格
JIS B 8042-3 第3部:設計要求事項
JIS B 8042-5 第5部:用途−石油及び天然ガス工業用
JIS B 8042-7 第7部:技術情報
JIS B 8042-8 第8部:検査,試験,据付及び完成
なお,原国際規格ISO 3977の規格群は,さらに次の部によって構成される。
− Part 4 : Fuels and environment
− Part 6 : Combined cycles
− Part 9 : Reliability, availability, maintainability and safety
B8042-8 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 3
4. 全般 ······························································································································ 3
5. 検査 ······························································································································ 4
5.1 全般 ···························································································································· 4
5.2 材料検査 ······················································································································ 4
5.3 機械の検査 ··················································································································· 4
6. 試験 ······························································································································ 4
6.1 全般 ···························································································································· 4
6.2 水圧試験 ······················································································································ 4
6.3 機能/運転試験 ············································································································· 5
6.4 オプション試験 ············································································································· 9
7. 保管準備及び出荷準備 ····································································································· 10
7.1 全般 ··························································································································· 10
7.2 出荷準備 ····················································································································· 10
8. 据付け及び完成 ·············································································································· 11
附属書(参考) JISと対応する国際規格との対比表 ·································································· 13
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B8042-8 : 2001
ガスタービン−調達仕様−
第8部:検査,試験,据付及び完成
Gas turbines−Procurement−
Part 8 : Inspection, testing, installation and commissioning
序文 この規格は,1999年に発行されたISO/DIS 3977-8 (Gas turbines−Procurement−Part 8 : Inspection,
testing, installation and commissioning) を翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格を変更している事項である。変更の一覧表
をその説明を付けて,附属書に示す。
1. 適用範囲 JIS B 8042の各部は,ガスタービンおよび関連補機,又はコンバインドサイクルプラント
を購入者(1)が製造業者(2)から調達しようとするときに必要な,主として技術的な情報に関する基準となる
指針について規定する。
注(1) ガスタービンなどの使用者又は購入の責任をもつ契約者。
(2) ガスタービンなどの製造業者又は供給の責任をもつ契約者。
JIS B 8042の各部は,異なった環境への要求及び完全性への要求に調和した見積書を提出するための基
本的事項を規定する。JIS B 8042の各部は、可能な場合に,これらの要求事項に適合しているかどうかを
確認するための基準を規定する。JIS B 8042の各部は,当該設備に適用される国又は地域の法規制に優先
するものではない。
JIS B 8042の各部は,通常の燃焼系統をもつ開放サイクルガスタービンプラント及び非助燃式のコンバ
インドサイクルプラントに適用し,また,密閉サイクル及び半密閉サイクルガスタービンプラントにも準
用できる。
なお,適切な修正を加えることによって,次のものに適用してもよい。
a) フリーピストンガス発生機又は特殊な熱源(例えば,化学プロセス,過給ボイラの火炉,原子炉)を
用いるガスタービン。
b) 助燃式コンバインドサイクル,再燃式コンバインドサイクルプラント,その他のコンバインドサイク
ルプラント(例えば,コージェネレーションプラント)。
ただし,航空機,建設機械,農・工業用トラクタ及び自動車を駆動するために用いるガスタービンには
適用しない。
この規格は,パッケージャの製品と役務の完全性を保証するために,システム及び手順の原則を規定す
る。
この規格は,パッケージ及びその機器に必要とされる検査,試験,据付及びコミッショニング(完成作
業)に関する指針を示す。この規格は,購入者とパッケージャの間での検査,調整,報告及び記録に対す
2
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る責任について概説する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO/DIS 3977-8, Gas turbines−Procurement−Part 8 : Inspection, testing, installation and
commissioning (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年又は発行年を付記していない引用規
格は,その最新版(追補を含む。)を適用する。
JIS B 0128 火力発電用語−ガスタービン及び附属装置
JIS B 8041 ガスタービン−受渡試験方法
備考 ISO 2314 : 1989, Gas turbines−Acceptance tests及びISO 2314/Amd.1 : 1997, Gas turbines−
Acceptance tests for combined-cycle power plantsからの引用事項は,この規格の該当項目と
同等である。
JIS B 8042-1 ガスタービン−調達仕様−第1部:一般事項及び定義
備考 ISO 3977-1 : 1997, Gas turbines−Procurement−Part 1 : General introduction and definitionからの
引用事項は,この規格の該当項目と同等である。
JIS B 8042-2 ガスタービン−調達仕様−第2部:比較基準条件及び定格
備考 ISO 3977-2 : 1997, Gas turbines−Procurement−Part 2 : Standard reference conditions and ratings
からの引用事項は,この規格の該当項目と同等である。
JIS B 8042-3 ガスタービン−調達仕様−第3部:設計要求事項
備考 ISO/DIS 3977-3, Gas turbines−Procurement−Part 3 : Design requirementsからの引用事項は,こ
の規格の該当項目と同等である。
JIS B 8042-5 ガスタービン−調達仕様−第5部:用途−石油及び天然ガス工業用
備考 ISO/DIS 3977-5.2, Gas turbines−Procurement−Part 5 : Applications for petroleum and natural gas
industriesからの引用事項は,この規格の該当項目と同等である。
JIS B 8042-7 ガスタービン−調達仕様−第7部:技術情報
備考 ISO/DIS 3977-7, Gas turbines−Procurement−Part 7 : Technical informationからの引用事項は,
この規格の該当項目と同等である。
JIS B 8043-1 ガスタービン−排気排出物−第1部:測定及び評価
備考 ISO 11042-1 : 1996, Gas turbines−Exhaust gas emission−Part 1 : Measurement and evaluationか
らの引用事項は,この規格の該当項目と同等である。
ISO/DIS 3977-4 Gas turbines−Procurement−Part 4 : Fuels and Environment
ISO/DIS 3977-6 Gas turbines−Procurement−Part 6 : Combined cycles
ISO 3977-9 : 2000 Gas turbines−Procurement−Part 9 : Reliability, Availability, Maintainability and Safety
ISO 4406 : 1987 Hydraulic fluid power−Fluids−Method for coding level of contamination by solid particles
ISO 6190 : 1988 Acoustics−Measurement of sound pressure levels of gas turbine installations for evaluating
environmental noise−Survey method
3
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO/DIS 10442 : 1996 Petroleum and natural gas industries−Packaged, integrally geared centrifugal air
compressors for general refinery services
ISO/DIS 13709 : 1998 Centrifugal pumps for petroleum, heavy-duty chemical and gas industry services
ISO 13691 : 1996 Gears−High speed special-purpose gear units for refinery service
IEC 60034-1 : 1983 Rotating electrical machines−Part 1 : Rating and performance
IEC 60034-4 : 1985 Rotating electrical machines−Methods for determining synchronous machine quantities
from tests
3. 定義 この規格に用いる主な用語の定義は,JIS B 0128,JIS B 8042-1,JIS B 8042-2,JIS B 8042-3,
JIS B 8042-5及びJIS B 8042-7並びにISO/DIS 3977-4,ISO /DIS 3977-6及びISO 3977-9の定義によるほか,
次による。
3.1
検査 材料,要素機器,組立又はパッケージ全体が,パッケージャ又は購入者の,一つ又は複数の
特定の仕様要件に適合することを示すプロセス。
備考 これには,確認図書,報告書,材料証明書,化学分析報告書,物理検査又は寸法検査,組立記
録,目視検査及び/又は他の非破壊法又は用いられた技法を含む検査及び試験結果の図書を含
んでよい。
3.2
試験 組立,完成した要素機器又はパッケージが,パッケージャの試験日程と方案又は購入者の仕
様書によって指定されたように,物理的,機能的及び運転上の要件を満たすことを示すプロセス。
3.3
立会い 生産工程の進行を保留し,購入者又はその代理人の出席のもとに検査又は試験を実施する
こと。
3.4
観察 検査又は試験の実施に当たって,購入者にそれらの時期を通知すること。ただし,それらが
予定どおり実施されたときに,購入者又はその代理人が出席していなくても,パッケージャは次の工程に
進むことができる。
4. 全般 パッケージャは,購入者に試験・検査計画書を提出する。計画書には,パッケージャ及びその
外注業者がパッケージの完全性を保証するのに必要な業務を指定する。
これらの計画書は,購入者が引合書類に指定した要件,並びに生産地又は現地のいずれかにおいてパツ
ケージャが遵守すべき国,又は地域の規制を記述する。計画書は,受渡当事者間で,もし購入者が第三者
検査員を任命すれば,これらの三者間で合意する。
現地で適用されるいかなる国及び地域の規制も,購入者の責任でパッケージャに通知する。
現場で実施すべき検査及び試験があれば,これらは試験・検査計画書に指定し,受渡当事者間で合意す
る。
パッケージャと購入者は,次のことに合意する。
− 立会い及び観察のポイントを含めて,試験・検査に対する購入者の関与の程度。
− 運転試験の方案並びに判定対象及び判定基準。
− 保留する工程,立会試験及び観察試験を,事前に通知するまでの期間。
− 購入者が提供する設備と業務。
要求に応じて購入者又はその代理人が調査できるように,パッケージャは,完成の日から最低10年間,
少なくとも次のデータを利用できる状態で保管する。
− 材料証明書。
4
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 材料調書記載のすべての項目に対する注文仕様書。
− 仕様書の要件を満足したことを確認できる試験データ。
− すべての熱処理と放射線探傷の完全な識別をした記録を含む,材料検査成績書。
− 指定された場合,最終組立時の補修内容及び完成時のクリアランス記録。
上記の要件のほかに,購入者は次を指定してよい。
− 表面探傷及び内部探傷を行う部品。
− 適用する非破壊検査の種類。
5. 検査
5.1
全般 全製造工程を通して実施する検査は,次を対象とする。
− 材料
− 要素機器
− 製作
− 部分組立
− 補助パッケージ
− ガスタービンパッケージ完成品
検査対象に圧力容器を含む場合には,その部品に指定された検査が完了するまで,これらに塗装しない。
5.2
材料検査 ガス発生機,出力タービン及び装置のその他のすべての機器の製作・組立工程で用いる
非破壊検査方案及び合格基準は,合意した試験・検査計画による。
5.3
機械の検査 組立中及び機能/運転試験前に,要素機器又は部分組立品(鋳物部品の内部通路を含
む。)並びにすべての配管及び附属品は,外部からの物質,さび及び黒皮を酸洗又は他の適切な方法で取り
除く。
供給された給油装置のどの部分も,ISO 4406に規定する清浄さを満足しなければならない。
指定された場合には,ヘッド圧力容器の開口部に溶接する前,熱交換器を密閉する前又は配管の組立を
完了する前に,購入者は,パッケージャによるか又はパッケージャを通して供給された配管及び附属品に
ついて清浄さを検査してよい。
指定された場合には,部品,溶接部,熱影響部の硬度が,部品,溶接部,熱影響部の試験によって許容
値の範囲内にあることを確認する。方法,図書及び試験の立会いについては,受渡当事者間で合意する。
6. 試験
6.1
全般 この章では,商用運転へ入る前に実施する,要素機器,組立品及びパッケージの完成品の物
理的試験に対する最少限度の推奨要件を規定する。
受渡当事者は,試験の範囲について合意する。これは6.4に示す,購入者が指定するオプション試験の
選択を含んでよい。
図1は,必す(須)及び任意の運転試験の望ましいシーケンスを示す。これは,指針として用いてよい。
すべての試験報告は,JIS B 8042-2が規定する期間,保管する。
6.2
水圧試験 少なくとも,法律又は国家規格によって圧力容器として定義された要素機器(ガス発生
器及び出力タービンのケースを除く。)は,少なくとも最高許容圧力の1.5倍以上,ただし,140kPa以上の
差圧で水圧試験を行う。他の要素機器は,購入者の要求圧力又は,現地の地域で適用される法律又は必す
要求に従って試験する。試験流体の温度は,試験する材料の延性転移温度より高くする。
5
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
もし供試部品が,その引張強度が室温におけるその材料の引張強度以下となる温度で運転されるのであ
れば,水圧試験圧力は,室温におけるその材料の許容運転応力を運転温度における許容運転応力で除して
得られる係数を乗じた値とする。データシートには,実際の水圧試験の圧力と温度を記載する。
オーステナイトステンレス鋼材料を試験するのに用いる液体に含まれる塩化物の濃度は,50ppmを超え
てはならない。蒸発乾燥の結果として塩化物の沈殿が現れるのを避けるために,試験完了時には供試部品
から試験用液体を完全に除く。
圧力下での部品の試験が完全にできるように,十分に長い時間をかける。少なくとも30分の間,ケーシ
ング又はケーシングの接合部を通しての漏れもにじみも観察されなければ,水圧試験は合格であるとする。
大きく重い鋳物については,より長い試験時間とすることを,受渡当事者間で合意する必要がある。
分割形ケーシングの試験に必要な内部の仕切りを通るにじみ及び圧力を維持するためのポンプの運転は,
許容する。
6.3
機能/運転試験
6.3.1
全般 代替とするオプションについては,図1を参照する。
現地への出荷前に可能な試験の範囲は,ガスタービンの設計,定格及び大きさ,並びにパツケージャの
工場において利用可能な設備に依存する。これらの要素が工場での試験を妨げる場合には,パッケージの
試験は,別の場所又は現地において行う。いかなる場合でも,現地受渡し試験は,通常工場試験の範囲に
かかわらず必要である。
6
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 試験・検査
試験の範囲及び場所は,受渡当事者間で合意する。ガスタービン及びガス発生機の性能試験は,JIS B
8041に従う。次は,一般に行われる試験の例である:
a) ガスタービン試験
7
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 契約の対象である被駆動装置をもつガスタービン
c) パッケージ全体試験
別置きの出力タービンをもつガスタービンについては,次の代替試験を行ってよい。
d) ガス発生機試験
e) 出力タービン試験
これらの試験は,無負荷,部分荷又は全負荷の,いずれで行ってもよい。機械駆動用では,被駆動機の
全圧力,全負荷,全速での試験を実施するために,駆動機を用いてよい。
試験には,次のものを適宜含む。
f)
冷態起動
g) 温態起動
h) 可変入口案内翼及び/又は可変静翼段の全可変域の動作
i)
抽気弁の動作
j)
着氷防止装置の運転(備えられている場合)
k) すべての潤滑油圧力,粘度,及び温度は,試験する特定のガスタービン装置に関するパッケージャの
取扱説明書に推奨された運転値範囲の中にあること。
l)
ケーシング,潤滑油装置,燃料装置及び油圧装置は,接合部及び接続部が締まっていることを点検す
る。油漏れ又は燃料漏れがあれば,修理する。性能に有害な影響を与えるか,又は購入者の判断で安
全上危険であると判定される空気漏れは,修理する。
m) すべての警報・保安・制御装置は,満足な運転ができるように調整し,試験する。購入者の立会試験
の場合には,試験の場で,実証のために無作為で試験項目を選択する。
6.3.2 ガス発生機 ガス発生機は,単独の組立として又はガスタービン組立の一構成部分として試験する。
試験は製造業者仕様書に従い,機械的な運転,出力,及び熱効率を実証する。
この試験は,試験室備付けの装置(すなわち制御,ダクト,空気フィルタ,動力計,ノズルなど)を用
いて実施してよいが,この場合には,パッケージャが提供する試験方案書で特定し,購入者が承認する。
ガス発生機の無負荷運転試験及び/又は性能試験の実施中に,試験することのできるすべての納入機器
及び安全装置の機械的運転が満足できるものであることを実証する。
機械の性能は,規定された基準を満足すること。
6.3.3
出力タービン 出力タービンを別個に(ガス発生機に直接接続せずに試験する場合をいう。6.3.2
参照)試験する場合には,振動レベルが基準に適合し,附属保護装置及び計装が満足に運転できることを
試験する。
6.3.4
被駆動機
6.3.4.1
発電機試験 発電機は,IEC 60034-1及びIEC 60034-4に従い,発電機供給者の工場において試
験する。
発電機は,合意した場所においてガスタービンと連結し,無負荷運転試験と同時に,パッケージに組込
んで負荷性能試験を行う。
6.3.4.2
圧縮機試験 石油,ガス,石油化学及び石油精製産業用の圧縮機は,ISO 10442の規定に従って
工場試験を行う。
備考 ISO 10442中のオプション試験は,パッケージ工場試験の一部としてよい。
6.3.4.3
ポンプ試験 油,ガス,石油化学及び石油精製産業用のポンプはISO 13709の規定に従って工場
試験を行う。
8
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ISO 13709中のオプション試験は,パッケージ工場試験の一部としてよい。
6.3.4.4
主減速機試験 油,ガス,石油化学及び石油精製産業用の主減速機は,ISO 13691の規定に従っ
て工場試験を行う。
6.3.5
制御装置 納入する制御盤は,ハードウェアの運転試験を完全に行う。機能試験は同じく,受渡当
事者間の合意に従い,形式試験,又は納入する制御盤についてのその契約特定の試験のいずれかを行う。
機能試験は,シミュレータを用いて行うか,又はパッケージャが,据付け及びコミッショニング段階以前
に,すべてのガスタービン運転パラメタの動作を完全に点検する。
6.3.6
補助装置試験 指定された場合,JIS B 8042-3の5.2に記載した附属装置は,無負荷運転試験に先
だって試験する。補助装置試験の詳細は,受渡当事者が共同で作成する。
6.3.7
ガス発生機及び出力タービンの機械的試験 指定された場合,別置きのガス発生機及び出力タービ
ンは,接続した状態で機械的試験を行う。試験は,6.2.2に従う。出力タービンの機械的な条件は,JIS B
8042-3の4.7の振動及びバランスに対する規定に従う。滑り軸受を用いる出力タービンについては,潤滑
油の温度及び軸受の温度は,パッケージャの仕様による。
6.3.8
ガス発生機及び出力タービン性能試験 ガスタービンの出力及び熱効率試験は,JIS B 8041及び/
又は受渡当事者間で合意した内容で行う。
6.3.9
システムの試験・検査 パッケージ搭載の構成要素もそれ以外の構成要素もすべて,それらの製造
業者の標準及び製造業者が確立した方案に従って試験する。これらの試験では,システムの完全性,及び
システムが適正に機能できることを確認し,かつ,この試験に次のもののすべて又は一部を適宜含んでよ
い。
− 目視検査
− ループ検査
− 配管のフラッシング
− 圧力試験又は漏れ試験
− 計器の設定値
− シーケンス制御による弁の動作
6.3.10 納入被駆動装置を含むガスタービン 納入被駆動装置を含めた完全なガスタービン(ガス発生機と
出力タービン)の試験は,商業運転の開始前に行う。この試験は,パッケージャの設備で行っても,据付
け及びコミッショニング後に現地で行ってもよいが,いずれの場合にも,合意した試験方案に従う。
6.3.11 全速無負荷試験
6.3.11.1 全速無負荷試験準備 次節に従って,全速無負荷試験の準備を,パッケージャの設備又は,もし
合意されれば,現地において行う。
無負荷運転試験は,パッケージに納入用軸受及び,可能であれば,納入用軸シールを取り付けた状態で
行う。
潤滑油圧力,粘度及び温度のすべては,試験を行う特定のユニットに対してパッケージャが運転要領書
に推奨する運転値範囲内になければならない。
試験設備用油フィルタを用いる場合には,公称ろ(濾)過精度が10ミクロンか,それより細かいものと
する。試験開始前に,フィルタ下流の給油装置の構成要素は,ISO 4406の規定に適合する清浄度にする。
すべての接合部及び接続部がしっかり締まっていることを点検し,漏れがあれば修理する。
警報装置,保護装置,及び制御装置のすべてを点検し,必要があれば調整する。
機械駆動用では,無負荷運転試験中に被駆動機装置の中へ,油やごみが入らないようにするための設備
9
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を据え付ける。これらの設備は,試験をしている間運転しておく。
被駆動機を接続する場合,納入用カップリングを用いた試験が必要である。運転試験後に,油圧で締め
て軸にはめたカップリングは,試験中にカップリングハブが軸から動いたかどうかを確認するために,ハ
ブと軸に付けた合印で検査する。
納入する振動プローブ,ケーブル,発振−復調器,及び/又は加速度計のすべてを,試験の間用いる。
可能であればどこでも,工場試験設備には,毎分回転速度,両振幅変位,加速度最大値,速度実効値及
び位相角度を連続的に監視,グラフの作成及び記録のできる計装を備える。すべての振動データは,合意
した内容で提出する。
振動合格基準を振幅値で指定した場合には,このことを試験方案に記載し,試験中に納入用の計器を用
いて得た実際の値を記録する。
6.3.11.2 速度制御 発電機駆動用では,速度制御装置は,承認された制御範囲すべてにわたって実証する。
機械駆動用途では,速度制御装置は,(許される場合に)ガバナ最低速度設定値から最高連続速度まで,お
よそ10%ずつ速度を増しながら運転する。いずれの場合にも,ガスタービン装置が,軸受及び潤滑油の温
度並びに振動が安定するまで,通常時最高連続速度で運転する。
出力軸速度をパッケージャの推奨に従って増加させ,トリップ設定速度の3%以内の速度で最長15分間,
ガスタービン装置の満足な運転を実証する。
過速度トリップ装置を検査し,トリップ設定値が目標値の1%以内の値となるように調節する。
速度ガバナも他のいかなる速度制御装置も,運転速度範囲全域で滑らかに動作することを試験する。無
負荷安定性及び制御信号に対する応答を検査する。
速度を最高連続速度に設定し,ガスタービン装置を4時間,合意すればより短い時間,運転する。
備考 危険速度又はその付近で運転する場合には,注意を払うこと。
6.3.11.3 試運転 無負荷運転試験の間,試験をしているすべての機器の機械的動作及び試験計器の動作は,
満足できるものであること。それぞれの要素機器の振動計測値のレベルは,指定の範囲を外れてはならず,
これを運転速度範囲全域で記録する。
装置を最高連続速度,及びその外に試験方案に指定されれば,その速度で運転しながら,周波数スペク
トラム分析を行い,同期速度以外の周波数での振動振幅を実証する。少なくとも,分析する周波数は,最
高運転速度に当たる周波数の0.25倍から8倍の範囲をカバーする。同期周波数以外で突出した振動の振幅
が規定振動レベルの20%を超えていれば,追加の試験を必要とするか,又は装置を出荷してよいかについ
て,受渡当事者間で合意する。
フレキシブル軸をもつ機械について指定された場合,無負荷運転試験では,ガスタービンの横方向危険
速度が,JIS B 8042-3の4.7.3(ねじり振動)に従うことを実証する。無負荷運転試験で決定した1次横方
向危険速度は,“試験”の語に続けて銘板に表示することが望ましい。減衰が大きくて1次横方向危険速度
を決定できない場合には,“計算”の語に続けて銘板に表示することが望ましい。
指定された場合,記録は,すべてのリアルタイム振動データで作成する。
6.3.11.4 最終試験 機械的又は性能上の欠陥を修理するために,軸受,軸シールの交換が必要であったり,
又は他の部品の交換や手直しのためにケーシングの開放が必要であれば,最初の試験を合格とせず,修理
作業後に,最終試験を実施する。
6.3.12 全圧力/全負荷/全速試験 全圧力/全負荷/全速試験の詳細は,受渡当事者間で合意する。この
試験は無負荷運転試験の代わりとしてよい。
6.4
オプション試験
10
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4.1
全般 指定された場合,6.4.2から6.4.7までから選択されたオプション試験は,工場又は現地のい
ずれかにおける設備によって,受渡当事者間で合意したように行う。
6.4.2
排気排出物試験 排気排出物試験は,JIS B 8043-1に従って行う。
6.4.3
ねじり振動試験 ねじり振動測定を,動力伝達系統のねじり振動分析を実証するために行う。試験
方案は,受渡当事者間で合意する。
備考 ねじり振動試験は,非常に複雑であり,高度に洗練された試験用セットアップを必要とす
る。
6.4.4
騒音試験 騒音レベル試験は,ISO 6190又は受渡当事者間で合意した方案に従って行う。
6.4.5
試験後の検査 主要な被駆動機,歯車装置及び駆動機のボアスコープ検査及び/又は分解検査並び
に再組立は,無負荷運転試験を完了し合格していれば,その後に行ってよい。受渡当事者は,パッケージ
装置をどの程度まで分解し,検査するかについて合意する。
ボアスコープ検査及び/又は主要な被駆動機,歯車装置及び駆動機の分解検査並びに再組立は,無負荷
運転試験を完了し合格していれば,その後に行ってよい。
6.4.6
予備ロータの試験 予備ロータの試験は,購入者の指定に従って行う。
6.4.7
耐久試験 購入者は,長期の運転(24時間以上)を指定してよい。目的及び合格基準は,受渡当
事者間で合意する。
備考 これに限定するものではないが,通常,これらの試験は,パッケージ又は特定の要素機器
又は装置の合意した最少限度の信頼性を実証するのに必要である。
7. 保管準備及び出荷準備
7.1
全般 ガスタービン及びその関連機器は,輸送方法に適した方法で適切に出荷準備し,国際的に認
められた記号を用いて明りょうに識別する。
必要であれば,6か月間屋外で保管しても分解の必要がないように,適切に機器のこん包を行う。より
長期間の保管が指定される場合,購入者は,パッケージャに,購入者が行うのがよい処置について相談す
る。
購入者は,現地における保管について,パッケージャに通知する。パッケージャは,装置が現地に到着
した後始動の前までに,装置の保存処置の完全性を確実にするために必要な処置についての説明書を購入
者に提出する。
パッケージャは,健康及び人員の安全性又は装置の機械的な完全性を損なうのを避けるために必要な,
あらゆる注意事項を購入者に通知する。
輸送関係書類は,パッケージャの責任で作成し,荷物に附属させる。
7.2
出荷準備 装置は,合意した試験及び検査が完了し,購入者が承認した後,出荷準備を行う。
ほかに指定されなければ,機械加工表面及び/又は耐食性表面以外の外表面を,下塗り及び少なくとも
1回の仕上げの塗装を施す。
機械加工した外表面には,適当な腐食防止剤を塗布する。
露出した軸及び軸継手は,防水で可塑性のワックス布,又は気相防せい(錆)紙で包む。継目は,耐油
性粘着テープで密封する。
回転機器の内面は,溶接スパッタのスケールを除き,スケールや外部物質の侵入を防いで,清浄にする。
軸受箱並びに油槽,容器,及び配管などの鋼製給油装置の構成機器の内面には,適切な溶油性の防食材
を塗布する。軸受の組立品は,湿気やごみが入らないように完全に保護する。
11
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ほこり及び腐食性物質が入らないように,フランジの開口及びねじの開口は,出荷及び保管の間適切に
ふさぐ。つり上げ点及びつり金具は,明りょうに識別する。質量,寸法及び重心位置は,容易に認識でき
るようにし,必要であれば,そのパッケージの安全な取扱い,積込み,及び荷下しに必要な手順も表示す
る。
装置は,項目番号と続き番号で見分ける。別送品には,それが用いられる機器と同じ項目番号と続き番
号を表示する。加えて,機器には,こん包の内部と外部に1通ずつ,2通のパッキンリスト(内容一覧表)
を附属する。
納入する機器の補助配管の接続部には,パッケージャの接続一覧表又は全体配置図に一致する符号を,
永久的な方法で表示する。
大きな空間の湿気を吸収するために袋詰めの気相防せい結晶を用いるのであれば,袋は容易に近付いて
撤去できるような場所に置く。可能であれば,袋はフランジ付きカバーに取り付けた針金のかごに入れて
もよく,袋の位置は,耐食性の荷札で表示する。
8. 据付け及び完成 機器が現地に到着するのに先だって,受渡当事者は,据え付ける機器の据付け及び
コミッショニングの予定表について合意する。
購入者は,予定表に影響しかねないような,据付現地にあり得る(作業時間,立入り制限などの)いか
なる制約も,パッケージャに通知する。
現地関連のあらゆる活動の調整及びすり合わせにかかわる事柄は,受渡当事者間で協議する。
プロジェクトの据付段階及びコミッショニング段階に先立って,購入者は,現地でどのような便宜及び
/又は用役が利用できるかについて,パッケージャに通知する。
パッケージャは,その供給範囲内の機器及び役務に関する,すべての据付け及びコミッショニングの方
案を準備する責任がある。
機器は,据付マニュアル,チェックリストなどの形式の,パッケージャの要領書に従って据え付ける。
これらの活動は,記録を目的として日誌に記入し,将来の参考用として保存する。これらの要領書には,
ほかにもあるが,次の活動のいくつか又はすべてを含む。
− 機械関係の据付け
− 電気関係の据付け
− 制御機能試験
− モータ,発電機の相順検査
− 電気機器の据付試験
− 配線の導通検査
− 制御及び/又は計装回路のループ試験
− 配管組立のフラッシング
− 配管組立の加圧漏れ試験
− 心出し作業
− グラウト作業
− コミッショニング前検査
− 防災機器及び防災設備の試験
据付マニュアルに入れてなければ,パッケージャは,機器のコミッショニングのために,別冊のマニュ
アルにしてもよい。
12
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ほかに合意していなければ,購入者は,コミッショニング期間中適当な用役(圧縮空気及び/又は計装
空気,燃料,水,電力など)を用意し,現地受渡試験又は信頼性確認試験時に被駆動機装置への適切な負
荷を用意することに責任をもつ。
現地受渡し試験及び/又は耐久試験がパッケージャの責任外の事情で中断された場合には,問題が解決
され正常な状態が回復された後,中断がなかったものとして,試験を再開し,継続する。
13
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) JISと対応する国際規格との対比表
JIS B 8042-8 : 2001 ガスタービン−調達仕様−第8部:検査,試験,据付
及び完成
ISO/DIS 3977-8 : 1999 ガスタービン−調達仕様−第8
部:検査,試験,据付及び完成
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的
差異の項目ごとの評価及びその
内容
表示箇所:本体
表示方法:点線の下線
(V)JISと国際規格と
の技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲
ガスタービン又
はコンバインド
サイクルプラン
トを調達すると
きに必要な技術
的な指針の規定。
第8部は,検査,
試験,据付及び完
成作業に関する
指針の規定。
ISO/DIS
3977-8
1.
第8部は,検査,
試験,据付及び完
成作業に関する
指針の規定
MOD/
追加
明確化のために,第
1部にある各パート
共通な適用範囲も記
載した。
明確化のためで,実
質的には国際規格か
らの変更はない。
2.引用規格
引用規格の規定
JIS B 0128ほか
2.
引用規格の規定
ISO 11086ほか
MOD/
変更
用語規格の ISO
11086をJIS B 0128
に変えた。
ISOをJISに変え
た。対応規格ではな
いが,実質的な差異
はない。
3.定義
用語の定義に引
用する規格
3.
JISに同じ
IDT
−
4.一般
試験・検査要領書
の規定
4.
JISに同じ
IDT
−
5.検査
検査内容の規定
5.
JISに同じ
IDT
−
6.試験
試験内容の規格
6.
JISに同じ
IDT
−
7.保管準備
及び出荷準
備
保管準備及び出
荷準備の規定
7.
JISに同じ
IDT
−
8.据付及び
完成
据付及び完成作
業の規格
8.
JISに同じ
IDT
−
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT ……………………技術的差異がない。
− MOD/変更……………国際規格の規定内容を変更している。
− MOD/追加……………国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD……………………国際規格を修正している。
14
B8042-8 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 8042(ガスタービン−調達仕様)原案作成委員会 構成表
氏名
所属
(委員長)
○ 田 中 英 穂
東京大学(名誉教授)
(主査)
○ 青 木 千 明
日本内燃機関連合会(ISO対策内燃機関委員会委員長)
(幹事)
○ 安 田 耕 二
株式会社日立製作所火力・水力事業部
(副幹事)
○ 毛 利 幸 雄
株式会社新潟鉄工所原動機カンパニー
(委員)
有 賀 一 郎
千葉工業大学工学部
川 口 修
慶應義塾大学理工学部
高 田 浩 之
東京大学(名誉教授)
中 川 良 治
日本コージェネレーションセンター調査部
○ 橋 本 進
財団法人日本規格協会技術部
濱 純
経済産業省産業技術総合研究所機械技術研究所エネルギ
ー部
○ 平 岡 克 英
国土交通省船舶技術研究所機関動力部
保 科 幸 雄
社団法人日本内燃力発電設備協会技術部
深 山 勝 範
日本コージェネレーションセンター調査部
磯 部 信 一
三井造船株式会社機械システム事業本部
加 藤 剛
日立造船株式会社技術開発本部技術研究所
○ 河 田 修
株式会社富士電機ガスタービン研究所
○ 渋 谷 幸 生
株式会社東芝火力プラント技術部
○ 鈴 木 章 夫
石川島播磨重工業株式会社ガスタービンプラント事業部
○ 永 井 勝 史
川崎重工業株式会社ガスタービン開発センター
○ 野 口 英 隆
ヤンマーディーゼル株式会社ガスタービン開発部
○ 福 泉 靖 史
三菱重工業株式会社原動機事業本部タービン技術部
○ 明 翫 市 郎
富士電機株式会社富士・シーメンス・エネルギーシステ
ム推進本部
○ 浦 野 稔 之
東京電力株式会社火力部
北 川 秀 一
日揮株式会社エンジニアリング本部回転機械部
桑 野 理
関西電力株式会社火力事業本部
○ 小 松 泰 幸
昭和シェル石油株式会社研究開発部
○ 佐 藤 穎 生
社団法人火力原子力発電技術協会調査局
○ 佐 藤 幹 夫
財団法人電力中央研究所横須賀研究所プラント熱工学部
○ 庄 司 不二雄
東京ガス株式会社エネルギー技術部
高 木 一
電気事業連合会工務部
高 西 一 光
関西電力株式会社火力事業本部
○ 半 田 進
社団法人火力原子力発電技術協会調査局
藤 本 洋
大阪ガス株式会社営業技術部
○ 三 賢 憲 治
東電設計株式会社海外事業本部
森 直 司
電気事業連合会工務部
○ 森 雅 晶
東京ガス株式会社エネルギー技術部
(関係者)
○ 福 田 実
財団法人日本規格協会技術部
○ 池 田 忠 司
富士電機株式会社富士・シーメンス・エネルギーシステ
ム推進本部
○ 三 井 功 雄
株式会社日立製作所火力・水力事業部
(事務局)
○ 上 原 由 美
日本内燃機関連合会
備考 ○印は,分科会委員を兼ねる。