B 8037-5 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによってJIS B 8032-1993(ピストンリング通則)は廃止され,JIS B 8032-1〜13 :
1998(内燃機関−小径ピストンリング−),JIS B 8037-1〜8 : 1998(内燃機関−大径ピストンリング−)及
びJIS B 8038 : 1998(往復動油圧シリンダ用ピストンリング)によって置き換えられる。
今回の制定では,国際規格との整合を図ることに重点を置き,対応国際規格の規定内容をすべて採用し,
さらに,JISとして必要な規定内容を追加した。また,JIS Z 8301(規格票の様式)が1996年7月に改正
されたのに伴い,それに従って規格票の様式も変更した。
JIS B 8032は,次に示す13部によって構成され,これらに“内燃機関−小径ピストンリング−”という
共通の規格名称を用いた。
JIS B 8032 内燃機関−小径ピストンリング−
第 1部 :用語
第 2部 :測定方法
第 3部 :材料
第 4部 :仕様の一般規定
第 5部 :要求品質
第 6部 :レクタンギュラリング
第 7部 :薄幅レクタンギュラリング
第 8部 :スクレーパリング
第 9部 :キーストンリング
第10部 :ハーフキーストンリング
第11部 :オイルコントロールリング
第12部 :コイルエキスパンダ付きオイルコントロールリング
第13部 :スチール組合せオイルコントロールリング
JIS B 8037は,次に示す8部によって構成され,これらに“内燃機関−大径ピストンリング−”という
共通の規格名称を用いた。
JIS B 8037 内燃機関−大径ピストンリング−
第1部 :用語
第2部 :測定方法
第3部 :材料
第4部 :仕様の一般規定
第5部 :要求品質
第6部 :レクタンギュラリング
第7部 :オイルコントロールリング
第8部 :コイルエキスパンダ付きオイルコントロールリング
JIS B 8038は,“往復動油圧シリンダ用ピストンリング”という規格名称を用いた。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8037-5 : 1998
内燃機関−大径ピストンリング−
第5部:要求品質
Internal combustion engines−Large diameter piston rings−
Part 5 : Quality requirements
1. 適用範囲 この規格は,往復動内燃機関に使用する呼び径が200mmを超え1 000mm以下のピストン
リング(以下,リングという。)の要求品質について規定する。
また,この規格は,一般に図面仕様のなかに表示されない品質について規定し,次のものに適用する。
a) ねずみ鋳鉄及び球状黒鉛鋳鉄のシングルピースリング。
b) コイルエキスパンダ付き鋳鉄製組合せオイルコントロールリング。
この規格は,測定方法の規格 (JIS B 8037-2) にある項目に関する許容限界の規定に加え,適当な定量測
定手段がなく,普通の視力(矯正視力)で拡大せずに目視判定する項目についても規定した。これらの表
面欠陥特性は,リング幅,厚さ及び合い口すきまの標準許容差とは別に規定した。
なお,この規格は,類似した状態で作動する圧縮機用リングなどに適用してもよい。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,これらの規格の規定の一部を構
成する。これらの引用規格は,その最新版を適用する。
JIS B 8037-1 内燃機関−大径ピストンリング−第1部:用語
JIS B 8037-2 内燃機関−大径ピストンリング−第2部:測定方法
JIS B 8037-3 内燃機関−大径ピストンリング−第3部:材料
JIS B 8037-6 内燃機関−大径ピストンリング−第6部:レクタンギュラリング
JIS B 8037-7 内燃機関−大径ピストンリング−第7部:オイルコントロールリング
3. 定義 この規格で用いる主な用語の定義は,JIS B 8037-1による。
4. 可視欠陥
4.1
概要 可視欠陥は,4.2から4.5に規定する二つの基本的種類に分類される。
第1の種類は,鋳鉄によく見られるブローホール,鋳巣及び砂食いの鋳造欠陥である。
第2の種類は,機械的なきずで,機械加工時とか運搬時に発生する擦りきず,くぼみ,打こん(痕),ク
ラック,かえり及び欠けの欠陥である。
このような欠陥に対するリングの検査は,一般に普通の視力(必要に応じ矯正視力)をもっている検査
者によって,拡大せず,目視検査で行う。
表及び規定数値は,これによってリング1本1本が欠陥の大きさやその間隔を厳格に検査することを意
2
B 8037-5 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図したものではなく,一般的な目安として使用する。したがって,リングの品質に疑義が生じた場合,こ
れを判定する手段として,規定の数値を使用してもよい。
4.2
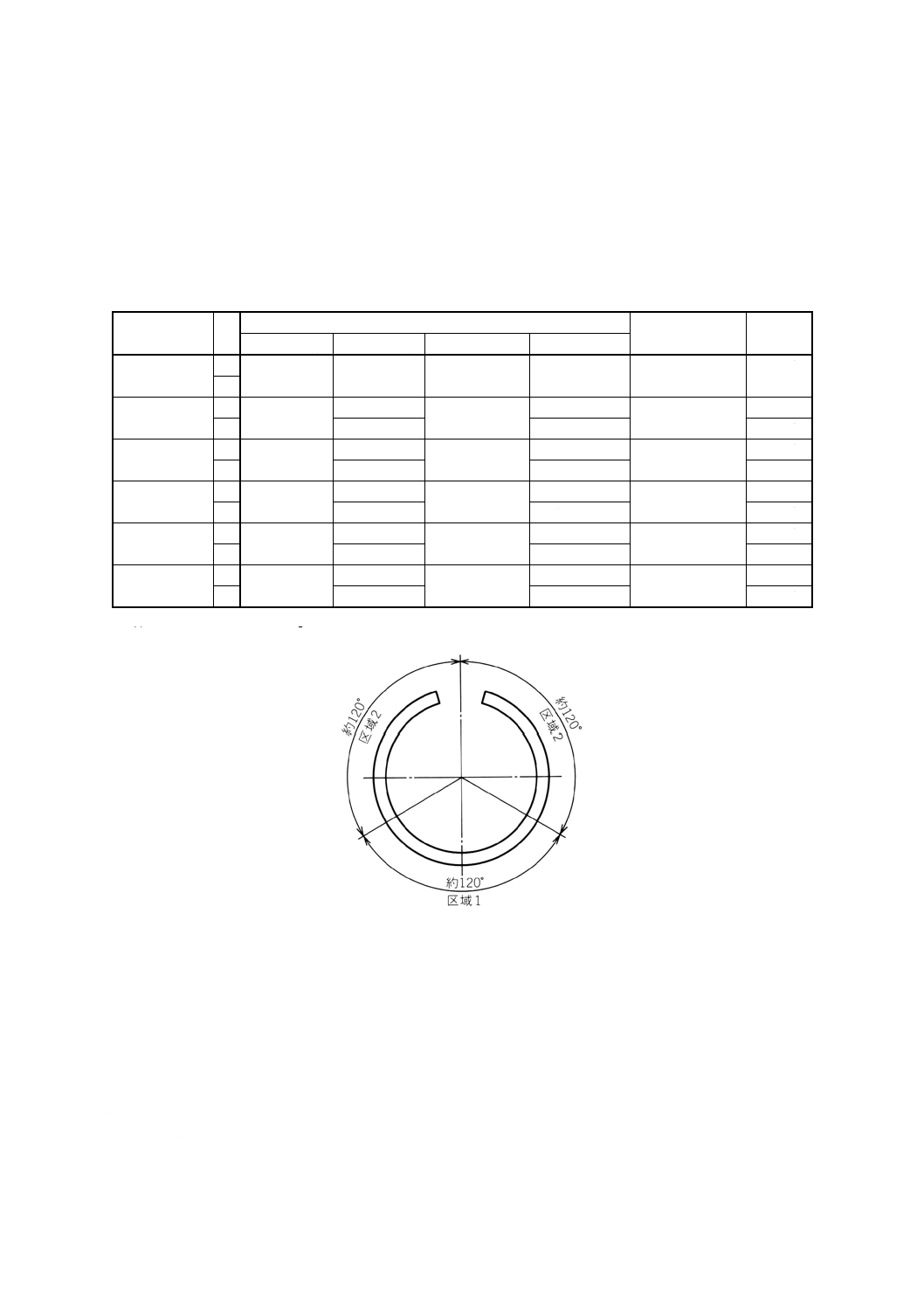
ブローホール,鋳巣及び砂食い この種の欠陥は,リング表面やエッジ部において,表1に示す大
きさ,数及び間隔の許容差を超えてはならない。
備考 ブローホールの深さは,目視ではチェックできないので,許容値は規定しない。
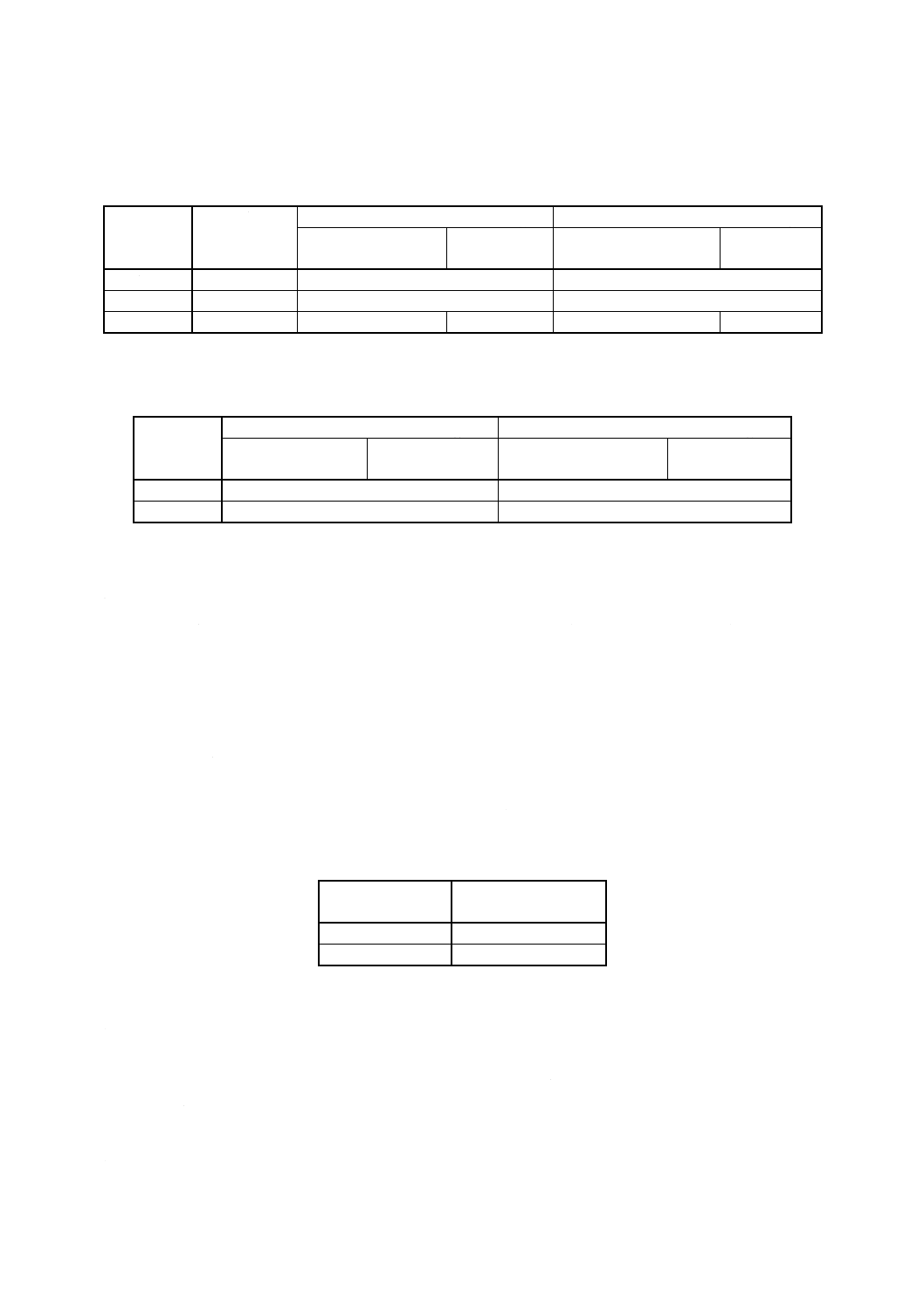
表1 ブローホール,鋳巣及び砂食いの大きさ,数並びに間隔の許容値
単位 mm
呼び径
d1
区
域
欠陥の大きさ
1本当たりの数
間隔(2)
外周面上(1)
他の面上(1)
外周エッジ上
他のエッジ上
200<d1≦250
1
0.3以下
1.2 以下
0.15 以下
0.5 以下
6以下
12以上
2
250<d1≦300
1
0.4以下
1.2 以下
0.2 以下
0.5 以下
6以下
15以上
2
1.8 以下
1.0 以下
10以上
300<d1≦450
1
0.5以下
1.5 以下
0.2 以下
0.8 以下
8以下
15以上
2
2.5 以下
1.3 以下
10以上
450<d1≦650
1
0.6以下
2 以下
0.3 以下
1 以下
8以下
20以上
2
3 以下
1.5 以下
10以上
650<d1≦900
1
0.7以下
2.5 以下
0.3 以下
1.3 以下
10以下
30以上
2
4 以下
2 以下
15以上
900<d1≦1 000 1
0.8以下
3.5 以下
0.4 以下
1.8 以下
10以下
40以上
2
5 以下
2.5 以下
20以上
注(1) 欠陥は,最大許容値の21以上(最小でも0.2mm)エッジから離れていなければならない。
(2) 間隔は,隣接した面及び相対する面での欠陥を含む。
図1 区域
4.3
擦りきず,くぼみ,打こん及びクラック
4.3.1
擦りきず 孤立した擦りきずは,次のものがあってもよい。
a) 4.4.1.1に示す許容値を超えるかえりを発生していないもの。
b) 旋削された外周面上においてツールマークより深くないもの,又は旋削でない外周面上において
0.004mmより深くないもの。
c) 側面において0.01mmより深くないもの。
d) その他の面において0.06mmより深くないもの。
4.3.2
くぼみ及び打こん くぼみ及び打こんは,次のものがあってもよい。
a) 表1に示す欠陥の数及び間隔に該当するもの。
3
B 8037-5 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 4.4.1.1に示す許容値を超えるかえりが発生していないもの。
c) 表2に示す大きさ及び深さの値を超えないもの。
インレイドコーティング付きリングは,外周面にくぼみ及び打こんがないこと。
備考 硬さ測定のために生じた側面上のくぼみは,表2及び表11の限度を超えないものがあって
もよい。
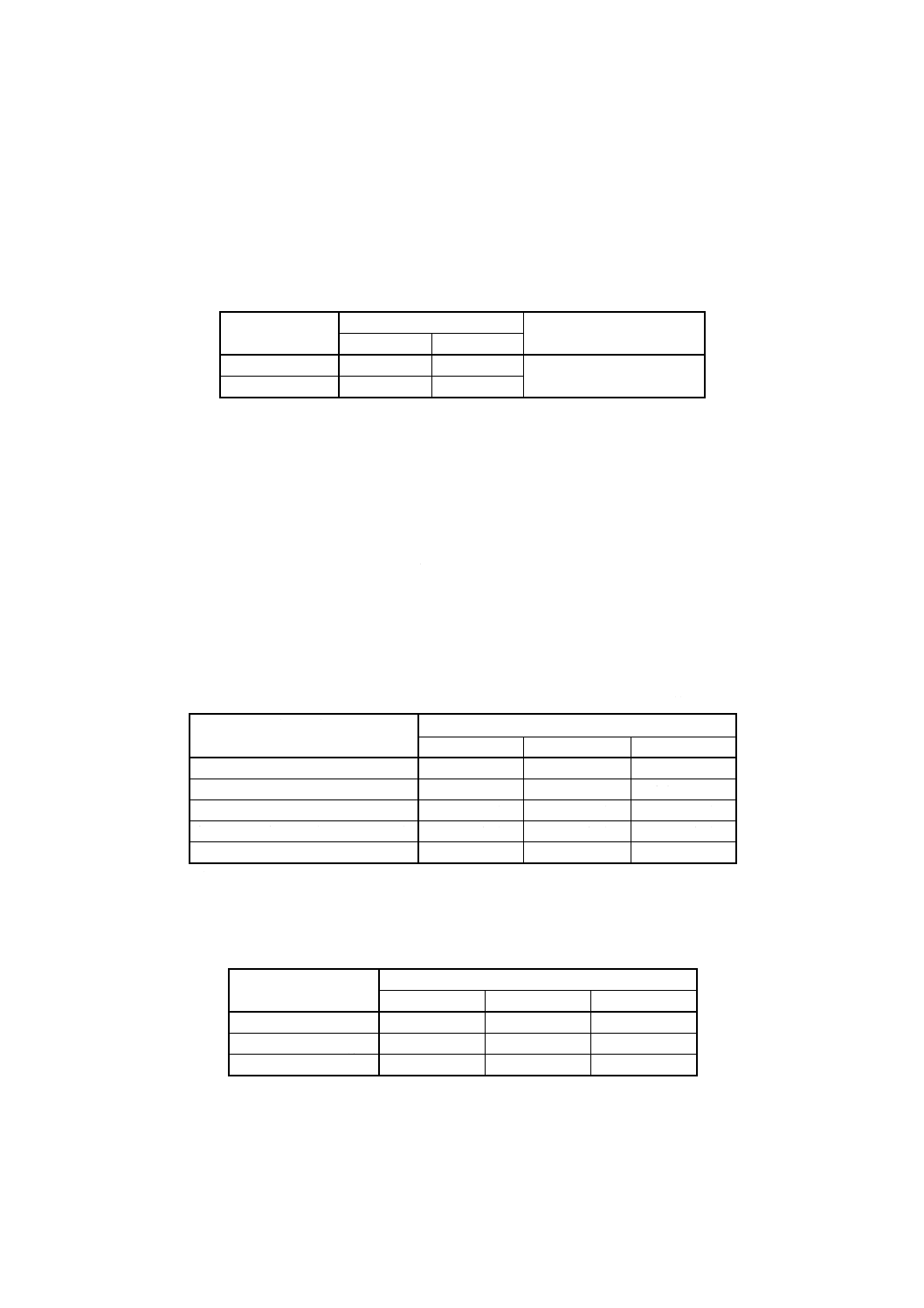
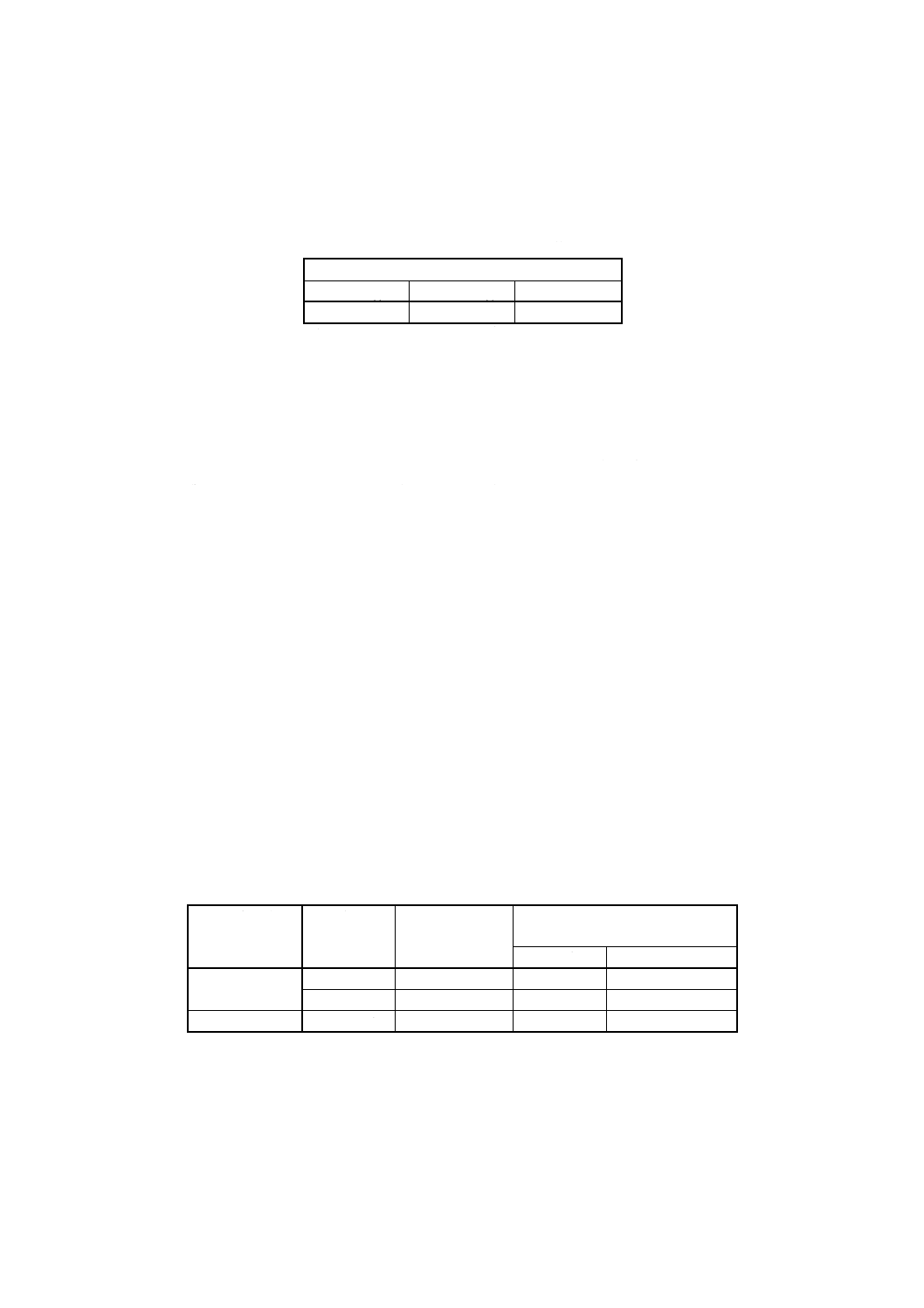
表2 くぼみ及び打こんの大きさ並びに深さの許容値
単位 mm
呼び径
d1
くぼみ及び打こんの大きさ
深さ
外周面上
側面上
200<d1≦650
1.0以下
2.0以下
該当する最大欠陥の大き
さの10%以下
650<d1≦1 000
1.5以下
3.0以下
4.3.3
クラック クラックは,あってはならない。クロムめっきした外周面については,4.5.4による。
4.4
エッジ
4.4.1
エッジ形状 リングのエッジは鋭利でなければならない。すなわち,理想的にはどのエッジにもか
えりがなく,材料の欠けやかえり除去によって発生するぎざぎざの縁のないことが望ましいが,かえり又
はかえり除去のための面取りは,4.4.1.1及び4.4.1.2に示す許容値を超えない大きさのものがあってもよい。
4.4.1.1
かえり かえりは,表3に示す許容値を超えない大きさのものがあってもよい。かえりの位置及
び方向はリングがもつ表面の機能に影響を及ぼすものであるため,いかなるかえりもリングのしゅう(摺)
動方向に向かなければならず,しゅう動方向に対して垂直であってはならない。
リングのエッジに残っているかえりは,完全なエッジの一部分を形成し,しっかりと付着していなけれ
ばならない。
表3 かえりの大きさの許容値
単位 mm
かえりの位置
(以下に隣接するエッジ)
かえりの大きさ
200<d1≦300
300<d1≦650
650<d1≦1 000
外周面及び側面
0.006以下
0.010以下
0.020以下
合い口端面
0.06 以下
0.10 以下
0.15 以下
外周溝面(オイルリング)
0.3 以下
0.4 以下
0.6 以下
内周面及び窓端部(オイルリング)
0.5 以下
0.6 以下
0.7 以下
その他の面
0.12 以下
0.20 以下
0.30 以下
4.4.1.2
エッジ面取り いかなる方向に突き出たかえりに対しても,これを取り除くためのエッジ面取り
の大きさは,表4による。
表4 かえり除去のためのエッジ面取り
単位 mm
エッジの位置
面取りの大きさ
200<d1≦300
300<d1≦650
650<d1≦1 000
外周エッジ
0.08以下
0.10以下
0.20以下
合い口外周エッジ(3)
0.20以下
0.30以下
0.40以下
その他のエッジ
0.30以下
0.40以下
0.60以下
注(3) 合い口外周エッジの面取りをしてある外周コーティング付きリング
には適用しない。
4.4.2
外周エッジ,合い口外周エッジ及び合い口外周コーナの欠け並びにそれに類する欠陥
4.4.2.1
欠け及びそれに類する欠陥は,次のものがあってもよい。
4
B 8037-5 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 脱落しそうに付着している小片物でないもの。
b) 4.4.1.1で許容される値を超えるかえりの発生がないもの。
c) 当たり確認面幅の21を超えないもの。
例 テーパフェースリング
d) 表6〜9に示す値を超えないもの。
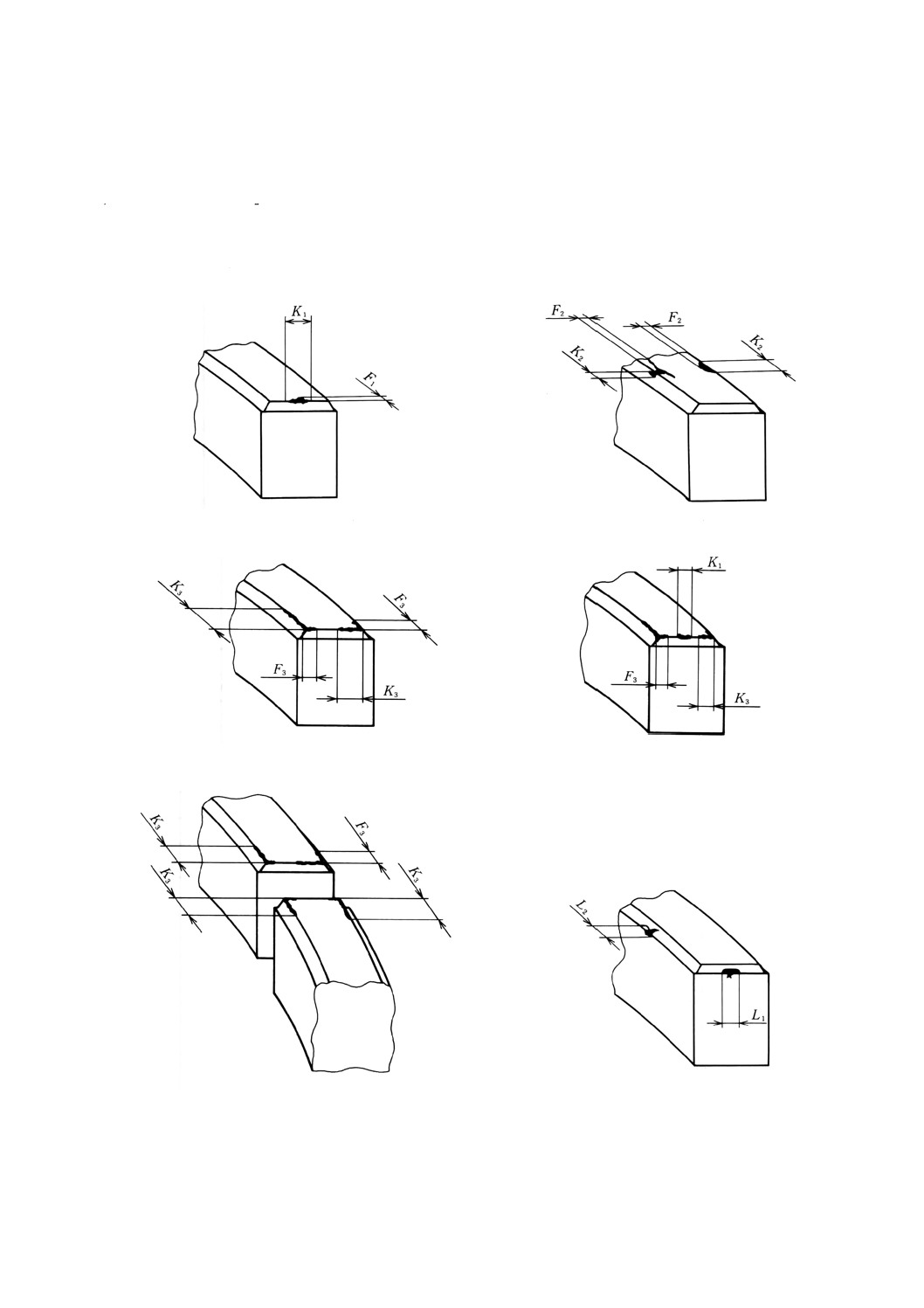
典型的な欠陥を図2〜7に示す(図中のF及びKの説明は,4.4.2.2による。)。
図2 合い口外周エッジの欠け
図3 外周エッジの欠け
図4 合い口外周コーナの欠け
図5 図2と図4の複合
図6 相対する合い口外周コーナの欠け
図7 面取り部の欠け
4.4.2.2
図2〜7において,
K1, K2, K3は,その欠陥が交わるエッジに沿って測定した欠陥の寸法である。
5
B 8037-5 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
F1, F2, F3は,その欠陥が交わるエッジに直角に測定した欠陥の寸法である。
しかし,欠け又は他の欠陥が外周の合い口コーナにある場合,すなわち,欠陥が外周エッジと合い口の
外周エッジとの交差部にある場合には,協議することが必要である。
欠陥は,より多くの欠陥を含むエッジにあるものと解釈する。例えば,図4において,左側の欠陥の大
半は外周エッジ上に存在する。そのために,その欠陥は外周エッジ上にあるものとする。したがって,K
は外周エッジに沿った値でK3と表示される。一方,Fは合い口の外周エッジ沿いに存在する欠陥ではある
が,これを外周エッジに直角に測定した寸法値であり,F3と表示される。
右側のコーナにある欠陥の場合,欠陥の大部分は合い口の外周エッジに沿って存在する。そのために,
この欠陥は合い口の外周エッジにあるものとする。したがって,この場合,測定値K3は,その欠陥を合い
口の外周エッジに沿って,また,F3は,合い口のエッジに直角な方向に測定された寸法である。
4.4.2.3
外周エッジ,合い口の外周エッジ及び相対する合い口のコーナにおける欠け並びにそれに類する
欠陥に対する限度は,次のa)〜c)に示す。
a) 外周エッジ 外周エッジの評価に含まれる欠陥は,F2及びK2のすべての値だけでなく,図4に示され
る左側の欠陥のように,それらが外周エッジ上にある場合には,外周の合い口コーナ部の欠陥のF3, K3
値をも含むものである。
欠陥の大きさの最大値は,表5〜7(外周エッジ上の欄)に示す。
b) 合い口外周エッジ 合い口外周エッジの評価に含まれる欠陥は,F1及びK1のすべての値だけでなく,
図4に示される右側の欠陥のように,それらが合い口外周エッジ上にある場合には,外周の合い口コ
ーナ部の欠陥のF3, K3値をも含むものである。
欠陥の大きさの最大値は,表5〜7(合い口外周エッジ上の欄)に示す。
さらに,付加する制限として,軸方向,すなわち,合い口外周エッジに沿った方向に測定された欠
陥の大きさの合計が表5〜7に示す値を超えてはならない。
図5に示す例の場合,付加される欠陥は,K3(右側コーナ)+K1+F3(左側コーナ)である。
c) 相対する合い口コーナ 外側の合い口コーナにおける欠陥は,a)及びb)に示す評価によって外周エッ
ジの欠陥として,又は合い口外周エッジの欠陥としてみなす。
さらに,付加する制限として,相対する合い口コーナで円周方向に測定した欠陥の合計が表5〜7
に示す値を超えてはならない。
図6において,加えられるべき欠陥は,左側コーナのK3の値+相対する合い口コーナのK3の値,
及び右側コーナのF3の値+相対する合い口コーナのK3の値である。
表5 コーティングなしリングの外周エッジ,合い口外周エッジ及び合い口
外周コーナ上の欠け並びにそれに類する欠陥の大きさの許容値(4)
単位 mm
リング幅
h1
ランド幅 h4
又は
当たり幅 h5
外周面に直角方向欠陥の大きさ(5)
エッジに沿った方向欠陥の大きさ(5)
合い口外周エッジ上
F1, F3
外周エッジ上
F2, F3
合い口外周エッジ上(6)
K1, K3
外周エッジ上
K2, K3
4≦h1<6
−
0.3以下
0.8以下
6≦h1
−
0.4以下
1.0以下
−
h4, h5≧0.5
0.2以下
0.2以下
0.8以下
注(4) 欠陥の数及び間隔は,表1による。
(5) 図2〜6による。
(6) リングの外周面幅又はランド幅の31を最大とする。
6
B 8037-5 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6 外周クロムめっき付きリングの外周エッジ,合い口外周エッジ及び合い
口外周コーナ上の欠け並びにそれに類する欠陥の大きさの許容値(4)
単位 mm
リング幅
h1
ランド幅 h5
外周面に直角方向欠陥の大きさ(5)
エッジに沿った方向欠陥の大きさ(5)
合い口外周エッジ上
F1, F3
外周エッジ上
F2, F3
合い口外周エッジ上(6)
K1, K3
外周エッジ上
K2, K3
4≦h1<6
−
0.3以下
0.4以下
6≦h1
−
0.4以下
0.5以下
−
h5≧0.5
0.2以下
0.1以下
0.2以下
0.8以下
表7 溶射リングの外周エッジ,合い口外周エッジ及び合い口外周
コーナ上の欠け並びにそれに類する欠陥の大きさの許容値(4)
単位 mm
リング幅
h1
外周面に直角方向欠陥の大きさ(7)
エッジに沿った方向欠陥の大きさ(7)
合い口外周エッジ上
F1, F3
外周エッジ上(5)
F2, F3
合い口外周エッジ上(8)
K1, K3
外周エッジ上(5)
K2, K3
4≦h1<6
0.4以下
0.8以下
6≦h1
0.5以下
1.0以下
注(7) 外周全面だけに適用する。
(8) リングの外周面幅又はコーティング幅の31を最大とする。
4.4.2.4 外周エッジ部及び合い口外周エッジ部の面取り部における,欠け及びそれに類する欠陥の限度は,
次のとおりとする。
この種の欠陥を図7に示すが,これらはクロムめっきの面取り部(加工あり又は加工なし),コーティン
グ付きリング(外周全面)の加工面取り部,及びねずみ鋳鉄製リングの加工面取り部に発生しやすいもの
である。表8に欠陥の最大許容値を示すが,これらは外周エッジ及び合い口の外周エッジに面取りをもつ
すべてのリングに対して適用する。
面取り部にあるとして数えられる欠陥は,外周エッジ又は合い口外周エッジと交差してはならない。た
だし,側面又は合い口端面と交差してもよい。
表8 外周エッジ上及び合い口外周エッジ
上の面取り部の欠け並びにそれに類
する欠陥の大きさの許容値(4)
単位 mm
リング幅
h1
欠陥の大きさ
L1/L2
4≦h1<6
1.2以下
6≦h1
1.8以下
4.4.3
内周エッジ及びその他のエッジにおける欠け並びにそれに類する欠陥 内周エッジ及びその他の
エッジにおける欠け並びにそれに類する欠陥は,次のものがあってもよい。
a) 4.4.1.1に示す許容値を超えるかえりの発生がないもの。
b) ブローホール,鋳巣及び砂食いに対し,表1に規定する許容値を超えないもの。
4.4.4
合い口内周コーナにおける欠け及びそれに類する欠陥 合い口内周コーナにおける欠け及びそれ
に類する欠陥は,次のものがあってもよい。
a) 4.4.1.1に示す許容値を超えるかえりの発生がないもの。
b) コイルエキスパンダ付きオイルコントロールリングにおいては,半径方向で0.3mm,円周及び軸方向
7
B 8037-5 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で0.5mmを超えないもの。
c) その他のリングにおいては,表9の許容値を超えないもの。
表9 合い口内周コーナにおける欠け及び
それに類する欠陥の大きさの許容値
単位 mm
欠陥の大きさ(測定値)
軸方向(9)
半径方向(9)
円周方向
1.2以下
1.5以下
2以下
注(9) リングの幅又は厚さの31を最大とする。
4.5
目視検査によるその他の特性
4.5.1
表面の色むら又は汚れ 色むら又は汚れは,リング表面の全体又は部分的にあってもよい。ただし,
さび(錆)があってはならない。
4.5.2
内周面の鋳肌及び付着物 次の欠陥があってもよい。
a) 合い口端面から中心角5゜(度)の範囲内の機械加工していない面 (NCU)。
b) リングの製造工程で発生した強固に付着している付着物。
4.5.3
コーティングされていない表面の欠け 欠けは,ブローホール,鋳巣及び砂食いについて表1に規
定された最大値を超えない大きさのものがあってもよい。
4.5.4
クロムめっき外周面 クロムめっきは完全に密着しており,目視で観察されるマクロクラック,空
孔,膨れ,クロムビーズ(表面上のアンダーカット・バルジ)又はピンホールがないこと。
ピンホールに関する例外は,受渡当事者間で協定してもよい。
4.5.5
溶射 溶射は,均質なものではない。受入れの許容条件については,受渡当事者間で協定するか,
又は製造業者の規格を適用してもよい。
5. 材料
5.1
基本材料 基本的な材料仕様は,JIS B 8037-3に示す。
詳細な仕様と許容条件は,受渡当事者間で協定するか,又は製造業者の仕様を適用してもよい。
5.2
温度影響下での接線張力減退 エンジン作動条件下における若干の接線張力減退は許容されるが,
品質を設定するために,リングを呼び径に閉じた状態で行う接線張力減退試験条件及び接線張力減退度は,
表10による。ただし,受渡検査の実施については,受渡当事者間の協定による。
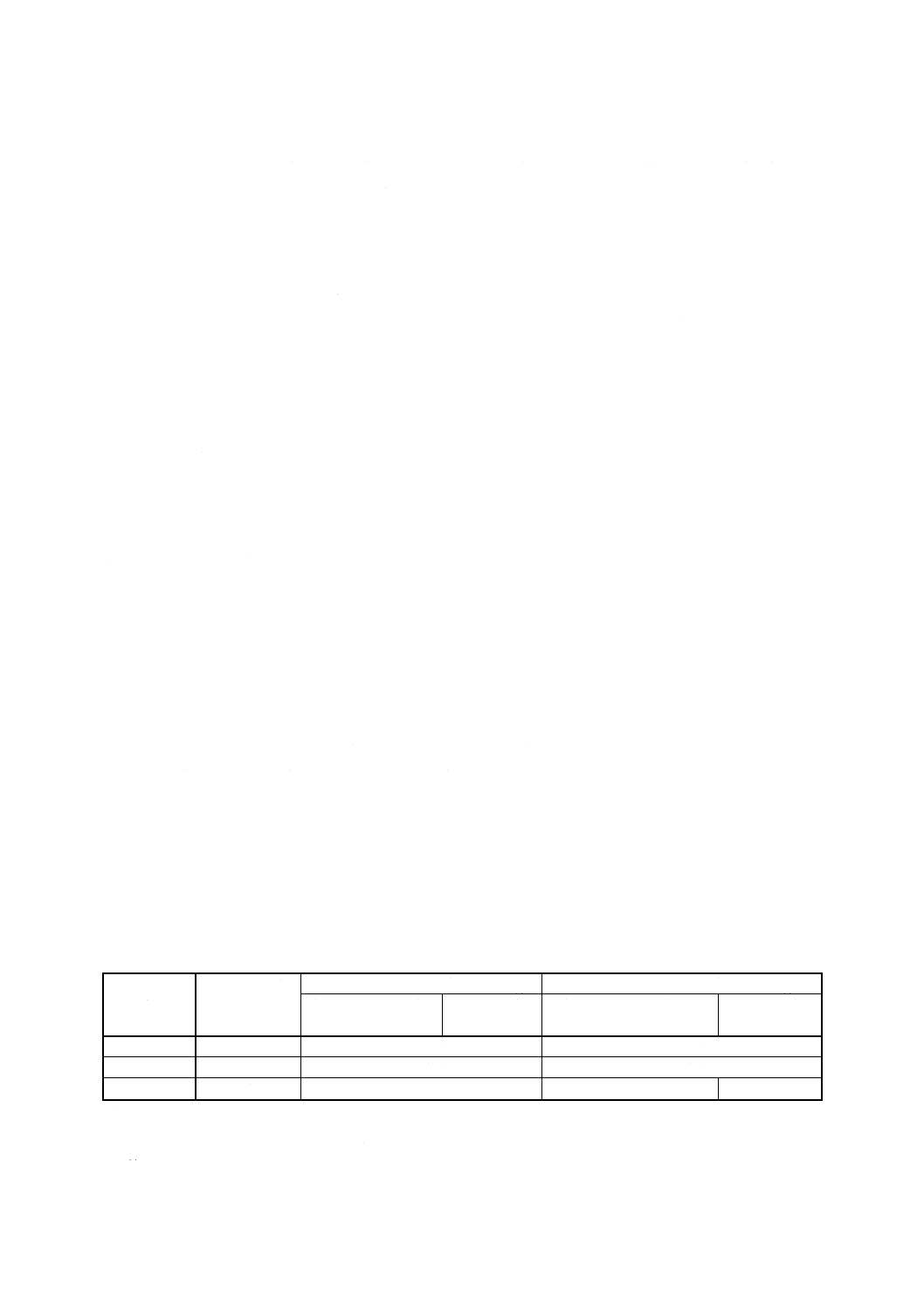
表10 接線張力減退試験条件
リングの形状
(適用規格)
材料分類
接線張力減退度
%
試験条件
(リングを呼び径に閉じた状態)
温度 ℃
時間 h
JIS B 8037-6
10, 20
15以下
300
3
50
10以下
300
3
JIS B 8037-7
10, 20, 50
30以下
250
5
8
B 8037-5 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. ピストンリングのマーキングによる盛り上がり 盛り上がりは,表11に示す値を超えないものがあっ
てもよい。
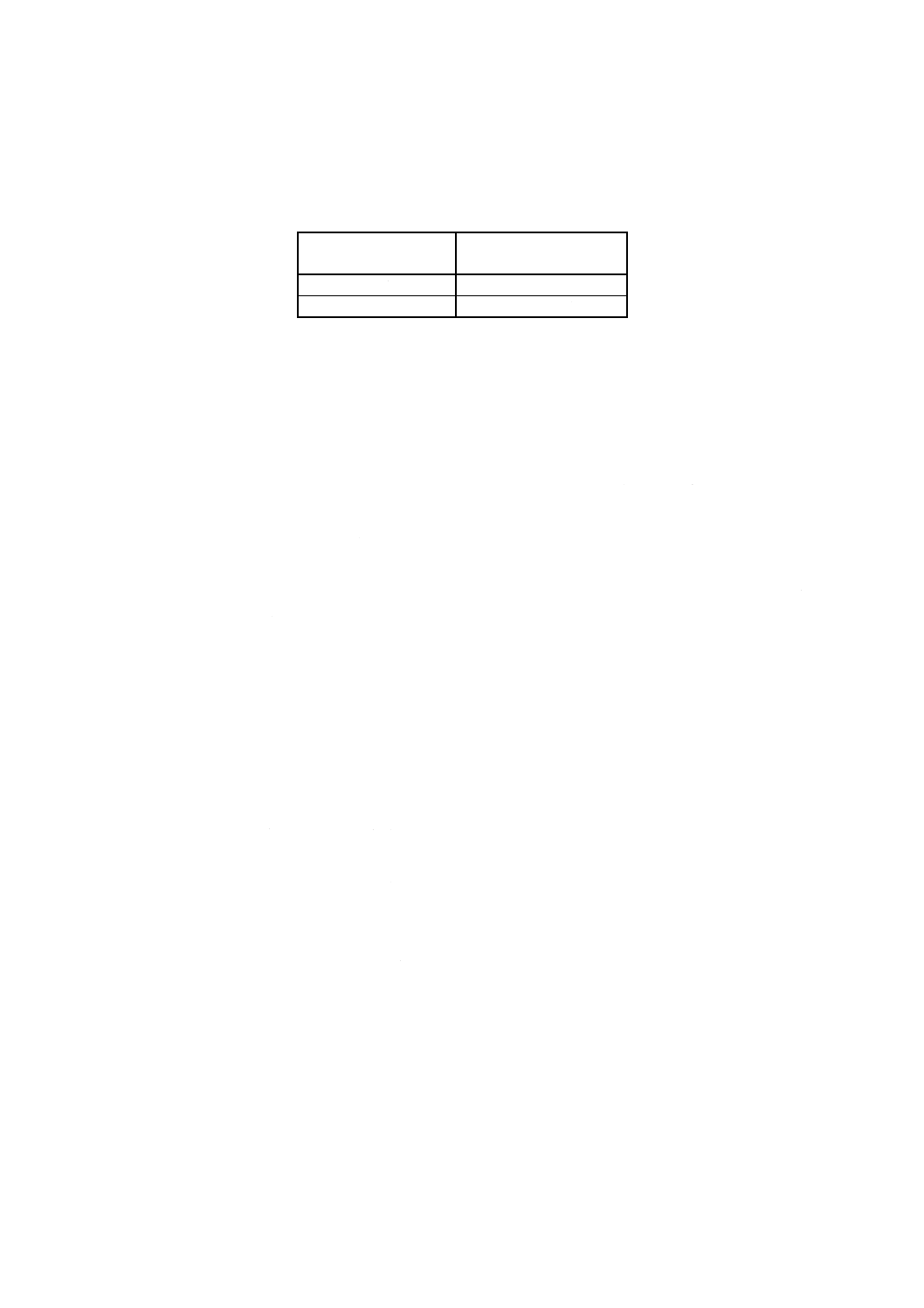
表11 盛り上がりの許容値
単位 mm
呼び径
d1
表面からの盛り上がり量
200<d1≦650
0.015以下
650<d1≦1 000
0.020以下
7. 外周及び側面加工−理想的形状及び平面からの意図しないずれ
7.1
外周面形状に対する偏差の許容値
a) コーティング付き又はコーティングなしのストレートフェースリング(JIS B 8037-6による。)のバレ
ルの許容値は,次による。
リング幅 (h1) 1mm当たり0.002mm(測定点は,JIS B 8037-6による。)
b) コーティング付き又はコーティングなしのストレートフェースリング(IW/IFを除くJIS B 8037-6に
よる。)のテーパの許容値は,次による。
200<d1≦500の場合
リング幅 (h1) 1mm当たり0.008mm
500<d1≦1 000の場合 リング幅 (h1) 1mm当たり0.006mm
c) コーティング付き又はコーティングなしのストレートフェースリング(JIS B 8037-7及びIW/IF付き
JIS B 8037-6による。)のテーパの許容値は,次による。
200<d1≦500の場合
リング幅 (h1) 1mm当たり0.009mm
500<d1≦1 000の場合 リング幅 (h1) 1mm当たり0.008mm
リング幅 (h1) 1mm当たり0.006mm
d) S, D及びGF形オイルコントロールリングの半径方向当たり面段差の許容値は,次による。
0.015 mm
e) コーティング付き又はコーティングなしのSF形コイルエキスパンダ付きオイルコントロールリング
の半径方向当たり面段差の許容値は,次による。
h1<10mmの場合
0.025mm以下
10≦h1<12mmの場合
0.035mm以下
12≦h1 の場合
0.045mm以下
7.2
平面度の許容値
半径方向:リング幅h1の許容差の50%以下とする。
備考 これは,ねじれ設計リングには適用しない。
円周方向:表12による。
9
B 8037-5 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
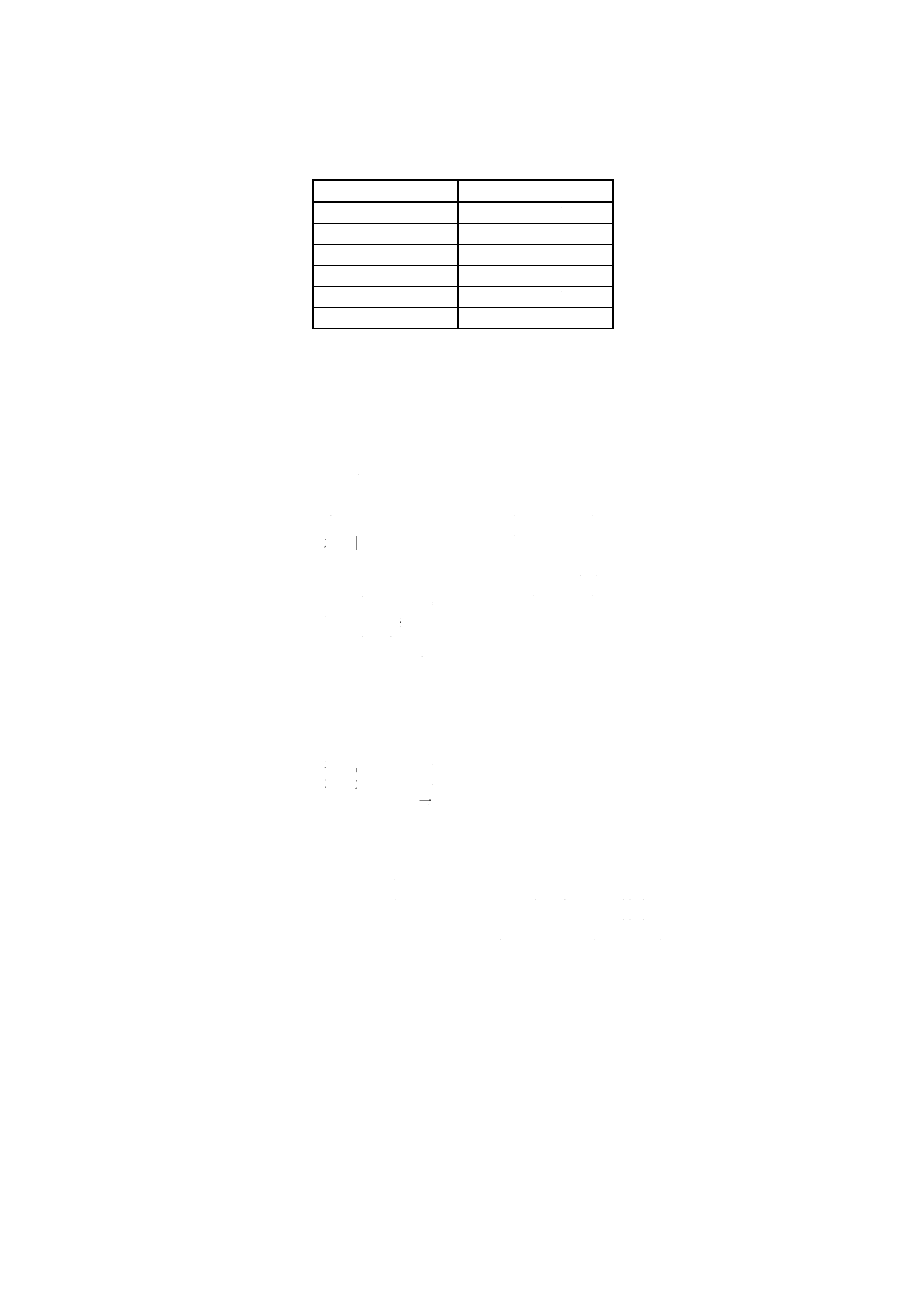
表12 円周方向の平面度の許容値(10)
単位 mm
呼び径 d1
平面度の許容値
200<d1≦230
0.04以下
230<d1≦320
0.05以下
320<d1≦450
0.07以下
450<d1≦600
0.10以下
600<d1≦800
0.15以下
800<d1≦1 000
0.20以下
注(10) これは,ねじれ設計リング及びオイル
コントロールリングには適用しない。
JIS B 8032, 8037, 8038 原案作成委員会 構成表
氏名
所属
(委員長)
古 林 誠
青山学院大学
(幹事・小委員会主査) ○ 久 保 幸 彦
帝国ピストンリング株式会社技術開発部
(委員)
浦 田 益太郎
通商産業省機械情報産業局
内 山 芳 忠
工業技術院機械技術研究所
○ 本 間 清
工業技術院標準部
○ 橋 本 繁 晴
財団法人日本規格協会技術部
青 木 千 明
日本内燃機関連合会
照 山 勝
社団法人自動車技術会
門 泰 一
社団法人日本油空圧工業会(太陽鉄工株式会社)
山 本 英 継
三菱自動車工業株式会社材料技術部
伯耆田 毅
日産自動車株式会社
小野山 泰 一
日産自動車株式会社パワートレーン開発本部
江 頭 英 則
三菱自動車工業株式会社相模原製作所
常 田 征 三
株式会社田邊空気機械製作所名古屋事業所
小 島 克 己
社団法人日本自動車部品工業会技術部
○ 手 島 巌
株式会社リケン 技術管理部
○ 平 石 巌
日本ピストンリング株式会社技術開発部
(小委員会委員)
深 瀬 長 三
帝国ピストンリング株式会社
竹 内 康 二
日本ピストンリング株式会社技術開発部
栗 林 盛 夫
株式会社リケン ピストンリング事業部
(関係者)
中 林 賢 司
工業技術院標準部
三 塚 隆 三
財団法人日本規格協会技術部
(事務局)
阿 部 静 郎
社団法人陸用内燃機関協会
本 間 隆 雄
社団法人陸用内燃機関協会
備考 ○印の付いている者は,小委員会委員を兼ねる。