B 8037-4 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによってJIS B 8032-1993(ピストンリング通則)は廃止され,JIS B 8032-1〜13 :
1998(内燃機関−小径ピストンリング−),JIS B 8037-1〜8 : 1998(内燃機関−大径ピストンリング−)及
びJIS B 8038 : 1998(往復動油圧シリンダ用ピストンリング)によって置き換えられる。
今回の制定では,国際規格との整合を図ることに重点を置き,対応国際規格の規定内容をすべて採用し,
さらに,JISとして必要な規定内容を追加した。また,JIS Z 8301(規格票の様式)が1996年7月に改正
されたのに伴い,それに従って規格票の様式も変更した。
JIS B 8032は,次に示す13部によって構成され,これらに“内燃機関−小径ピストンリング−”という
共通の規格名称を用いた。
JIS B 8032 内燃機関−小径ピストンリング−
第1部
:用語
第2部
:測定方法
第3部
:材料
第4部
:仕様の一般規定
第5部
:要求品質
第6部
:レクタンギュラリング
第7部
:薄幅レクタンギュラリング
第8部
:スクレーパリング
第9部
:キーストンリング
第10部 :ハーフキーストンリング
第11部 :オイルコントロールリング
第12部 :コイルエキスパンダ付きオイルコントロールリング
第13部 :スチール組合せオイルコントロールリング
JIS B 8037は,次に示す8部によって構成され,これらに“内燃機関−大径ピストンリング−”という
共通の規格名称を用いた。
JIS B 8037 内燃機関−大径ピストンリング−
第1部
:用語
第2部
:測定方法
第3部
:材料
第4部
:仕様の一般規定
第5部
:要求品質
第6部
:レクタンギュラリング
第7部
:オイルコントロールリング
第8部
:コイルエキスパンダ付きオイルコントロールリング
JIS B 8038は,“往復動油圧シリンダ用ピストンリング”という規格名称を用いた。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8037-4 : 1998
内燃機関−大径ピストンリング
−第4部:仕様の一般規定
Internal combustion engines−Large diameter piston rings−
Part 4 : General specifications
1. 適用範囲 この規格は,往復動内燃機関に使用する呼び径が200mmを超え1 000mm以下のピストン
リング(以下,リングという。)の仕様の一般規定について規定する。また,この規格は,リングのコード,
呼び方及びマーキング方法についても規定している。
なお,この規格は,類似した状態で作動する圧縮機用リングなどに適用してもよい。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版を適用する。
JIS Z 2244 ビッカース硬さ試験−試験方法
3. 種類 リングの厚さ (a1) は,内燃機関の作動条件にリングを適合させるため,次の2種類に分類する。
なお,コードのMPG及びMPSの選択されたリングの場合は,リングの呼び方にこれらのコードを明示す
る。
厚さ a1
コード
主な用途(参考)
33
28
1
1
d
d〜
MPG
一般内燃機関
31
25
1
1
d
d〜
MPS
船用内燃機関
2
B 8037-4 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. ピストンリングのコード リングに用いるコードは,表1による。
表1 ピストンリングのコード
コード
内容
関連するJIS
R
ストレートフェースレクタンギュラリング
JIS B 8037-6
B
バレルフェースレクタンギュラリング
M1〜M5
テーパフェースレクタンギュラリング
S
窓付きオイルコントロールリング
JIS B 8037-7
G
ダブルベベルオイルコントロールリング
D
ベベルオイルコントロールリング
GF
ダブルベベルフックオイルコントロールリング
DSF−C
クロムめっき付き・プロファイル研磨・コイルエキスパンダ付きのベベル
オイルコントロールリング
JIS B 8037-8
DSF−CNP
クロムめっき付き・プロファイル研磨なし・コイルエキスパンダ付きのベ
ベルオイルコントロールリング
SSF
コイルエキスパンダ付き窓付きオイルコントロールリング
GSF
コイルエキスパンダ付きダブルベベルオイルコントロールリング
DSF
コイルエキスパンダ付きベベルオイルコントロールリング
DSF−NG
コイルエキスパンダ付きベベルオイルコントロールリング(外周形状は
DSF−C又はDSF−CNPに類似)
GFSF
コイルエキスパンダ付きダブルベベルフックオイルコントロールリング
MPG
リング厚さa1=d1/28〜d1/33
JIS B 8037-6及び-7
MPS
リング厚さa1=d1/25〜d1/31
MC10〜MC60
材料分類
JIS B 8037-3
MC6A
材料分類(コイルエキスパンダ用炭素鋼)
JIS B 8037-3
MC6B
材料分類(コイルエキスパンダ用ステンレス鋼)
S00〜S50
合い口すきま(最小値)
JIS B 8037-4の7.2
CR2〜CR5
外周全面クロムめっき付き
JIS B 8037-4の8.3
MO1〜MO5
外周全面モリブデンコーティング付き
JIS B 8037-4の8.3
MO1F〜MO5F 外周インレイド・モリブデン・コーティング付き
LF
コーティングなし外周面又はランド外周面を全面ラップ仕上げしたリング
JIS B 8037-4の7.1
LP
外周を当たり出しラップ仕上げしたテーパフェースリング
JIS B 8037-4の7.1
FE
全面フェロオキサイド皮膜処理
JIS B 8037-4の9.1
PO
全面りん酸塩皮膜処理
JIS B 8037-4の9.2
KA
外周エッジ面取り
JIS B 8037-6及び-7
KI
内周エッジ面取り
IF
上側面インターナルベベル
JIS B 8037-6及び-7
IW
上側面インターナルステップ
WF
張力減退低減処理
JIS B 8037-5及び-8
CSN, CSG
コイルエキスパンダの形状
JIS B 8037-8
付加的マーク:
JIS B 8037-4の6.2
MM
製造業者マーク
MX
材料マーク(1)
MU
その他の付加的マーク(2)
注(1) 異なる材料を選択した場合は,材料表示マークは製造業者の選択による。
(2) 使用者の要求によって,その他の付加的マークが必要な場合は,受渡当事者間の協定によって明確に示す。
5. ピストンリングの呼び方
5.1
呼び方の要素及び順序 呼び方は,表1に示すコードを用いて次の要素及び順序による。
5.1.1
必す(須)要素 呼び方は,次の必す要素によって構成される。
3
B 8037-4 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 名称 ピストンリング
− 規格番号
− リングのタイプ 例 R
− ハイフン
− リングの寸法 d1×h1
− MPSコード JIS B 8037-6に従って厚さ
31
25
1
1
1
d
d
a
〜
=
を選択する場合
− ハイフン
− 材料コード 例 MC10
5.1.2
付加的要素
− コーティング選択のコード 例 CR4
− 全面ラップ仕上げした外周面をもつコーティングなしリング,又は部分ラップ仕上げした外周面を
もつテーパフェースリングのコード 例 LF又はLP
− 表面処理選択のコード 例 PO
− 外周面エッジ形状選択のコード 例 KA
− 内周面エッジ形状選択のコード 例 KI
− 内周面ステップ又はベベルのコード 例 IW
− 張力減退低減処理のコイルが必要な場合のコード 例 WF
− コイルエキスパンダの形状選択のコード 例 CSG
5.1.3
付加的マークの要素 付加的マークは,5.1.2に規定する付加的要素の後に続ける。
− 製造業者のマークが必要な場合のコード 例 MM
− 材料マークのコード 例 MX[表1の注(1)による。]
− その他のマーク 例 MU[表1の注(2)による。]
5.2
呼び方の例
5.2.1
レクタンギュラリング JIS B 8037-6に適合するリングの呼び方は,次による。
− ストレートフェースレクタンギュラリング (R)
− 呼び径 d1=300mm (300)
− 呼び幅 h1=6.0mm (6)
− ねずみ鋳鉄,材料分類10 (MC10)
“呼び方”
ピストンリング JIS B 8037-6 R-300×6-MC10
5.2.2
オイルコントロールリング JIS B 8037-7に適合するリングの呼び方は,次による。
− クロムめっき付き・プロファイル研磨・コイルエキスパンダ付きのベベルオイルコントロールリン
グ (DSF-C)
− 呼び径d1=300mm (300)
− 呼び幅h1=10.0mm (10)
− ねずみ鋳鉄,材料分類10 (MC10)
− 合い口すきま1.2mmを選択 (S12)
− ランド部クロムめっき厚さ0.2mm以上 (CR4)
− 全鋳鉄表面上のりん酸塩皮膜処理厚さ0.002mm以上 (PO)
4
B 8037-4 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 張力減退低減処理コイルエキスパンダ (WF)
− 等ピッチコイルエキスパンダ (CSN)
− リングに製造業者マークを表示 (MM)
“呼び方”
ピストンリング JIS B 8037-7 DSF-C-300×10-MC10 S12 CR4 PO WF CSN MM
6. ピストンリングのマーク
6.1
必す上側面指示マーク 方向を示す必要のあるリングは,燃焼室側に近い側面だけに,上側面を示
すマークを表示する。
受渡当事者間の協定によるマークがない場合には,TOPのマークを用いる。
上側面を示すマークは,次の形状のリングに適用する。
− テーパフェースリング
− インターナルベベル又はインターナルステップリング
− 方向性のあるオイルコントロールリング
このようなマークを必要とするリングは,該当する規格JIS B 8037-6〜JIS B 8037-8の共通諸元の項に示
してある。
6.2
付加的マーク リングの付加的マークは,任意選択又は使用者の要求による。
その場合の付加的マークは,次による。
− 製造業者マーク
− 材質マーク(特別な材料の場合)
− 受渡当事者間の協定によるその他の付加的マーク
7. 一般共通特性事項
7.1
ライトタイトネス リングの全外周の90%以上はライトタイトとする。
外周面にコーティング及び研磨仕上げした,ラップ面のないテーパフェースリングでは,その全外周の
95%以上はライトタイトとする。
次に示す仕様のリングは,全外周の100%をライトタイトとする。
− コーティングなしで,外周面をラッピングしたリング
− コーティングの有無にかかわらず,外周面の全周にわたり(幅寸法全体ではない。)ラッピングした
テーパフェースリング
− 外周面クロムめっき付き又はモリブデンコーティング付き(全面又はインレイド)で,外周面の幅
全体にわたりラッピングしたリング
備考 表面処理(POなど)したリングのライトタイトネスの測定は,一般に表面処理前に行う。表面
処理の後に測定する場合は,測定ゲージの中でリングを回転させる。
7.2
合い口すきま 各規格群の寸法表に規定された合い口すきまと異なる合い口すきまを選択する場合
には,表2のコードを適用し,許容差は各規格群の規定をそのまま用いる。
5
B 8037-4 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 合い口すきま
単位mm
コード
合い口
すきま
コード
合い口
すきま
コード
合い口
すきま
コード
合い口
すきま
コード
合い口
すきま
コード
合い口
すきま
S00
0.05
S10
1.0
S20
2.0
S30
3.0
S40
4.0
S50
5.0
S01
0.1
S11
1.1
S21
2.1
S31
3.1
S41
4.1
S02
0.2
S12
1.2
S22
2.2
S32
3.2
S42
4.2
S03
0.3
S13
1.3
S23
2.3
S33
3.3
S43
4.3
S04
0.4
S14
1.4
S24
2.4
S34
3.4
S44
4.4
S05
0.5
S15
1.5
S25
2.5
S35
3.5
S45
4.5
S06
0.6
S16
1.6
S26
2.6
S36
3.6
S46
4.6
S07
0.7
S17
1.7
S27
2.7
S37
3.7
S47
4.7
S08
0.8
S18
1.8
S28
2.8
S38
3.8
S48
4.8
S09
0.9
S19
1.9
S29
2.9
S39
3.9
S49
4.9
7.3
接線張力Ft 各リング形状ごとの張力については,JIS B 8037-6〜JIS B 8037-8に規定する。また,
Ftの定義は,JIS B 8037-2に規定する。
7.3.1
寸法規格群の寸法表におけるFt値の計算 各種リングの接線張力は,寸法規格 (JIS B 8037-6) の
寸法表に示す。ただし,寸法表に記載されていない形状(エッジ面取り,及び/又はテーパ,及び/又は
インターナルステップ又はインターナルベベル)及び標準弾性率が105又は115GN/m2以外の材料を使用
する場合,以下の計算式による。
η
×
×
=
×
×
=
0
0
0
)
(
)
(
E
E
F
I
I
E
E
F
F
t
t
t
値
寸法表の
値
寸法表の
ここで,寸法表に記載される材料の標準弾性率をE0,製造業者の材料規格に規定する材料の標準弾性率
をEとする。また,全周にわたって断面が一様なく(矩)形であるリング断面二次モーメントをI0,寸法
表に記載されていない形状があるリングの断面二次モーメントをIとし,その比率をηとする。
12
3
1
1
0
a
h
I
×
=
また,接線張力Ftは,次の式によって算出できる。
η
×
−
×
×
×
−
=
3
1
1
1
1
1
14
.
14
)
(
a
d
h
E
s
m
Ft
ここに, m: 自由合い口すきま (mm)
s1: 合い口すきま (mm)
E: 標準弾性率 (N/mm2)
d1: 呼び径 (mm)
h1: 幅 (mm)
a1: 厚さ (mm)
8. 機械加工及びコーテイング面
8.1
外周面の機械加工 次に示す一般的な基準による機械加工を適用する場合,これを識別するための
コードは必要ない。
− 外周面に精密な旋削加工を適用:すべてのコーティングなしリング
6
B 8037-4 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 外周の全面に研磨又はラッピング加工を適用:ストレート又はバレルフェースのレクタンギュラで
外周コーティング付きのリング,クロムめっき付きオイルコントロールリング
− 外周面の幅の一部分だけに当たり確認のための機械加工を適用:テーパフェースのレクタンギュラ
で外周面コーティング付きのリング
備考 表面粗さ値及びその測定法は,上記すべての場合に対して適用可能な標準的方法がないため受
渡当事者間の協定による。
8.2
側面の機械加工 側面の標準的な加工方法は研磨加工とし,識別のためのコードは必要ない。標準
的な側面の仕上げ粗さは,呼び径200mmを超え700mm以下はRz6,呼び径700mmを超え1 000mm以下
はRz8とする。表面処理(FE又はPO)を施すリングの場合,表面粗さの測定は,表面処理の前に行う。
8.3
外周面のコーティング クロムめっき又はモリブデンコーティングを施す場合,寸法規格中に規定
されるコードを用いる。
8.3.1
クロムめっきの厚さ クロムめっきの厚さは,次による。
CR2−厚さ0.1mm以上
CR3−厚さ0.15mm以上
CR4−厚さ0.2mm以上
CR5−厚さ0.3mm以上
8.3.1.1
外周全面クロムめっきリング
コード:CR2〜CR5
外周クロムめっき付きリングは,一般に外周全面形である。
8.3.2
モリブデンコーティングの厚さ
MO1−厚さ0.05mm以上
MO2−厚さ0.1mm以上
MO3−厚さ0.15mm以上
MO4−厚さ0.2mm以上
MO5−厚さ0.3mm以上
8.3.2.1
外周全面モリブデンコーテイングリング
コード:MO1〜MO5
8.3.2.2
インレイドモリブデンコーティングリング
コード:MO1F〜MO5F
8.4
クロムめっき付きリングのエッジの指示
8.4.1
外周面エッジのR面取り,C面取り及び寸法 コードCR2〜CR5のリングは,上下外周面エッジ
をめっき前にR面取り又はC面取りをしてもよい。
7
B 8037-4 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
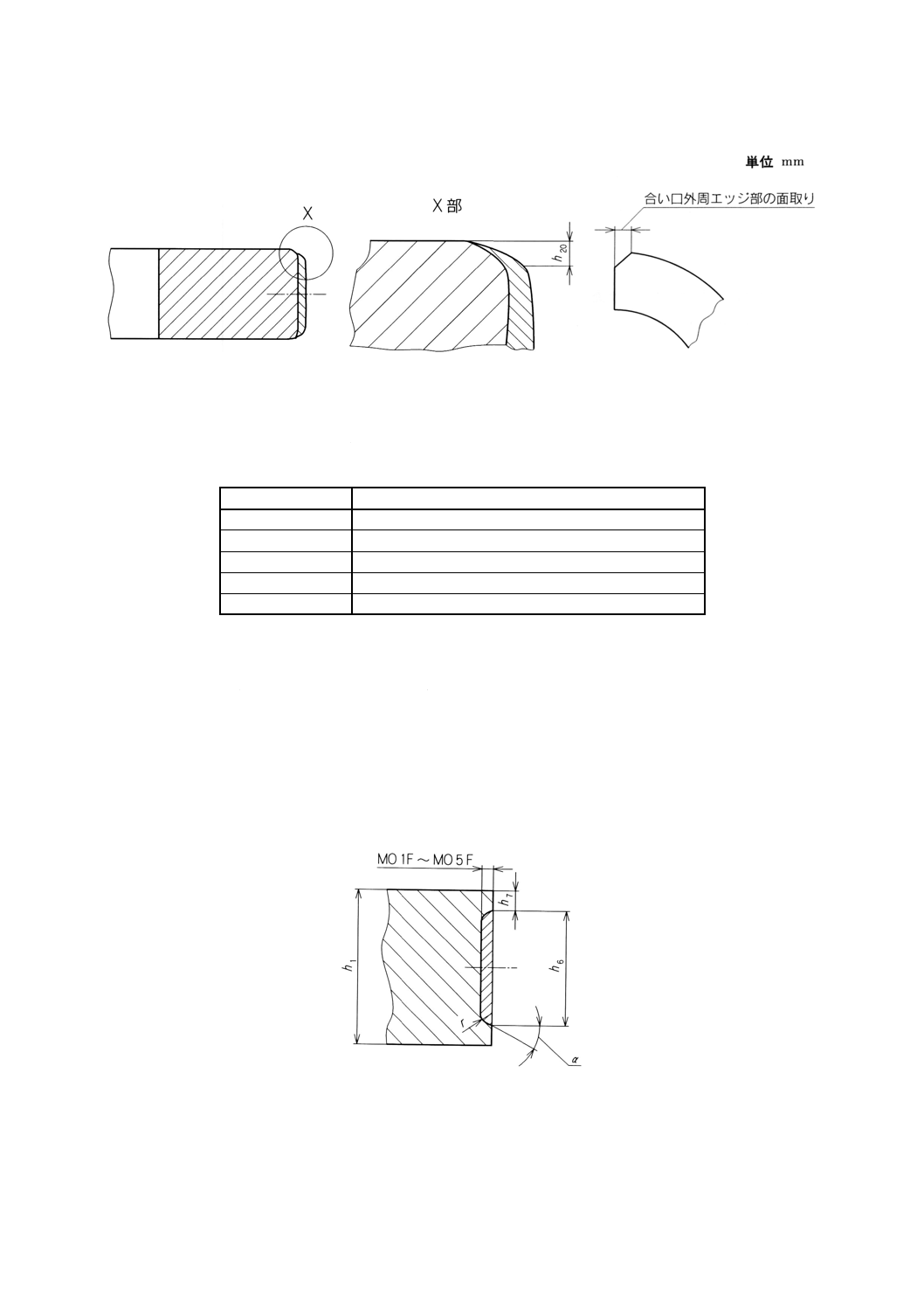
図1 外周全面クロムめっき付き
リング,コードCR2〜CR5
図2 外周エッジ部形状
(図4のX部詳細)
図3 合い口部の外周エッジ形状
表3 外周全面クロムめっきリングの上下外周エッジの軸方向寸法h20(3)
及び合い口部の外周エッジの面取り寸法
単位mm
リング幅寸法h1
軸方向寸法h20及び合い口部外周エッジの面取り寸法
h1≦4.5
0.2〜0.4
4.5<h1≦8
0.3〜0.5
8<h1≦12
0.4〜0.7
12<h1≦16
0.5〜1.0
16<h1≦20
0.6〜1.2
注(3) この値は,クロムめっき付きオイルコントロールリングには適用しな
い。
8.5
モリブデンコーティング付きピストンリングのエッジの指示
8.5.1
外周面エッジのR面取り,C面取り及び寸法 コードMO1〜MO5のリングは,上下外周面エッジ
をR面取り又はC面取りすることは,製造業者の選択による。
8.5.2
合い口部の外周エッジの指示 合い口部の外周エッジはR面取り又はC面取りをしてもよい。
8.6
インレイドモリブデンコーティング付きリング
コード:MO1F〜MO5F
各寸法値及び角度aは,製造業者の選択による。
図4 MO1F〜MO5Fリング
8.7
クロムめっきの硬さ クロムめっきの硬さは,JIS Z 2244によって,800HV0.1以上とする。
8.8
モリブデンコーティング硬さ モリブデンコーティング硬さは,リング製造業者の規格による。
8
B 8037-4 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.9
クロムめっき及びモリブデンコーティング厚さの許容差 一般に,最小値を規定している規格では
許容差は不要である。コーティング厚さの許容差が必要な場合には,受渡当事者間の協定による。
9. 表面処理
9.1
全面フェロオキサイド皮膜処理,コードFE,皮膜厚さ0.003mm以上 コーティングなしリング(外
周にクロムめっき又はモリブデンコーティングなしのリング)は,フェロオキサイド皮膜処理を行っても
よい。
9.2
全面りん酸塩皮膜処理,コードPO,皮膜厚さ0.002mm以上 このりん酸塩皮膜処理は,鋳鉄製リ
ングだけに適用する。
JIS B 8032,8037,8038 原案作成委員会 構成表
氏名
所属
(委員長)
古 林 誠
青山学院大学
(幹事・小委員会主査) ○ 久 保 幸 彦
帝国ピストンリング株式会社技術開発部
(委員)
浦 田 益太郎
通商産業省機械情報産業局
内 山 芳 忠
工業技術院機械技術研究所
○ 本 間 清
工業技術院標準部
○ 橋 本 繁 晴
財団法人日本規格協会技術部
青 木 千 明
日本内燃機関連合会
照 山 勝
社団法人自動車技術会
門 泰 一
社団法人日本油空圧工業会(太陽鉄工株式会社)
山 本 英 継
三菱自動車工業株式会社材料技術部
伯耆田 毅
日産自動車株式会社
小野山 泰 一
日産自動車株式会社パワートレーン開発本部
江 頭 英 則
三菱自動車工業株式会社相模原製作所
常 田 征 三
株式会社田邊空気機械製作所名古屋事業所
小 島 克 己
社団法人日本自動車部品工業会技術部
○ 手 島 巌
株式会社リケン技術管理部
○ 平 石 巌
日本ピストンリング株式会社技術開発部
(小委員会委員)
深 瀬 長 三
帝国ピストンリング株式会社
竹 内 康 二
日本ピストンリング株式会社技術開発部
栗 林 盛 夫
株式会社リケンピストンリング事業部
(関係者)
中 林 賢 司
工業技術院標準部
三 塚 隆 三
財団法人日本規格協会技術部
(事務局)
阿 部 静 郎
財団法人陸用内燃機関協会
本 間 隆 雄
社団法人陸用内燃機関協会
備考 ○印の付いている者は,小委員会委員を兼ねる。