B 7914-3:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 2
4.1 測量くぎの種類 ············································································································· 2
5 品質······························································································································· 2
5.1 外観 ···························································································································· 2
5.2 硬さ ···························································································································· 2
5.3 表面処理 ······················································································································ 3
6 構造······························································································································· 3
6.1 上面 ···························································································································· 3
6.2 胴体部 ························································································································· 3
6.3 先端部 ························································································································· 3
7 寸法及び寸法の許容差 ······································································································· 3
7.1 頭部 ···························································································································· 3
7.2 胴体部 ························································································································· 5
8 材料······························································································································· 6
9 熱処理···························································································································· 6
10 試験方法 ······················································································································· 6
10.1 外観 ··························································································································· 6
10.2 寸法測定 ····················································································································· 6
10.3 ロックウェル硬さ試験 ··································································································· 6
10.4 表面処理 ····················································································································· 6
11 検査 ····························································································································· 6
11.1 一般 ··························································································································· 6
11.2 性能検査 ····················································································································· 7
11.3 受渡検査 ····················································································································· 7
12 試験報告書 ···················································································································· 7
13 呼び方 ·························································································································· 7
14 表示 ····························································································································· 8
B 7914-3:2018
(2)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本測量機器工業会(JSIMA)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 7914の規格群には,次に示す部編成がある。
JIS B 7914-1 第1部:コンクリート製標識くい
JIS B 7914-2 第2部:金属びょう
JIS B 7914-3 第3部:測量くぎ
日本工業規格 JIS
B 7914-3:2018
標識くい−第3部:測量くぎ
Marks for survey and boundary-Part 3: Nail Markers
序文
この規格は,測量基準点及び各種の境界標識に使用する測量くぎの品質,形状,寸法などについて規定
する。これによって,測量くぎの品質の向上を図り,公的・私的領域区画の確定,財産の保全及び経費の
節減に寄与することを目的とする。この規格のほかにJIS B 7914-1,JIS B 7914-2及びJIS K 6932がある。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,測量基準点及び各種の境界標識用として使われる金属を素材とするくぎ状の標識くい(以
下,測量くぎという。)について規定する。ただし,特殊な条件の測量作業に使用される測量くぎについて
は適用しない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7507 ノギス
JIS G 3507-1 冷間圧造用炭素鋼−第1部:線材
JIS G 3507-2 冷間圧造用炭素鋼−第2部:線
JIS H 8610 電気亜鉛めっき
JIS H 8625 電気亜鉛めっき及び電気カドミウムめっき上のクロメート皮膜
JIS Z 2245:2011 ロックウェル硬さ試験−試験方法
注記 ISO 6508-1:2005,Metallic materials−Rockwell hardness test−Part 1: Test method (scales
A.B.C.D.E.F.G.H.K.N.T)(MOD)からの引用事項はこの規格の該当事項と同等である。
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
刻線,中心線
測量くぎの頭部上面にある基準点又は境界点を明示するための標示(以下,位置標示という。)のうち,
十字に刻まれた線。中心線ともいう。
2
B 7914-3:2018
3.2
中心穴
測量くぎの頭部上面のポイントを示す穴。
3.3
刻印,マーク
測量くぎの頭部上面に刻まれた若しくは印刷された矢印,又は使用者との協定の上決められた文字及び
/又は印。
4
種類
4.1
測量くぎの種類
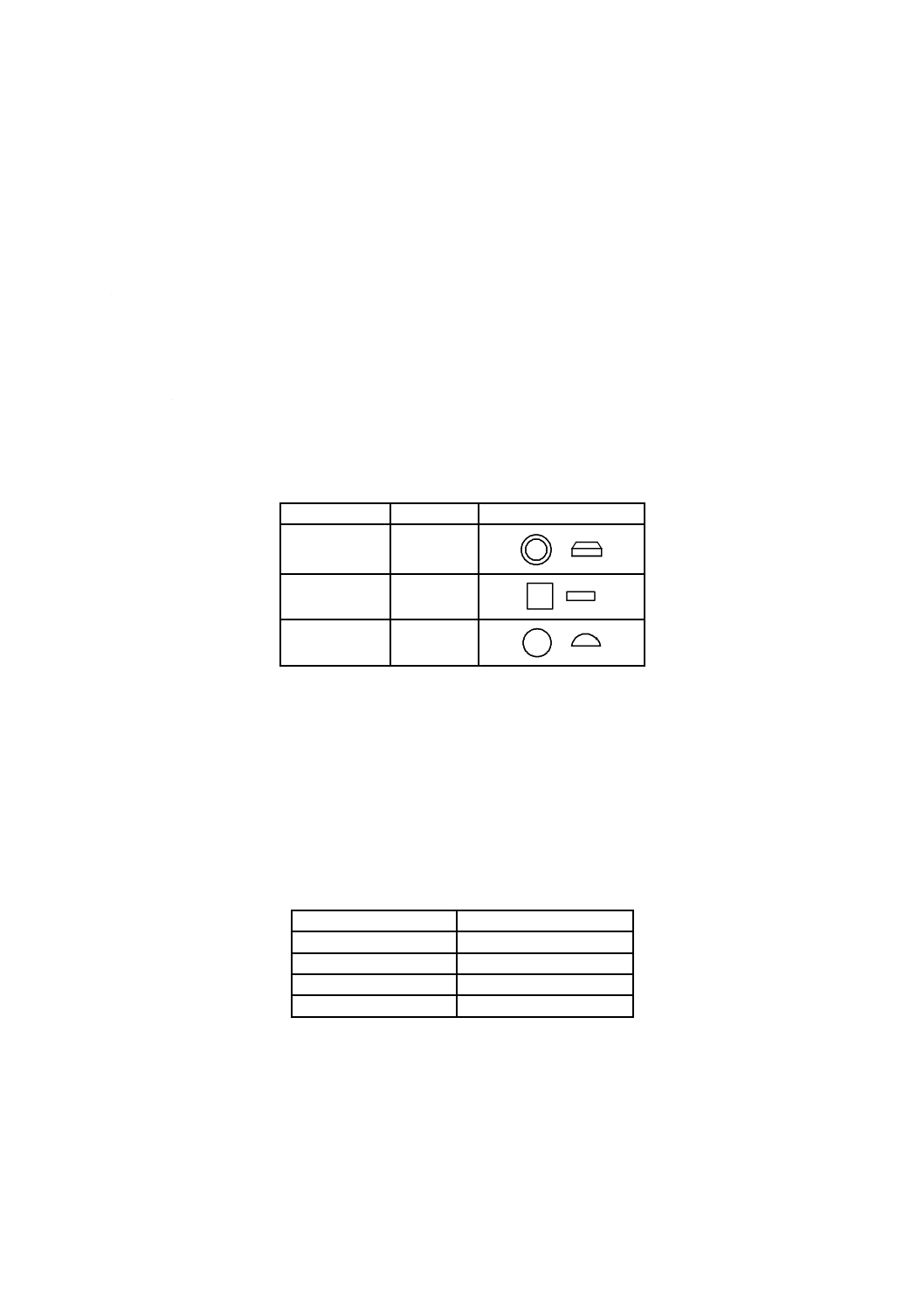
測量くぎの種類は,頭部の形状によって区分し,表1による。
先端部形状は,6.3による。
表1−頭部の形状による区分
区分
記号
上面 側面
平面丸形
H
平面かく形
Q
球面丸形
K
5
品質
5.1
外観
測量くぎの外観は,頭部上面に著しいきず,ばりなど標識としての機能に影響を与える変形があっては
ならない。
5.2
硬さ
測量くぎの硬さは,ロックウェル硬さ試験(10.3参照)によって求まる数値で表し,表2による。
表2−硬さ
品名
HRC硬度
No.01
HRC45±5
No.1
HRC45±5
No.2/No.3/No.R
HRC45±5
No.S
HRC45±5

3
B 7914-3:2018
5.3
表面処理
測量くぎの表面処理は,JIS H 8610に規定する1級の電気亜鉛めっき,又はこれらと同等以上の防せい
(錆)処理を施す。防食の目的でクロメート皮膜を施す場合は,JIS H 8625による。ただし,環境性能の
向上に配慮する。
6
構造
6.1
上面
測量くぎの頭部上面には,位置標示がなければならない。標示は,刻線(中心線),中心穴(ポイント)
又は刻印(マーク)で行う。
6.2
胴体部
胴体部には抜け防止構造がなければならない(表3参照)。
6.3
先端部
先端部は,先とがりの形状とする(表3参照)。
表3−先端部形状及び抜け防止構造の例
先端部形状の種類
記号
形状
トガリサキ
I
7
寸法及び寸法の許容差
7.1
頭部
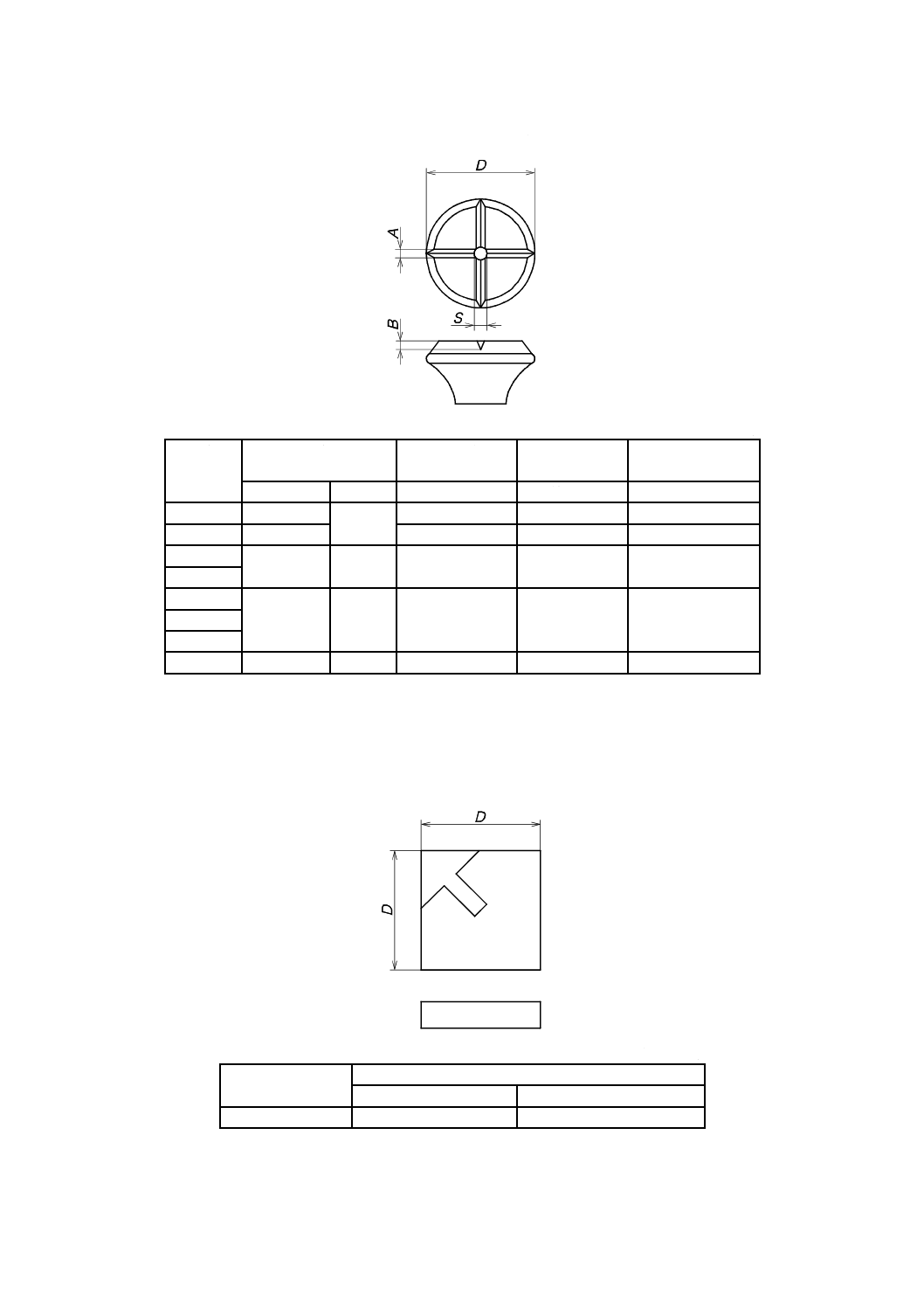
7.1.1
平面丸(H)形
頭部の寸法は,表4とする。
5
B 7914-3:2018
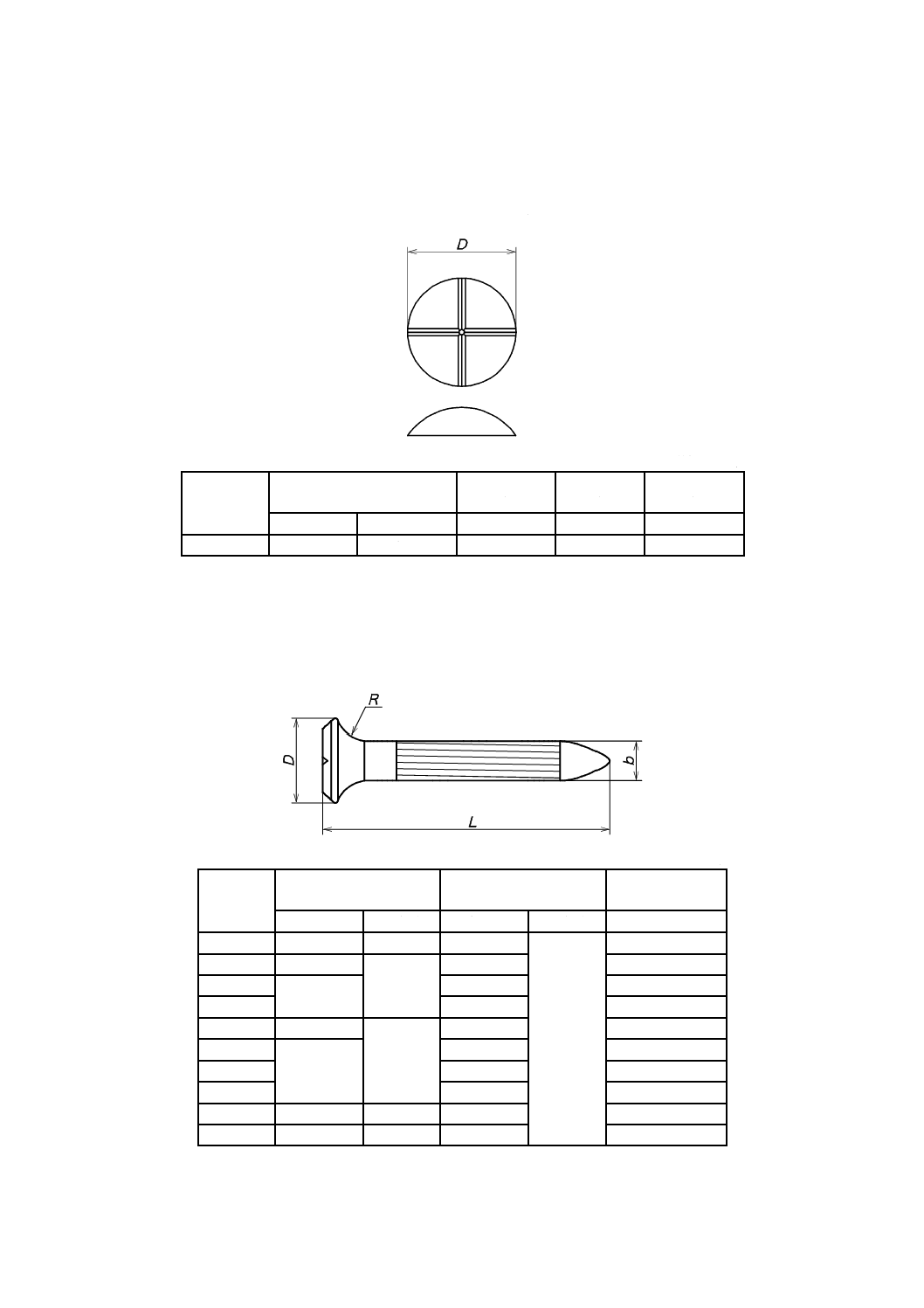
7.1.3
球面丸(K)形
頭部の寸法は,表6とする。
表6−球面丸形の寸法及び許容差
単位 mm
品名
頭部
中心穴径
(参考値)
刻線幅
(参考値)
刻線深さ
(参考値)
直径D
許容差
直径
線幅
深さ
No.R
15
±1.0
1
1.5
0.6
7.2
胴体部
胴体部の,太さ及び長さの寸法及び許容差は,表7による。
表7−胴体部の寸法及び許容差
単位 mm
品名
直径
(抜け防止構造外径)
全長
首下
直径 b
許容差
全長L
許容差
首下R(参考値)
No.01
4
±0.5
27
±3.0
R1
No.1
5
±0.8
43
R4
No.2
7
55
R5
No.3
80
R5
No.30
8
±1.0
59
R3
No.4
9
105
C1.8
No.5
130
C1.8
No.7
205
C1.8
No.R
7
±0.5
65
R3
No.S
8
±1.0
59
R3
6
B 7914-3:2018
注記 図は平面丸形,抜け防止構造は一例。
8
材料
測量くぎの材料は,表面硬化が可能な鋼又は熱処理用鋼で,製品が5.2の硬さを満足させる。また,鉄
線材は,JIS G 3507-1及びJIS G 3507-2に規定する材料を使用する。
9
熱処理
品名No.01〜No.3,No.R及びNo.Sの測量くぎの熱処理は,製品が5.2の硬さを満足する焼入焼戻しを施
す。
10 試験方法
10.1 外観
外観試験は,目視によって行う。
10.2 寸法測定
寸法測定は,JIS B 7507に規定するノギス又はこれと同等以上の精度をもつ測定器を用いて行う。
10.3 ロックウェル硬さ試験
測量くぎの硬さ試験は,JIS Z 2245に準じて行う。
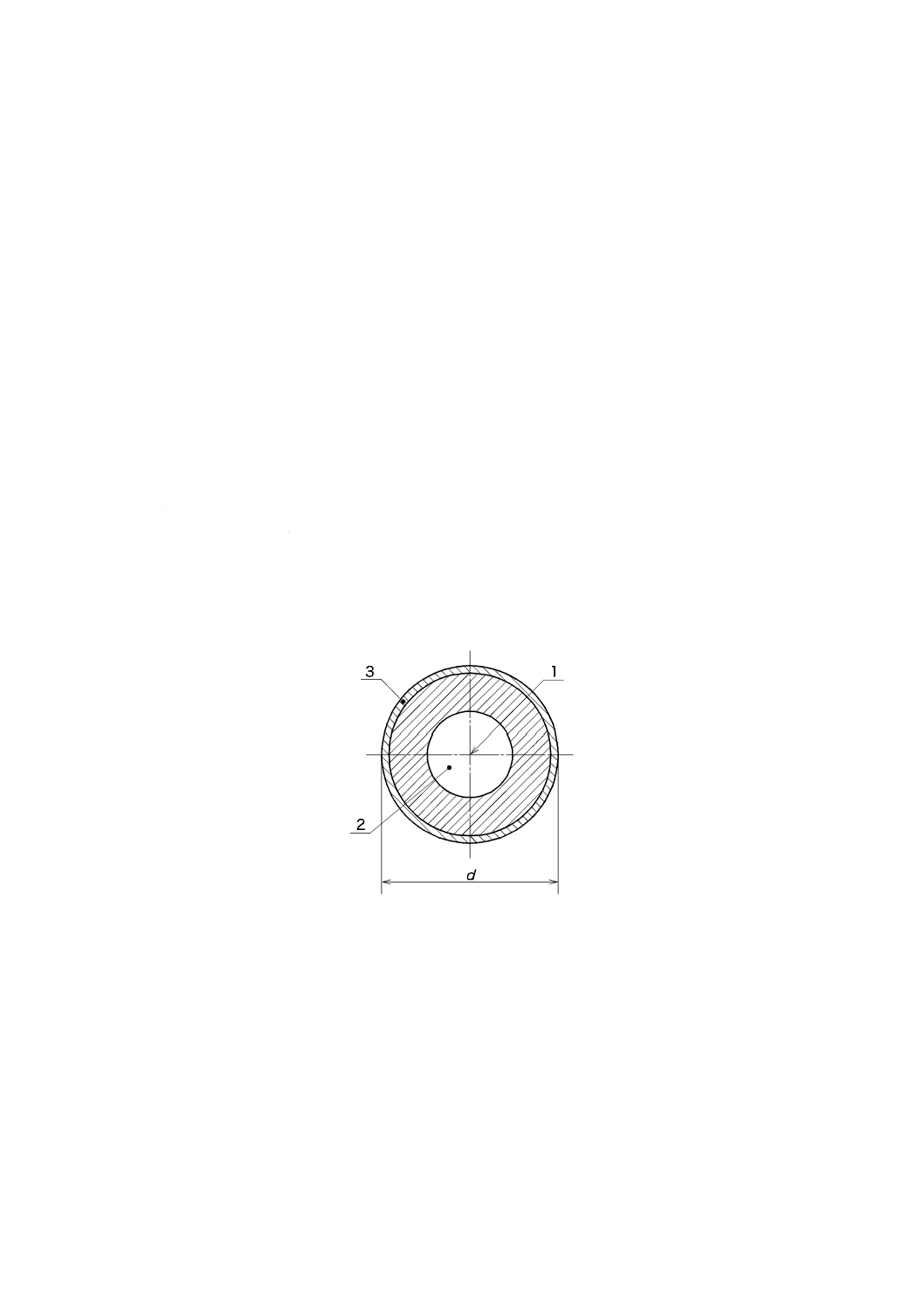
測量くぎの硬さ測定は,軸直角断面で行う。測定位置は,抜け防止構造部の中心位置とし,抜け防止構
造部の軸心を中心とする半径が0.25dの円の領域で測定する(図1参照)。
1
測量くぎ軸心
2
半径が0.25 dの円領域
3
抜け防止構造の領域
図1−硬さを求めるための半径が0.25 dの円の領域
10.4 表面処理
表面処理の試験は,頭部上面の防せい処理の膜厚をJIS H 8610に規定する方法で測定する。
11 検査
11.1 一般
製品の検査は,性能検査と受渡検査とに区分して行う。
7
B 7914-3:2018
11.2 性能検査
性能検査は,ロックウェル硬さ及び表面処理について行う。ロックウェル硬さは10.3に従って行い,5.2
によって判定する。表面処理は,10.4に従って行い5.3によって判定する。
なお,検査品の個数及び検査の頻度は,合理的な方法で製造業者が決定する。また,製造業者は,試験
結果を,性能試験報告書として保管しておかなければならない。数値の丸め方は,JIS Z 8401による。
11.3 受渡検査
受渡検査は,外観及び寸法測定を行う。検査は,10.1及び10.2に従って行い,箇条7に適合しなければ
ならない。
なお,検査品の個数は,受渡当事者間の協定によって決定する。
12 試験報告書
受渡検査の試験報告書には,次の項目を記載しなければならない。
a) この規格番号(この規格に基づいて試験を行ったことの記載)
b) 試験実施日及び実施場所
c) 試験結果
なお,性能検査の結果の要求があった場合には,11.2に規定した性能試験報告書を提出する。
13 呼び方
測量くぎの呼び方は,次の構成による(例参照)。
− この規格番号
− 頭部の形状
− 頭部の寸法(D)
− 全長(L1)
− 品名
この規格番号−A bb ccc dd
例1 この規格番号− H 06 027 01
品名(No.を除く1文字又は2文字。)
全長(L1)
頭部の寸法(D)
頭部の形状
品名 No.01
全長 27 mm
頭部の寸法 6 mm
頭部の形状 平面丸形
8
B 7914-3:2018
例2 この規格番号− H 20 205 7
14 表示
製品又はこん(梱)包(又は包装)には,次の事項を表示しなければならない。
a) 箇条13に規定する呼び方
b) 製造業者名又はその略号
c) 製造年月又はその記号
参考文献 JIS B 7914-1 標識くい−第1部:コンクリート製標識くい
JIS B 7914-2 標識くい−第2部:金属びょう
JIS K 6932 再生プラスチック製標識くい
品名 No.7
全長 205 mm
頭部の寸法 20 mm
頭部の形状 平面丸形