B 7741:2019 (ISO 9513:2012)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
1A 引用規格 ······················································································································ 1
2 用語及び定義 ··················································································································· 1
3 記号及び意味 ··················································································································· 2
4 原理······························································································································· 2
5 校正器···························································································································· 2
5.1 校正器 ························································································································· 2
5.2 校正のトレーサビリティ ································································································· 3
6 伸び計システムの校正前検査 ······························································································ 3
6.1 目的 ···························································································································· 3
6.2 記録 ···························································································································· 3
6.3 伸び計システムの識別 ···································································································· 3
7 伸び計の標点距離の計測 ···································································································· 3
7.1 標点距離固定式の伸び計 ································································································· 3
7.2 標点距離可変式の伸び計 ································································································· 4
7.3 非接触式伸び計 ············································································································· 4
7.4 設定ゲージによって定まる伸び計の標点距離 ······································································· 4
8 校正方法························································································································· 4
8.1 周囲環境 ······················································································································ 4
8.2 伸び計の位置 ················································································································ 5
8.3 校正範囲 ······················································································································ 5
8.4 校正手順 ······················································································································ 6
8.5 伸び計システムの特性の求め方 ························································································ 6
9 伸び計システムの等級付け ································································································· 6
9.1 入力データ ··················································································································· 6
9.2 データの解析 ················································································································ 7
9.3 等級分類基準 ················································································································ 7
9.4 結果の評価 ··················································································································· 7
10 不確かさの計算 ·············································································································· 7
10.1 校正の不確かさ ············································································································ 7
10.2 不確かさ見積りの決定 ··································································································· 8
11 伸び計システムの校正間隔 ······························································································· 8
12 校正証明書 ···················································································································· 8
12.1 記載事項 ····················································································································· 8
B 7741:2019 (ISO 9513:2012) 目次
(2)
ページ
12.2 データの提示 ··············································································································· 8
附属書A(参考)測定の不確かさ ···························································································· 9
附属書B(参考)校正器の校正 ······························································································ 13
附属書C(参考)校正器の等級判定の例 ·················································································· 15
附属書D(参考)伸び計システムの構成例 ··············································································· 21
附属書E(参考)レーザ式伸び計 ··························································································· 30
附属書F(参考)ビデオ式伸び計 ···························································································· 38
附属書G(参考)全視野ひずみ計測ビデオ式伸び計 ··································································· 42
附属書H(参考)クロスヘッド測定システムの校正 ··································································· 44
参考文献 ···························································································································· 45
B 7741:2019 (ISO 9513:2012)
(3)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,一般社団法人
日本試験機工業会(JTM)及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業
規格を改正すべきとの申出があり,日本産業標準調査会の審議を経て,経済産業大臣が改正した日本産業
規格である。これによって,JIS B 7741:2016は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
B 7741:2019
(ISO 9513:2012)
一軸試験に使用する伸び計システムの校正方法
Calibration of extensometer systems used in uniaxial testing
序文
この規格は,2012年に第3版として発行されたISO 9513を基に,技術的内容及び構成を変更すること
なく作成した日本産業規格である。
なお,対応国際規格にはないため追加した“引用規格欄”,及び規格の理解を深める目的で技術的内容を
変えずに追加した箇所には,点線の下線を施した。
1
適用範囲
この規格は,一軸試験に使用する伸び計システムの静的な校正方法について規定する。この規格の伸び
計システムには,接触式及び非接触式の軸方向伸び計及び径方向伸び計を含む。
なお,この規格は,直接ひずみを計測するものには適用しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 9513:2012,Metallic materials−Calibration of extensometer systems used in uniaxial testing(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
1A 引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS Z 2271 金属材料のクリープ及びクリープ破断試験方法
注記 対応国際規格:ISO 204,Metallic materials−Uniaxial creep testing in tension−Method of test
2
用語及び定義
この規格で用いる主な用語及び定義は,次による。
2.1
伸び計システム(extensometer system)
試験片の表面の変位又はひずみを測定するために使用する装置。
注記 この規格の目的として,“伸び計システム”には指示器を含む。伸び計の中には,例えば,レー
ザ式伸び計,デジタル式画像相関装置など直接ひずみを表示するものもある。一方,試験片の
標点距離の変化を示す伸び計もあり,この変位は対応する標点距離で除することによってひず
みに変換できる(附属書D〜附属書H参照)。
2
B 7741:2019 (ISO 9513:2012)
2.2
標点距離(gauge length)
伸びを計測する試験片の部分。
3
記号及び意味
この規格で用いる記号,意味及び単位記号は,表1による。
表1−記号及び意味
記号
意味
単位
Le
伸び計標点距離の公称値
mm
L'e
伸び計標点距離の計測値
mm
lmax
校正範囲の最大変位
mm
lmin
校正範囲の最小変位
mm
li
伸び計によって表示された変位
μm
lt
校正器によって与えられた変位
μm
qLe
伸び計システムの相対標点距離誤差
%
qrb
伸び計システムの相対かたより誤差
%
qb
伸び計システムの絶対かたより誤差
μm
r
伸び計システムの分解能
μm
4
原理
伸び計システムの校正は,伸び計によって表示される読みと校正器によって与えられる既知の長さとの
比較による。
注記1 伸び計の使用者は,校正を行う変位の範囲を規定してもよい。これによって,伸び計システ
ムの性能を最適化することができる。例えば,ひずみ制御LCF(低サイクル疲労)に対して
は,伸び計の作動範囲の小部分だけを通常使用する。この場合,作動範囲の中央部分に校正
を集中するのが適切である。
校正方法は,伸び計システムの出力と校正器からの既知変位とを比較する。この出力は,例えば,高精
度ダイヤルゲージの手動読みから,変換器,電子装置及びデータロギングシステムの変位表示まで広範囲
から選択できる。後者の場合,伸び計システムからの出力は,電子装置又はデータロギングシステムを用
いた任意のデータ曲線フィッティングを含む。
注記2 伸び計システムの種類によっては,校正及び等級分類は,伸び計の標点距離を決める能力に
よって左右される。
5
校正器
5.1
校正器
伸び計システムの校正に用いる既知の変位ltを与える校正器は,適切な同軸スピンドルをもつ剛性フレ
ーム,又は伸び計を取り付けることのできる他の固定具で構成する。校正器は,軸スピンドルのうち少な
くとも一つを動かす機構と生じた長さの変化を正確に計測する装置とで構成しなければならない。これら
の長さ変化は,例えば,干渉計,リニアゲージ,ブロックゲージ,コンパレータ,マイクロメータなどに
よって計測できる。
3
B 7741:2019 (ISO 9513:2012)
注記 径方向伸び計システムの校正には,校正器のスピンドルに特別なアタッチメントが用いられる。
校正器は,附属書Bを参考にして校正を行い,表B.1に示す要求性能を満たすことが望ましい。
附属書Bでは校正器の推奨校正手順を記載し,伸び計システムが国際基準に沿った校正に適した装置で
あることを示す性能判断基準について説明している(校正器の等級判定の例は,附属書C参照)。
5.2
校正のトレーサビリティ
校正器,マイクロメータ,ノギス,光学投影顕微鏡などの支援装置は,国際単位系(SI)にトレーサブ
ルである標準を用いて校正しなければならない。支援装置による計測に関しての不確かさは,校正されて
いる伸び計システムの許容誤差の3分の1を超えてはならない(表2参照)。温度計測器は,0.1 ℃の分解
能をもっていなければならない。
6
伸び計システムの校正前検査
6.1
目的
伸び計システムの校正に先立ち,伸び計システムの検査を行わなければならない。必ずしもこれらに限
定される訳ではないが,例えば,自由に動作するための機械構成品,損傷を受けた部品,摩損したナイフ
エッジ,摩損した標点距離設定ピン又は固定具などの検査を含めなければならない。電子変換器を内蔵す
る伸び計については,そのケーブル及びコネクタの損傷,摩耗などについて検査しなければならない。
伸び計システムは,可能な限り現状のまま校正しなければならない。校正結果の評価を行い,必要に応
じてシステムの調整及び再校正を行わなければならない。この場合,初回のデータ,及び調整又は再校正
後のデータを提出(報告)しなければならない。
6.2
記録
伸び計システムの状態,検査実施日,及び検査実施者を明記した校正前検査の記録を保管しなければな
らない。これらの校正前検査の記録は,報告書又はチェックリストの様式のいずれの形態でもよい。
6.3
伸び計システムの識別
伸び計システムは,個別に識別しなければならない。伸び計システムの校正に影響を及ぼす部品で伸び
計システムの通常使用中に交換される可能性のある部品も可能な限り,個別に識別しなければならない。
ただし,伸び計を試験片に取り付けるのに使用する締付け装置には,この要件は該当しない。これらの識
別は,伸び計システムについての記録に含める。
7
伸び計の標点距離の計測
7.1
標点距離固定式の伸び計
7.1.1
標点距離固定式の伸び計標点距離の計測値L'eは,直接計測(7.1.1.1参照)又は間接計測(7.1.1.2
参照)のいずれかによって求めなければならない。いずれの場合においても,伸び計の取付け用ピン及び
ゲージ固定具を,あらかじめ設定された標点距離に伸び計接点を取り付けるために使用する。
注記 計測される標点距離のばらつきは,標点距離設定機構の過度の遊び又は摩耗に依存する可能性
がある。
7.1.1.1
伸び計標点距離の計測値L'eの直接計測は,ノギス又は光学投影顕微鏡のような校正された計測
装置を用いて,伸び計接点間の計測を行う。
7.1.1.2
伸び計標点距離の計測値L'eの間接計測は,伸び計のエッジ又は刃先の痕跡を残すように,軟質
金属試験片に伸び計を設置することによって行う。伸び計を取り去ってから,伸び計システムの要求する
等級精度に合致した装置を用いて,試験片上の痕跡間の距離を計測しなければならない。
4
B 7741:2019 (ISO 9513:2012)
7.1.2
次の式(1)によって求められる伸び計システムの相対標点距離誤差qLeは,表2に示す値を超えては
ならない。
100
e
e
e
Le
×
−
′
=
L
L
L
q
······································································ (1)
7.2
標点距離可変式の伸び計
7.2.1
標点距離可変式の伸び計標点距離の計測値L'eは,直接計測(7.2.1.1参照)又は間接計測(7.2.1.2
参照)のいずれかによって計測しなければならない。
7.2.1.1
伸び計標点距離の計測値L'eの直接計測は,ジグ及び固定具,又は他の工具を用いて所定標点距
離に伸び計を取り付け,続けてノギス又は光学投影顕微鏡のような校正された計測装置を用いて,伸び計
接点間の計測を行う。
7.2.1.2
伸び計標点距離の計測値L'eの間接計測は,伸び計のエッジ又は刃先の痕跡を残すように,軟質
金属試験片に伸び計を設置することによって行う。伸び計を取り去ってから,伸び計システムの要求する
等級精度に合致した装置を用いて,試験片上の痕跡間の距離を計測する。
7.2.2
クリープ,高温引張又は応力緩和試験に通常使用する伸び計では,標点距離は試験片の平行部に機
械加工された小さなつばによって決定され,伸び計はその標点距離に取り付ける。そうした伸び計の標点
距離は,試験片から直接決定し,伸び計システムの要求する等級に合致した精度でなければならない。
7.2.3
式(1)によって求められる伸び計システムの相対標点距離誤差qLeは,表2に示す値を超えてはなら
ない。
7.2.4
伸び計が標点距離を設定又は計測する場合,標点距離の相対誤差を求めなければならない。ただし,
試験片の形状によって標点距離が決まっている場合,標点距離の相対誤差を求めなくてもよい。
7.2.5
伸び計が自動的に標点距離を設定する場合,使用する最大及び最小の標点距離に加えて,最大及び
最小の間で三つ以上の標点距離を測定しなければならない。使用する標点距離が五つより少ない場合は,
全ての標点距離を測定しなければならない。
7.3
非接触式伸び計
非接触式伸び計の標点距離は,製造業者の指示による。
7.4
設定ゲージによって定まる伸び計の標点距離
伸び計の標点距離が脱着式ゲージを使用して設定された場合,式(1)によって求められる伸び計システム
の相対標点距離誤差qLeは,表2に示す値を超えてはならない。
標点距離の測定の不確かさは,標点距離の相対誤差の最大許容値の3分の1を超えてはならない。
8
校正方法
8.1
周囲環境
8.1.1
伸び計システムの校正を行うときの周囲温度を記録しなければならない。一般に伸び計システムの
校正は,±2 ℃の安定した温度下で行うことが望ましい。また,目標とする温度範囲は,18 ℃〜28 ℃であ
る。校正中の温度変化は,校正の不確かさを増し,また,場合によっては,伸び計システムの校正を適正
に行う能力に影響を及ぼす可能性がある。
8.1.2
10 ℃〜35 ℃の温度範囲外での一軸試験に用いる伸び計システムでは,温度設備があるならば,試
験温度又はその近傍で校正を行うことが望ましい。
8.1.3
伸び計及び校正器の接触部品の温度を校正温度で安定させるため,校正を行う前に十分な時間,伸
び計を校正器の近くに置くか又は校正器に取り付けなければならない。
5
B 7741:2019 (ISO 9513:2012)
8.2
伸び計の位置
伸び計の何らかの部品の変形又は機構バランスの喪失による誤差を避けるため,可能な限り,伸び計は
一軸試験中に使用するのと同じ方向で校正器内に設置しなければならない。
伸び計は,一軸試験中と同様の方法で取り付けなければならない。
8.3
校正範囲
8.3.1
使用者は,校正する伸び計システムの変位の範囲を決定しなければならない。
8.3.2
校正点数及び校正するレンジ数は,特性を決定する最小変位lminと,特性を決定する最大変位lmax
との関係に基づかなければならない。
8.3.3
一軸方向の試験では,次の一連の読みを実行しなければならない。
a) (lmax/lmin)が10以下の場合,測定点数が5以上の一つの範囲を記録する。
b) (lmax/lmin)が10を超え100以下の場合は,それぞれの測定点数が5以上の二つの範囲,(lmin〜10 lmin
及び10 lmin〜lmax)又は(lmin〜0.1 lmax及び0.1 lmax〜lmax)を記録する。
c) (lmax/lmin)が100を超える場合は,それぞれの測定点数が5以上の三つの範囲,(lmin〜10 lmin,10 lmin
〜100 lmin,100 lmin〜lmax)又は(lmin〜0.01 lmax,0.01 lmax〜0.1 lmax,0.1 lmax〜lmax)を記録する。
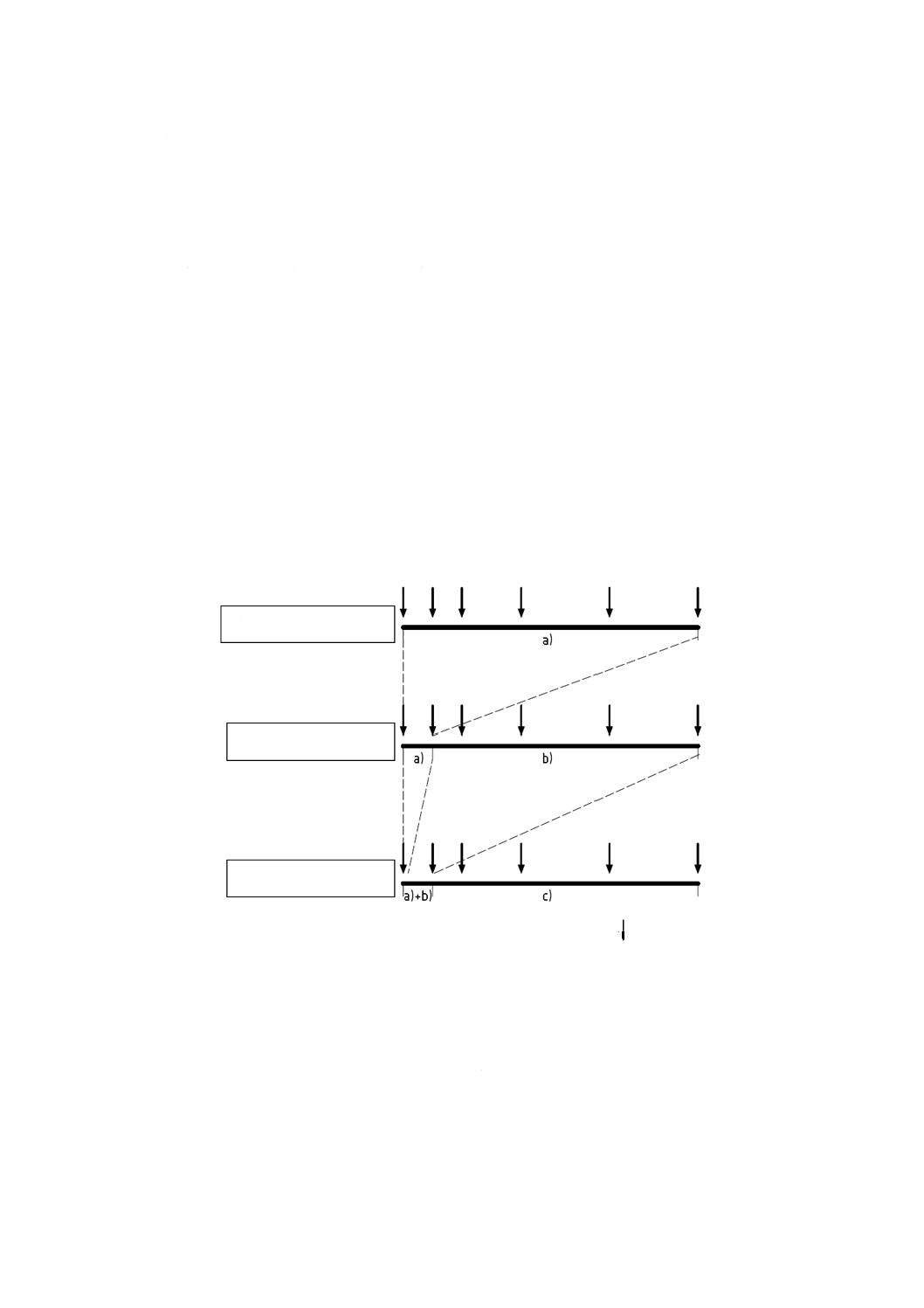
三つのカテゴリ[上記のa)〜c)]について,二つの隣接点間の増分は,その範囲の3分の1を超えては
ならない。増分の例を図1に示す。
図1−校正点分布を示す概念図
注記1 伸び計システムによって,弾性率及び耐力だけ計測する引張試験は,カテゴリa) に該当す
る。伸び計システムによって,耐力及び破断時伸びを決定する引張試験,又はクリープ破断
試験は,カテゴリb) 又はカテゴリc) に該当する。
注記2 疲労試験については,測定点数が少なくとも5点で,二つの隣接点間がlminとlmax間との3
分の1を超えない一つの範囲が使用される。
注記3 上記の計算から求めた測定点数は,校正器に適合するように,校正器の一番近い測定点数に
a)+b) シリーズ
a)+b)+c) シリーズ
a) シリーズ
校正点を示す
6
B 7741:2019 (ISO 9513:2012)
調整してもよい。
8.3.4
lmax及びlminは,高温試験での熱膨張による変位,及び試験ごとに変化する不測な変位を加味して,
決めなければならない。
8.4
校正手順
8.4.1
校正は,可能な限り,特別な清掃を行うことなくそのままの状態で実施しなければならない。
8.4.2
温度が安定した後,校正前に,校正器を用いて,伸び計システムの校正範囲にわたって伸び計シス
テムを2回以上動かすことが望ましい。可能であれば,変位を少し負の値までずらし,ゼロに戻す。必要
に応じて,伸び計システムをゼロに戻す。
8.4.3
校正は,次の2回の一連の測定から成り,その測定点数は8.3による。
− 最初の一連の測定を行い,記録し,伸び計を校正器から取り外し,再度,校正器へ取り付け直す。
− 最初と同じ方法で2回目の一連の測定を行う。
伸び計システムの使用方法に応じて,長さの増加方向,減少方向又は両方向について2回の測定を行う。
8.5
伸び計システムの特性の求め方
8.5.1
分解能
8.5.1.1
分解能rは,指示計で読み取れる最小量である。
8.5.1.2
アナログ指示計の伸び計システムの場合,指示計の分解能は,指針の幅と,二つの隣接する目盛
線の中心間の距離(目幅)との比によって算出しなければならない。推奨する比は,1/2,1/5又は1/10で
あり,1目盛の1/10を推定するためには,目幅が2.5 mm以上必要である。
8.5.1.3
デジタル表示の伸び計システムの場合,出力は10秒間観察し,最大値及び最小値を記録しなけ
ればならない。観察された最小値と最大値との差の2分の1を求め,それを分解能rとして記録しなけれ
ばならない。最小値と最大値とが等しい場合,分解能は表示の一増分としなければならない。
8.5.2
かたより誤差
8.5.2.1
相対かたより誤差
所定の校正器によって与えられた変位ltに対する伸び計システムの相対かたより誤差qrbは,次の式(2)
によって求める。
100
t
t
i
rb
×
−
=
l
l
l
q
········································································ (2)
8.5.2.2
絶対かたより誤差
所定の校正器によって与えられた変位ltに対する伸び計システムの絶対かたより誤差qbは,次の式(3)
によって求める。
)
(
t
i
b
l
l−
=
q
·············································································· (3)
9
伸び計システムの等級付け
9.1
入力データ
伸び計システムの等級分類に必要な入力データは,次による。
a) 伸び計システムの相対標点距離誤差(7.1.2参照)
b) 伸び計システムの分解能(絶対値及び/又は相対値)(8.5.1参照)
c) 各校正点のかたより誤差(絶対値及び/又は相対値)(8.5.2参照)
d) 各校正点において,校正器がこの規格の要求事項を満足しているか否かの確認の記録
7
B 7741:2019 (ISO 9513:2012)
9.2
データの解析
照合したデータの評価は,次による。
a) 伸び計システムの相対標点距離誤差を表2の最大許容値と比較し,等級を決定する。
b) 各校正点における伸び計システムの分解能を表2の最大許容値と比較し,等級を決定する。
c) 各校正点について,かたより誤差を表2の最大許容値と比較し,等級を決定する。
9.3
等級分類基準
相対標点距離誤差並びに分解能及びかたより誤差の最大許容値を表2に示す。
表2−伸び計システムの等級分類
伸び計システム
の等級
相対標点距離
誤差
qLe
%
分解能a)
かたより誤差b)
読みの百分率
(r/li)・100
%
絶対値
r
μm
相対値
qrb
%
絶対値
li−lt
μm
0.2
±0.2
0.1
0.2
±0.2
±0.6
0.5
±0.5
0.25
0.5
±0.5
±1.5
1
±1.0
0.5
1.0
±1.0
±3.0
2
±2.0
1.0
2.0
±2.0
±6.0
注a) 伸び計システムの等級ごとの分解能の最大許容値は,読みの百分率又は絶対値のいずれか大きい方とする。
b) 伸び計システムの等級ごとのかたより誤差の最大許容値は,相対値又は絶対値のいずれか大きい方とする。
9.4
結果の評価
9.4.1
9.2に規定したデータを照合し,次に示すそれぞれの項目に該当する等級を求める。
a) 相対標点距離誤差
b) 各校正点における伸び計システムの分解能
c) 各校正点におけるかたより誤差
d) 各校正点における校正器の等級
これら四つのパラメータの最も大きな等級値を“伸び計システムのJIS B 7741に基づく等級”とする。
9.4.2
使用目的に応じた等級を満足させるために,伸び計システムの調整が必要な場合には,校正事業者
は,使用者の許可を得て,伸び計システムの性能を高めるための調整を行ってもよい。調整前の校正の記
録を保持し,校正文書の一部として提供しなければならない。また,調整後の結果は,校正証明書に記録
しなければならない。
10
不確かさの計算
10.1
校正の不確かさ
多くの要素が,校正プロセスにおける不確かさに関与している。次の項目を評価し,不確かさの見積り
の計算に含めなければならない。
a) 校正器の校正の不確かさ
b) 校正中の温度変動
c) 二人以上の人が校正を実施する場合の作業者間変動
d) 標点距離の設定
e) 標点距離の計測装置
更なる情報は,附属書Aに記載している。
8
B 7741:2019 (ISO 9513:2012)
10.2
不確かさ見積りの決定
不確かさを決定しなければならない。伸び計システムの不確かさの評価の計算例を,附属書Aに記載す
る。
注記 この規格の要求事項は,伸び計システムの校正時の不確かさの主要な因子だけに限定している。
この規格に適合すれば,認定基準で要求されているような不確かさは,明らかに考慮されてい
る。不確かさの値だけかたよりの許容値の幅を減少させることは,不確かさを二重に計算する
ことになる。特定の等級に適合しているとして,校正され,認証された伸び計システムの等級
分類が,不確かさを含んだ精度が規定の許容値未満となることを確約するものではない。例え
ば,0.5級に適合する伸び計システムが,0.5 %未満の不確かさを含んだかたよりである必要は
ない。
11
伸び計システムの校正間隔
11.1
校正の間隔は,伸び計システムの形式,保全水準及び使用される頻度に依存する。通常,約12か
月間隔で校正を実施することが望ましい。一つの試験期間が18か月以上続かない場合は,校正の間隔は
18か月を超えてはならない。18か月以上試験が続く場合は,その試験の前後に伸び計システムの校正を実
施しなければならない。長時間クリープ試験をJIS Z 2271に従って行う場合,その伸び計システムに対す
る校正間隔は,多くの場合3年である。同様な状況が,長期間応力緩和試験にも当てはまる。このような
場合,この箇条で定められた校正間隔よりも試験規格の要件を優先しなければならない。
11.2
伸び計システムは,計測の精度に影響を及ぼすような修理又は調整を行った場合,その都度に校正
しなければならない。
12
校正証明書
12.1
記載事項
校正証明書には,少なくとも次の情報を含めなければならない。
a) JIS B 7741に準拠している旨
b) 伸び計システムの所有者名及び住所
c) 伸び計システムの識別(形式,標点距離,マーク,製造番号及び取付位置)
d) 校正器の形式及び製造番号
e) 校正時の温度
f)
校正を実施した長さ変化の特質,例えば,増加及び/又は減少
g) 校正日
h) 校正機関の名称又は略号,及び責任者又は可能であれば校正を行った者の名前
i)
全ての校正結果(現状状態及び調整した場合は,調整後の校正結果)
j)
校正結果の不確かさ
k) 伸び計システムの各校正範囲の等級
校正証明書の項目は,参考レポートで提示してもよい。
12.2
データの提示
校正結果を校正証明書中に表形式で表し,また,各校正点におけるかたより誤差の個々の値を含んでい
なければならない。校正結果を図示したものを,校正証明書の一部として提示してもよい。
9
B 7741:2019 (ISO 9513:2012)
附属書A
(参考)
測定の不確かさ
A.1 一般
この附属書に記載されている不確かさを決定するための手法では,長さ計測の全般的な計測の実行に関
与する不確かさだけを検討対象としている。これらの計測の実行の不確かさは,個々の不確かさを合成し
た結果として表す。
標準器(校正器)の計測の不確かさは,対応する校正証明書に記載されている。この量に影響を与える
要因には,次のものが含まれる。
a) 温度変動など周囲環境の因子
b) 変位標準のドリフト
c) 標準器の内挿誤差
校正器の設計によっては,試験機の標点距離軸方向に対しての伸び計の位置関係も考慮に含めることが
望ましい。
伸び計システムの校正における不確かさの評価には,次の要因を考慮することが望ましい。
− 伸び計の校正器に対する軸の方向
− 伸び計システムの表示器
− 校正器の分解能による計測の相対不確かさ
− 標点距離誤差
− 校正器の相対偏差
− 伸び計システムの繰返し性
− 伸び計システムの分解能
− 温度影響
一軸試験に用いる伸び計システムの不確かさを,校正時に仕様の限界値又は得られた測定値から計算す
ることが可能である。これらの計算については,A.2〜A.6に記載する。A.2〜A.6は相対値の計算例を示す
が,絶対値でも計算できる。
かたより誤差は,既知のかたよりとして通常は,校正中に修正されないので,表2の仕様の範囲内にあ
る場合,推定平均相対誤差Eが合理的に期待できる範囲をE=q±Uで表すことが望ましい。ここに,qは
8.5.2.1で定義した相対かたより誤差であり,Uは拡張不確かさである[11][12]。
伸び計システムの相対標点距離誤差qLeが許容値内にある場合(表2参照),校正条件は満たされる。
A.2 校正器
校正器の相対標準不確かさustdは,式(A.1)によって求める。
2
D
2
B
2
A
2
cal
std
u
u
u
u
u
+
+
+
=
··············································································· (A.1)
ここに,
ucal: 校正証明書又は他の適切な情報による校正器の拡張不確かさの0.5倍相
当の相対標準不確かさ
uA: 式(A.2)によって求めた,伸び計システムの校正時の温度及び校正器の校
正時の温度との温度差による相対標準不確かさ
10
B 7741:2019 (ISO 9513:2012)
3
temp
A
a
u
=α
····························································· (A.2)
ここに,
α: 製造業者の仕様に従った校正器の温度係数(熱
膨張係数)
atemp: 校正器使用時の温度と校正器の校正温度との
温度差
uB: 式(A.3)によって求めた,校正器の長期不安定性(ドリフト)による相対
標準不確かさ
3
y
sensitivit
B
a
u=
····························································· (A.3)
ここに,
asensitivity: 校正器の長期不安定性(ドリフト)
uD: 式(A.4)によって求めた,多項式曲線の線形近似による相対標準不確かさ
(必要に応じて)
2
deviation
D
a
u=
······························································ (A.4)
ここに,
adeviation: 校正器の多項式曲線の線形近似による相対偏差
A.3 分解能
分解能の相対標準不確かさurは,く(矩)形分布から得られ,式(A.5)によって求める。
3
2
resolution
r
a
u=
·········································································· (A.5)
ここに,
aresolution: 伸び計システムの相対分解能
A.4 繰返し性
繰返し性の相対標準不確かさubは,相対平均誤差の推定値の相対標準偏差であり,式(A.6)によって求め
る。
∑
=
−
−
=
n
i
q
q
n
n
u
1
2
i
b
)
(
)1
(
1
························································· (A.6)
ここに,
n : 測定回数
qi : 測定値の相対かたより誤差(%)
q: 測定値の相対かたより誤差の平均(%)
A.5 伸び計システムの相対合成標準不確かさ
伸び計システムの相対合成標準不確かさuqは,式(A.7)によって求める。
2
D
2
B
2
A
2
cal
2
b
2
r
2
std
2
b
2
r
q
u
u
u
u
u
u
u
u
u
u
+
+
+
+
+
=
+
+
=
··························· (A.7)
A.6 拡張不確かさ
当該相対標準不確かさを全て考慮に入れる場合(前述した他の要因も含む。),相対合成標準不確かさuq
に包含係数kを乗じると拡張不確かさUが得られる。
kはISO/IEC Guide 98-3 [11](E.4.2,E.4.3及びG.4.2参照)に定められた有効自由度から計算すること
11
B 7741:2019 (ISO 9513:2012)
もできるが,k=2を使用することが望ましい。したがって,Uは,式(A.8)によって求める。
q
ku
U=
················································································ (A.8)
ここに,
k: 包含係数
uq: 相対合成標準不確かさ
推定平均相対誤差Eは,式(A.9)によって求める。
U
q
E
±
=
·············································································· (A.9)
A.7 不確かさの一般的な値
従来,測定の不確かさは,等級付けの目的には考慮されていない。不確かさを計算することによって,
等級付けの際,考慮することができる。ただし,これによって,既存の伸び計システムの等級付けに影響
が出る可能性がある。なぜならば,最大許容値は修正されていないままであるからである。
不確かさを考慮するには,表A.1に示す不確かさの許容値の新しく定義された判断基準を用いることが
実用的である。これによって,最大許容かたより誤差の全ての範囲を適用することが引き続き可能である。
表A.1−伸び計システムの不確かさの代表的最大値
伸び計システムの等級
代表的最大不確かさa)
相対値
U
%
絶対値
U
μm
0.2
0.12
0.3
0.5
0.3
0.8
1
0.6
1.7
2
1.2
3.3
注a) いずれか大きい方の値とする。
A.8 伸び計システムの不確かさの見積り例
10 mm伸び計システムの0.1 mm〜10 mm範囲の校正(表A.2〜表A.4)
校正器の拡張不確かさ:2 mm以下の変位に対して0.2 μm,2 mmを超える変位に対して1.0 μm
校正器の温度係数(熱膨張係数):α=10−6/K
伸び計システムの校正時の温度:25 ℃
校正器の校正時の温度:20 ℃
校正器の長期不安定性:asensitivity=4×10−4
伸び計システムの分解能:aresolution=0.000 1 mm
伸び計標点距離の公称値:Le=20 mm
伸び計標点距離の計測値:L'e=20.06 mm
校正を行った回数:2
したがって,次のように計算できる。
atemp=5 K
α・atemp=5×10−6
伸び計システムの相対標点距離誤差:qLe=0.3 %
12
B 7741:2019 (ISO 9513:2012)
表A.2−0.1 mm〜10 mm範囲での伸び計システムの校正結果
参
照
値
mm
1回目
計測値
mm
1回目
相対
かたより
誤差
%
2回目
計測値
mm
2回目
相対
かたより
誤差
%
計測値
の平均
mm
相対
かたより
の平均
%
絶対
かたより
の平均
μm
分解能の
相対
標準不確かさ
ur
式(A.5)
%
繰返し性の
相対
標準不確かさ
ub
式(A.6)
%
0.1 0.099 6
−0.40
0.100 2
0.20
0.099 9
−0.10
−0.10
0.03
0.300
0.2 0.199 4
−0.30
0.200 4
0.20
0.199 9
−0.05
−0.10
0.01
0.250
0.4 0.399 6
−0.10
0.401 4
0.35
0.400 5
0.12
0.50
0.01
0.225
0.7 0.698 8
−0.17
0.701 3
0.19
0.700 1
0.01
0.05
0.00
0.179
1
0.997 9
−0.21
1.001 7
0.17
0.999 8
−0.02
−0.20
0.00
0.190
2
2.001 1
0.06
2.008 0
0.40
2.004 6
0.23
4.55
0.00
0.172
4
4.008 7
0.22
4.021 9
0.55
4.015 3
0.38
15.30
0.00
0.165
7
7.042 0
0.60
7.063 8
0.91
7.052 9
0.76
52.90
0.00
0.156
10
10.064 6
0.65
10.095 8
0.96
10.080 2
0.80
80.20
0.00
0.156
表A.3−伸び計システムの0.1 mm変位に対する不確かさ計算
量
不確かさの
要因
不確かさの
寄与値
確率
分布
除数
標準
不確かさ
u
感度係数
[11]
相対
不確かさ
寄与
ucal
測定
0.1 μm
正規
1
0.1 μm
0.01/μm
1.00E-03
uA
温度
5.00E-06
く(矩)形
3
2.89E-06
1
2.89E-06
uB
感度
ドリフト
4.00E-04
く(矩)形
3
2.31E-04
1
2.31E-04
uD
当てはめ
カーブ
0
単一
ポイント
1
0
1
0.00E+00
ur
分解能
0.1 μm
く(矩)形
12
0.029 μm
0.01/μm
2.89E-04
ub
繰返し性
3E-03
正規
1
3.00E-03
1
3.00E-03
相対合成標準不確かさ
3.18E-03
相対拡張不確かさ(k=2)
6.36E-03
表A.4−伸び計システムの拡張不確かさの結果
公称値
mm
相対
かたより
%
相対拡張
不確かさ
%
絶対
かたより
μm
絶対拡張
不確かさ
μm
0.1
−0.10
0.64
−0.1
0.6
0.2
−0.05
0.51
−0.1
1.0
0.4
0.12
0.46
0.5
1.8
0.7
0.01
0.36
0.1
2.5
1
−0.02
0.38
−0.2
3.8
2
0.23
0.35
4.6
7.0
4
0.38
0.33
15
13
7
0.76
0.32
53
22
10
0.80
0.32
80
32
13
B 7741:2019 (ISO 9513:2012)
附属書B
(参考)
校正器の校正
B.1
手順
校正を行う前に,校正範囲全体で少なくとも2回は校正器で変位を与えることが望ましい。その後,校
正器によって,要求される校正範囲内で一連の公称伸びを取得することが望ましい。校正範囲内にある場
合,そのうちの一つの公称伸びは,0.33 mm(絶対性能判断規準から相対性能判断規準への変遷点)に近
い値である。伸びの計測は,校正機関で付与される既知の測定の不確かさをもつSIにトレーサブルである
装置を使用する。可能であれば,最初の一連の計測前には校正器の調整を行わないことが望ましい。その
後に調整が行われた場合は,校正手順を再度行うことが望ましい。計測プロセスは2回以上繰り返し,結
果を出すことが望ましい。
B.2
結果及び不確かさの計算
1回の一連の計測及びそれぞれの公称伸びで,校正器が示す値と,校正機関で計測した伸び値との差を
算出することが望ましい。その後,各公称伸び値の読みの差の平均値を計算することが望ましい。
さらに,各公称伸び値で,拡張不確かさを算出する手順は,次のとおりである。
a) 各公称伸びにおける一連の計測全てで取得した差の標準偏差を計算する。この値は,校正器の繰返し
性に関連付けられた,標準不確かさの推定値である。
b) 校正機関が計測した,公称伸びでの伸び値計測に関連付けられた標準不確かさを計算する。
c) 校正器の設計上,公称伸びを設定できないが,それに適用される伸び値が表示される場合(例えば,
ブロックゲージを使用するなど),この伸び値を読み取れる分解能に関連する標準不確かさ成分を計算
する。この不確かさ成分は,
6
/r
に等しい(ここでのrとは,表示値の分解能を指す。)。
d) 手順a),b) 及び(該当する場合は)c) で計算した標準不確かさ成分を求積法で合成し(つまり,二
乗和の平方根を取る。),その結果にk=2の包含係数を乗じる。
e) (適切な順序で)伸び値に対し,読みの差の平均値の当てはめ値を最小二乗法で求める。
f)
手順d) で計算した結果を,読みの差の平均値及び当てはめ値から計算された値との偏差の絶対量に
加算する。これは,当てはめ値に関連する,不確かさの追加の寄与であり,系統的な性質から,他の
成分と求積法とで合算できないものである。
このようにして得られた値は,当てはめ値の使用に関連する拡張不確かさであり,これを使用して,こ
の公称伸びでの予測差を推定する。計測された差の95 %は,“当てはめ値±拡張不確かさ”の範囲内にあ
る。
この方法は,伸びの計測を十分な回数行った場合にだけ有効である。それは,データの過剰適合を回避
し,k=2の使用を正当化するためである。少数の伸びしか計測されない場合,又は公称伸びと計測された
差との間に限られた相関関係しかない場合は,代替的な方法で不確かさを計算することが望ましい。つま
り,上記の手順a)〜手順d) だけを実行して,手順e) 及びf) は無視するが,有効自由度νeffに基づいて手
順d) で必要な包含係数kを算出する(例えば,3回の一連の計測しか行われず,有意な不確かさ成分が再
現性だけの場合は,k=4.53が必要になる。)。
14
B 7741:2019 (ISO 9513:2012)
B.3
等級分類
各公称伸び値において,最小二乗法による当てはめ値から得られた推定差の絶対量(又は代替的な方法
で不確かさを求めた場合,校正器及び機関の装置によって測定された伸び値の読みの差の平均値の絶対量)
を,B.2で計算した拡張不確かさに加算する。これら二つの数の合計は,“拡張かたより”といい,校正器
を伸び計システムの校正の指定等級に分類するためには,表B.1の値を超えないことが望ましい。
表B.1−校正器の拡張かたより規準
伸び計システムの等級
校正器の拡張かたよりa)
相対値
%
絶対値
μm
0.2
±0.08
±0.27
0.5
±0.20
±0.67
1
±0.40
±1.3
2
±0.80
±2.7
注a) いずれか大きい方の値とする。拡張かたよりには,測定の不確か
さに対する要素が含まれ,これはこの規格の1999年の版では含ま
れていなかった。
B.4
校正間隔
校正器の校正間隔は,26か月を超えないことが望ましい。
15
B 7741:2019 (ISO 9513:2012)
附属書C
(参考)
校正器の等級判定の例
対応国際規格では校正器の等級判定の二つの例として,図C.1(標準不確かさ方式を使用した解析結果
例),及び図C.2(代替的な不確かさ方式を使用した解析結果例)が記載されているだけであるが,この附
属書では,附属書Bに示す手順に従った判定の具体的な計算例を,等級判定の二つの例それぞれについて
記載する。
C.1 標準不確かさ方式を使用した解析結果例
C.1.1 等級判定の例
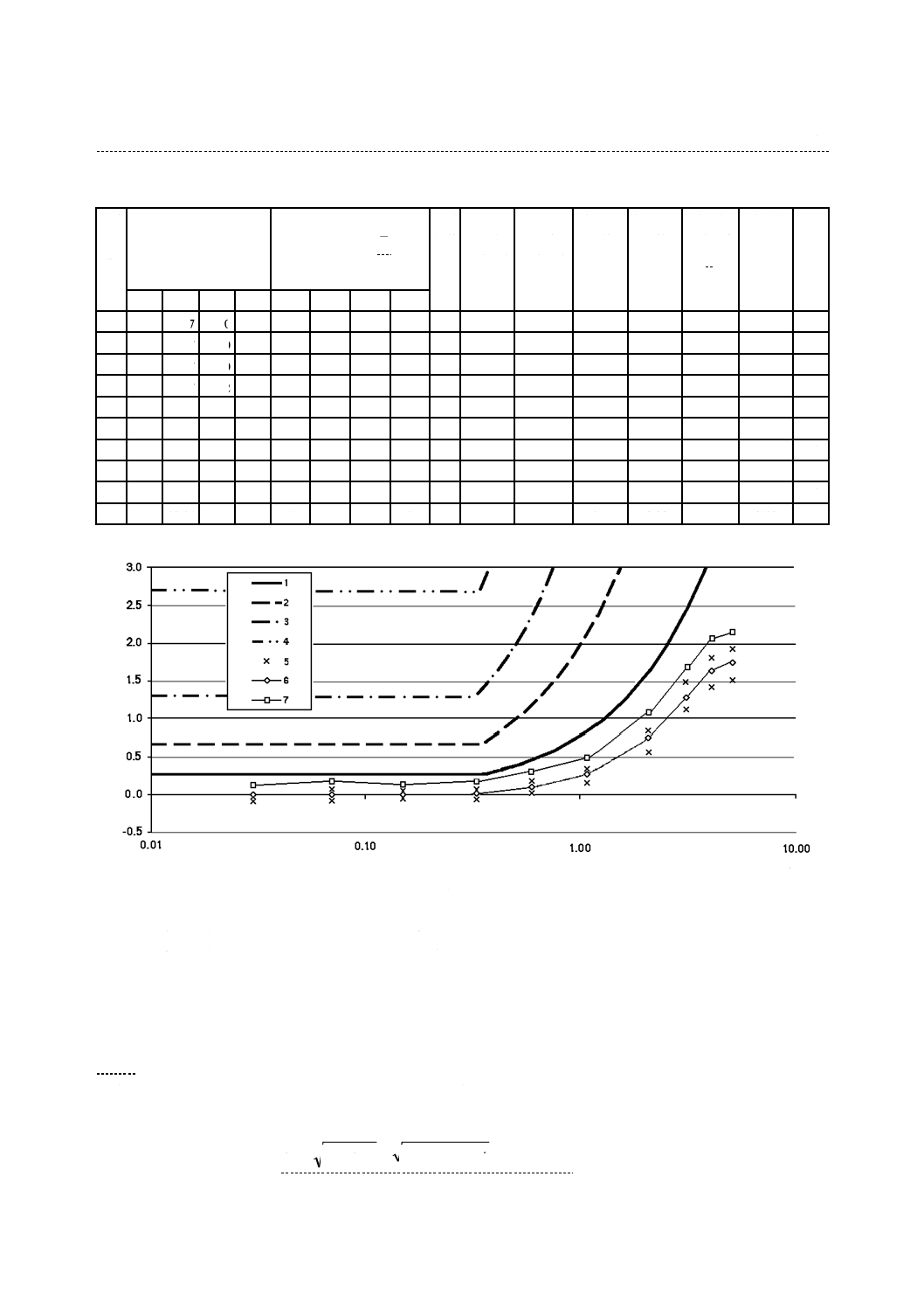
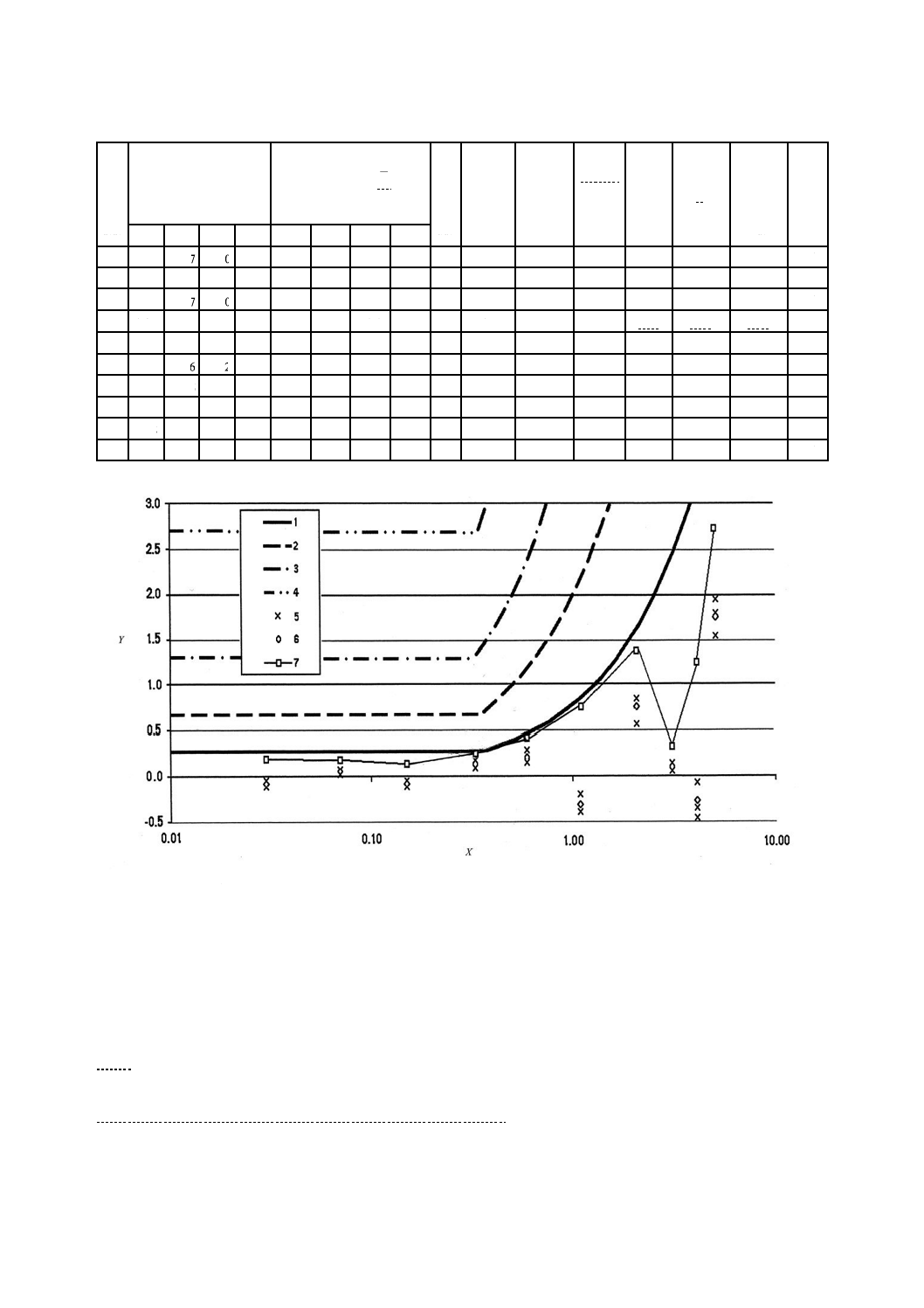
図C.1は,標準不確かさ方式を使用した校正によって得られた校正器の校正結果の例,及び関連するグ
ラフである。校正結果の例は,B.2の手順a)〜手順f) によって求めた拡張不確かさ,及びB.3に記載の定
義によって求めた拡張かたよりから等級判定を行ったものである。公称伸びneが0.60 mmにおける計算に
ついて,C.1.2〜C.1.10に示す。
C.1.2 拡張かたよりの等級限界Elimit
拡張かたよりの等級限界Elimitは,表B.1から求めたものである。公称伸びneが0.60 mmにおける0.2級
の拡張かたよりの相対値の限界値及び絶対値の限界値は,次の値となる。
μm
48
.0
10
08
.0
10
60
.0
2
3
R
limit
=
×
×
×
=
−
E
μm
27
.0
A
limit=
E
ここに,
R
limit
E
: 0.2級の校正器の拡張かたよりの相対値の限界値
(0.08は,表B.1の0.2級の相対値±0.08 %による。)
A
limit
E
: 0.2級の校正器の拡張かたよりの絶対値の限界値
(0.27は,表B.1の0.2級の絶対値±0.27 μmによる。)
等級限界は相対値又は絶対値のいずれか大きい値であるので,
R
limit
E
>
A
limit
E
より,0.48 μmとなる。
C.1.3 標準偏差sq
標準偏差sqは,校正器の繰返し性に関連付けられた,標準不確かさの推定値であり[B.2 a)],読みの差
1回目q1,2回目q2,3回目q3,及びその平均 から次の式によって求める。
(
)
∑
=
−
−
=
n
i
q
q
n
s
1
2
i
q
1
1
(
)(
)
(
)
(
)
[
]
nm
125
.
97
7
126
.0
15
.0
7
126
.0
21
.0
7
126
.0
02
.0
1
3
1
2
2
2
=
−
+
−
+
−
−
=
C.1.4 伸びの標準不確かさuExt
伸びの標準不確かさuExtは,校正機関が計測した公称伸びでの伸び計測に関連付けられた標準不確かさ
で[B.2 b)],例えば,校正に使用する標準器関連,校正時の環境温度関連,及び伸び計校正器の分解能等
q
16
B 7741:2019 (ISO 9513:2012)
の要因を合成して校正機関が求めた値である。図C.1の表の公称伸びneが0.60 mmにおける17 nmは一例
である。
公称
伸び
ne
mm
拡張かたよりの等級限界
Elimit
μm
読みの差
q1 q2 q3 q
μm
標準
偏差
sq
nm
伸びの
標準
不確かさ
uExt
nm
合成
標準
不確かさ
uc
nm
当ては
め値
fit
μm
当てはめ
誤差
ferror
μm
拡張
不確かさ
U
μm
拡張
かたより
Ub
μm
等級
0.2級 0.5級 1級 2級 1回目 2回目 3回目 平均
0.03 0.27 0.67 1.30 2.70 −0.04 −0.09 −0.03 −0.05 32
16
36
−0.01
0.04
0.11
0.13
0.2級
0.07 0.27 0.67 1.30 2.70 −0.06
0.02
0.08
0.01 70
16
72
−0.01
−0.02
0.17
0.18
0.2級
0.15 0.27 0.67 1.30 2.70 −0.04
0.08
0.01
0.02 60
16
62
0.00
−0.01
0.14
0.14
0.2級
0.33 0.27 0.67 1.32 2.70 −0.04
0.08
0.09
0.04 72
17
74
0.04
0.00
0.15
0.19
0.2級
0.60 0.48 1.20 2.40 4.80
0.02
0.21
0.15
0.13 97
17
99
0.12
−0.01
0.21
0.32
0.2級
1.08 0.86 2.16 4.32 8.64
0.19
0.38
0.34
0.30 100
28
104
0.30
−0.01
0.22
0.51
0.2級
2.08 1.66 4.16 8.32 16.64
0.60
0.87
0.76
0.74 136
30
139
0.78
0.04
0.32
1.10
0.2級
3.08 2.46 6.16 12.32 24.64
1.16
1.52
1.32
1.33 180
31
183
1.29
−0.04
0.41
1.70
0.2級
4.08 3.26 8.16 16.32 32.64
1.45
1.85
1.67
1.66 200
33
203
1.67
0.02
0.42
2.10
0.2級
5.08 4.06 10.16 20.32 40.64
1.55
1.96
1.80
1.77 207
35
210
1.77
0.00
0.42
2.19
0.2級
X 伸び(mm)
4 2級
Y 器差(μm)
5 読みの差
1 0.2級
6 当てはめ値
2 0.5級
7 拡張かたより
3 1級
図C.1−標準不確かさ方式を使用した解析結果例
C.1.5 合成標準不確かさuc
合成標準不確かさucは,標準不確かさを求積法で合成したもので[B.2 d)],標準偏差sq及び伸びの標準
不確かさuExtから次の式によって求める。
nm
602
.
98
17
125
.
97
2
2
2
Ext
2
q
c
=
+
=
+
=
u
s
u
X
Y
17
B 7741:2019 (ISO 9513:2012)
C.1.6 当てはめ値fit
当てはめ値fitは,読みの差の平均値の当てはめ値で[B.2 e)],図C.1の公称伸びneの系列及び読みの差
の平均 の系列から最小二乗法(3次関数近似)によって求める。3次関数近似で得られる係数a,b,c
及びdから,校正点0.60 mmの当てはめ値は次の式によって求める。
d
cn
bn
an
f
+
+
+
=
e
2
e
3
e
it
(
)(
)(
)(
)2
3
7
3
3
11
10
60
.0
10
3
767
.1
10
60
.0
10
8
623
.2
×
×
×
+
×
×
×
−
=
−
−
(
)(
)(
)
2
3
4
10
8
900
.1
10
60
.0
10
9
308
.1
−
−
×
−
+
×
×
×
+
μm
5
117
.0
=
C.1.7 当てはめ誤差ferror
当てはめ誤差ferrorは,読みの差の平均値及び当てはめ値から計算された値との偏差で[B.2 f)],次の式
によって求める。
μm
2
009
.0
7
126
.0
5
117
.0
it
error
−
=
−
=
−
=
q
f
f
C.1.8 拡張不確かさU
拡張不確かさUは,当てはめ値に関連する不確かさの追加の寄与で,合成標準不確かさucにk=2の包
含係数を乗じた値[B.2 d)],及び当てはめ誤差ferrorの絶対値から次の式によって求める[B.2 f)]。
(
)
μm
4
206
.0
2
009
.0
10
602
.
98
2
3
error
c
=
−
+
×
×
=
+
×
=
−
f
u
k
U
C.1.9 拡張かたよりUb
拡張かたよりUbは,拡張不確かさU及び当てはめ値fitの絶対量から次の式によって求める(B.3)。
μm
9
323
.0
5
117
.0
4
206
.0
it
b
=
+
=
+
=
f
U
U
C.1.10 等級判定
公称伸びneが0.60 mmにおける等級は,拡張かたよりUbの値が0.323 9 µmであり0.2級の等級限界Elimit
の値0.48 µm以下であるので,0.2級となる。
注記 B.2 c) は,例えば,ブロックゲージを標準器として使用した場合の分解能に関する標準不確か
さ成分の評価を記載しており,図C.1の校正結果の例には示されていない。
C.2 代替的な不確かさ方式を使用した解析結果例
C.2.1 等級判定の例
図C.2は,代替的な不確かさ方式が採用された校正によって得られた校正器の校正結果の例,及び関連
するグラフである。校正結果の例は,B.2の手順a)〜手順d) までを実行した後に,有効自由度νeff,その
包含係数k,及び拡張不確かさを求め,B.3に記載の定義によって求めた拡張かたよりから等級判定を行っ
たものである。公称伸びneが0.60 mmにおける計算について,C.2.2〜C.2.10に示す。
C.2.2 拡張かたよりの等級限界Elimit
拡張かたよりの等級限界Elimitは,表B.1から求めたものである。公称伸びneが0.60 mmにおける0.2級
の拡張かたよりの相対値の限界値及び絶対値の限界値は,次の値となる。
q
18
B 7741:2019 (ISO 9513:2012)
μm
48
.0
10
08
.0
10
60
.0
2
3
R
limit
=
×
×
×
=
−
E
μm
27
.0
A
limit=
E
ここに,
R
limit
E
: 0.2級の校正器の拡張かたよりの相対値の限界値
(0.08は,表B.1の0.2級の相対値±0.08 %による。)
A
limit
E
: 0.2級の校正器の拡張かたよりの絶対値の限界値
(0.27は,表B.1の0.2級の絶対値±0.27 μmによる。)
等級限界は相対値又は絶対値のいずれか大きい値であるので,
R
limit
E
>
A
limit
E
より,0.48 μmとなる。
C.2.3 標準偏差sq
標準偏差sqは,校正器の繰返し性に関連付けられた,標準不確かさの推定値であり[B.2 a)],読みの差
1回目q1,2回目q2,3回目q3,及びその平均 から次の式によって求める。
(
)
∑
=
−
−
=
n
i
q
q
n
s
1
2
i
q
1
1
(
)(
)
(
)
(
)
[
]
nm
915
.
52
0
190
.0
15
.0
0
190
.0
25
.0
0
190
.0
17
.0
1
3
1
2
2
2
=
−
+
−
+
−
−
=
C.2.4 伸びの標準不確かさuExt
伸びの標準不確かさuExtは,校正機関が計測した公称伸びでの伸び計測に関連付けられた標準不確かさ
で[B.2 b)],例えば,校正に使用する標準器関連,校正時の環境温度関連,及び伸び計校正器の分解能等
の要因を合成して校正機関が求めた値である。図C.2の表の公称伸びneが0.60 mmにおける17 nmは一例
である。
C.2.5 合成標準不確かさuc
合成標準不確かさucは,標準不確かさを求積法で合成したもので[B.2 d)],標準偏差sq及び伸びの標準
不確かさuExtから次の式によって求める。
nm
579
.
55
17
915
.
52
2
2
2
Ext
2
q
c
=
+
=
+
=
u
s
u
q
19
B 7741:2019 (ISO 9513:2012)
公称
伸び
ne
mm
拡張かたよりの等級限界
Elimit
μm
読みの差
q1 q2 q3 q
μm
標準
偏差
sq
nm
伸びの
標準
不確かさ
uExt
nm
合成
標準
不確かさ
uc
nm
有効
自由度
νeff
包含
係数
k
拡張
不確かさ
U
μm
拡張
かたより
Ub
μm
等級
0.2級 0.5級 1級 2級 1回目 2回目 3回目 平均
0.03 0.27 0.67 1.30 2.70 −0.04 −0.09 −0.03 −0.05 32
16
36
3.1
3.31
0.12
0.17
0.2級
0.07 0.27 0.67 1.30 2.70
0.05
0.02
0.08
0.05 30
16
34
3.3
3.31
0.11
0.16
0.2級
0.15 0.27 0.67 1.30 2.70 −0.04 −0.08 −0.06 −0.06 20
16
26
5.5
2.65
0.07
0.13
0.2級
0.33 0.27 0.67 1.32 2.70
0.12
0.08
0.15
0.12 35
17
39
3.0
3.31
0.13
0.25
0.2級
0.60 0.48 1.20 2.40 4.80
0.17
0.25
0.15
0.19 53
17
56
2.4
4.53
0.25
0.44
0.2級
1.08 0.86 2.16 4.32 8.64 −0.19 −0.38 −0.34 −0.30 100
28
104
2.3
4.53
0.47
0.77
0.2級
2.08 1.66 4.16 8.32 16.64
0.60
0.87
0.76
0.74 136
30
139
2.2
4.53
0.63
1.37
0.2級
3.08 2.46 6.16 12.32 24.64
0.05
0.12
0.18
0.12 65
31
72
3.0
3.31
0.24
0.36
0.2級
4.08 3.26 8.16 16.32 32.64 −0.45 −0.35 −0.05 −0.28 208
33
211
2.1
4.53
0.95
1.24
0.2級
5.08 4.06 10.16 20.32 40.64
1.55
1.96
1.80
1.77 207
35
210
2.1
4.53
0.95
2.72
0.2級
X 伸び(mm)
4 2級
Y 器差(μm)
5 読みの差
1 0.2級
6 読みの差の平均
2 0.5級
7 拡張かたより
3 1級
図C.2−代替的な不確かさ方式を使用した解析結果例
C.2.6 有効自由度νeff
有効自由度νeffを,標準偏差sq,伸びの標準不確かさuExt,合成標準不確かさuc,及び測定回数n=3の
自由度からWelch-Satterhwaiteの式によって求める(B.2)。
20
B 7741:2019 (ISO 9513:2012)
(
)
(
)
∞
+
−
=
∞
+
−
=
=∑
=
4
4
4
4
Ext
4
q
4
c
1
4
4
c
eff
17
1
3
915
.
52
579
.
55
1
u
n
s
u
ν
u
u
ν
i
i
i
2
434
.2
=
C.2.7 包含係数k
有効自由度νeffに対する約95 %(95.45 %)の信頼の水準をもつ区間の包含係数kを,t分布表のt95.45(νeff)
から求める(B.2)。
(
)
(
)
6
526
.4
2
434
.2
45
.
95
eff
45
.
95
=
=
=
t
ν
t
k
C.2.8 拡張不確かさU
拡張不確かさUは,包含係数k及び合成標準不確かさucから次の式によって求める(B.2)。
μm
6
251
.0
10
579
.
55
6
526
.4
3
c
=
×
×
=
×
=
−
u
k
U
C.2.9 拡張かたよりUb
拡張かたよりUbは,拡張不確かさU及び読みの差の平均値 の絶対量から次の式によって求める(B.3)。
μm
6
441
.0
0
190
.0
6
251
.0
b
=
+
=
+
=
q
U
U
C.2.10 等級判定
公称伸びneが0.60 mmにおける等級は,拡張かたよりUbの値が0.441 6 µmであり0.2級の等級限界Elimit
の値0.48 µm以下であるので,0.2級となる。
注記 B.2 c) は,例えば,ブロックゲージを標準器として使用した場合の分解能に関する標準不確か
さ成分の評価を記載しており,図C.2のデータ例には示されていない。
q
21
B 7741:2019 (ISO 9513:2012)
附属書D
(参考)
伸び計システムの構成例
D.1 一般
伸び計システムは,次のように分類できる。
− タイプA:校正器上に参照点なしで,試験片に適用される伸び計
− タイプB:校正器上に固定式参照点ありで,試験片に適用される伸び計
− タイプC:校正器上に可動式参照点ありで,試験片に適用される伸び計
− タイプD:伸び計システムの組合せ
− タイプE:ピストンストロークによるクロスヘッド移動量を計測するために使用する伸び計。試験機
の校正器は除外する。
− タイプF:上下圧縮盤間の相対移動量を計測するための圧縮盤上の伸び計。試験機の変形は除外する。
D.2 タイプA伸び計
D.2.1 概要
タイプA伸び計は,試験片に取り付けられ,また,試験片によって支持される。校正器の負荷フレーム
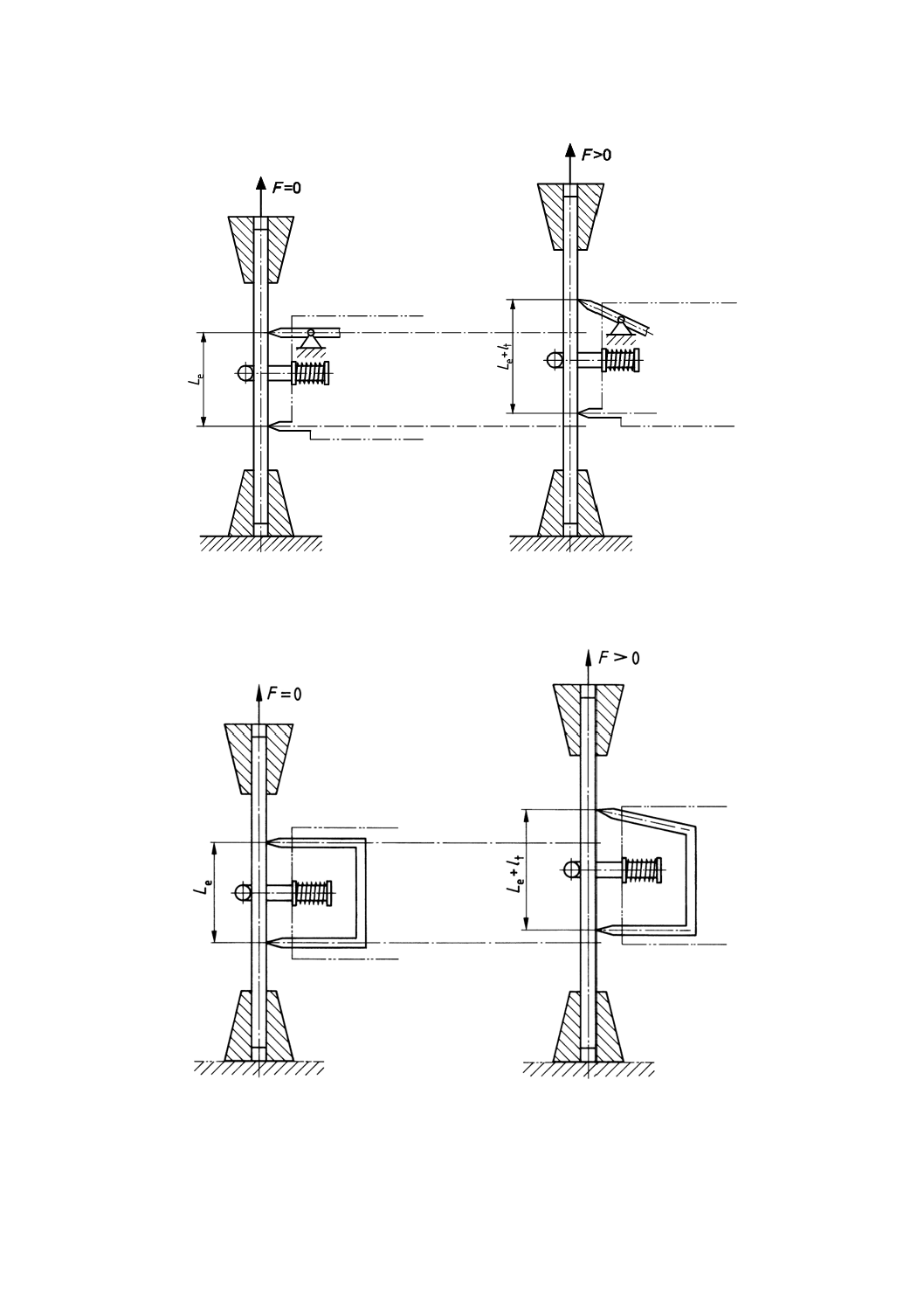
には,基準点はない。図D.1〜図D.3にこのタイプの各種構成を示す。
伸び計は,片側又は両側のいずれかで計測するシステムに取り付ける。変位は,個別の値又は平均値と
して読み取る。図D.1〜図D.3は,片側システムだけを示している。
D.2.2 校正手順
伸び計の可動式及び固定式接触点を校正器の可動式及び固定式要素に取り付ける(原理上,“分割サンプ
ル”)。伸び計が二つ可動式接触点をもつ場合は,2番目の接触点を校正器の固定部分に取り付ける。
校正する範囲は,校正器によって測定範囲を10段階で設定する。そして,校正器で適用された変位及び
伸び計システム出力から計測された変位を記録する。
D.2.3 伸び計標点距離の公称値Leの決定
伸び計標点距離の公称値Leは,校正されたプラグゲージを用いて検証する。
22
B 7741:2019 (ISO 9513:2012)
図D.1−ピボット式接触点をもつ伸び計
図D.2−たわみ式の接触点をもつ伸び計
23
B 7741:2019 (ISO 9513:2012)
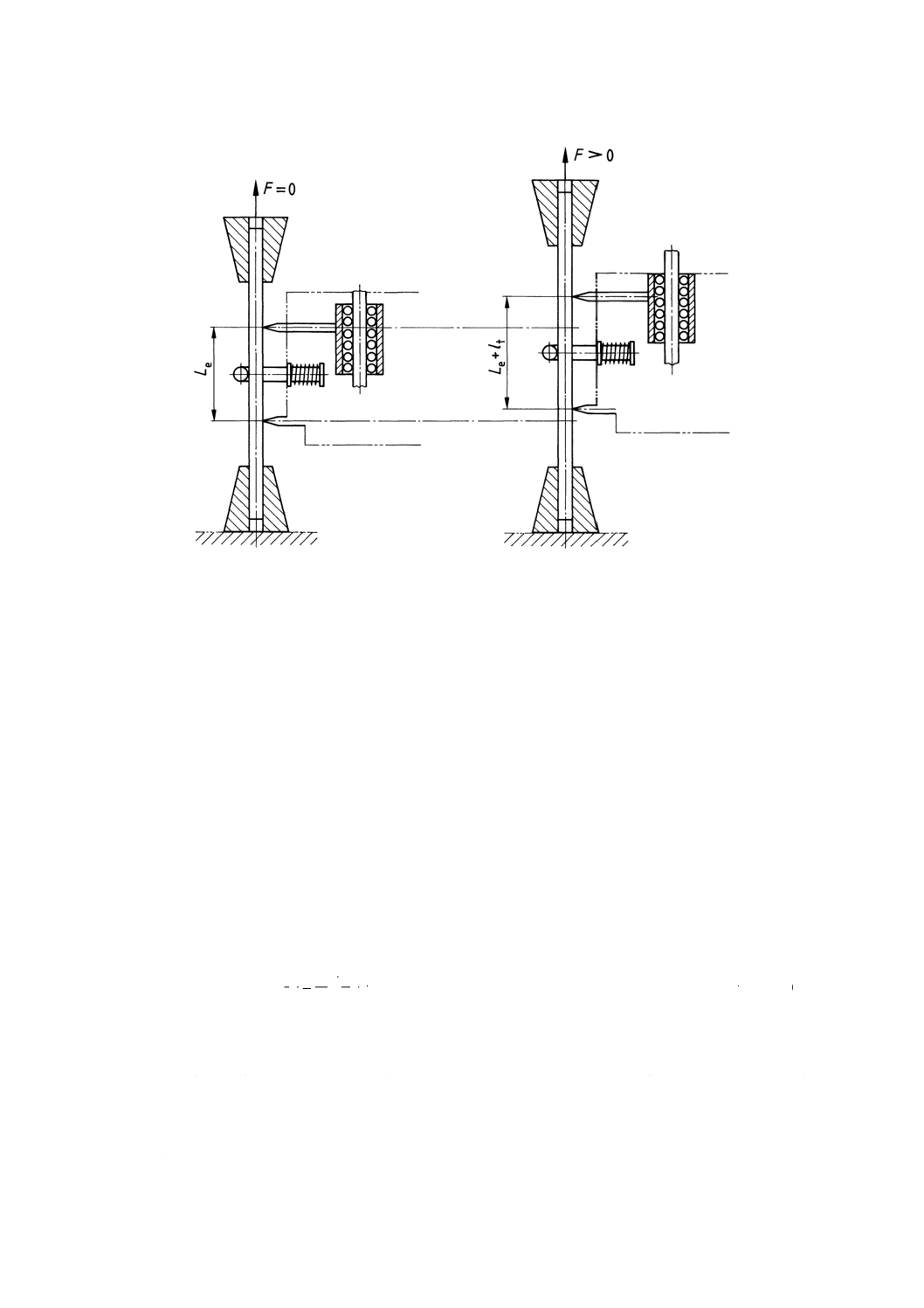
図D.3−直動軸受けによってガイドされる接触点をもつ伸び計
D.3 タイプB伸び計
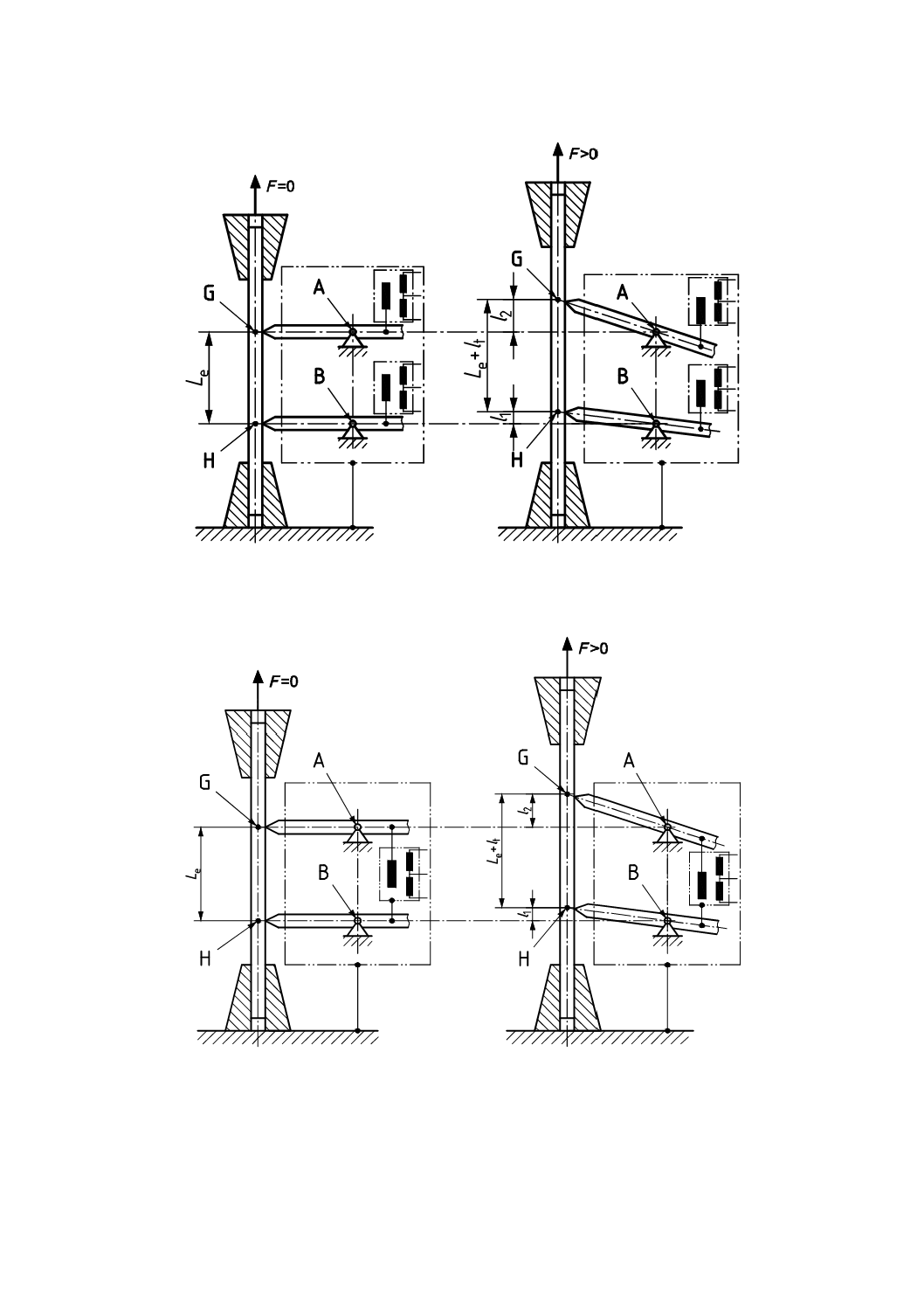
D.3.1 概要
タイプBの伸び計は,二つの可動式接触点又は試験片に取り付けられる光学センサをもち,基準点はフ
レーム上にある。センサは,試験片ゲージマークに調芯され,伸びが生じると変位する。
図D.4〜図D.8にタイプB伸び計の各種構造を示す。
伸びは,負荷によって試験片に生じた接触点GとHとの間の長さの差である。試験片の一端は固定グリ
ップに,他端は可動グリップに保持されているので,伸びl1とl2とは等しくない。二つの絶対計測又は1
回の差異計測を行い,その差liはl2−l1として計算される。
D.3.2 校正手順
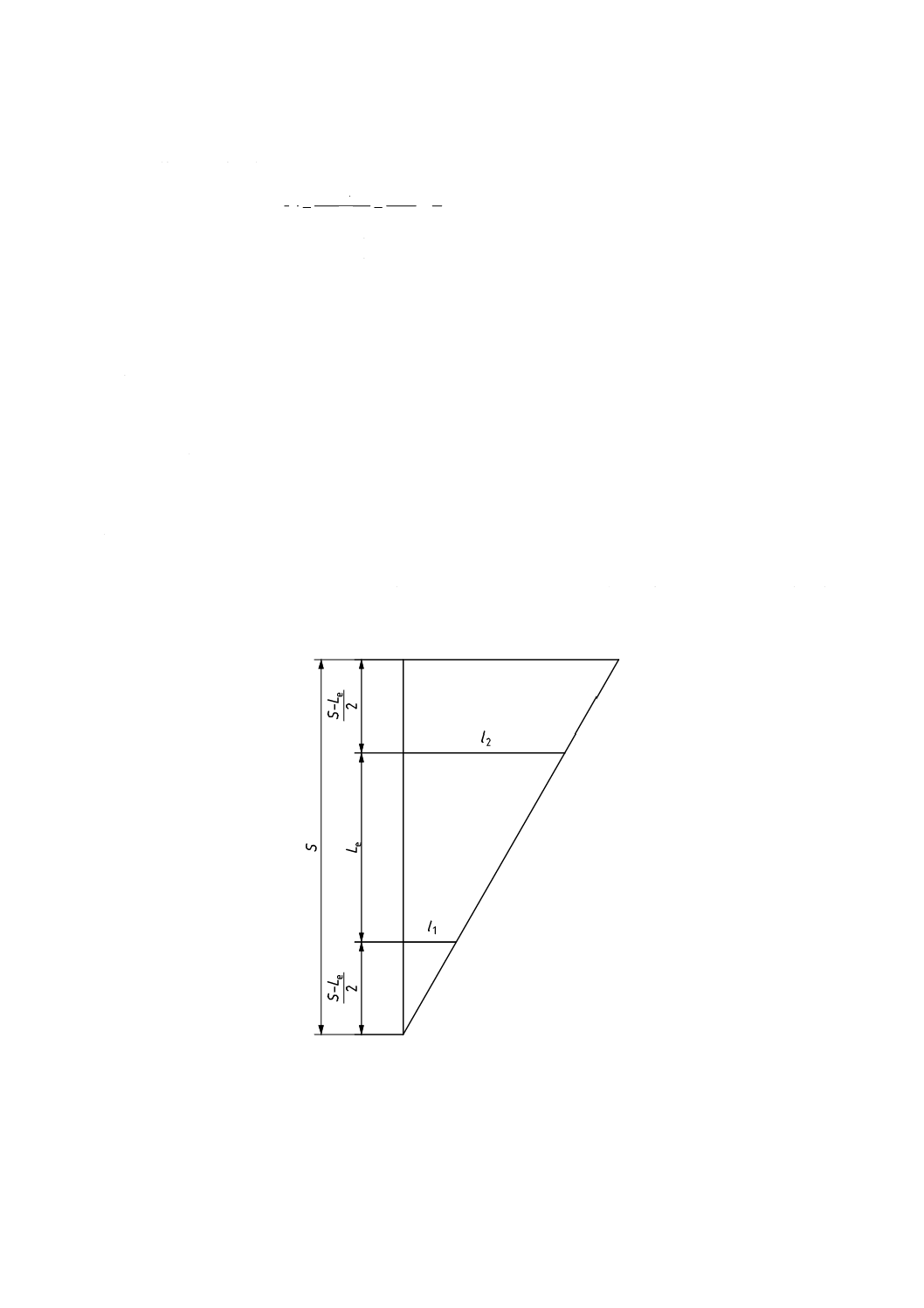
D.3.2.1 仮定
グリップ間の所定距離をS,伸び計標点距離の公称値をLeとし,伸び計が校正器のグリップ間に等しい
距離を置いて取り付けられ,試験片ひずみが一様であると仮定して,伸び計の上下刃の変位比を次の式
(D.1)によって計算することが望ましい。
e
e
1
2
L
S
L
S
l
l
−
+
=
··········································································· (D.1)
D.3.2.2 手順
個々の刃の性能を検証するため,校正器の可動部分に検証する刃を,固定部分にもう一方の刃を設置す
るか,又は光学式の伸び計を検証する場合は,ゲージマーク上に設置する。所定検証範囲について,各刃
に対して計測を連続10回,個々に行う。上方刃の変位から下方刃の変位を差し引くことによって,伸び計
の相対かたより誤差を各計測ポイントについて計算することが望ましい。
例 検証範囲=2 mm
24
B 7741:2019 (ISO 9513:2012)
グリップ間距離,S=150 mm
伸び計標点距離の公称値,Le=80 mm
1
3
1
29
.3
80
150
80
150
1
2
≈
=
−
+
=
l
l
ここに, l2=3 mm
l1=1 mm
二つの非平均化変換器を用いた伸び計を検証する場合(図D.5参照),両変換器が同等な精度をもつかど
うかを確認する追加の検証手順の実施が望ましい。両刃を校正器の可動部分に取り付けることを推奨し,
その校正器を別々の変位を与えるのに使用することが望ましい。両変換器が等しく動作するならば,装置
はゼロを表示する。
校正手順は,変位比l2/l1をあらかじめ設定できる二つの可動部分をもつ校正器を用いて簡素化してもよ
い。
D.3.2.3 伸び計標点距離の公称値Leの決定
伸び計標点距離の公称値Leは,伸び計の刃がそのマークを残すような方法で軟質試験片(例えば,銅,
ボール紙)に伸び計を取り付けて計測できる。伸び計を取り除いて,マーク間の距離を計測することが望
ましい。
光学式伸び計の標点距離を計測する場合は,試験片に所定の間隔でマークを付ける装置を用いることが
望ましい。Leを検証するため,マーク間距離を装置上で計測してもよい(例えば,マイクロメータゲージ
を用いる。)。
図D.4−l2及びl1,比率,グリップ間距離S,並びに伸び計標点距離の公称値Le
25
B 7741:2019 (ISO 9513:2012)
図D.5−刃二つ及び非平均化変換器二つをもつ伸び計
図D.6−刃二つ及び差動変換器一つをもつ伸び計
26
B 7741:2019 (ISO 9513:2012)
図D.7−ガイド付き刃二つ及び非平均化変換器二つをもつ伸び計
図D.8−ガイド付き可動刃二つ及び差動変換器一つをもつ伸び計
27
B 7741:2019 (ISO 9513:2012)
D.4 タイプC伸び計
D.4.1 概要
タイプCの伸び計は,試験片の伸びとして変位する二つの可動刃をもつ。引張応力が増加するに従い,
刃は離れていき,試験片中心に変換器が残る。
刃の移動は,ローラ,又はひずみ若しくはクロスヘッドストロークによって制御されるサーボモータで
行ってもよい。
D.4.2 校正手順
タイプB伸び計の原理が適用される。例えば,刃の動きがローラにリンクされ(図D.9参照),また,
クロスヘッドの変位(ストローク)がSに等しいならば,刃の変位はS/2に等しい。
伸び計が校正器のグリップ間に等しい距離で取り付けられるならば,l1はl2に等しい。
D.4.2.1 伸び計標点距離の公称値Leの決定
D.3.2.3を参照する。
図D.9−刃二つ及び可動基準点をもつ伸び計
D.5 タイプD伸び計
タイプDの伸び計は,他のシステムがもつ特性を組み合わせたものである。図D.10に示す伸び計は,
微小ひずみ計測用に板ばねを備えたものである。ある一定のひずみレベル以下では,平均化計測のために
変位変換器を使用する。
28
B 7741:2019 (ISO 9513:2012)
図D.10−タイプA(図D.2参照)とタイプB(図D.7及び図D.8参照)との伸び計の組合せ
試験原理及び伸び計の公称標点距離の精度に関する仕様については,D.2.2及びD.2.3を参照する。
D.6 タイプE伸び計
D.6.1 概要
タイプEの伸び計は,油圧式試験機のピストンストローク又は機械式試験機のクロスヘッドストローク
を計測するのに用いる。変換器の位置によって,ひずみ計測値は,負荷フレーム内に生じる変形,負荷,
又は力計測システムによって変わる可能性がある。
D.6.2 校正手順
検証は変換器を用いて行い,計測は連続的に(例えば,ダイヤルゲージを用いて),又は段階的に(例え
ば,ブロックゲージを用いて)行う。
D.7 タイプF伸び計
D.7.1 概要
変換器は,負荷装置の圧縮盤に取り付けられ,圧縮盤間の距離の変化を計測するのに用いる(図D.11
参照)。負荷フレームの変形は起こりにくいが,圧縮盤が曲がってしまうと,計測値が損なわれることがあ
る。
D.7.2 校正手順
D.6.2を参照する。
29
B 7741:2019 (ISO 9513:2012)
図D.11−圧縮盤間のひずみ計測に用いる変換器
30
B 7741:2019 (ISO 9513:2012)
附属書E
(参考)
レーザ式伸び計
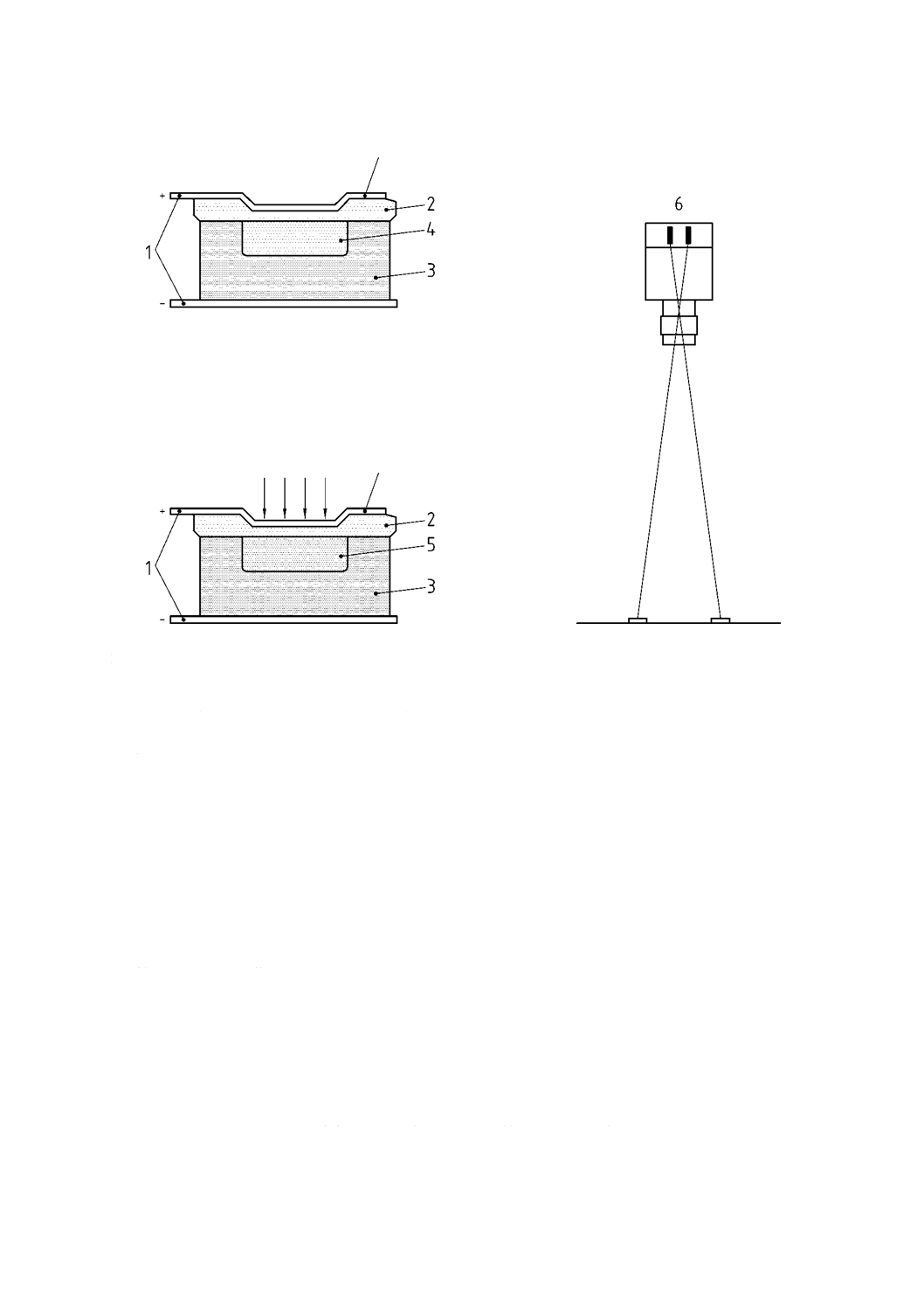
E.1
レーザ式伸び計の動作原理
少なくとも二つのストライプマークからなる標線一組を試験片に印刷する。回転偏向器で照射されるレ
ーザ光をサンプルの主軸に沿って連続的にスキャンする。ストライプに照射されたレーザ光の散乱と反射
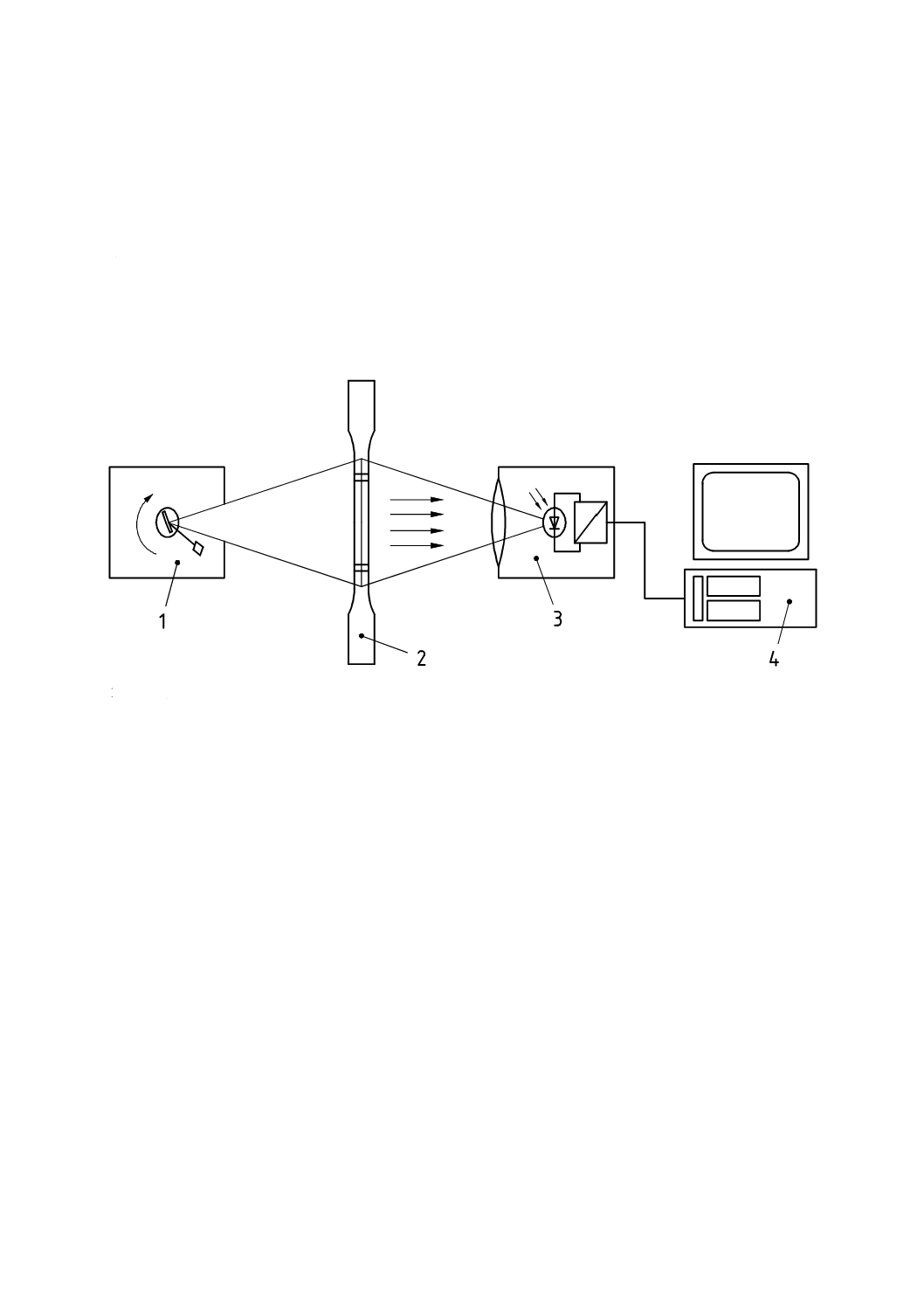
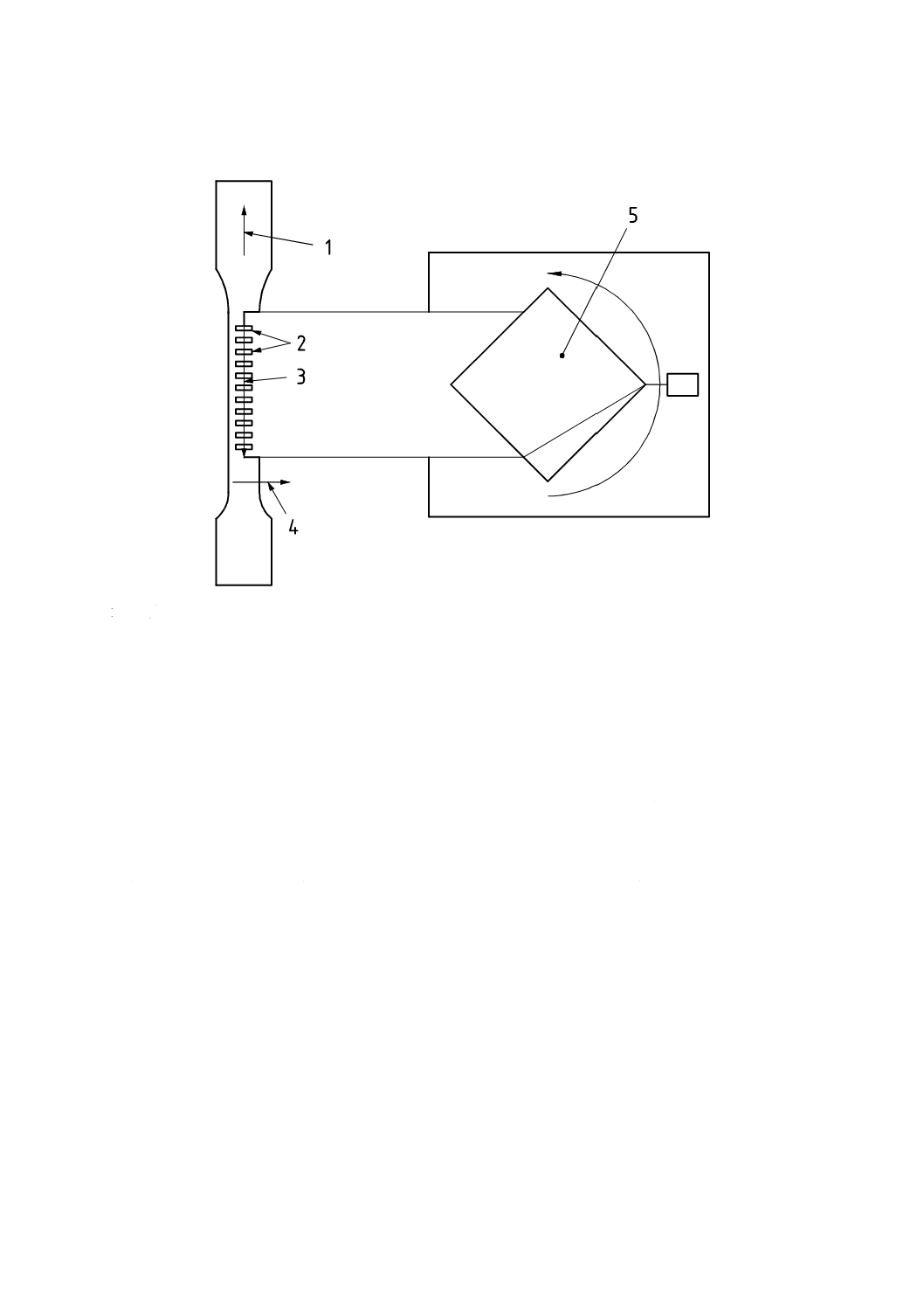
とをフォト受光器で検出する(図E.1参照)。
1 スキャナ
2 コントラストを成すストライプを付けた試験片
3 受光器
4 マルチストップカウンタを備えたパーソナルコンピュータ
図E.1−動作原理
さらに,回転偏向器の速度を計測する。二つのストライプを横切る検出光の時間挙動及び偏向器の既知
の速度から,これら二つのマーク間の距離を計算する。
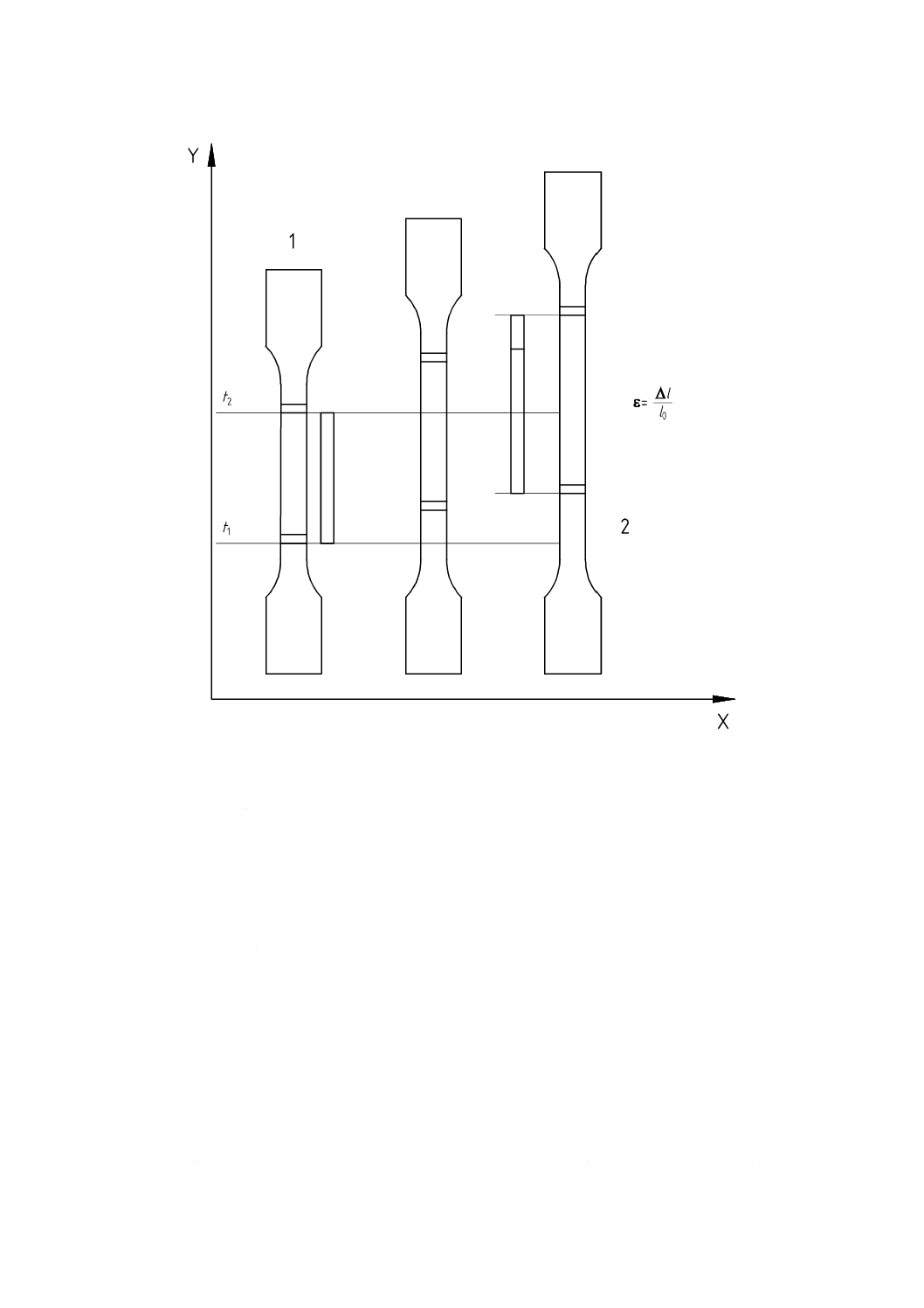
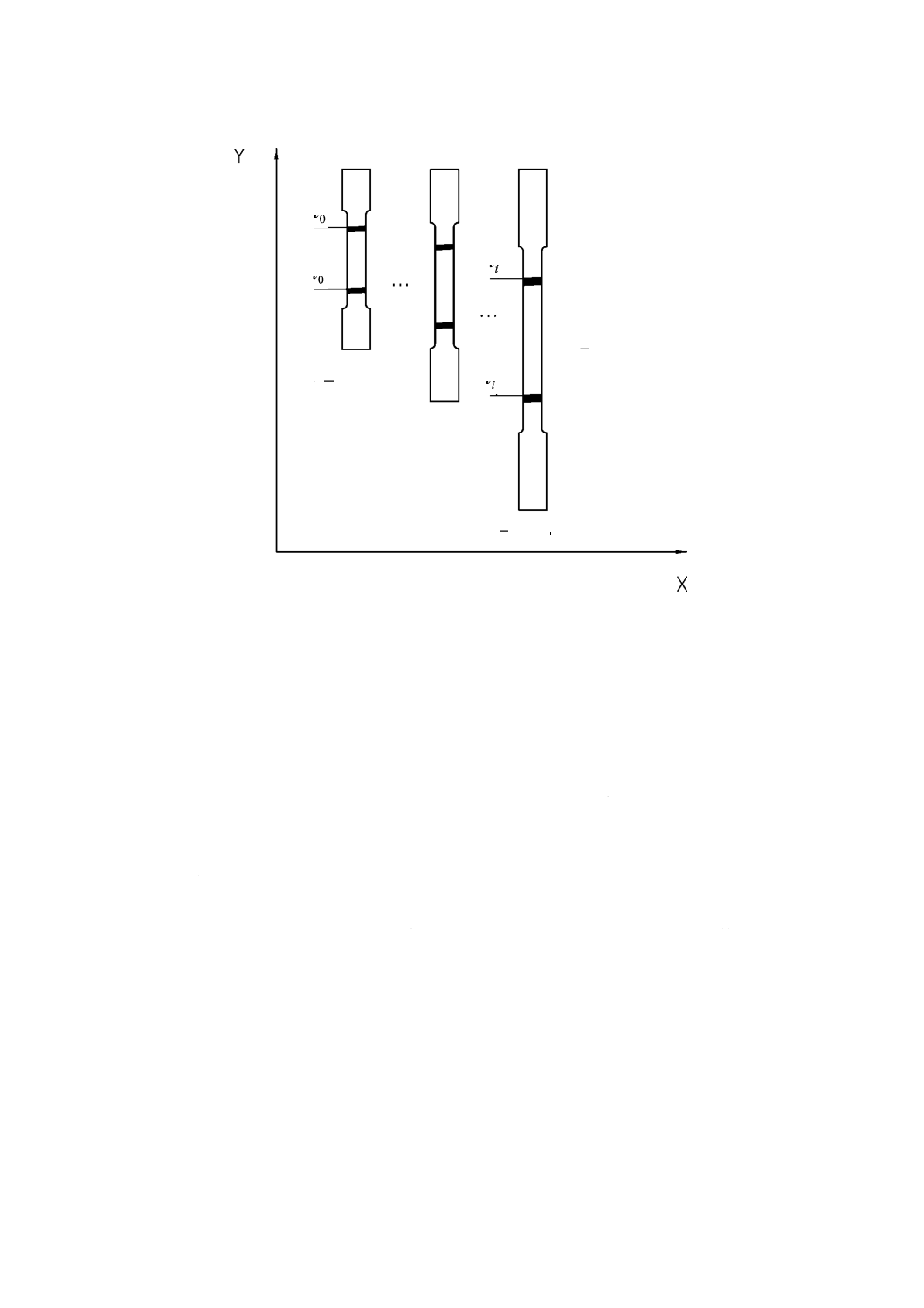
試験の始めに伸びのない試験片について,個々のストライプ間の基準長さ(図E.2参照)を計測する。
ひずみの変化に基づき,ストライプマーク間の伸び又は縮みをパーセンテージ又は絶対値として計測する。
これらの計測結果は,アナログ値又はデジタル値で得る。
31
B 7741:2019 (ISO 9513:2012)
1 基準
2 ひずみ
X 計測
Y スキャン時間
図E.2−計測原理
可視範囲内でレーザスキャナを使用することで,スキャンされる領域を裸眼で調整できる。コーディン
グ(マーキング)については,背景と区別できるようにストライプマークを一定の間隔で貼り付けるか,
又はペイント若しくは粉末の層をテンプレートを使用して吹き付ける。
E.2
校正方法及びレーザスキャナの影響
基本的に,レーザ式伸び計スキャナは,機械式の変位ゲージと同様に,通常の校正方法(ブロックゲー
ジ,機械式及び光学式計測センサ,干渉計測方法など)を用いて校正できる。それは,不連続な増分で位
置決めされる校正器の固定素子と可変素子との間,又は二つの可変端間を機械的に検出することによって
校正を行う。少なくとも一つのストライプマークをこれらの固定又は可変素子のいずれかに付ける。この
ように計測偏差は,スキャン領域内の位置からの絶対偏差又は相対偏差として求める。
こうした静的誤差に加えて,スキャナ,受光器及びそれらの周囲環境の操作特性によって一連の影響が
32
B 7741:2019 (ISO 9513:2012)
生じる。それらには,電子装置のトリガー特性,コーディングマークのコントラスト,不動又は変動光源
の影響,空気の乱れ,及び電磁気誘導が含まれる。
これらの影響因子の計測は,試験片設置時のスキャナの特性計測によって行われる。この場合,ストラ
イプ位置の計測量の統計的特性も解析する。最適な条件下では,全計測システムについての分布は,スキ
ャナのタイミング装置の±1基本単位の偏差に対応する値を超えないことが望ましい。
スキャナの重要なパラメータは,最大スキャニング速度及びレーザ光が試験片表面を移動する速度であ
る。タイミング装置の周波数及びストライプマークのひずみ方向への局所的移動の両者によって,これら
は計測中の動的誤差を誘引する。それらは,計算によって求めることができ,また,補正機能を用いて最
小化できる。
利用するスキャニング原理によって更なる影響が生じるが,それはE.3及びE.4に記載する。
E.3
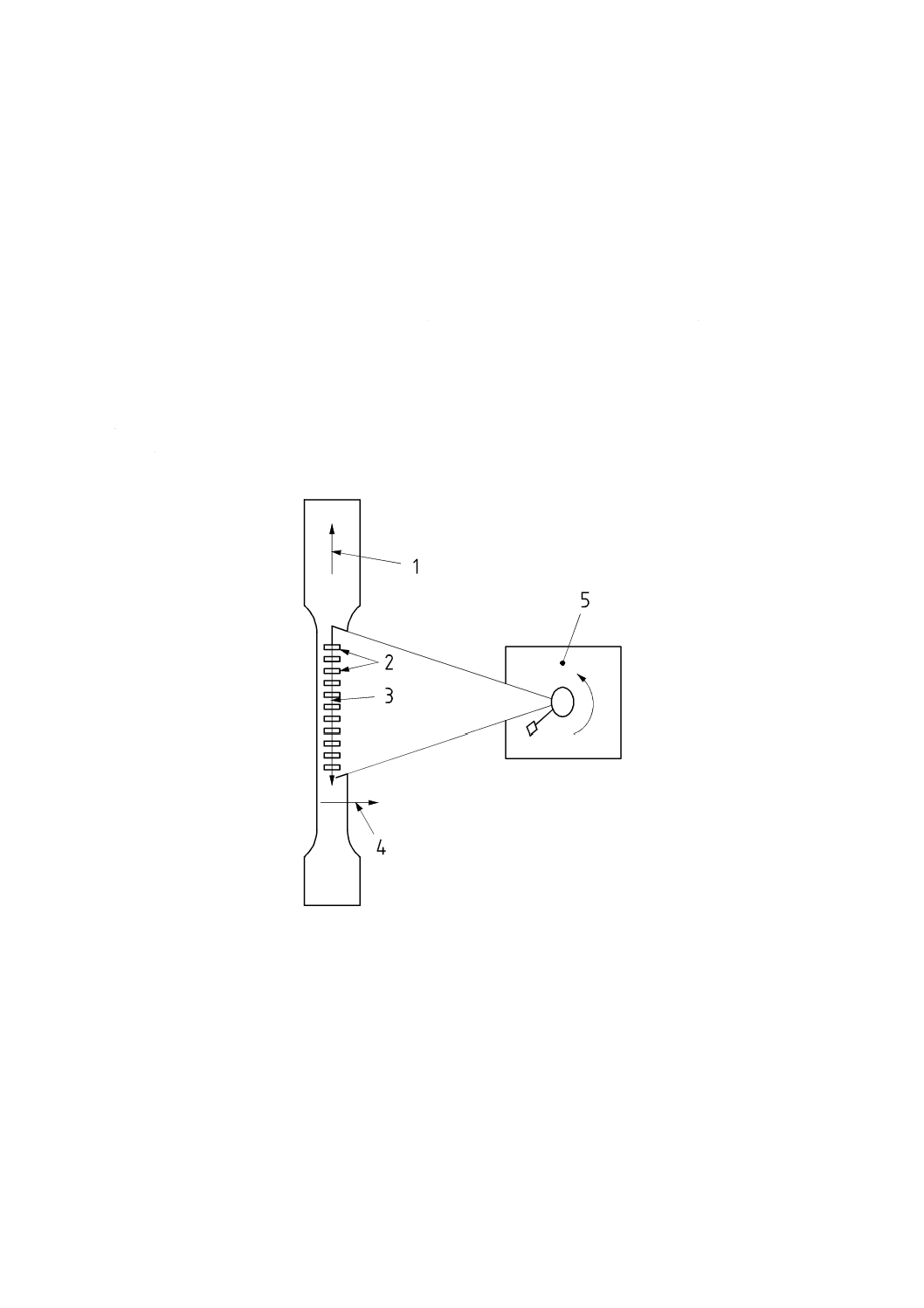
角度スキャナタイプのレーザ式伸び計
E.3.1 角度スキャナの動作原理
1 ひずみ
2 コントラストをもつストライプ
3 長手方向ひずみ
4 横方向ひずみ
5 スキャナ
図E.3−角度スキャナの動作原理
角度スキャナタイプのレーザ式伸び計は,次のように動作する。少なくとも二つの計測マーク又は完全
なセットの計測マークを伸びのない試験片上に位置付けする。レーザ光は,回転する鏡又はポリゴン鏡の
回転中心点に照射され,この点から放射状に試験片に対して偏向される(図E.3参照)。
33
B 7741:2019 (ISO 9513:2012)
試験片上に位置するマークにおいて,レーザ光は拡散によって散乱されるか,又は集中的に反射される。
受光器は,この光を解析し,伸びのない試験片上にダイス基準長さを求め,長さの変化及び複数のマーキ
ングを行った場合は,試験を行っている力の影響下でのそれらの分布を求める。必要に応じ,スキャン中
心点を更に水平方向に操作することで,同時に,横方向の伸長を求める。角度スキャナの場合,試験片は
平たんであり,また,試験片までの動作距離は,実験中一定に保持しなければならない。
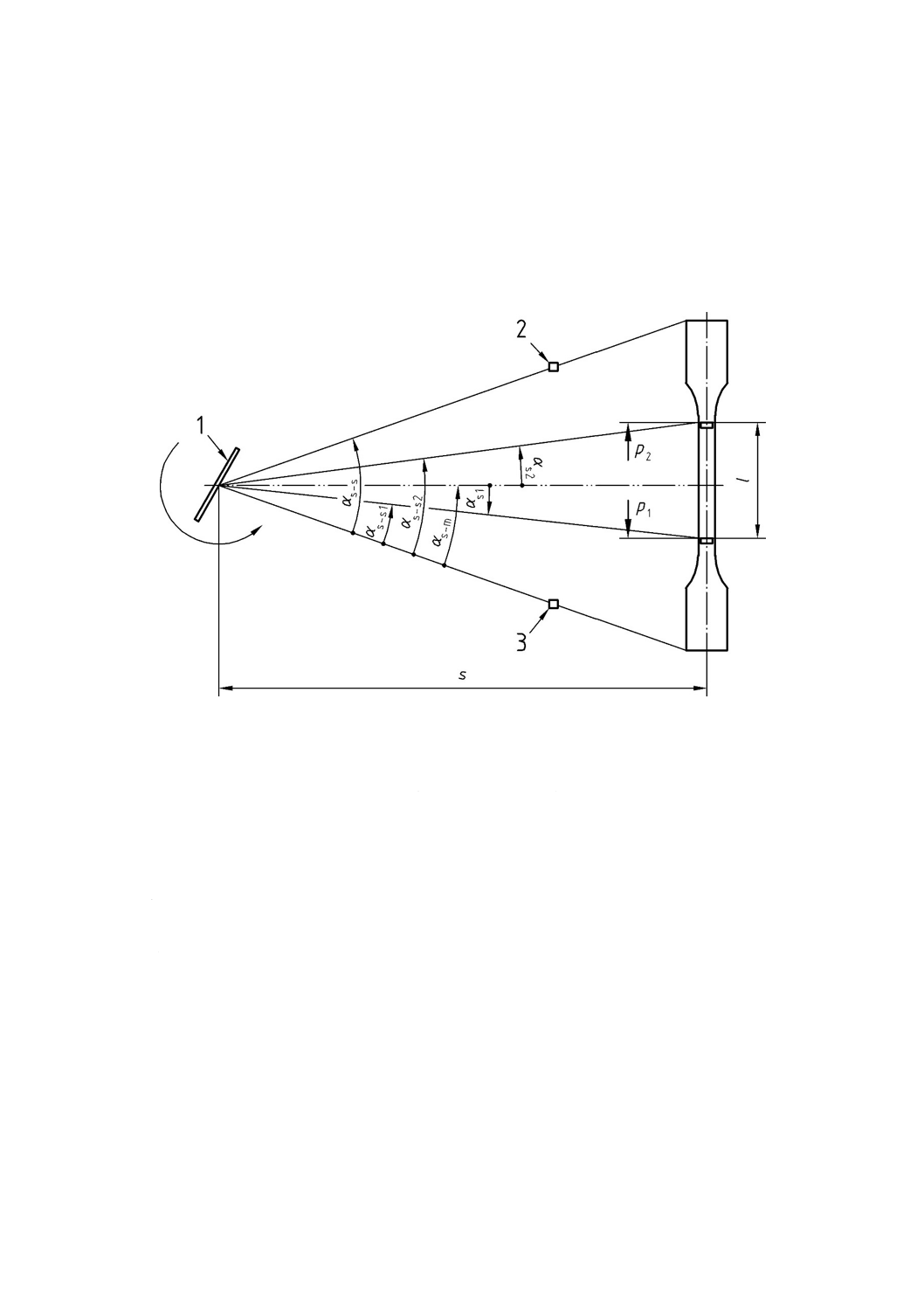
E.3.2 角度スキャナ,計測値及び精密さへの影響
1 偏向ユニット
2 ストップダイオード
3 スタートダイオード
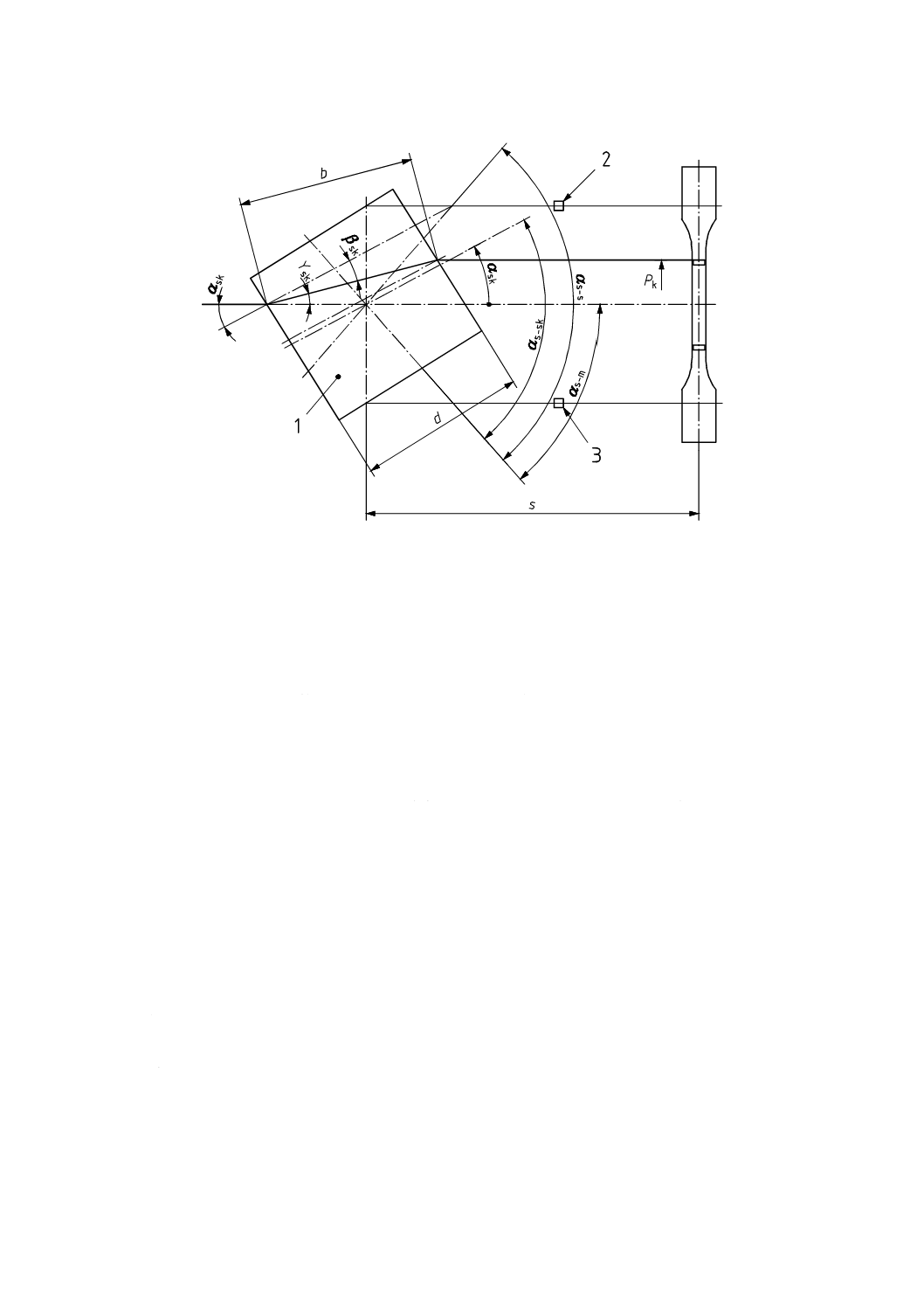
図E.4−角度スキャナの計測値
図E.4は,二つのストライプマーク間の計測における主な計測値及びパラメータを示す。次の値につい
て考慮することが望ましい。
αs−s :スタート・ストップ角度−スタートダイオードとストップダイオードとの間の角度
αs−s1 :スタート・ストライプ1角度−スタートダイオードと最初のストライプとの間の角度
αs−s2 :スタート・ストライプ2角度−スタートダイオードと2番目のストライプとの間の角度
αs−m :スタート・中間角度−スタートダイオードとシステムの中間軸との間の角度(中間軸は試験片の軸
に垂直に位置する。)
αs1 :ストライプ1の角度−中間軸と1番目のストライプとの間の角度
αs2 :ストライプ2の角度−中間軸と2番目のストライプとの間の角度
P1
:ストライプ1の位置−中間軸に対する位置(符号)
P2
:ストライプ2の位置−中間軸に対する位置(符号)
s
:偏光の中心と試験片表面との距離
l
:計測長さ−試験片上のマーク間の距離
34
B 7741:2019 (ISO 9513:2012)
両ストライプの位置P1及びP2は,角度と距離sとによって求められる。その角度は,タイミング装置
で計測する。任意のストライプの位置Pskについては,次の式(E.1)を用いる。
−
=
−
−
m
s
ss
sk
s
s
sk
tan
α
α
t
t
s
P
··················································· (E.1)
この式に対して,ストライプの位置を計算するために次の値を必要とする。
ts−s :スタート・ストップ時間
ts−s1 :スタート・ストライプ時間
αs−s :スタート・ストップ角度
αs−m :スタート・中間角度
s
:動作距離
絶対及び相対の動作延伸は,両ストライプ位置から求めることができる。
角度スキャナタイプのレーザ式伸び計の試験及び校正は,試験装置へ伸び計を接続し,その装置に特有
のパラメータを求めることである。この場合に観察しなければならないパラメータは,通常,製造業者か
ら提供される。
αs−s :スタート・ストップ角度
αs−m :スタート・中間角度
s
:試験片の先端からスキャン中心までの動作距離
試験及び必要に応じ,スタート・ストップ角度の再調整及び計測は,現場で行うことができる。スター
ト・中間角度及びスキャン中心からの動作距離sの計算は,既知の距離で精密に定義された二つのコント
ラストを成すストライプを用いた基準試験をこれらと平行に,また,光学軸に垂直に行い,更に角度スキ
ャナによって計測するという原理を用いて行う。各計測で二つのストライプマークの位置及びストライプ
マーク間距離が求められる。これに基づき,それぞれのスタート・中間角度を計算し,また,統計的手法
を用いて,全ての計測に対する最適化を行う。
35
B 7741:2019 (ISO 9513:2012)
E.4
平行スキャナタイプのレーザ式伸び計
1 ひずみ
2 コントラストをもつストライプ
3 長手方向ひずみ
4 横方向ひずみ
5 スキャナ
図E.5−平行スキャナ及び多数のストライプ
平行スキャナタイプのレーザ式伸び計は,次のように動作する(図E.5参照)。少なくとも二つの計測マ
ーク又は完全なセットの計測マークを伸びのない試験片上に位置付ける。レーザ光は,回転する平たんな
ガラス平面の回転中心点に入射される。入出射間でレーザ光はオプチカルフラットの二つの反対面で屈折
し,その結果,各々同一の屈折角になる。オプチカルフラットの回転に伴い,レーザ光はそれ自体に平行
に反射され,更に試験片に照射される。試験片上にあるストライプで,レーザ光は拡散によって散乱され
るか,又は正確に反射される。
受光器はこの光を解析し,伸びのない試験片上に基準長さを求め,長さの変化及び複数のマーキングを
行った場合は,試験を行っている力の影響下でのそれらの分布を求める。必要に応じて,スキャン中心点
を更に水平方向に操作することで,同時に厚さの横方向の伸長を求める。
36
B 7741:2019 (ISO 9513:2012)
1 偏向ユニット
2 ストップダイオード
3 スタートダイオード
図E.6−平行スキャナの計測値
図E.6は,二つのストライプマーク間で生じる主な計測値及びパラメータを示す。
平行スキャナについての計算は,角度スキャナに比べ相当複雑である。さらに,“スタート・ストップ”
角度及び“スタート・ストライプ”の有意性を計算するのは簡単ではない。
角度スキャナと同様に,偏向ユニットは“回転素子”に取り付けられる。この回転素子は,“中立位置”
の維持が望ましい。中立位置は,光がオプチカルフラットを通過する際に,偏向されない位置である。実
際中立位置は,オプチカルフラットの端が光学軸に平行又は垂直に位置している場合である。上記の説明
図では,ニュートラル位置から角度αskに沿って数学的に正回転を行ったときに生じる状態を表している。
偏向ユニットの“適切な”回転によって,レーザ光をスタートダイオード又はストップダイオードに向け
ることができる。したがって,偏向ユニットが形成する角度が,校正パラメータの“スタート・ストップ
角度”に対応する。
角度スキャナでは,レーザ光がスタートダイオードに達したときに時間計測を開始する。ωaは,偏向ユ
ニットの角速度を表す。一方,これは一定である。
計算には,次のパラメータが必要である。
αs−s :スタート・ストップ角度
αs−s1 :スタート・ストライプ1角度
αs−s2 :スタート・ストライプ2角度
αs−m :スタート・中間角度
αs1 :ストライプ1の角度
αs2 :ストライプ2の角度
37
B 7741:2019 (ISO 9513:2012)
p1
:ストライプ1の位置
p2
:ストライプ2の位置
s
:偏向の中心と試験片表面の距離
l
:計測長さ−試験片上のマーク間距離
ωa
:偏向ユニットの角速度
d
:オプチカルフラットのエッジ間距離
η
:オプチカルフラットの屈折率
任意のストライプの位置を計算するには,次の式(E.2)及び式(E.3)を用いる。
m
s
ss
sk
s
s
sk
−
−
−
=
α
α
α
t
t
······························································ (E.2)
−
−
=
)
(
)
(
)
(
sk
2
2
sk
sk
sk
sin
cos
1
sin
α
η
α
α
d
p
···································· (E.3)
任意のストライプの位置を計算するには,次が必要である。
ts−s :スタート・ストップ時間
ts−sk :スタート・ストライプ時間
αs−s :装置パラメータのスタート・ストップ角度
αs−m :装置パラメータのスタート・中間角度
d
:装置パラメータのオプチカルフラットのエッジ間距離
η
:装置パラメータのオプチカルフラットの屈折率
平行スキャナタイプのレーザ式伸び計の試験及び校正は,試験装置へ伸び計を接続し,その装置に特有
のパラメータを求めることである。この場合に観察しなければならないパラメータは,通常,製造業者か
ら提供される。
αs−s :スタート・ストップ角度
αs−m :スタート・中間角度
d
:オプチカルフラットのエッジ間距離
η
:オプチカルフラットの屈折率
エッジ間距離d及び屈折率ηは,製造業者から提供される情報に基づく。ここでは,屈折率は使用する
レーザの波長に依存することに注意しなければならない。
平行スキャナに与えられる角度位置はレーザ光の位置ではなく,むしろ偏向素子(ここでは偏向レーザ
光が対応する動きをする。)の位置に関係する。試験及び必要に応じ,スタート・ストップ角度の再調整及
び計測は,現場で比較的容易に実施できる。
スタート・中間角度の計算及び試験,並びに必要に応じ,スキャン中心からの動作距離の調節は,既知
の距離で精密に定義された二つのコントラストをもつストライプをマークした試験対象をこれらと平行に,
また,光学軸に垂直にして,平行スキャナによって計測するといった原理を用いて行う。各計測で二つの
ストライプマークの位置及びストライプマーク間距離が求められる。これに基づき,それぞれのスタート・
中間角度を計算し,また,統計的手法を用いて,全ての計測に対する最適化を行う。
38
B 7741:2019 (ISO 9513:2012)
附属書F
(参考)
ビデオ式伸び計
F.1
ビデオ式伸び計の動作原理
ビデオ式伸び計システムは,少なくとも光学システムをもつカメラ1台,及び対応する画像処理システ
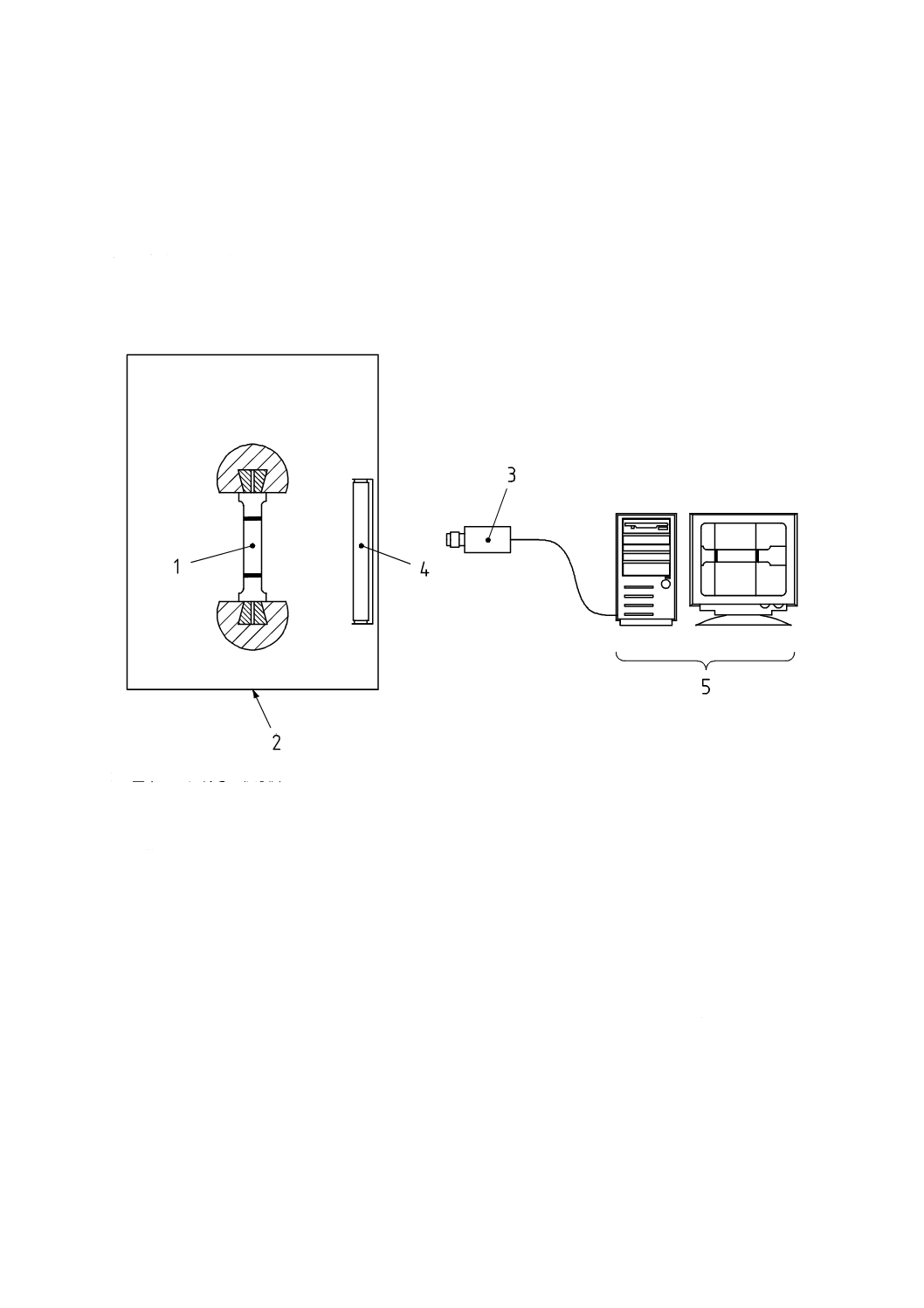
ムから構成する(図F.1参照)。
1 基準マーク付きの試験片
2 試験機
3 ビデオカメラ
4 光源
5 画像処理器
図F.1−動作原理
試験片の表面には,負荷軸に沿って,また,ときには負荷軸と直角に,少なくとも二つの基準マークを
付ける(図F.2参照)。これらのマークは,背景とはっきりしたコントラストを成すものでなければならず,
カラーマーク又は接着タイプのステッカであってもよい。これらのマークのコントラスト基準エッジ間の
距離が初期計測長さに相当し,それが誘引されるひずみ又は圧縮に伴い変化する。ビデオ式伸び計では,
この変化を1台又は複数のカメラでモニタし,ビデオ信号の高速処理によって,ビデオ信号は延伸又は圧
縮の計測値に変換及び保存され,必要に応じて試験設定時の目標値として使用される。
39
B 7741:2019 (ISO 9513:2012)
X 試験時間
Y コントラストマークの位置変化
図F.2−計測原理
コントラストマークの位置変化を検出する方法を,次に示す(図F.3参照)。
カメラは,規則正しい線形パターンで非常に密接して配置された電荷結合素子(CCD)のマトリックス
から成る。外部で設定できる積分時間の間に,これらの素子(ピクセルとも呼ばれる。)は入射光をそれに
比例した電荷に変換する。制御パルスを用いて,これらの電荷は,コンデンサマトリックスに同期的に再
ロードされ,そこからシフトレジスタを介して,電荷−比例電圧として列又は行のいずれかに読み出しで
きる。この電圧の振幅は,光のグレースケールに対応するが,この電圧はデジタル化され,グレースケー
ル値関数に変換され,個々のピクセル位置に割り当てられる。ピクセルアドレスに割り当てられたこれら
グレースケール関数のパターンによって,CCDにマッピングされた計測エッジ位置及び変位の計算,並び
に高分解能でそれらのスペースでの変化を計算するには,比較的小さなコンピュータの計算力しか必要と
しない。
(
)
e0
e0
ei
i
/L
L
L−
=
ε
(
)
1
0
2
0
e0
t
t
L
−
=
(
)
1
2
ei
i
it
t
L
−
=
1
0t
2
it
1
it
2
0t
40
B 7741:2019 (ISO 9513:2012)
1 接合部
2 二酸化けい素
3 P型シリコン
4 空乏P層(光にさらされないCCDピクセル)
5 光による自由電子(光にさらされるCCDピクセル)
6 カメラ
注a) 光透過性のもの
図F.3−動作原理
本来,ピクセルの数行又は数列だけがエッジ位置のパターンに関しての情報を含んでいるので,開始位
置を一旦入力すると,エッジが動いたピクセル領域に読み出しを制限することができる。長手方向の軸に
沿うエッジの変位を計測するとともに,交差方向の収縮を同じ時間枠内で計測できる。
高速信号処理器を用いて,二つのエッジ間だけでなく観察グリッド全体にわたっても主軸におけるひず
みを計測することが可能である。
F.2
校正の選択肢及びビデオ式伸び計に及ぼす外部からの影響
校正には,通常の機械的校正方法(ブロックゲージ,機械式及び光学式計測センサ,干渉計測方法など)
を用いることができ,その場合,計測用ストライプマークを不連続の位置にセットし,計測を行う。さら
に,機械的に定義された“グリッド素子”も使用でき,それはグリッド間隔が既知である試験片上のポイ
ントに当てはめられる。計測の精度は,使用者が認知し,管理しなければならないあらゆる影響因子に左
右され得る。
a)
a)
41
B 7741:2019 (ISO 9513:2012)
そのうち一つの影響因子は,カメラの視野であり,それはレンズの焦点距離並びにCCDとレンズ間及
び試験片とレンズ間との距離によって定義される。カメラが焦点面でn回の解像が可能な場合,視野及び
CCDピクセル面が光軸に垂直であるならば,同じことが計測範囲にも当てはまる。光の回折によって,標
線の間隔が狭くなる場合,狭い方向(回折の影響が少ない)で合わせることが重要である。
実験的に検出するのが困難であるマッピング原理に関与する他の影響因子は,光学軸に対する試験片の
動き,及び画像・対象物面で生じ得る傾きに起因する。後者は,絶対長さ又は長さ変化の計測誤差の原因
となり得る。このことは,規格で要求されていることと矛盾するおそれがある。しかし,原理として,正
確な相対計測を許容する。
また,別の影響因子はカメラ又はレンズの振動から生じるもので,マッピング比の関係で,焦点面に非
常に大きな影響を与えることがある。一方,試験片の動きによる影響は一般に小さい。
ピクセルの照度振幅強度を計測する場合,個々のピクセル間の参照エッジの光強度遷移の定義に基づく,
いわゆるピクセル間補間法を計測過程で用いる。このため,試験片は光源で,又は経時的に変化しない人
口光によって照射されなければならない。経時的に常に変動する太陽光は,試験片及びカメラから必ず排
除する。試験片は,カメラ方向で広く光を散乱するだけであり,また,カメラレンズに対し,直接反射が
ないような方法で,直流又は高周波交流による光源で必ず照射する。
カメラシステムの光学的干渉を避けるため,オペレータは明るい色の服を着用せず,実験中はできる限
り動かない。また,CCDの特性曲線がピクセルの量子効率の変化によってシフトする可能性があるので,
試験中,カメラ構成品の温度を一定に維持するよう注意しなければならない。
これらの外部影響因子には,試験片を片側だけ固定した状態で全ての構成要素の電源を入れて,計測信
号のドリフトを観察することによって定量的に検出できるものもある。
上記の環境的影響因子を考慮するとともに,記録システムの動的特性及び試験片変形にも注意すること
が重要である。変形速度とピクセルの光積分時間とが比例関係にあることを必ず確認し,また,試験片上
の経時的変形移動が焦点面において不明確にならないことを保証する。
既知かつ一定の間隔にある二重線の二つのストライプが計測領域を通過し,そのストライプが視野を通
過する場合,特に効果的である。
42
B 7741:2019 (ISO 9513:2012)
附属書G
(参考)
全視野ひずみ計測ビデオ式伸び計
G.1
一般
全視野ひずみ計測とは,負荷応力を受ける試験片表面全体の,“面内”ひずみ場の計測を指す。
G.2
概要
従来の伸び計は,拡張された長さ(標点距離)において全体的な変位を計測する。全視野ひずみ計測方
式は,表面上の複数計測点で,複数の直交ひずみ及びせん断ひずみの成分値を計測する。
一般的に使用される技法は,非接触の光方式であるが,技法によっては“面内”のひずみ及び“面外”
の変位並びに形状の両方を計測するよう拡張できる。
ひずみ場を計算するために必要な処理量,及び生成されるデータ量を,これらのシステムは“リアルタ
イム”に結果を出さず,複数のイメージを試験時に集積し,ひずみ場データを生成するために“後処理”
されることを意味する。
全視野ひずみを計測する際,“空間分解能”(つまり,ひずみ値が計算される計測点の密度)とひずみ値
の分解能との間で妥協が必要となる。多数の隣接計測点間のひずみ値を平均し,空間分解能を削減すると,
ひずみ値の分解能が高くなる。
G.3
技法
G.3.1 デジタル式画像相関法(DIC)
DICは,試験片表面上の,対照的な規則性のないパターンの存在に依存する画像分析技法である。画像
は通常,CCDカメラを使用して取得されるが,他の画像キャプチャデバイス(AFM:Atomic Force Microscope
及びSEM:Scanning Electron Microscope)が使用されることもある。
この技法では,異なるタイミングで取得された試験片の二つの画像(例えば,変形前及び変形後)の比
較が行われる。画像から選択されたサブ画像が相互相関アルゴリズムを用いて比較され,表面の変位マッ
プを生成する。それ以降の処理によって,2Dのひずみ場データが生成される。
デジタル式画像相関法では,非干渉性(白色光)照明を使用する。表面の規則性のないパターンは,幾
つかの方法で生成される。材料の中には,直接使用できる自然テクスチャをもつもの,又はコントラスト
を生成する媒体を用いて適用可能な規則性のないパターンをもつものがある。
複数のカメラが使用される場合は,3D形状計測及び変形計測の両方を行うことが可能である。
G.3.2 電子スペックルパターン干渉法(ESPI)
ESPIでは,試験片に対して二方向からの干渉性レーザ照射を行い,その表面に干渉フリンジを含むスペ
ックルパターンを生成し,CCDカメラで記録する。画像を解析すると,変位ベクトルに関する全視野情報
が提供される。使用される光学システムによっては,ESPIは独自に面内及び面外の変位の両方を感知でき
る。その後,ひずみ場を処理し,全視野ひずみマップが取得される。
G.3.3 光弾性法
光弾性法の応力解析は,応力を受ける透明の材料によって示される一時的な複屈折に基づいて行われる。
こうした材料を,偏光を通して見ると,ひずみの方向と大きさとに応じてフリンジが発生する。この技法
43
B 7741:2019 (ISO 9513:2012)
は,伝送モードで直接的に,透明の材料において使用できる。より一般的には,反射光弾性法が使用でき
る。これは,半透明の物体に透明のポリマ塗膜を結合し,ひずみが存在することを証明する。
光弾性フリンジは偏光器を使用して観察し,デジタルカメラで撮影し,デジタル処理方式で解析する。
G.3.4 幾何学的モアレ
幾何学的モアレとは白色光技法であり(つまり,干渉性照明は不要),負荷をかけられた試験片に取り付
けられたグリッドと,非変形の基準グリッドとを比較し,全視野ひずみを計算する。グリッドによって形
成されたモアレフリンジは,通常,CCDカメラで記録される。フリンジの動きを見ると,フリンジに対し
て垂直な試験片表面上の面内変形に関する情報を得られる。その後,変位場を数値的に差別化し,2Dひず
みマップを生成する。
G.3.5 回折格子(モアレ)干渉法
回折格子干渉法は,原則的には幾何学的モアレと似ているが,格子がはるかに小さいため,より感度の
高い技法である。回折格子干渉法では,試験片に対する干渉性レーザ照射に加え,試験片表面上に高周波
格子パターンを使用する。モアレフリンジが形成され,CCDカメラで記録される。フリンジの動きを見る
と,フリンジに対して垂直な試験片表面上の面内変形に関する情報を得られる。試験片に対して異なる方
向からレーザ照射することによって,面内変位ベクトルに関する全視野情報が提供される。変位場を数値
的に差別化し,ひずみを生成する。
G.4
全視野ひずみ計測システムの校正
全視野ひずみ計測システムは複雑であり,このシステムから生成されるデータ量も多いことから,従来
の伸び計向けに策定された手法では,これらのシステムの全ての側面を検証することはできない。ただし,
全視野ひずみデータを処理し,試験片の二つのポイント間の軸ひずみ合計値を算出することは可能である。
この値を,従来の伸び計によって生成される値と比較すると,従来の伸び計を校正するための手法を適用
できる。
様々なタイプの全視野ひずみ計測システムの校正方法については,参考文献[13]〜[20]を参照する。
44
B 7741:2019 (ISO 9513:2012)
附属書H
(参考)
クロスヘッド測定システムの校正
クロスヘッド測定システムの校正は,原則的には,この規格に規定している方法と同じ方法で行うこと
ができる。
標点距離の計測は,省略できる。
校正証明書に,開始点を明記する。
機械的剛性とは,試験システムの力とたわみとの比を表す。これには,試験機のフレーム,ひずみが与
えるメカニズム,力を計測する装置,並びに試験片を保持するグリップ及びアタッチメントも含まれる。
剛性の低い試験システムについては,クロスヘッドの移動速度は,グリップの分離速度と同じにはならな
い。したがって,コンプライアンス補正を行っていないクロスヘッドの動作は,試験片のたわみの計測に
は使用しない方が望ましい。つまり,グリップの分離速度と,必要であればその計測の精度とが,ISO
5893 [21] 及びASTM E2309 [7] の要件に対応できるよう,試験片に比べて剛性の高い試験システムを使用
することが望ましい。
45
B 7741:2019 (ISO 9513:2012)
参考文献
[1] ASTM E83-06,Standard Practice for Verification and Classification of Extensometer Systems
[2] Loveday, Malcolm S. and Gibbons, Thomas B. Measurement of Creep Strain: a) The influence of
Order-Disorder Transformations in Ni-Cr-base alloys and b) A Code of Practice for the Use of Ni-base alloy
Extensometers. Materials at High Temperatures, 24(2), 2007, pp. 113-118
[3] Loveday, Malcolm S. and Rodger, Gordon. Calibration and Traceability of Notch Creep Strain Measurements.
Materials at High temperatures, 21(3), 2004, pp. 161-167
[4] Loveday, Malcolm S. Considerations on the Measurement of Creep Strain in Bridgman Notches. Materials at
High Temperatures, 21(3), 2004, pp. 169-174
[5] Walters, D.J. and Loveday, M.S. Strain Measurements by contact methods and extensometry, Chapter 5. In:
Materials Metrology and Standards for Structural Performance (Eds. Dyson, B.F., M.S. Loveday and M.G. Gee),
Pub. Chapman & Hall, London, 1995, ISBN 0 412 58270 8, pp 81-113
[6] Albright, J. Dynamic Strain Measurements, Chapter 6. In: Materials Metrology and Standards for Structural
Performance (Eds. Dyson, B.F., M.S. Loveday and M.G. Gee), Pub. Chapman & Hall, London, 1995, ISBN 0
412 58270 8, pp. 114-133
[7] ASTM E2309-05,Standard Practices for Verification of Displacement Measuring Systems and Devices Used in
Material Testing Machines
[8] NPL report CMAM 45,The performance of portable extensometer calibration rigs. October 1999, ISSN
1369-6785
[9] Loveday, Malcolm S. and Rodger, Gordon. Calibration and Traceability of Notch Creep Strain Measurements.
Materials at High Temperatures, 21(3), 2004, pp. 169-174
[10] Loveday, Malcolm S. High temperature axial extensometers: standards, calibration and usage. In: High
Temperature Strain Measurement, (Hurst R.C. et al., eds.). Elsevier Applied Science, 1986, pp. 31-47
[11] ISO/IEC Guide 98-3,Uncertainty of measurement−Part 3: Guide to the expression of uncertainty in
measurement (GUM:1995)
[12] ISO 7500-1:2004,Metallic materials−Verification of static uniaxial testing machines−Part 1:
Tension/compression testing machines−Verification and calibration of the force-measuring system
[13] VAMAS TWA26,Draft Proposed Pre-Standard Part 1 Reference Material for Optical Methods of Strain
Measurement (January 2007)
[14] VAMAS TWA26,Draft Proposed Pre-Standard Part 2 Standardised Test Materials for Optical Methods of
Strain Measurement (January 2007)
[15] Standardised Project for Optical Techniques of Strain measurement (SPOTS), EU contract no. G6RDCT-
2002-00856, www.opticalstrain.org
[16] Sharpe, William N., Jr. (ed.) Springer Handbook of Experimental Solid Mechanics. Springer ISBN:
978-0-387-26883-5 (2000)
[17] ASTM E2208-02,Standard Guide for Evaluating Non-Contacting Optical Strain Measurement Systems
[18] DIN 54180-1 (Jan. 1997),Zerstörungsfreie Prüfung−Shearografie−Teil 1: Allgemeine Grundlagen
(Document "DIN 54180-Teil 1.pdf")
46
B 7741:2019 (ISO 9513:2012)
[19] DIN 54180-2 (Jan. 1997),Zerstörungsfreie Prüfung−Shearografie−Teil 2: Geräte (Document "DIN 54180-
Teil 2.pdf")
[20] DIN V 54180-3 (März 1997),Zerstörungsfreie Prüfung−Shearografie−Teil 3: Prüfungen von Rohrleitungen
(Document "DIN 54180-Teil 3.pdf")
[21] ISO 5893:2002,Rubber and plastics test equipment−Tensile, flexural and compression types (constant rate of
traverse)−Specification