B 7730:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 基準片の製造方法及び形状 ································································································· 2
4.1 製造方法 ······················································································································ 2
4.2 形状及び寸法 ················································································································ 2
5 校正用試験機 ··················································································································· 2
5.1 一般 ···························································································································· 2
5.2 試験力 ························································································································· 2
5.3 ダイヤモンド圧子 ·········································································································· 2
5.4 球圧子の球 ··················································································································· 4
5.5 押込み深さ測定装置 ······································································································· 4
5.6 試験条件 ······················································································································ 4
6 基準片の校正手順 ············································································································· 4
7 基準片の硬さの均一性 ······································································································· 5
8 表示······························································································································· 5
9 基準片の硬さ値の有効性 ···································································································· 6
附属書A(参考)基準片の均一性 ···························································································· 7
附属書B(参考)硬さ基準片の硬さ平均値の不確かさ ·································································· 9
附属書C(規定)基準ダイヤモンド圧子の条件 ········································································· 13
附属書JA(参考)校正用試験機の管理方法 ·············································································· 14
参考文献 ···························································································································· 15
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 16
B 7730:2017
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本試験機工業会
(JTM)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 7730:2010は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 7730:2017
ロックウェル硬さ試験−基準片の校正
Rockwell hardness test-Calibration of reference blocks
序文
この規格は,2015年に第3版として発行されたISO 6508-3を基とし,国内の実情を反映させるため技
術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,JIS B 7726に規定するロックウェル硬さ試験機の間接検証,試験機の日常の精度管理など
に用いるA〜H,K,N及びTスケールの硬さ基準片(以下,基準片という。)の校正方法について規定す
る。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 6508-3:2015,Metallic materials−Rockwell hardness test−Part 3: Calibration of reference blocks
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
注記 対応国際規格:ISO 4287,Geometrical Product Specifications (GPS)−Surface texture: Profile
method−Terms, definitions and surface texture parameters
JIS B 0621 幾何偏差の定義及び表示
JIS B 7726 ロックウェル硬さ試験−試験機及び圧子の検証及び校正
注記 対応国際規格:ISO 6508-2,Metallic materials−Rockwell hardness test−Part 2: Verification and
calibration of testing machines and indenters
JIS B 7728 一軸試験機の検証に使用する力計の校正方法
注記 対応国際規格:ISO 376,Metallic materials−Calibration of force-proving instruments used for the
verification of uniaxial testing machines
JIS Z 2245 ロックウェル硬さ試験−試験方法
2
B 7730:2017
注記 対応国際規格:ISO 6508-1,Metallic materials−Rockwell hardness test−Part 1: Test method
JIS Z 8103 計測用語
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8103による。
4
基準片の製造方法及び形状
4.1
製造方法
基準片の製造方法は,次による。
a) 基準片の材料は,硬さ均一性を保たせることを考慮して選定する。
b) 基準片は,所定の硬さを得るために必要な熱処理を行い,硬さが均一で,経時変化が生じないような
製造方法とする。
c) 鋼製の基準片は,磁気を帯びていないようにする。
d) 基準片には,硬さ測定に有害なきずなどがあってはならない。
4.2
形状及び寸法
基準片の形状及び寸法は,表1による。表面粗さの定義は,JIS B 0601による。また,平行度及び平面
度の定義は,JIS B 0621による。
基準片の使用面は,1平面だけとする。また,周縁から4 mm以上内側を使用範囲とする。
表1−基準片の形状及び寸法
厚さ
6 mm以上
平面度(使用面)
10 µm以下
平行度(裏面に対する)
20 µm/50 mm以下
表面粗さRaの
許容値
使用面
0.3 µm
裏面
0.8 µm
注記 基準片の厚さは,6 mm以上が望ましい。また,測定
くぼみ数の増加による硬さ変化の影響を最小限に抑
えるため,厚い基準片を用いることが望ましい。
5
校正用試験機
5.1
一般
校正用試験機は,JIS B 7726の規定に適合し,更に5.2〜5.6を満足しなければならない。また,直接検
証は12か月以内の間隔で行う。検証は(23±5) ℃で,国家標準にトレーサブルな機器を用いて行う。
注記 校正用試験機の管理方法を参考として附属書JAに示す。
5.2
試験力
試験力の測定に用いる力計は,JIS B 7728の0.5級以上とし,初試験力の許容差は,呼び値に対して±
0.2 %とし,全試験力の許容差は,呼び値に対して±0.1 %とする。試験力を測定するときの圧子取付け軸
の位置は,基準の位置及び硬さ指示の位置とする。
5.3
ダイヤモンド圧子
ダイヤモンド圧子は,12か月以内の周期で間接検証し,直接検証の周期は,5年以下とする。ダイヤモ
ンド圧子の形状測定は,等間隔の8断面以上について,次によって行う。
3
B 7730:2017
a) ダイヤモンド円すい(錐)部の円すい角は,中心軸を含む各断面で120°±0.17°とし,平均は,120°
±0.1°とする。
b) ダイヤモンド円すい部の母線の真直度は,0.4 mm当たり0.000 5 mm以下とする。
c) ダイヤモンド先端の球面部の半径は,中心軸を含む8断面以上で測定し,各断面の半径は,(0.200±
0.007) mm,平均値は,(0.200±0.005) mmとする。また,断面の部分円の輪郭度は,0.002 mm以下と
する。
注記 ダイヤモンド圧子の先端は,通常,完全な球形ではなく,測る場所によって半径が異なる。
圧子軸に対するダイヤモンドの結晶方位によって,先端の研磨されやすさが異なるため,中
央の圧子軸付近の面で表面がより平らになったり,とが(尖)ったりする。ダイヤモンド先
端の球面部(真球度)は,幅の異なる複数の測定領域を測定することで評価できる。この測
定領域は,圧子軸に対して垂直な線に沿って測定した幅によって制限がある。例えば,次の
領域を評価することができる。
・ 圧子軸から±80 μm
・ 圧子軸から±60 μm
・ 圧子軸から±40 μm
d) ダイヤモンドの円すい部の中心軸は,ホルダーの座面に対して90°±0.3°とする。
e) 円すい部と先端の球面部とは滑らかに正接していなければならない。両者の接続部に相当する圧子軸
から90 µm〜110 µmの領域は,測定から除外する。
f)
ダイヤモンド圧子の硬さ特性は,基準圧子に対する3点の硬さ平均値の差で±0.4 HRとする。比較す
る硬さは,表2〜表5による。基準ダイヤモンド圧子の条件は,附属書Cによる。
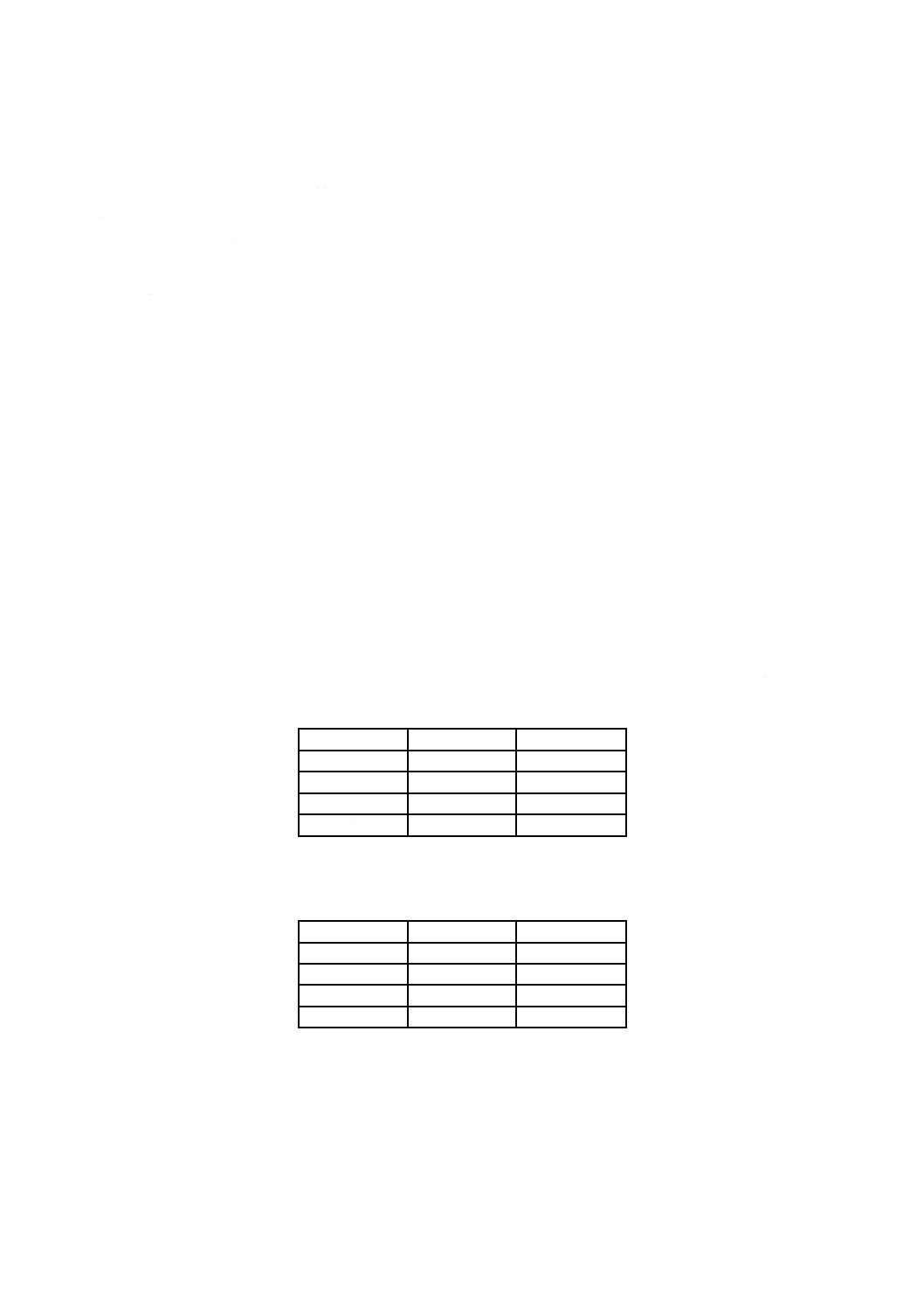
表2−ロックウェルとロックウェルスーパーフィシャルスケール硬さ基準片(A,C,D及びN)
校正用圧子との比較に使用する硬さレベル
スケール
呼び硬さ
硬さレベル
HRC
23
20〜26
HRC
55
52〜58
HR45N
43
40〜46
HR15N
91
88〜94
表3−ロックウェルとロックウェルスーパーフィシャルスケール硬さ基準片(A,C,D及びN)
校正用圧子との比較に使用する代替硬さレベル
スケール
呼び硬さ
硬さレベル
HRC
25
22〜28
HRC
63
60〜65
HR30N
64
60〜69
HR15N
91
88〜94
4
B 7730:2017
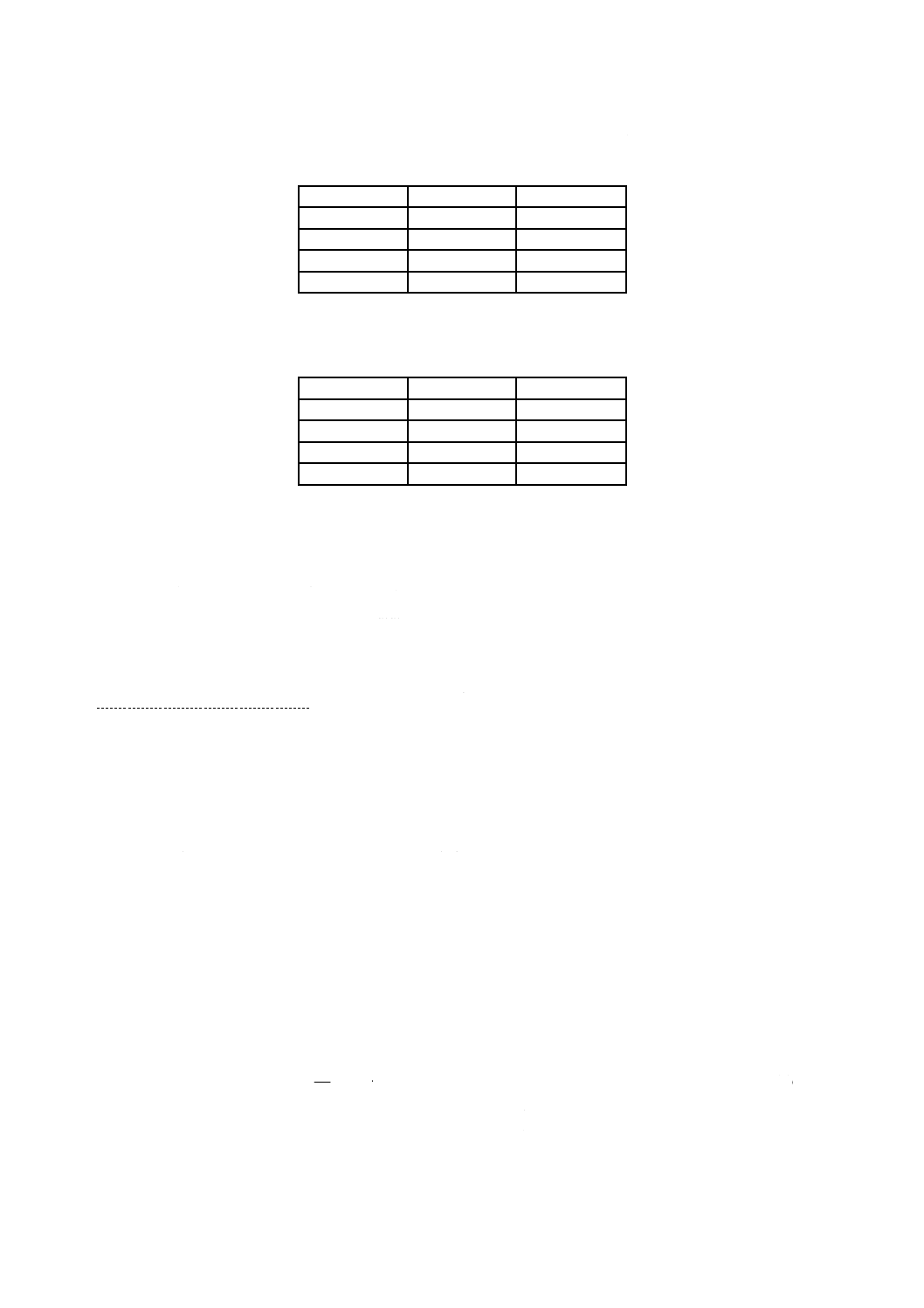
表4−ロックウェルスケール硬さ基準片(A,C及びD)
校正専用圧子の比較に使用する硬さレベル
スケール
呼び硬さ
硬さレベル
HRC
25
22〜28
HRC
45
42〜50
HRC
63
60〜65
HRA
81
78〜84
表5−ロックウェルスーパーフィシャルスケール硬さ基準片(N)
校正専用圧子の比較に使用する硬さレベル
スケール
呼び硬さ
硬さレベル
HR15N
91
88〜94
HR30N
64
60〜69
HR30N
46
42〜50
HR45N
25
22〜29
5.4
球圧子の球
球圧子の球は,12か月以内の周期で交換する。
球の直径は,3か所以上測定する。直径の公称値に対する許容差は,次の値とする。
・ 公称直径1.587 5 mmの場合,±0.002 0 mm
・ 公称直径3.175 mmの場合,±0.003 mm
5.5
押込み深さ測定装置
押込み深さ測定装置は,圧子の変位を±0.1 µmの正確さで測定できるものとする。また,その拡張不確
かさ(包含係数k=2)は,0.2 µm以下であることが望ましい。
5.6
試験条件
試験動作時間は,±0.5 s未満の不確かさで測定し,箇条6のb)〜f)を満足していることを確認する。
6
基準片の校正手順
基準片の校正手順は,次による。
a) 試験温度は,(23±5) ℃とする。校正中の温度変化は±1 ℃が望ましい。
b) 圧子が試料に接近する速度は,1 mm/s以下とする。
注記1 減衰装置がない試験機の場合,圧子が試料表面に接するときの速さは,0.3 mm/s以下であ
ることが望ましい。
c) 衝撃及び振動を伴わないように初試験力を加える。初試験力の合計時間Tpは,2 s〜4 sとし,式(1)に
よって求める。
注記2 電子制御型の試験機の場合には,初試験力の負荷所要時間(Ta)と初試験力の保持時間(Tpm)
とを用い,式(1)によって求めることができる。
pm
a
p
2
T
T
T
+
=
············································································· (1)
ここに,
Tp: 初試験力の合計時間(s)
Ta: 初試験力の負荷所要時間(s)
Tpm: 初試験力の保持時間(s)
5
B 7730:2017
d) 衝撃及び振動を伴わないように追加試験力を加えて全試験力とする。初試験力から全試験力への追加
試験力を加える所要時間は,1 s〜8 s(HR-N,HR-Tは,4 s以下)とする。
注記3 0.8 F〜0.99 F(F:全試験力)での押込み速度は,15 µm/s〜40 µm/sが望ましい。
e) 全試験力の保持時間は,4 s〜6 sとする。
f)
全試験力を初試験力に戻した後,3 s〜5 sの間に圧子の変位から硬さを求める。
g) 硬さの測定は,試験面全体を代表するよう5点以上とし,その平均値を基準片の硬さとする。
h) 上記a)〜g)以外の硬さ測定の条件は,JIS Z 2245による。
7
基準片の硬さの均一性
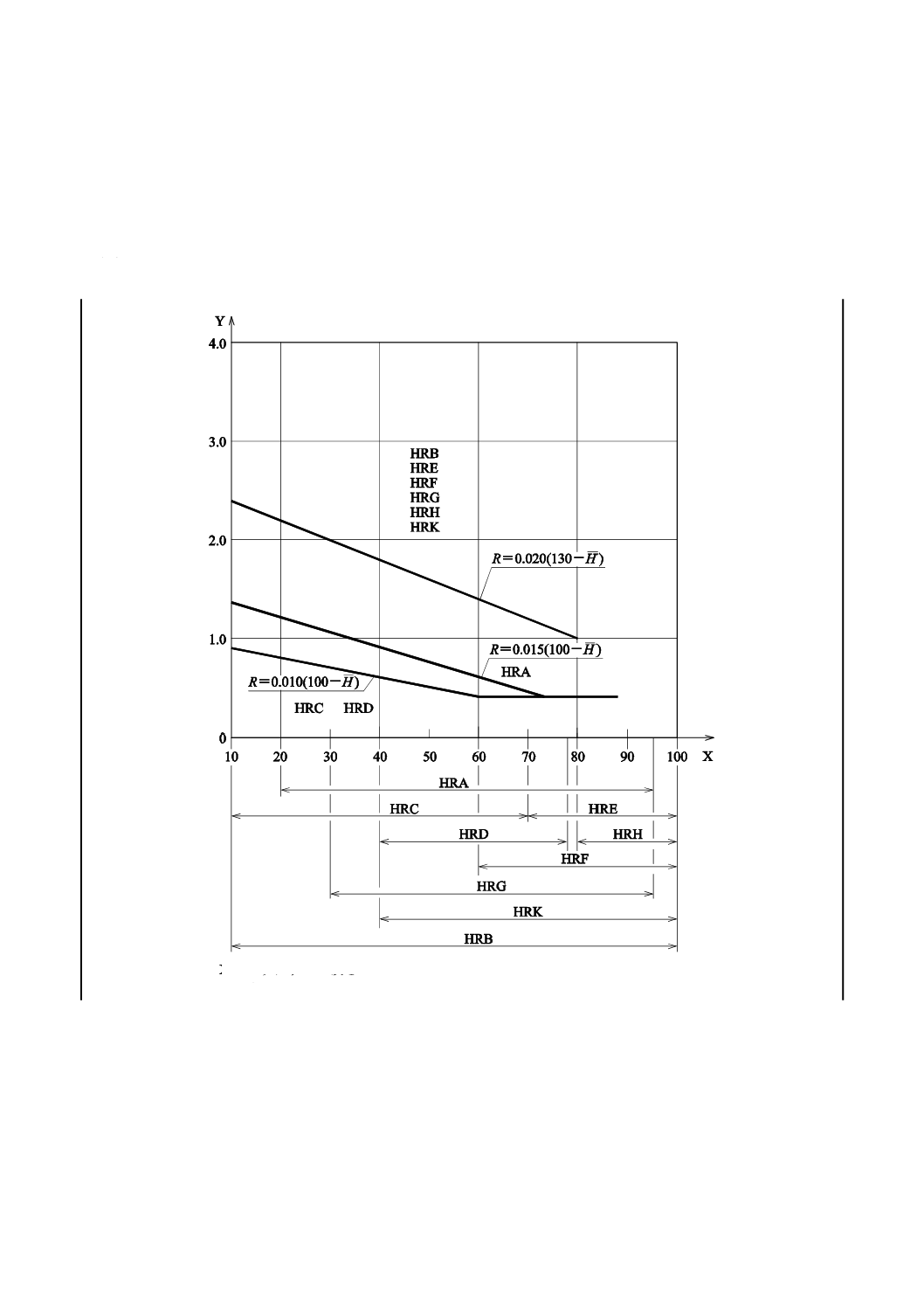
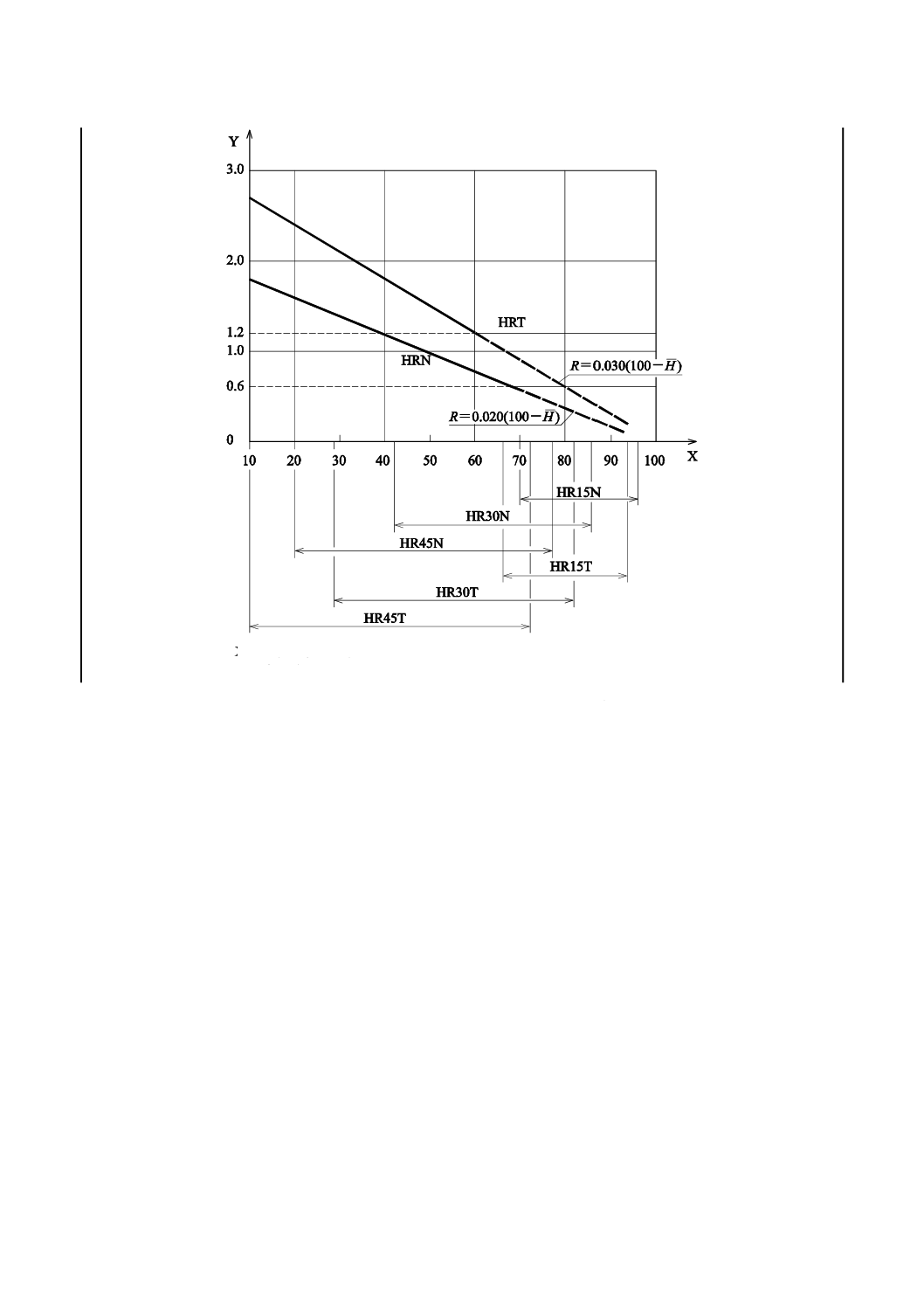
基準片の硬さの均一性は,硬さ測定値の最大値と最小値との差として求める(図A.1及び図A.2参照)。
硬さの均一性の許容値は,表6による。
注記 硬さ基準片の測定の不確かさの求め方の一例を,附属書Bに示す。
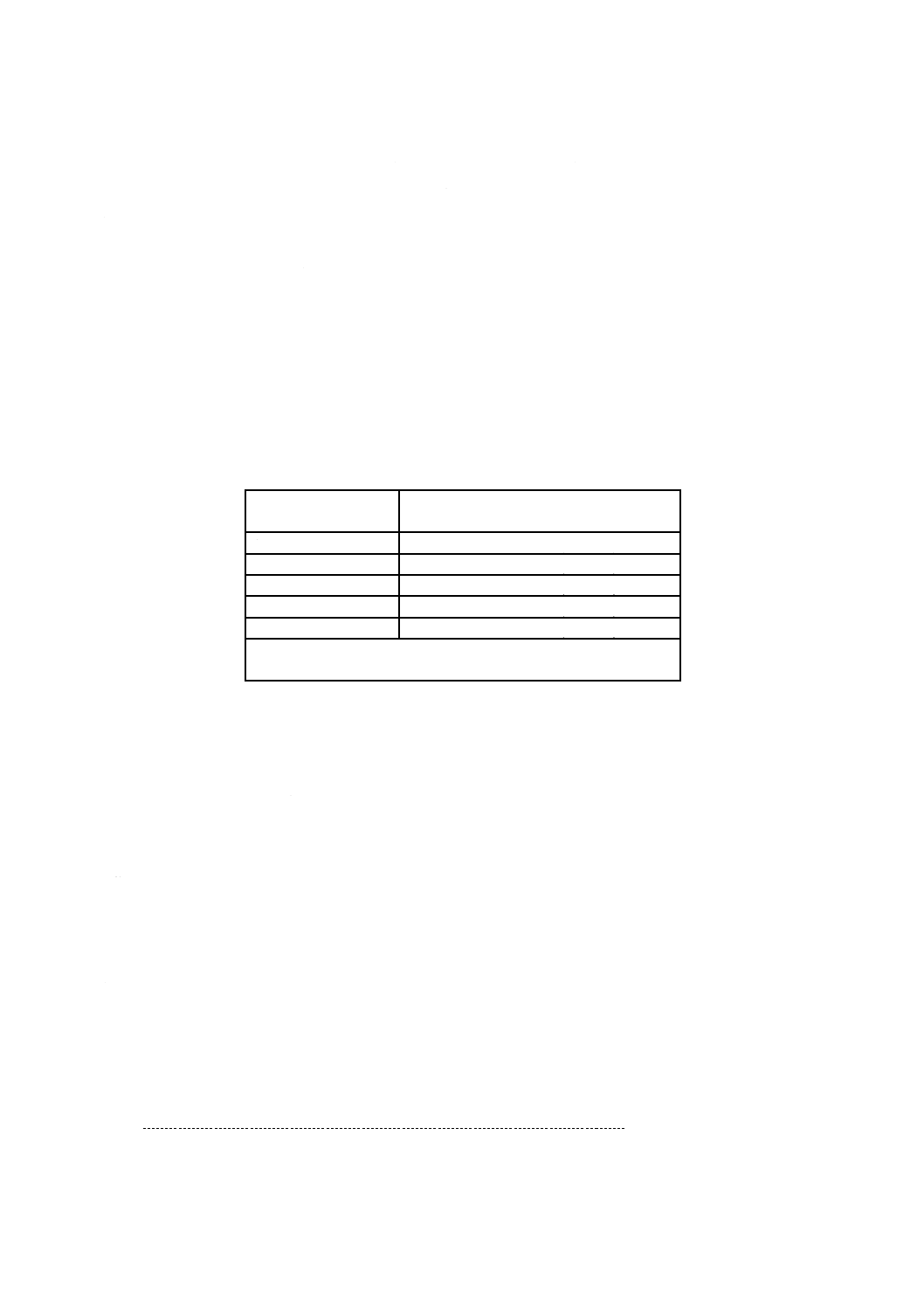
表6−硬さの均一性の許容値
スケール
許容値
HR
A
0.4又は0.015×(100−H)
C,D
0.4又は0.010×(100−H)
B,E,F,G,H,K
1.0又は0.020×(130−H)
N
0.6又は0.020×(100−H)
T
1.2又は0.030×(100−H)
許容値は,表のいずれか大きい値とする。
表内のHは,それぞれのスケールにおける硬さの平均値とする。
8
表示
基準片は,次によって表示する。
a) 表示は,次の事項を基準片の使用面の使用範囲以外及び裏面以外の部分に行う。
なお,基準片側面の全ての記号は,試験面を上向きにしたときに正立するように表示する。
1) 製造業者名又はその略号
2) 製造番号
3) 使用面の使用範囲以外に使用面を特定するマーク又は基準片の厚さ
4) 硬さの平均値,硬さ記号及び硬さの均一性の値
5) 校正機関名又はその略号
6) 校正した年(製造番号に表示されていない場合)
b) 基準片に添付する成績表には,次の事項を記載する。
1) この規格に適合している旨を示す表記
2) 基準片を特定する情報
3) 校正年月日
4) 個々の硬さ値及びその平均値並びに硬さの均一性の値
5) 顧客から求められた場合,又は認証標準物質として提供する場合は,校正の不確かさ
6
B 7730:2017
9
基準片の硬さ値の有効性
基準片の硬さ値は,校正時のスケールによる値だけが有効である。また,校正の有効期限は,5年以内
が望ましい。ただし,アルミニウム合金及び銅合金の場合には,2年〜3年に減じてもよい。
また,試験点数の増加によって,くぼみが多くなることによって,基準片の硬さが変化し得るため,基
準片の校正結果は,その校正時だけ有効である。
7
B 7730:2017
附属書A
(参考)
基準片の均一性
A.1 基準片の均一性
基準片の均一性の許容値を図A.1及び図A.2に示す。
X ロックウェル硬さ
Y 均一性
図A.1−ロックウェル硬さ(A〜H及びKスケール)
8
B 7730:2017
X ロックウェル硬さ
Y 均一性
図A.2−ロックウェルスーパーフィシャル硬さ(N及びTスケール)
9
B 7730:2017
附属書B
(参考)
硬さ基準片の硬さ平均値の不確かさ
B.1
一般
測定の不確かさ解析は,測定値間の食い違いを知り,誤差の原因を明らかにする上で有益な手段である。
使用者からの指示がない限りは,この附属書は,不確かさの推定に関する指針であって,ここから得られ
る値は参考情報に過ぎない。
基準片の校正条件に関してこの規格で示している規定は,長い年月を重ねて開発され,見直されてきた
ものである。
基準片が満たさなければならない個々の許容差を決める際には,測定装置の使用に伴う不確かさはこの
許容差に含まれているため,例えば,測定の不確かさによって許容差を小さくするなど,この不確かさに
対して更に許容差を設けることは適切ではない。
このことは基準片の製造及び校正に関わる全ての測定だけでなく,校正用試験機の検証を行う際のあら
ゆる測定についても当てはまることである。個々のケースについては,単純にこの規格への適合を評価す
るのに用いる個々の測定装置を使用して得られた測定値を適用する。
しかしながら,測定の不確かさによって許容範囲を小さくすることが適切であるような場合には,受渡
当事者間による協定が必要である。
注記 硬さスケールの定義及び標準供給に必要な計量的連鎖は,JIS Z 2245の図I.1(校正の連鎖)を
参照する。
B.2
直接検証−試験機の校正の不確かさ
B.2.1 試験力の校正
JIS B 7726の附属書B(試験機の校正結果の不確かさ)を参照する。
B.2.2 押込み深さ測定装置の校正
JIS B 7726の附属書Bを参照する。
B.2.3 圧子の検証
JIS B 7726の附属書Bを参照する。
B.2.4 試験動作時間の検証
JIS B 7726の附属書Bを参照する。
B.3
間接検証−校正用試験機の校正の不確かさ
注記1 この附属書では,添え字“CRM-P(一次認証標準物質)”は,“一次硬さ基準片”をいう。
注記2 一次硬さ基準片を用いた間接検証によって,校正用試験機の総合的な性能を評価する。校正
用試験機の再現性及び校正用試験機の硬さ測定値の真の値からのかたよりが評価される。校
正用試験機の間接検証では,校正用試験機で測った一次硬さ標準片の平均硬さと,対応する
一次硬さ基準片の証明書の値との間の差,又はかたよりbHCMを計算し,報告する。間接検証
によって,かたよりが規定の最大許容範囲内にあるかどうかを確かめる。一次硬さ標準片の
真の平均硬さに対する校正用試験機のかたよりの不確かさを計算する手順を次に示す。
10
B 7730:2017
校正用試験機のかたより測定の不確かさは,式(B.1)を使った間接検証結果から計算する。
2
ms
2
P-
HCRM
2
P-
CRM
HCM
u
u
u
u
+
+
=
··················································· (B.1)
ここに, uCRM-P: 校正証明書による一次硬さ基準片の認証値の校正の不確か
さによる測定の不確かさへの寄与(k=1)。
uHCRM-P: 校正用試験機の測定の再現性の欠如及び一次硬さ基準片を
測定した際の硬さ測定値の平均値の標準偏差として計算さ
れる一次硬さ基準片の硬さの不均一性による測定の不確か
さへの寄与。
ums: 校正用試験機の分解能による測定の不確かさへの寄与。
例 校正用試験機のロックウェルCスケール(〜45 HRC)の間接検証の例を示す。
既知の間接検証パラメータとして,次の値を用いる。
一次硬さ基準片(CRM-P) :HCRM-P=45.40 HRC
CRM-Pの値の拡張不確かさ :UCRM-P=0.24 HRC
校正用試験機の分解能
:δms=0.01 HRC
一次硬さ基準片(CRM-P)の5回のHRCの測定結果を表B.1に示す。
既知の間接検証パラメータ及び表B.1から,式(B.2)〜式(B.5)によって次のとおり計算する。
P
-
CRM
HCM
H
H
b
−
=
··································································· (B.2)
2
P-
CRM
P-
CRM
U
u
=
······································································ (B.3)
n
s
t
u
P-
HCRM
P-
HCRM
×
=
································································· (B.4)
3
2
ms
ms
δ
u=
············································································· (B.5)
ここに, sHCRM-P: 間接検証による測定の標準偏差
表B.1−間接検証の結果
点数
硬さ測定値 H
(HRC)
1
45.65
2
45.52
3
45.51
4
45.58
5
45.61
平均値 H
45.57
標準偏差 sHCRM-P
0.059
測定の標準不確かさ uHCRM-P
0.030
HRC
0.17
HRC
)
40
.
45
57
.
45
(
P
-
CRM
HCM
=
−
=
−
=
H
H
b
HRC
12
.0
2
P-
CRM
P-
CRM
=
=U
u
n=5の場合,t=1.14
11
B 7730:2017
HRC
0.030
5
059
.0
14
.1
P-
HCRM
P-
HCRM
=
×
=
×
=
n
s
t
u
HRC
0.003
3
2
ms
ms
=
=δ
u
かたよりの不確かさバジェットを表B.2に示す。
表B.2−かたよりの不確かさバジェット
量
Xi
推定値
xi
測定の
標準不確かさ
u(xi)
分布
感度
係数
ci
測定の標準不
確かさの記号
不確かさの
寄与
ui(H)
認証値CRM-P
45.40 HRC
0.12 HRC
正規
1.0
uCRM-P
0.120 HRC
校正用試験機による測定
45.40 HRC
0.030 HRC
正規
1.0
uHCRM-P
0.030 HRC
校正用試験機の分解能
0 HRC
0.003 HRC
く(矩)形
1.0
ums
0.003 HRC
かたよりの合成標準不確かさ uHCM
0.124 HRC
かたよりの拡張不確かさ UHCM (k=2)
0.247 HRC
B.4
硬さ基準片の値の不確かさ
B.4.1 一般
校正された硬さ基準片の拡張不確かさUCRMは,式(B.6)によって計算する。
2
HCM
2
ms
2
HCRM
CRM
u
u
u
k
U
+
+
×
=
·················································· (B.6)
校正用試験機を用いて行った測定が,かたよりbHCMに関して補正されていない場合,校正された硬さ基
準片の認証値
CRM
H
及びその不確かさは,式(B.7)によって求める。
)
(
HCM
CRM
CRM
b
U
H
+
±
······························································ (B.7)
校正用試験機を用いて行った測定が,かたよりbHCMに関して補正されている場合,校正された硬さ基準
片の認証値
CRM
H
及びその不確かさは,式(B.8)によって求める。
CRM
HCM
CRM
)
(
U
b
H
±
−
······························································· (B.8)
ここに, uHCRM: 校正用試験機の測定の繰返し性の不足及び校正される一次
基準片の不均一性による測定の不確かさへの寄与。
ums: 校正用試験機の分解能による測定の不確かさへの寄与。
uHCM: 校正用試験機によって発生したかたより(bHCM)測定の標準
不確かさの,測定の不確かさへの寄与[この値は式(B.1)で定
義した間接検証の結果として報告されている。]。
bHCM: 校正用試験機で測定した一次硬さ基準片の平均硬さと対応
する一次硬さ基準片と認証値との間のかたより。
例 硬さ基準片の値の校正の例を示す。
既知の間接検証パラメータとして,次の値を用いる。
校正用試験機のかたより(〜45 HRC)
:bHCM=0.17 HRC
かたよりの合成標準不確かさ(〜45 HRC):uHCM=0.124 HRC
校正用試験機の分解能
:δms=0.01 HRC
12
B 7730:2017
硬さ基準片の5回のHRCの測定結果を表B.3に示す。
既知の間接検証パラメータ及び表B.3から,式(B.9)及び式(B.10)によって次のとおり計算する。
n
s
t
u
HCRM
HCRM
×
=
···································································· (B.9)
3
2
ms
ms
δ
u=
············································································ (B.10)
表B.3−硬さ基準片の校正結果
点数
硬さ測定値 H
HRC
1
43.22
2
43.30
3
43.23
4
43.37
5
43.40
平均値 H
43.30
標準偏差 sHCRM
0.081
HRC
0.041
5
081
.0
14
.1
HCRM
HCRM
=
×
=
×
=
n
s
t
u
HRC
003
.0
3
2
1
ms
ms
=
×
=
δ
u
B.4.2 硬さ基準片の不確かさバジェット
測定の不確かさバジェットを表B.4,硬さ基準片の認証値の不確かさを表B.5に示す。
表B.4−測定の不確かさバジェット
量
推定値
分布
測定の標準
不確かさ
感度
係数
測定の標準
不確かさの記号
不確かさの
寄与
校正用試験機の測定
43.30 HRC
正規
0.041 HRC
1.0
uCRM
0.041 HRC
校正用試験機の分解
0 HRC
く(矩)形
0.003 HRC
1.0
ums
0.003 HRC
校正用試験機のバイアス
0.17 HRC
正規
0.124 HRC
1.0
uHCM
0.124 HRC
校正された硬さ基準片の値の合成標準不確かさ,uHCRM
0.131 HRC
校正された硬さ基準片の値の拡張不確かさ,UCRM (k=2)
0.261 HRC
表B.5−硬さ基準片の認証値の不確かさ
硬さ基準片の
認証値
測定の
拡張不確かさ
校正用試験機
のかたより
硬さ基準片の値
の拡張不確かさ
)
CRM(Uncorr
H
未補正
43.30 HRC
(
)
CRM
H
0.26 HRC
0.17 HRC
0.43 HRC
(
)
HCM
CRM
b
U
−
CRM(Corr)
H
補正後
43.10 HRC
(
)
HCM
CRM
b
H
−
0.26 HRC
0.17 HRC
0.26 HRC
(
)
CRM
U
13
B 7730:2017
附属書C
(規定)
基準ダイヤモンド圧子の条件
C.1 一般
基準ダイヤモンド圧子は,5.3のa)〜f)及び次の条件による。
C.2 基準ダイヤモンド圧子の検証方法
基準ダイヤモンド圧子は,国家標準ダイヤモンド圧子との比較試験によって性能を検証しなければなら
ない。基準ダイヤモンド圧子を認証するスケールに応じて,表2〜表5のいずれかに示す硬さレベルで硬
さ基準片の試験を行う。試験は,JIS Z 2245によって行う。
C.3 許容範囲
各基準片について検証する基準ダイヤモンド圧子による5点測定の硬さ値の平均と,国家標準圧子によ
る5点測定の硬さ値との平均の差は,±0.4 HRでなければならない。基準ダイヤモンド圧子によるくぼみ
と国家標準ダイヤモンド圧子によるくぼみとは,隣接していることが望ましい。
14
B 7730:2017
附属書JA
(参考)
校正用試験機の管理方法
JA.1 校正用試験機の管理方法
校正用試験機は,箇条5の各項目の直接検証のほかに,硬さ指示装置の安定性を管理することが望まし
い。
なお,その管理は,次による。
a) 硬さ基準片の定期的な硬さ測定による。
b) 管理する硬さの水準は,3水準以上とする。
c) 水準ごとに複数の基準片を使用し,その使用開始時点が異なるようにする。
d) 硬さ測定は一定の周期で行い,3点測定の平均値を求める。
e) 各基準片の20個以上のデータの平均値から総平均(又は移動平均)を求める。
f)
平均値の管理限界の推奨値は,総平均値に対して表JA.1とする。
表JA.1−平均値の管理限界の推奨値
硬さレベル
60 HRA
以上
60 HRB
未満
60 HRB
以上
40 HRC
未満
40 HRC
以上
43HR30N
以上
36HR30T
以上
推奨値HR
±0.25
±0.50
±0.40
±0.30
±0.25
±0.60
±1.0
注記 推奨値は,平均値のばらつき標準偏差の2倍を想定している。
15
B 7730:2017
参考文献
[1] ISO/IEC 17011,Conformity assessment−General requirements for accreditation bodies accrediting
conformity assessment bodies
[2] ISO/IEC 17025,General requirements for the competence of testing and calibration laboratories
[3] Polzin T., & Schwenk D. Method for Uncertainty Determination of Hardness Testing; PC File for Determination,
Materialprüfung 44 (2002) 3, pp. 64-71
[4] Sawla A. Uncertainty of measurement in the verification and calibration of the force measuring systems of
testing machines. Proceedings of the Asia-Pacific symposium on measurement of force, mass and torque
(APMF), Tsukuba, Japan, November 2000
[5] Wehrstedt A., & Patkovszky I. News in the field of standardization about verification and calibration of
materials testing machines, May 2001. EMPA Academy, 2001
[6] Gabauer W. Manual codes of practice for the determination of uncertainties in mechanical tests on metallic
materials, The estimation of uncertainties in hardness measurements, Project No. SMT4-CT97-2165, UNCERT
COP 14:2000
16
B 7730:2017
附属書JB
(参考)
JISと対応国際規格との対比表
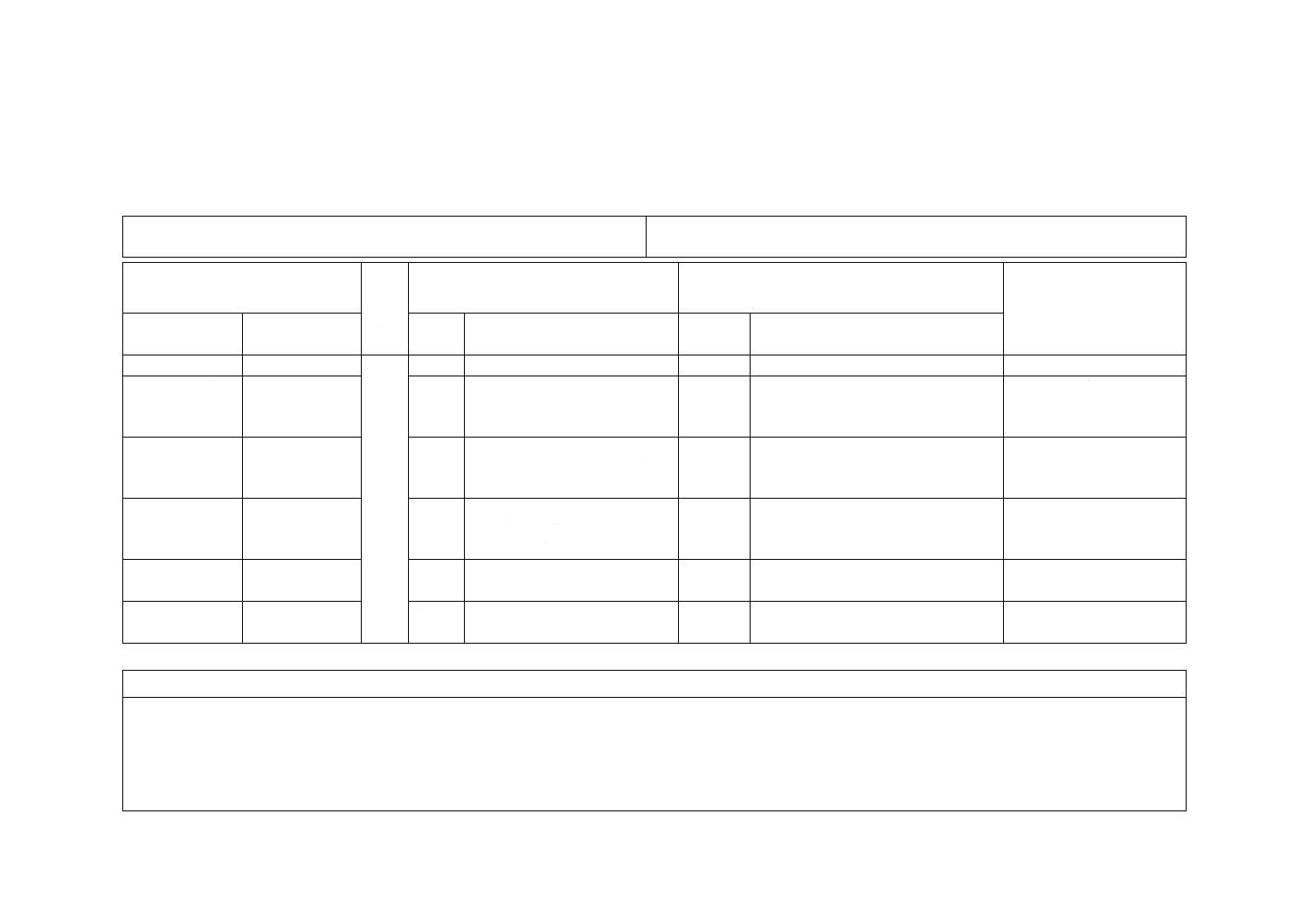
JIS B 7730:2017 ロックウェル硬さ試験−基準片の校正
ISO 6508-3:2015,Metallic materials−Rockwell hardness test−Part 3: Calibration of
reference blocks
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技
術的差異の理由及び今後
の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び定義
−
−
追加
4 基準片の製造
方法及び形状
4.2 形状及び寸
法
−
−
追加
基準片の使用面及び使用範囲につい
て規定した。ISO規格ではこれに関す
る規定はない。
ISOへの提案を検討する。
5 校正用試験機
5.5 押込み深さ
測定装置
4
押込み深さ測定装置の拡張不
確かさ(2σ)は,0.2 μmである
こと。
変更
JISでは“拡張不確かさ(包含係数k
=2)は,0.2 μm以下であることが望
ましい。”と推奨にした。
ISOへの提案を検討する。
7 基準片の硬さ
の均一性
7.2
基準片の硬さの均一性の許容
値を式で規定するとともに附
属書A(規定)で図示している。
変更
基準片の硬さの均一性の許容値を式
で規定し,附属書Aは規定を参考とし
た。
8 表示
9.1
不確かさの表示を必須として
いる。
変更
JISでは不確かさの表示を省略可とし
た。
ISOへの提案を検討する。
附属書A(参考) 図A.1及び図
A.2
Annex
A
鋼球圧子については触れられ
ていない。
変更
JISでは鋼球圧子の使用を可とした。 次回のJIS改正時にISOに
整合化させる予定である。
JISと国際規格との対応の程度の全体評価:ISO 6508-3:2015,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
7
7
3
0
:
2
0
1
7